Z 4924:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義··················································································································· 1
4 構造,形状,材料及び寸法 ································································································· 2
4.1 円筒容器 ······················································································································ 2
4.2 スライス厚ファントム ···································································································· 4
4.3 空間分解能ファントム ···································································································· 5
4.4 幾何学的ひずみ(歪)ファントム ····················································································· 6
4.5 信号ノイズ比,均一性及びゴースト測定部 ········································································· 6
4.6 画像コントラスト測定部 ································································································· 6
5 許容差···························································································································· 7
6 ファントムの性能に対する試験 ··························································································· 7
6.1 ファントムの要求事項 ···································································································· 7
6.2 試験環境 ······················································································································ 7
6.3 性能試験項目 ················································································································ 7
6.4 試験方法 ······················································································································ 7
7 表示······························································································································· 8
8 附属文書························································································································· 8
9 補足······························································································································· 8
附属書A(参考)診断用MR装置用ファントムを用いた日常点検の補足 ········································· 9
附属書B(参考)この規格で用いている定義した用語の索引 ······················································· 12
Z 4924:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,公益社団法人日本
放射線技術学会(JSRT)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣及び経済産業大臣が改
正した日本工業規格である。これによって,JIS Z 4924:1995は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 4924:2016
診断用MR装置用ファントム
Phantoms for magnetic resonance equipment for medical diagnosis
序文
この規格は,1995年に制定され,20年が経過した。今回の改正は,この間のMR装置の仕様の変化に
対応するために行った。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,診断用MR装置(以下,MR装置という。)の日常点検のうち,次に示す試験項目に対応
する試験器具(以下,ファントムという。)について規定する。
− 信号ノイズ比
− 均一性
− スライス厚
− 空間分解能
− 幾何学的ひずみ(歪)
− ゴースト
− 画像コントラスト
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6717-2 プラスチック−ポリメタクリル酸メチル(PMMA)成形用及び押出用材料−第2部:
試験片の作り方及び諸性質の求め方
JIS K 6718-2 プラスチック−メタクリル樹脂板−タイプ,寸法及び特性−第2部:押出板
JIS Z 4005 医用放射線機器−定義した用語
JIS Z 4952 磁気共鳴画像診断装置−第1部:基本画質パラメータの決定方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 4005及びJIS Z 4952によるほか,次による。また,定義
した用語は太字で示し,この規格で用いている定義した用語の索引を附属書Bに示す。
3.1
円筒容器(CYLINDRICAL VESSEL)
内部にファントムを収納できるJIS K 6717-2又はJIS K 6718-2に規定するポリメタクリル酸メチル
2
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(PMMA)製の円筒形状の容器。
注記 この円筒容器には,信号ノイズ比,均一性,スライス厚,空間分解能,幾何学的ひずみ(歪),
ゴースト,及び画像コントラスト評価用ファントムを収納する。
3.2
信号ノイズ比,SNR(SIGNAL TO NOISE RATIO,SNR)
信号をノイズレベルで除した比率。
3.3
均一性(UNIFORMITY)
ノイズ及び有限なデータ収集(トランケーションアーチファクト)の影響を除いた,均質な試験器具の
画像において強度の空間的な一様性。
3.4
スライスプロファイル(SLICE PROFILE)
MR装置において,スライスに直交した方向のMR信号強度の集まり。
3.5
スライス厚(SLICE THICKNESS)
MR装置において,スライスプロファイルの半値幅(FWHM)。
3.6
空間分解能(SPATIAL RESOLUTION)
MR装置において,画像上で,等間隔に配列された測定用のピンパターンを判別できる能力。
注記 定義がJIS及びIEC規格にはなく,AAPM(American Association of Physicists in Medicine)から
引用している用語である。
3.7
幾何学的ひずみ(歪)(GEOMETRIC DISTORTION)
予測される実際の測定対象構造の位置と,画像でのその構造の空間的位置との偏差。
3.8
アーチファクト(ARTEFACT)
被写体内部の構造を表さない像で,はっきりした像が目に見えるもの。
3.9
ゴースト(GHOSTING ARTEFACT)
間違った位置に現れる実在の構造の複製又はその一部を表すアーチファクト。
3.10
画像コントラスト(IMAGE CONTRAST)
MR装置において,画像上で,二つのMR信号の信号強度の平均値の対比。
4
構造,形状,材料及び寸法
4.1
円筒容器
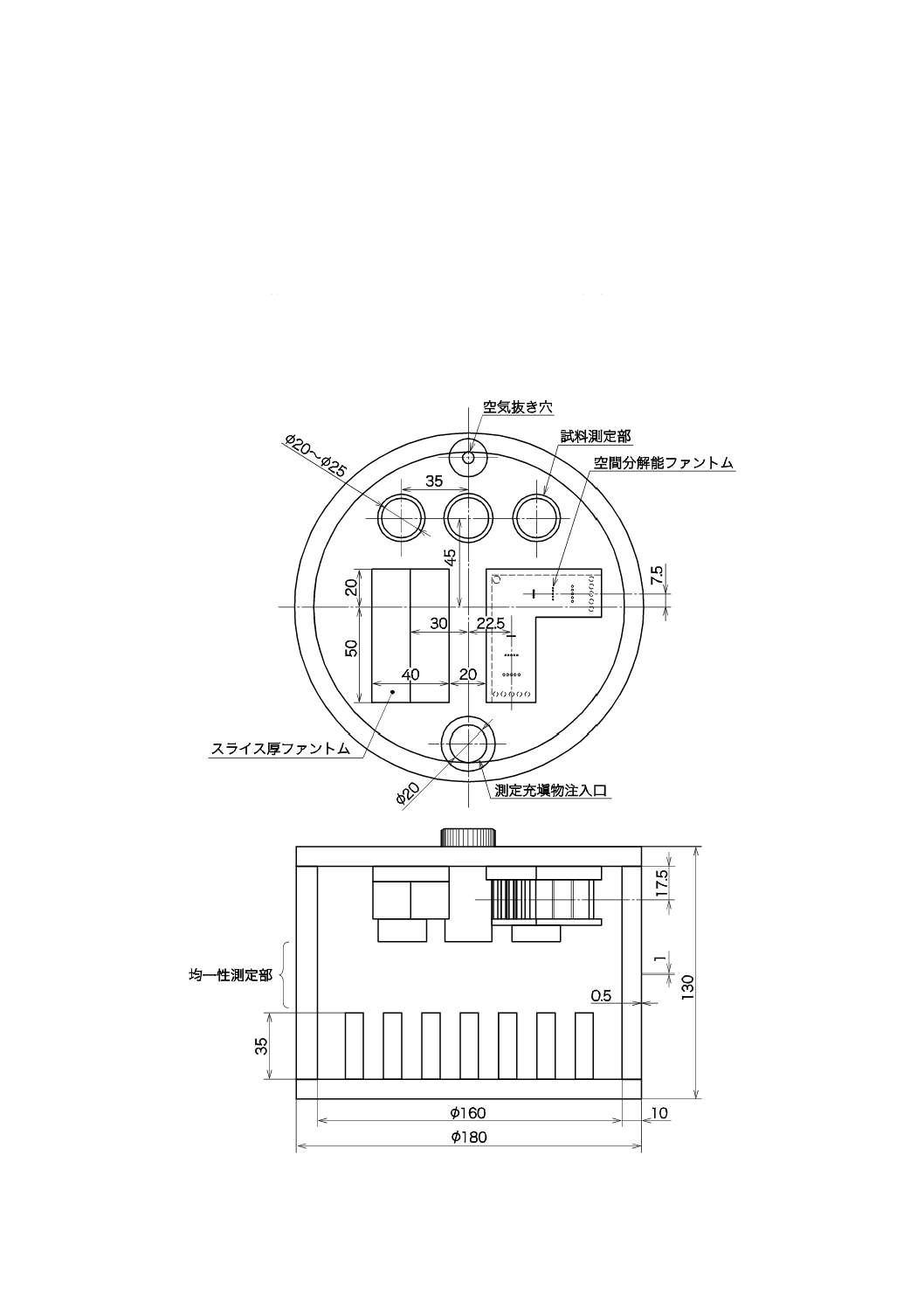
円筒容器の構造,形状,材料及び寸法は,次による。
a) 円筒容器は,4.2〜4.5に示すファントムを収納し,かつ,測定充塡物を満たすことができる構造とす
る。内径160 mm,壁厚10 mm及び両底面の厚さ10 mmとする。
b) それぞれのファントムを全て収納し,測定充塡物を満たしたとき,図1に示すとおり,信号ノイズ比,
3
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
均一性及びゴースト測定部をもつ。
c) 表面は,平滑で内部が容易に観察できる構造とする。
d) それぞれのファントムのスライス中心面に該当する円筒容器の表面に,測定に影響を与えず,かつ,
容易に消えない方法で目印を付ける。
e) 測定充塡物は,定在波の影響を避けるために,十分に小さな誘電率及び導電率をもつMR信号を生成
する物質(例えば,水,シリコンオイル)で,かつ,MR特性(スピン密度ρ,T1,T2)は,人体に近
いものとする(代表的な値は,T1<1 200 ms,T2>50 ms,スピン密度ρ=ρH20±20 %)。
f)
測定充塡物を満たしたとき,円筒容器内から空気を除くために,空気抜き穴を設ける。
g) 円筒容器は,RFコイル内に固定できる構造とする。
単位 mm
図1−円筒容器
4
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
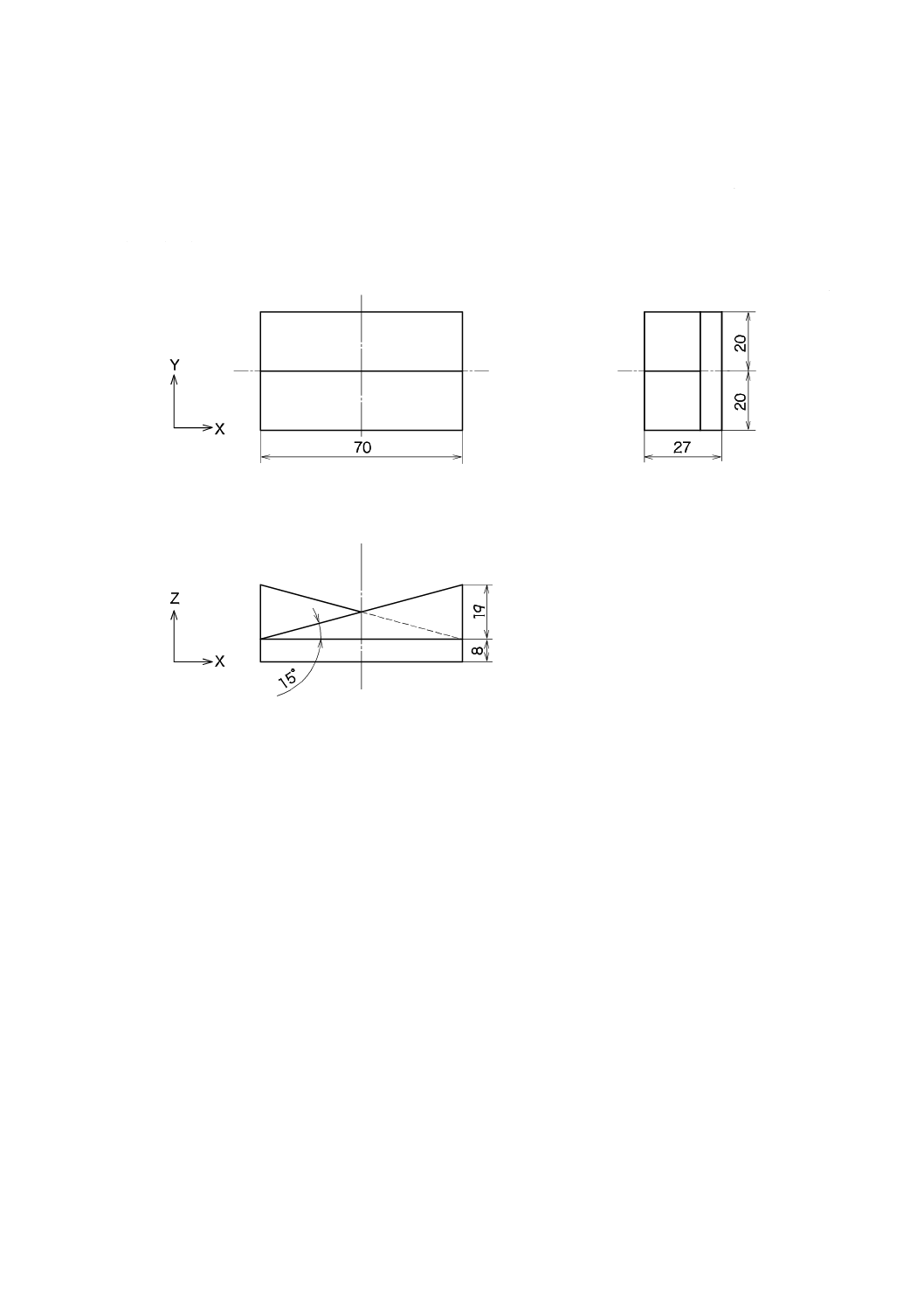
4.2
スライス厚ファントム
スライス厚ファントムは,測定充塡物で満たされた円筒容器内に,信号を発生しない物質(例えば,
PMMA)からなる2個の対向するウェッジで構成する。両方のウェッジの傾斜した表面は,撮像面と15°
の角度をなす。スライスに直交する方向をZ,ウェッジの傾斜方向をX及びXに直交する方向をYとす
る(図2参照)。
単位 mm
図2−スライス厚ファントム
5
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
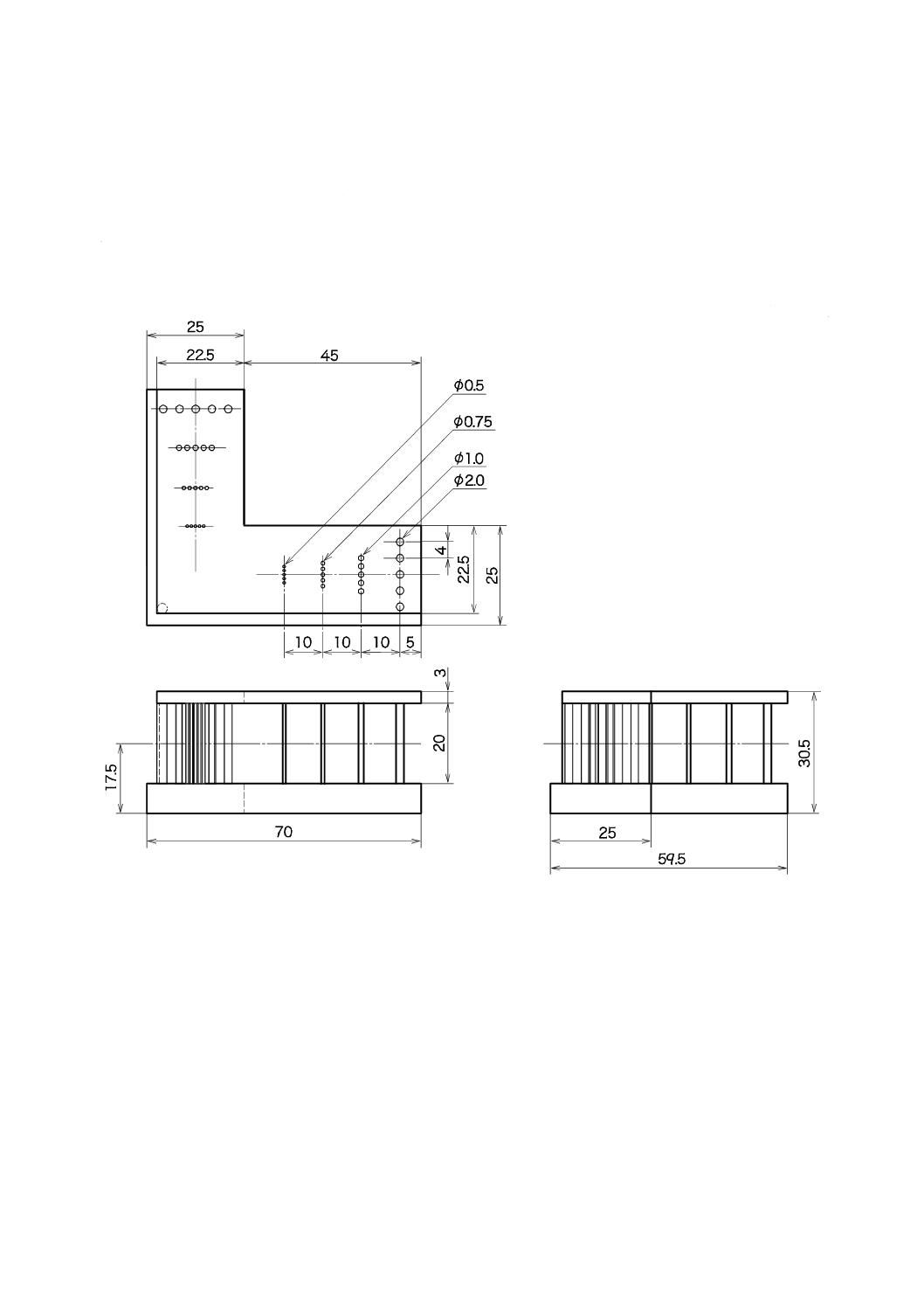
4.3
空間分解能ファントム
測定充塡物で満たされた円筒容器内に対して垂直に,信号を発生しない物質(例えば,PMMA)からな
る直径2.0 mm,1.0 mm,0.75 mm及び0.5 mmの円柱を同じ直径の円柱が一列になるように,それぞれ5
個ずつで構成する。同じ径の円柱の中心間距離は,円柱の直径の2倍とし,異なる径の隣接の円柱間の距
離は10 mmとする。周波数及び位相エンコード方向について同時に測定できるように直交した構成とする
(図3参照)。
単位 mm
図3−空間分解能ファントム
6
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
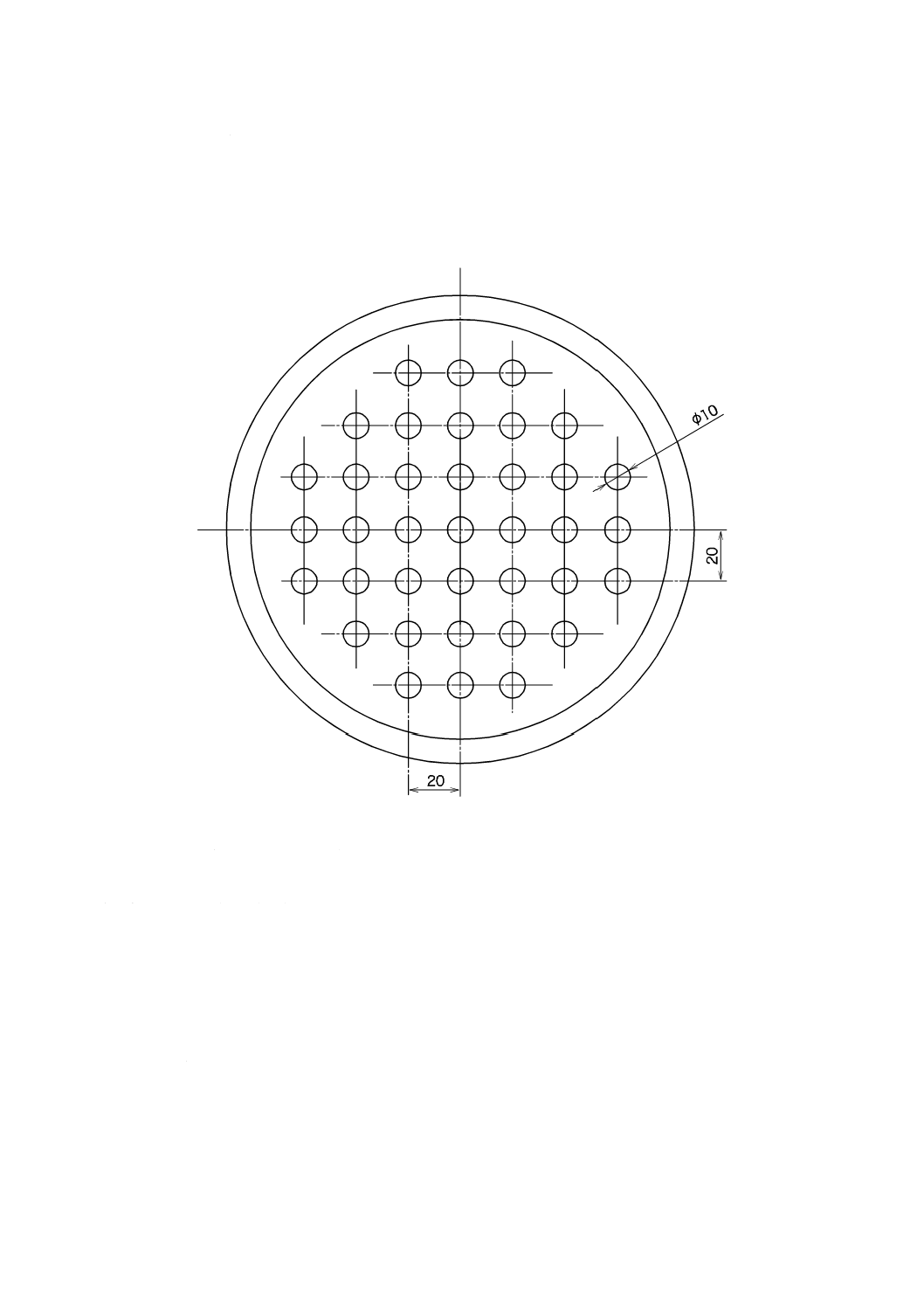
4.4
幾何学的ひずみ(歪)ファントム
測定充塡物で満たされた円筒容器内に対して垂直に,信号を発生しない物質(例えば,PMMA)からな
る直径10 mm,長さ35 mm(図1参照)の円柱を格子状になるように,37本で構成する。円柱の中心間距
離は,20 mmとする(図4参照)。
単位 mm
図4−幾何学的ひずみ(歪)ファントム
4.5
信号ノイズ比,均一性及びゴースト測定部
信号ノイズ比,均一性及びゴースト測定部は,円筒容器内の厚さ40 mm以上の測定充塡物で満たされた
均一部を用いる(図1参照)。
4.6
画像コントラスト測定部
4.6.1
緩和剤
水溶液において所望の緩和時間T1及びT2を得るための緩和剤として常磁性イオンを使用する。
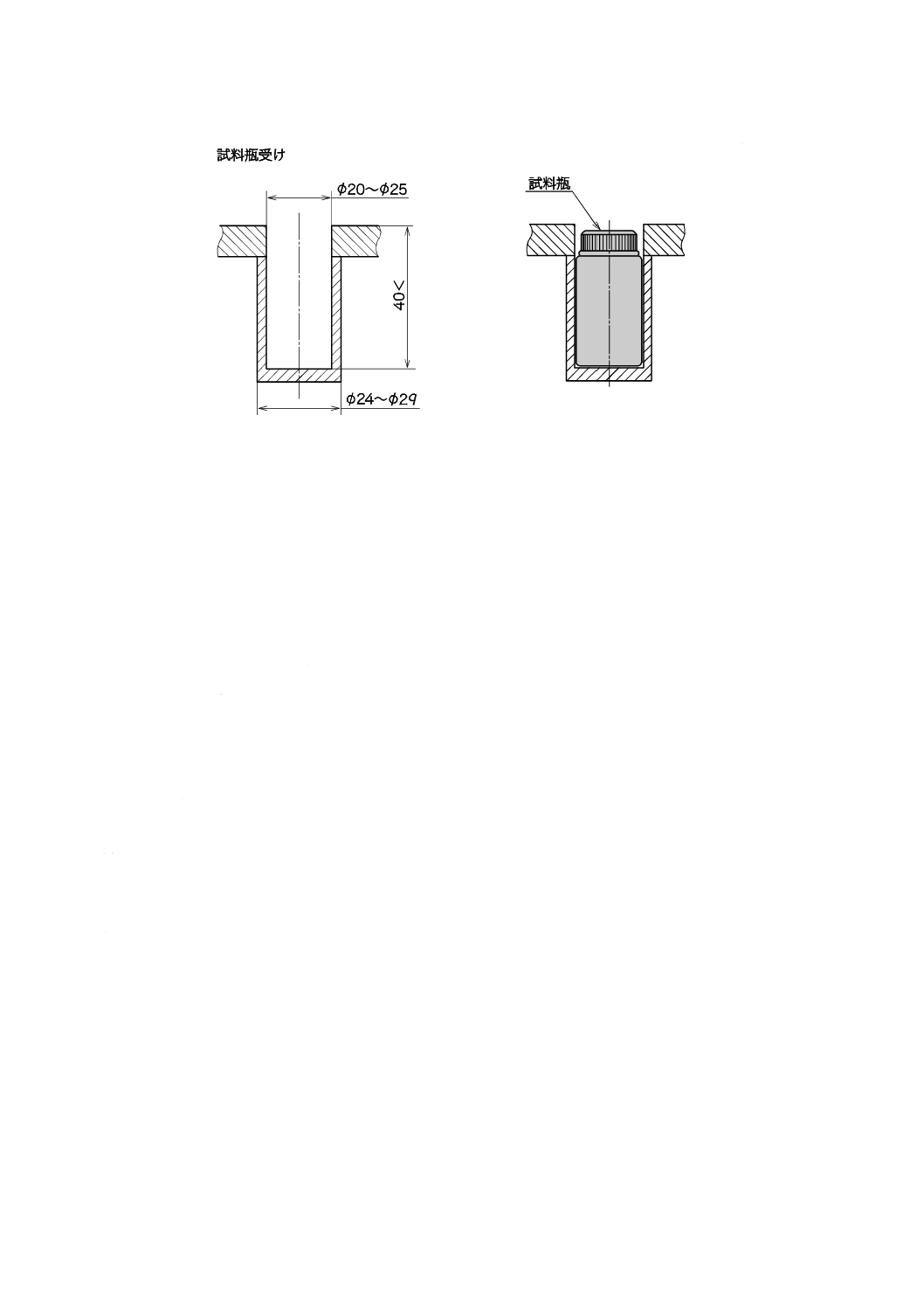
4.6.2
試料瓶受け
任意の濃度の測定充塡物を満たすことのできる試料瓶受け(図5参照)を3個配置する構造とする。
4.6.3
試料瓶
任意の濃度の物質を満している試料瓶の挿入部を3個設ける。
任意の濃度の測定充塡物を満たすことのできる試料瓶を附属させる(図5参照)。
7
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図5−試料瓶受け・試料瓶
5
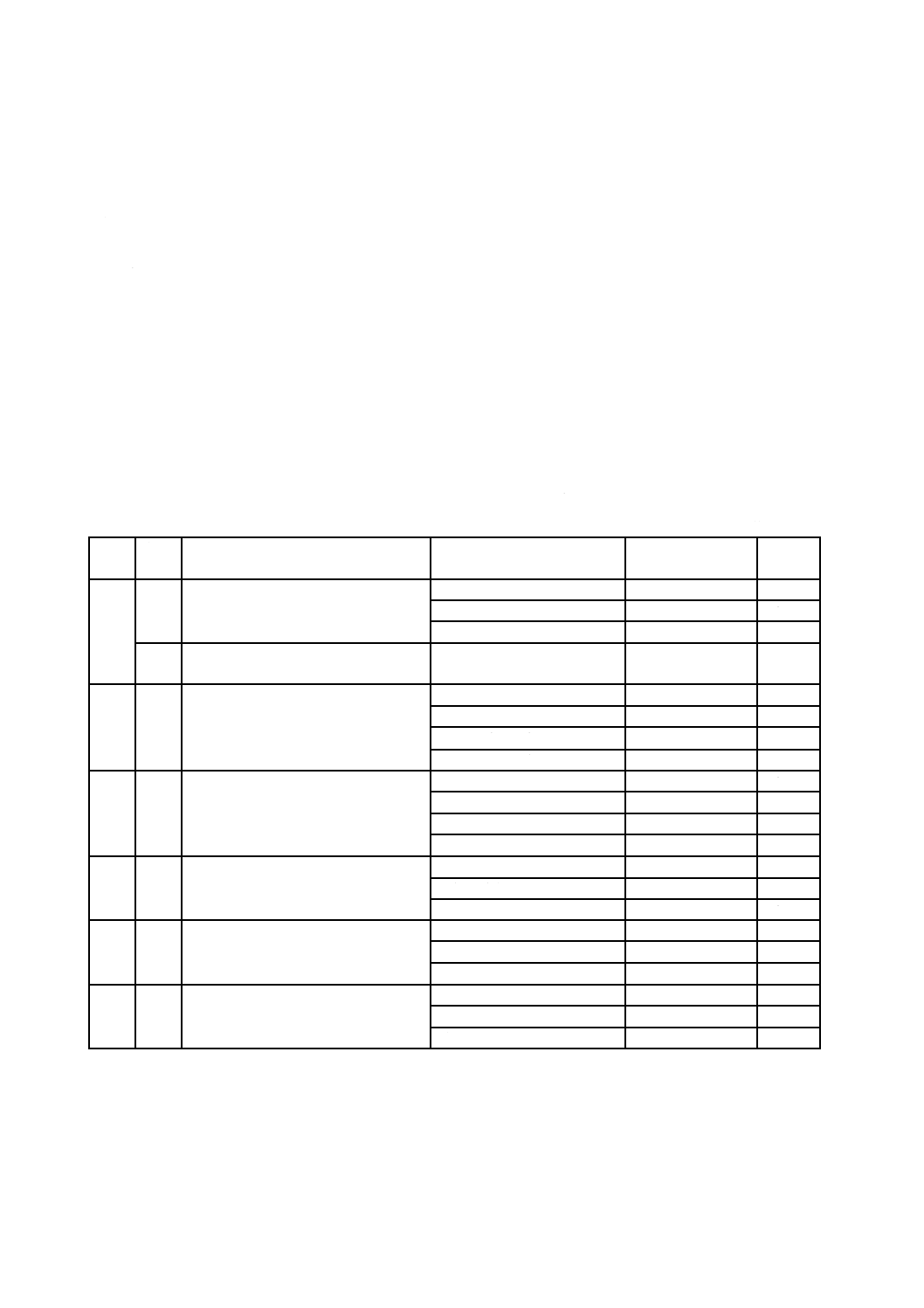
許容差
ファントム寸法の許容差は,表1のとおりとする。
6
ファントムの性能に対する試験
6.1
ファントムの要求事項
ファントムの性能は,次による。
a) 寸法は,6.4 a) によって試験したとき,表1に適合する寸法をもつ。
b) 漏水は,6.4 b) によって試験したとき,漏水が認められない。
c) 外観は,6.4 c) によって試験したとき,変形,きず,ひび割れ及び気泡が認められない。
注記 ファントムの内容物は,A.1を参照する。
6.2
試験環境
試験環境は,次による。
a) 周囲温度は,10〜40 ℃とする。
b) 相対湿度は,(60±25)%とする。
6.3
性能試験項目
性能試験項目は,次による。
a) 寸法試験
b) 漏水試験
c) 外観試験
6.4
試験方法
試験方法は,次による。
a) 寸法試験は,測定に必要な精度をもつ計測器を用いて寸法を調べ,表1に適合するかどうかを調べる。
b) 漏水試験は,円筒容器に,水を満たして密封し,円筒容器を,縦及び横にした状態で,それぞれ24
時間放置した後,漏水の有無を目視で調べる。
c) 外観試験は,変形,きず,ひび割れ及び気泡の有無を目視で調べる。
8
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
表示
ファントムには,見やすい場所に,測定に影響を与えず,かつ,容易に消えない方法で,次の事項を表
示する。
a) 名称
b) 製造番号
c) 製造年月又はその略号
d) 製造業者名又はその略号
8
附属文書
ファントムには保証書のほか,次の附属文書を添付する。
a) 取扱説明書 取扱説明書には,一般的な取扱いのほかに,材料,寸法,保管方法及び取扱い上の注意
を記載する。
b) 試験報告書 試験報告書には,ウェッジ試験器具,円柱及び試料瓶の実測値を記載する。
表1−ファントム寸法の許容差
単位 mm
図番
細分
箇条
ファントム
部分
寸法
許容差
図1
4.1
円筒容器
円筒容器の内径
160
±0.5
円筒容器の壁厚
10
±0.5
円筒容器の両底面の厚さ
10
±0.5
4.5
円筒容器内信号ノイズ比,均一性及び
ゴースト測定部
厚さ
40以上
−
図2
4.2
スライス厚ファントム
ウェッジの底辺
70
±0.5
ウェッジの高さ
19
±0.5
ウェッジの厚さ
20
±0.5
ウェッジの角度
15°
±1°
図3
4.3
空間分解能ファントム
円柱の長さ
20
±0.5
円柱の直径
0.5,0.75,1.0,2.0
±0.2
同じ直径の円柱の中心間隔
直径の2倍
±0.2
円柱の列間隔
10
±0.5
図4
4.4
幾何学的ひずみ(歪)ファントム
円柱の長さ
35
±0.5
円柱の直径
10
±0.5
円柱の中心間隔
20
±0.5
図5
4.6.2
画像コントラスト測定部試料瓶受け
試料瓶受けの内径
φ20〜φ25
−
試料瓶受けの壁厚
2
−
試料瓶受けの深さ
40以下
−
図5
4.6.3
画像コントラスト測定部試料瓶
試料瓶の内径
18以下
−
試料瓶の壁厚
−
−
試料瓶の深さ
45以下
−
9
補足
ファントムを用いた日常点検の補足を附属書Aに示す。
9
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
診断用MR装置用ファントムを用いた日常点検の補足
A.1 ファントムへの要求事項
ファントムは,試験する受信コイル(例えば,頭部用コイル)に適したサイズ及び形状からなるもの(例
えば,ポリプロピレン又はアクリル製容器)とする。それに,定在波の影響を避けるために,十分に小さ
な誘電率及び導電率をもつMR信号を生成する物質(例えば,水,シリコンオイル)を満たす[JIS Z 4952
の4.1.1(試験器具への要求事項)参照]。MR特性が人体に近い測定充塡物は,純水に適切な緩和時間調
整剤(常磁性イオン)を添加することで作製可能となる。できる限り人体と同等の値を用い,極端な値は
避ける。ファントムの温度は,22±4 ℃とする。
1.5 T以上の高磁場では,水のような高い誘電率をもつ物質で満たされたファントムでは,定在波が発生
する(誘電現象)。これらの定在波は,特に3 T以上の静磁場強度のSNR又は均一性のような画像試験を
混乱させる可能性がある。例えば,低誘電率のシリコンオイルは,定在波問題を軽減する助けとなる。し
かし,シリコンオイルは,そのままで使用したとき,ファントムとして適切でない緩和特性を示す可能性
がある。ある種のシリコンオイル(例えば,SF96-50ポリジメチルシロキサン)のMR緩和特性は,
Gd[TMHD][トリス(2,2,6,6-テトラメチル-3,5ペプタンジオネイト)ガドリニウム(III)]の濃度を変えて加える
ことによって調整が可能である[JIS Z 4952のB.3.1.7(1.5 T以上の高磁場用試験器具)参照]。
A.2 試験方法
A.2.1 円筒容器の配置
RFコイル内への円筒容器は,代表的な検査手順に従って位置決めを行う。日常点検を行う上で,ファ
ントム位置の再現性を保つため,一貫して繰り返し行えるように,円筒容器に目印を付けておくなどの方
法をとる。渦状アーチファクト防止のため,円筒容器を配置してから撮影開始までに適切な時間(例えば,
15分)待つ必要がある。
A.2.2 各試験項目
A.2.2.1 信号ノイズ比
A.2.2.1.1 留意点
撮像中心をアイソセンタの±20 mmに合わせた横断面,し(矢)状面及び冠状面の各断面で実行する。
測定については,二つの撮像(画像1及び画像2)を,最初のスキャン終了から次のスキャンの開始まで
連続して5分以内で実行する。撮像の間に,調整又は校正を実行しない。関心領域(ROI)は,試験器具
の信号を生成する容積の画像において,少なくとも85 %の領域に相当する一定の幾何学的領域の中心に配
置する。2回撮像による差分法によって,SNRを求める[JIS Z 4952の4.2.5(データ解析及び許容差)参
照]。
A.2.2.1.2 結果の評価
1回目及び2回目に撮像した画像のROIでそれぞれ平均値を算出して信号値とし,差分画像のROI内
の標準偏差(SD)を計算し,SDを2で除した値をノイズとしてSNRを評価する。
10
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.2.2.2 均一性
A.2.2.2.1 留意点
撮像中心をアイソセンタの±20 mmに合わせた横断面,し(矢)状面及び冠状面の各断面で実行する。
試験器具の寸法及び形状には,少なくともコイルの仕様面積を含むようにする。仕様面積内で信号を発生
する領域の85 %を含むようにROIを設定する。ROI上の信号についての平均絶対偏差(AAD)とROIの
中の全てのピクセル信号値の平均とから均一性を求める[JIS Z 4952の4.3.5(データ解析及び許容差)参
照]。
A.2.2.2.2 結果の評価
コイルの感度分布を均一性から評価する。
A.2.2.3 スライス厚
A.2.2.3.1 スライス厚ファントム
A.2.2.3.1.1 留意点
撮像中心をスライス厚ファントムに合わせた横断面,し(矢)状面及び冠状面の各断面で実行する。フ
ァントムの向きを撮像スライスの方向に確実に合わせる手段を講じるようにする。調整は,対向するウェ
ッジファントムのスライス厚の測定値を比較することによって確認する。対向するウェッジで測定したス
ライス厚の差が10 %未満となるようにする。この方法は,プロファイルの微分をとるが,その微分操作は,
スライスプロファイルのノイズレベルを増加させるので,要求される画像SNは,20より高い必要がある。
ウェッジ法では,ウェッジの傾斜方向のピクセル強度をグラフ化する。信号強度のグラフを距離で微分し
て拡大スライスプロファイルを求める。これは,隣接するピクセルの信号強度差を求め,そのピクセル間
の距離で除することによって算出する。次に,拡大プロファイルのFWHMとtan αとの積として求めた値
がスライス厚となる[JIS Z 4952のA.3.2(代替法:2次元のスライス厚及びスライスプロファイル:ウェ
ッジ法)参照]。
A.2.2.3.1.2 結果の評価
スライスプロファイルの半値幅(スライス厚)で評価する。
注記 傾斜スラブ法を用いたスライス厚測定法の代替試験方法の一つとして提供する。
A.2.2.4 空間分解能
A.2.2.4.1 空間分解能ファントム
A.2.2.4.1.1 留意点
撮像中心を空間分解能ファントムの±10 mmに合わせた横断面,し(矢)状面及び冠状面の各断面で実
行する。繰返しパターンファントムによる評価は,円柱の列の像を目視によって観察し,同じ径の円柱の
並びにおいて,それぞれの円が独立して観察できる(解像している)かを評価する。複数人で評価するの
がよい。
A.2.2.4.1.2 結果の評価
解像している最小の円柱の径で評価する。
A.2.2.5 幾何学的ひずみ(歪)
A.2.2.5.1 幾何学的ひずみ(歪)ファントム
A.2.2.5.1.1 留意点
撮像中心を幾何学的ひずみ(歪)ファントムの±15 mmに合わせた横断面,し(矢)状面及び冠状面の
各断面で実行する。ひずみ(歪)補正フィルタは,この試験に限り使用してもよい。操作者が選択できる
他の全てのフィルタは,無効にする。無効にできない場合には,使用している全てのフィルタを結果に記
11
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
載する。得られた各画像上で,装置の保証範囲に相当する位置の円柱のファントム中心からの距離を測定
する。
A.2.2.5.1.2 結果の評価
それぞれ測定された値とファントム実寸サイズとの誤差割合を算出し,最大誤差を評価する。
A.2.2.6 ゴースト
A.2.2.6.1 留意点
ファントムサイズは,画像FOVの50 %以上であってはならない。撮像中心をアイソセンタの±20 mm
に合わせた横断面,し(矢)状面及び冠状面の各断面で実行する。撮像された各画像に対してファントム
内の平均信号レベル,ゴースト信号レベル及びバックグランド領域でのノイズ標準偏差を測定する[JIS Z
4952の4.7(ゴーストアーチファクト)参照]。
A.2.2.6.2 結果の評価
少なくとも25ピクセルのROIを用いて,ファントム内の平均信号値を測定する。ゴースト対信号比,
ゴースト対ノイズ比及び信号対ノイズ比を求めて評価する。
A.2.2.7 画像コントラスト
A.2.2.7.1 留意点
撮像中心を測定部の±20 mmに合わせた横断面で撮像する。所望の緩和時間T1及びT2を得るため常磁
性イオンを用いて任意の濃度の測定充塡物を作製する。目的とするコントラストを得る撮像条件で撮像し,
試料内の平均信号レベル及びノイズ標準偏差を測定する。
A.2.2.7.2 結果の評価
各試料内にROIを設定し,平均信号値及びノイズを用いてコントラストを評価する。

12
Z 4924:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
この規格で用いている定義した用語の索引
用語の索引 この附属書は,この規格の箇条3,JIS Z 4951,JIS Z 4952及びJIS Z 4005に定義された用
語の索引を示す。
注記 [ ]は,誤解のおそれがない場合,その語を省略してもよいことを示す。
定義された用語(日本語)
定義された用語(英語)
定義されている場所
アイソセンタ
ISOCENTRE
JIS Z 4952
アーチファクト
ARTEFACT
3.8
MR装置
MAGNETIC RESONANCE EQUIPMENT
(MR EQUIPMENT)
JIS Z 4951
円筒容器
CYLINDRICAL VESSEL
3.1
画像コントラスト
IMAGE CONTRAST
3.10
関心領域(ROI)
REGION OF INTEREST (ROI)
JIS Z 4005,10986
幾何学的ひずみ(歪)
GEOMETRIC DISTORTION
3.7
均一性
UNIFORMITY
3.3
空間分解能
SPATIAL RESOLUTION
3.6
検出器視野(FOV)
DETECTOR FIELD OF VIEW (FOV)
JIS Z 4005,10256
ゴースト
GHOSTING ARTEFACT
3.9
試験器具
TEST DEVICE
JIS Z 4005,11159
信号ノイズ比(SNR)
SIGNAL TO NOISE RATIO (SNR)
3.2
スライス厚
SLICE THICKNESS
3.5
スライスプロファイル
SLICE PROFILE
3.4
製造業者
MANUFACTURER
JIS Z 4005,10627
製造番号
SERIAL NUMBER
JIS Z 4005,11052
取扱説明書
INSTRUCTIONS FOR USE
JIS Z 4005,10513
日常点検
ROUTINE TEST
JIS Z 4005,11013
ノイズ
NOISE
JIS Z 4005,10701
半値[全]幅(FWHM) FULL WIDTH AT HALF-MAXIMUM (FWHM)
JIS Z 4005,10427
ファントム
PHANTOM
JIS Z 4005,10804
附属文書
ACCOMPANYING DOCUMENTS
JIS Z 4005,10019
参考文献
[1] JIS Z 4951 磁気共鳴画像診断装置−基礎安全及び基本性能
[2] Prince RR et al: Quality assurance methods and phantoms for magnetic resonance imaging: Report of AAPM
Nuclear Magnetic Resonance Task Group No.1. Med. Phys, 17(2):287-295, 1990