Z 8312 : 1999 (ISO 128-20 : 1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS Z 8312-1984は改正され,この規格に置き換えられる。
この規格には,次に示す附属書Aがあるが,規定事項ではない。
附属書A(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8312 : 1999
(ISO 128-20 : 1996)
製図−表示の一般原則−
線の基本原則
Technical drawings−General principles of presentation−
Basic convention for lines
序文 この規格は,1996年に発行されたISO 128-20, Technical drawings−General principles of presentation−
Part 20 : Basic convention for linesを翻訳し,技術的内容及び規格票の様式を変更することなく作成した
日本工業規格である。
この規格の一般原則は,あらゆる種類の製品技術文書 (Technical product documentation) で使用する線の表
示に適用する。
特殊な技術分野の図面では,線の適用はかなり異なる。したがって,この規格では,適用の規定はしてい
ない。特殊な分野における線に対する他の国際規格は,附属書Aに挙げてある。
なお,この規格の中で点線の下線を施してある部分は,原国際規格にはない事項である。
1. 適用範囲 この規格は,線図又は設計図,地図などの技術製図で使用する線の表示の一般原則のほか
に,線の種類,線の名称及び線の構成を規定する。
備考 この規格の対応国際規格を次に示す。
ISO 128-20 : 1996 Technical drawings−General principles of presentation−Part 20 : Basic
convention for lines
2. 定義 この規格では,次の定義を適用する。
2.1
線 (line) 長さが線の太さの半分より大きく,始点から終点まで,直線,曲線,破断線又は連続線
などによって結ばれている幾何学的な表示。
備考1. 円を表す線のように,始点と終点が一致してもよい。
2. 長さが線の太さの半分以下の線を点 (dot) という。
3. マイクロフィルム撮影又はファクシミリ伝送による図面の鮮明さを点検するための試行は行
うべきである。
2.2
線の要素 (line element) 連続していない線の単一の部分。例えば,点,長さが異なる線分及びすき
間など。
2.3
線の構成単位 (line segment) 連続していない二つ以上の異なった線の要素から構成される線群。
例えば,長線・すき間・極短線・すき間・極短線・すき間などの組合せ。
参考 この例の線の構成単位は,二点鎖線を表している。原国際規格では,極短線は点と表現されて
いるが,分かりやすくするために,この規格では二点鎖線を例にした。線の要素の名称は表3
2
Z 8312 : 1999 (ISO 128-20 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参照。
3. 線の種類
3.1
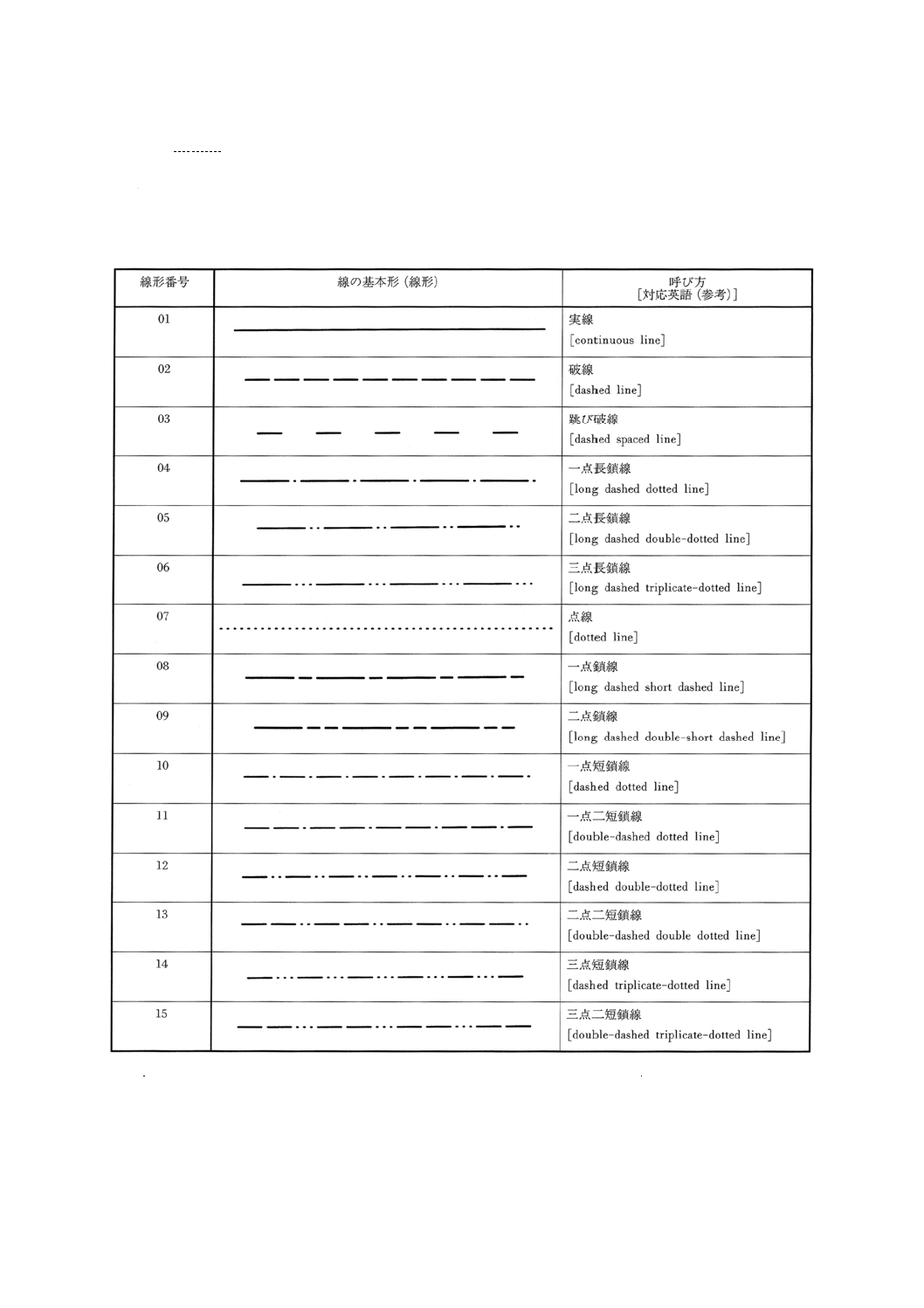
線の基本形 線の基本形(線形と呼ぶ。)は,表1による。
表1
参考 “呼び方”は“線の構成要素”を表し,次のような意味になっている。
線の要素の呼び方と定義は表3による。
破線:“短線・すき間”,跳び破線:“短線・長すき間”,
一点鎖線:“長線・すき間・極短線・すき間”,
二点鎖線:“長線・すき間・極短線・すき間・極短線・すき間”,
その他の線形では,長:“長線”,短:“短線”,
3
Z 8312 : 1999 (ISO 128-20 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
点:“すき間・点・すき間”,二短:“短線・すき間・短線”,
二点:“すき間・点・すき間・点・すき間”,
三点:“すき間・点・すき間・点・すき間・点・すき間”。
3.2
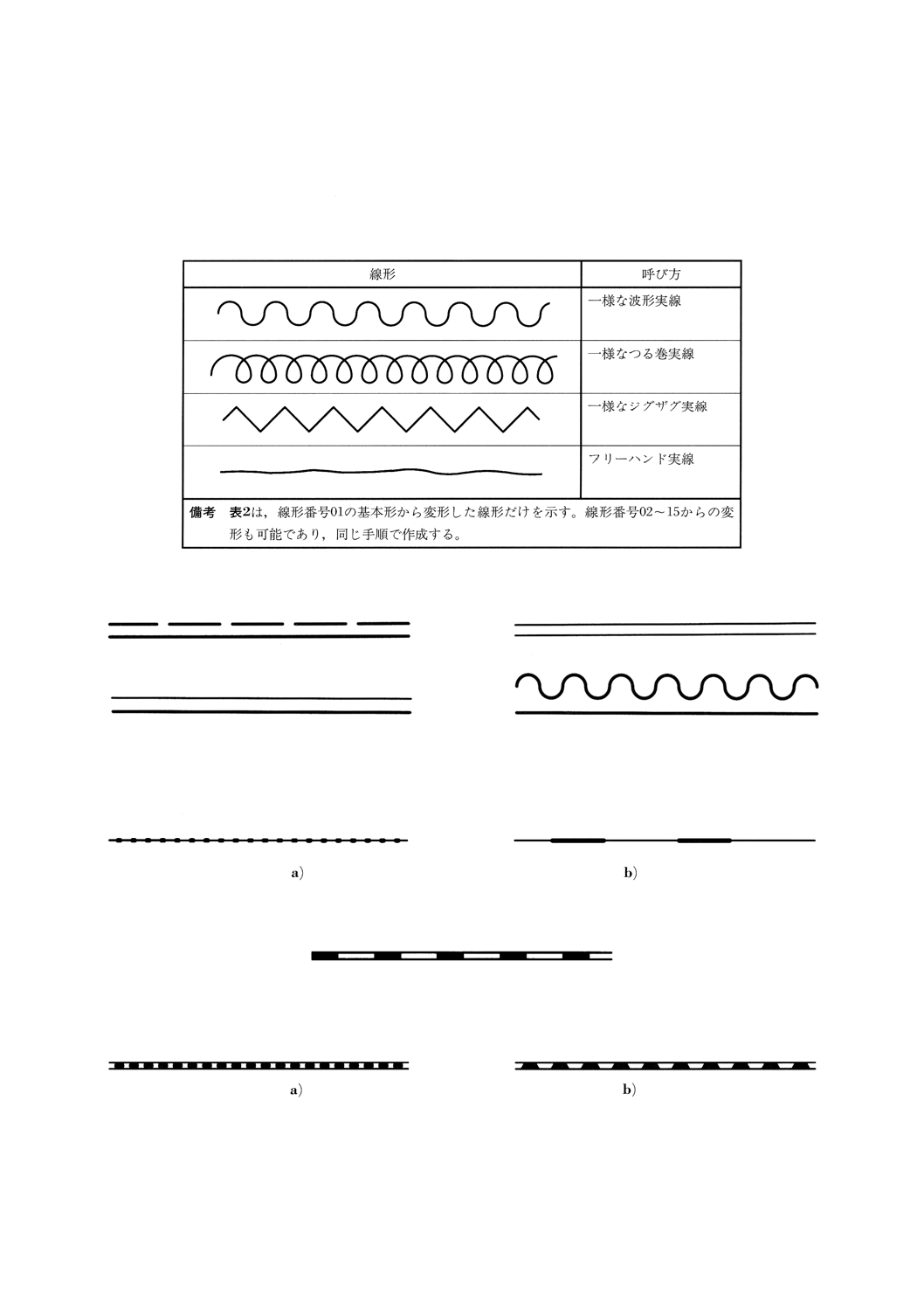
線の基本形の変形 表1の線形の変形を表2に示す。
表2
3.3
同じ長さの線の組合せ
3.3.1
平行な2本以上の線の組合せ 図1の例参照。
図1
3.3.2
異なった2本の線形の組合せ
a) 異なった太さの線を重ねる場合 図2の例参照[図2 a)は実線と点線,図2 b)は実線と跳び破線を重
ねた場合]。
図2
b) 交互に配置する場合 図3の例参照[2本の跳び破線の両側に実線を配置した例]。
図3
3.3.3
平行な2本の実線間に図形要素を規則的に繰り返し配置する組合せ 図4の例参照[図4 a)は黒色
の円形要素,図4 b)は黒色の台形要素を繰り返し配置した例]。
図4
4
Z 8312 : 1999 (ISO 128-20 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.4
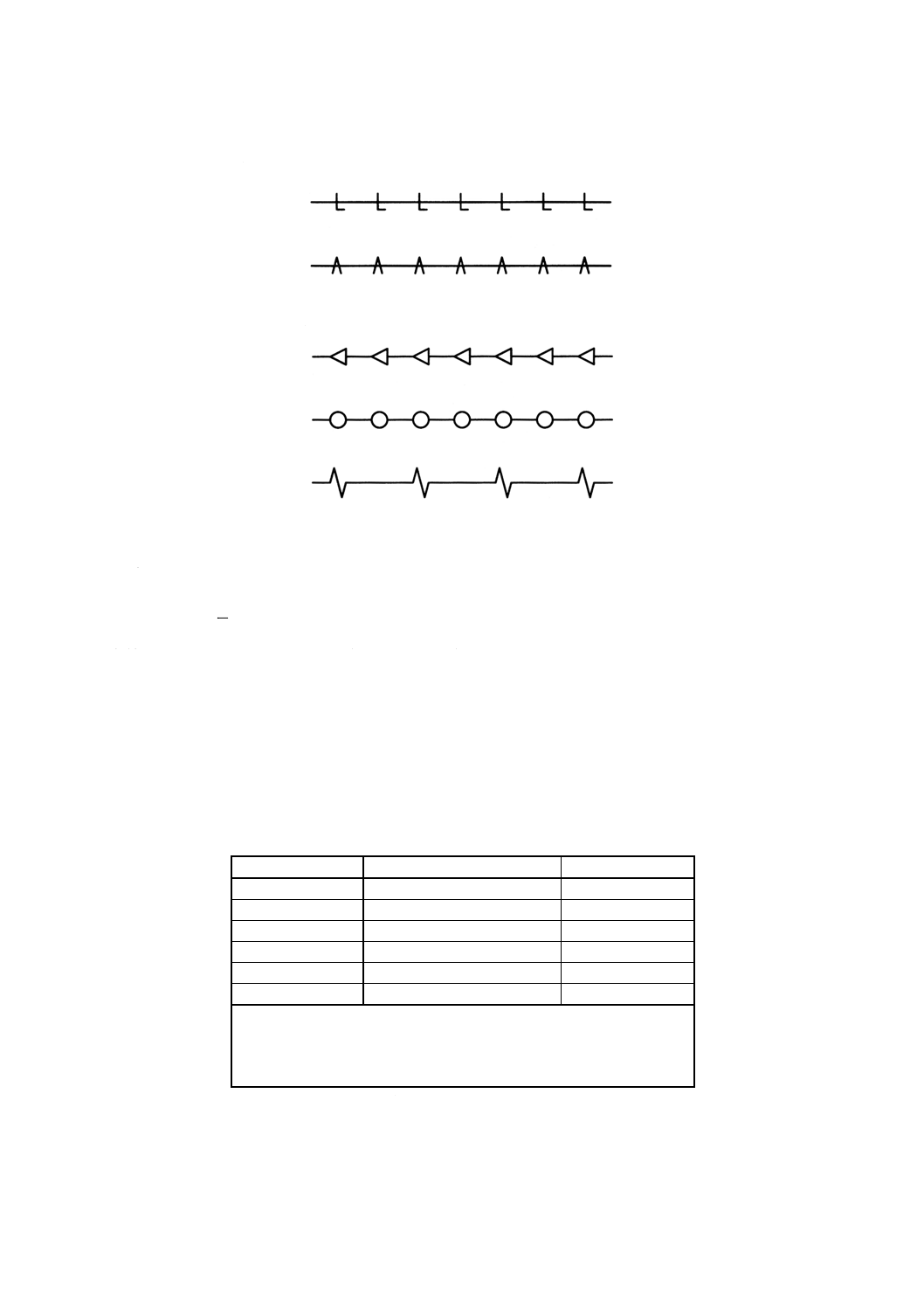
実線に記号要素を規則的に繰り返し配置する組合せ
a) 実線 図5の例参照。
図5
b) 断続した実線 図6の例参照。
図6
4. 線の寸法
4.1
線の太さ すべての種類の線の太さdは,図面の大きさに応じて次の寸法のいずれかにする。この
数列は,公比を2(約1.4)としている。
0.13mm, 0.18mm, 0.25mm, 0.35mm, 0.5mm, 0.7mm, 1mm, 1.4mm, 2mm
極太線,太線及び細線の太さの比は,4 : 2 : 1である。1本の線の太さは,全長にわたって一様でなけれ
ばならない。
4.2
線の太さの許容値 隣接する異なった太さの2本の線が明瞭に区別できれば,線の太さは4.1に規定
した値からずれてもよい。線の太さを一様にできる製図器具を用いる場合には,線の太さのずれは±0.1d
以内でなければならない。
4.3
線の要素の長さ 手書きによって図面を作成する場合には,線の要素の長さは表3による。
表3
線の要素
線形番号
長さ
点
04〜07及び10〜15
0.5d以下
すき間
02及び04〜15
3d
極短線
08及び09
6d
短線
02,03及び10〜15
12d
長線
04〜06,08及び09
24d
長すき間
03
18d
備考 この表の線の長さは,端部が半円及び直角となっている線の要素
に適用される。半円の端部をもつ線の要素の長さは,描画ペン(墨
を用いた管状ペン)によって描かれる始点から終点までの距離で
あり,表3の長さにdを加えたものとなる。
いくつかの基本的な線形及び線の要素の算出式がISO 128-21に与えられており,CADシステムによる
製図に便利なようになっている。
5
Z 8312 : 1999 (ISO 128-20 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 線の表し方
5.1
線の間隔 平行な線の最小間隔は,他に規定がない限り,0.7mmより狭くしてはならない。
備考 CADによって作図するような場合,図面上の線の間隔は,ねじの図示などのように,実際の値
にはなっていない。このことは,例えば工作機械の制御などのためのデータセットを作成する
場合,考慮しなければならない。
5.2
線の交差
5.2.1
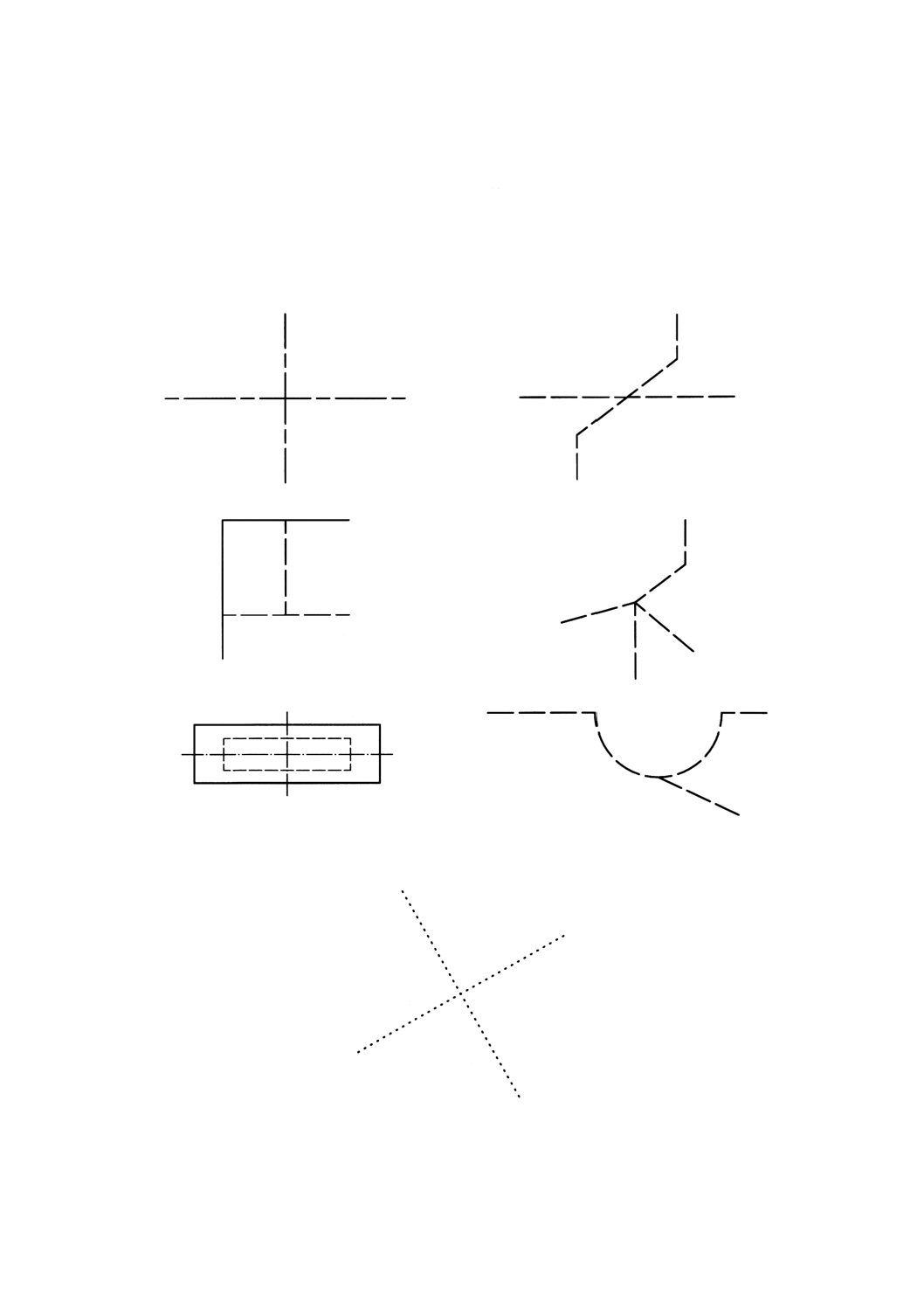
種類 線形番号02〜06及び08〜15の線は,線分の部分で交差させる(図7〜12参照)。
図7
図8
図9
図10
図11
図12
線形番号07の線は,点の部分で交差させる(図13参照)。
図13
6
Z 8312 : 1999 (ISO 128-20 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
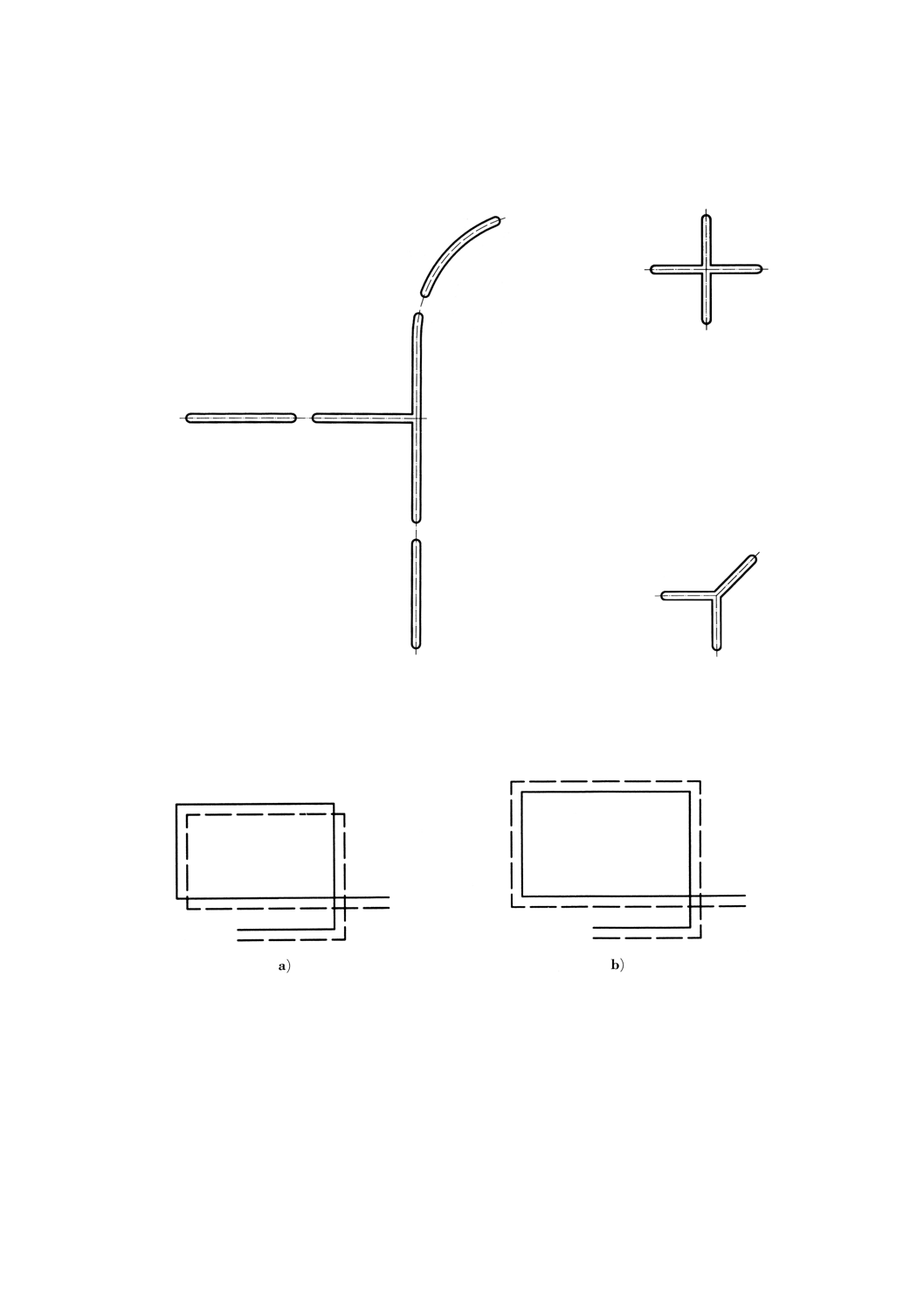
5.2.2
線の描き方 5.2.1の要求は,線を交差する点から描き始めるか(図14参照),又は線分によって
作られる完全な十字形(図15参照)若しくは任意の交差形(図16参照)から描き始めることによって満
たすことができる。
参考 原規格では,線の太さと長さ
が記入されている。
図15
図14
図16
5.3
平行線の2番目に描く線(副線) 二つの異なった2本の平行線の表示法を図17に示す。図17 a)
が望ましい方法である(2番目の線を1番目に描いた線の下側又は右側に引く。)。
参考 2番目に描く線を副線と呼ぶ。
図17
6. 線の色 線は,背景の色に応じて黒色又は白色で描く。他の色を使用してもよいが,その場合には色
の意味が説明されていなければならない。
7. 線の種類の指示法 基本的な線の種類の指示は,次の順番に従った各項目からなっていなければなら
ない。
7
Z 8312 : 1999 (ISO 128-20 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) “線”又は “Line”
b) JIS Z 8312(又はISO 128-20)の引用
c) 表1の線形番号
d) 4.1による線の太さ
e) 色(必要に応じて表示)
例 線形番号03,線の太さ0.25mmの場合の指示
線 JIS Z 8312-03×0.25
(原規格による指示:Line ISO 128-20-03×0.25)
線形番号05,線の太さ0.13mmで白色の場合の指示
線 JIS Z 8312-05×0.13/白色
(原規格による指示:Line ISO 128-20-05×0.13/white)
8
Z 8312 : 1999 (ISO 128-20 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)
参考文献
(1) ISO 128-21 : 1997 Technical drawings−General principles of presentation−Part 21 : Preparation of lines by
CAD systems
(2) ISO 1219-1 : 1991 Fluid power systems and components−Graphic symbols and circuit diagrams−Part 1 :
Graphic symbols
(3) ISO 3511-1 : 1977 Process measurement control functions and instrumentation−Symbolic representation−
Part 1 : Basic requirements
(4) ISO 3511-2 : 1984 Process measurement control functions and instrumentation−Symbolic representation−
Part 2 : Extension of basic requirements
(5) ISO 3511-3 : 1984 Process measurement control functions and instrumentation−Symbolic representation−
Part 3 : Detailed symbols for instrument interconnection diagrams
(6) ISO 3511-4 : 1985 Process measurement control functions and instrumentation−Symbolic representation−
Part 4 : Basic symbols for process computer, interface and shared display/control functions
(7) ISO 5455 : 1979 Technical drawings−Scales
(8) ISO 6428 : 1982 Technical drawings−Requirements for microcopying
(9) ISO 10628 : 1997 Flow diagrams for process plants−Part 1 : General rules
9
Z 8312 : 1999 (ISO 128-20 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
製図分野国際整合化分科会・投影法等JIS原案作成WG 構成表
氏名
所属
(主査)
○ 中 込 常 雄
中込技術士事務所
(委員)
五十嵐 誠 一
防衛庁装備局
池 田 大 祐
文部省初等中等教育局
江 守 忠 哉
江守設計研究所
* 大 倉 一 郎
大阪大学工学部
* 大 嶋 清 治
通商産業省工業技術院標準部
* 奥 田 宗 幸
東京理科大学理工学部
加 納 修 平
株式会社エヌ・ティ・ティファシリティーズ
* 木 村 武 敏
東京都立町田工業高等学校
* 桑 田 浩 志
トヨタ自動車株式会社
* 下 田 博 一
明治大学理工学部
* 塚 田 忠 夫
東京工業大学大学院情報理工学研究科
* 徳 岡 直 静
慶應義塾大学理工学部
野 上 昭 三
株式会社アマダ
△ 八 戸 信 昭
東京都立科学技術大学工学部
針 山 隆 史
東日本旅客鉄道株式会社
福 島 彰
財団法人日本船舶標準協会
* 本 間 清
通商産業省工業技術院標準部
松 野 仁
建設省住宅局
丸 岡 義 臣
株式会社竹中工務店
(事務局)
橋 本 繁 晴
財団法人日本規格協会技術部
杉 田 光 弘
財団法人日本規格協会技術部
大 芦 誠
財団法人日本規格協会技術部
備考 ○印はWG主査,△印はWG幹事,*印はWG委員兼務を示す。
文責 塚田 忠夫