2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8741-1997
鏡面光沢度−測定方法
Specular glossiness−Methods of measurement
1. 適用範囲 この規格は,鉱工業製品の巨視的にみて平滑な表面の鏡面光沢度を測定する方法について
規定する。
備考1. この規格の引用規格を,次に示す。
JIS Z 8105 色に関する用語
JIS Z 8120 光学用語
JIS Z 8401 数値の丸め方
JIS Z 8701 色の表示方法−XYZ表色系及びX10Y10Z10表色系
JIS Z 8720 測色用の標準の光及び標準光源
2. この規格の対応国際規格を,次に示す。
ISO 2813 : 1994 Paints and varnishes−Determination of specular gloss of non-metallic paint films
at 20°, 60° and 85°
ISO 7668 : 1986 Anodized aluminium and aluminium alloys−Measurement of specular reflectance
and specular gloss at angles of 20°, 45°, 60° or 85°
2. 用語の定義 この規格に用いる用語の定義は,JIS Z 8105及びJIS Z 8120によるほか,次による。
(1) 鏡面反射 鏡の面での反射のように反射の法則に従う光の反射。
(2) 拡散反射 鏡面反射を除いた拡散的な光の反射。
(3) 鏡面反射率 鏡面反射において反射放射束(又は,反射光束)の,入射放射束(又は,入射光束)に
対する比。
(4) 鏡面光沢 主として鏡面反射光の強さによって定められる視知覚の属性。
(5) 鏡面光沢度 鏡面光沢の度合を測定して,数値で表したもの。
(6) 受光角 受光系の光軸と試料面の法線とがなす角。
3. 鏡面光沢度測定方法の種類 鏡面光沢度測定方法の種類は,表1による。
表1 鏡面光沢度測定方法の種類
測定方法
の種類
方法1
方法2
方法3
方法4
方法5
名称
85度鏡面光沢
75度鏡面光
沢
60度鏡面光沢
45度鏡面光沢
20度鏡面光沢
記号
Gs (85°)
Gs (75°)
Gs (60°)
Gs (45°)
Gs (20°)
2
Z 8741-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定方法
の種類
方法1
方法2
方法3
方法4
方法5
適用例
塗膜,アルミニウムの
陽極酸化皮膜,その他
紙,その他
プラスチック,塗膜,
ほうろう,アルミニウ
ムの陽極酸化皮膜,
その他
プラスチック,塗膜,
ほうろう,アルミニウ
ムの陽極酸化皮膜,
その他
プラスチック,塗膜,
ほうろう,アルミニウ
ムの陽極酸化皮膜,
その他
適用範囲 方法3による光沢度が
10以下の表面
−
−
−
方法3による光沢度が
70を超える表面
4. 測定方法
4.1
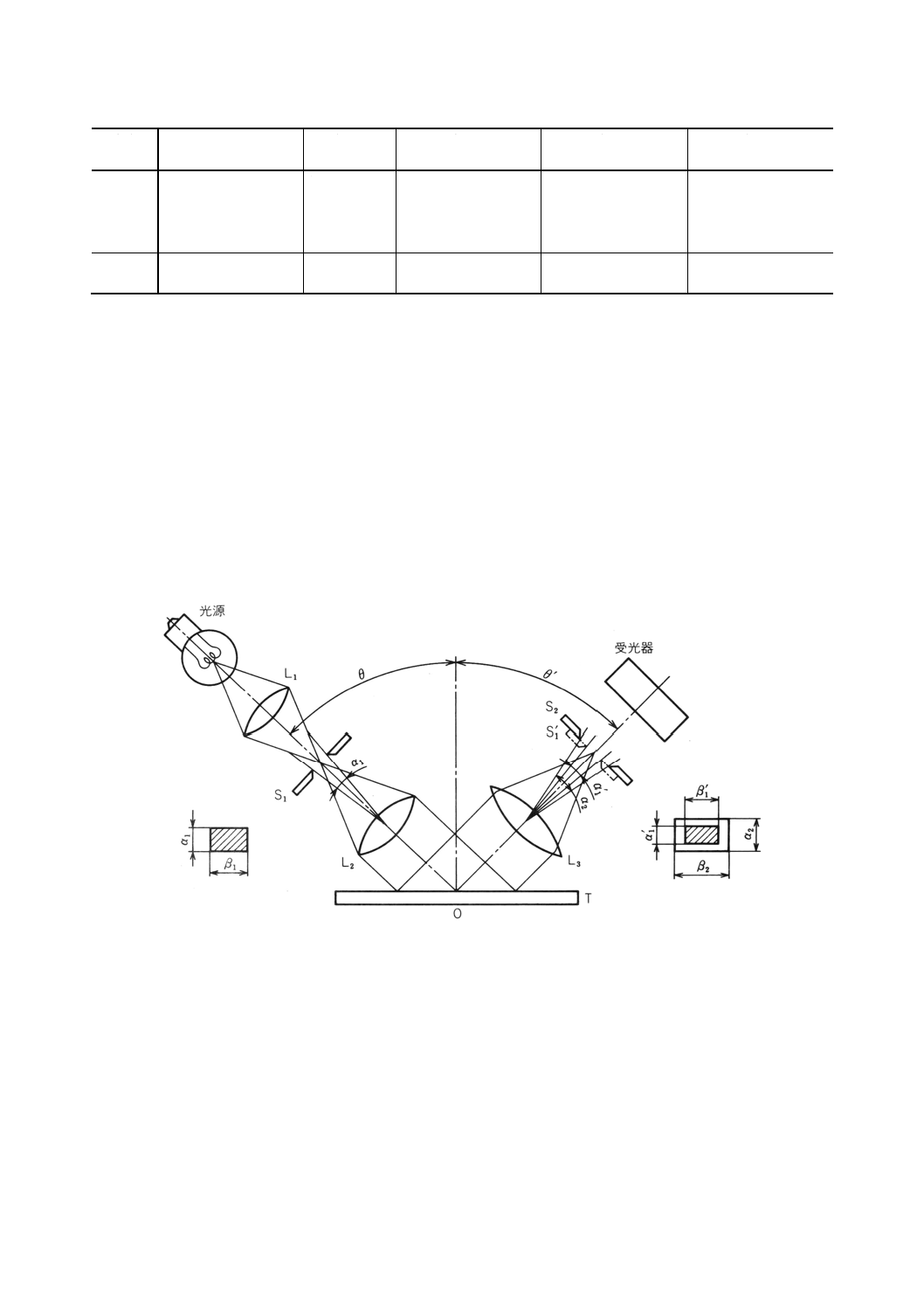
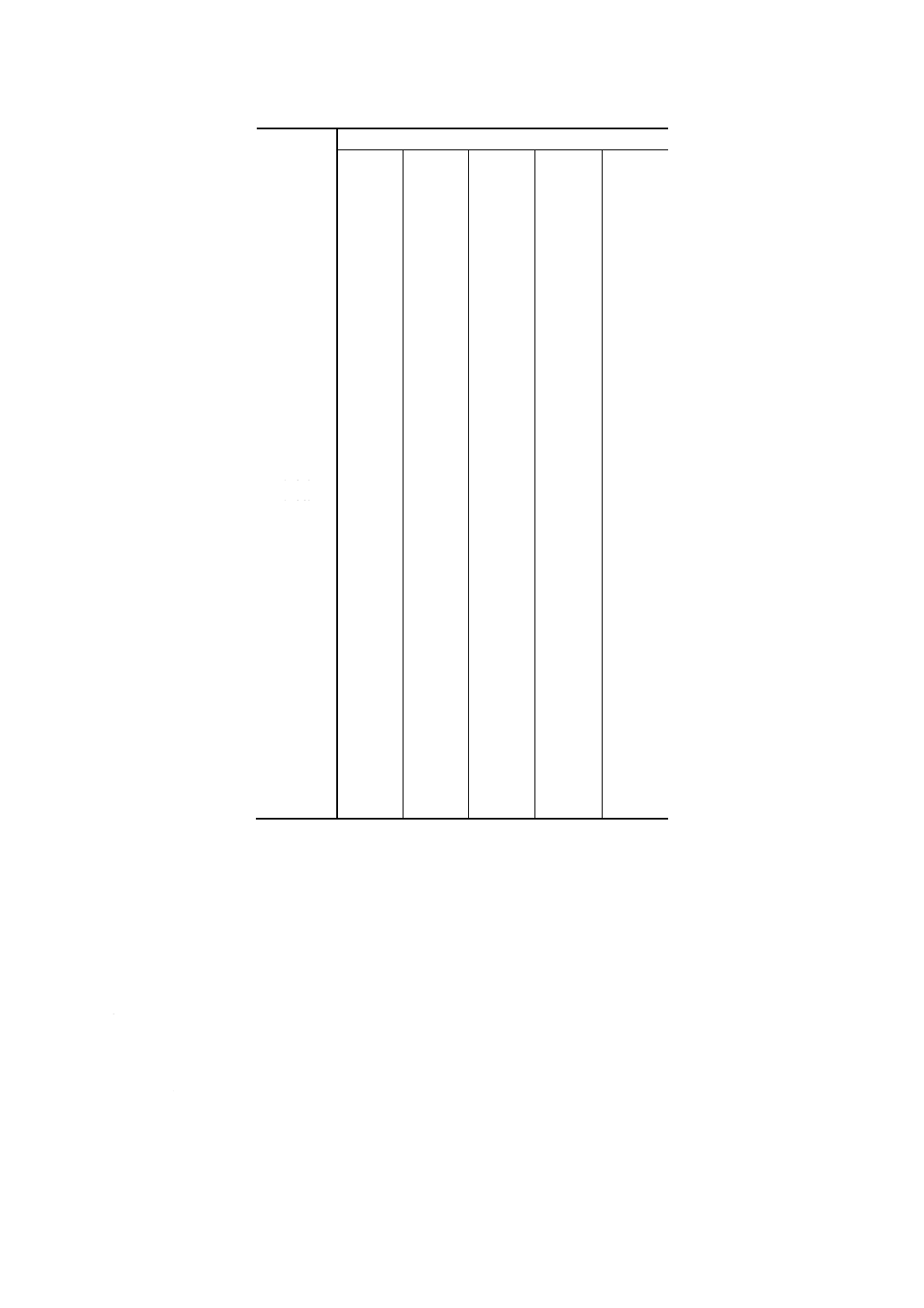
測定装置 鏡面光沢度は,図1に概念を示す装置によって試料面に規定された入射角で規定の開き
角の光束を入射し,鏡面反射方向に反射する規定の開き角の光束を受光器で測る。
光源の開口S1はレンズL2の焦点位置にあるものとし,試料Tの位置に鏡面を置いたとき,S1の像が受
光器の開口S2の中央に鮮明な像をつくるものとする。入射角θは,開口S1の中心とレンズL2の中心(レン
ズの主点)とを結ぶ線と,試料Tの法線とがなす角とする。開き角α1,α2は,開口S1,S2をレンズL2,
L3の位置で張る角,開き角α1'は開口S1の像S1'がレンズL3の位置で張る角とする。入射側及び受光側の光
軸は,試料面で交わるものとする。ただし,開口S1は,その位置における光源フィラメントで代用しても
よい。
図1 鏡面光沢度測定装置概念図
4.2
測定条件 鏡面光沢度を測定する場合,光源には偏光性がないものを用い,光源と受光器には一般
に標準の光D65(1)と,分光視感効率V (λ)(2)との組合せと等価のものを用いる。
注(1) JIS Z 8720の付表1(標準の光A,D65及びCの相対分光分布の値)参照。
(2) JIS Z 8701の付表1(XYZ系における等色関数)の等色関数y (λ) と同一である。
反射光束を測定する器具の指示値は,受光器に入射する光束に最大目盛値の1%以内の範囲で比例しな
ければならない。
また,光源による試料の照射面積の入射面に垂直方向の幅は,一般に10mm以上なければならない。測
定装置の条件は,表2による。
3
Z 8741-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 測定装置の条件
幾何条件
測定方法の種類
方法1
方法2
方法3
方法4
方法5
入射角 (θ)
85±0.1°
75±0.1°
60±0.2°
45±0.2°
20±0.5°
受光角 (θ')
θ±0.1°
θ±0.1°
θ±0.1°
θ±0.1°
θ±0.1°
光源像の
開き角
入射面内 (α1') 0.75±0.10°
2.85±0.30° 0.75±0.10° 0.75±0.10° 0.75±0.10°
垂直面内 (β1') 2.5±0.1°
5.7±0.30° 2.5±0.1° 2.5±0.1°
2.5±0.1°
受光器の
開き角
入射面内 (α2) 4.0±0.3° 11.50±0.05° 4.4±0.1° 4.4±0.1° 1.80±0.05°
垂直面内 (β2) 6.0±0.3°
円形
11.7±0.2° 11.7±0.2°
3.6±0.1°
4.3
計算方法 鏡面光沢度Gs (θ) は,式(1)によって計算する。
)
(
)
(
θ
ϕ
ϕ
θ
os
os
s
s
G
G
=
··································································· (1)
ここに,
ϕS: 規定された入射角θに対する,試料面からの鏡面反射光束
ϕos: 規定された入射角θに対する,標準面からの鏡面反射光束
Gos (θ) : 使用した標準面の光沢度 (%)
拡散反射の補正は,一般に行わない。特に補正を必要とする場合で,垂直方向で測った拡散反射光束ϕn
を用いて補正を行うときは,鏡面反射光束ϕsから式(2)によって求めた⊿ϕsを減じる。
'
cos
'
'2
'2
2
2
θ
β
α
β
α
ϕ
ϕ
=
A
A
n
s
⊿
··························································· (2)
ここに,
⊿ψs: 鏡面反射光束の中の拡散反射成分
A: 受光角θ'における受光器のレンズに入射する試料の有効
面積
α2,β2: 受光角θ'における受光器の開き角
ϕn: 受光角0度の拡散反射光束
A': 受光角0度における受光器のレンズに入射する試料の有
効面積
α2',β2': 受光角0度における受光器の開き角
備考 直接に補正値⊿ϕsを測ることができる。すなわち,入射面と垂直な面において,受光角θ'′方向
の反射光束を開き角α2,β2で測ると⊿ϕsが得られる。
5. 鏡面光沢度の基準 屈折率が可視波長範囲全域にわたって,一定値1.567であるガラス表面において,
規定された入射角θでの鏡面光沢度を基準とし,この値を100%として表す。
備考 基準となるこの面の鏡面反射率ρ0 (θ) と,入射角θとの関係を次に示す。
θ
20°
45°
60°
75°
85°
ρ0 (θ)
0.049 1
0.059 7
0.100 1
0.264 6
0.619 1
6. 鏡面光沢度の標準面
6.1
一次標準面 透明又は黒色ガラスなどの平滑面を,規定された入射角θでの鏡面光沢度の一次標準面
とし,その鏡面光沢度を,次のいずれかの方法で定める。
(1) 波長の関数で表した一次標準面の屈折率n (λ) が既知のとき,式(3)によって鏡面光沢度Gs (θ) を求め
る。
4
Z 8741-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
)
(
1
)
(
)
(
)
,
(
)
(
)
(
)
(
0
×
=
∫
∫
θ
ρ
λ
λ
λ
λ
λ
θ
ρ
λ
λ
θ
d
V
S
d
V
S
G
D
D
s
······································ (3)
ここに,
SD (λ) : 標準の光D65の相対分光分布
V (λ) : 分光視感効率
ρ (θ, λ) : 屈折率n (λ) を用い,フレネルの式(3)によって求めた規
定された入射角における一次標準面の分光鏡面反射率
注(3) フレネルの式を式(4)に示す。
−
+
−
−
+
−
+
−
−
=
2
2
2
2
2
2
2
2
2
2
2
2
sin
)
(
cos
)
(
sin
)
(
cos
)
(
sin
)
(
cos
sin
)
(
cos
2
1
)
,
(
θ
λ
θ
λ
θ
λ
θ
λ
θ
λ
θ
θ
λ
θ
λ
θ
ρ
n
n
n
n
n
n
······ (4)
(2) 光源と受光器とを組み合わせた分光特性が標準の光D65と分光視感効率V (λ) の組合せと等価な鏡面
反射率計を用いて得られた一次標準面の規定された入射角での(視感)鏡面反射率ρv (θ) から,式(5)
によって鏡面光沢度Gs (θ) を求める。
100
)
(
)
(
)
(
0
×
=
θ
ρ
θ
ρ
θ
v
s
G
···································································· (5)
(3) 水銀スペクトルのe線(波長546.1nm)に対する屈折率neが既知の場合は,鏡面光沢度Gs (θ) として
表3の値を用いてもよい。また,屈折率neが1.500から1.600の範囲では,屈折率neから近似式(6)に
よって鏡面光沢度Gs (θ) を求めてもよい。
Gs (θ) =100.0−k (1.567−ne) ························································ (6)
ここに,
k: 比例定数で,θが20°,45°,60°,75°,85°のとき,それ
ぞれ270,240,160,62,14とする。
備考1. 透明ガラスを用いる場合は両面を平滑にしたくさび形とする。
くさびの角度は裏面からの鏡面反射光が横にそれ,受光器の開口中に入らないことが必要
である。
なお,裏面には黒色塗料を塗り,反射を防がなければならない。
2. 黒色ガラスを用いる場合は,裏面に光が通らない程度の厚さとする。
3. 表面には,やけ,失透,きずなどがないものでなければならない。
表3 一次標準面の鏡面光沢度
屈折率n
入射(受光)角
20°
45°
60°
75°
85°
1.400
57.0
61.3
71.9
87.4
96.6
1.410
59.4
63.5
73.7
88.4
96.9
1.420
61.8
65.7
75.5
89.3
97.2
1.430
64.3
68.0
77.2
90.1
97.5
1.440
66.7
70.3
79.0
91.0
97.7
1.450
69.2
72.6
80.7
91.8
98.0
1.460
71.8
74.9
82.4
92.6
98.2
1.470
74.3
77.2
84.1
93.4
98.4
1.480
76.9
79.5
85.8
94.2
98.6
1.490
79.4
81.8
87.5
94.9
98.8
1.500
82.0
84.1
89.1
95.6
99.0
1.510
84.7
86.5
90.8
96.3
99.2
5
Z 8741-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
屈折率n
入射(受光)角
20°
45°
60°
75°
85°
1.520
87.3
88.8
92.4
97.0
99.3
1.530
90.0
91.2
94.1
97.7
99.5
1.540
92.7
93.6
95.7
98.3
99.6
1.550
95.4
95.9
97.3
99.0
99.8
1.560
98.1
98.3
98.9
99.6
99.9
1.567
100.0
100.0
100.0
100.0
100.0
1.570
100.8
100.7
100.5
100.2
100.0
1.580
103.6
103.1
102.1
100.8
100.2
1.590
106.3
105.5
103.6
101.3
100.3
1.600
109.1
107.9
105.2
101.9
100.4
1.610
111.9
110.3
106.7
102.4
100.5
1.620
114.7
112.7
108.3
103.0
100.6
1.630
117.5
115.2
109.8
103.5
100.7
1.640
120.4
117.6
111.3
104.0
100.8
1.650
123.2
120.0
112.8
104.5
100.9
1.660
126.1
122.4
114.3
104.9
100.9
1.670
128.9
124.9
115.8
105.4
101.0
1.680
131.8
127.3
117.3
105.9
101.1
1.690
134.7
129.7
118.8
106.3
101.2
1.700
137.6
132.2
120.3
106.8
101.2
1.710
140.5
134.6
121.7
107.2
101.3
1.720
143.4
137.1
123.2
107.6
101.3
1.730
146.4
139.5
124.6
108.0
101.4
1.740
149.3
141.9
126.1
108.4
101.4
1.750
152.2
144.4
127.5
108.8
101.5
1.760
155.2
146.8
128.9
109.2
101.5
1.770
158.1
149.3
130.4
109.6
101.6
1.780
161.1
151.7
131.8
110.0
101.6
1.790
164.0
154.2
133.2
110.3
101.6
1.800
167.0
156.6
134.6
110.7
101.7
6.2
実用標準面 鏡面光沢度の実用標準面は,種々の鏡面光沢度をもった乳白ガラス面,白色タイル面,
又は各々の目的に応じ,試料と同種材料の表面とする。これらは,鏡面光沢度測定装置を用い,鏡面光沢
度の一次標準面に対して校正されていなければならない。
備考 実用標準面は,汚れ,変質などによって,経時的に鏡面光沢度変化が起こりやすいので,とき
どき,校正することが望ましい。
7. 測定結果の表示
7.1
測定値の付記事項 測定値には,次の事項を付記する。
(1) 測定方法の種類 方法1〜5のいずれの方法によったかを表1に示す記号によって明記する。
(2) 測定装置の種類 測定に用いた測定装置の名称を付記することが望ましい。
7.2
測定結果の記載方法 測定結果は鏡面光沢度の値及び測定に用いた装置名を,一般に次に例示する
方法によって記載する。
例 Gs(60°)=42% ○○製○○形光沢度計
6
Z 8741-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 小数点以下1位をJIS Z 8401によって丸める。
2. %は省略しても差し支えない。
7
Z 8741-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 アルミニウム及びアルミニウム合金の陽極酸化皮膜の
45度鏡面反射率の測定方法
この参考は,アルミニウム及びアルミニウム合金の陽極酸化皮膜の45度鏡面反射率の測定方法について
説明するものであって,規定の一部ではない。
備考 この測定方法は,ISO 7668-1986 Anodized aluminium and aluminium alloys−Measurement of
specular reflectance and specular gloss at angles of 20°, 45°, 60° or 85° のmethod Eの方法である。
1. 測定方法
1.1
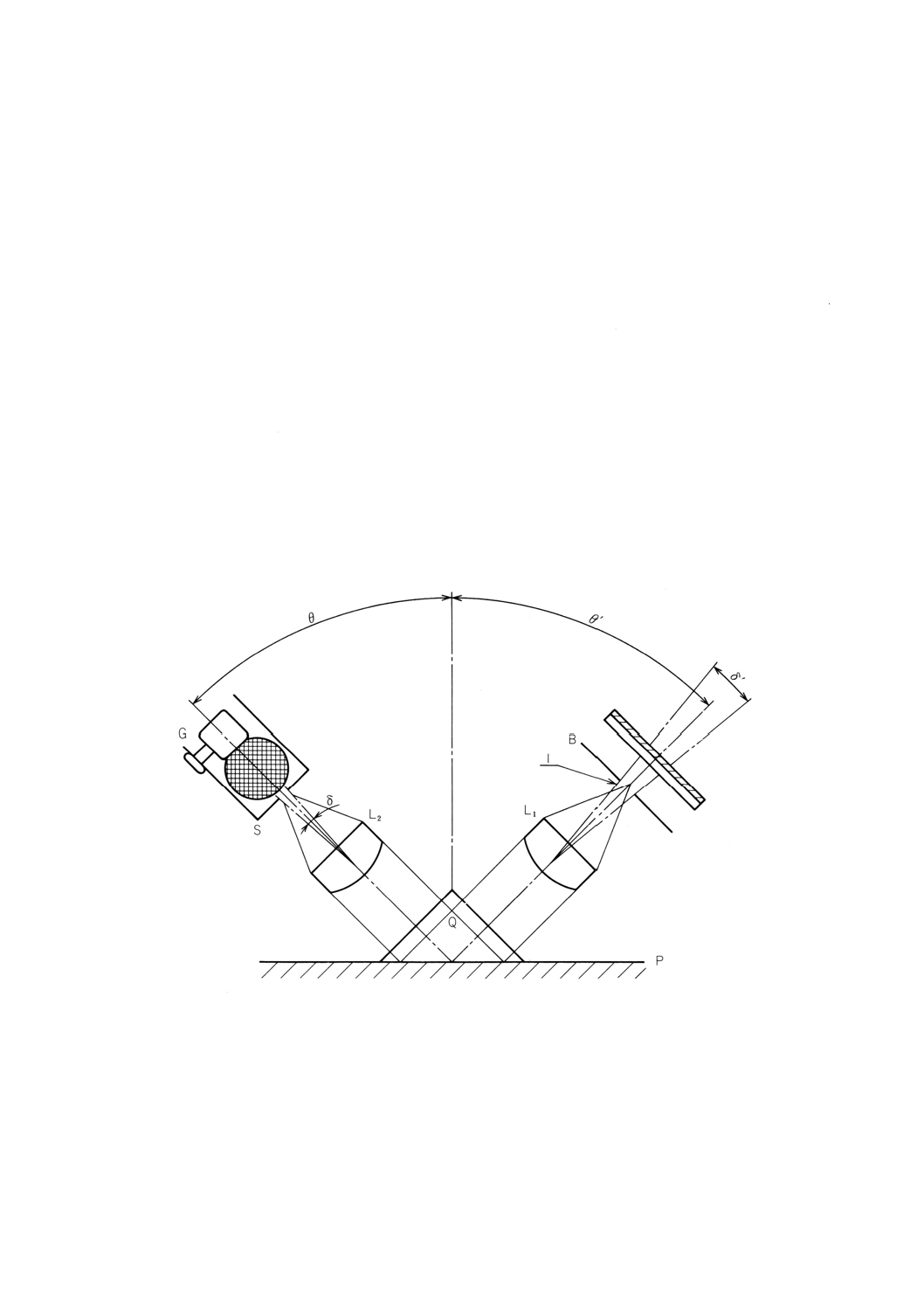
測定装置 鏡面反射率は,参考図1に概念を示す装置によって試料面に規定された入射角で規定の
開き角の光束を入射し,鏡面反射方向に反射する規定の開き角の光束を受光器で測る。
光源の開口SはレンズL2の焦点位置にあるものとし,試料Pの位置に鏡面を置いたとき,Sの像が受光
器の開口Bの中央に鮮明な像Iをつくるものとする。入射角θは,開口Sの中心とレンズL2の中心(レン
ズの主点)とを結ぶ線と,試料Pの法線とがなす角とする。開き角δ又はδ'′は,開口S又はBをレンズL2
又はL1の位置で張る角とする。入射側及び受光側の光軸は,試料面で交わるものとする。
参考図1 鏡面反射率測定装置概念図
1.2
測定条件 鏡面反射率を測定する場合,光源には偏光性のないものを用い,光源と受光器は一般に
標準の光D65と,分光視感効率V (λ) との組合せと等価のものを用いる。
反射光束を測定する器具の指示値は,受光器に入射する光束に最大目盛値の1%以内の範囲で比例しな
ければならない。
測定装置の幾何条件は参考表1による。
8
Z 8741-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考表1 測定装置の幾何条件
条件
角度
入射角 (θ)
45±0.1°
受光角 (θ')
θ±0.1°
入射側の開き角δ
3.44±0.23°(円形)
反射側の開き角δ'
3.44±0.23°(円形)
1.3
計算方法 鏡面反射率Rs(45)は,式(1)によって計算する。
)
45
(
)(%)
45
(
os
os
s
s
R
R
=ϕϕ
···························································· (1)
ここに,
ϕs: 規定された入射角θに対する,試料面からの鏡面反射
光束
ϕos: 規定された入射角θに対する,標準面からの鏡面反射
光束
Ros (45): 使用した標準面の鏡面反射率 (%)
2. 鏡面反射率の標準面 鏡面反射率の標準面としては,次のいずれかを用いる。
2.1
透明又は黒色ガラスなどの平滑な表面で,そのガラスの水銀スペクトルのe線(波長546.1nm)に対
する屈折率neから45°鏡面反射率の値を,フレネルの式[本体の式(4)参照]によって求める。
2.2
透明ガラスの45°二等辺三角形全反射プリズムを参考図1のQの位置に置いたときの45°鏡面反射
率Rosを,そのガラスの屈折率neから,式(2)によって求める。
100
1
1
1
)
45
(
2
×
+
−
−
=
e
e
os
n
n
R
························································ (2)
備考 この式を用いて計算すると,屈折率neが次の値のとき,鏡面反射率Rosの値は,以下のように
なる。
ne
Ros
1.500
92.16
1.523
91.59
1.567
90.48
1.600
89.63
9
Z 8741-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8741改正原案作成委員会 構成表
氏名
所属
(委員長)
田 中 俊 一
東京理科大学
天 野 徹
工業技術院標準部
井 村 健 二
ミノルタ株式会社計測機器事業部
○ 榎 本 弘 文
富士写真フィルム株式会社足柄研究所
加 山 英 男
財団法人日本規格協会技術部
桑 野 浩 一
日本ペイント株式会社研究開発本部
小松原 仁
財団法人日本色彩研究所
佐 藤 信 幸
財団法人軽金属製品協会
操 谷 俊 之
株式会社堀場製作所環境工業計測開発部
辻 村 正 俊
日本電色工業株式会社
◎ 馬 場 護 郎
株式会社村上色彩技術研究所
○ 三田村 勝 昭
スガ試験機株式会社
吉 田 豊 彦
社団法人色材協会
吉 田 芳 夫
王子製紙株式会社中央研究所
(幹事)
○ 宇田川 雄 司
株式会社村上色彩技術研究所
備考 ◎印は分科会主査,○印は分科会委員を兼ねる。