2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8706-1980
光高温計による温度測定方法
Methods of Temperature Measurement by Optical Pyrometers
1. 適用範囲 この規格は,鉱工業において光高温計により温度を測定する場合の一般的方法について規
定する。
引用規格
JIS Z 8710 温度測定方法通則
関連規格:JIS Z 8704 温度の電気的測定方法
2. 用語の意味 この規格で用いる主な用語の意味は,次のとおりとする。
(1) 光高温計 計器に内蔵する電球に流す電流の大きさを変え,その線条と測定対象の像との,ある波長
(1)における輝度が等しくなったことを肉眼で判定することにより輝度温度を測定する計器。
注(1) 波長は原則として0.65μmとする。したがって,放射発散度,放射率,輝度温度などは,すべて
0.65μmの光についていう。波長についての厳密な取扱いについては参考2に示す。
(2) 光高温計電球(以下,高温計電球という。)その線条の輝度を変えて,測定対象の像の輝度と合致させ
る目的で光高温計に内蔵された電球。
(3) 完全放射体 入射する放射を全部吸収する物体。したがって,完全放射体は放射を反射も透過もしな
い。
なお,完全放射体を黒体ともいう。
(4) 輝度温度 ある波長の光に対して,測定対象の像の輝度と完全放射体のある温度における輝度とが等
しいとき,その完全放射体の温度。
(5) 輝度合わせ 光高温計で輝度温度を測定するために,高温計電球に流す電流の大きさを変え,その線
条と測定対象の像との,ある波長における輝度が等しくなったことを肉眼で判定する操作。
(6) 放射発散度 物体の表面の単位面積から単位時間に放射される放射エネルギー。
(7) 放射率 同じ温度にある物体と完全放射体との,同じ波長の光に対する放射発散度の比。
(8) 実効放射率 測定対象のその状態において,その測定方向についての放射率。
(9) 器差 適正に使用された場合の,光高温計が示す温度から示されるべき点の輝度温度を引いた値。
(10) 補正 より真に近い輝度温度を求めるために,光高温計による読み取り値にある値を加えること。又
はその値。
(11) 光高温計の正常読み取り姿勢 一体形光高温計については,とってが鉛直の姿勢。分離形光高温計に
ついては,指示計の目盛板が水平の姿勢をいう。
(12) 光高温計用標準電球(以下,標準電球という。) 光高温計の校正を行うために標準とする電球。
なお,標準電球をリボン電球ともいう。
2
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 記号の意味 この規格で用いる主な記号の意味は,次のとおりとする。
(1) λ
測温に使う光の波長 (μm)
(2) s
輝度温度 (℃)
(3) t
真 温 度 (℃)
(4) e
実効放射率
(5) τ
透過率
(6) c2
プランクの放射公式の第2定数。c2=0.014388m・K
4. 測定方法の特徴 光高温計による温度測定方法は,非接触方式による温度測定方法の一種であり,JIS
Z 8710(温度測定方法通則)に示すように,接触方式による温度測定方法と比較すると表1のとおりの特
徴をもっている。
また非接触方式の放射温度計による温度測定方法と比較すると表2のとおりの特徴をもっている。これ
らの特徴を考慮して,光高温計を使うかどうかを決める。
表1 接触方式による温度測定方法との比較
この測定方法の長所
この測定方法の短所
1.
900〜2000℃の高温度測定に適する。
1.
700℃以下の低い温度を測定できない。
2.
測定対象と直接に接触することなく,離れて測定できる。 2.
直接に見える表面の温度だけしか測定できない。
3.
測定対象に接触しないから,測定対象の温度を変えない。 3.
実用上は5℃程度より良い精度は得られない。
4.
測定対象が動いていても温度を測定できる。
4.
測定対象が完全放射体でないとき,真温度を求めるには
実効放射率の補正を加える必要がある。
5.
測定対象からの放射の通路,すなわち光路における光の
吸収,散乱及び反射によって誤差を生ずる。
6.
遠隔測定,警報,自動記録又は自動制御ができない。
7.
習熟した測定者が肉眼によって温度を測定する必要があ
る。
8.
測定者によって個人誤差を伴うおそれがある。
表2 放射温度計による温度測定方法との比較
この測定方法の長所
この測定方法の短所
1.
精度が良い。
1.
700℃以下の低い温度を測定できない。
2.
携帯に便利であり,手軽に測定できる。
2.
遠隔測定,警報,自動記録又は自動制御がでなたい。
3.
測定対象までの距離が変わっても測定値が余り変わらな
い。
3.
習熟した測定者が肉眼によって測定する必要がある。
4.
測定対象がかなり小さくても差し支えない〔7.5.1参照〕。 4.
測定者によって個人誤差を伴うおそれがある。
5.
真温度を求めるための実効放射率の補正,その他の補正
が比較的小さい。
5. 適用温度範囲 この測定方法の適用できる温度範囲は,原則として約900〜2 000℃とする。
6. 光高温計の選定及び保守
6.1
光高温計の種類及び選定 光高温計の種類は,電気系の方式及び光学系と指示系との組合せ方式に
よって分類し,表3による。いずれの種類を選ぶかは,表3の各種類の特徴を考慮し目的に応じて決める。
3
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 光高温計の種類
(1) 電気系の方式による分類
種類
電気系の方式
特徴
電流計式
高温計電球と電流計とが直列に
結ばれている。
1. 電源の消耗が比較的少ない。
2. 計器がじょうぶである。
ブリッジ式
高温計電球がブリッジの一辺を
なしている。
1. 指示温度が低いときにも室温の影響が少
ない。
2. 一般に目盛の長さが長い。
(2) 光学系と指示系との組合せ方式による分類
種類
組合せ方式
特徴
一体形
光学系と指示系とが一体になっ
ている。
1. 軽便である。
2. 読み取るときは,計器を正常読み取り姿
勢に保つ必要がある。
分離形
光学系と指示系とが分離してい
る。
1. 読み取りやすい。
2. 指示計に対する測定対象からの放射熱の
影響が少ない。
6.2
光高温計の保守 光高温計は,次の各項に注意して保守しなければならない。
(1) ほこり・振動が少なく,常温・低湿度の場所に保管する。
(2) 持ち運びの際には,振動・衝撃を避ける。
(3) 光学系を清浄に保つ。
(4) 使用せずに保管するときは,内蔵されている電池を取り外しておく。
なお,電池液が計器に付着していないように注意する。
(5) 次のいずれかを認めたときには修理する。
(a) 対物レンズの損傷
(b) 指針が動かない。又は指度が不安定
(c) 輝度合わせの判定精度の低下
(d) 著しく大きい器差
(6) 適当な時期に検査を行う(9.2参照)。
7. 温度測定方法
7.1
測定者 測定者は,正常な視覚をもつ適格者でなければならない(2)。また,光高温計による温度測
定に習熟(3)していることが必要である。測定に当たって,強い光又は疲労などのため視覚に異常を生じて
いてはならない。
注(2) 光高温計は,他の計器と異なり,測定者以外に測定結果を確認することが困難なので,主観的
な判断に左右されて測定結果をとりつくろう者は不適格である。例えば,同一の測定対象につ
き繰返し測定した結果がよくそろわない場合,よくそろうように結果をとりつくろう者は不適
格である。
(3) 習熟した測定者が安定な状態で点燈された標準電球の輝度温度を測定するとき,精度は1 000℃
付近で±2℃,1 800℃付近で±3℃の程度である。
7.2
計器の位置 次の各項に注意して計器の位置を選ぶ。
(1) 測定対象になるべく近く,測定対象の状況を詳しく観察できること。
(2) 光高温計の温度をなるべく高めないこと。
4
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 光高温計は,使用に際して大きな放射熱を受けるために温度の高まることが多い。
光高温計の温度によって生じる誤差は,主として高温計電球に対する影響から生じるもので
あり,誤差の程度は,光高温計の回路方式,測定すべき輝度温度及び高温計電球の構造・寸法
によって異なる。
(3) 測定対象その他からの飛散物の影響を受けないこと。
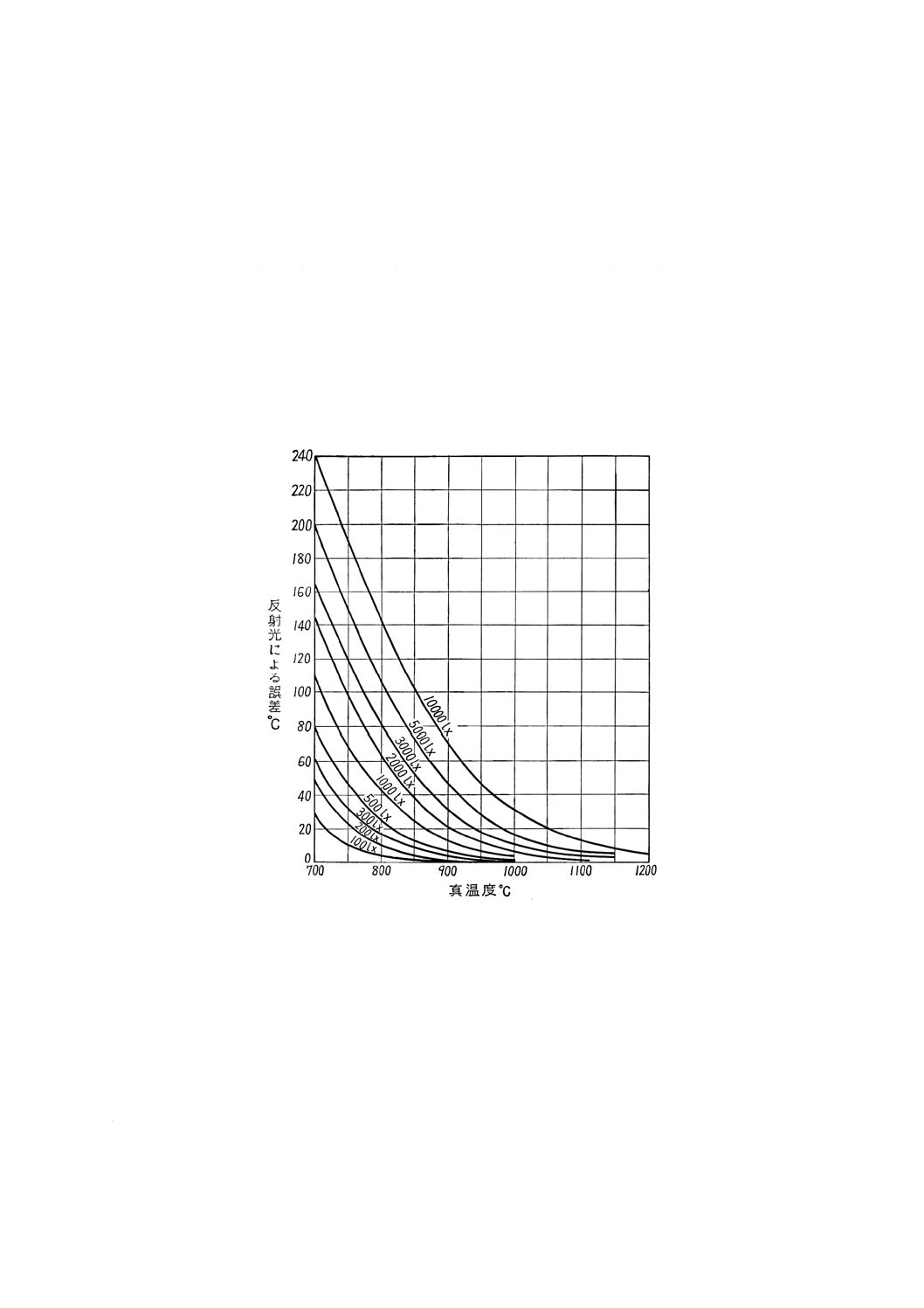
(4) 外部からの測定対象に投射した光が反射して光高温計に入ると,高過ぎる温度を示すから避けること。
備考 これは,測定対象が完全放射体のときは全く影響しないが,測定対象の放射率が小さいほど大
きく影響を及ぼす。例えば,放射率0.6の鋼材の場合の影響は,図1に示す程度である。
図1から明らかなように,この鋼材と同程度又はそれ以下の放射率をもつ測定対象の表面に
数百lx以上の照度で日光が照射しているとき,その影響は輝度温度が900℃以下の場合は無視
できないし,また,そのための誤差を補正することも困難であるから注意が必要である。
図1 日光による影響(例)
(5) 測定対象と光高温計との間の煙,炎,蒸気及びほこりによって誤差を生じるおそれのないこと(7.3.2
参照)。
(6) 測定対象の風下でないこと。
備考 これは,前記(2),(3),(5)の各項の対策になる。
(7) 測定対象の測定しようとする箇所の表面に対して,常に一定の方向から測定できること。
備考 この注意により,測定対象の実効放射率が方向によって異なるためのばらつきを防ぐことがで
きる。
(8) 測定者が,なるべく楽な姿勢をとることができること,及びしっかりした足場があること。
7.3
測定対象の状況
5
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.1
実効放射率 測定対象の実効放射率については,次の各項のうち,なるべくはじめに示す順位のも
のが満足されるよう考慮して,測定対象の状況を選定又は改変する。
(1) 第1順位 実効放射率の値が1に等しいとみなすことができるような状況を選ぶか,又はそのような
状況をつくり出す(4)。
(2) 第2順位 実効放射率の値が明確に知られるような状況を選ぶか,又はそのような状況をつくり出す
(5)。
(3) 第3順位 実効放射率の値が再現可能であるような状況を選ぶか(6),又はそのような状況をつくり出
す(7)。
備考 光高温計で測定した輝度温度から真温度を知るには実効放射率による補正を必要とするが,一
般にこの補正は明確にしにくい。なぜならば,実効放射率は測定対象の放射率及び幾何学的形
状並びに測定対象の周囲の幾何学的及び熱的の状態によって異なり,しかも放射率は測定対象
の物質,温度及び表面状態並びに観測する方向及び波長によって異なるからである。
例えば,普通鋼について平炉出鋼の場所(表面は裸)でPR熱電対法により実測した温度が1
425〜1 650℃である場合に,光高温計により実測した輝度温度との関係から実効放射率を求め
たところ,その値は0.39〜0.50のひろがりを示した例がある。この場合のように測定条件を限
定しても,なお他の諸要因によって実効放射率の値にひろがりが伴うのである(輝度温度が1
500℃と実測されたとき,実効放射率として0.39をとるか0.50をとるかに従って,実効放射率
による補正を行って求められる真温度は,それぞれ1 642℃及び1 605℃となる)。
そこで,光高温計で測定した輝度温度から測定対象の熱的状態についてなるべく確実な知識
を得るためには,前記各順位を考慮することが必要になる。
第1順位(4)の条件が満足されるときには,測定対象は黒体であるとみなしてよく,したがっ
て実効放射率による補正は不要で,光高温計で測定した輝度温度をそのまま真温度としてよい。
この条件を満足する場合の測定(以下,第1順位の測定という)は,測定対象の真温度を直接
的に与える。
第2順位(5)の条件が満足されるときには,実効放射率についての補正値(8.3.1参照)が明確
に知られるので原理的にはこれで十分である。しかし実際には実効放射率の値に不確実さが伴
うのが普通である。この条件を満足する場合の測定(以下,第2順位の測定という。)は,測定
対象の真温度を間接的に与えるもので,求められた真温度の確実さは,第1順位の測定の結果
よりも劣る。
第3順位(7)の条件しか満足されないときには,実効放射率の値そのものもわからないから,
真温度は求められない。したがって,この条件しか満足されない場合の測定(以下,第3順位
の測定という。)から得られる測定対象の熱的状態についての知識は,第2順位の測定の場合よ
りもはるかに劣る。ただし,実用上では第3順位の測定により測定対象の熱的状態をある程度
知ることができれば,それで足りることもある。
第3順位の条件さえも満足されないときには,光高温計で測定した結果からは測定対象の熱
的状態についてなんらの確実な知識も得ることができない。
注(4) 第1順位の条件が満足される状況を実現するには,次の(a)の考え方を基にし,実際には(b)以下
の方法による。
(a) 温度が一様で,放射を透過しない壁で囲まれた空筒の内壁及び空筒内の物体の実効放射率は,
それらの放射率に無関係であって,1に等しい。このような空筒の壁に小さい穴をあけて内
6
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
部を観測するとき,空筒内壁及び空筒内の物体の実効放射率は,ほとんど1に等しいとみな
すことができる。そして,穴が小さいほど,壁及び内部の物体の放射率が大であるほど,ま
た壁及び内部の物体の表面における放射の反射が拡散的であるほど,実効放射率は1に接近
する。
(b) 測定対象がそれと同一温度の物体で,なるべくすきまなくとり囲まれている状況を選ぶか,
又はこのような状況をつくり小さいすきまから測定する。例えば炉内の温度を測定するとき,
炉の窓が小さくて炉内が一様に輝いているならば,この状況に近いと考えてよい。
(c) 測定対象表面のうち深くくぼんだ箇所を選ぶか,又は表面に深いくぼみを設けて,くぼみの
底を観測する。
なお,このような場合,くぼみの付近に向かって外部から強い放射が投射しない限り,く
ぼみの箇所は周りよりも輝いて見える。
(d) 放射率が大で拡散反射性の物体(以下,補助物体という)を用意し,(b)の場合にはそれを測
定対象に接触させ,また(c)の場合にはそれをくぼみの中に接触させて熱的つり合に達せさせ
たのち,補助物体の表面を観測すると一層よい。
また,この場合補助物体と測定対象又はくぼみの内壁とで輝度に差が認められないならば,
(b)又は(c)の方法が達成されているとしてよい。
(e) 測定対象が流体である場合には,耐熱性で煙を発しない物質で作った底つき管をその中に深
く差し込み,管の底部を観測する。この場合も,管の底に補助物体を接触させて行う方法〔(d)
参照〕をとると一層よい。
(f) 補助物体の材質としては,酸化鉄,酸化ニッケル,酸化コバルトなどがよく,また酸化しな
い場合には,黒鉛もよい(その他,参考1参照)。
(g) どの場合にも,観測する箇所の面を粗くすると一層よい。
注(5) 第2順位の条件が満足される状況を実現するには,次による。
(a) 一つの測定対象について,まず光高温計で輝度温度を測定すると同時に同じ箇所について真
温度を測定し(真温度の測定は,第1順位の測定又は熱電温度計法による。),これを繰り返
して輝度温度との間に再現的な関係があるかどうかを確かめる。両者の間に再現的な関係の
あるような状況が見出されたならば,以後その際と同一の測定状況を実現すればよい。
この場合の実効放射率の値としては,はじめに輝度温度と真温度との間の再現的関係を確
認した際の輝度温度と真温度との関係から,8.3の式(1)又は式(3)により算定すればよい。
(b) 輝度温度と真温度との間に再現的な関係がある状況を見出すには,実効放射率を変化させる
諸要因(7.3.1の備考のはじめを参照)を十分に考察し,測定対象のどの場所を,又は工程中
のどの時期に測定すればよいかなどを綿密に検討しておかなければならない。
(c) 文献に示されている放射率の値(例えば,この規格の参考1)を,そのまま実効放射率とみ
なすことは,ほとんどすべての場合に誤りである。文献に放射率測定の際の測定条件が詳細
に示され,かつ,いま測定しようとする状況が文献での状況と十分に合致する場合だけ,そ
れは誤りではない。
(d) 同質の材料に対して同処理や工程を加えるなど,同等又は類似の測定対象を取り扱う範囲で
は,第2順位の考え方を基にして関係者間で測定条件及び実効放射率を協定しておくと,実
用上大きな効果がある。
注(6) 一つの測定対象について,その実効放射率が測定のたびごとに等しいこと,及び互いに比較し
7
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ようとする二つ以上の測定対象の間で実効放射率が等しいこと。
(7) 第3順位の条件を実現するには,次による。
(a) 実効放射率を変化させる諸要因のそれぞれが,再現可能であるように測定対象の状況を選ぶ
か,又はそのような状況をつくり出す。
例えば,表面が酸化しやすい測定対象の場合,酸化物の放射率は酸化の程度によって異な
ることがあるので,酸化した表面を観測したのでは実効放射率の再現性は確保しにくい。酸
化していない表面を選ぶこと,又は酸化物をとり除いた直後に表面を観測することによって,
実効放射率の再現性は良くなる。
また,例えば測定対象の付近に強い放射源がある場合,実効放射率は放射源の影響を受け
るので,放射源の放射輝度が時間的に変化するときには実効放射率は再現的でない。そこで,
放射源の放射輝度が一定値にあるときだけを選んで測定するか,放射源からの放射が直接に
は投射しないような奥まった箇所を選ぶか,又は放射源からの放射をさえぎって測定するな
どの手段によって,実効放射率の再現性を確保する。
(b) いうまでもなく,実効放射率の再現性を確認するための最も確実な方法は,輝度温度と真温
度との間に再現的な関係のあることを確かめることである。しかし,このことが確かめられ
るならば第2順位の測定が可能なのであって,第3順位の測定は,輝度温度と真温度との間
の関係を直接に知り得ないときに,やむを得ず他の方面の知識から実効放射率が再現的であ
る状況を見出して測定するものである。
(c) なお,同等又は類似の測定対象を取り扱う範囲では,第3順位の考え方を基にして関係者間
で測定条件を協定しておくと,実用上ある程度の便宜が得られる。
7.3.2
煙,炎,蒸気及びほこり 煙(8),炎,蒸気及びほこり(9)のない場所,又は時期を選んで測定する。
やむを得ない場合には,測定対象からの光にむらが認められないほどのわずかな煙,炎又は蒸気しか存
在しない時期を見はからって手早く測定する(8)。又は,光高温計の先に耐火物製の長い管(10)を取り付け,
その先端を測定対象の中に差し込んで測定する方法や,送風で煙,炎又は蒸気を吹き散らして測定する方
法もよい。ただし,どの場合にも測定対象の状況を変える(一般には,その温度を下げる)ことが多いか
ら,注意が必要である。
注(8) 例えば,平炉工場で1 450℃程度の輝度温度を測定しようとする場合,煙のための誤差は60℃に
も及ぶが,場所又は時期を注意して選べば,この誤差を10℃程度にとどめることができる。し
かし,それにはかなりの熟練を必要とする。
(9) 大気中のほこりの影響で輝度温度が見掛け上低く測定され,その誤差は表4に示す程度である。
表4 大気中のほこりの影響(例)
波長0.65μm,輝度温度1 400℃のとき
場所
光路10m当たりの誤差 ℃
研究所
3以下
鋳物工場
6程度
平炉工場
6〜25
(10) このために用いる管が,それ自身測定温度で煙を発するようなものであっては無意味である。
7.3.3
測定対象表層の異質物 測定対象の表層にそれと異なる物質があるときは,表層物質を取り除いて
測定する。ただし,そのため測定対象の温度を変えることがないように手早く測定する必要がある。
備考 表層に異質物があると,表層と測定対象とでは温度も放射率も異なるので,大きな誤差を生じ
ることがある。
8
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例えば,鋼材表層にスケールがあるとき,スケールの熱伝導率が小さいためスケール表面と
スケールを除いた直下とではかなり温度差があり,表5に示す程度である。
表5 スケールを伴った鋼材のスケール表面とスケール直下との温度(例)
スケール表面の温度 ℃
600
800
1 000
スケール直下の温度 ℃
610
820
1 080
7.3.4
移動する測定対象 移動する物体の温度を光高温計で測定する場合(11)には,輝度合わせの操作に
手間がかかること,及び高温計電球に時間的遅れがあることに注意し,測定対象の移動速度が小さくなる
時期に,光高温計で物体の特定箇所をねらって追跡して行き(12),輝度合わせを行う。
また,測定対象の移動方向になるべく近い方向から測定するとよい(13)。
注(11) 移動する物体の表面温度を測定するには,電気式温度計のような接触方式の温度計によるより
も,光高温計などのような放射を利用する温度計の方が適している。
(12) 特定箇所を追跡せずに,測定対象の像が視野内で激しく動くままの状況で測定することは一般
に極めてむずかしく,むりに読み取っても輝度温度1000℃付近で20℃以上の誤差を生じること
が多い。
(13) これにより,視野内の像の移動速度を小さくすることができる。
7.3.5
その他の状況 次の各項に注意する。
(1) 小さい物体及び遠方の物体の温度 物体が小さい(14)か又は遠方にあるため,光高温計視野内に見える
物体像の幅が高温計電球線条の直径の3倍以下しかないとき(15)には,測定を行わない方がよい。
注(14) 細い線条の場合については7.5.1参照。
(15) このような場合,輝度合わせの精度が著しく低くなる。
(2) 光路における介在物 光の損失を生ずるおそれのあるものを光路に介在させることは避けるのを原則
とする。
やむを得ない介在物(例えば,炉の窓など)があるときには,それにより生じる光の損失(又は見
掛けの輝度温度の低下)をあらかじめ確かめておき,補正を行う〔8.3.1の式(2)による〕。
なお,介在物としては,なるべく無色でうすいものを用いることが望ましい。
7.4
測定操作 測定は,次の各項に注意して行う。
なお,必要に応じ測定の前後に光高温計を検査する(9.参照)。
(1) 測定に先立ち,光高温計を正常読み取り姿勢に保ち,その指針をゼロ点に合わせておく。
(2) 光高温計の回路にその最大目盛に相当する電流を通じ,指度が安定していることを確かめておく。
備考 この操作は,主に電池の著しい放電又は回路の接触不良がないことを確かめるために行う。
(3) 光高温計の対物レンズを清浄にする(16)。ただし,内部の光学系には手を触れないことが望ましい。
注(16) 例えば,対物レンズの中央に指あとをつけただけで指度が10℃も低くなることがある。
(4) 接眼系の調整は,高温計電球線条の像を明視の距離以内に結びがちであるから,できるだけ遠くに明
確に,また容易に観察できるようにする。
(5) 対物系を調整して測定対象の像が正しく結ばれるようにする。
(6) 特に(4)及び(5)の操作は,手荒く行ってはならない。赤色フィルタを光路から外すことのできる光高温
計では,(4)及び(5)の操作を,赤色フィルタを光路から外した状態で行ってもよい。ただし,測定のと
きはこれを確実に光路に入れる。
(7) 予想される測定値の近くに指度をあらかじめ合わせておき,測定の際の調整量を少なくするように準
備する。
9
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 光高温計で900℃程度の温度を測定しようとする場合,電流を通じない状態から出発して指度
が所要値に安定するまでには数十秒の時間を要することがある。この所要時間は,測ろうとす
る温度が高いほど短くなり,また測ろうとする温度に近い指度にあらかじめ合わせておいて測
定の際の調整量を少なくすれば,はるかに短くなる。
(8) 灰色フィルタを用いる必要があるときは,これを確実に光路に入れる。
備考 灰色フィルタを角度20度ほど傾けると,指示が10℃程度も低すぎになることがある。
(9) 輝度合わせには高温計電球の線条の中央を用いる。
(10) 輝度合わせは指度が測定量よりも高すぎる側から,及びその反対側から別々に行い,両者による読み
を平均する方法,又は測定量をはさんで指度を増減しながら,その中位を見出す方法によることが望
ましい。
備考 指度が測定量よりも高すぎる側から輝度合わせを行って得た読みと,その反対側から輝度合わ
せを行って得た読みは一般に等しくない。前者が後者よりも高いのが普通であって,両者の差
は1000℃で数℃に及ぶことがある。
(11) 指度を読み取るとき,光高温計の姿勢に注意する。
備考 例えば,一体形光高温計で,その姿勢が正常読み取り姿勢から前後左右に90度傾いているとき,
指度が10℃程度狂うことがある。
7.5
特殊条件における測定
7.5.1
細い線条の温度〔7.3.5(1)参照〕 線条の温度を測定する場合で,その直径又は幅(以下,線条の
大きさという。)が小さいときは,普通の光高温計で直接に測定すると,経験のあるなしにかかわらず誤差
が大きくなる。
正しく測定するには,次の方法によることが望ましい。
(1) 拡大レンズを用いる方法 被測定線条の大きさが3〜0.5mm程度のときは,普通の光高温計に焦点距
離約6.5cmのとつレンズを対物レンズの直前に付けて測定する。拡大レンズとしては,無色の上質ガ
ラス製で,光高温計の対物レンズと同等以上の直径のものを用いる。
この場合,拡大レンズによる光の損失について補正しなければならない。補正の方法は,8.3.1の式
(2)によるか,又は拡大レンズを付けた光高温計について校正を行って得た補正値による。
備考 拡大レンズに単レンズを用いたとき,光の損失は9〜10%(8.3.1のτが0.90〜0.91)程度である。
被測定線条の大きさが0.5〜0.06mm程度のときは,普通の光高温計の利用は避けて特別な光
高温計による。
備考 この場合,マイクロパイロメータと呼ばれる特別な光高温計を用いることが望ましい。マイク
ロパイロメータの高温計電球としては,被測定線条の大きさが0.1mm以上のときは直径0.05mm
程度の線条の高温計電球を用い,被測定線条の大きさが0.1mm以下のときは直径0.025mm程
度の線条の高温計電球を用いる。
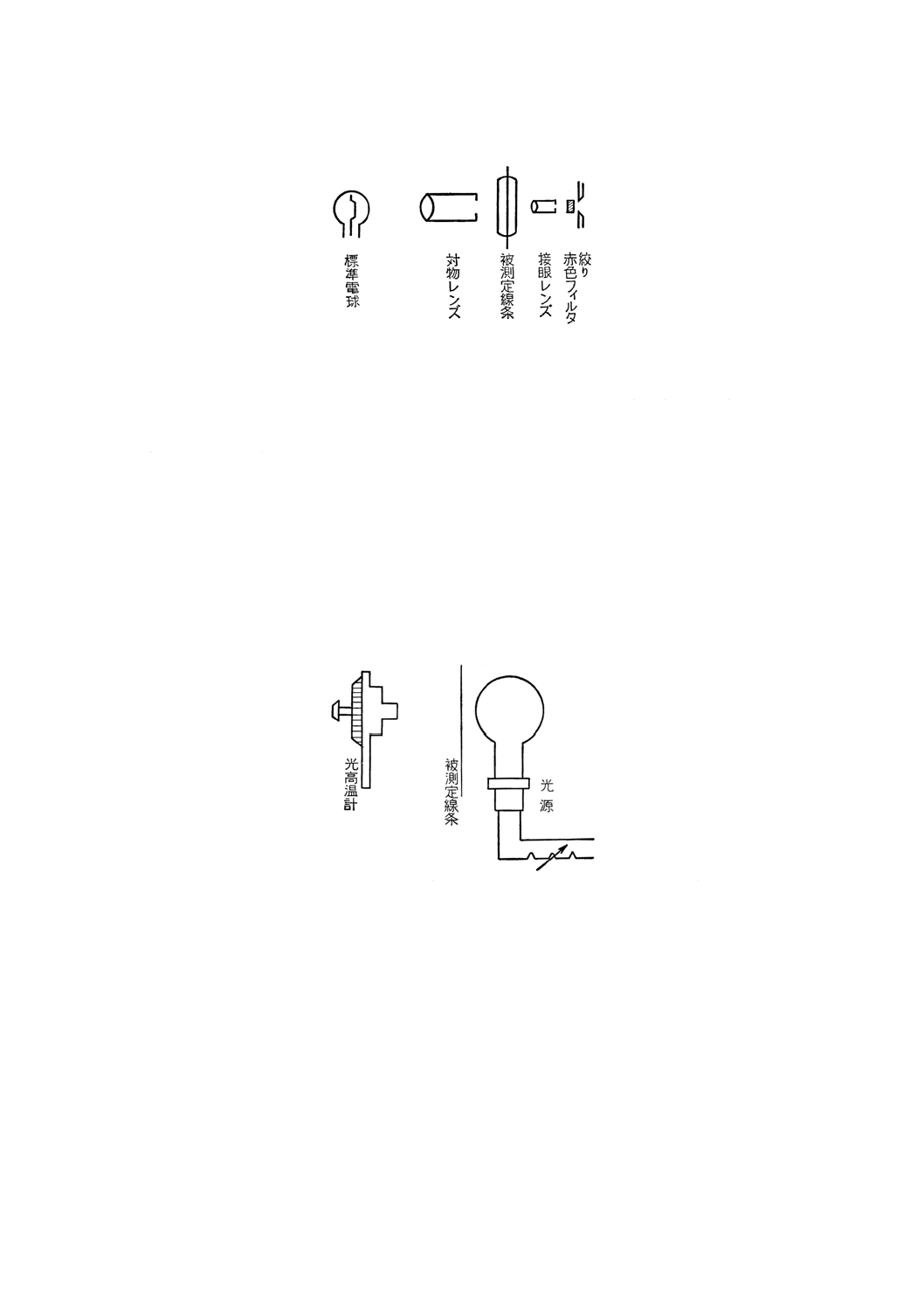
(2) 高温計電球の位置に被測定線条を置く方法 被測定線条の大きさが0.06〜0.02mm程度のときは図2
のように配置して標準電球の電流を調節し,標準電球線条の像と被測定線条との輝度合わせを行う方
法によることが望ましい。光学系は普通の光高温計のものでよいが,図に示すように接眼側に直径
1mm程度の絞りを用いる。この配置で輝度合わせがなされたとき,対物レンズなどによる光の損失が
あるので,標準電球の電流から与えられる輝度温度は被測定線条の輝度輝度よりも高く,その差を補
正する必要がある。補正は,対物レンズによる光の損失及び被測定線条をガラス球に封入した場合は,
対物レンズ側のガラス球壁による光の損失につき8.3.1の式(2)をあてはめる。
10
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 細い線条の温度測定
備考 この方法で測定される値は,被測定線条の断面が円形の場合には光路の方向から見た平均の輝
度温度であって,法線方向の輝度温度とは一般に異なる。例えば,タングステンの円形線条で
輝度温度が1 500℃及び2 000℃の場合,この方法で求められた輝度温度は,法線方向に対する
輝度温度に比べ,それぞれ約4℃及び7℃だけ高すぎである。
(3) 置換方法 被測定線条の大きさが0.5mm程度のときは,この方法によることもできる。図3に示すよ
うに被測定線条の後ろになるべく接近して,均一な輝きをもつ光源(例えば,標準電球又は白色塗装
電球)を置き,光高温計用フィルタと同一の赤色フィルタを通して観察し,光源の輝きを変えて(電
球の場合は点燈電流により)線条と光源との輝度合わせを行う。次に,光高温計と光源との輝度合わ
せを行えば,被測定線条の輝度温度を測定することができる。この方法で測定できる輝度温度の上限
は,後ろに置く光源に白色塗装電球を用いた場合には1 200℃,標準電球を用いた場合には,その使用
最高温度(ガス入ならば約2 000℃)の程度である。
図3 細い線条の温度測定
(4) コイル状の線条の場合の注意 コイル状の線条では,コイル間の相互反射のため線の両縁で輝度が大
であるが有効放射率が不明確なので,線の中央の暗く見える箇所について測定し,放射率で補正する
のがよい。この場合,均等に見える中央部の像の幅が,高温計電球線条の直径の少なくとも3倍の大
きさをもつことが望ましい。
11
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 補 正
8.1
光高温計の器差の補正 定められた検査(9.参照)を行い,得られた器差を指度から引く。検査の際
と使用の際とで条件が異なることから生じる誤差〔例えば光高温計の温度が異なることから生じる誤差7.2
(2)参照〕が明らかな場合は,それについて補正を行う(17)。
また,検査はたびたび行って,光高温計の機能及び指度の変化を早期に知ることが望ましい。
注(17) 実際にはこの種の誤差を明確に知り得ない場合が多いので,測定の際に注意してこれらの誤差
が生じないよう注意しなければならない。
8.2
個人誤差の補正 特定の測定者が平均値に比べ常に一定の値だけ高く読むか,又は低く読むことが
明らかな場合には,その量だけ補正する。
8.3
測定対象の状況による誤差の補正
8.3.1
測定対象の実効放射率及び途中の光路での放射損失(18)についての補正 測定対象の実効放射率ε
が知られているときは,次の式(1)により光高温計で読み取った輝度温度s℃から測定対象の真温度t℃を求
める(19)。
更に,途中の光路に放射の損失を生じるものがあり,その透過率τが知られているときは,光高温計で読
み取った見掛けの輝度温度s'℃から測定対象の輝度温度s℃を式(2)により求めたのち,式(1)によって真温
度を求める。
又は,式(3)により直接真温度を求めることができる。
ε
λ
e
c
s
t
log
273
1
273
1
2
=
+
−
+
························································· (1)
τ
λ
e
c
s
s
log
273
1
273
1
2
=
+
′
−
+
························································ (2)
(
)
τ
ε
λ
+
′
−
+
e
c
s
t
log
273
1
273
1
2
=
···················································· (3)
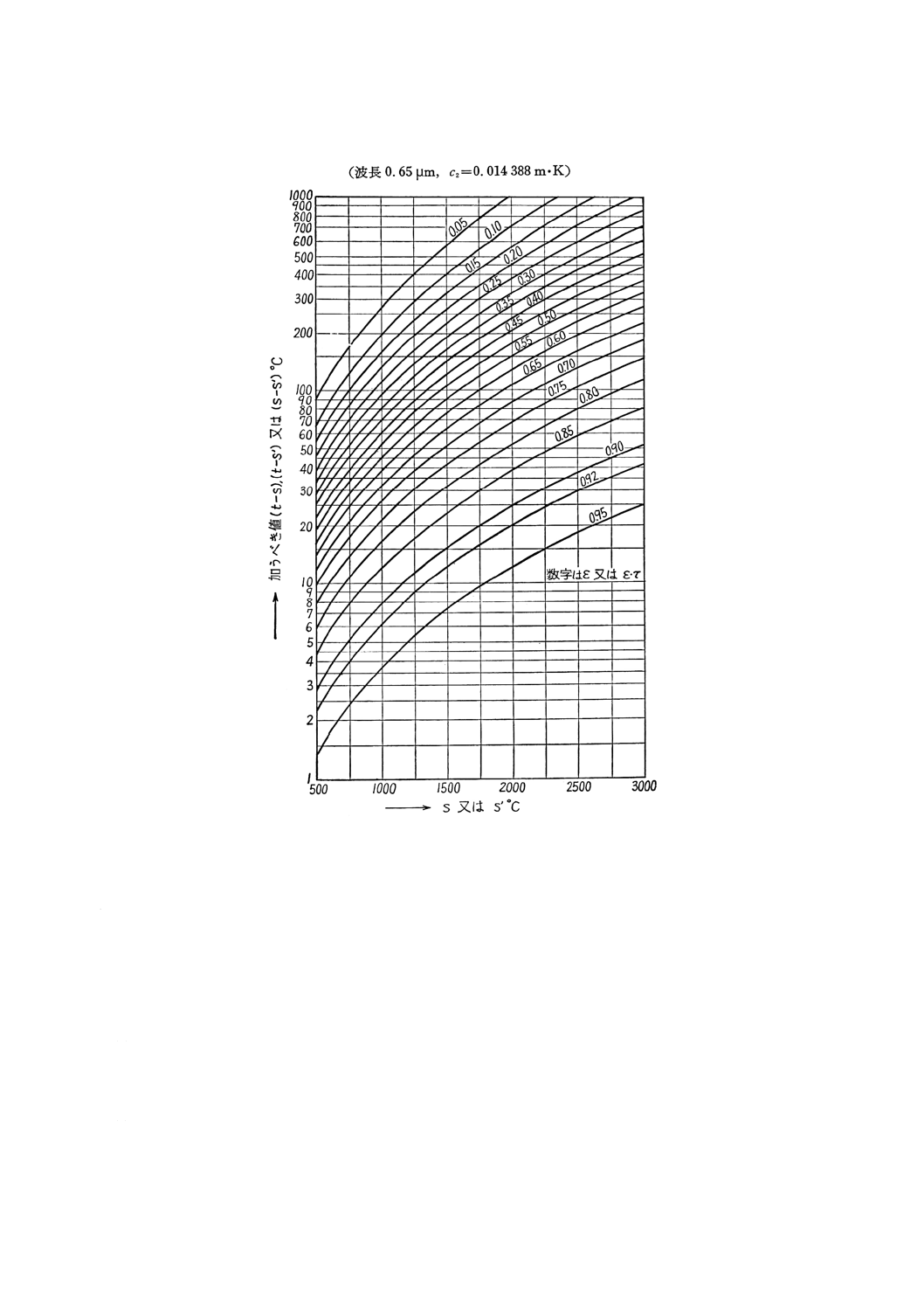
波長が0.65μmの場合に,ε又はε・τと光高温計で読み取った輝度温度又は見掛けの輝度温度から,補正
(t-s) ℃,(t-s') ℃又は (s-s') ℃を知るには,図4によることができる。
注(18) 光の損失についての補正は,透過率を知って式(2)により行うほか,測定対象とほぼ等しい輝度
温度をもつ適当な光源(例えば,リボン線条電球)を利用し,その輝度温度を,途中の光の損
失の原因となる物体を介在させたときと介在させないときについて測定し,両者の差をもって
補正とすることができる〔7.3.5(2),7.5.1(1)及び(2)参照〕。
(19) 記号の意味は,3.による。
なお,eは自然対数の底で,正の実数xについてlogex=2.302 6・log10x
また,3.によりc2=0.014 388m・Kであり,λはμm単位で表す。
12
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 実効放射率及び透過率による補正
8.3.2
その他の状況についての補正 測定対象の表面における外部光の影響〔7.2(4)参照〕,煙,炎,蒸気,
ほこりなどの影響〔7.3.2参照〕などが詳しく知られているときは,それぞれ補正する。
9. 光高温計の検査
9.1
検査の種類 検査は,機能検査及び校正とする。
9.2
検査の時期 各検査は,次の時期に行う。
(1) 機能検査
(a) 校正の直前
(b) 一連の測定を行う直前
(c) 光高温計の機能に疑いのあるとき
(2) 校 正
(a) 光高温計を入手又は修理した直後
(b) 常用する光高温計については3か月に1回以上
13
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(c) 特に正確な測定を行う前後
(d) 部品の交換を行ったあとなど測定値に疑いのあるとき
9.3
機能検査 機能検査は,次の手順によって行う。
(1) 光学系(特に対物レンズ)に,汚れや著しいきずがないとことを確かめる。
(2) 対物レンズ鏡筒の出し入れ及び接眼系の調整が滑らかに行われることを確かめる。
(3) 赤色フィルタ及び灰色フィルタを確実に光路に入れられることを確かめる。
(4) 計器回路に電流を通じ,高温計電球が点燈すること,及び指針が目盛の正の方向に振れることを確か
める。
(5) 電流をゆっくり増減して指針を振らせ,指針がひっかかったり又は不連続に動いたりしないことを確
かめる。
(6) 電流を増して指針を最高温度の目盛線の近くに合わせ,指度が数秒間安定していることを確かめる。
(7) 光高温計を通して適宜の光源(20)を見定め,その像に対して輝度合わせを行い,高温計電球の線条中央
部がむらなく消失するように見えることを確かめる。
注(20) 光源としては,校正用の標準電球(10.参照)が最も適当であるが,つや消し電球又は電燈グロ
ーブなどでも差し支えない。
9.4
校 正 校正は,あらかじめ目盛定めされた標準電球を用い,10.によって行う。
備考 校正は,原則として輝度温度900〜2 000℃の範囲について行う。校正のための測定を行う者は,
7.1によるほか,個人誤差が少ないこと(21),及び7.1の注(3)程度の精度で測定できる者でなけ
ればならない。
注(21) 読み取った値が,他の多数の人の読み取った値の平均と十分によく合致すること。
10. 標準電球
10.1 標準電球 標準電球は口金を下にして,タングステン製リボン線条の中央部を鉛直に保ち,直流で
点燈する。
校正しようとする高光温計の直前に附属の補助レンズを取り付け,5cmくらい離して指定の見定め方向
(図5参照)から測定する。
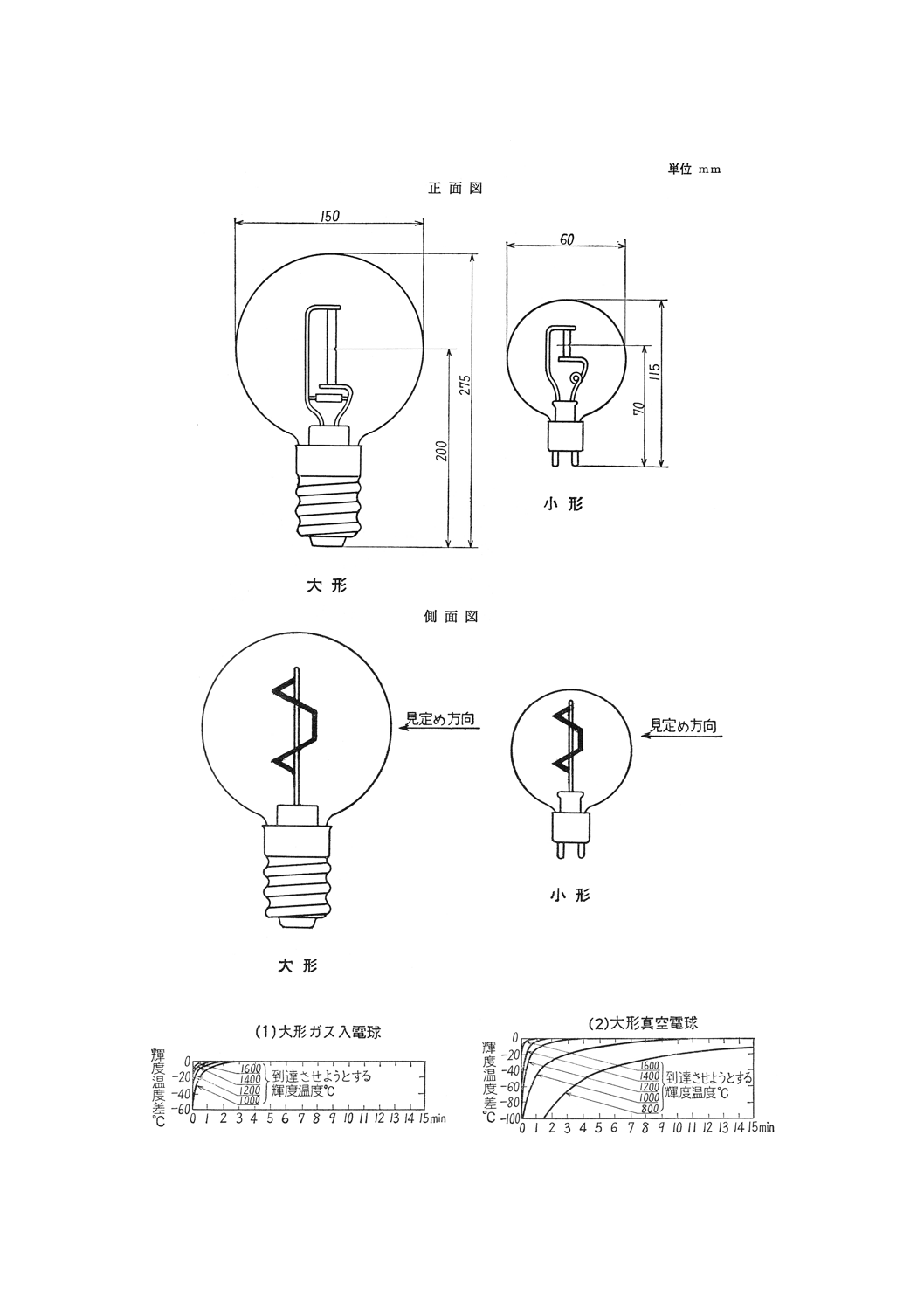
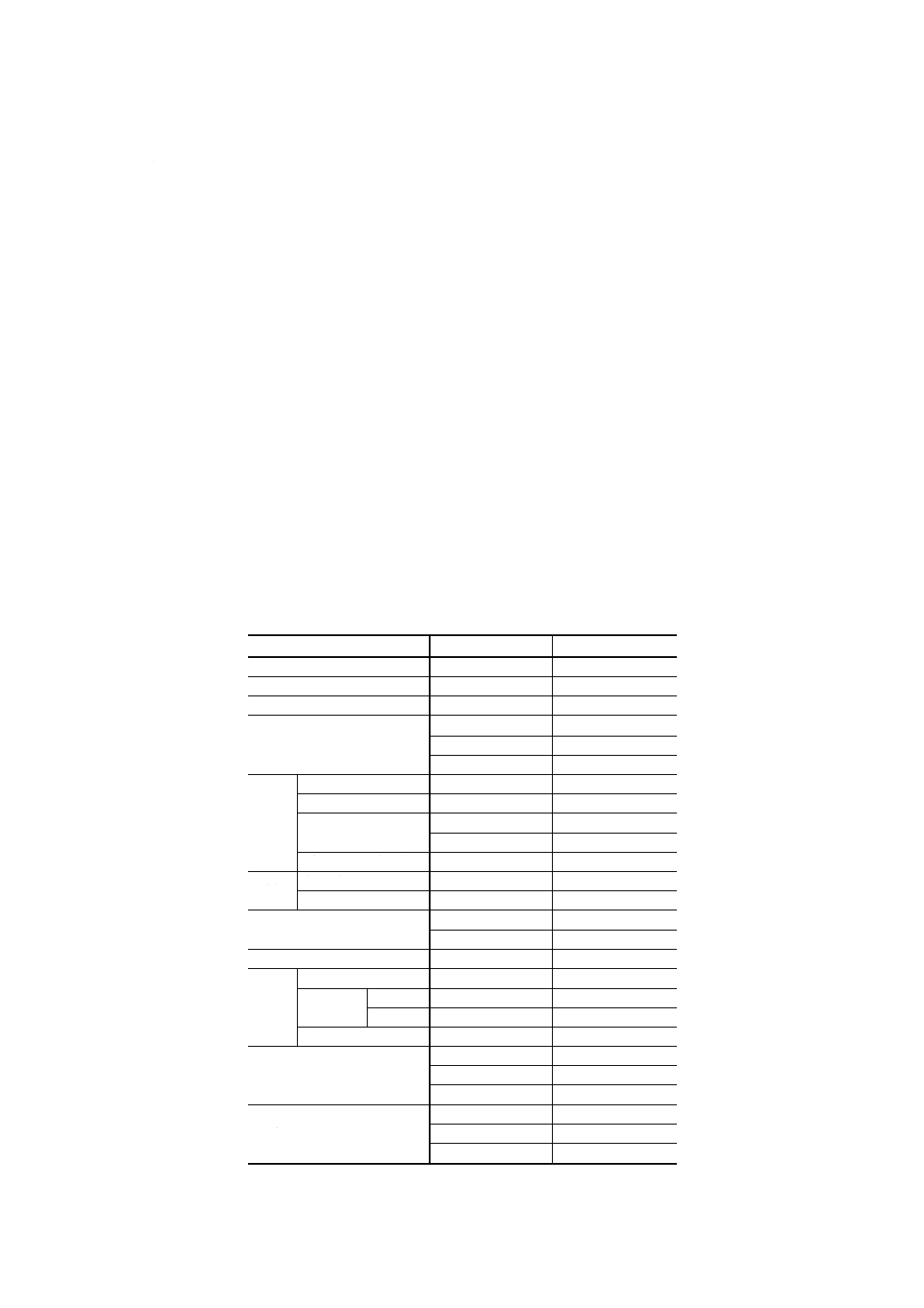
10.2 標準電球の種類 標準電球の種類を表6及び図5に示す。
表6 標準電球の種類
種類
使用温度範囲 ℃
点燈電流(22) A
点燈電圧(22) V
用途
大形
ガス入
1000〜2000
8〜18
1〜5
精 密 用
真 空
900〜1600
4〜11
0.5〜4
小形
ガス入
1000〜1800
2.5〜4.5
1〜3
一 般 用
真 空
900〜1500
0.9〜2.5
0.4〜3
注(22) 点燈電流及び点燈電圧は大体の値であり,電球個個に相違する。
標準電球としては大形のほうが精度が良い。ガス入標準電球は点燈中に電球内のガスに対流を生じて誤
差の原因となりやすいから,線条を特に正しく鉛直に支持する必要がある。真空標準電球は,所定の温度
に達するのに長時間を要するから,特に注意を必要とする(23)。
注(23) 大形電球が定常状態になるまでの経過時間と温度誤差との関係の例を図6に示す。小形電球は,
大形電球のおよそ半分の時間で定常状態に達する。
14
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 標準電球(例)
図6 通電後の経過時間と誤差
15
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.3 標準電球の条件 用途及び校正しようとする輝度温度範囲に応じ,表6によって適当な種類の標準
電球を選ぶ。
なお,標準電球の構造及び特性(24)についての注意事項は次による。
(1) 線条の見定め位置を示す切込みを備え,また線条のどちら側をどの方向から見定めるべきかを明らか
にできること。
(2) 線条の見定め位置の付近で,輝度温度の誤差が小さいこと。
(3) 見定め位置,見定め方向又は線条の鉛直支持の条件が多少満たされていなくても,誤差が小さいこと。
(4) リボン線条の位置はガラスの中心から外し,ガラス面で反射して生ずる線条の虚像が線条自身と重な
らないこと。
(5) 通電後,所要の輝度温度に達して定常状態になるまでの時間が短いことが望ましい。
(6) 周囲温度による特性の変化が小さいこと。
(7) 長時間使用しても特性の変化が小さいこと。
注(24) 標準電球の特性については,現在広く利用されている例を参考3.に示す。
10.4 標準電球支持装置 標準電球を所定の姿勢(25)に確実に支持するのに適した支持装置を用いる。支持
装置は標準電球の方向及び傾角(26)を調整できることが必要である。方向は,標準電球の見定め方向と光高
温計の光軸とが一致するように調整する。傾角は,標準電球の近くにつり下げたおもり付きの糸と線条と
が平行であることを肉眼で判定して,鉛直に調整する。
注(25) 口金を下にして,線条を鉛直に保つ。
(26) 特にガス入標準電球では,傾角の影響に注意する必要がある(参考図4及び参考図5参照)。
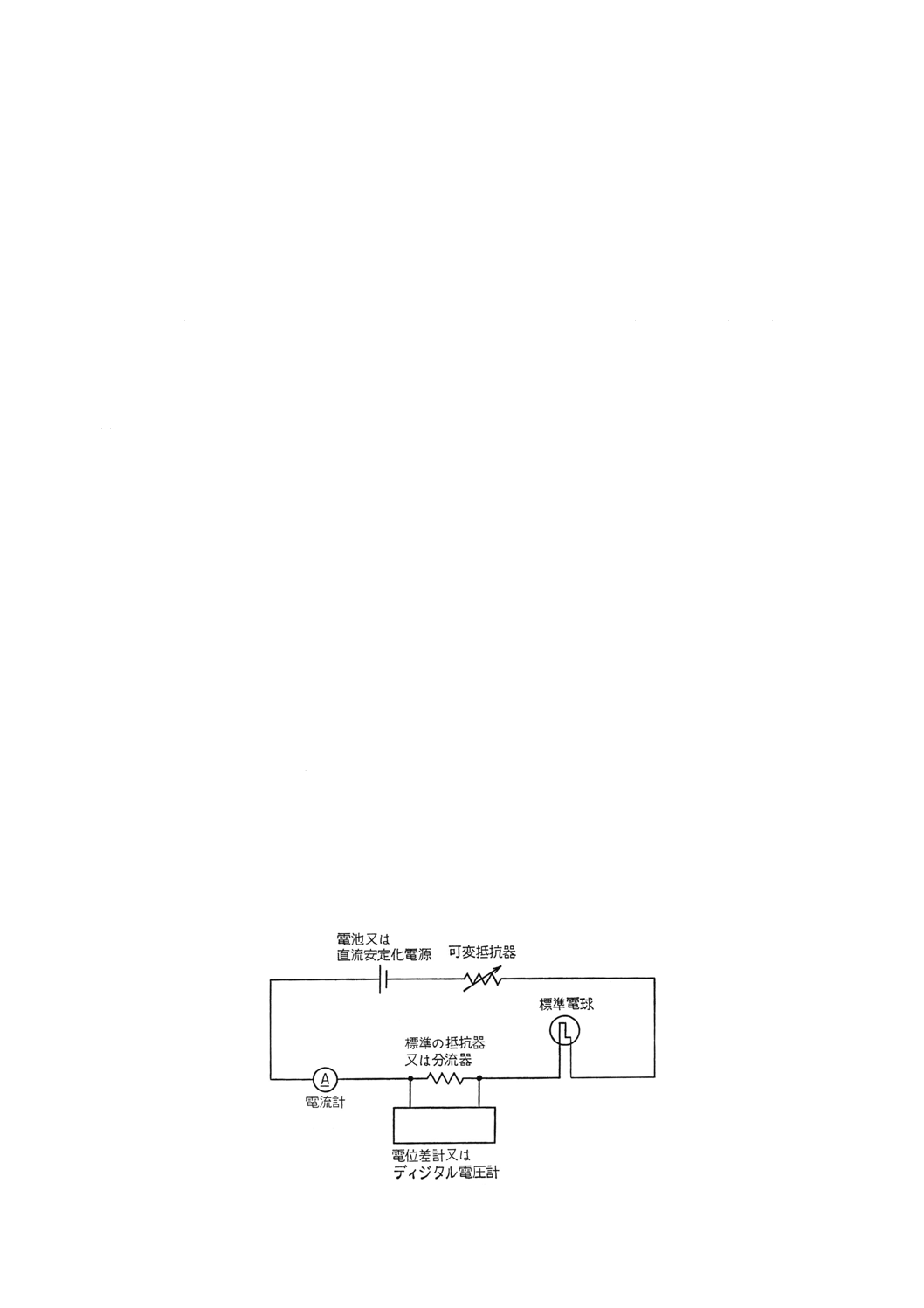
10.5 標準電球点燈回路 標準電球点燈回路は,図7に示すとおり,電源〔電池(27)又は直流安定化電源(28)〕,
標準電球(29),標準の抵抗器又は分流器,電位差計又はディジタル電圧計及び可変抵抗器を接続した回路で
あって,各部の電気的接触及び絶縁が良好でなければならない。電流の大体の値を知るためには電流計を
回路に入れることもある。可変抵抗器は標準電球に流す電流を所要の範囲で十分に細かく変えられること
が必要である。
注(27) 電池の容量は,長時間の使用に耐えるよう,大形電球用で600Ah以上,小形電球用で100Ah以
上を用いる。
(28) 直流安定化電源は,交流を整流した定電流電源を用いる(又は定電圧電源でもよい)。最小点燈
電流の0.1%より良い安定度が必要である。
(29) 標準電球の線条に流す電流が,常に線条の上側から下側に流れるように結ぶ。
図7 標準電球点燈回路(例)
16
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.6 標準電球の使用
10.6.1 外部光が直射するような場所を避け,操作に差し支えない程度まで暗くした場所で標準電球を点燈
する。恒温の室内で点燈することが望ましいが,点燈電流による発熱で温度が上がりがちであるから注意
を要する。
10.6.2 標準電球のガラス球表面は,きれいでなければならない。特に見定め方向のガラス球面には絶対に
傷つけてはならない。
使用前に呼気を吹きかけ,洗浄したガーゼ又は柔らかい写真レンズ清掃用の鹿皮などでよくふく。表面
が汚れているときは,あらかじめアルコールなどで湿らせたガーゼなどでふきとる。
10.6.3 標準電球は,表6に示した使用温度範囲の最高温度以上で点燈してはならない。一般に最高温度以
下ならば数百時間点燈しても特性に変化はないが,点燈時間はなるべく短くするほうがよい。個個の標準
電球につき,点燈した温度及び時間の記録を残しておくことが望ましい。
10.6.4 標準電球は,所定の温度に達するのにかなりの時間を要する(図6参照)。
備考 室温から所定の輝度温度に1℃以内まで接近した輝度温度に到達させるに要する時間は,定電
流で点燈した場合には,大形真空電球は800℃が27分,1 000℃が17分,1 200℃が8分,1 400℃
が1分,大形ガス入電球は1 000℃が6分,1 200℃が4分,1 400℃が2分程度である。定電圧
電源又は電池で点燈した場合は,過渡時の電流変化を見越して,所定の電流になるように前も
って点燈しておけば,上記の時間はいくぶん短縮できる。定電圧電源では,点燈してから所定
の温度に達するまでの電流の変化は,大形真空電球が1 000℃で0.3A,大形ガス入電球が1 000℃
で0.1A程度である。また,ある温度で使用していた電球を,輝度温度が100℃異なる状態に移
そうとするとき,最終状態に1℃以内まで接近させるに要する時間は,900℃が10分以内,1
000℃,1 100℃が5分以内,1 200℃以上が2分以内である。
10.6.5 補助レンズは,きずや汚れを付けないように注意する。紛失又は他のレンズと混同しないように,
組になった標準電球と一緒に保管する。
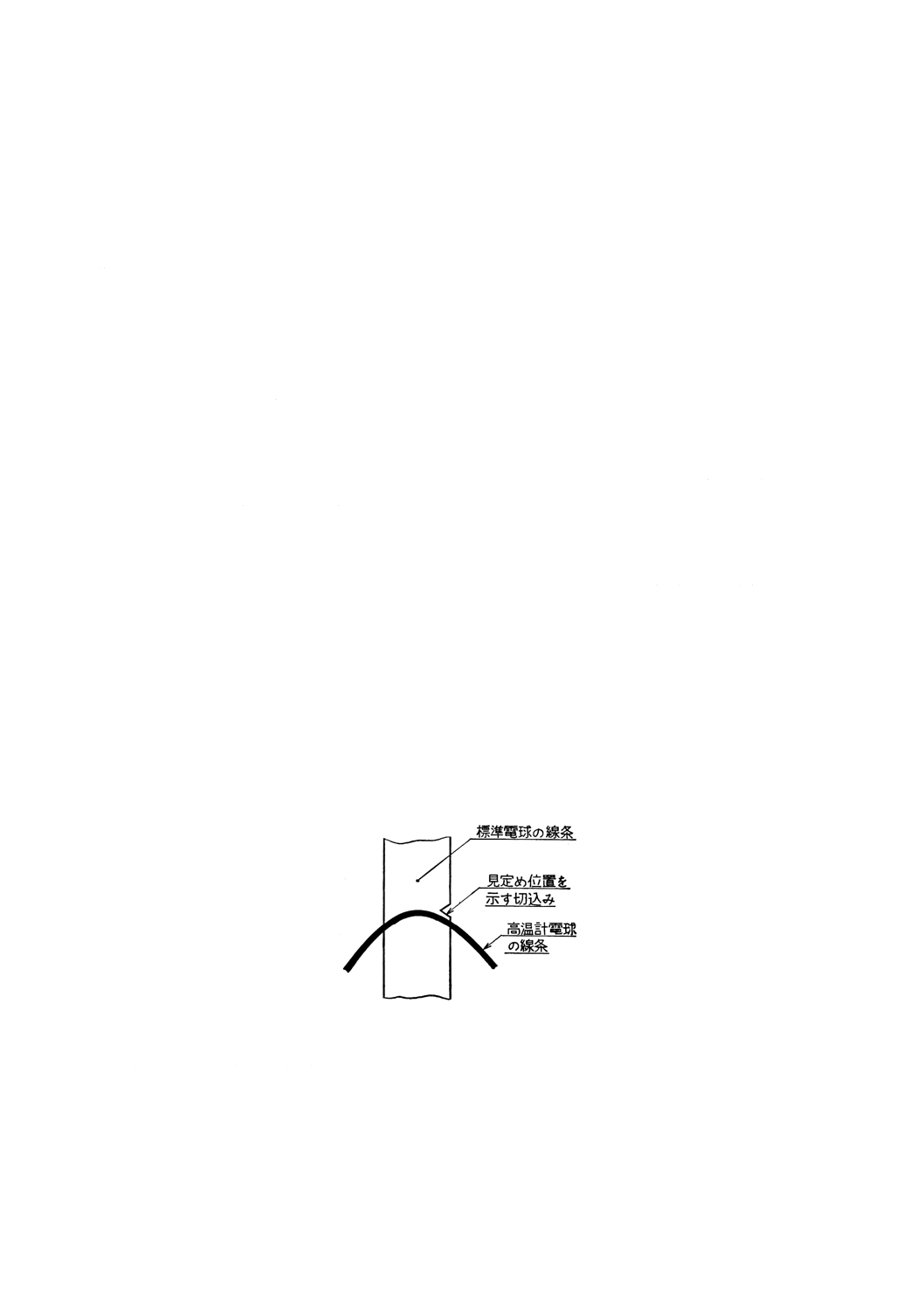
10.6.6 輝度合わせを行うとき,高温計電球線条の像の頂部は,図8に拡大して示したとおり,標準電球の
見定め位置すなわち線条の切込みの高さの中央位置に一致させることが必要である。
図8 標準電球線条の見定め位置
10.7 光高温計の校正 標準電球による光高温計の校正は,次の手順で行う。
(1) 校正に先立ち,標準電球,その点燈装置及び点燈回路を点検し,また光路に関係ある部分を十分に清
浄にしておく(10.6.2参照)。
(2) 定められた姿勢に確実に標準電球を支持し(10.4参照),また標準電球の電流が定められた方向に流れ
ることを確める〔10.5参照〕。
(3) 標準電球の見定め方向に,補助レンズ及び光高温計を固定する(10.1参照)。
17
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,附属の補助レンズは,光高温計の対物レンズに極めて近く取り付け,かつ両レンズの光軸を
一致させる。
(4) 標準電球の見定め位置を正しく見定めできるように,光高温計との相対位置を調整する(10.6.6参照)。
(5) 標準電球線条が所定の温度で定常状態に達したことを確めたのち(10.6.4参照),輝度合わせを数回繰
り返し,平均値を計算して器差を求める〔7.4(10)参照〕。
(6) 校正する目盛温度が2点以上のときは,それぞれの温度につき上記の操作で校正する。校正の順序と
しては,低い温度から高い温度に及ぶ順序,及びその反対の順序で同じ温度につき校正を繰り返し,
その平均値から器差を求める。
10.8 標準電球の管理 標準電球の管理は,次のとおり行う。
(1) 標準電球は,ガラス球特にガラス球の正面にきずや汚れを付けるおそれのある取扱いをしてはならな
い。
(2) 標準電球は,機械的なショックを与えないように,振動のない場所に保管する必要がある。
(3) 標準電球の特性の変化を監視するため,1個の電球は常用せずに保管し,他の電球の特性の変化を調
べるときにだけ用いることが望ましい。
(4) 使用温度と使用時間に関係するが,標準電球は少なくも3年に1回は校正することが望ましい。
(5) 標準電球の履歴がわかるように,購入年月日,過去からの全部の校正表,使用年月日と点燈最高温度
及び点燈時間の合計などの記録を保存すること。
参考1.
参考表1 放射率 (波長0.65μm)
物質・状態
温度℃
放射率
炭素
−
0.85〜0.95
酸化クロム
900
0.81
アルミナ
900
0.18
セラミック材
1 200
0.25
1 500
0.32
1 800
0.38
鉄
溶融鉄平均値
1 100〜1 900
0.4
溶融スラッグ平均値
1 400〜1 830
0.65
酸化した固体の鉄
800
0.98
1 200
0.92
酸化していない鉄
1 200
0.37
溶鋼
裸の金属面
−
0.35
酸化膜
−
0.5〜0.8
酸化ニッケル
800
0.96
1 300
0.85
ニッケル
−
0.37
銅
溶融
−
0.15
非酸化物
液体
−
0.15
固体
−
0.11
酸化物
−
0.6〜0.8
タングステン
700
0.46
2 000
0.43
3 000
0.41
白金
1 000
0.29
1 300
0.30
1 700
0.32
18
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考2. この規格における波長の意味
この規格では,この測定方法においての波長は,すべて単一の波長であって0.65μmに等しいとした。
この規格の適用範囲に対しては,実用上のこのような取扱いで十分であるが,厳密な取扱いにおいて必要
なことがらを,参考のため次に示す。
備考 ここでは温度は熱力学温度(K)によって表し,また本文2.の注(1)は適用しないことにする。
1. この測定方法における波長の意味 温度Tの物体の輝度温度が可視域のある波長λにおいてSである
ということは,この波長においてこの物体のスペクトル放射輝度が温度Sの完全放射体のスペクトル放射
輝度に等しいということである。すなわち,次の関係が成り立つ。
()()
()()
λ
λ
λ
λ
V
S
L
V
T
L
0
=
···························································· (1)
ここに
Lλ (T) : 温度Tの物体のスペクトル放射輝度(1)
V (λ) : 比視感度
()
S
Lλ0
: 温度Sの完全放射体のスペクトル放射輝度(1)
また
()
λ
λ
e
c
S
T
log
1
1
2
=
−
······························································· (2)
ここに
ε (λ) : 測定対象のスペクトル放射率
c2: 0.014 388m・K
注(1) 放射輝度とは,物体の表面から観測方向へのその正射影の単位面積当たり,単位時間に,その
方向へ単位立体角当たりに放出される放射エネルギーをいう。
式(2)は,輝度温度S及びスペクトル放射率εを知ってこの物体の真温度Tを求める場合(本文8.3.1参照)
や,輝度温度及び真温度を知ってスペクトル放射率を求める場合などに広く用いられる。
一般の光高温計では,単色光の代わりに赤色フィルタを透過した比較的広い波長をもつ光について輝度
温度が目盛られてあり,その目盛によって物体の輝度温度を測定する。したがって,式(2)を使う場合に,
波長としてどのような値を使うべきかが重要な問題となってくる。
光高温計では,赤色フィルタが透過させる各波長の光についてのスペクトル放射輝度の総和が,測定対
象と完全放射体との両者について等しいとするのであるから,式(1)に相当する関係として,次の式(3)が成
り立つ。
()()()
()()()
∫
∫∞
∞
λ
λ
τ
λ
λ
λ
λ
τ
λ
λ
d
V
S
L
d
V
T
L
0
0
0
=
······································ (3)
ここに
τ (λ) : 赤色フィルタのスペクトル透過率
そこで式(2)と同様な関係式を得るために,適当な波長λeを選んで
()()()
()()()
()
()
S
L
T
L
d
V
S
L
d
V
T
L
e
e
λ
λ
λ
τ
λ
λ
λ
λ
τ
λ
λ
λ
0
1
0
0
0
=
=
∫
∫
∞
∞
················································· (4)
が成り立つようなλeが得られたとすると,式(2)に相当する式として
()
e
e
e
c
S
T
λ
ε
λlog
1
1
2
=
−
································································· (5)
が得られ,波長λeの単色光の場合として,すべての問題を取り扱うことができる。
19
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
これは,光高温計において,赤色フィルタが透過させる各波長の光の輝度の総和について考えた比と等
しい比で表される仮想的な単色光を考えるということであって,白熱体においてはこの波長は必ず存在し,
これを実波効長という。
2. 光高温計の実効波長
2.1
灰色フィルタなしの場合 実効波長は,次の式(6)で与えられる。
()
()
()
()
()()()
()()()
∫
∫
∞
∞
=
−
=
λ
λ
τ
λ
λ
λ
λ
τ
λ
λ
λ
ν
ν
ν
ν
d
V
T
L
d
V
S
L
T
L
S
L
T
L
S
L
S
T
c
e
e
e
e
e
e
0
0
0
0
log
1
1
2
ただし
···················································· (6)
ここに
λe: 実効波長 (μm)
S: 測定対象の実測した輝度温度 (K)
Tc: 測定対象の分布温度(2) (K)
τ (λ) : 赤色フィルタのスペクトル透過率 (K)
()
S
Lλ0: 温度Sにおける完全放射体のスペクトル放射輝度
()
e
T
Lλ
0
: 温度Tcにおける完全放射体のスペクトル放射輝度
注(2) ある光のスペクトル分布と相対的に等しい(又は相対的に近似する)スペクトル分布をもつ完
全放射体の熱力学温度を,その光の分布温度という。
2.2
灰色フィルタをそう入した場合 実効波長は,次の式(7)で与えられる。
()
()
()()()()
()()()
∫
∫
′
′
∞
′
′
∞
=
′
′
′
′
′
−
′
=
′
λ
λ
τ
λ
τ
λ
λ
λ
λ
τ
λ
τ
λ
λ
λ
d
V
T
L
d
V
S
L
T
L
S
L
T
L
S
L
e
S
T
c
c
c
v
v
c
v
v
c
e
0
0
0
0
log
1
1
2
ただし
·········································· (7)
ここに
λ'e: 実効波長 (μm)
Sʼ: 測定対象の実測した輝度温度 (K)
Tc': 測定対象の分布温度 (K)
τ (λ) : 赤色フィルタのスペクトル透過率
τ' (λ) : 灰色フィルタのスペクトル透過率
()
S
L
′
λ
0
: 温度S'ʼにおける完全放射体のスペクトル放射輝度
′c
T
Lλ0
: 温度Tc'における完全放射体のスペクトル放射輝度
2.3
灰色フィルタのそう入により生じる実効波長の変化 式(7)は,次のように書きかえることができる。
20
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
()
()
()()()
()()
∫
∫
′
∞
′
∞
′
′
′
′
λ
λ
τ
λ
λ
λ
λ
τ
λ
λ
τ
τ
d
V
T
L
d
V
S
L
T
S
T
L
S
L
c
c
c
v
v
0
0
0
0
=
ただし
()
()()()()
()()()()
∫
∫
′
∞
′
′
∞
′
λ
λ
λ
τ
λ
λ
λ
λ
τ
λ
τ
λ
λ
τ
d
V
S
L
d
V
S
L
S
0
0
0
0
=
及び
()()()
()()()
∫
∫
′
∞
′
′
∞
′
λ
λ
λ
τ
λ
λ
λ
λ
τ
λ
τ
λ
λ
τ
d
V
T
L
d
V
T
L
T
c
c
c
0
0
0
0
=
ここに
τ (S') : 温度S'ʼの完全放射体から出て赤色フィルタを透過した光
に対する灰色フィルタの全透過率
τ (Tc') : 温度Tc'の完全放射体から出て赤色フィルタを透過した光
に対する灰色フィルタの全透過率
もしτ (S'ʼ) がτ (Tc') に等しければ,式(7)は式(6)と同等であり,λ'eはλeに等しく,灰色フィルタをそう入
することによって実効波長は変化しない。
一般には,τ (S'ʼ) はτ (Tc') に等しくなく,そのとき灰色フィルタをそう入することにより生じる実効波
長の変化は,次の式(8)で与えられる。
()
τ
τ
τ
τ
τ
ε
τ
τ
λ
λ
λ
⊿
ただし
⊿
=
′
″
−
′
−
=
−
′
c
c
x
e
e
e
e
T
T
S
log
/
·································································· (8)
ここに
εc: 測定対象の色放射率(3)
注(3) ある物体の輝度とそれと同じ色の放射をする温度の完全放射体の輝度との比をいう。
例: 測定対象がタングステンのときでSʼを2 300Kとすると,Tc'はおよそ2 600K,logcecはおよそ−1
であるが,灰色フィルタが良質であれば⊿τ/τはおよそ2001であるから実効波長はおよそその2001,
すなわち0.03μm程度変化する。
灰色フィルタの質によっては,この2〜3倍の変化を与えるものもある。
3. 実効波長の異なる二つの光高温計で同一物体を測定するときの輝度温度の差異 これは,次の式(9)
で与えられる。
21
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ただし
(
)
S
S
S
T
S
S
T
S
c
c
⊿
⊿
⊿
⊿
=
−
=
−
−
•
−
=
2
1
1
1
2
λ
λ
λ
λ
λ
λ
λ
······················································ (9)
ここに
λ1: 一つの光高温計の実効波長 (μm)
λ2: 他の光高温計の実効波長 (μm)
S1: 実効波長がλ1の光高温計で実測して得られた輝度温度 (K)
S2: 実効波長がλ2の光高温計で実測して得られた輝度温度 (K)
Tc: 測定対象の分布温度 (K)
例: 測定対象がタングステンのときでSを3 000Kとすると,Tcしはおよそ3 600Kであるが,λ1及び
λ2をそれぞれ0.660μm及び0.665μmとする場合⊿Sは−3.8Kとなる。
また,Sを2 000Kとすると⊿Sは−1.5Kとなる。
備考 ここに示した問題は,標準電球による校正の場合で,標準電球の輝度温度を目盛定めする際に
用いられた実効波長と検査しようとする光高温計の実効波長とが異なるときなどに注意を要す
る問題である。例に示した程度であれば,この規格の適用範囲については,実用上無視できる
が,実効波長が著しく異なる場合には十分に注意する必要がある。
参考3. 光高温計用標準電球の特性例
我が国で最も広く用いられている形式の標準電球を例として,その諸特性を参考のために次に示す。
1. 標準電球の線条 線条は,リボン状のタングステンであって,リボンの寸法はおよそ参考表2の程度
である。図5に示すように特殊の形に型付けして温度による変形を少なくしてある。中央平面部のとつ側
の法線方向から見定める。線条には見定め位置を示すための標識として,中央平面部の向かって右側の縁
に小さい切込みがある(図8参照)。
参考表2 標準電球の線条の寸法
単位mm
標準電球の種類
幅
厚さ
長さ
大形
ガス入
1.75
0.055
35
真 空
45
小形
ガス入
0.65
0.03
22
真 空
34
22
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
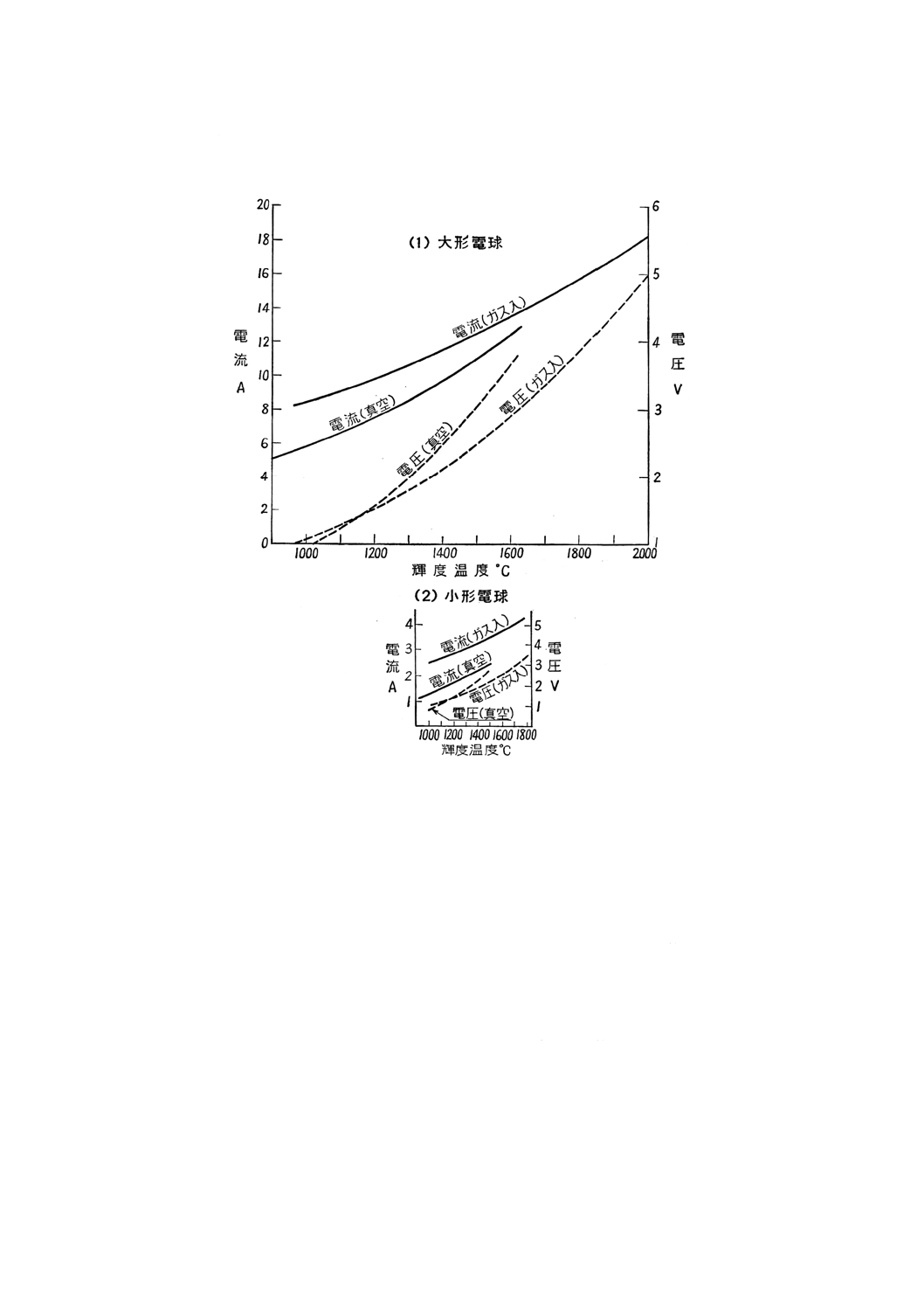
2. 点燈電流及び電圧 点燈電流,電圧と輝度温度との関係の例を参考図1に示す。
参考図1
大形電球については,点燈電流と輝度温度との関係は,次の式(10)で近似できる。
I (t) =A0+A1t+A2t2+A3t3+A4t4 ·················································· (10)
ここに
t: 輝度温度 (℃)
I (t) : 輝度温度を得る点燈電流 (A)
A0, A1, A2, A3, A4: 個個の標準電球で決まる係数
参考表2に大形ガス入電球1 400℃〜2 000℃,大形真空電球900℃〜1 500℃の温度範囲で求めた,平均
的な輝度温度と点燈電流との関係を示す。
同一輝度温度において,参考表2から得られる平均的な標準電球の点燈電流I0 (t) と同種類の個個の標
準電球の点燈電流I (t) との差I (t) −I0 (t) は,次の式(11)で表される。
I (t) −I0 (t) =B0+B1t+B2t2 ························································ (11)
ここに
B0, B1, B2: 個個の標準電球で決まる係数
この関係を用いると,標準電球の特性を利用して輝度温度が補間法で算出できる。
23
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
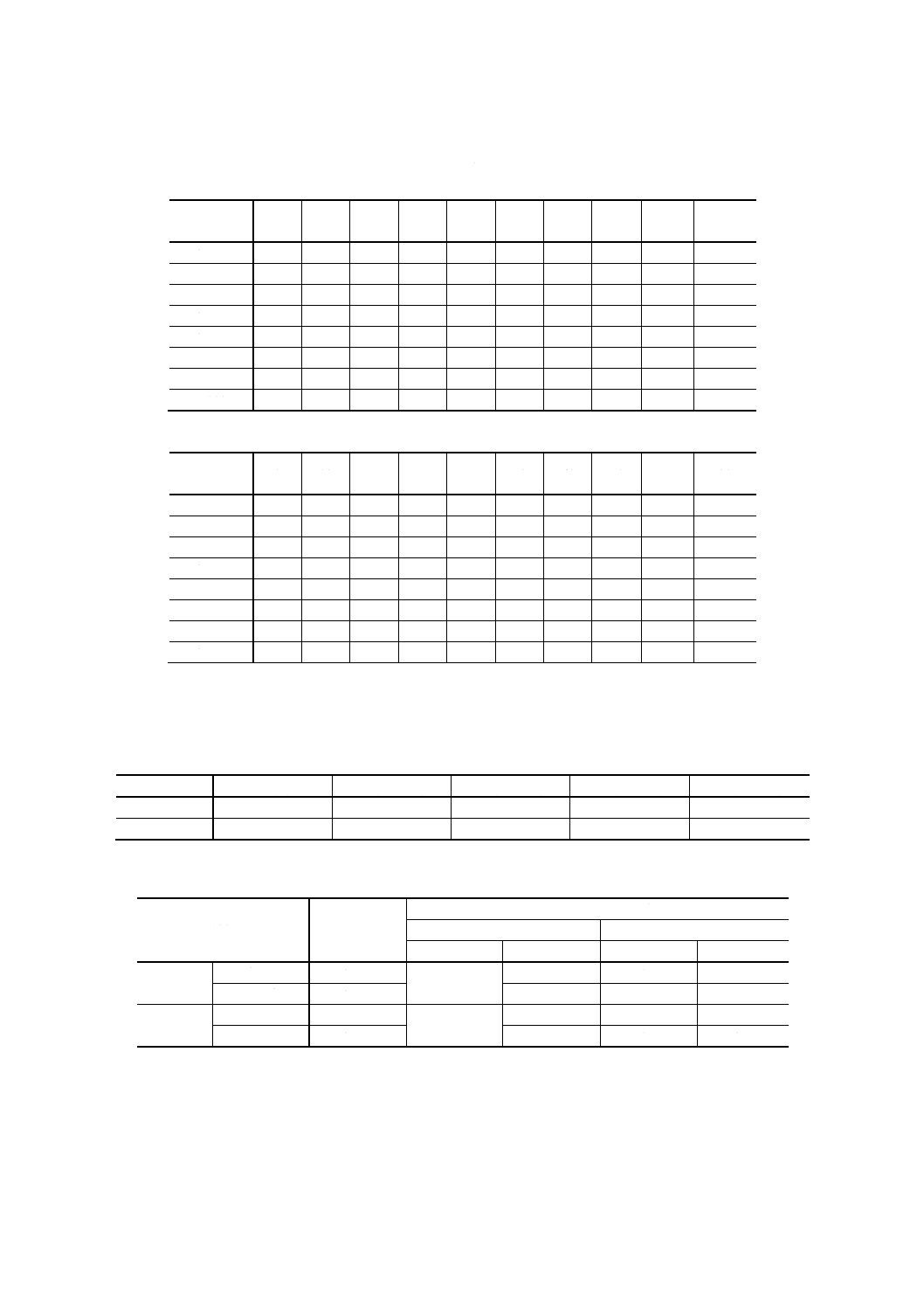
参考表3 標準電球の平均的な点燈電流
(1) 大形ガス入電球
単位A
輝度温度
℃
0
10
20
30
40
50
60
70
80
90
1 300
−
−
−
−
−
−
−
−
10.625
10.711
1 400
10.799 10.888 10.979 11.071 11.164 11.258 11.353 11.449 11.547
11.646
1 500
11.745 11.846 11.947 12.050 12.153 12.257 12.362 12.468 12.575
12.682
1 600
12.790 12.899 13.009 13.119 13.230 13.342 13.455 13.568 13.682
13.796
1 700
13.911 14.027 14.143 14.260 14.378 14.496 14.615 14.735 14.855
14.975
1 800
15.097 15.219 15.342 15.465 15.589 15.714 15.840 15.966 16.093
16.221
1 900
16.349 16.479 16.609 16.740 16.872 17.004 17.138 17.272 17.408
17.545
2 000
17.682 17.821 17.961
−
−
−
−
−
−
−
(2) 大形真空電球
単位A
輝度温度
℃
0
10
20
30
40
50
60
70
80
90
800
−
−
−
−
−
−
−
−
4.526
4.574
900
4.624 4.674 4.726 4.779 4.833 4.888 4.945 5.002
5.061
5.121
1 000
5.183 5.245 5.309 5.374 5.441 5.508 5.577 5.647
5.719
5.792
1 100
5.866 5.941 6.018 6.095 6.174 6.255 6.336 6.419
6.503
6.588
1 200
6.675 6.762 6.851 6.941 7.032 7.124 7.217 7.311
7.407
7.503
1 300
7.600 7.698 7.797 7.897 7.998 8.100 8.202 8.306
8.410
8.514
1 400
8.619 8.725 8.832 8.939 9.046 9.154 9.262 9.371
9.480
9.589
1 500
9.699 9.808 9.918
−
−
−
−
−
−
−
参考表3は,次の式(12)で表せる。
I0 (t) =A0+A1t+A2t2+A3t3+A4t4·················································· (12)
式(12)の定数を参考表4に示す。
参考表4 標準電球の平均的な特性を表す式 (12) の係数
電球種類
A0 (A)
A1 (A・℃−1)
A2 (A・℃−2)
A3 (A・℃−3)
A4 (A・℃−4)
大形ガス入
50.746 2
−10.824 4×10−2
9.737 0×10−5
−3.617 2×10−8
5.207 6×10−12
大形真空
−1.185 63
1.802 15×10−2 −2.819 1×10−5
2.159 5×10−8
−5.056 8×10−12
電流又は電圧のわずかの変化に伴う輝度温度の変化は,およそ参考表5の程度である。
参考表5 輝度温度の変化
種類
輝度温度
℃
輝度温度の変化 ℃
電流の変化
電圧の変化
0.01Aにつき
0.1%につき
0.01Vにつき 0.1%につき
大形
ガス入
1 800
0.8
1.3
1.7
0.7
真 空
1 500
0.9
1.7
0.5
小形
ガス入
1 800
3.5
1.5
2.0
0.7
真 空
1 500
0.8
1.7
0.5
ただし,参考表5に示した変化量は,輝度温度が低いほど大きくなり,輝度温度1 000〜1 100℃におい
て電流の変化0.01Aに対する輝度温度の変化は,ガス入及び真空のどちらについても参考表5に示した値
の2倍程度になる。
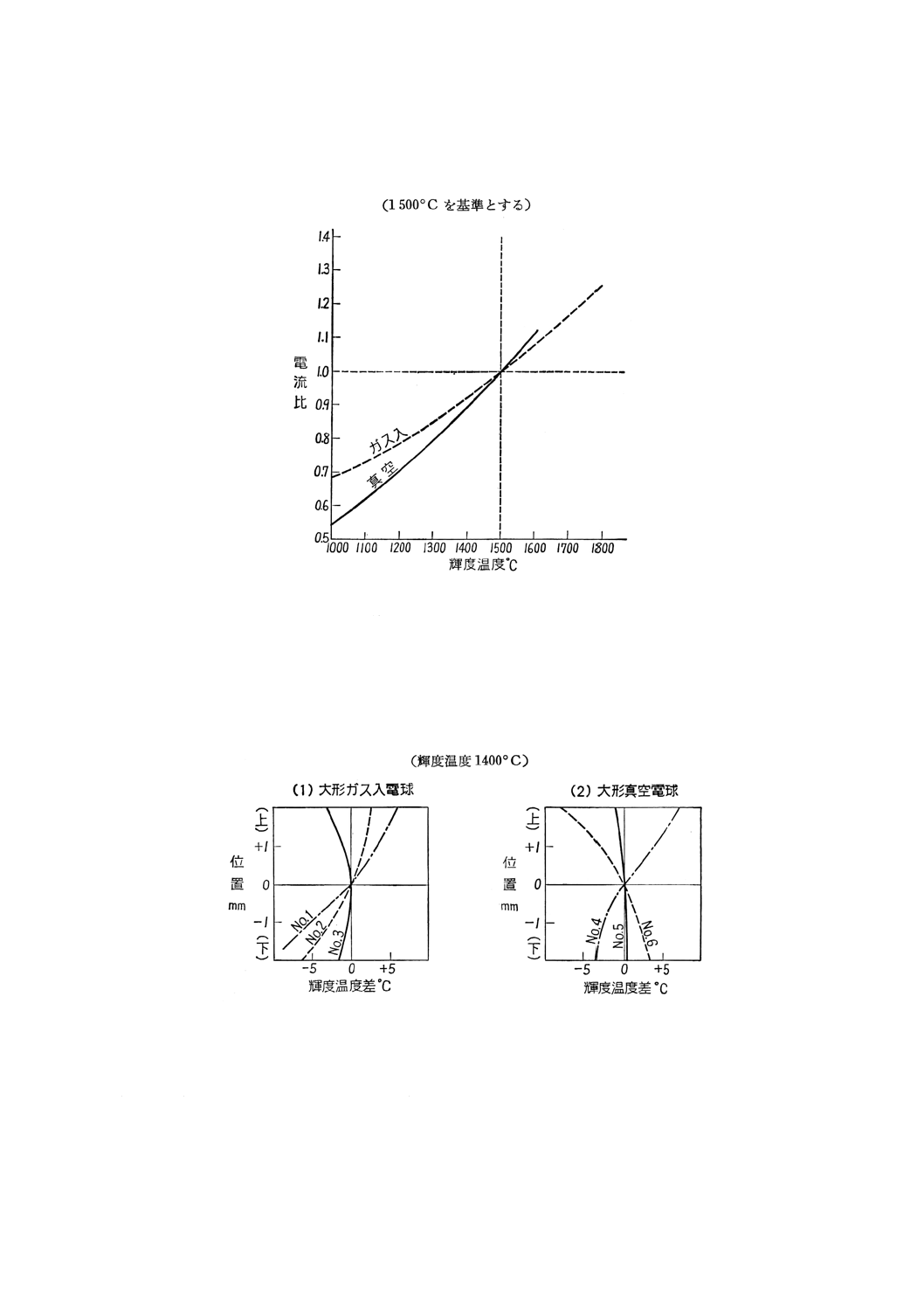
ある基準の輝度温度に対する電流と任意の輝度温度に対する電流との比を電流比と名付けると,大形標
準電球の電流比は参考図2で示され,電球個個の差異は少ない。したがって,ある輝度温度に対する電流
24
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の値を近似的に推定できる。
参考図2 大形電球の電流比特性
3. 標準電球の線条輝度温度の均一性 線条の見定め位置から上下にずれた位置では輝度温度に差がある。
電球個個によって相違するが,参考図3に示すように見定め位置から上下に1mmずれると約5℃の誤差を
示すものもある。
見定め位置から上下に0.5mm以内を見定める必要がある。
参考図3 上下方向の輝度温度分布
見定め方向は,約±20度ならば線条の法線方向から外れても,ほとんど輝度温度に差は認められない。
水平な見定め方向に対して線条の中央平面部を直角に保ちつつ,線条を左右に10度程度傾けても法線方
向から測定した輝度温度は,ほとんど変化しない。
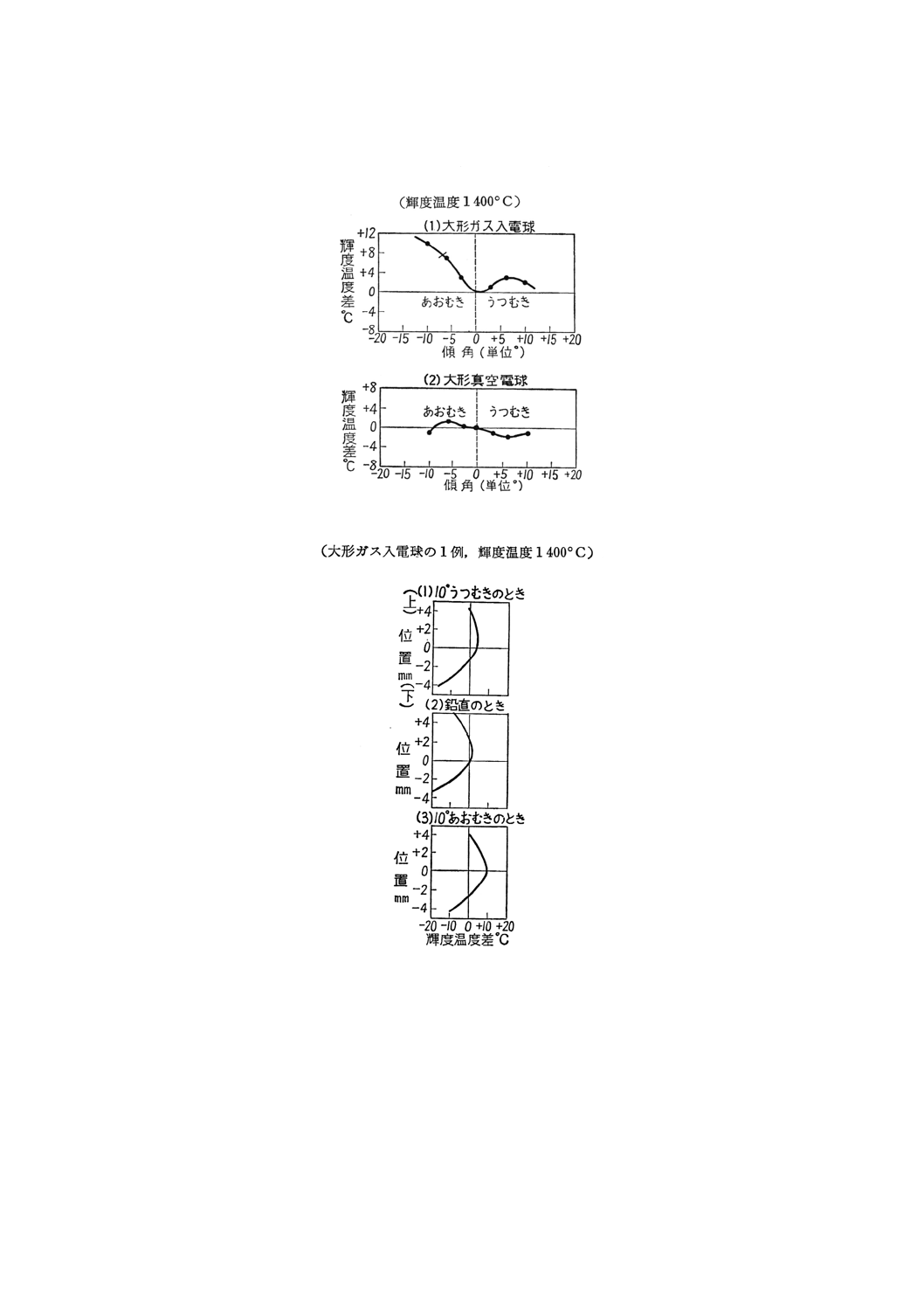
線条の法線方向を上下に10度程度傾けて線条をあおむけ又はうつむけると,真空電球ではほとんど差は
認められないが,ガス入電球では参考図4に例を示すように輝度温度が変化し,これに伴って見定め位置
付近における輝度温度分布も参考図5に例示するように変化する。したがって,ガス入電球は線条を特に
25
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
正しく鉛直に保つ必要がある。
参考図4 前後の傾きの影響
参考図5 前後の傾きに伴う上下方向の輝度温度分布の変化
4. 周囲温度の影響〔本文10.3(6)参照〕 普通の室温の範囲(約0〜40℃)ならば,周囲温度が標準電球
の輝度温度に及ぼす影響はおよそ参考表6に示す程度であり,室温が高いほど輝度温度は上昇する。
なお,この表より高い輝度温度では,誤差は実用上無視できる。
26
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考表6 周囲温度1℃上昇による輝度温度の上昇 (℃)
輝度温度 ℃
800
900
1 000
1 100
1 200
1 300
大 形
ガス入
1.22
0.75
0.46
0.28
0.17
0.11
真 空
0.45
0.19
0.08
0.03
0.01
−
小 形
ガス入
1.65
1.13
0.78
0.54
0.37
0.25
真 空
0.34
0.19
0.10
0.06
0.03
−
5. 補助レンズ 標準電球には,電球個個に補助レンズが附属している。補助レンズは,約直径3cmの1
枚のとつレンズであり,焦点距離は大形電球用が約12cm,小形電球用が約6.5cmである。
附属の補助レンズを通して見るときの点燈電流と輝度温度との関係が,標準電球の校正表として与えら
れている。
特に補助レンズなしで直接に標準電球を見るとき,校正表どおりの点燈電流を流すと標準電球の輝度温
度は,校正表記載の温度より高い。波長0.65μmの光を使って測定し補助レンズの透過率が0.91であると
き,補助レンズなしで測定すると参考表7に示すとおり輝度温度は約5〜20℃高い。
なお,参考のため,標準電球ガラス球の透過率が0.90のときの,線条の真温度との関係をも参考表7に
示す。
参考表7
単位℃
輝度温度 (0.65μm)
真温度
補助レンズつき
補助レンズなし
800
805
854
900
906
965
1 000
1 007
1 077
1 100
1 108
1 191
1 200
1 209
1 306
1 300
1 311
1 422
1 400
1 412
1 539
1 500
1 513
1 658
1 600
1 615
1 778
1 700
1 717
1 900
1 800
1 818
2 024
27
Z 8706-1980
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会の構成表 改正原案作成委員会の構成員は,次のとおりである。
氏名
所属
高 田 誠 二
工業技術院計量研究所
天 野 重 昭
工業技術院計量研究所
安 藤 道 弘
日本酸素株式会社開発センター
大 西 英 明
日本鋼管株式会社技術部
尾 見 和 人
都立工業技術センター計測制御部
酒 井 五 郎
株式会社千野製作所技術部
佐 藤 裕 典
株式会社岡崎製作所
潮 見 一 宏
株式会社横河電機製作所工計事業部技術
部
島 崎 辰 夫
日本電気計器検定所標準研究部
鈴 木 徹
昭和電工株式会社エンジニアリング事業
部技術開発部
豊 田 弘 道
東京大学工学部
永 野 弘
東京大学物性研究所
長谷川 康
株式会社日立製作所エンジニアリング推
進センター
林 俊 孝
法政大学工学部
兵 田 善 男
兵田計器工業株式会社
古 野 二三也
株式会社北辰電機製作所
槇 田 敏 夫
社団法人日本電気計測工業会
渡 部 勉
株式会社渡部計器製作所
帆 足 万 里
工業技術院標準部
斉 藤 保 孝
社団法人計測自動制御学会
上 原 光 信
株式会社長野計器製作所