2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8705-1992
ガラス製温度計による
温度測定方法
Method of temperature measurement by liquid-in-glass thermometers
1. 適用範囲 この規格は,鉱工業においてガラス製温度計(以下,温度計という。)によって温度を測定
する場合の一般的方法について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7411 ガラス製棒状温度計(全浸没)
JIS B 7412 ガラス製二重管温度計
JIS B 7413 浸没線付ガラス製水銀棒状温度計
JIS B 7527 温度計(木製板付)
2. この規格の中で{ }を付けて示してある数値及び単位は,従来単位によるものであって,
参考として併記したものである。
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) 感温液 温度計の球部に封入された液体で,温度に対応する膨張の度合いによって,毛細管中に温度
を指示するもの。
(2) 浸没 温度計を測定温度に保つときの状態。全浸没とは感温液柱の頂部までを測定温度に保つことを
いい,部分浸没とは感温液柱の一部を測定温度に保つことをいう。
(3) 浸没線 測定温度に保つべき部分を表示するために温度計に記された線。
(4) 器差 適正に使用された場合に,温度計の示度から真の温度を差し引いた値。
(5) 補正 より真に近い温度を求めるために,温度計の読みにある値を加えること又はその値。
(6) 経年変化 同じ温度に対する温度計の示度が,年月の経過とともに変化する現象。
3. 測定方法の特徴 この測定方法は,測定対象に温度計を接触させ,熱的釣合いに達したとき,感温液
柱の頂部の位置によって温度を測定するものであって,簡便な測定方法である。
4. 温度計の種類と特徴
4.1
温度計は,構造上4.2(二重管温度計)と4.3(棒状温度計)に大別され,目盛定めのときの浸没の
条件によって4.4(全浸没温度計)と4.5(浸没線付温度計)に区分される。特殊なものには4.6(板付温度
計)〜4.12(最高最低温度計)のような種類があるから,それぞれの特徴を考慮して目的に適合するもの
を選ぶのがよい。
4.2
二重管温度計 (JIS B 7412) 二重管温度計は,次のようなものである。
2
Z 8705-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 毛細管とその背後の乳白ガラスの目盛板が一本のガラス管に封入されている。
(2) 示度の読取りが正確にできる。
(3) 小さい目盛分割のものが多く,一般に精密な測定に用いられる。
4.3
棒状温度計 棒状温度計は,次のようなものである。
(1) 肉厚の毛細管に直接に目盛が刻まれている。
(2) 一般に,二重管温度計より機械的に強い。
4.4
全浸没温度計 (JIS B 7411) 全浸没温度計は,次のようなものである。
(1) 普通一般に用いられている温度計で,浸没線がなく,全浸没で目盛定めされている。
(2) 感温液柱の一部を露出して使用する場合は,それによる誤差がある。
4.5
浸没線付温度計 (JIS B 7413) 浸没線付温度計は,次のようなものである。
(1) 測定温度に保つべき部分を表示する線(浸没線)が記されている。浸没線は,“浸”又は“没”の字で
示されている。
(2) 浸没線まで浸没しても,露出部の温度が目盛定めしたときの露出部の温度と著しく異なるときは,そ
れによる誤差がある。
4.6
板付温度計 (JIS B 7527) 板付温度計は,次のようなものである。
(1) 木,合成樹脂又は金属などの板に目盛をつけ,これに肉厚の毛細管が取り付けられている(1)。
(2) 示度の読取りが容易で,室温測定など,家庭用計器としても用いられる。
注(1) 横掛最低温度計及び最高最低温度計は,板付きであるが,一般には板付温度計とはいわない。
4.7
曲がり温度計 曲がり温度計は,次のようなものである。
(1) 温度を測定する場合,読み取りやすいようにガラス管の一部を曲げ,設置するのに便利な形になって
いる。
(2) 多くは浸没線付温度計である。
4.8
保護枠入温度計 保護枠入温度計は,次のようなものである。
(1) 多くは金属製の管又は枠によって保護され,目盛のある部分は外から見えるようになっている。
(2) 衝撃による破損のおそれが少ない。
(3) 温度計が破損したとき,測定対象にガラスの破片や感温液が触れることが少ない。
(4) 測温部分の圧力が大気の圧力と異なっている場合にも,使用することができる。
4.9
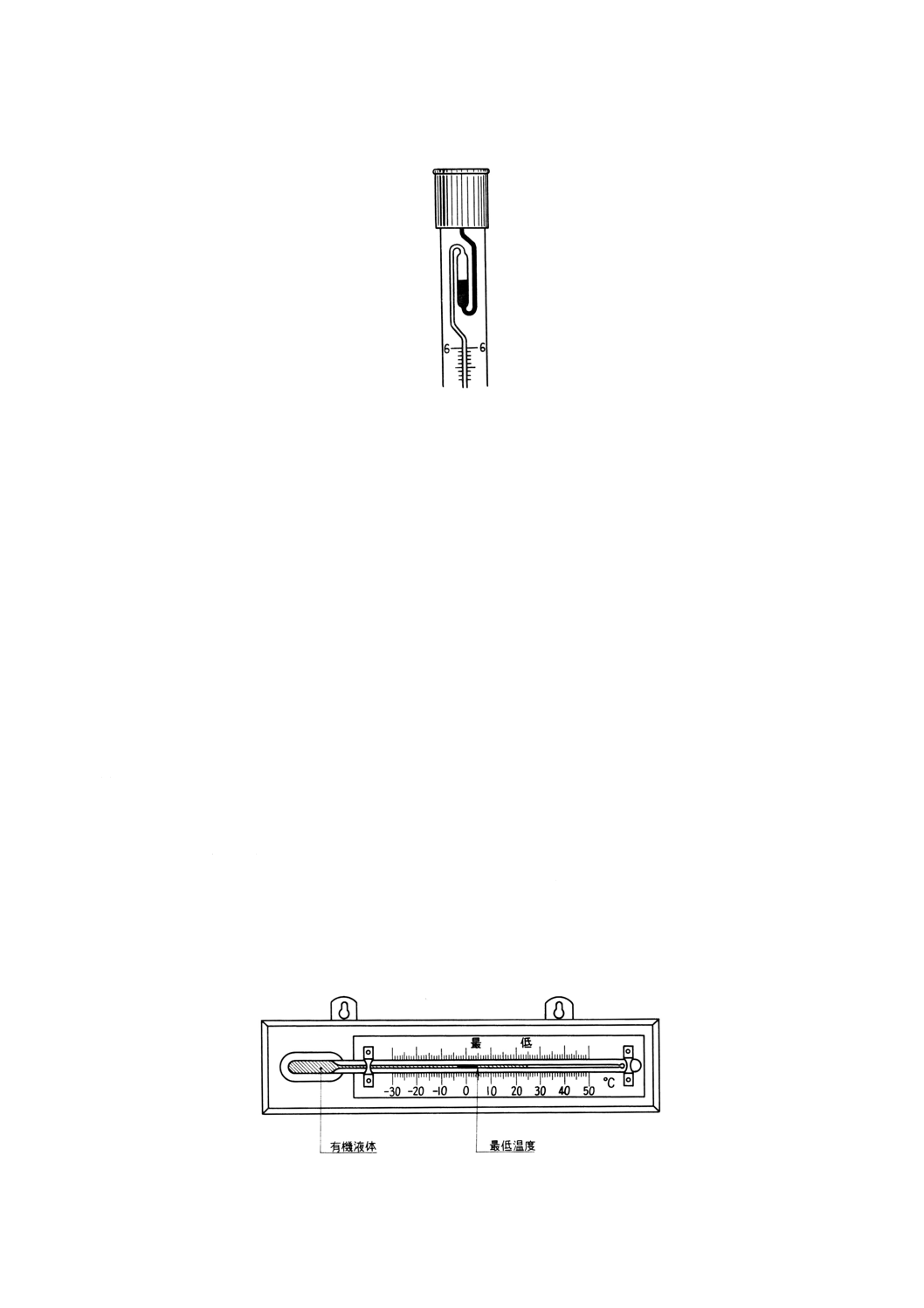
ベックマン温度計 ベックマン温度計は,次のようなものである。
(1) 温度変化を精度よく測る温度計である。
(2) 感温液は,水銀である。
(3) 毛細管の上端に補助球があり(図1参照),使用する温度によって球部の水銀の量を調整するようにな
っている。
(4) 測ることができる温度変化の範囲は,5〜6℃程度で,000
11℃くらいの微小な温度変化が測れる。
3
Z 8705-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 ベックマン温度計の上部の補助球
4.10 最高温度計 最高温度計は,次のようなものである。
4.10.1 使用時間内での最高温度を測る温度計である。
4.10.2 留点形最高温度計 留点形最高温度計は,次のようなものである。
(1) 感温液は,水銀である。
(2) 球部の上端に留点といわれる狭い部分があり,その留点を通って毛細管部に入った水銀は,温度が下
がっても自然に球部に戻らないで最高温度を示すようになっている。
(3) 使用前に温度計を振って水銀柱を下げてから使用する。
4.10.3 虫入最高温度計 虫入最高温度計は,次のようなものである。
(1) 感温液は水銀であり,水銀柱の上には,有機液体が入っている。
(2) 有機液体の中にガラス製の虫状小片があり,ばねによって毛細管の内壁に接触して任意の位置にとど
まるようになっている。
(3) 温度が上昇するとき,虫状小片は水銀柱に押されて移動するが,温度が降下するときには,小片はそ
の位置にとどまって,小片の下端が最高温度を示す。
(4) 虫状小片には鉄片が付いていて,磁石によって動かすことができる。
(5) 虫状小片を水銀柱の上端まで下げてから使用する。
4.11 横掛最低温度計 横掛最低温度計は,次のようなものである(図2参照)。
(1) 使用時間内での最低温度を測る温度計である。
(2) 感温液は,有機液体である。
(3) 毛細管中の感温液の中にガラス製の虫状小片があり,温度が降下するとき感温液の表面張力によって
動かされ,温度が上昇するときは液中にとどまって,小片の球部から遠い端が最低温度を示す。
(4) 使用前に温度計を傾けて虫状小片を現在の示度に置き,水平の位置で使用する。
図2 横掛最低温度計
4
Z 8705-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
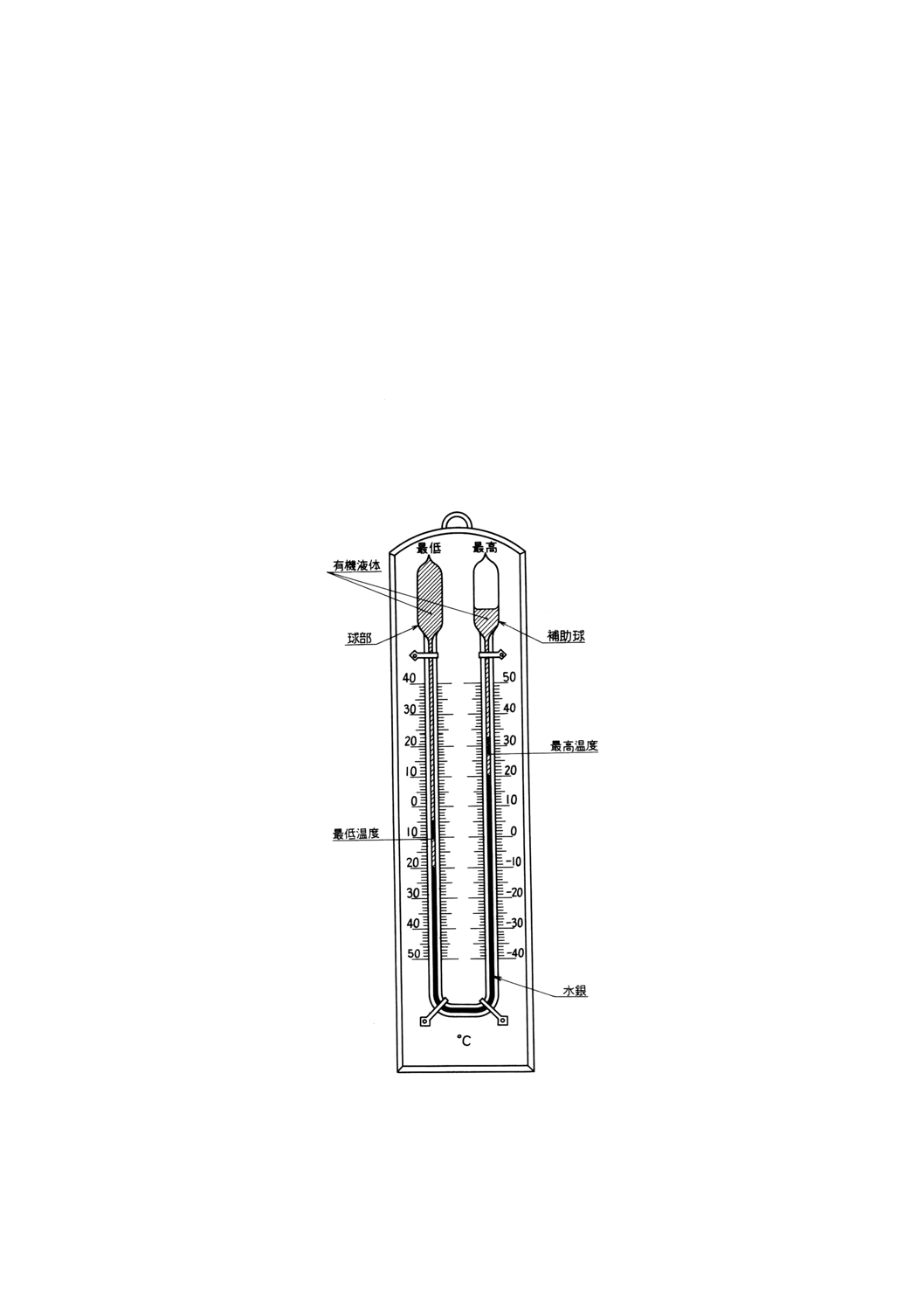
4.12 最高最低温度計 最高最低温度計は,次のようなものである(図3参照)。
(1) 使用時間内での最高温度と最低温度を測る温度計である。
(2) 感温液は,有機液体である。
(3) 下半分に水銀が入っているU字形毛細管の一端には球部が,他端には補助球が付いており,補助球の
一部に気体が封入されているほかは,全部感温液で満たされている。
(4) 毛細管の感温液で満たされている二つの部分には,それぞれガラス製の虫状小片があり,この小片は
ばねによって毛細管の内壁に接触して,任意の位置にとどまるようになっている。
(5) 感温液の膨張又は収縮によって水銀柱が動かされ,球部側の虫状小片は温度が降下するときに水銀柱
に押し上げられ,温度が上昇するときにその位置にとどまって,小片の下端が最低温度を示す。
また,補助球側の小片は,温度が上昇するときに水銀柱に押し上げられ,降下するときにその位置
にとどまって,小片の下端が最高温度を示す。
(6) 虫状小片には鉄片が付いていて,磁石によって動かすことができる。
(7) 両方の虫状小片を水銀柱の上端まで下げて使用する。
図3 最高最低温度計
4.13 接点付温度計 接点付温度計は,次のようなものである。
(1) 感温液は,水銀である。
(2) 棒状温度計とほとんど同じ構造であって,毛細管部分に白金線電極が封入されている。温度が降下又
5
Z 8705-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は上昇する際,水銀柱を介して,白金線電極が電気的に開閉するようになっている。
(3) 多くは温度を自動的に調節するのに用いられる。
(4) 白金線電極の位置を動かして,調節される温度を変えることができるようになっているものもある。
5. 感温液の種類と特微
5.1
感温液には5.2(水銀)及び5.3(有機液体)のような種類があるから,それぞれの特徴を考慮して,
目的に適合するものを選ぶのがよい。
5.2
水銀
5.2.1
広い温度範囲にわたって,液体である。
5.2.2
通常の使用範囲は,−35〜+360℃くらいまでであるが,不活性気体を適正に加圧封入した温度計
は650℃くらいまで,さらに,石英ガラスの管に不活性気体を適正に加圧封入した温度計は,750℃くらい
まで使用できる。
5.2.3
毛細管中の感温液のガラスに対する見掛けの膨張率は,0.000 16〜0.000 17℃−1程度であり,露出補
正には,大低の場合に0.000 16℃−1を用いればよい。
5.2.4
膨張率がほぼ一定であるために,温度計の目盛が等間隔である。
5.2.5
熱伝導率が大きいために遅れが少ない。
5.2.6
ガラスに付着しないので,精度の良い温度計が作られる。
5.2.7
タリウム約8%のアマルガムならば,−60℃くらいまでの低温に使用できる。
5.3
有機液体
5.3.1
種類によって使用できる温度範囲が異なるが,最低−200℃くらいまで使用できる温度計がある。
また,不活性気体を適正に加圧封入した温度計には,最高200℃くらいまで使用できる温度計がある。
5.3.2
毛細管中の感温液のガラスに対する見掛けの膨張率は,水銀よりも大きく,露出部補正には大体
0.00 10℃−1を用いればよい。
5.3.3
着色して温度計の示度を読み取りやすくできる。
5.3.4
ガラスに付着するために,水銀よりも温度計の精度が悪い。
6. 温度測定方法
6.1
温度計の取扱い 全浸没温度計は感温液全部を,浸没線付温度計は球部から浸没線までを,測定温
度に保ち,十分に熱的釣合いに達してから示度を読み取る。熱的釣合いに達するまでには,かなりの時間
を必要とする。その時間は,時定数(2)によって推測される。時定数は,温度計の種類・大きさのほかに周
囲の状況にもよる。次のことを注意することが必要である。
注(2) 温度計の示度と測定対象の温度との差が,初めの温度計の示度と測定対象の温度との差のe1(e
は自然対数の底,e≒2.72)になるまでの時間を時定数という。
(1) よくかき混ぜられている水温槽の場合には,時定数は2〜10秒くらいである。
静止した空気の場合の時定数は,よくかき混ぜられている水温槽の場合の約50倍の時間になる。
(2) よくかき混ぜられている水温槽の温度が一定の速さで上昇している場合,温度計を挿入してから十分
に時間が経過した後の示度は,一定の速度(水温槽の温度上昇の速さ)で上昇する。このとき温度計
の示度は,水温槽の温度より時定数だけ遅れる。
6.2
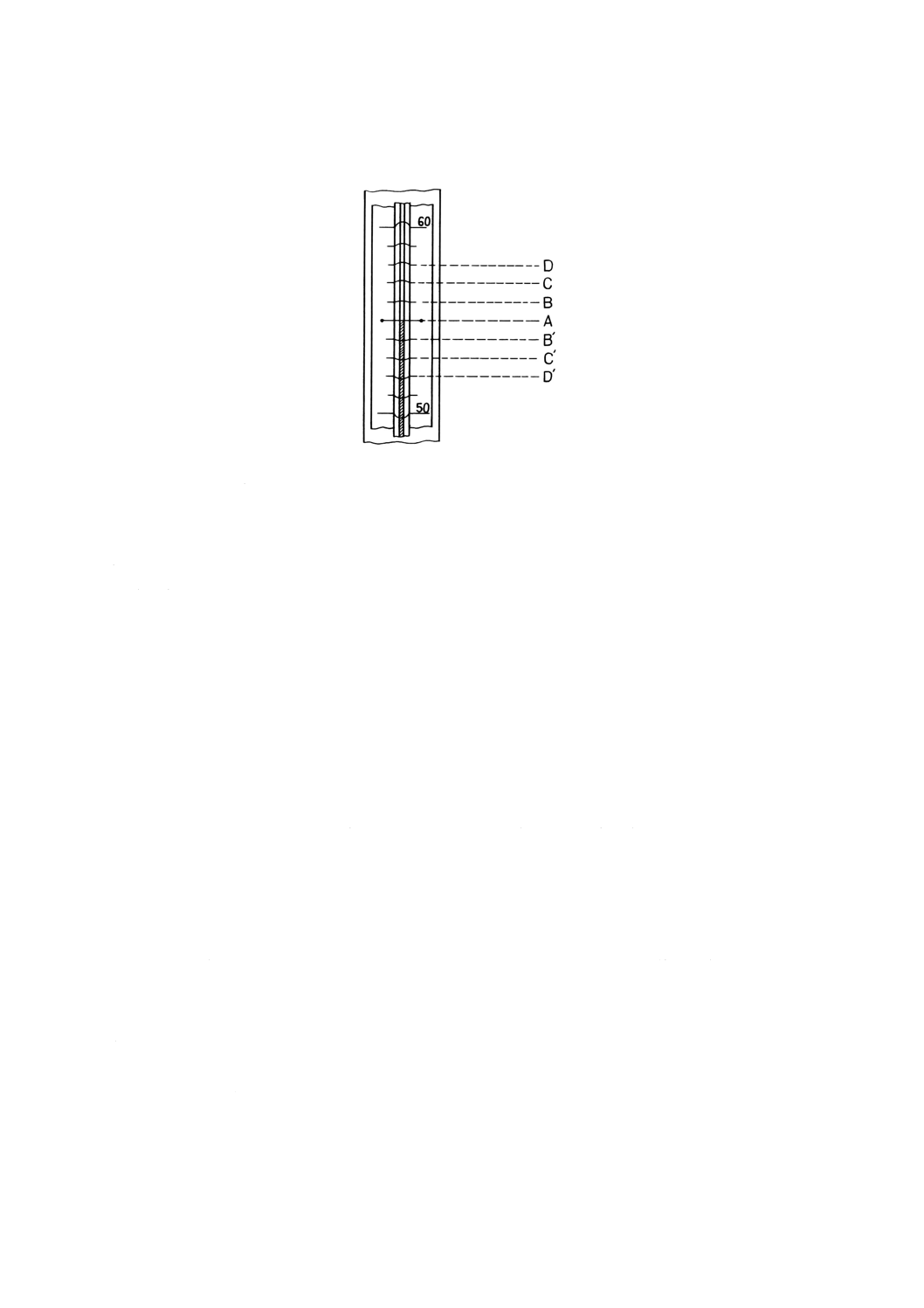
示度の読取り 温度計を正規の位置に置いて,目盛面に垂直の方向から見て示度を読み取る。
(1) 二重管温度計の場合の示度を読み取るには,図4のA線のように毛細管の真後ろと両側の部分の目盛
6
Z 8705-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
線が一直線に見える位置に感温液柱の頂部があれば,垂直の方向から見て読み取ったことになる。
図4
(2) 棒状温度計の示度を正確に読み取るには,棒状温度計の後ろに鏡を当て,液柱の頂部が目の像に重な
るようにして示度を読み取る。
7. 温度測定上の注意
7.1
温度計を使用する前に,次のようなことを確かめる必要がある。
(1) 感温液の切れていないこと。
(2) 上部補助球や毛細管内に感温液の一部が付着していないこと。
(3) 球部その他の感温液中に気泡がないこと。
(4) 目盛板やガラス管の取付位置が適正であること。標識のあるものについては,その位置の移動がない
こと。
(5) 高温測定又は精密測定の場合,氷点 (℃) 目盛のあるものについては,氷点示度の狂いの有無。
7.2
温度計には,なるべく急激な温度変化を与えないようにしなければならない。特に約400℃以上の温
度を測定する場合,温度計をいきなり測定対象に接触させると温度計が破損するおそれがあるので,空気
中で温度計全体を予熱する。
7.3
水銀以外の感温液を用いた温度計で低温を測定する場合には,温度の降下によって感温液の粘性が
著しく増すので,まず球部だけを測定対象に接触させて,毛細管中の感温液の粘性が増さないうちに球部
の感温液を十分に収縮させてから,毛細管部分まで測定対象中に入れる。
7.4
約400℃以上の温度にある温度計を大気中に引き出した場合には,1〜2分間は他の物体に触れさせ
ないで空気中で冷却させてから,例えば石綿など熱伝導率の小さいものの上に静かに置く。
7.5
全浸没温度計を感温液柱の一部を露出した状態で使用する場合,又は浸没線付温度計を正しくない
浸没状態で使用する場合には,温度計の示度にはかなり大きな誤差を生じることがあるので,浸没条件に
は十分に注意しなければならない。
7.6
水銀温度計で約400℃以上,有機液体温度計で約150℃以上の温度を測定する場合には,感温液柱の
一部を大気に露出して測定しなければならない。この場合には,当然露出部補正が必要である。
7.7
温度計を保護管の中に入れて測定する場合は,次の点に注意する。
(1) 保護管は,なるべく金属製の管を用いる。
(2) 保護管と球部との透き間を小さくする。
7
Z 8705-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 保護管と球部との間に熱伝導をよくするために,使用する温度によって,水,グリセリン,水銀,油
などの液体,又は金属粉などを入れる。
(4) 保護管は,熱伝導による誤差を伴うから,精密測定には使用しないほうがよい。
7.8
測定対象が気体である場合には,次の点に注意する。
(1) 周囲からの放射の影響があるので,反射性の金属板で温度計の感温部を覆って放射を遮へいする。
(2) 気体の熱伝導率が小さいので,気体をかきまわす。
(3) 気体の単位体積当たりの熱容量が小さく温度計の熱容量が大きいので,少量の気体の温度を測るとき
には誤差が大きい。
7.9
水銀は,室温においても蒸発するので,水銀温度計の破損などで水銀が散乱した場合には速やかに
収集し,栓やふたなどで密封できる容器に収納する。
また,測温中に破損した場合には,風通しを良くし,数分間はその付近に近づかないようにする。
8. 温度計の試験方法
8.1
温度計の示度の狂いは,ガラスの種類や製作方法などによるほか,使用温度,使用時間にもよるの
で,製作後の経過年月だけではその狂いを予測することが困難である。したがって,しばしば校正を行う
ことが望ましい。
任意の温度についての経年変化は,氷点の経年変化に大体等しい。
氷点試験は,経年変化を知るのに簡単で精度が良い方法である。
8.2
氷点試験方法 氷点試験方法は,次による。
(1) よく洗浄した透明な氷を細かく雪状にかき,0℃近くに冷やした蒸留水を十分にふりかけて雪どけの状
態にした後,蒸留水でよく洗浄した温度計を感温液が全部没入するまで直立に挿入する。
(2) 適当な位置に氷のトンネルを作って,示度の読取りができるようにする。余分の水は,適当な方法に
よって取り除く。
(3) 氷点試験を行う場合は,次の点に注意する。
(a) 示度を読み取るとき,温度計を上下に動かしてはならない。
(b) 使用する氷には特に可溶性の不純物が入らないようにする。市販の氷を用いても,0.003℃くらいの
精度で氷点が得られる。
8.3
温槽による試験方法 温槽による試験方法は,次による。
(1) 温槽の種類と使用温度範囲を次に示す。
温槽の種類
温度範囲
備考
極低温槽
−100〜0℃
液体窒素などによって石油ベンジンを冷却。
低温槽
−70〜0℃
ドライアイスによって石油ベンジン又はアルコールを冷却。
水温槽
0〜100℃付近
−
油温槽
100〜300℃
シリコンオイル,大豆油又は加熱シリンダ油(100℃におけ
る動粘度6〜7×10-5m2/s,引火点約305℃,発火点約350℃)
硝石温槽
300〜650℃
硝酸カリウム (KN03) と硝酸ナトリウム (NaNO3) の混合物
(質量比1: 1)
(2) 温槽の温度をできるだけ一定の温度に保って(実際にはほんの少しずつ温度が上昇するようにする。),
標準温度計(器差の知られている温度計)と一緒に直立の状態で温槽中に差し入れて,十分に熱的釣
合いに達してからその読みを比較する。
(3) 温槽内の液は,よくかき混ぜ,必要に応じてふたをし,温度が均一になるようにする。
8
Z 8705-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 比較する温度計は,互いになるべく近づけ,かつ温槽の壁には近づけないようにする。
(5) 温槽の温度が一定の速さで上昇している場合には,一定の時間ごとに次のような順序で示度を読み取
り,標準温度計の読みの平均値と温度計の読みとを比較する。
標準温度計――温度計――標準温度計
(6) 油温槽を使用する場合には,特に次の点に注意する。
(a) 発熱体が油中に入っている温槽にあっては,発熱体が空気中に露出していると加熱の際に油の表面
から発火するおそれがあるので,発熱体が油中に全没するまで油を入れておく。
(b) 油は温度の上昇によって膨張するので,流れ出ないように注意する。
(7) 硝石温槽は,なるべくステンレス鋼製のものを用い,必ずコンクリート,れんがなど不燃性の床上に
設置する。ちりが入らないようにし,ときどき500℃くらいに温度を上げて,硝石温槽内に混入した
ちりを燃焼させて蓄積させないようにする。
(8) 硝石温槽の中に長い時間温度計を差し入れておくと,硝石がガラスを侵すので,なるべく金属製の保
護管に入れる。この場合,露出部が長いとその平均温度の決め方が複雑になるので,できるだけ露出
部を短くし,かつ温度計の周囲の空気が外気と交流しないように,アスベストなどで保護管の上方に
栓をすることが望ましい。
9. 補正
9.1
目盛の器差補正 温度計の目盛各部には,それぞれ固有の誤差がある。したがって,精密温度測定
には,器差表又は補正表の付いた温度計を使用することが望ましい。
器差表又は補正表による補正は,次による。
より真に近い温度=読み−器差
より真に近い温度=読み+補正(値)
備考 器差表の付いた温度計で氷点の経年変化が分かったものの器差表による補正は,次によっても
よい。
より真に近い温度=読み−器差−(氷点試験を行ったときの0℃の器差−器差表の0℃の器
差)
9.2
露出部補正 露出部補正は,次による。
(1) 全浸没温度計で,毛細管中の感温液の一部を測定温度以外のところに露出して測定する場合には,補
正(値)∆tは,式(1)による。
∆t=nα (t−ts) ············································································ (1)
ここに,
n: 毛細管中の感温液の露出部の長さを度数で表した値
α(3): 毛細管中の感温液のガラスに対する見掛けの膨張率
ts: 露出部の平均温度
t: 温度計の示度
(2) 目盛定め時の露出部平均温度が分かっている浸没線付温度計で,球部から浸没線までを測定温度に保
って測定する際に,露出部の平均温度が目盛定め時と異なる場合には,露出部に関する補正(値)∆t
は式(2)による。
∆t=nα (t's−tu) ··········································································· (2)
ここに,
n: 毛細管中の感温液の露出部の長さを度数で表した値
α(3): 毛細管中の感温液のガラスに対する見掛けの膨張率
t's: 目盛定め時の露出部の平均温度
9
Z 8705-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
tu: 使用時の露出部の平均温度
注(3) 通常αは,水銀では0.000 16℃−1,有機液体では0.001 0℃−1としてよい。
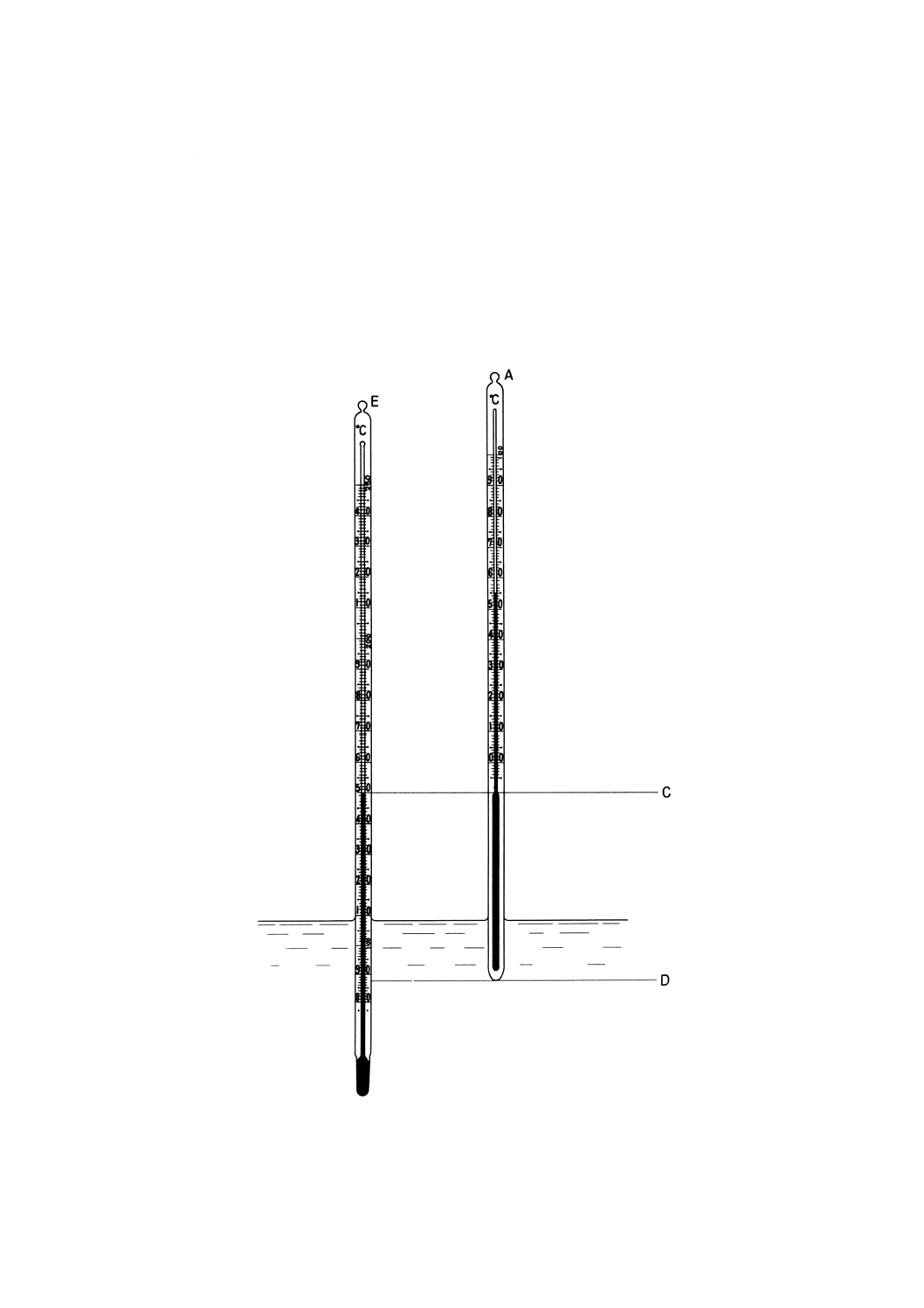
(3) 露出部の平均温度の測定方法は,次のとおりとする。
(a) 他の温度計の球部を,露出部の中央部に接触させて測定する。この方法は簡単であるが,次の(b)
の方法より精度が悪い。
(b) 球部が細長い糸球温度計Aの球部CDの上端Cを,温度計Eの感温液柱の頂部と並べて,糸球温度
計の示度を露出部の平均温度tSとし,CDの長さに相当する温度計Eの度数nを露出部の長さとす
る(図5参照)。
図5
(4) 留点付温度計で高い温度を測定する場合は,大気中に引き出して示度が落ち着いてから鉛直位置にお
いて読み取り,この示度を式(1)によって補正する。この場合のtSは気温,nは留点の位置から感温液
柱の頂部までの長さを度数によって表したものを用いる。
10
Z 8705-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.3
圧力補正 普通の温度計は,外圧が1気圧で直立の状態において目盛定めされているので,精密な
測定を要するときや特殊な状態で使用するときには,内圧又は外圧に関する補正を必要とすることがある。
(1) 内圧の影響 温度計を直立の状態ではなく,斜め又は水平にして使用する場合には,直立の状態に比
べて水銀柱の頂部の高さの差だけ球部に及ぼす圧力が減るので,球部の容積が小さくなり,示度が少
し高くなる。そのための補正(値)は,球部の肉厚によるが,大体次の程度である。
ベックマン温度計 ····························· −0.000 001 4℃/Pa {−0.000 18℃/mmHg}
球部の直径5〜7mmの普通の温度計 ····· −0.000 001 0℃/Pa {−0.000 13℃/mmHg}
(2) 外圧の影響 液中深い所など球部の外側に圧力を受けた状態で測定する場合には,球部の容積が小さ
くなり示度が少し高くなる。そのための補正(値)は球部の肉厚によるが,大体次の程度である。
球部の直径5〜7mmの普通の温度計 ····· −0.000 000 9℃/Pa {−0.000 12℃/mmHg}
関連規格 JIS B 7410 石油類試験用ガラス製温度計
JIS Z 8710 温度測定方法通則
原案作成委員会の構成表
氏名
所属
高 田 誠 二
工業技術院計量研究所
天 野 重 昭
工業技術院計量研究所
安 藤 道 弘
日本酸素株式会社開発センター
大 西 英 明
日本鋼管株式会社技術部
尾 見 和 人
都立工業技術センター計測制御部
酒 井 五 郎
株式会社千野製作所技術部
佐 藤 裕 典
株式会社岡崎製作所
潮 見 一 宏
株式会社横河電機製作所工計事業部技術部
島 崎 辰 夫
日本電気計器検定所標準研究部
鈴 木 徹
昭和電工株式会社エンジニアリング事業部技術開発部
豊 田 弘 道
東京大学工学部
永 野 弘
東京大学物性研究所
長谷川 康
株式会社日立製作所エンジニアリング推進センター
林 俊 孝
法政大学工学部
兵 田 善 男
兵田計器工業株式会社
古 野 二三也
株式会社北辰電機製作所
槇 田 敏 夫
社団法人日本電気計測器工業会
渡 部 勉
株式会社渡部計器製作所
帆 足 万 里
工業技術院標準部
斉 藤 保 孝
社団法人計測自動制御学会
上 原 光 信
株式会社長野計器製作所