Z 8208
:
2007
(
1
)
目 次
ページ
序文
·····················································································································································································
1
1
適用範囲
·······································································································································································
1
2
引用規格
·······································································································································································
1
3
用語及び定義
······························································································································································
1
4
修正及び組版指定
······················································································································································
2
4.1
修正の指示及び組版指定
··································································································································
2
4.2
引出し線など
·······················································································································································
2
4.3
修正の指示及び組版指定に用いる記号
·········································································································
2
附属書
A
(参考)
縦組の校正刷への校正記号の記入例
·······················································································
16
附属書
B
(参考)
横組の校正刷への校正記号の記入例
························································································
18
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Z 8208
:
2007
(
2
)
まえがき
この規格は,工業標準化法第
14
条によって準用する第
12
条第
1
項の規定に基づき,社団法人日本印刷
産業連合会
(JFPI)
及び財団法人日本規格協会
(JSA)
から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これ
によって,
JIS Z 8208
:1965
は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
Z
8208
:
2007
印刷校正記号
Symbols for text correction
序文
この規格は,印刷校正記号を規定し,校正の指示内容を明確にすることによって,印刷物作成の能率向
上を図ることを目的としている。
1
適用範囲
この規格は,印刷物の作成にあたって,校正刷を使用して校正する場合に用いる記号,及び電子原稿の
出力見本に組版指定を施す場合に用いる記号について規定する。ここで規定する校正記号は,主に文字・
記号の種類・属性・配置位置などの修正の指示及び組版指定について適用する。
なお,手書きによる原稿等に組版指定を施す場合にも,この記号を準用する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS X 4051
日本語文書の組版方法
JIS Z 8125
印刷用語-デジタル印刷
3
用語及び定義
この規格で用いる主な用語及び定義は,
JIS X 4051
及び
JIS Z 8125
によるほか,次による。
3.1
アンチック体
画線を肉太に設計した平仮名及び片仮名のフォント。ただし,画線の太さは一様ではない。
3.2
(文字の)送り
文字・記号の挿入・削除,書式の変更などによって文字・記号を前行又は次行に移動させること。
3.3
(行の)送り
文字・記号の挿入・削除,書式の変更などによって行を前ページ若しくは次ページ,又は前段若しくは
次段に移動させること。
3.4
指示の文字・記号
校正刷又は出力見本に印刷されている文字・記号ではなく,校正刷又は出力見本に加えられた修正のた
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
Z 8208
:
2007
めの文字・記号及び各種の指示。
3.5
対象の文字・記号
修正又は組版指定のために赤字などで書き込んだ文字・記号ではなく,校正刷又は出力見本に印刷され
ている文字・記号。
3.6
直音を示す仮名
小書きの仮名でない,普通の大きさの字面をもった仮名。
3.7
引出し線
修正の箇所と指示の文字・記号をつなぐ線。
3.8
ボールド
画線の太さを普通のものに比べ太くした欧文フォント。
3.9
ボールドイタリック
イタリックの欧文フォントでボールドのもの。
3.10
文字書式
文字の表示属性。文字サイズ,フォント,字間,行間,配置位置など。
4
修正及び組版指定
4.1
修正の指示及び組版指定
校正刷への修正及び出力見本への組版指定の指示の記入は,赤色を使用する。ただし,補助的な指示を
記入する場合,又は修正が紛らわしい場合には,赤色以外を使用してもよい。
4.2
引出し線など
校正刷又は出力見本の修正箇所から引出し線を引き,その先に修正内容を記す場合は,次による。ただ
し,横組の句読点などでは,引出し線を出さずに,修正する部分の下の行間に修正内容を記してもよい。
a)
引出し線は,原則として修正箇所の近くの余白に引き出す。引出し線は,長く引き出さないほうがよ
い。校正刷への校正記号の記入例を,
附属書
A
及び
附属書
B
に示す。
b)
引出し線は,原則として校正が終わった方向に引き出す。
c)
引出し線は,同一行中にある修正箇所の前後にくる対象の文字・記号に掛けないほうがよい。
d)
引出し線は,別の引出し線と交差させないほうがよい。
e)
指示の文字・記号及びその他の指示は,対象の文字・記号の上には書かないほうがよい。
4.3
修正の指示及び組版指定に用いる記号
校正刷への修正及び出力見本への組版指定の指示に用いる記号及び使い方は,次による。
a)
主に用いる記号(以下,“主記号”という。)は,
表
1
による。
b)
主記号と併用して用いる記号(以下,“併用記号”という。)は,
表
2
による。
注記
表
1
及び
表
2
において,“□”,“□”又は“
■
”は対象の文字・記号を示し,“ ”は指示の
文字・記号を示す。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
3
Z 8208:2007
表
1
−
修正の指示及び組版指定に用いる主記号
番号
修正又は組
版指定の内
容
記号及び使い方
記号
記入例(左)及び修正結果(右)
使い方
許容できる使い方
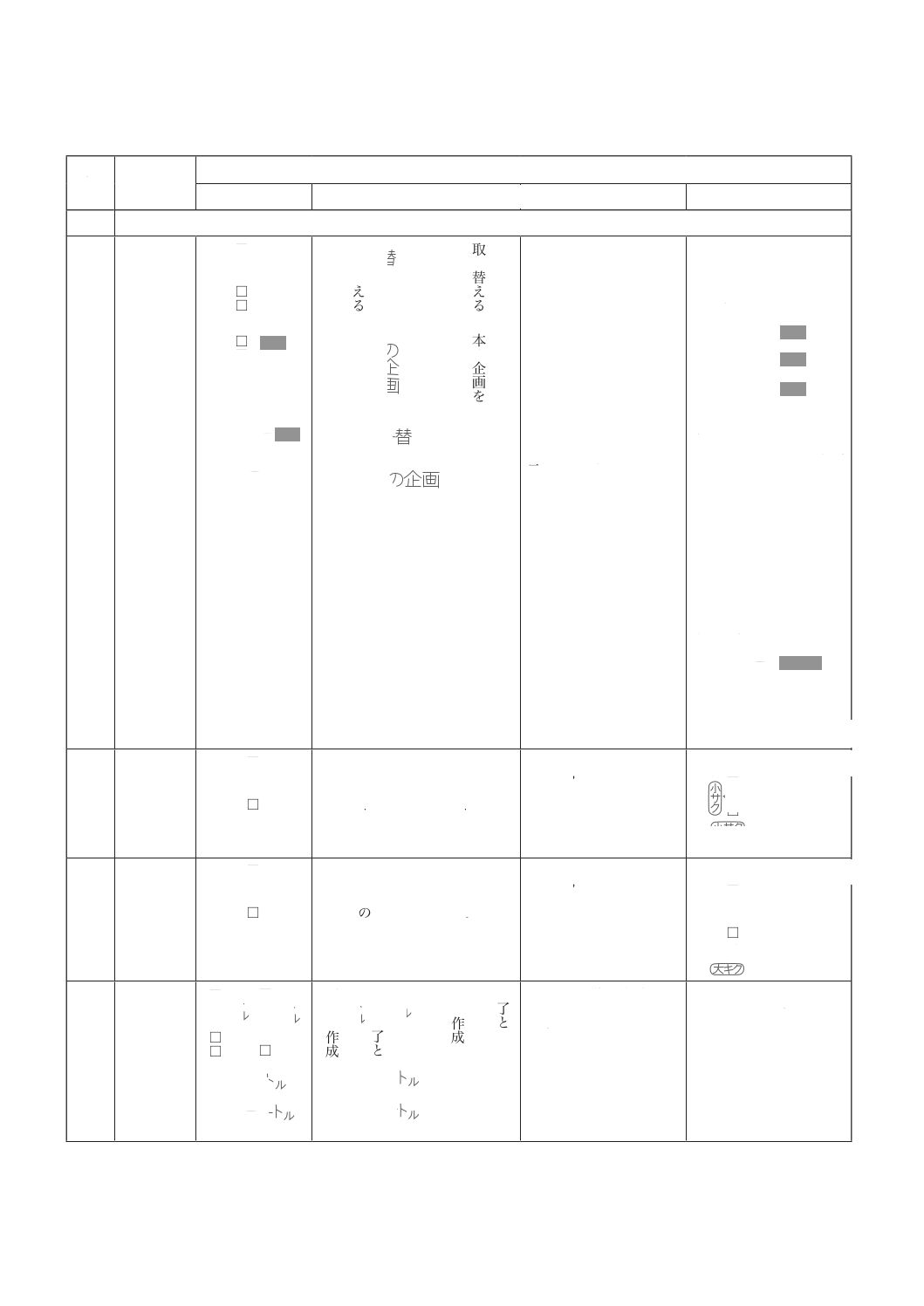
1.1
文字・記号の修正
1.1.1
文字・記号
を取り替え
る
□□□□□
□□□□□
■
■
■
■
■
□□□□□
□□□□□
■
■■
本の企画を
取り換える
本を規格を
取り替える
取り換える
取り替える
本の企画を
本を規格を
修正する対象の文字・記
号に斜線を引き,そこか
ら引出し線を引き,引出
し線の先に指示の文字・
記号を示す。
2
字以上を修正する場合
は,修正する両端の文字
に斜線を引き,更に中心
線で文字を消し,そこか
ら引出し線を引く。
文字・記号の種類等を指
示 す る 場 合 は,
表
2
の
2.1
に示す記号を用いる。
1
字を修正する場合,修
正する対象の文字・記号
に斜線を引かないで,次
のようにしてもよい。
□□□□□
□□□□□
□□□□□
■
■
■
2
字 以 上 を 修 正 す る 場
合,両端の文字の斜線
は,縦組のときは水平
線,横組のときは垂直線
にしてもよい。
□□□□□
■■
2
字 以 上 を 修 正 す る 場
合,両端の文字の斜線又
は両端の文字の水平線若
しくは垂直線を省略し,
次のようにしてもよい。
□□□□□
■■
複数箇所を同一文字に直
す場合,
表
2
の
2.1.17
に
示す記号を用いてもよい。
1.1.2
直音を示す
仮名を小書
きの仮名に
直す
□□□□
□□□□
グリツド
グリツド
グリッド
グリッド
縦組では “
<
”,横組で
は “
∧
の記号で仮名文
字を囲む。
次の指示を付けてもよい。
□□□
□□□□
1.1.3
小書きの仮
名を直音を
示す仮名に
直す
□□□□
□□□□
かっての
かっての
かつての
かつての
縦組では “
>
”,横組で
は “
∨
の記号で仮名文
字を囲む。
次の指示を付けてもよい。
□□□□
□□□□
1.1.4
文字・記号
を削除し,
その部分を
詰める
□□□□□
□□□□□
□□□□
□□□□
責了と
原稿作成
責了と
原稿作成
原稿の作成
責任校了と
原稿の作成
責任校了と
1.1.1
と同様の方法で削
除部分を示し,引出し線
の先に “
トル
” と指示す
る。
削除した部分について詰
めることを明確にするた
めに “
トルツメ
” と記し
てもよい。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
4
Z 8208:2007
番号
修正又は組
版指定の内
容
記号及び使い方
記号
記入例(左)及び修正結果(右)
使い方
許容できる使い方
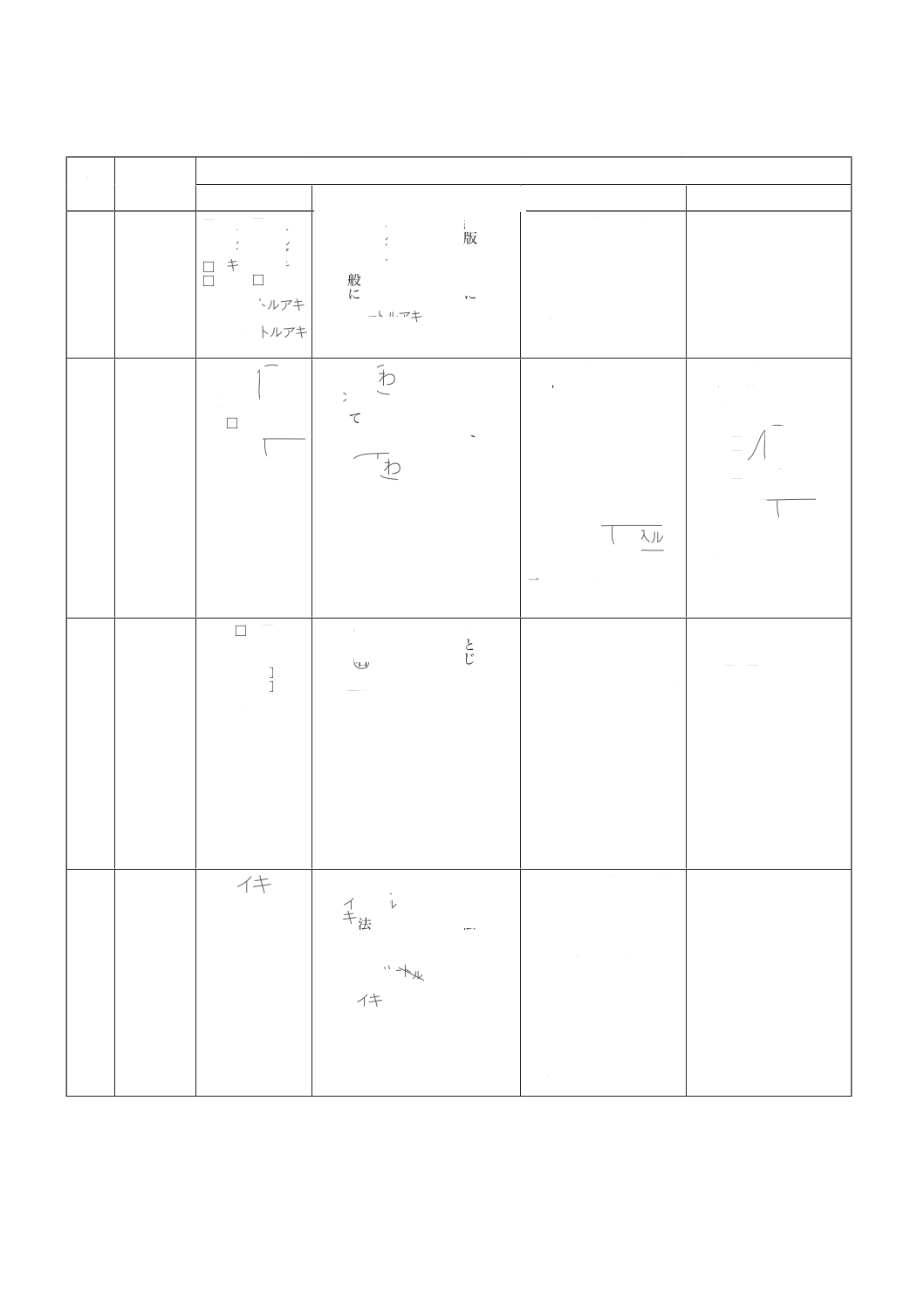
1.1.5
文字・記号
を削除し,
その部分を
空けておく
□□□□□
□□□□□
□□□□
□□□□
組版は一般に
組版は一般に
組版 一般に
組版
一般に
1.1.4
と同様に削除部分
を示し,引出し線の先に
“
トルアキ
” と指示する。
削除した後は,削除する
部分と同じサイズの空き
を確保する。
“
トルママ
” と指示して
もよい。
1.1.6
文字・記号
を挿入する
□□□□
□□□□
■■
■
■
合せて
合せて
合わせて
合わせて
わ
わ
挿 入 箇 所 に “
>
” 又 は
“
∧
を付け,引出し線
を引き,挿入する文字・
記号を
2
本の線で挟む。
長文の挿入は,挿入する
文字列を余白部分又は添
付した別紙に示し,合印
を付けて挿入箇所を示す。
※
□□□□
文字・記号の種類等を指
示 す る 場 合 は,
表
2
の
2.1
に示す記号を用いる。
挿 入 箇 所 に “
>
” 又 は
“
∧
を付けないで,次
のようにしてもよい。
□
□
□
□
□□□□
■
■
■■
合印を付けて箇所を示す
方 法 は,
1.1.1
で 用 い て
もよい。
1.1.7
文字を入れ
替える
□□□□□
□□□□□
□□□□□
□□□□□
右とじ
とじ左
左とじ
とじ右
連続した単独の文字・記
号又は複数の文字・記号
を入れ替える場合は,逆
S 字 形( ) 又 は S 字 形
で指示する。
離れた位置にある文字・
記号を入れ替える場合
は,次の記号を使用する。
□□□□□□
又は
□□□□□□
次のように指示してもよ
い。
□
□
□
□
□
□
□
□
□
□
□□□□□
□□□□□
文字を入れ替える指示記
号は,行を入れ替える場
合にも使用してよい。
1.1.8
修正を取り
やめ,校正
刷又は出力
見本の状態
のままとす
る
組版方法
組版方法
組版方法
組版方法
“
イキ
” は,修正を取り
やめる対象の文字・記号
の傍らに記す。
指示の文字・記号を斜線
などで消した場合,その
修正を生かすときには使
用しない。指示の文字・
記号を直す場合は,元の
指示の文字・記号を斜線
などで消して,新たに書
き直す。
その他の修正の指示を取
りやめる場合に使用して
もよい。
表
1
−
修正の指示及び組版指定に用いる主記号
(
続き
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
5
Z 8208:2007
ひら
0
0
の文字
ひら
4
4
の文字
ひらの文字
ひらの文字
ひらの文字
ひらの文字
番号
修正又は組
版指定の内
容
記号及び使い方
記号
記入例(左)及び修正結果(右)
使い方
許容できる使い方
1.2
ルビの修正
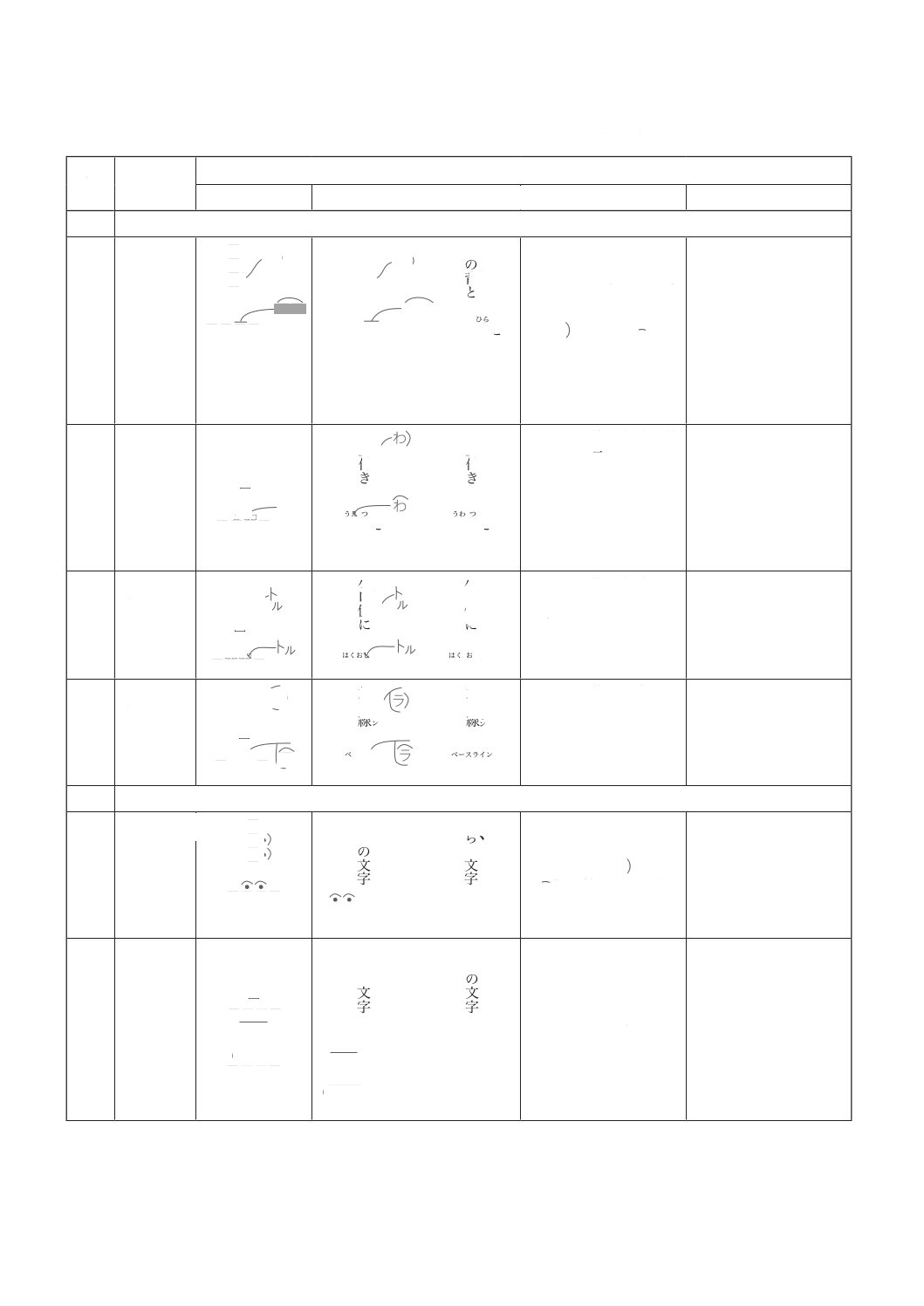
1.2.1
ルビを付け
る
□
□
□
□
□□□□
■
■■
本
の
背
と
本の平と
せ
ひら
本の平と
ルビを付ける箇所に線を
引き,そこから引出し線
を引く。引出し線の先
に,付けるルビ文字を記
し,“ ” 又 は “ ” を
ルビ文字に付ける。
ルビの配置方法を指示す
る場合は,
表
2
の
2.2
に
示す記号を用いる。
1.2.2
ルビを取り
替える
□□□□
□□□
□□
□
□□□□
■
■
1.1.1
と同様の方法で修
正 部 分 を 示 し,
1.2.1
と
同様の方法で取り替える
ルビ文字を指示する。
ルビの配置方法を指示す
る場合は,
表
2
の
2.2
に
示す記号を用いる。
ルビを取り替えるだけで
なく,ルビの配置方法を
変更する場合は,変更す
る部分全体を書き直し,
指示する。
1.2.3
ルビを削除
する
□□□□
□
□□□□
□□□□
□□□□
1.1.4
と同様の方法で削
除部分を示し,引出し線
の先に “
トル
” と指示す
る。
ルビを削除するだけでな
く,ルビの配置方法を変
更する場合は,変更する
部分全体を書き直し,指
示する。
1.2.4
ルビを挿入
する
□□□□
□
□
□
□ □ □
□□□□
■
■
1.1.6
と同様に引出し線
で挿入部分を示し,
1.2.1
と同様の方法で挿入する
ルビ文字を指示する。
ルビを挿入するだけでな
く,ルビの配置方法を変
更する場合は,変更する
部分全体を書き直し,指
示する。
1.3
圏点等の指示
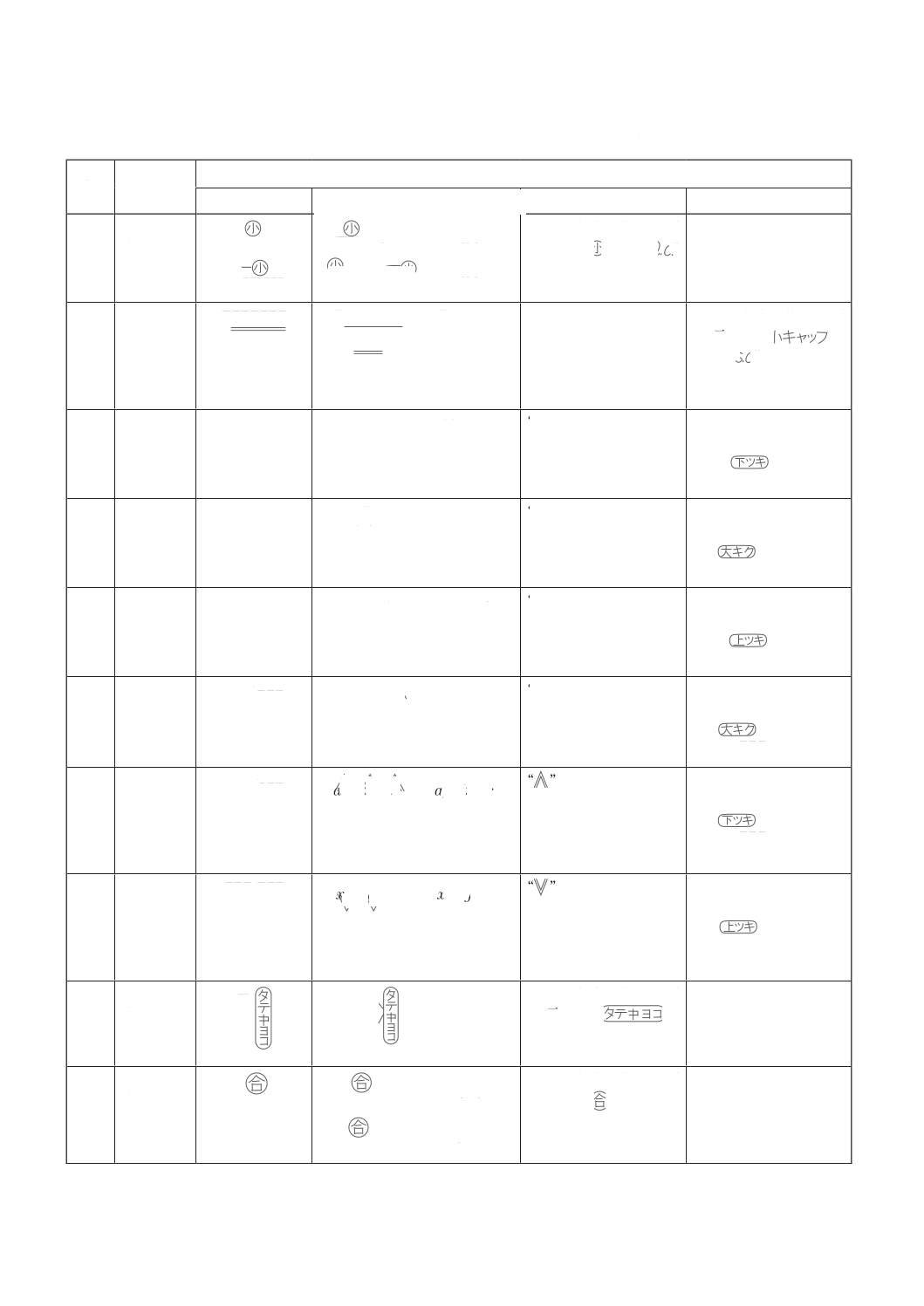
1.3.1
圏点(傍点)
を付ける
□
■
■
□
□
■■
□
縦組では親文字の右側,
横組では親文字の上側に
圏点を書き,“ ” 又は
“ ” を付ける。圏点の
形は区別できるように書
く。
1.3.2
傍線・下線・
抹消線を付
ける
□
■■
□
□
■■
□
傍線
下線
□
■■
□
抹消線
配置する箇所に線を引
き,“
傍 線
”,“
下 線
” 又
は “
抹消線
” と書き添え
る。書き添える文字は,
“
○
” で囲むようにする
のがよい。
小
口
側に
箔押し
ひらの文字
ひらの文字
ひらの文字
下線
表
1
−
修正の指示及び組版指定に用いる主記号
(
続き
)
本の
背
と
上
付
き
上
付
き
上付き
上付き
箔押し
小
口
側
に
並
び
線
並
び
線
並び線
並び線
ひらの文字
抹消線
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
6
Z 8208:2007
番号
修正又は組
版指定の内
容
記号及び使い方
記号
記入例(左)及び修正結果(右)
使い方
許容できる使い方
1.4
文字書式の変更
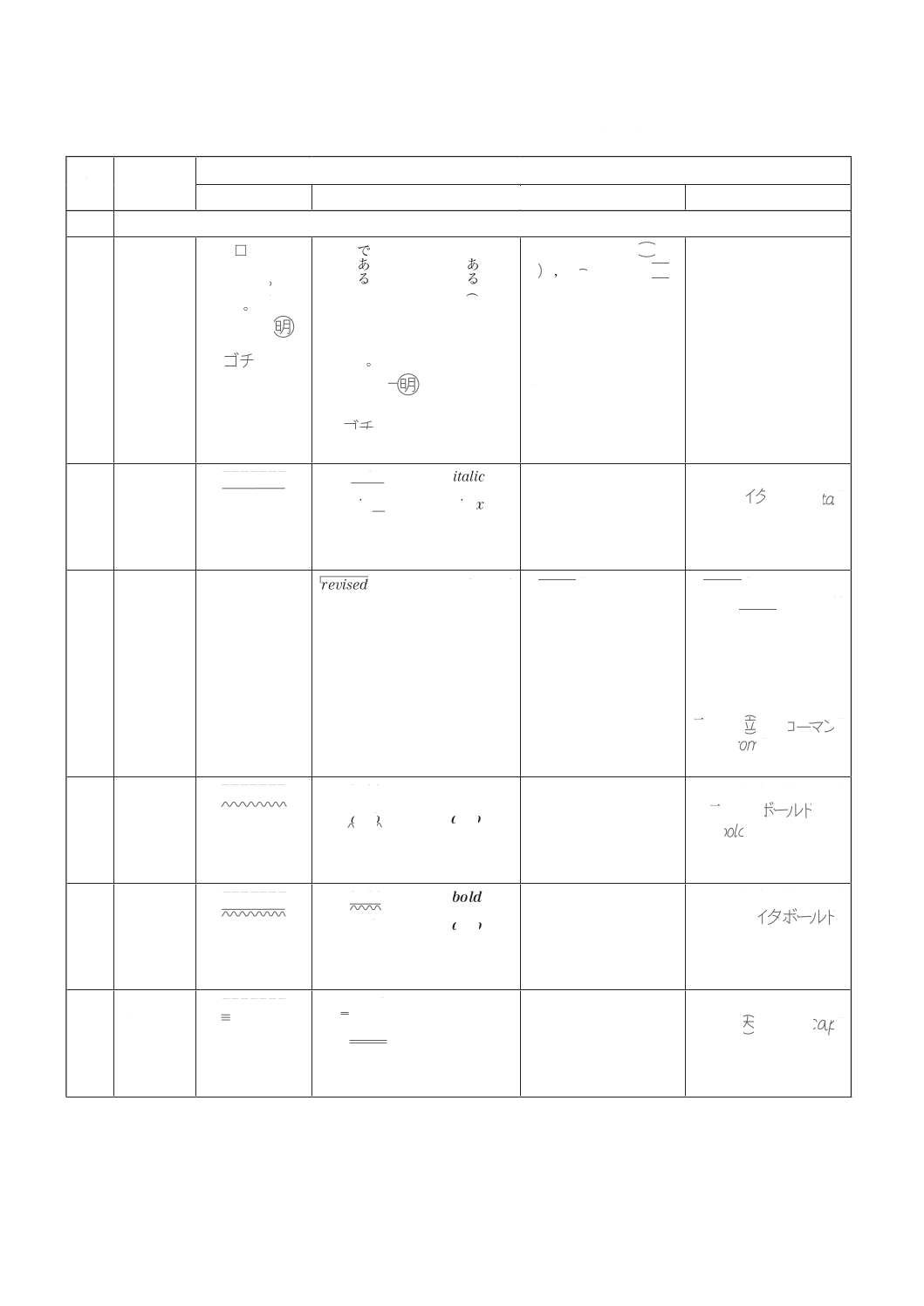
1.4.1
文字サイズ
又は書体を
変更する
□
︵□□︶
︒
□□□□
□□□□
原稿は
原稿
は
である
︵次項参照︶
︒
である︵次項参照︶
︒
原稿は
原稿
は
修正する部分を “
”,
“ ”,“ ” 又は “
”
で囲み,その横若しくは
上,又は引出し線を引い
て,変更する内容を指示
する。
文字サイズの指示の方
法 は
表
2
の
2.1.1
, 書 体
の 指 示 の 方 法 は
表
2
の
2.1.2
による。
1.4.2
イタリック
に直す
□□□□□□□
italic
sin x
sin
文字の下側に実線を引
く。縦組の場合で文字を
90
度傾けて配置したと
きは,文字の左側に線を
引く。
1.4.1
の方法で修正箇所を
示し,“
” 又は “
”
と指示してもよい。
1.4.3
立体に直す
□□□□□□□
proof revised proof
“
” で文字を囲む。
縦組の場合で文字を
90
度傾けて配置したとき
は,文字の右側に線を引
く。
“
” は,文字の下
側に “
”の形で付
けてもよい。縦組の場合
で文字を
90
度傾けて配
置したときは,左側に同
様にして付けてもよい。
1.4.1
の方法で修正箇所を
示 し,“
”,“
”
又は “
” と指示して
もよい。
1.4.4
ボールドに
直す
□□□□□□□
bold
bold
+
+
文字の下側に波線を引
く。縦組の場合で文字を
90
度傾けて配置したと
きは,文字の左側に線を
引く。
1.4.1
の方法で修正箇所
を 示 し,“
” 又
は “
”と指示しても
よい。
1.4.5
ボールドイ
タリックに
直す
□□□□□□□
bold
a+b
+
文字の下側に実線及び波
線を引く。縦組の場合で
文字を
90
度傾けて配置
したときは,文字の左側
に線を引く。
1.4.1
の方法で修正箇所
を示し,“
”
と指示してもよい。
1.4.6
大文字に直
す
□□□□□□□
capital
Capital
Capital
CAPITAL
文字の下側に
3
本の実線
を引く。縦組の場合で文
字を
90
度傾けて配置し
たときは,文字の左側に
線を引く。
1.4.1
の方法で修正箇所を
示し,“
” 又は “
”
と指示してもよい。
表
1
−
修正の指示及び組版指定に用いる主記号
(
続き
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
7
Z 8208:2007
番号
修正又は組
版指定の内
容
記号及び使い方
記号
記入例(左)及び修正結果(右)
使い方
許容できる使い方
1.4.7
小文字に直
す
□□□□□□
□
□□□□□□□
SMALL letter small letter
Small Letter
small letter
1.4.1
の方法で修正箇所
を示し,“ ” 又は “
”
と指示する。
1.4.8
スモールキ
ャピタルに
直す
□□□□□□□
Tomonaga
T
OMONAGA
B.C.
B
.
C
.
文字の下側に
2
本の実線
を引く。縦組の場合で文
字を
90
度傾けて配置し
たときは,文字の左側に
線を引く。
1.4.1
の方法で修正箇所
を 示 し,“
”
又は “
” と指示して
もよい。
1.4.9
普通の文字
を下付き文
字に直す
□□□□□□□
Na2SO4
Na
2
SO
4
∧
の記号で文字を囲む。
縦組の場合で文字を
90
度傾けて配置したときは,
記号を
90
度回転する。
次のように指示してもよ
い。
□□□□□□□
1.4.10
下付き文字
を普通の文
字に直す
□□□
□
□□□
C
u
F
e
S
2
CuFeS
2
∨
の記号で文字を囲む。
縦組の場合で文字を
90
度傾けて配置したときは,
記号を
90
度回転する。
次のように指示してもよ
い。
□□□
□
□□□
1.4.11
普通の文字
を上付き文
字に直す
□□□□□□□
1 t=103 kg
1 t=10
3
kg
∨
の記号で文字を囲む。
縦組の場合で文字を
90
度傾けて配置したときは,
記号を
90
度回転する。
次のように指示してもよ
い。
□□□□□□□
1.4.12
上付き文字
を普通の文
字に直す
□□□
□
□□□
1 km=10
3 m
1 km=10
3
m
∧
の記号で文字を囲む。
縦組の場合で文字を
90
度傾けて配置したときは,
記号を
90
度回転する。
次のように指示してもよ
い。
□□□
□
□□□
1.4.13
上付き文字
を下付き文
字に直す
□□□
□
□□□
2
+
2
=
2
2
+
2
=
2
の記号で文字を囲
む。縦組の場合で文字を
90
度傾けて配置したと
きは,記号を
90
度回転
する。
次のように指示してもよ
い。
□□□
□
□□□
1.4.14
下付き文字
を上付き文
字に直す
□□□
□
□□□
2
−
2
=0
2
−
2
=0
の記号で文字を囲
む。縦組の場合で文字を
90
度傾けて配置したと
きは,記号を
90
度回転
する。
次のように指示してもよ
い。
□□□
□
□□□
1.4.15
縦中横に直
す
□
□
□
□
12
月
13
日
12
月
13
日
1.4.1
の方法で修正箇所
を 示 し,“
”
と指示する。
結果を示してもよい。
1.4.16
合字に変更
する
□□□□
preflighting
preflighting
figure
figure
1.4.1
の方法で修正箇所
を示し,“
” と指示す
る。
表
1
−
修正の指示及び組版指定に用いる主記号
(
続き
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
8
Z 8208:2007
番号
修正又は組
版指定の内
容
記号及び使い方
記号
記入例(左)及び修正結果(右)
使い方
許容できる使い方
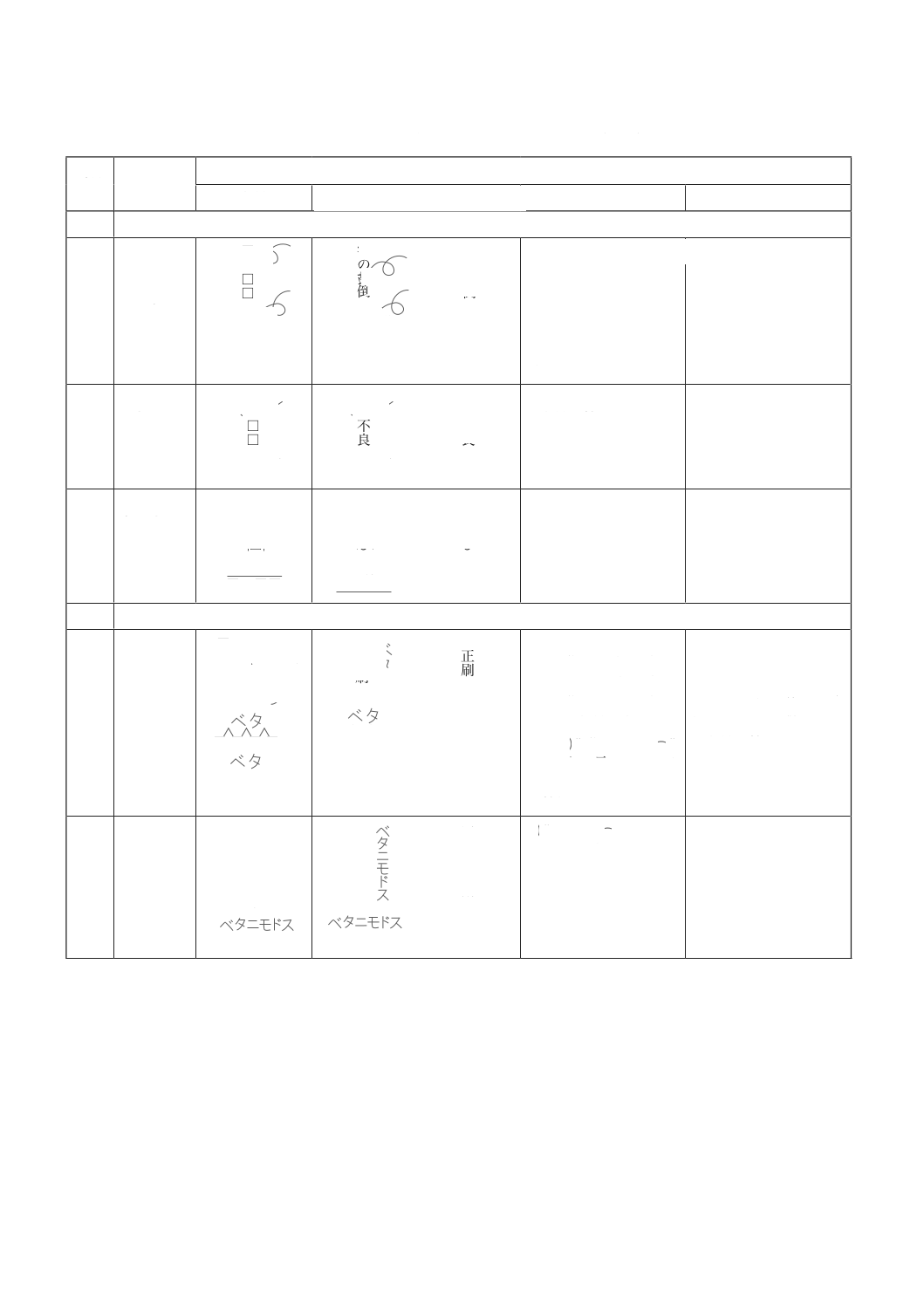
1.5
文字の転倒,不良文字及び文字の並びの修正
1.5.1
活字組版に
おいて転倒
した文字・
記号を正し
い向きにす
る
□□□□
□□□□
字の
転 倒
字の
転
倒
字の
転
倒
字の転倒
転倒を直す記号を付ける。
コンピュータ組版におい
て文字の向きを直す場合
は,回転角度などの文字
書式の指示によるので,
修正後の字形を示して指
示する。
1.5.2
活字組版等
において不
良の文字・
記号を直す
□□□□
□□□□
字が不良
字が不良
字が不良
字が不良
不良の文字・記号に,直
す記号を付ける。
1.5.3
文字の並び
を正す
□
□
□□
□□□□
字の
並
び
字の並び
字の並び
字の並び
文字列の縦組では左右,
横組では上下に
2
本の直
線を引く。
1.6
字間の調整
1.6.1
空いている
字間をベタ
組にする
□ □ □ □
□
□
□
□
□
□
□
□
□ □ □ □
校
正
刷
校正
刷
校 正 刷
校正刷
文字列の縦組では右側に
“
>
” 若 し く は 左 側 に
“
<
”, 横 組 で は 上 側 に
“
∧
” 若 し く は 下 側 に
“
∨
” の記号を記すか,
又は “ ” 若しくは “ ”
で 範 囲 を 示 し,
表
2
の
2.3.1
に示す記号(“
ベタ
”)
を付記する。
詰め組をベタ組に変更す
る場合にも,ベタ組にす
る記号(“
ベタ
”)を使用
してもよい。この場合
は,
1.6.3
の 字 間 を 空 け
る記号を付ける。
1.6.2
詰め組をベ
タ組にする
□□□□□□□
□
□
□
□
□
□
□
原
稿
と
校
正
刷
原
稿
と
校
正
刷
原稿と校正刷
原稿と校正刷
“ ” 又は “ ”で範囲を
示し,“
ベタニモドス
”
と指示する。
表
1
−
修正の指示及び組版指定に用いる主記号
(
続き
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
9
Z 8208:2007
番号
修正又は組
版指定の内
容
記号及び使い方
記号
記入例(左)及び修正結果(右)
使い方
許容できる使い方
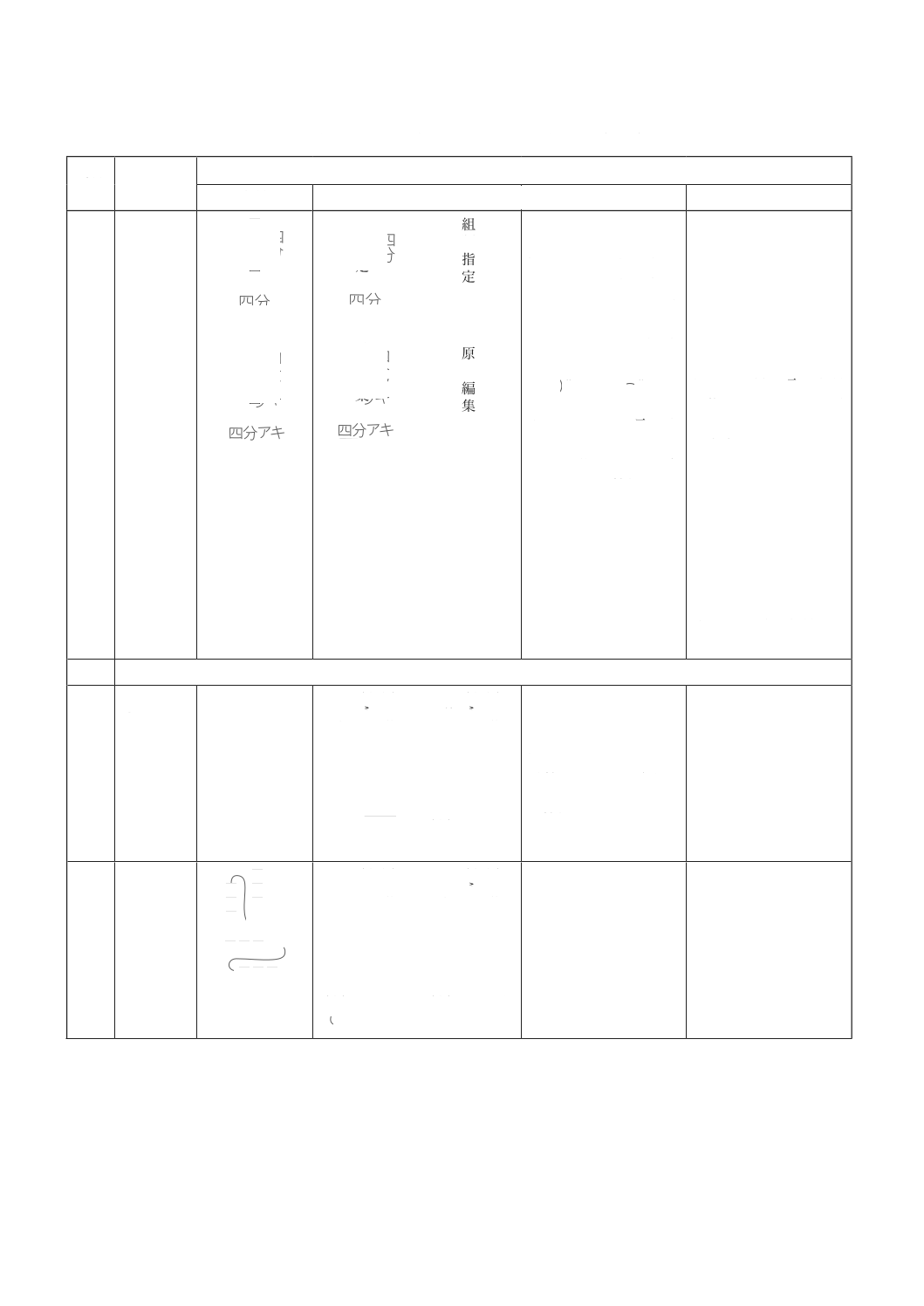
1.6.3
字間の空き
量を指示す
る
□□□□
□□□□
□□□□
□□□□
組版指定
組版指定
原稿編集
原稿編集
組
版
指
定
組 版 指 定
原
稿
編
集
原 稿 編 集
次のいずれかによる。
a
)文字列の縦組では右
側 に “
<
” 又 は 左 側 に
“
>
”, 横 組 で は 上 側 に
“
∨
” 又は下側に “
∧
” の
記号を記し,空き量を
表
2
の
2.3.2
〜
2.3.5
に示す記
号で指示する。
b
)“ ” 又は “ ” で範
囲を示し,空き量を
表
2
の
2.3.2
〜
2.3.5
に 示 す 記
号で指示する。この場合
は,“
四分アキ
” のよう
に “
アキ
” を付記する。
空き量の指示に代えて,
字送りの量を指示しても
よい。
すでに空いている字間を
変更する場合,変更した
結果を示す方法と,変更
する空き量を示す方法が
ある。結果を示す方法で
は,空き量を示す記号
の後ろに “
アキニ
” と示
し,変更する空き量を示
す方法では,
“
アト……アケ
” 又は
“
アト……ツメ
”
と指示する。
行間又は行送りを指示す
る場合は,字間の空き量
を指示する記号又は行送
りの量を指示する。行数
で指示する場合は,
表
2
の
2.4.1
に示す記号を用
いる。
1.7
改行,改丁・改ページ等及び送りの指示
1.7.1
改行に変更
する
□
□
□
□
□□□□
原
稿
引
合
せ
を
行
う
︒
こ
の
場
合
に
は
︑
次
の
原稿引合せを
行う。この場
合には,次の
原稿引合せを
行う。
この場合に
原
稿
引
合
せ
を
行
う
︒
こ
の
場
合
に
改行する部分に改行の記
号を挿入する。
改行した行頭の下がり
は,全 角 ア キ と す る。
天付きとする場合は,
“
下ゲズ
” 又は “
天ツキ
”
と付記する。
1.7.2
改行を取り
消し,行を
続ける
□
□
□
︒
□
□
□
□□□。
□□□
原
稿
引
合
せ
を
行
う
︒
こ
の
場
合
に
原稿引合せを
行う。
この場合に
原稿引合せを
行う。この場
合には,次の
原
稿
引
合
せ
を
行
う
︒
こ
の
場
合
に
は
︑
次
の
前の段落の行末と,改行
を取り消す部分の行頭と
を線でつなぐ。
行を続ける場合,改行行
頭の全角アキは削除す
る。
表
1
−
修正の指示及び組版指定に用いる主記号
(
続き
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
10
Z 8208:2007
番号
修正又は組
版指定の内
容
記号及び使い方
記号
記入例(左)及び修正結果(右)
使い方
許容できる使い方
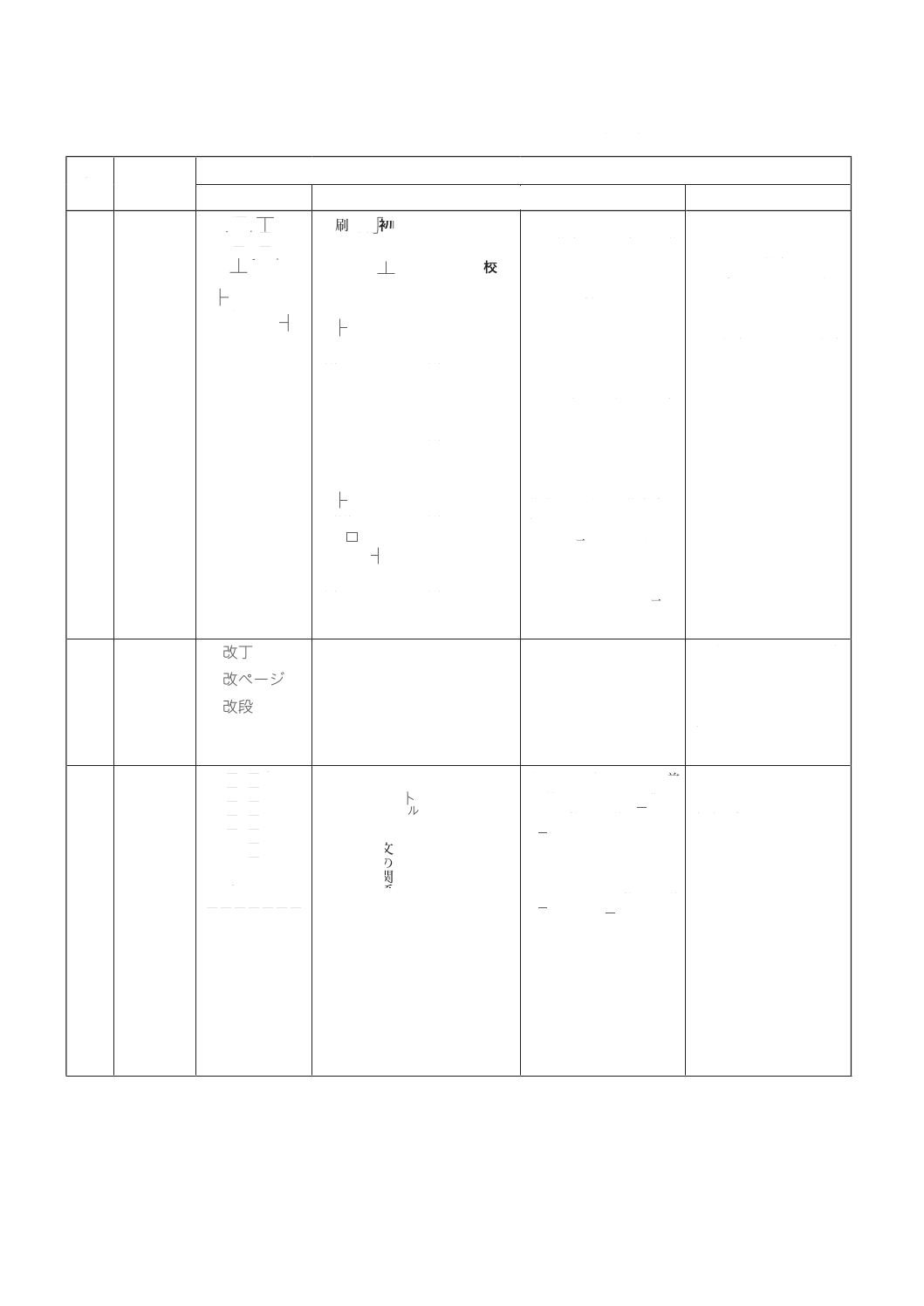
1.7.3
指定の位置
まで文字・
行などを移
動する
□
□
□
□
□
□
□□□□
□□□□
初
校
最初の校正
刷が届けられ
初 校
最初の校正
刷が届けられ
初 校
最初の校正
刷が届けられ
初
校
最初の校正
刷が届けられ
初 校
最初の校正刷
が届けられる
初 校
最初の校正
刷が届けられ
初 校
最初の校
正刷が届けら
初 校
最初の校正
刷が届けられ
初校
最初の校正
刷が届けられ
初 校
最初の校正
刷が届けられ
文字・行など全体をその
まま移動する場合は,移
動する先頭及び末尾の両
方に上げる記号又は下げ
る記号を付ける。
改行にした行頭の修正,
段落の字下げ又は字上げ
の修正,字間の調整に伴
う行頭又は行末の修正な
どのように片方のみの位
置を修正する場合は,先
頭又は末尾だけに上げる
記号又は下げる記号を付
ける。
移動する量又は移動先の
位 置 は,
表
2
の
2.3.2
〜
2.3.4
に示す空き量の記
号を用いる。
そろえの指示を行う場合
は,
表
2
の
2.4.2
に 示 す
記号を用いる。
文字・行など全体をその
まま移動する場合,全体
をそのまま移動すること
が明確なときは,片方だ
けの記号でもよい。
移動位置が明確な場合
は,移動する量又は移動
先の位置の指示は省略し
てもよい。
1.7.4
改丁・改ペ
ージ・改段
を指示する
該当箇所に必要な指示を
記す。
改丁,改ページ又は改段
としないで,前の部分に
続ける場合は,矢印で前
の部分に続ける指示を行
うか,又は “追込む” と
指示する。
1.7.5
文字の送り
を指示する
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□□□□□□□
□□□□□□□
□□□□□□□
図はその本文の関係記
事の前にできるだけ配
置しないようにする︒
図は本文の関係記事の
前にできるだけ配置し
ないようにする︒
各見出しのアキがほぼ
同一になるように決め
ておく︒
各見出しの前後のアキ
がほぼ同一になるよう
に決めておく︒
縦組の場合,文字を前
に送るときは “ ” の
記号,後ろに送るときは
“ ” の記号を該当箇所
に付ける。横組の場合,
文字を前に送るときは
“ ” の記号,後ろに送
るときは “ ” の記号
を該当箇所に付ける。
文字の挿入・削除に伴う
文字の送りは,通常,自
動的に処理されるので,
指示を省略してもよい。
表
1
−
修正の指示及び組版指定に用いる主記号
(
続き
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
11
Z 8208:2007
番号
修正又は組
版指定の内
容
記号及び使い方
記号
記入例(左)及び修正結果(右)
使い方
許容できる使い方
1.7.6
行の送りを
指示する
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□ □ □ □ □ □
□ □ □ □ □ □
□ □ □ □ □ □
□ □ □ □ □ □
縦組の場合,行を前に送
るときは “ ” の記号,
後ろに送るときは “ ”
の記号を該当箇所に付け
る。横組の場合,行を前
に送るときは “
” の
記号,後ろに送るときは
“
”の記号を該当箇所
に付ける。
文字の挿入・削除に伴う
行の送りは,通常,自動
的に処理されるので,指
示を省略してもよい。
1.8
その他の修正
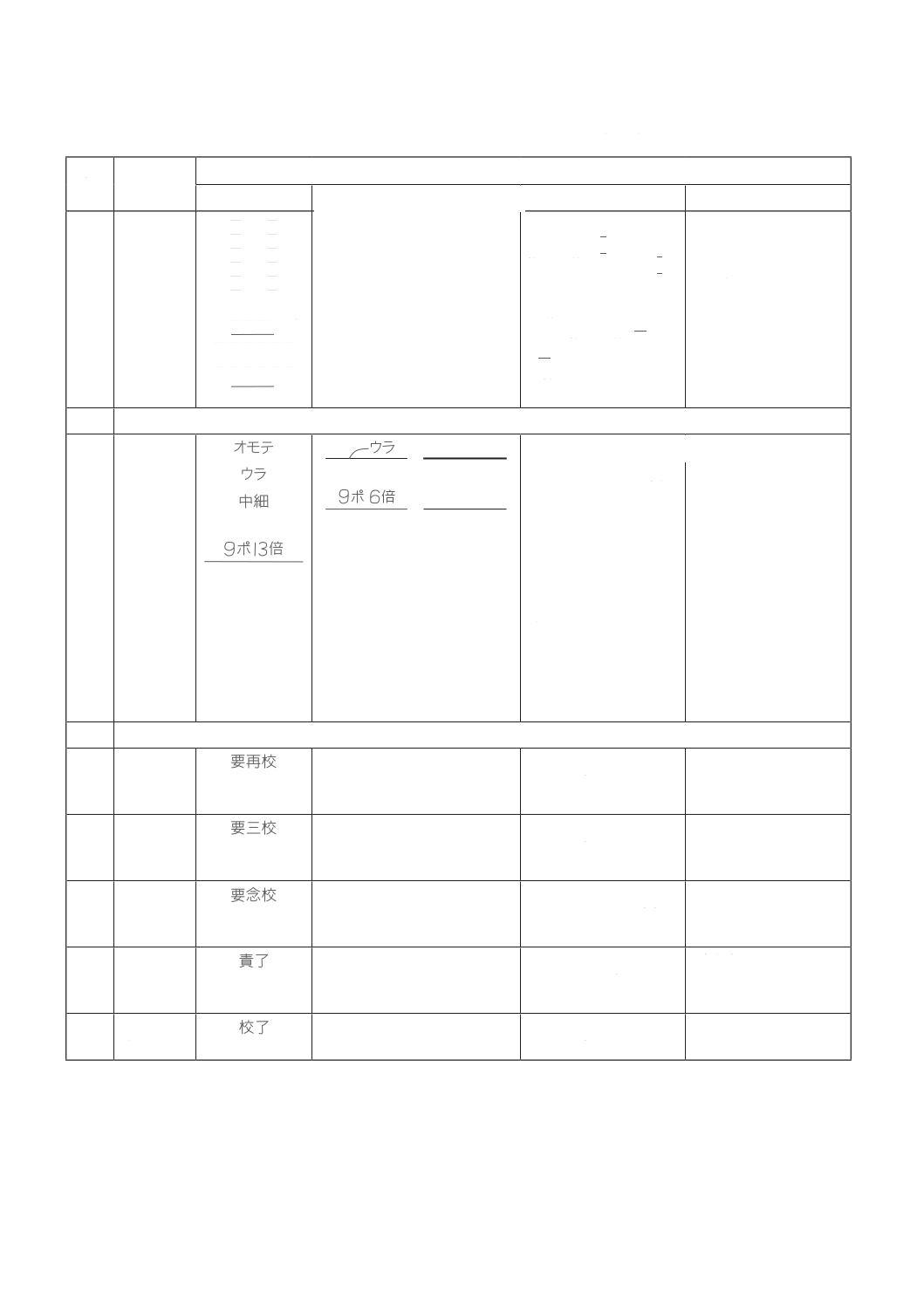
1.8.1
けい(罫)
線を指示す
る
表けい(罫)は “
オモテ
”,
裏けい(罫)は “
ウラ
”,
中細けい(罫)は “
中細
”
と指示する。
けい(罫)線の種類の指
示がない場合は,表けい
(罫)とする。
必要な場合は,長さを指
示する。けい(罫)線の
長 さ は,
表
2
の
2.1.1
に
示す文字サイズの指示又
は
表
2
の
2.3.2
〜
2.3.4
に
示す空き量の指示を用い
る。
1.9
校正作業の進行に対する指示
1.9.1
再校の校正
刷の提出を
指示する
初校の校正刷の先頭部分
に “
要再校
” と記す。
部数の指示が必要な場合
は,提出する部数を付記
する。
1.9.2
三校の校正
刷の提出を
指示する
再校の校正刷の先頭部分
に “
要三校
” と記す。
部数の指示が必要な場合
は,提出する部数を付記
する。
1.9.3
念校の校正
刷の提出を
指示する
念校を必要とする校正刷
の先頭部分に “
要念校
”
と記す。
部数の指示が必要な場合
は,提出する部数を付記
する。
1.9.4
責任校了を
指示する
責任校了とする校正刷の
先頭部分に “
責了
” と記
す。
“
責任校了
” と記しても
よい。
1.9.5
校了を指示
する
校了とする校正刷の先頭
部分に “
校了
” と記す。
表
1
−
修正の指示及び組版指定に用いる主記号
(
続き
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
12
Z 8208:2007
表
2
−
修正の指示及び組版指定に用いる併用記号
番号 修正又は組版指定
の内容
記号及び使い方
記号
使い方
許容できる使い方
2.1
文字・記号の種類等を示す併用記号
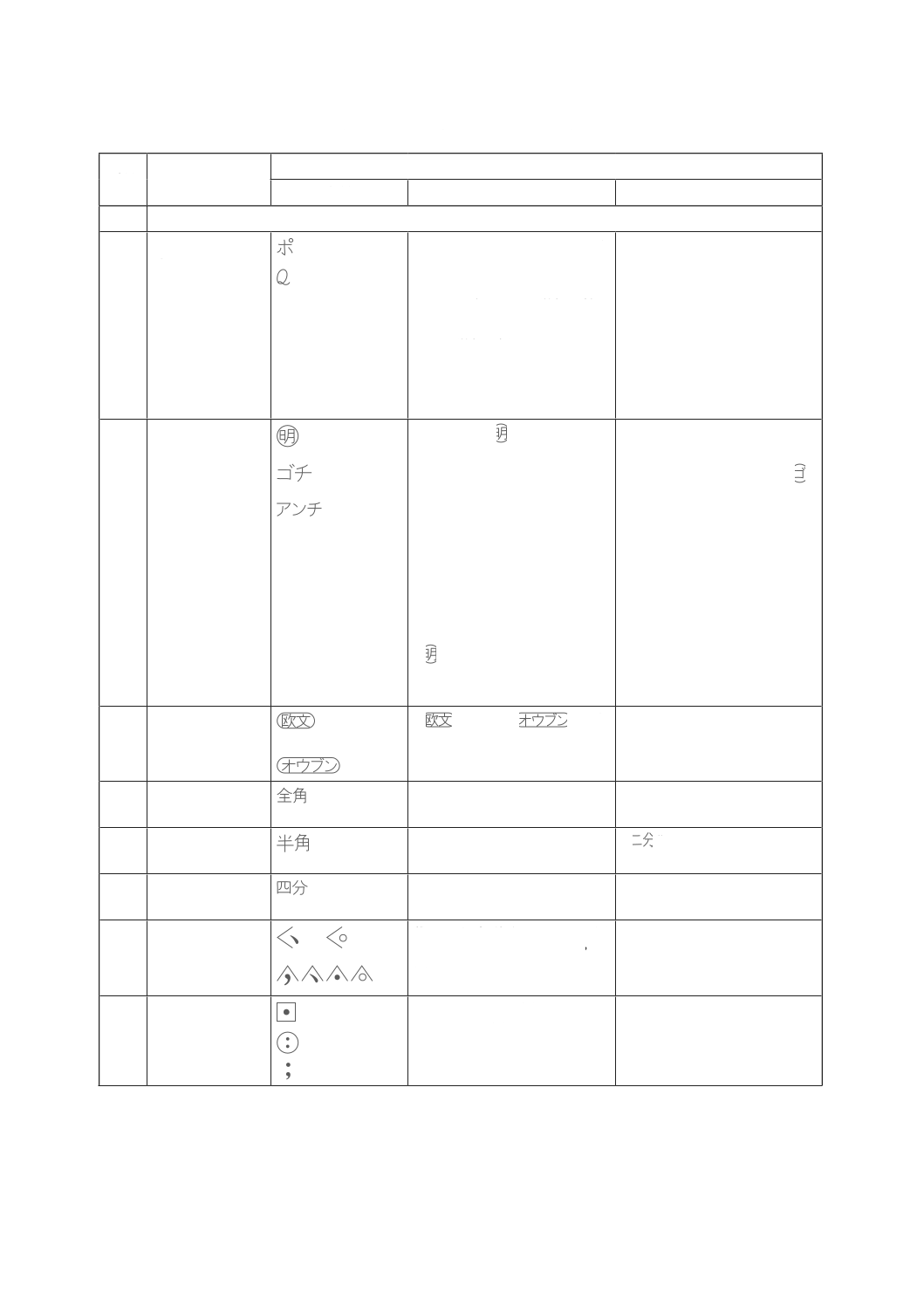
2.1.1
文字サイズを指示
する
ポイントは “
ポ
”,級は “
Q
” の
単位を付けてサイズを指示する。
ポイント又は級以外の単位を使
用する場合は,その単位を付け
て指示する。
注記
単位の例
1
ポイント=
0.3514 mm
(
JIS
Z 8305
参照)
1 Q
=
0.25 mm
2.1.2
書体を指示する
明朝体は,“
” と指示する。
明朝体の指示では,“
M
” 又は
“
m
” はマゼンタの色指定と間
違いやすいので使用しない。
ゴシック体は,“
ゴチ
” と指示
する。ゴシック体の指示では,
“
G
” 又は “
g
” はグリーンの色
指定と間違いやすいので使用し
ない。
アンチック体は,“
アンチ
” と
指示する。
“
”,“
ゴチ
” 又は “
アンチ
”
だけでは指示できない場合は,
正確なフォント名で指示する。
明朝体は,“
ミン
” と指示して
もよい。
ゴシック体は,“
ゴ
” 又は “
”
と指示してもよい。
2.1.3
欧文のプロポーシ
ョナルの文字にす
る
又は
“
” 又は “
”と記
し,丸で囲んで指示する。
2.1.4
全角の文字にする
半角の文字又はプロポーショナ
ルの文字を全角の文字に直す。
2.1.5
半角の文字にする
アラビア数字などで使用する。 “
” と指示してもよい。
2.1.6
四分角の文字にす
る
ピリオド,コンマなどで使用す
る。
2.1.7
句読点を示す
縦組では句読点を “
<
” で囲
み,横組では句読点を “
∧
で
囲む。
2.1.8
中点類を示す
中点は,“
□
” で囲む。コロン
は,“
○
” で囲む。セミコロン
は,字形を正確に書く。
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
13
Z 8208:2007
番号 修正又は組版指定
の内容
記号及び使い方
記号
使い方
許容できる使い方
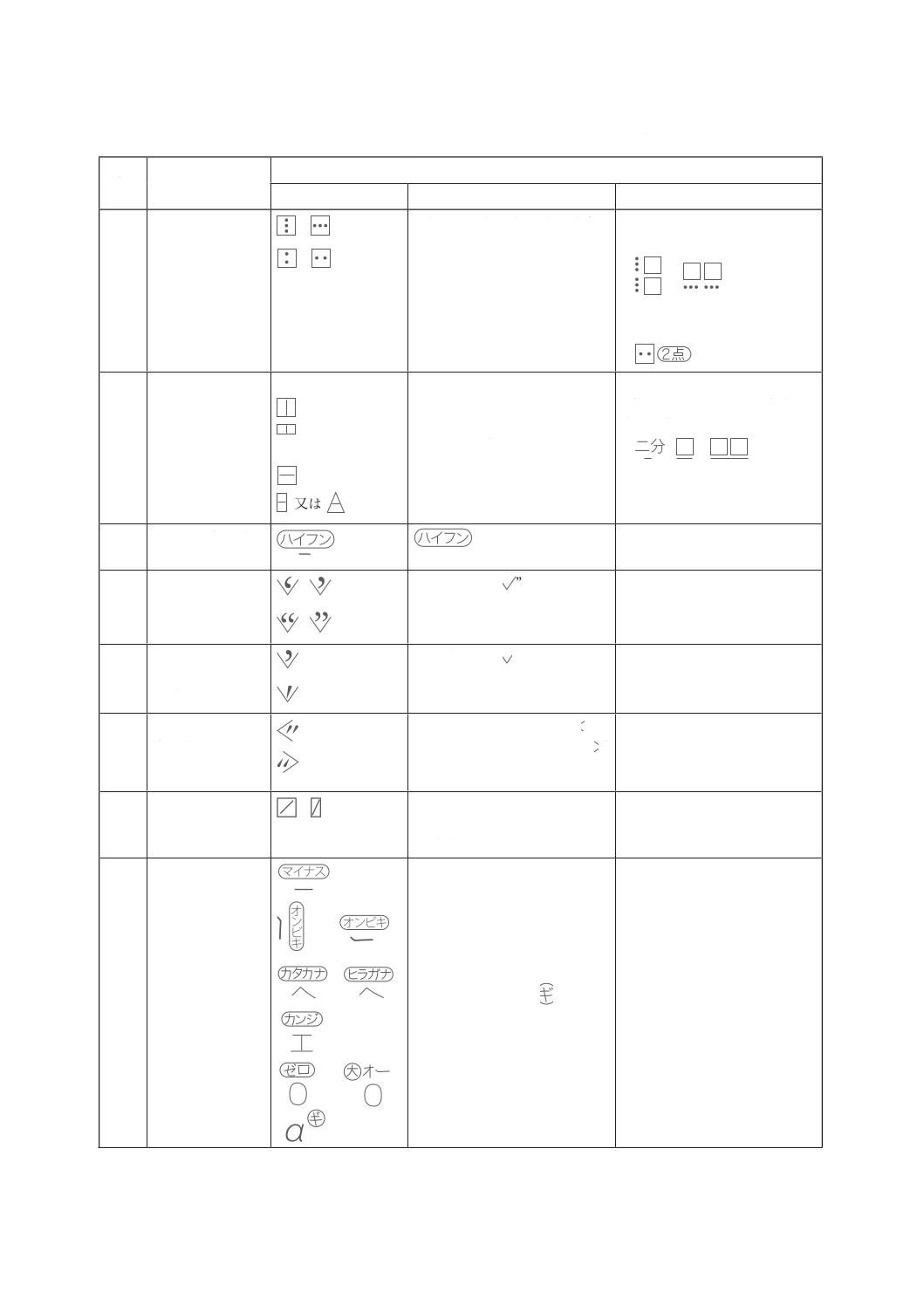
2.1.9
リーダを示す
3
点又は
2
点の点の数を正確に
書き,“
□
” で囲む。
“
□
” で囲む代わりに,リーダの
横又は上に四角を書いてもよい。
2
点リーダは,次のように指示
してもよい。
2.1.10
ダ ッ シ ュ ( ダ ー
シ)を示す
縦組の場合
横組の場合
二分ダッシュは長方形又は三角
形,全角ダッシュは正方形と,
枠の大きさ又は形で二分と全角
が分かるように示す。
ダッシュには,二分,全角及び
2
倍とあるので,その種類を,
次のように示してもよい。
2.1.11
ハイフンを示す
と指示する。
2.1.12
シングル引用符又
はダブル引用符を
示す
それぞれを “
で囲む。
2.1.13
アポストロフィ及
びプライム記号を
示す
それぞれを “ ” で囲む。
2.1.14
ダブルミニュート
を示す
始めダブルミニュートは “ ”,
終わりダブルミニュートは “ ”
で囲む。
2.1.15
斜線を示す
全角の斜線は正方形,二分の斜
線又はプロポーショナルの斜線
は長方形で囲む。
2.1.16
紛らわしい文字・
記号を指示する
ダッシュと似たマイナス,音引
など,区別が付きにくい文字・
記号では,その字形の傍らに片
仮名などで文字・記号の種類を
指示する。
ギリシャ文字で,ラテン文字と
似ている場合は,“
”と指示
する。
表
2
−
修正の指示及び組版指定に用いる併用記号
(
続き
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
14
Z 8208:2007
表
2
−
修正の指示及び組版指定に用いる併用記号
(
続き
)
番号 修正又は組版指定
の内容
記号及び使い方
記号
使い方
許容できる使い方
2.1.17
複数箇所を同一文
字に直す指示をす
る
△=
■
出力見本又は校正刷の該当する
文字・記号に “
△
” 印を付け,
余白に “
△=
■
” の “
■
” の部
分に修正する文字・記号を記
し,指示する。
記号の “
△
” は,“
○
” などを
用いてもよい。
2.2
ルビの指示
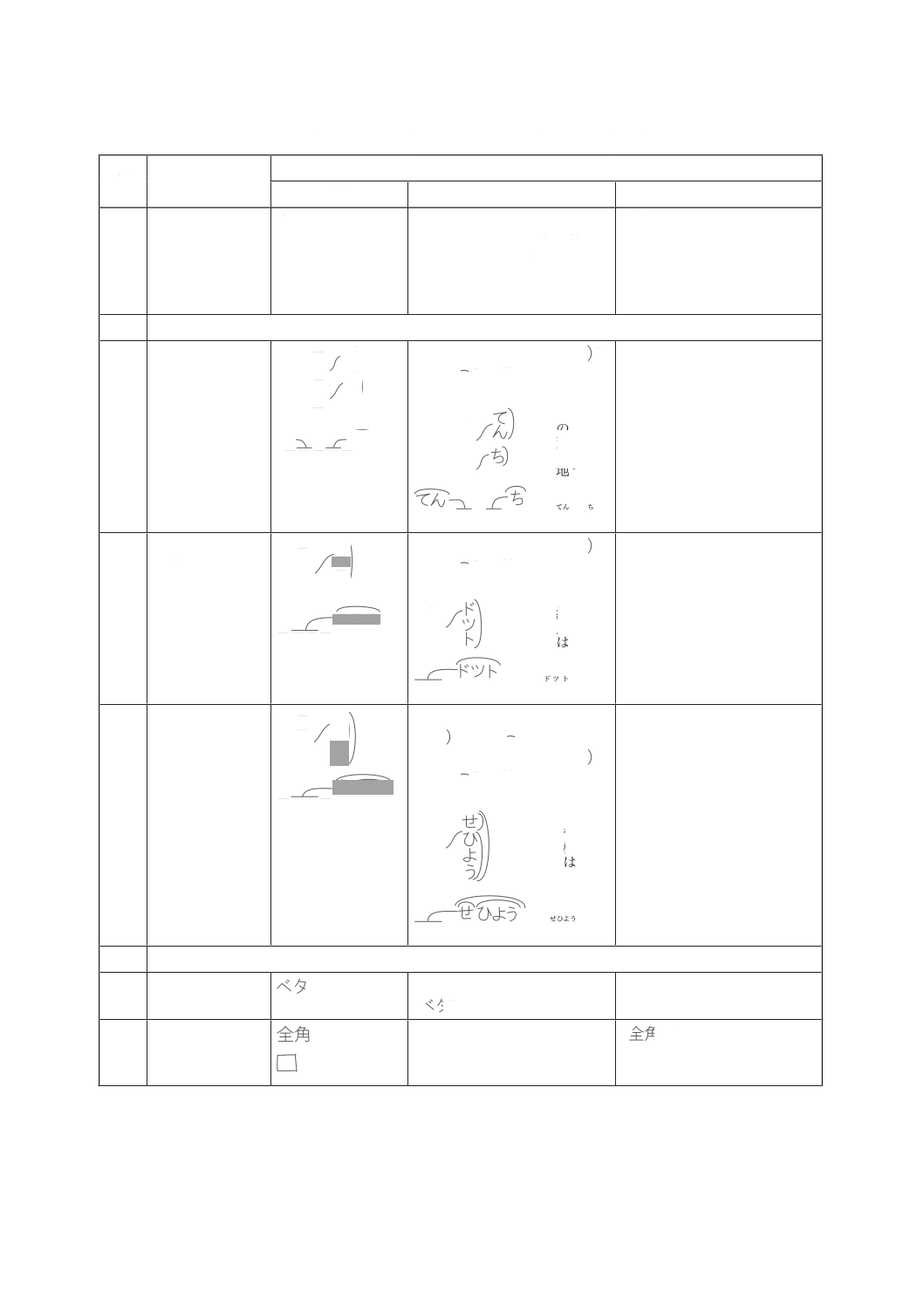
2.2.1
モノルビを指示す
る
□
■
□
■
□
□
■
□
■
□
■
■
■
■
■■
親文字に付くルビごとに “ ”
又は “ ” を付ける。
記入例(左)及び修正結果(右)
本
の
天
と
地
本の天と地
2.2.2
グループルビを指
示する
□
■
■
□
□
■■
□
■
■
■
■■■
親文字に付くルビ全体に “ ”
又は “ ” を付ける。
記入例(左)及び修正結果(右)
網
点
は
網点は
2.2.3
熟語ルビを指示す
る
□
■
■
□
□
■■
□
■
■
■
■
■■■■
熟語の各親文字に付くルビごと
に “ ” 又は “ ”を付け,更に
親文字に付くルビ全体に “ ”
又は “ ” を付ける。
記入例(左)及び修正結果(右)
背
標
は
背標は
2.3
空き量の指示
2.3.1
ベタ組を指示する
字間をベタ組にする場合は,
“
” と指示する。
2.3.2
全角アキを指示す
る
全角と指示するか,正方形で示
す。
“
” は,
2.3.3
と組み合わせ
て指示してもよい。
例
全角二分
背標は
背
標
は
本の天と地
本の
天
と
地
網点は
網
点
は
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
15
Z 8208:2007
番号 修正又は組版指定
の内容
記号及び使い方
記号
使い方
許容できる使い方
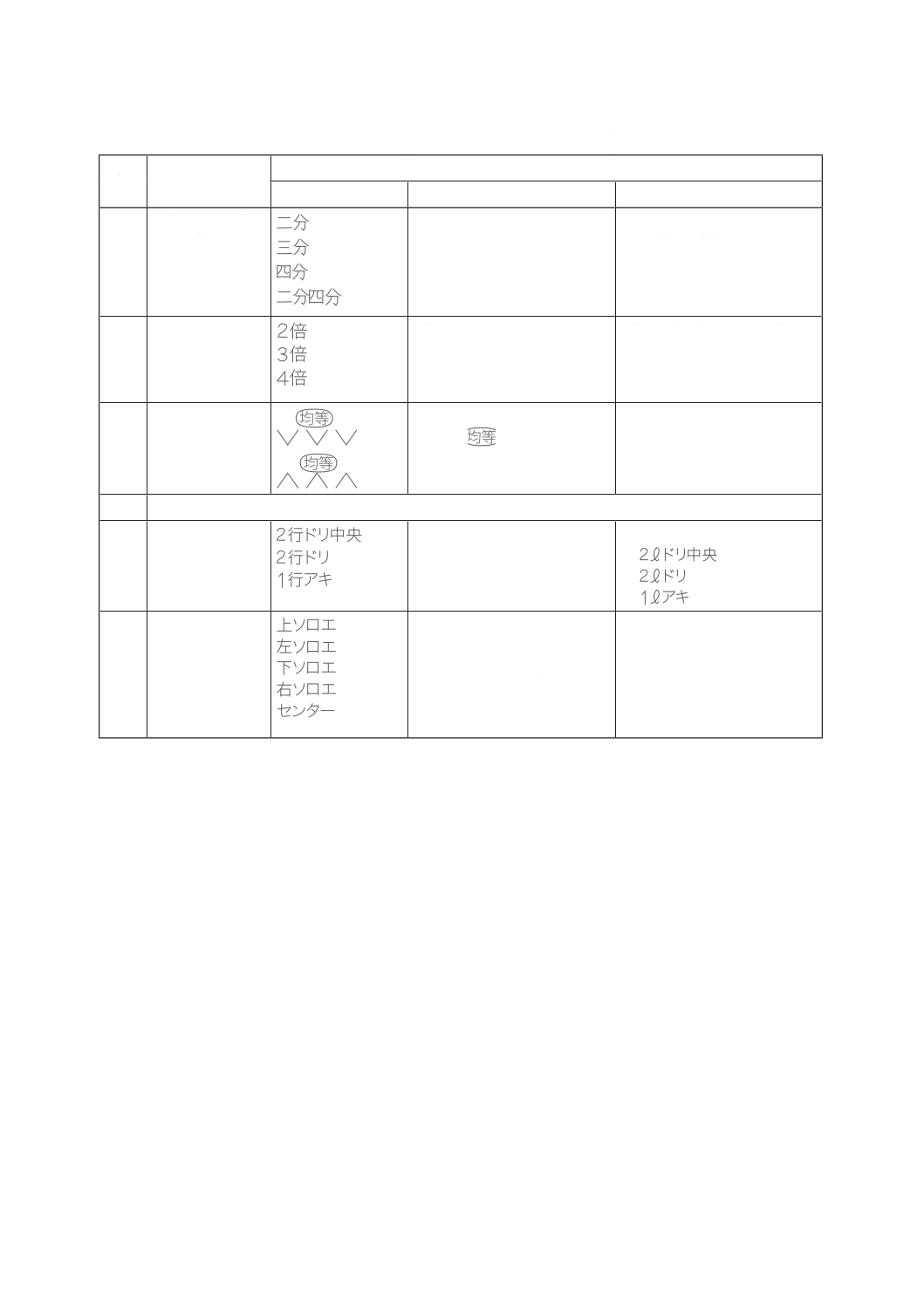
2.3.3
二分アキ,三分ア
キ,四分アキ,二
分四分アキなどを
指示する
“
分
” の前に数字を付けて指示
する。
空き量を数値で指示してもよ
い。数値の単位は,
2.1.1
の記
号を用いる。ただし,文字サイ
ズに級数を用いる場合は,“H”
を使用するのがよい。
2.3.4
2 倍アキ,3 倍ア
キ,4 倍アキなど
を指示する
“
倍
” の前に数字を付けて指示
する。
2
倍は正方形を二つ,
3
倍は正
方形を三つ書いて指示してもよ
い。
2.3.5
空き量を均等割り
にする
空ける記号又は詰める記号を付
けて,“
” と指示する。
必要な場合は,均等割りにする
文字列の行長全体の長さを指示
する。
2.4
行取り及びそろえの指示
2.4.1
行取りを指示する
数字で行数を指示する。
次のように指示してもよい。
2.4.2
そろえを指示する
行頭そろえは,縦組では “
上ソ
ロエ
”,横組では “
左ソロエ
”,
行末そろえは,縦組では “
下ソ
ロエ
”,横組では “
右ソロエ
”
と指示する。中央そろえは,
“
センター
” と指示する。
表
2
−
修正の指示及び組版指定に用いる併用記号
(
続き
)
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
16
Z 8208:2007
附属書 A
(
参考
)
縦組の校正刷への校正記号の記入例
序文
この附属書は,縦組の校正刷への校正記号の記入例を示すものであって,規定の一部ではない。
A.1
縦組の校正刷(初校)への校正記号の記入例を
図
A.1
に示す。
図
A.2
に,
図
A.1
の校正記号の記
入例に従った修正結果を示す。
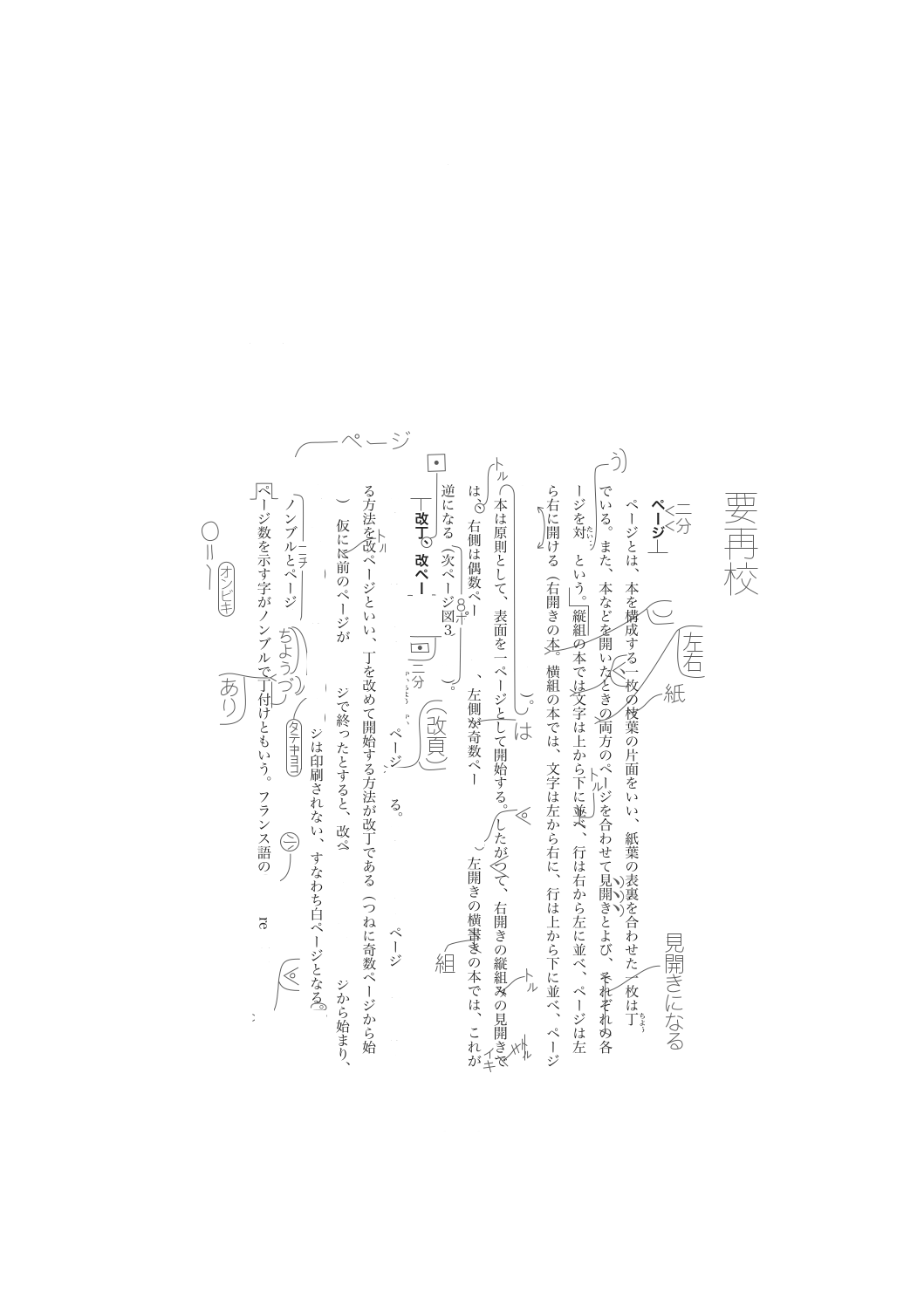
図
A.1
−
縦組の校正刷(初校)への校正記号の記入例
と
よ
ん
ペ
向
か
は
左
か
ら
右
に
開
け
る
︵
左
開
き
の
本
ジ
と
な
り
ジ
と
な
る
5
参
照
ジ
見
出
し
等
を
開
始
す
る
方
法
に
改
丁
や
改
が
あ
見
出
し
等
を
次
の
か
ら
新
し
く
始
め
ま
る
︶
51
ペ
―
―
ジ
の
と
き
は
52
ペ
―
改
丁
で
は
53
ペ
―
ジ
か
ら
始
ま
る
︵
52
ペ
―
︶
数
Nombre
が
語
源
で
あ
る
67
3 頁を構成する部分の名称
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
17
Z 8208:2007
図
A.2
−
図
A.1
の校正記号の記入例に従った修正結果
ペ
ー
ジ
ページとは︑本を構成する一枚の紙葉の片面をいい︑紙葉の表裏を合わせた一枚は丁
とよん
でいる︒また︑本などを開いたときの左右両方のページを合わせて見開き
0
0
0
とよび︑見開きにな
る各ページを対
向
という︒
縦組の本では︑文字は上から下に︑行は右から左に並べ︑ページは左から右に開ける︵右開
きの本
︶︒横組の本では
︑文字は左から右に
︑行は上から下に並べ
︑ペ
ー
ジは右から左に開け
る
︵
左開きの本
︶︒本は原則として
︑表面を一ペ
ー
ジとして開始する
︒した
が
っ
て
︑右開きの
縦組の見開きでは︑右側は偶数ページとなり︑左側は奇数ページとなる︒左開きの横組の本で
は︑これが逆になる
︵次ページ図
3
・
5
参照︶
︒
改丁・改ページ
見出し等を開始する方法に改
丁
や改
ページ︵改頁︶がある︒見出し等を次のページから新し
く始める方法を改ページといい︑丁を改めて開始する方法が改丁である︵つねに奇数ページか
ら始まる
︶︒仮に前のペ
ー
ジが
51
ペ
ー
ジで終
っ
たとすると
︑改ペ
ー
ジのときは
52
ペ
ー
ジから始
まり︑改丁では
53
ページから始まる︵
52
ページは印刷されない︑すなわち白ページとなる︶
︒
ノンブルとページ数
ページ数を示す字がノンブルであり丁
付けともいう︒フランス語の
nombre
が語源である︒
67
3 ページを構成する部分の名称
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
18
Z 8208:2007
附属書 B
(
参考
)
横組の校正刷への校正記号の記入例
序文
この附属書は,横組の校正刷への校正記号の記入例を示すものであって,規定の一部ではない。
B.1
横組の校正刷(初校)への校正記号の記入例を
図
B.1
に示す。
図
B.2
に,
図
B.1
の校正記号の記
入例に従った修正結果を示す。
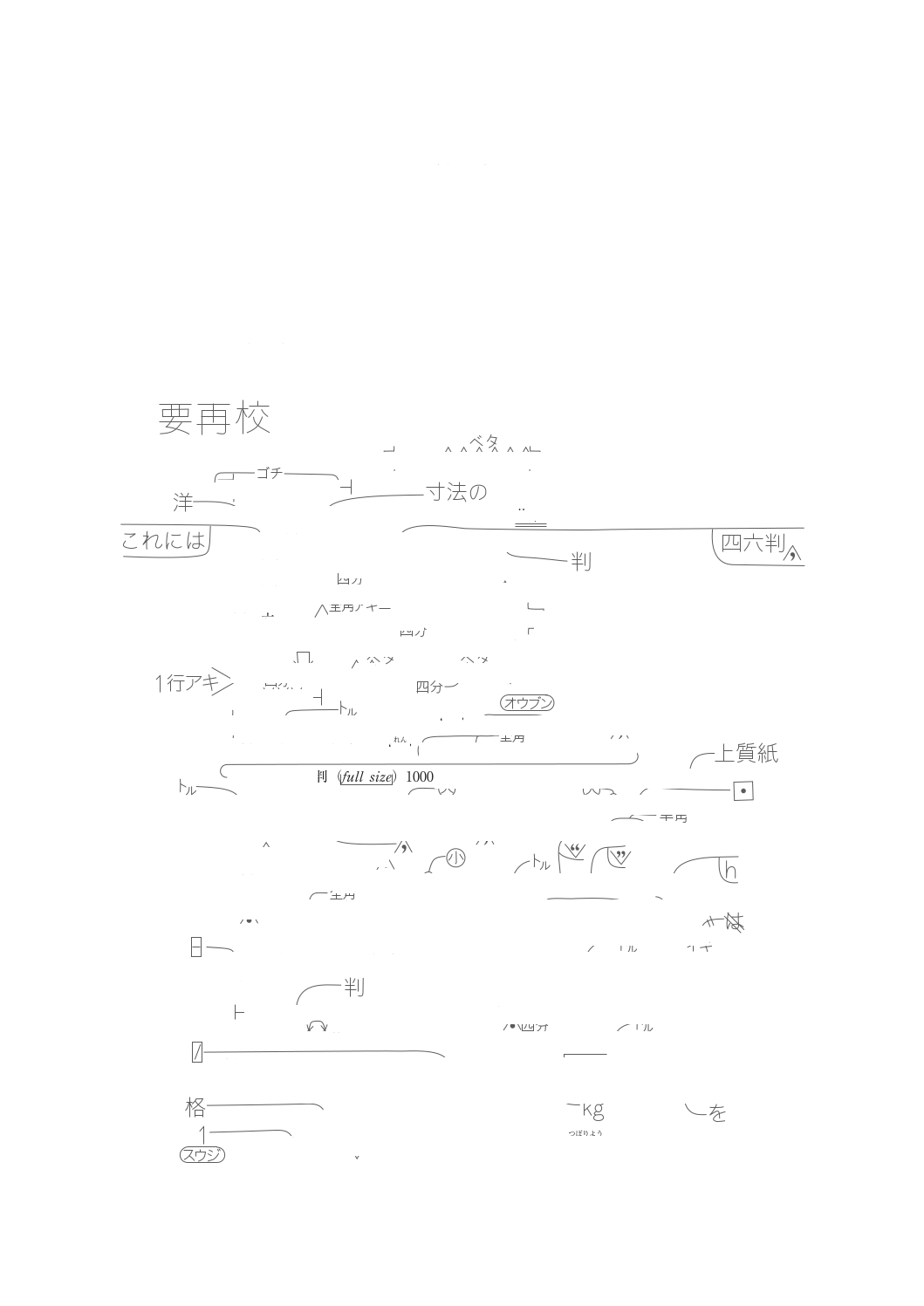
図
B.1
−
横組の校正刷(初校)への校正記号の記入例
5)原紙寸法の規格
用紙の原紙仕上がり規格には日本工業規格の jis p 0202(紙の原紙寸法)が
あり,A 列本判,B 列本判,菊判,ハトロン版の 5 種類が規定されている.
A 列 本 判 625 mm×880 mm (0.550 m2)
B 列 本 判 765mm×1085 mm (約 0.830
m2
)
四 六 判 788 mm×1091 mm (約 0.860 m
2
)
菊 判 636 mm×939mm (約 0.597 m
2
)
ハトロン判 900 mm × 1200 mm (1.080 m
2
)
6)紙の単位
紙を取引きする場合の最低単位は 枚 (sheet)であるがある程度の量
の洋紙を取引する場合は, 連 (ream, R) を一般に使用している.
1 連とは,全
枚である.ただし,実際の包装では,印刷
用紙 A や書籍用紙において,a 判は 500 枚,厚手では 250 枚,b 判,四六判は
薄手の紙は 500 枚、普通の厚さでは 250 枚、相当に厚い紙では125枚が 1 包
みになつていることが多い
洋紙 1 連(1000 枚)の重さを Kg で表したたものを連量(ream weigt)と
いう。連量は , たとえば四六判 55 kg のように表す.厚い紙ほど連量は大きく
なるので,連量は厚さをほぼ示しているといえる.通常の書籍では,A 判で
40-45 kg くらい,B 判の場合では 60‒70 kg くらいのもののがよく使用されて
いる.
A 列本版と B 列本判の面積比は,約 1 対 1509 である.したがって,A 判
の紙の連量を 2/3 倍すれば B 判の紙のおよその連量を計算でき,,逆に B 判の
連量から A 判の連量を知るには,2/3 倍すればよい.連を単位として取引す
るときは,重量が価格計算の基準となり,連量にキログラム当たりの単価が掛
けると 1 連の価額を求めることができる.
なお,紙 I 枚の 1 m
2
当たりの質量を g で表したものを坪量という.
68
第 3 章 用 紙 の 基 礎 知 識
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8208
:
2006
19
Z 8208:2007
図
B.2
−
図
B.1
の校正記号の記入例に従った修正結果
(
図
B.1
より 2 行増えている
)
5)原紙寸法の規格
洋紙の原紙寸法の規格には日本工業規格の JIS P 0202(紙の原紙寸法)があ
り,これには A 列本判,B 列本判,四六判,菊判,ハトロン判の 5 種類が規
定されている.
A 列 本 判 625 mm×880 mm (0.550 m
2
)
B 列 本 判 765 mm×1085 mm (約 0.830 m
2
)
四 六 判 788 mm×1091 mm (約 0.860 m
2
)
菊 判 636 mm×939 mm (約 0.597 m
2
)
ハトロン判 900 mm×1200 mm (1.080 m
2
)
6)紙 の 単 位
紙を取引する場合の最低単位は 枚 (sheet)であるが,ある程度の量の洋
紙を取引する場合は, 連 (ream, R)を一般に使用している.1 連とは,全
判(full size)1000 枚である.ただし,実際の包装では,上質紙や書籍用紙に
おいて,A 判は 500 枚,厚手では 250 枚,B 判・四六判は薄手の紙は 500 枚,
普通の厚さでは 250 枚,相当に厚い紙では 125 枚が 1 包みになっていることが
多い.
洋紙 1 連(1000 枚)の重さを kg で表したものを 連量 (ream weight)
という.連量は,たとえば四六判 55 kg のように表す.連量は厚い紙ほど大き
くなるので,連量は厚さをほぼ示しているといえる.通常の書籍では,A 判
で 40‒45 kg くらい,B 判の場合では 60‒70 kg くらいのものがよく使用されて
いる.
A 列本判と B 列本判の面積比は,約 1 対 1.509 である.したがって,A 判の
紙の連量を 3/2 倍すれば B 判の紙のおよその連量を計算でき,逆に B 判の連
量から A 判の連量を知るには,2/3 倍すればよい.
連を単位として取引するときは,重量が価格計算の基準となり,連量に kg
当たりの単価を掛けると 1 連の価格を求めることができる.
なお,紙 1 枚の 1 m
2
当たりの質量を g で表したものを坪量という.
68
第 3 章 用紙の基礎知識
2019
年
7
月
1
日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。