Z 8318:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 単位及び文字の表し方 ······································································································· 2
5 長さ寸法の許容限界の指示方法 ··························································································· 2
5.1 寸法許容差(数値)による方法 ························································································ 2
5.2 許容限界寸法による方法 ································································································· 2
5.3 片側許容限界寸法 ·········································································································· 3
5.4 記号による方法 ············································································································· 3
5.5 当てはめ方法による検証を要求する指示············································································· 3
6 寸法許容差及び許容寸法の指示順序 ····················································································· 3
7 組立部品の長さ寸法の許容限界の指示方法 ············································································ 3
7.1 数値による長さ寸法の許容限界による方法 ·········································································· 3
7.2 記号による方法 ············································································································· 4
8 角度寸法の許容限界の指示方法 ··························································································· 4
Z 8318:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般財団法人日本
規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 8318:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8318:2013
製品の技術文書情報(TPD)−
長さ寸法及び角度寸法の許容限界の指示方法
Technical product documentation (TPD)-
Indication method of tolerances for linear and angular dimensions
1
適用範囲
この規格は,製図における長さ寸法及び角度寸法の許容限界の指示方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0401-1 寸法公差及びはめあいの方式−第1部:公差,寸法差及びはめあいの基礎
JIS B 0672-1 製品の幾何特性仕様(GPS)−形体−第1部:一般用語及び定義
JIS Z 8114 製図−製図用語
JIS Z 8317-1 製図−寸法及び公差の記入方法−第1部:一般原則
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8114及びJIS Z 8317-1によるほか,次による。
3.1
寸法(dimension)
二つの形体間の距離若しくは位置を表す角度,又はサイズ形体の大きさ若しくは大きさを表す角度。
3.2
基準寸法(basic dimension)
指示された単位で示し,線と適切な記号によって図面上に示された寸法数値。ただし,許容差,公差な
どの数値は除く。
3.3
長さ寸法(linear dimension)
二つの形体間の距離又はサイズ形体の大きさを表す寸法(JIS Z 8317-1参照)。
注記 長さ寸法には,実体の大きさを表すサイズ(寸法)と穴の位置,溝の位置などを表す位置寸法
とがある。“長さ寸法”を“長さ”という場合がある。
3.4
角度寸法(angular dimension)
二つの形体間の位置を表す角度又はサイズ形体の大きさを表す角度(JIS Z 8317-1参照)。
注記 角度寸法には,実体のある円すい角,プリズム角などを表す角度サイズと,傾斜穴の位置,中
2
Z 8318:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
心面の位置などを表す角度寸法とがある。“角度寸法”を“角度”という場合がある。
4
単位及び文字の表し方
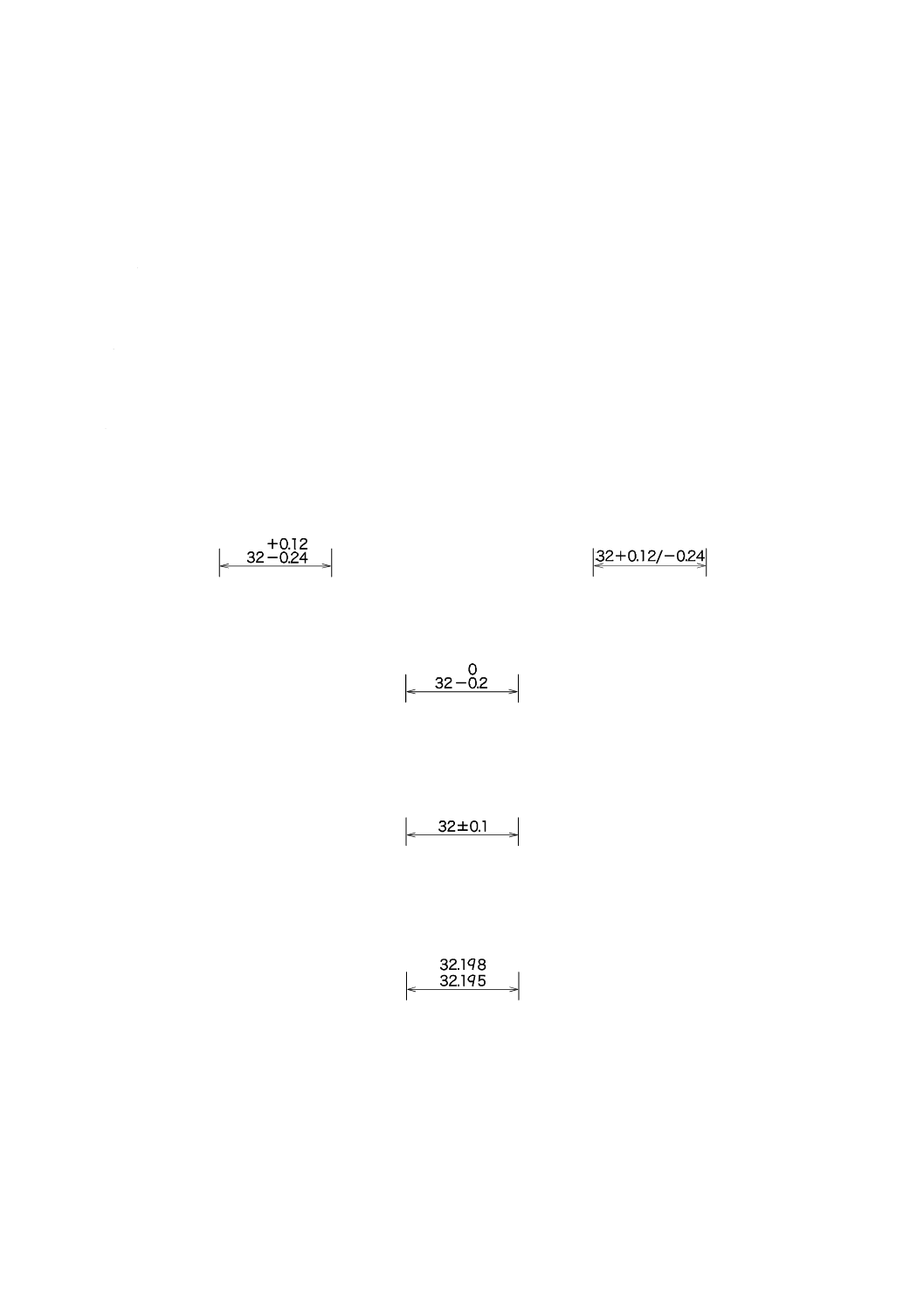
寸法許容差は,基準寸法と同じ単位で表す。一つの基準寸法に対して,二つの寸法許容差を示す場合に
は,小数点以下の桁数をそろえて指示する(図1及び図2参照)。ただし,寸法許容差の一方がゼロのと
きを除く(図3参照)。
5
長さ寸法の許容限界の指示方法
5.1
寸法許容差(数値)による方法
寸法許容差付き寸法の各要素は,次の順序で記入する(図1〜図4参照)。
a) 基準寸法
b) 寸法許容差
上及び下の寸法許容差を示す場合には,下の寸法許容差の上側に上の寸法許容差を記入する(図1参照。
図1の例では,下の寸法許容差は,−0.24で,上の寸法許容差は+0.12である。)か,一列に上の寸法許
容差に続けて下の寸法許容差を斜線で区切って記入する(図2参照)。
図1
図2
いずれか一方の寸法許容差がゼロの場合には,数字0で示す(図3参照)。
図3
上及び下の寸法許容差が基準寸法に対して対称の数値の場合には,寸法許容差の数値を一つだけ示し,
数値の前に±の記号を付ける(図4参照)。
図4
5.2
許容限界寸法による方法
許容限界寸法を,最大許容寸法及び最小許容寸法で示す(図5参照)。
図5
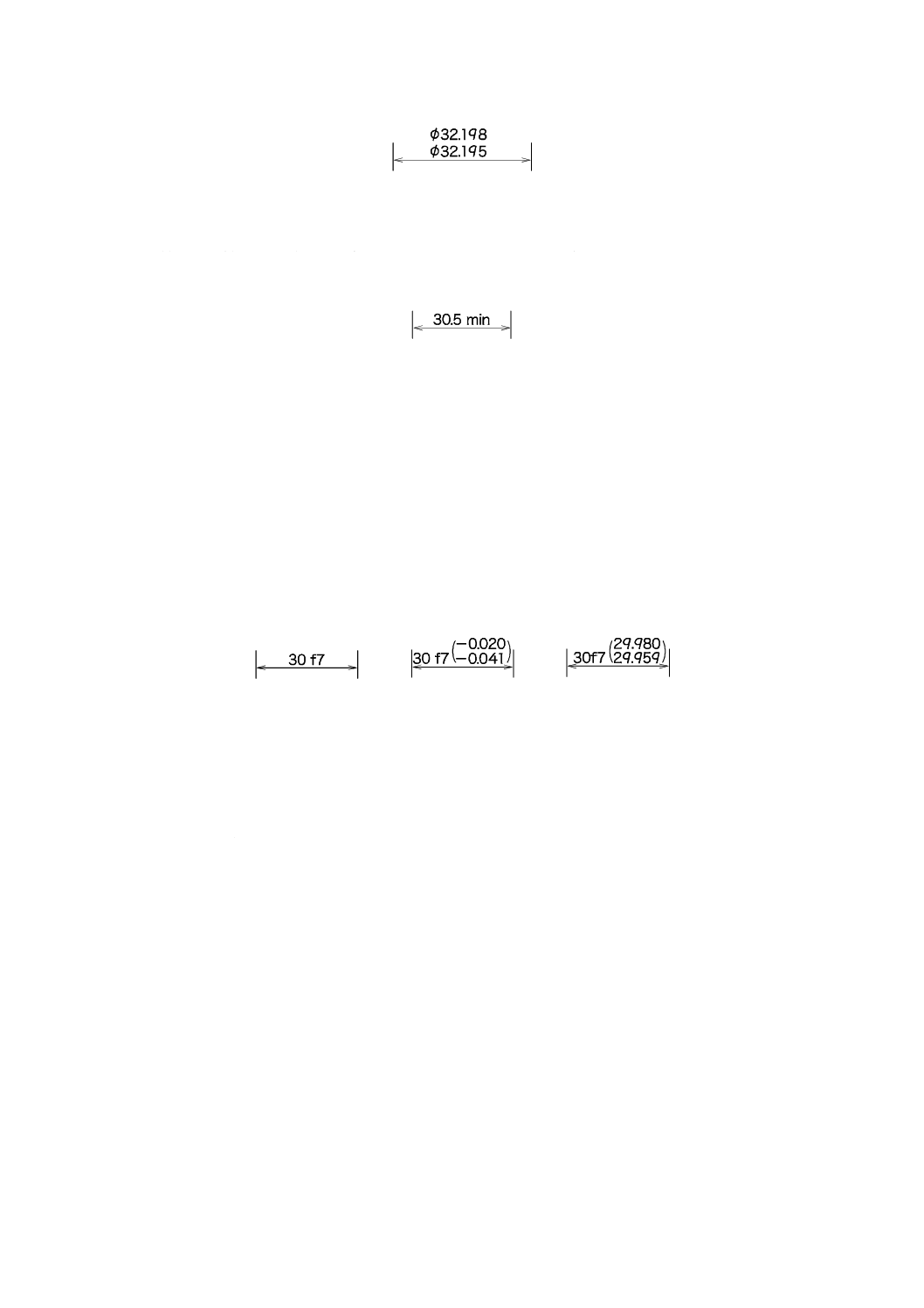
許容限界寸法の数値に寸法補助記号が付記される場合には,最大許容寸法及び最小許容寸法の両方に寸
法補助記号を指示する(図6参照)。
3
Z 8318:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6
5.3
片側許容限界寸法
寸法を最小又は最大のいずれか一方向だけ許容する必要がある場合には,寸法の数値の後に“min”又
は“max”を付記する(図7参照)。
注記 最大を指示する場合には,minと記載
されている部分がmaxとなる。
図7
5.4
記号による方法
公差付き寸法の各要素は,次の順序で指示する(図8〜図10参照)。
a) 基準寸法
b) JIS B 0401-1に規定する公差域クラス
注記 公差域クラスは,寸法公差記号ともいう。
公差域クラスの記号(図8参照)に加えて寸法許容差(図9参照)又は許容限界寸法(図10参照)を示
す必要がある場合には,それらに括弧を付けて付記する。
図8
図9
図10
5.5
当てはめ方法による検証を要求する指示
寸法の許容限界に対して当てはめ方法による検証を要求する場合には,表題欄の中又はその付近にJIS B
0672-1を指示する。この場合,規定した方法,例えば,最小領域法,最小二乗法などによって検証する。
6
寸法許容差及び許容寸法の指示順序
穴(内側形体)か軸(外側形体)かにかかわりなく,上の寸法許容差又は最大許容寸法を上の位置に,
下の寸法許容差又は最小許容寸法を下の位置に指示する。また,5.1に記載した上及び下の寸法許容差を斜
線で区切って一列に記入する(図2参照)。
7
組立部品の長さ寸法の許容限界の指示方法
7.1
数値による長さ寸法の許容限界による方法
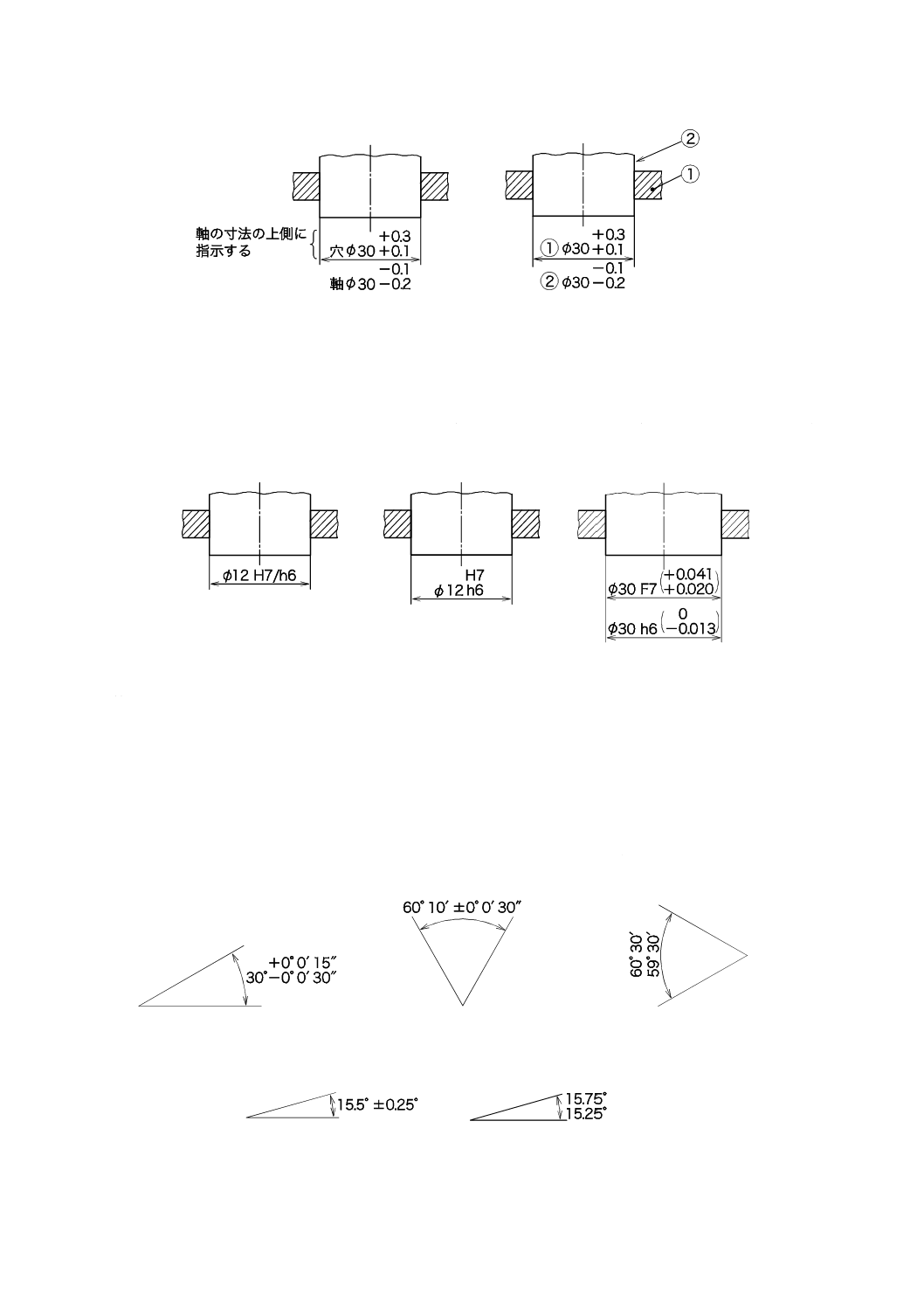
組立部品の各構成部品に対する寸法は,その構成部品の名称(図11参照)又は照合番号(図12参照)
に続けて示す。いずれの場合にも,穴の寸法を,軸の寸法の上側に指示する。
4
Z 8318:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図11−寸法許容差による指示例1
図12−寸法許容差による指示例2
7.2
記号による方法
基準寸法を一つだけ指示し,それに続けて穴の公差域クラスを,軸の公差域クラスの前(図13参照)又
は上側(図14参照)に指示する。
なお,寸法許容差の数値を指示する必要がある場合には,括弧を付けて公差域クラスの後に付記する(図
15参照)。
図13
図14
図15
簡略化のために,JIS Z 8317-1の規定にかかわらず,1本の寸法線だけを使って指示してもよい(図11
及び図12参照)。
8
角度寸法の許容限界の指示方法
角度寸法の許容限界の指示方法は,長さ寸法の許容限界の指示方法についての規定を同等に適用する。
ただし,許容差は,角度寸法及びその端数の単位は,必ず指示しなければならない(図16〜図18参照)。
角度寸法の許容差が分単位又は秒単位だけの場合には,それぞれ0°又は0′を数値の前へ付ける。
図16
図17
図18
図19
図20
5
Z 8318:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
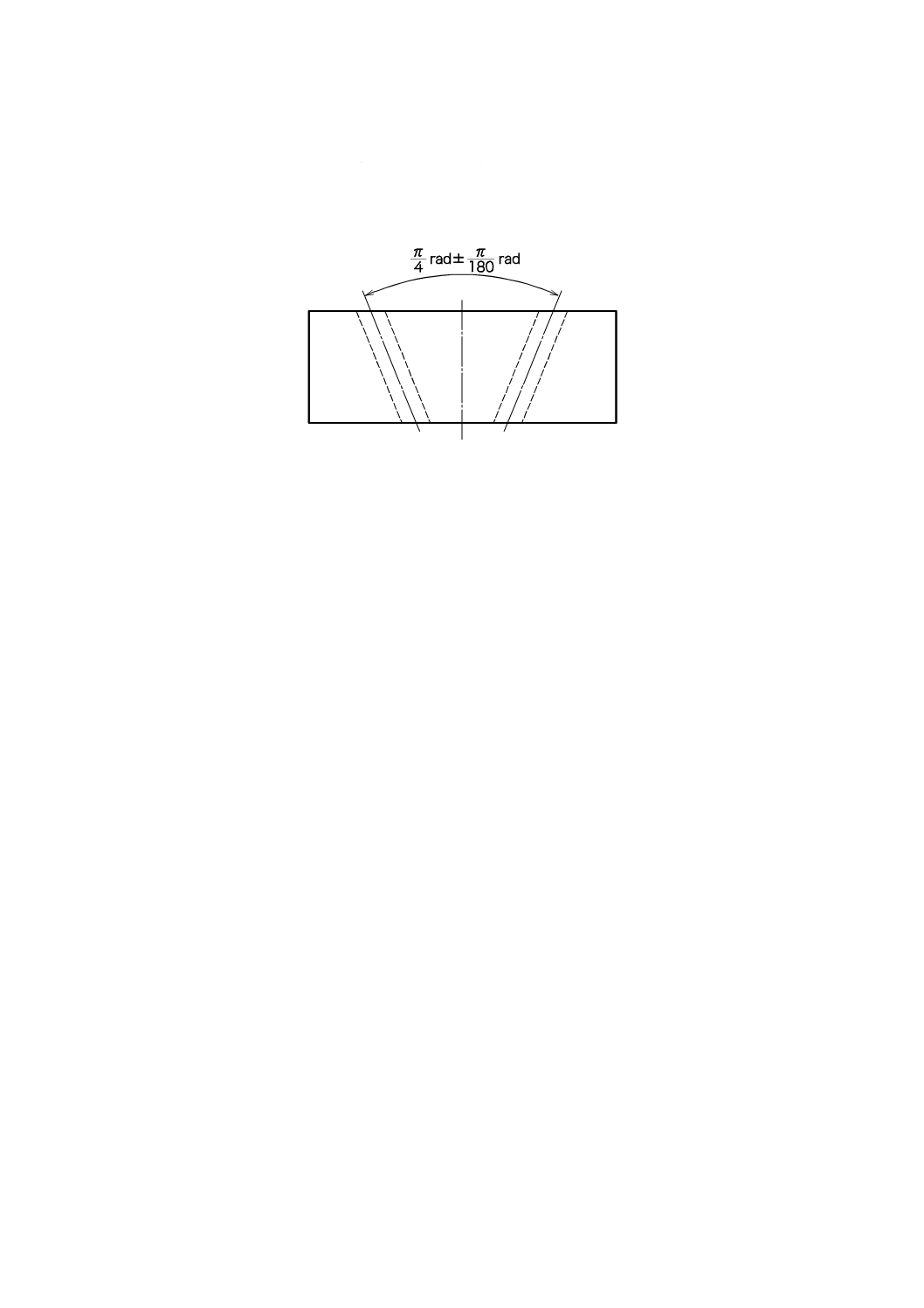
角度寸法の許容限界をラジアンで指示する方法は,角度寸法にradを付けて,その後に許容差を分数又
は小数で表示し,さらにradを付けて指示する(図21参照)。
なお,角度寸法の許容差は,図面の中では,度・分・秒(図16〜図18),小数(図19及び図20)又は
分数(図21)で統一して示し,混用しない。
図21