Z 8723 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS Z 8723 : 1988は改正され,この規格に置き換えられる。
JIS Z 8723には,次に示す附属書がある。
附属書A(規定) 要求される追加情報
附属書B(規定) 色差評価等級表
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8723 : 2000
表面色の視感比較方法
Methods for visual comparison of surface colours
序文 この規格は,1996年に発行されたISO/DIS 3668, Paints and vanishes−Visual comparison of the colour of
paintsを元に,対応する部分については対応国際規格を翻訳し,技術的内容を変更することなく作成した
日本工業規格であるが,対応国際規格には規定されていない規定項目(人工昼光D50の性能項目など)を
日本工業規格として追加している。
なお,この規格で,点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲
1.1
この規格は,塗装物,染色物,印刷物などの物体の表面色を視感によって比較する方法について規
定する。ただし,完全鏡面に近い面(1)の色を比較する場合を除く。
注(1) 滑らかな金属表面,めっき面などのように像が鮮明に映る面。
備考 個別規格がある場合は,個別規格を優先する。
1.2
この規格は,自然昼光か,又は人工光源を用いた色比較用ブースで,試料色と参考標準色か又は新
しく作成した標準色とを視感で比較する方法について規定する。
標準化したこの色比較方法では,色覚正常な観察者と,再現可能な照明及び観察の諸条件を必要とする。
多くの試料色の場合,昼光下で参考標準色と比較することが要求されるが,昼光の分光組成はかなり変動
する。そのため,個々の人工光源は自然昼光よりも使用可能な時間が安定していて,色比較を再現しやす
いので,人工昼光を用いるほうが好まれる。
1.3
別の方法による協定がされていなければ,この試験方法では,自然昼光か,又は人工光源を使用し
て行う。自然又は人工の平均昼光は,通常の色比較に用いる。ここで,人工の平均昼光照明は,CIE標準
の光D65に相当する。また,必要によっては,受渡当事者間で協定して,CIE補助標準の光D50を使用して
もよい。
白熱電球照明は,条件等色を検査するために用いる。白熱電球照明は,CIE標準の光Aに相当する。も
し問題を生じた場合,判定のための比較には,規定した人工光源の照明下で行われなければならない。
1.4
色差の視感評価は,附属書Bに規定した等級表を参考にして,色相,彩度及び明度の各成分を調べ
るか,又はJIS L 0804に適合したグレースケールと比べて行ってもよい。後者の場合,総合色差をそれに
相当する明度差によって評価できるという基本的な仮定がある。
備考 この規格の対応国際規格を,次に示す。
ISO/DIS 3668 : 1996 Paints and varnishes−Visual comparison of the colour of paints
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
2
Z 8723 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS L 0804 変退色用グレースケール
JIS Z 8105 色に関する用語
JIS Z 8113 照明用語
JIS Z 8719 条件等色指数−照明光条件等色度の評価方法
JIS Z 8720 測色用標準イルミナント(標準の光)及び標準光源
JIS Z 8726 光源の演色性評価方法
JIS Z 8729 色の表示方法−L*a*b*表色系及びL*u*v*表色系
JIS Z 9112 蛍光ランプの光源色及び演色性による区分
3. 定義 この規格で用いる主な用語の定義は,JIS Z 8105及びJIS Z 8113によるほか,次による。
a) 均斉度 照明の有効面積内における最小照度Eminと最大照度Emaxとの比
max
min
E
E
b) 背景 試料面及び標準面の周囲にあって,視野として作用するもの。
c) 作業面 表面色の視感比較を行う場合に,試料面と標準面とを置く面で,一様な無彩色に仕上げられ
ていて,背景としても有効に作用する範囲。
d) マスク 試料の表面色及び標準の表面色の大きさや形状を定めるために,試料面及び標準面の上に置
く開口がある無彩色の色紙など。
e) 色比較用ブース 外光を遮断し,規定した分光分布をもつ光で作業面を照明することができる小間。
f)
色覚検査表 色覚異常を検出する検査用具で,仮性同色表などをいう。
4. 原理 比較する試料の色を,自然昼光か又は人工光のいずれかを規定した照明及び観察条件の下で観
察する。後者の場合には色比較用ブースを用いる。
色差の判定で,色差成分(色相,彩度及び明度)を表現するために,二つの手続きを示す。すなわち,
附属書Bに示す個々の等級を用いて記述するか,JIS L 0804に規定したグレースケールを用いて記述する
かである。条件等色度の評価についても考慮してある。
5. 要求される追加情報 個々の適用のために,ISO/DIS 3668に規定した試験方法は,追加情報によって
完全なものにする必要がある。その追加情報の箇条を附属書Aに示す。
6. 色比較のための照明
6.1
一般 通常の色比較では,自然昼光か又は人工昼光かのいずれを用いてもよい。
自然昼光の特性は変わりやすく,観測者の判断は周辺の着色物によって影響を受けやすいので,判定す
る目的のためには,厳密に管理されている色比較用ブースの中の人工照明を用いなければならない。また,
観察者は無彩色系の衣服を着用し,かつ,観察者の視野内には,試験中の試料の色のほかには,こい色を
もつ表面があってはならない。
6.2
自然昼光照明による色比較 北半球では,北空からの拡散昼光で,赤れんがの壁又は緑の樹木のよ
うなこい色が付いている物で反射していない拡散昼光を用いなければならない。その照明は,試料色が示
す範囲よりも広い範囲を,均一に,かつ,少なくとも2 000lxの照度でなければならない。太陽の直射光
は避ける。
3
Z 8723 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
人工昼光D65照明によるブースでの色比較 色比較用ブースは,CIE標準の光D65又は標準の光Aの
それぞれに近似する分光分布をもつ常用光源で照明する。もし,これ以外の分光分布をもつ光源を用いる
場合は,受渡当事者間の協定による。
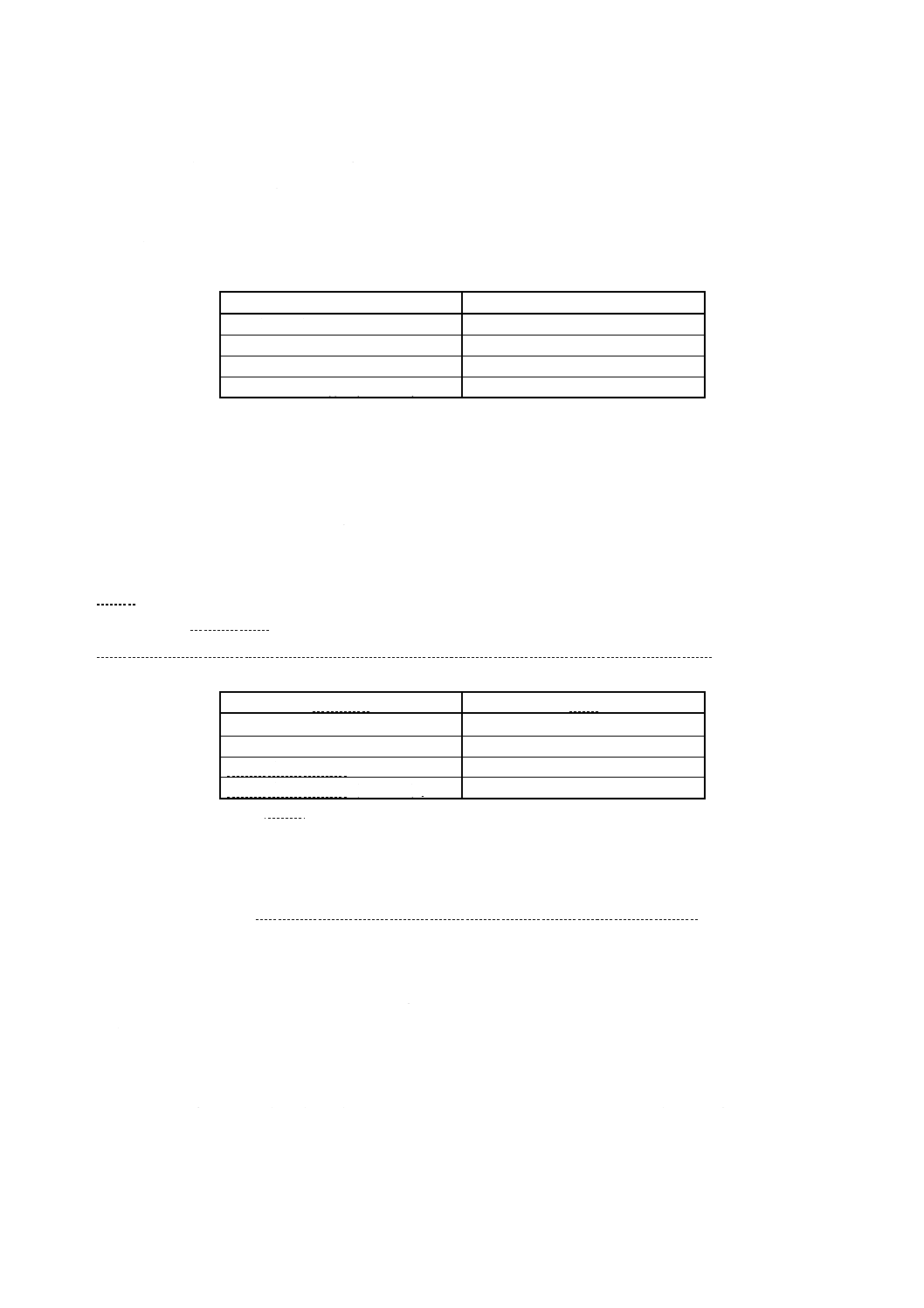
色比較に用いる常用光源は,JIS Z 8720及びJIS Z 8726に示した方法で評価して,その分光分布が,表
1の性能をもつものとする。
表1 常用光源D65の性能
性能項目
水準
可視条件等色指数(2)MIvis
0.5以内(B級以上)
蛍光条件等色指数(2)MIuv
1.5以内(C級以上)(4)
平均演色評価数(3)Ra
95以上
特殊演色評価数(3)Ri (i=9〜15)
85以上
注(2) JIS Z 8720の附属書によって求める。
(3) JIS Z 8726によって求める。
(4) JIS Z 8720の附属書の蛍光条件等色指数による等級区分のC級は,
MIuvを1.5以内に限る。
備考 紫外部の放射によって生じる蛍光を含まない表面色を比較する場合,
常用光源D65は,表1のうち蛍光条件等色指数MIuvの性能を満足しな
くても差し支えない。
参考 標準の光D65を実現する光源として,JIS Z 8716及びJIS Z 8902に規
定する光源は,表1の性能を満足する。
6.4
人工昼光D50照明によるブースでの色比較 印刷物,写真画面の表面色を比較する場合など,必要に
よっては,JIS Z 8720の3. (標準の光及び補助標準の光)に規定する補助標準の光D50に相対分光分布が
近似する常用光源D50を用いてもよい。常用光源D50は,表2の性能をもつものとする。
表2 常用光源D50の性能
性能項目
水準
可視条件等色指数(2)MIvis
0.5以内(B級以上)
蛍光条件等色指数(2)MIuv
1.5以内(D級以上)
平均演色評価数(5)Ra
95以上
特殊演色評価数(5)Ri (i=9〜15)
85以上
注(5) JIS Z 8726によって求める。ただし,演色評価の基準光には,補助標
準の光D50を用いる。
備考1. 紫外部の放射によって生じる蛍光を含まない表面色の比較をする
場合,常用光源D50は,表2のうち蛍光条件等色指数MIuvの性能を
満足していなくても差し支えない。
2. JIS Z 9112の4. (蛍光ランプの演色性による区分)による演色性
区分AAA級の昼白色蛍光ランプは,この性能を満足する。
7. 色の比較のための視環境
7.1
照度 色比較の作業面の照度は,1 000lx〜4 000lxの間とし,均斉度は80%以上とする。ただし,暗
い色を比較する場合の作業面照度は,4 000lxに近いほうが望ましい。
7.2
ブースの内装色 一般に用いるブースの内装は,明度L*が約45〜55の無光沢の無彩色とする。
色比較にふさわしい背景視野を確保するため,ブース内の作業面は,比較しようとする試料面の輝度率
に近似した輝度率をもつ無彩色で覆わなければならない。照明の拡散板は,試料色から反射するランプの
像を避けるために,常時使用するものとする。照明装置の分光分布特性は,この拡散板の分光透過特性を
含んだものでなければならない。
4
Z 8723 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 主に明るい色や白に近い色を比較する場合は,検査する色との輝度対比を少なくするため,
明度L*が約65かそれよりも高い明度の無彩色とする。
2. 主に暗い色を比較する場合は,明度L*が約25の光沢のない黒とする。
作業面は,4 000lxに近い方の数字の照度が望ましい。
3. L*a*b*は,JIS Z 8729を参照。
参考 明度L*が約45〜55の場合は,マンセル明度でN4〜N5, NCSで5500-N〜6500-Nに相当する。
明度L*が約65の場合は,マンセル明度でN6, NCSで4500-Nに相当する。また,無光沢の黒の
場合は,マンセル表示でマット黒,NCSで9599-Nに相当する。マンセル明度は,JIS Z 8721
を参照。
7.3
光源の寿命 人工光源の製造業者は,この規格に適合している製品の寿命を明らかにしておかなけ
ればならない。
8. 観察作業環境
8.1
作業面の色 作業面の色は,通常,無光沢で明度L*が50の無彩色とする。
8.2
作業面の周囲の色 作業面の周囲の色は,次による。
a) 外光の影響がある場合は,これを避けるために,不透明な布又は平板で作業面の周囲を遮へい(蔽)
した照明ブースを用いる。照明ブースの内面は,通常,無光沢で明度L*が50〜80の無彩色とする。
b) 比較作業専用の部屋である場合は,その部屋の内面は,通常,無光沢で明度L*が50〜80の無彩色と
する。
備考 ごく暗く,光沢が高い表面色を比較するときなどで,試料面又は標準面に周囲の像が映って比
較作業の障害となる場合は,作業面に映る周囲の色を無光沢の黒にすることが望ましい。
9. 観察者 観察者は,微妙な色の違いを判断する能力を必要とする。そのため,各種の色覚検査表で検
査をすることが望ましい(6)(7)。観察者が視力補正用の眼鏡を使用する場合は,その眼鏡レンズは可視スペ
クトルの領域で均一な分光透過率をもっていなければならない。目の疲労の影響を避けるために,こい色
の後で,すぐにパステル色及び補色を見てはいけない。明るく鮮やかな色を比較する場合に,もし迅速に
比較結果の判断ができないときは,次の比較を行う前に,観察者は数秒間周辺視野の無彩色に目を向けな
ければならない。
観察者は,連続して作業を行うと,視感判定の性能が著しく低下するので,比較作業をしない数分間の
休息を頻繁に取らなければならない。
注(6) 色の判定には,観察者を慎重に選ぶべきである。色覚検査表は顕著な欠陥を明らかにするが,
微妙な色判定の選択には,例えば,色相配列検査器又はアノマロスコープ検査器のようなより
感度の高い検査が望ましい。
(7) 色覚は,加齢とともに変化するので,40歳以上の観察者はアノマロスコープ検査器か,条件等
色検査器などを用いて検査する。条件等色検査は,観察者に条件等色の色対群から最も一致し
ている色を選択させることを要求する検査である。
10. 比較する色面の大きさ
10.1 一般
a) 試料色及び参考標準色は,平らで,見やすい大きさが望ましい。
5
Z 8723 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 比較する色面の大きさと観察距離は,視角で約2度又は約10度になるようにしなければならない。そ
れより大きい場合は,無彩色のマスクを使って,約2度又は約10度視野の観察条件に整える。
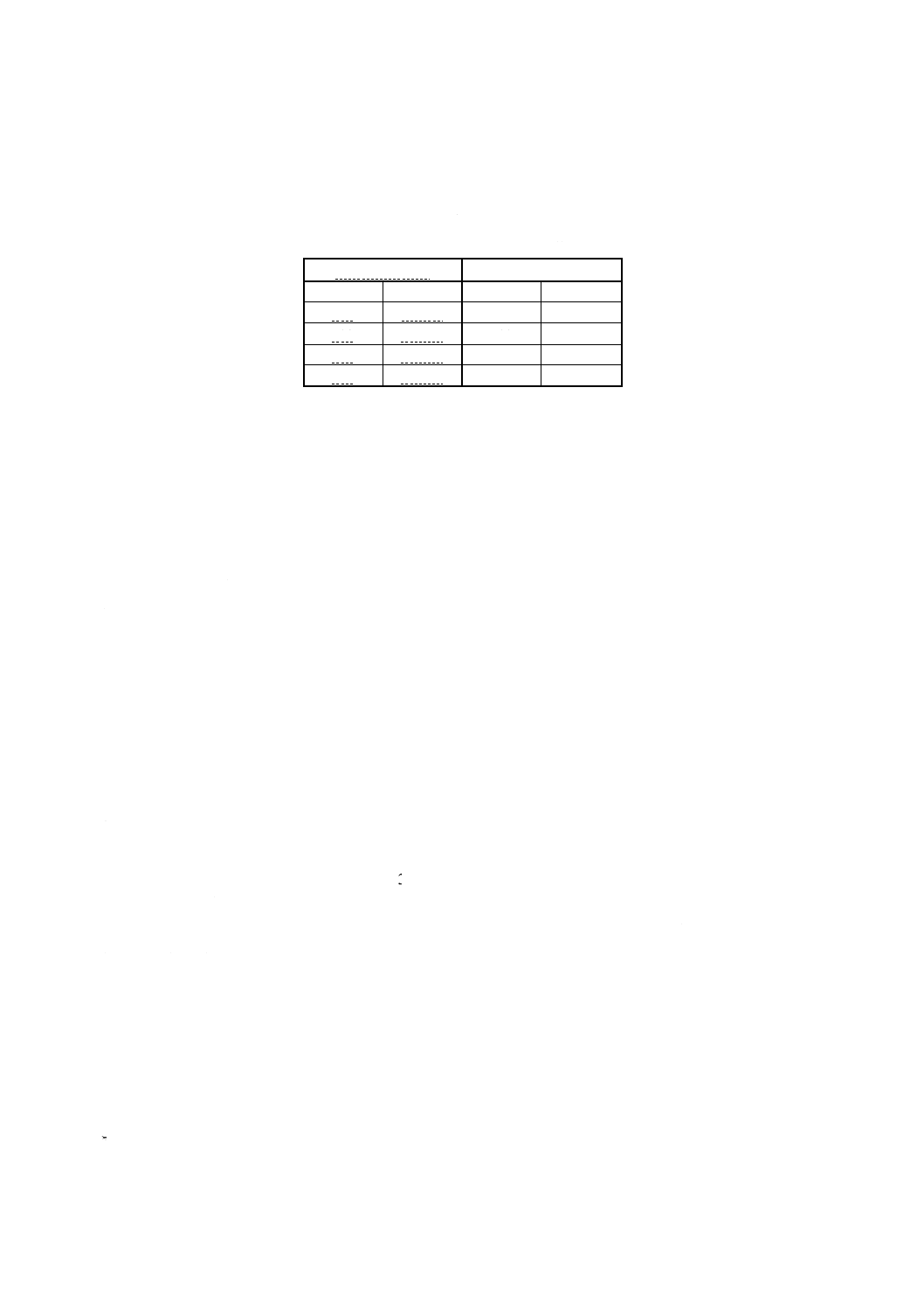
c) 表3に代表的な観察距離とマスクの開口の大きさを示す。
表3 観察距離及びマスクの開口の寸法
単位 mm
2度視野の場合
10度視野の場合
観察距離
開口寸法
観察距離
開口寸法
300
11×11
300
54×54
500
18×18
500
87×87
700
25×25
700
123×123
900
32×32
900
158×158
10.2 参考標準 十分に色の耐久性をもつ標準色を参考標準色に用いるものとする。参考標準色は,可能
な限り,試料色と同じ大きさで,同じ光沢,同じ表面のテクスチャーをもっていなければならない。
11. 色比較の手順
11.1 通常の方法
a) 二つの試料色か,試料色と参考標準色などを,北空昼光の下か又は色比較用ブースの常用光源の下で
見比べる。
b) これらの試料色を目から約500mm離して,同じ平面上に隣接させて並べ配置する。
c) 試料色と参考標準色又は標準材料から作った色とを比較する。
d) 比較の精度を向上させるため,ときどき試料色の位置を入れ替えて比較する。
e) メタリック仕上げのような特別な表面の場合の観察方法は受渡当事者間の協定による。
f)
光沢が著しく異なる色を比較するときの観察方法は受渡当事者間の協定による。
g) 試料色は,北空昼光か又は色比較用ブースのどちらで観察しても差し支えない。
11.2 北空昼光の下での観察
a) 光沢の差が最小になるような角度,つまり,鏡面反射光が目に入らないように,例えば,法線に近い
方向から試料色を観察する。
b) 色相,彩度及び明度の各色差成分の目立つ順序を明らかにして,これらの色差成分を観察する。
c) 例えば,試料色が参考標準色より,やや黄みに,わずかに暗い,ごくわずかに彩度が低い,又は附属
書Bの成分差の等級表を用いて,DH : 3ye, DL : −2, DC : −1と記録する。
11.3 色比較用ブースでの観察
a) 0度方向からの照明では45度方向から観察するか,又はその逆の方向で,試料色を観察する。
b) 11.2. b) 〜c) に示したように,総合色差か又は色差成分を観察する。
11.4 判定方法 もし問題があって,代替えの光源を受渡当事者間で合意できないときは,CIE標準の光
D65に適用した常用光源の下で比較を行うものとする。
12. 条件等色度の評価
12.1 条件等色 試料色が,参考標準色と異なる色材で作られているとき,標準光源の下で両方の色が一
致して見えていても,他の光源の下では一致して見えないかもしれない。このような現象を条件等色とい
う。
6
Z 8723 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.2 条件等色対の比較 人工平均昼光D65照明の下で判定した一致の程度の等級評価に加えて,白熱電球
照明の下でも色比較を行い,色の一致の程度が保持されているかどうかを評価する。
12.3 条件等色度の評価 条件等色度の数値的記述が必要な場合は,JIS Z 8719による。通常,条件等色
対を比較する場合は次による。
a) 基準となる光の下での等色の度合いを調べるために,通常,常用光源D65を用いる。
b) 照明光を変えたときに等色から外れる程度を調べるためには,通常,JIS Z 8720の4.2(標準光源)に
規定する標準光源Aを用いる。標準光源Aに加えて,JIS Z 8719の付表1に規定する値に近似する相
対分光分布をもつ蛍光ランプを用いてもよい。その場合には,蛍光ランプの種類を明記する。
備考 JIS Z 9112に規定する蛍光ランプのうち,普通形白色はJIS Z 8719の付表1の蛍光ランプのF6
に,高演色形演色AAA昼白色はF8に,また,3波長域発光形昼白色はF10にそれぞれがほぼ
対応する。
13. 試験の報告 試験結果の報告には,少なくとも次の事項を含んでいなければならない。
a) 試験に供される製品を確認するのに必要なすべての細目
1) 照明に用いた光源の種類
2) 使用光源の性能
3) 作業面の照度
4) 照明観察条件など
b) この規格に関連する引用規格
c) 附属書Aに関する追加情報の項目
d) 附属書Aに付随する必要な項目
e) 色比較に用いた照明光源で,北空昼光か常用光源かに関する項目
f)
メタメリズム評価を含む比較試験の実施状況の報告など
g) 規定した試験方法との差異
h) 試験の年月日
i)
その他必要な事項
7
Z 8723 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 要求される追加情報
この附属書に記載されている追加情報の項目は,本文の方法が実行されることを可能にするのに適切で
あるとして与えられる。
要求される情報は,むしろ受渡利害関係者間で同意されることが望ましく,一部分又は全部,国際規格
若しくは国家規格又は試験方法に従って,製品に関連している他の文書から得てもよい。
a) 色の比較は,参考標準色に対して行うことになっているか。新しく準備した標準色に対して行うこと
になっているか。
b) 比較に用いた光。
c) 条件等色に対する注意が要求され,その条件に応じられることになっているか。
8
Z 8723 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定) 色差評価等級表
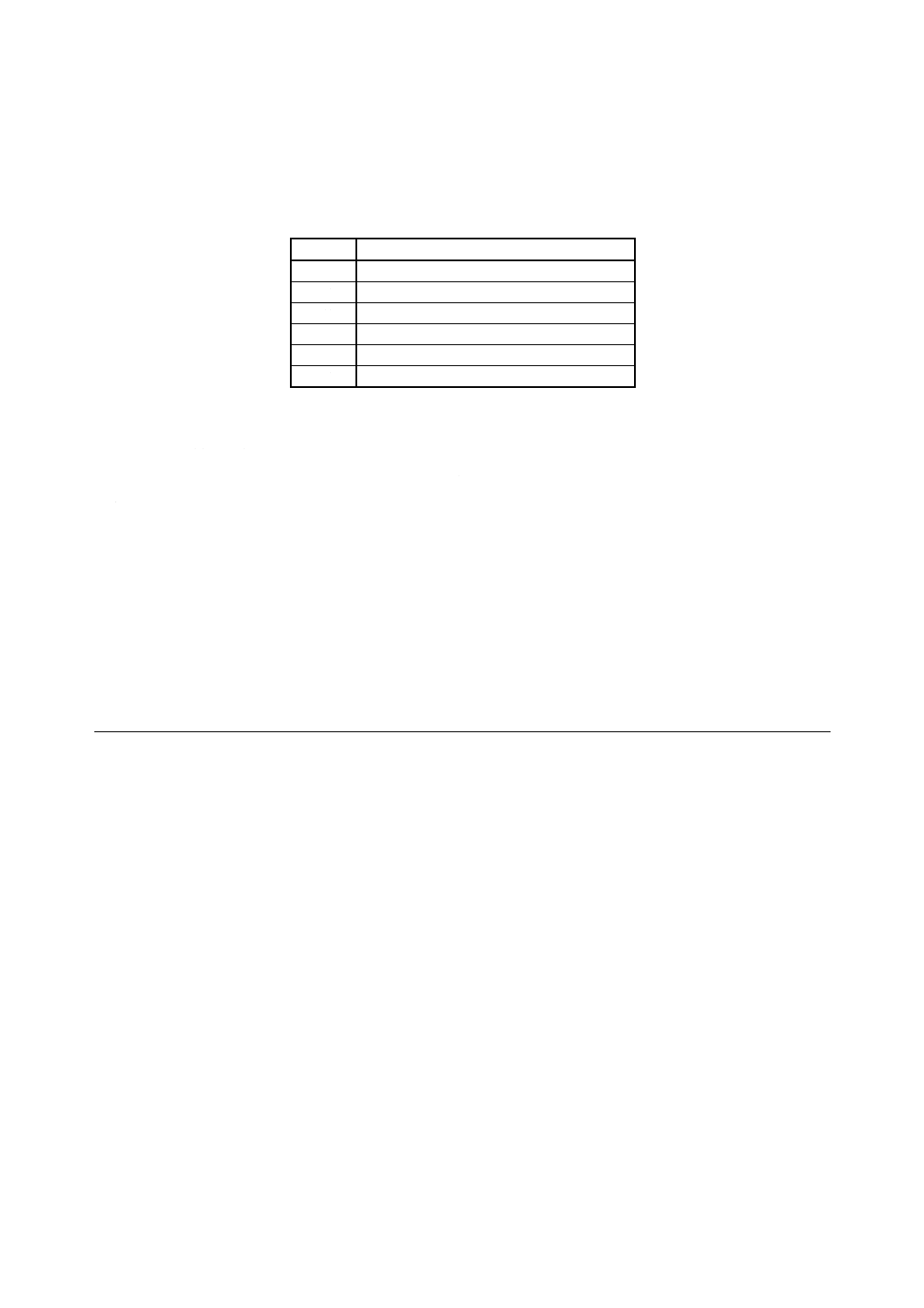
附属書B表1 色差成分の等級表
評価等級
差の大きさの程度
0号
知覚できない程度の差
1号
ごくわずかで,やっと知覚できる最小の差
2号
わずかであるが,明らかに知覚できる差
3号
ほどほどの差だが,はっきりと知覚できる差
4号
かなりの著しい差
5号
極端な差
色差成分:
色相差
名称:DH(色相差)
評価:0号等級〜5号等級;より黄み (ye) ,より緑み (gr) ,より赤み (re) ,より青み (bl)
例:DH : 5ye 試料色は,5号程度色相が黄み
彩度差
名称:DC(彩度差)
評価:0号等級〜5号等級;より高い (+) 又はより低い (−)
例:DC : −2 試料色は,2号程度彩度が低い
明度差
名称:DL(明度差)
評価:0号等級〜5号等級;より明るい (+) 又はより暗い (−)
例:DL : −2 試料色は,2号程度明度が暗い
関連規格 JIS Z 8716 表面色の比較に用いる常用光源蛍光ランプD65−形式及び性能
JIS Z 8721 色の表示方法−三属性による表示
JIS Z 8722 色の測定方法−反射及び透過物体色
JIS Z 8902 キセノン標準白色光源