Z 4923:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 構造,形状,材料及び寸法 ································································································· 2
4.1 円筒容器 ······················································································································ 2
4.2 傾斜金属線によるスライス厚ファントム············································································· 3
4.3 空間分解能ファントム ···································································································· 4
4.4 低コントラスト分解能ファントム······················································································ 5
4.5 ノイズ,平均CT値及び均一性用ファントム ······································································· 6
4.6 線量測定用ファントム ···································································································· 6
4.7 ヘリカルスキャン用スライス厚ファントム ·········································································· 7
5 許容差···························································································································· 8
6 ファントムの性能に対する試験 ··························································································· 8
6.1 ファントムの要求事項 ···································································································· 8
6.2 試験環境 ······················································································································ 8
6.3 性能試験項目 ················································································································ 8
6.4 試験方法 ······················································································································ 8
7 表示······························································································································· 9
8 附属文書························································································································· 9
附属書A(参考)X線CT装置用ファントムを用いた試験方法の補足 ············································ 12
附属書B(参考)この規格で用いている定義した用語の索引 ························································ 15
Z 4923:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,公益社団法人日本
放射線技術学会(JSRT)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣及び経済産業大臣が改
正した日本工業規格である。これによって,JIS Z 4923:1997は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 4923:2015
X線CT装置用ファントム
Phantoms for X-ray computed tomography
序文
この規格は,1989年に制定され,その後2回の改正を経て今日に至っている。前回の改正は1997年に
行われ15年が経過した。今回の改正は,この間のCT装置の仕様の変化に対応するために行った。
なお,この規格に対応した国際規格は,現時点で制定されていない。
1
適用範囲
この規格は,医用X線CT装置(以下,CT装置という。)のJIS Z 4752-3-5:2008に規定する受入試験及
びJIS Z 4752-2-6:2012に規定する不変性試験のうち,次に示すスキャン方式及び試験項目に対応する試験
器具(ファントム)について規定する。ただし,ノイズ,平均CT値及び均一性に用いるファントムは,
製造業者の指定がない場合に適用できる。
a) アキシャルスキャン方式の場合
− スライス厚,
− 空間分解能,
− 低コントラスト分解能,
− ノイズ,
− 平均CT値及び均一性(体幹部を除く。),
− 線量
b) ヘリカルスキャン方式の場合
− スライス厚
なお,この規格で規定するファントム以外のファントムも,JIS Z 4752-3-5:2008及びJIS Z 4752-2-6:2012
に従って,受入試験及び不変性試験に用いられる。
注記1 ここでいう受入試験及び不変性試験とは,CT装置の性能維持を図るため,装置の設置時,
定期的及び随時に行う点検をいう。
注記2 この規格で規定するファントムを用いた場合の受入試験及び不変性試験の方法についての補
足事項を,附属書Aに示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 4309 ステンレス鋼線
2
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 6717-2 プラスチック−ポリメタクリル酸メチル(PMMA)成形用及び押出用材料−第2部:
試験片の作り方及び諸性質の求め方
JIS K 6718-2 プラスチック−メタクリル樹脂板−タイプ,寸法及び特性−第2部:押出板
JIS T 0601-1-3 医用電気機器−第1-3部:基礎安全及び基本性能に関する一般要求事項−副通則:診
断用X線装置における放射線防護
JIS Z 4005 医用放射線機器−定義した用語
JIS Z 4751-2-44 医用X線CT装置−基礎安全及び基本性能
JIS Z 4752-2-6 医用画像部門における品質維持の評価及び日常試験方法−第2-6部:不変性試験−医
用X線CT装置
JIS Z 4752-3-5 医用画像部門における品質維持の評価及び日常試験方法−第3-5部:受入試験−医用
X線CT装置
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 4005,JIS T 0601-1-3及びJIS Z 4751-2-44によるほか,次
による。また,定義した用語は太字で示し,この規格で用いている定義した用語の索引を,附属書Bに示
す。
3.1
円筒容器(CYLINDRICAL VESSEL)
内部にファントムを収納できるJIS K 6717-2又はJIS K 6718-2に規定するポリメタクリル酸メチル
(PMMA)製の円筒形状の容器。
注記 この円筒容器には,アキシャルスキャン用のスライス厚,空間分解能,低コントラスト分解能,
ノイズ,平均CT値及び均一性(体幹部を除く。)評価用ファントムを収納する。
4
構造,形状,材料及び寸法
4.1
円筒容器
円筒容器の構造,形状,材料及び寸法は,次による。
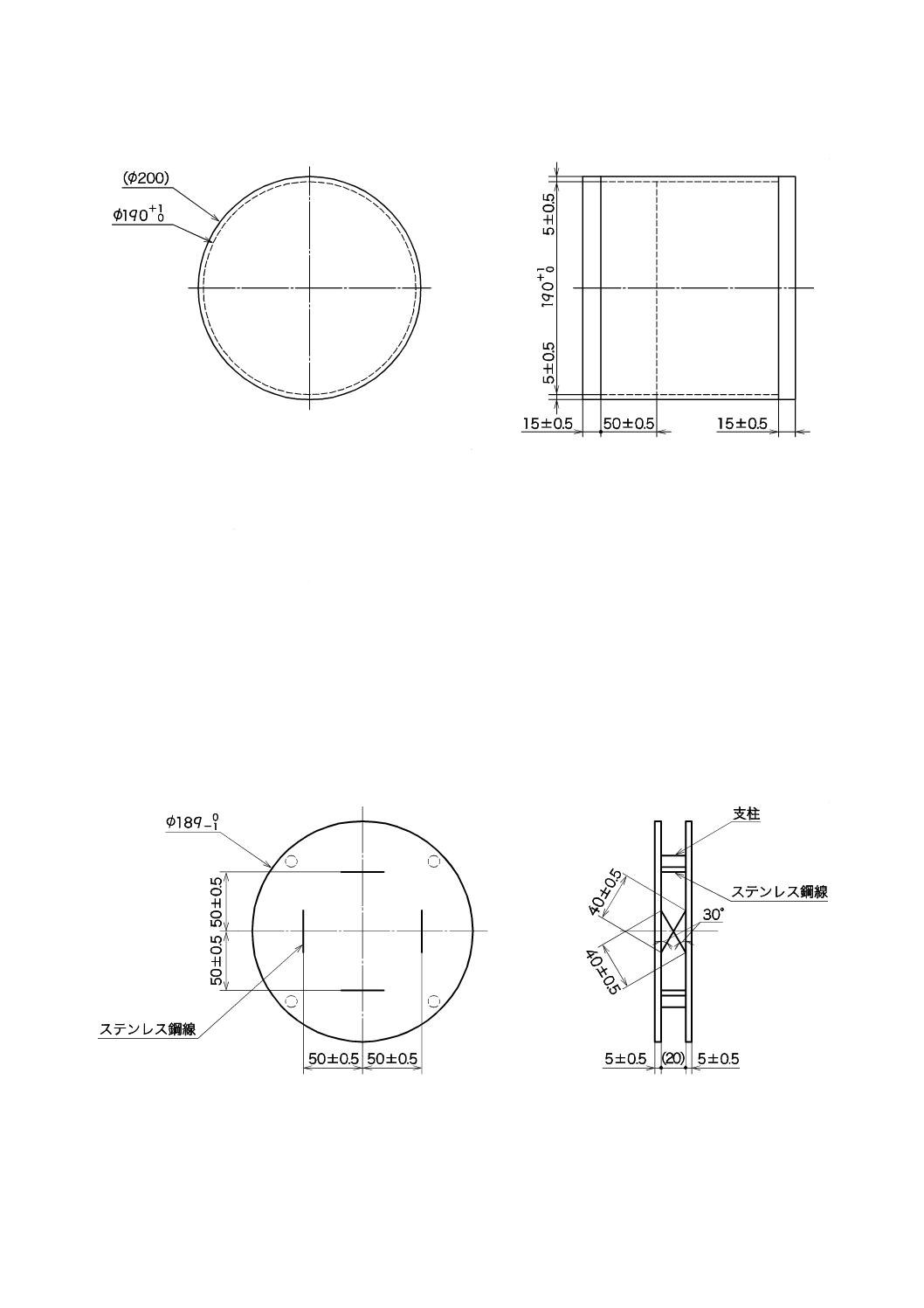
a) 円筒容器は4.2〜4.4に示すファントム(ただし,4.3についてはいずれか一方)を収納し,かつ,水を
満たすことができる構造とする。内径190 mm,壁厚5 mm及び両底面の厚さ15 mmとする。
b) それぞれのファントムを全て収納し,水を満たしたとき,図1に示すとおり,厚さ50 mmのノイズ,
平均CT値及び均一性測定部をもつ。
c) 円筒容器の一方の底面から,ファントムを収納できる構造とする。
d) 表面は,平滑で内部が容易に観察できる構造とする。
e) それぞれのファントムのスライス中心面及び中心軸に該当する円筒容器の表面に,測定に影響を与え
ず,かつ,容易に消えない方法で目印を付ける。
f)
水を満たしたとき,円筒容器内から空気を除くために,空気抜き部を設ける。
g) 円筒容器は,空間に固定できる構造とする。
3
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図1−円筒容器
4.2
傾斜金属線によるスライス厚ファントム
直径189 mm,厚さ5 mmの2枚の支持円盤(例えば,PMMA製円盤)の間に,長さ40 mm,直径0.15 mm
のJIS G 4309のSUS305に規定するステンレス鋼線を,支持円盤に対して30°の角度で,水平及び垂直方
向に装着する。水平方向の鋼線は,PMMA製円盤の中心から垂直方向に50 mm離れた2か所に,垂直方
向の鋼線は支持円盤の中心から水平方向に50 mm離れた2か所に,それぞれ測定へ影響しない方法で装着
する。水平及び垂直のそれぞれ2本の鋼線は,互いに傾きを逆向きに装着する(図2参照)。
注記1 ステンレス鋼線の代わりに,これと同等以上の線減弱係数をもつ材質の鋼線を用いることが
できる。
注記2 鋼線の角度及び直径は,測定に有意な影響を及ぼさないほうがよい。直径は,0.1 mm〜0.2 mm
の範囲内のものが望ましい。
単位 mm
図2−傾斜金属線によるスライス厚ファントム
4
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3
空間分解能ファントム
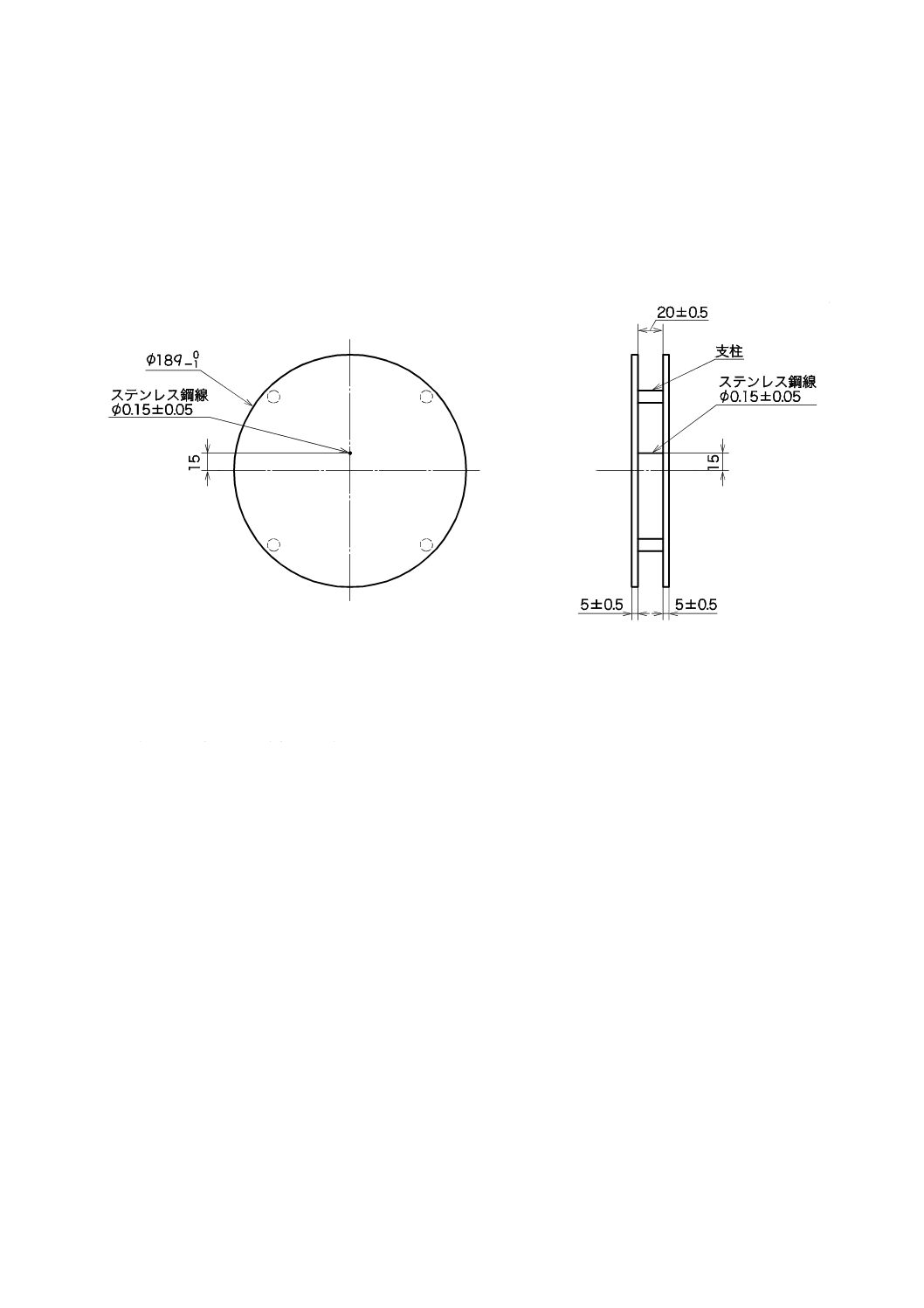
4.3.1
金属線ファントム
直径189 mm,厚さ5 mmの2枚の支持円盤の間に,その中心から15 mm離れた位置に,直径0.15 mm,
長さ20 mmの金属線(例えば,ステンレス鋼線)を,支持円盤面に垂直に装着したものとする。2枚の支
持円盤は,測定に影響を与えない方法で相互に固定する(図3参照)。
単位 mm
図3−金属線ファントム
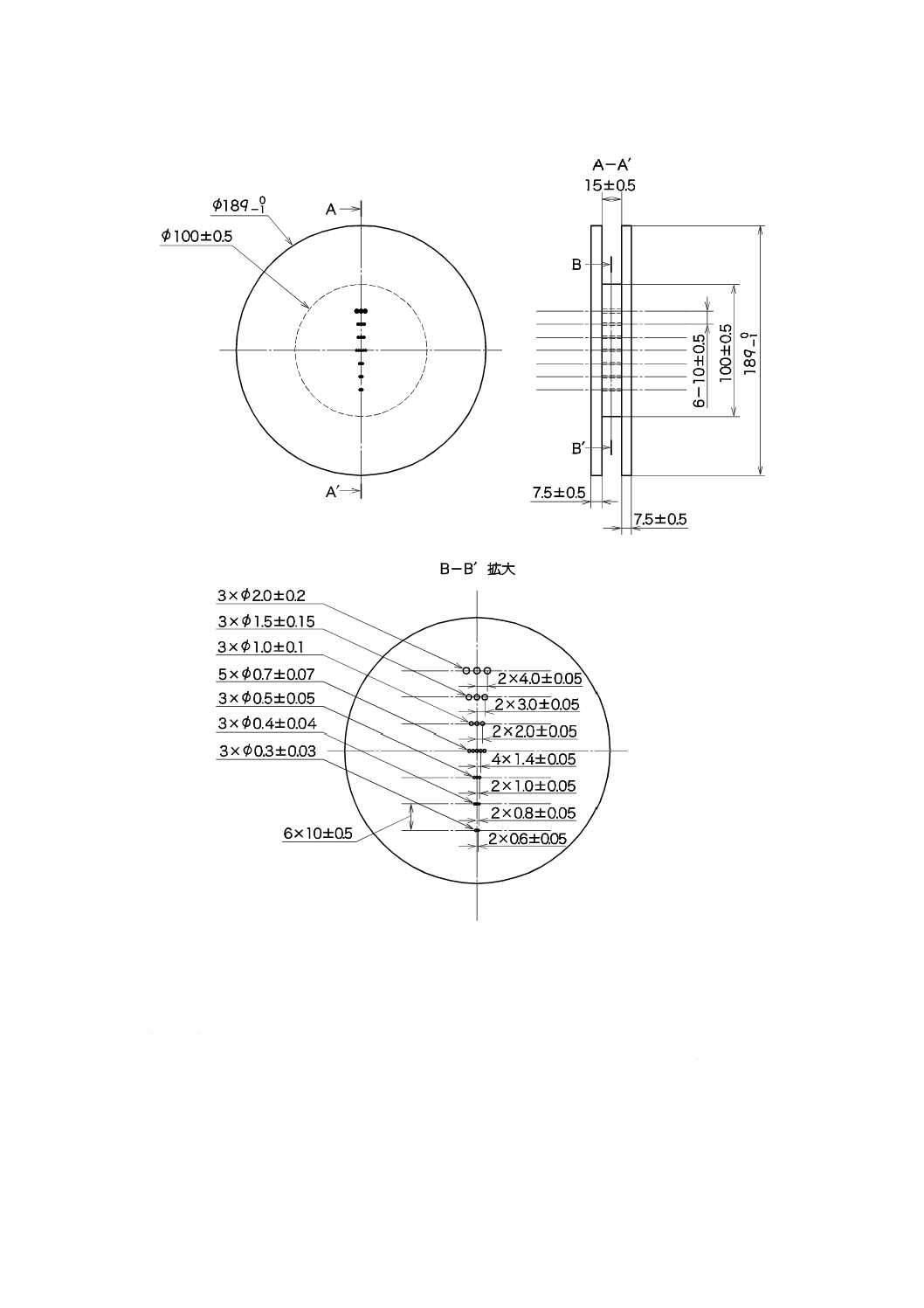
4.3.2
繰返しパターンファントム(代替試験用)
直径100 mm,厚さ15 mmの円盤(例えば,PMMA製円盤)に,円盤面に対し垂直に,直径0.3 mm,0.4
mm,0.5 mm,0.7 mm,1.0 mm,1.5 mm及び2.0 mmの穴を,同じ直径の穴が一列になるように3個ずつ
あける。ただし,0.7 mmの穴は5個とし,この中心の穴は円盤の中心位置とする。同じ径の穴の中心間距
離は,穴の直径の2倍とし,穴の列の中心間距離は10 mmとする(図4参照)。この円盤を直径189 mm,
厚さ7.5 mmの2枚の支持円盤の間の中央部に装着する。穴の中は,空洞とする。
注記 このファントムは,JIS Z 4923:1997では高コントラスト分解能測定用具とされていた。
5
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図4−繰返しパターンファントム
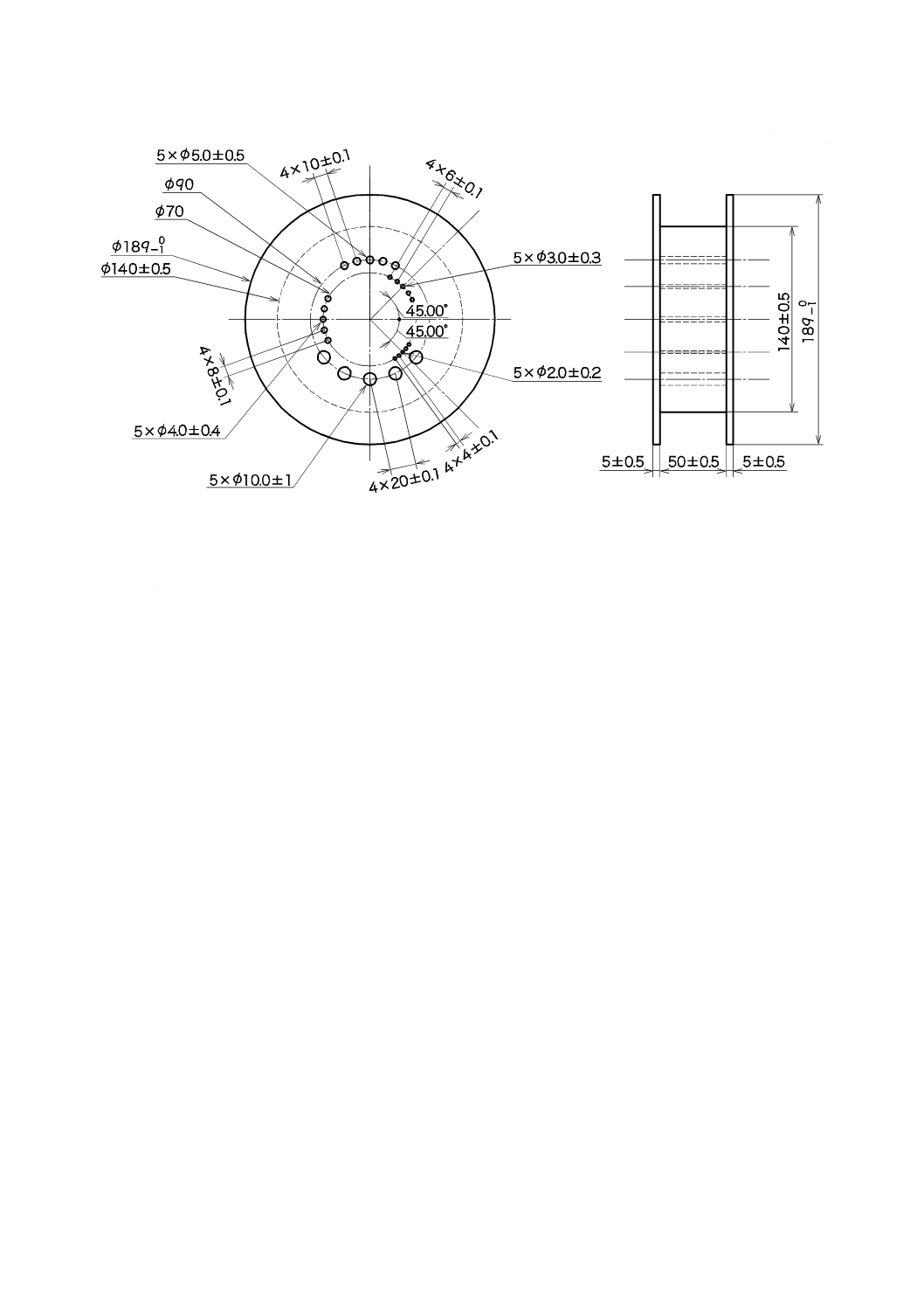
4.4
低コントラスト分解能ファントム
直径140 mm,厚さ50 mmの,X線エネルギー依存性が小さく,CT値約50の物質の円盤に,円盤面に
対し垂直に,直径2.0 mm,3.0 mm,4.0 mm,5.0 mm及び10.0 mmの穴を,図5で示した位置にあける。
10.0 mm及び5.0 mm径の穴は,円盤中心と中心を同じくする直径90 mmの同心円状に並べ,4.0 mm,3.0 mm,
及び2.0 mmの穴は,円盤中心と中心を同じくする直径70 mmの同心円状に並べる。同じ直径の穴の中心
間距離は,直径の2倍とし,穴の数はそれぞれ5個とする。穴の中は,周囲の物質よりCT値で10±1低
い物質で満たす。この円盤を,直径189 mm,厚さ5 mmの2枚の支持円盤の間の中央部に装着する。
6
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図5−低コントラスト分解能ファントム
4.5
ノイズ,平均CT値及び均一性用ファントム
ノイズ,平均CT値及び均一性は,円筒容器内の厚さ50 mmの水だけの測定部を用いる(図1参照)。
円筒容器の外径は200 mmであることから,この測定部を頭部撮影用ファントムとして用いることができ
る。
注記 体幹部撮影に対しては,JIS Z 4752-3-5では,“直径30 cm〜35 cmの外径をもち,少なくとも
30 cmの水の減弱当量をもつ試験器具を用いる。”とされている。
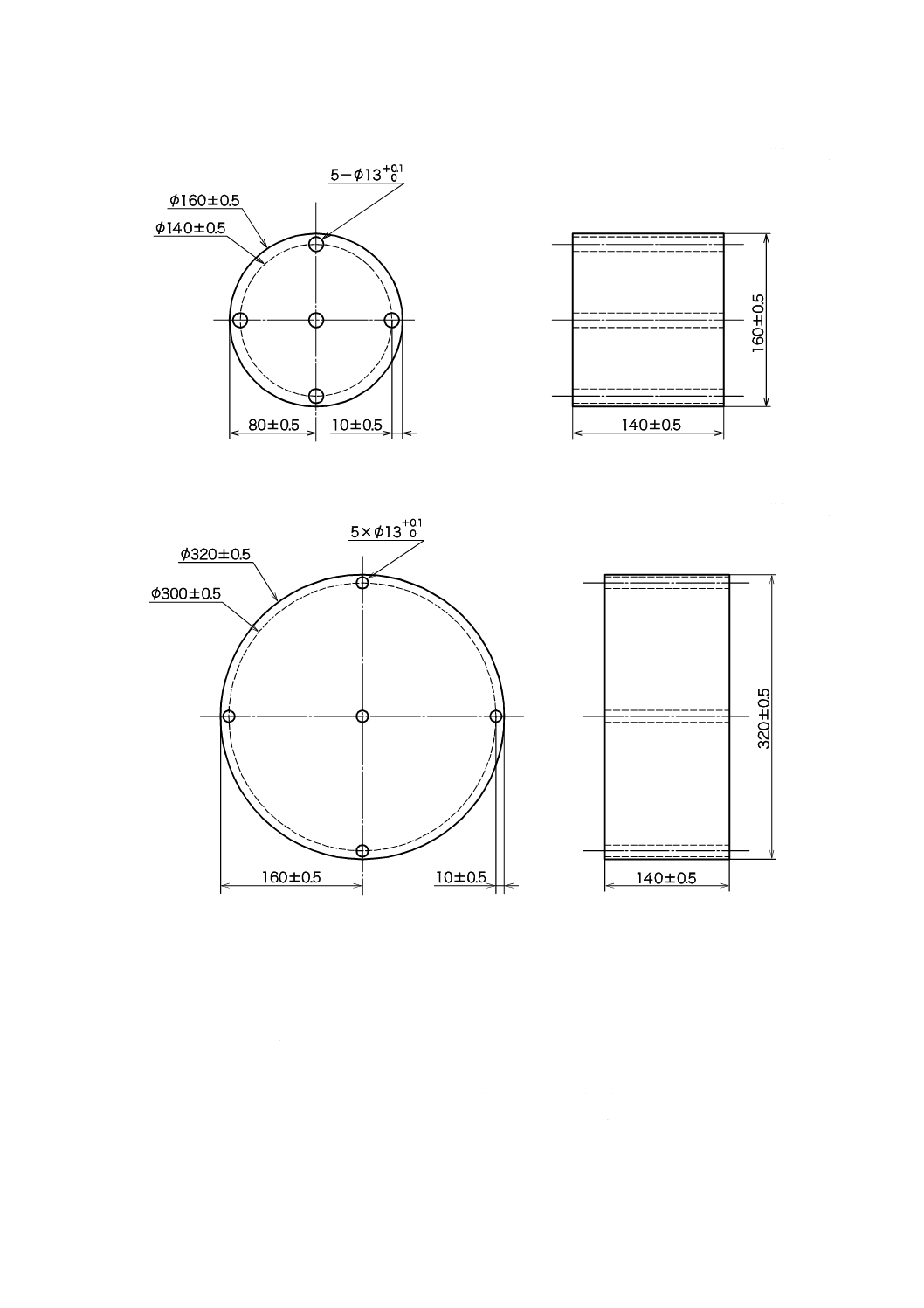
4.6
線量測定用ファントム
頭部用は直径160 mm,体幹部用は直径320 mm,密度が1.19±0.01 g/cm3のPMMAで,円柱状の構造と
する。ファントムの長さは,少なくとも140 mmとし(図6及び図7参照),測定のために使用される放射
線検出器の有効容積の長さよりも長くなければならない。
ファントムは,放射線検出器を入れるために,適切な大きさの孔を備えるものとする。
これらの孔は,ファントムの対称軸と平行とし,孔の中心は,ファントムの中心及び90°の間隔をおい
たファントムの表面下10 mmの位置になければならない。
測定中,使用しない孔は,隙間ができないようにファントムと同じ材質の挿入部品を用いて埋めなけれ
ばならない。
なお,線量測定用ファントムの3か所の測定孔の中心線上及びスライス中心に相当する表面の位置に,
測定に影響を与えず,かつ,容易に消えない方法で,目印を付ける。
7
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図6−線量測定用ファントム(頭部専用)
単位 mm
図7−線量測定用ファントム(体幹部専用)
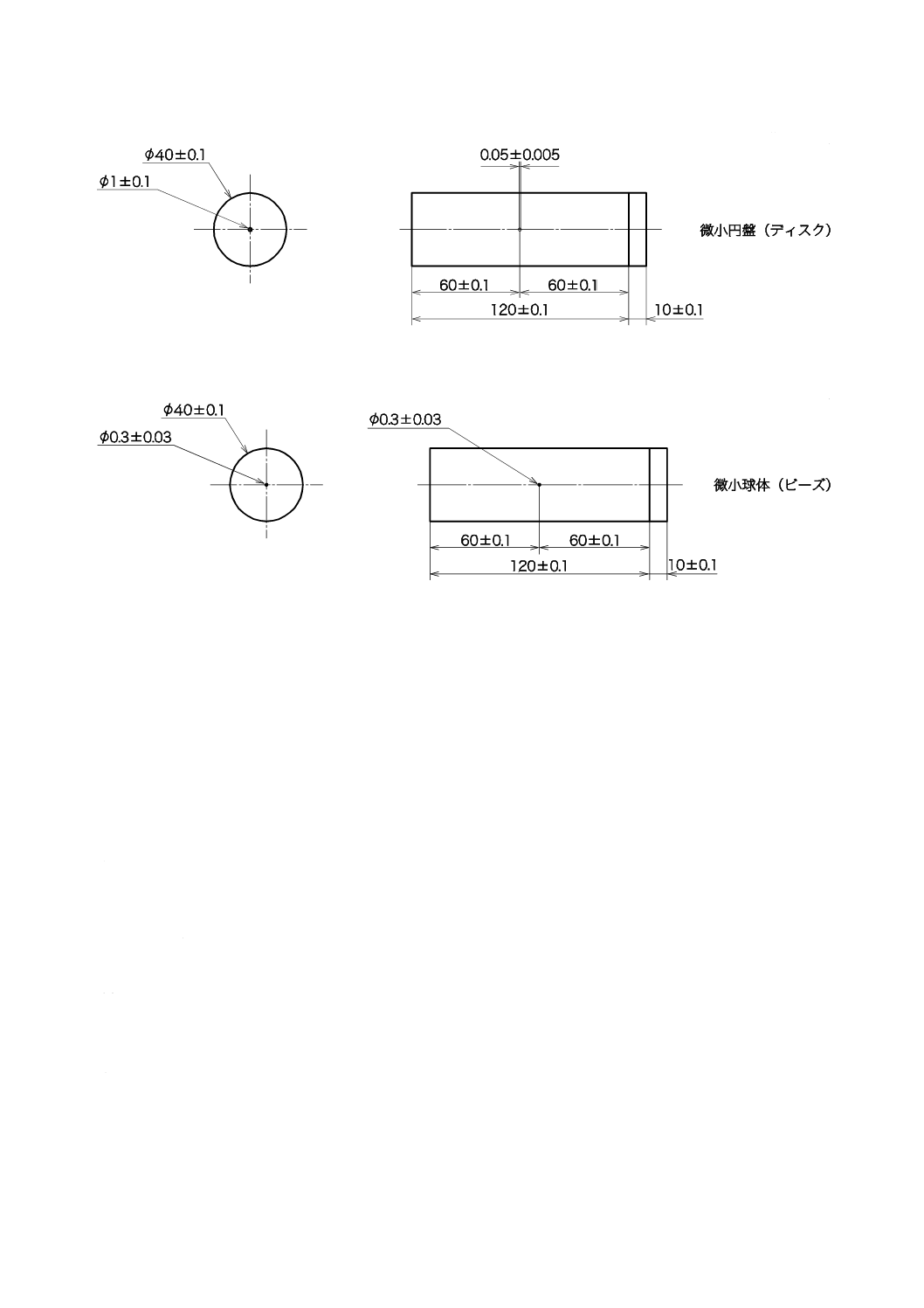
4.7
ヘリカルスキャン用スライス厚ファントム
直径40 mm,長さ120 mmの,X線エネルギー依存性が小さい,水等価物質又はPMMAで,その中心に,
タングステンと同等の線減弱係数をもつ,金属製の微小円盤(ディスク)又は金属製の微小球体(ビーズ)
を封入した構造とする。ディスクは,直径1.0 mm,厚さ0.05 mmとし,厚さ方向とファントムの長軸方向
とを一致させる。ビーズの直径は,0.3 mmとする。ディスクの厚さ及びビーズの直径は,測定対象の設定
スライス厚に対して,1/10以下であることが望ましい(図8及び図9参照)。
注記 円盤の封入精度及び球体の真球度は,測定に有意な影響を及ぼさないほうがよい。
8
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図8−ヘリカルスキャン用スライス厚ファントム[微小円盤(ディスク)]
単位 mm
図9−ヘリカルスキャン用スライス厚ファントム[微小球体(ビーズ)]
5
許容差
ファントム寸法の許容差は,表1のとおりとする。
6
ファントムの性能に対する試験
6.1
ファントムの要求事項
ファントムの性能は,次による。
a) 寸法は,6.4 a)によって試験したとき,表1に適合する寸法をもつ。
b) 漏水は,6.4 b)によって試験したとき,漏水が認められない。
c) 外観は,6.4 c)によって試験したとき,変形,きず,ひび割れ及び気泡が認められない。
6.2
試験環境
試験環境は,次による。
a) 周囲温度は,10 ℃〜40 ℃とする。
b) 相対湿度は,(60±25)%とする。
6.3
性能試験項目
性能試験項目は,次による。
a) 寸法試験
b) 漏水試験
c) 外観試験
6.4
試験方法
試験方法は,次による。
9
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 寸法試験は,測定に必要な精度をもつ計測器を用いて寸法を調べ,表1に適合するかどうかを調べる。
b) 漏水試験は,円筒容器に,水を満たして密封し,円筒容器を,縦及び横にした状態で,それぞれ24
時間放置した後,漏水の有無を調べる。
c) 外観試験は,変形,きず,ひび割れ及び気泡の有無を目視で調べる。
7
表示
ファントムには,見やすい場所に,測定に影響を与えず,かつ,容易に消えない方法で,次の事項を表
示しなければならない。
a) 名称
b) 製造番号
c) 製造年月又はその略号
d) 製造業者名又はその略号
8
附属文書
ファントムには保証書のほか,次の附属文書を添付しなければならない。
a) 取扱説明書 取扱説明書には,一般的な取扱いのほかに,材料,寸法,保管方法及び取扱い上の注意
を記載する。
b) 試験報告書 ステンレス鋼線,微小円盤,微小球体及び穴の寸法並びにステンレス鋼線の角度の実測
値を記載する。
10
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
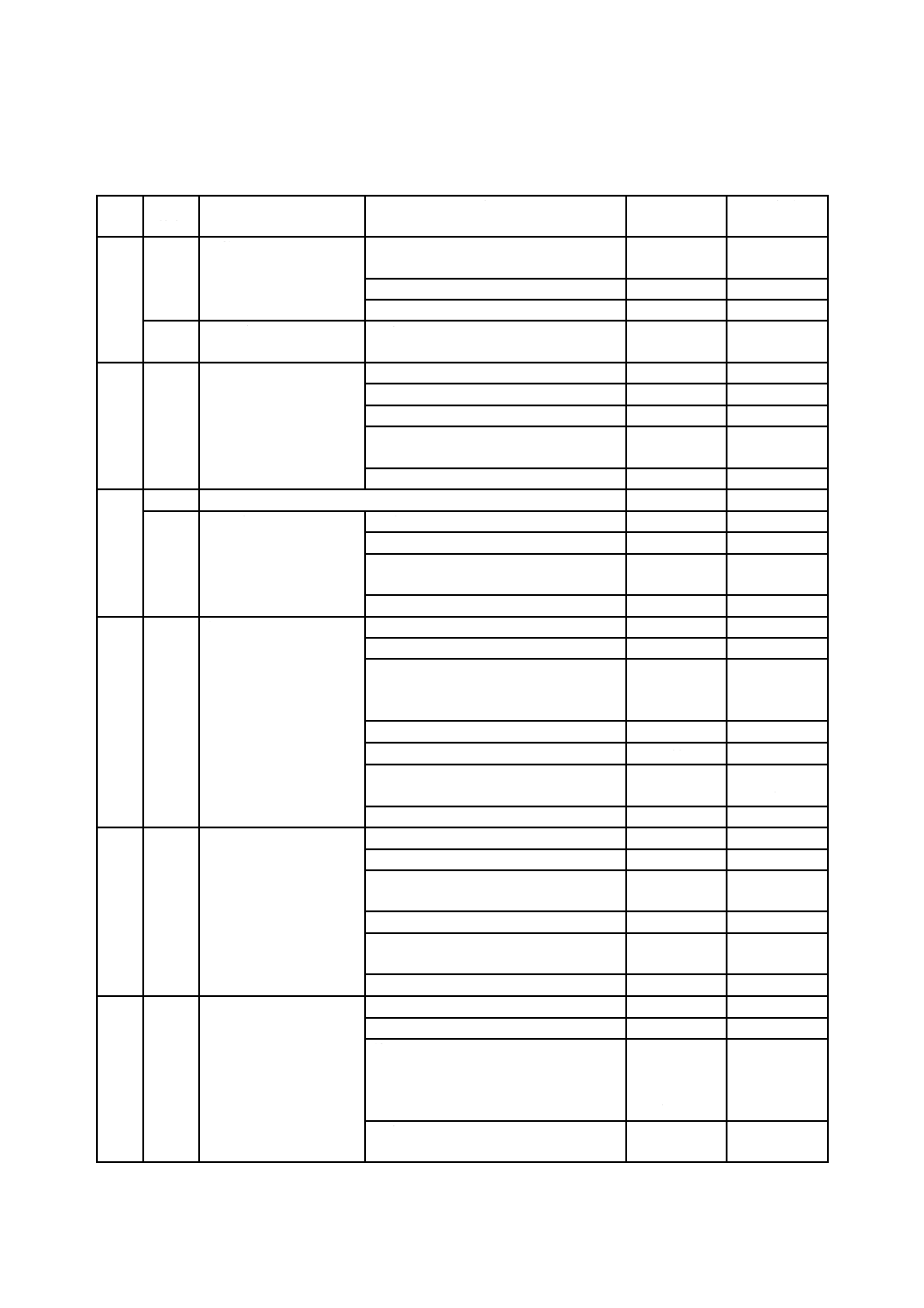
表1−ファントム寸法の許容差
単位 mm
図番
細分
箇条
ファントム
部分
寸法
許容差
図1
4.1
円筒容器
円筒容器の内径
190
+1
0
円筒容器の壁厚
5
±0.5
円筒容器の両底面の壁厚
15
±0.5
4.5
ノイズ,平均CT値及び
均一性用ファントム
厚さ
50
±0.5
図2
4.2
傾斜金属線によるスラ
イス厚ファントム
鋼線の径
0.15
±0.05
ステンレス鋼線の長さ
40
±0.5
ステンレス鋼線の中心の間隔
50
±0.5
支持円盤の直径
189
0
−1
支持円盤の厚さ
5
±0.5
図3
4.3
空間分解能ファントム
4.3.1
金属線ファントム
鋼線の径
0.15
±0.05
鋼線の長さ
20
±0.5
支持円盤の直径
189
0
−1
支持円盤の厚さ
5
±0.5
図4
4.3.2
繰返しパターンファン
トム
円盤の直径
100
±0.5
円盤の厚さ
15
±0.5
穴の直径
0.3,0.4,0.5,
0.7,1.0,1.5,
2.0
±10 %
同じ直径の穴の中心の間隔
直径の2倍
±0.05
穴の列の間隔
10
±0.5
支持円盤の直径
189
0
−1
支持円盤の厚さ
7.5
±0.5
図5
4.4
低コントラスト分解能
ファントム
円盤の直径
140
±0.5
円盤の厚さ
50
±0.5
円柱の直径
2.0,3.0,4.0,
5.0,10.0
±10 %
同じ直径の穴の中心の間隔
直径の2倍
±0.1
支持円盤の直径
189
0
−1
支持円盤の厚さ
5
±0.5
図6
図7
4.6
線量測定用ファントム
頭部用ファントムの直径
160
±0.5
体幹部用ファントムの直径
320
±0.5
線量測定用ファントムの長さ
140,かつ,放
射線検出器の
有効容積の長
さ以上
±0.5
測定孔の直径
13
+0.1
0
11
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
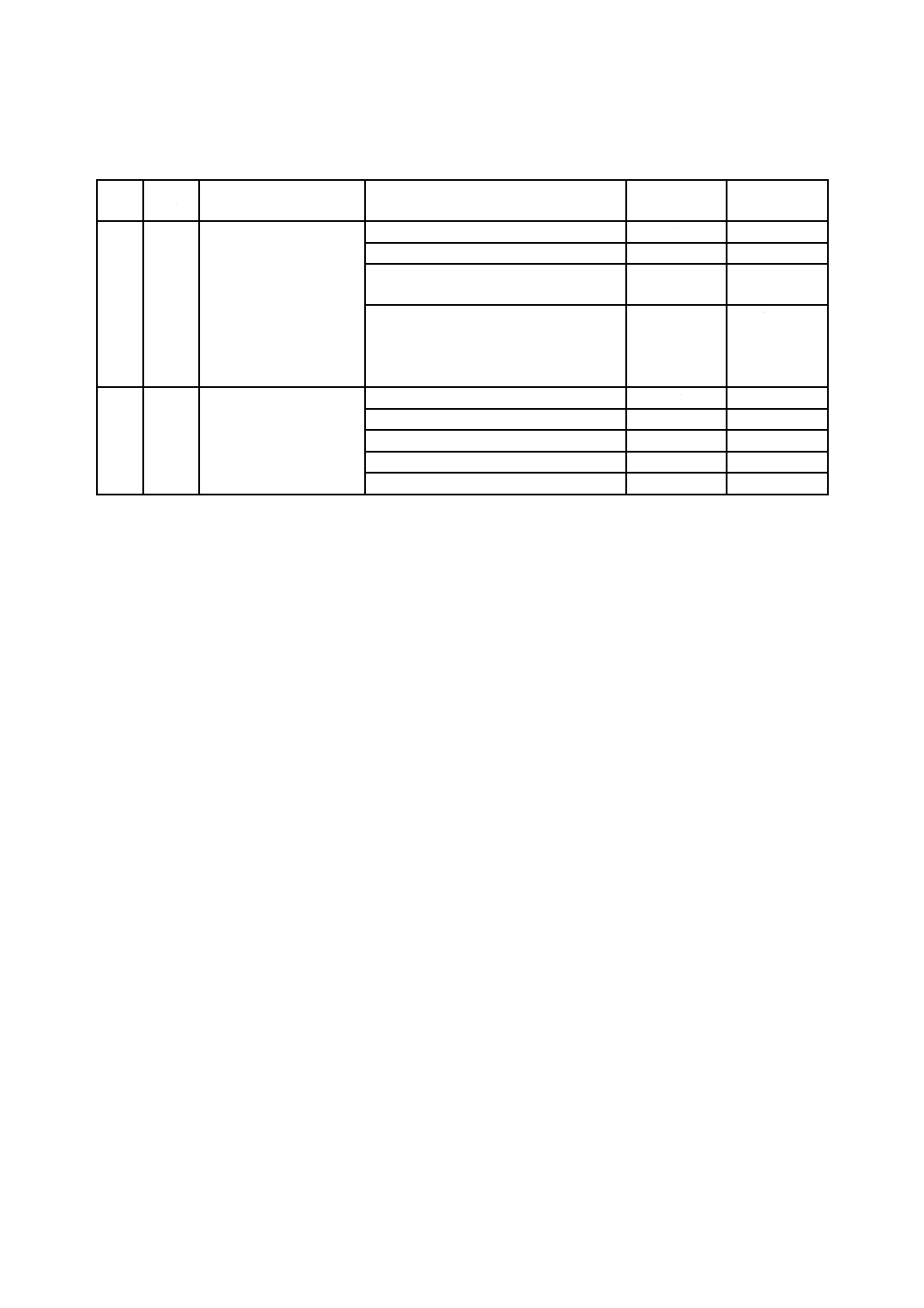
表1−ファントム寸法の許容差(続き)
単位 mm
図番
細分
箇条
ファントム
部分
寸法
許容差
図6
図7
4.6
線量測定用ファントム
円柱表面と外側測定孔中心との距離
10
±0.5
円柱表面と中央測定孔中心との距離
半径の長さ
±0.5
挿入部品の直径
13
0
−1
挿入部品の長さ
140,かつ,放
射線検出器の
有効容積の長
さ以上
±0.5
図8
図9
4.7
ヘリカルスキャン用ス
ライス厚ファントム
微小円盤の直径
1
±10 %
微小円盤の厚さ
0.05
±10 %
微小球体の直径
0.3
±10 %
ファントムの直径
40
±0.1
ファントムの長さ
120
±0.1
12
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
X線CT装置用ファントムを用いた試験方法の補足
A.1 受入試験及び不変性試験の考え方
受入試験は,新しい機器を据え付けた後,又は大きな改造を機器に施した後に行い,画質,患者に対す
る線量,位置決めに影響する安全性,性能の基準,規格及び契約上の仕様を確認することを目的とする(JIS
Z 4752-3-5:2008序文より)。
不変性試験は,適切な試験機器を使った非接続形の測定による。機器の機能的特性が設定基準に適合す
ることを保証し,又は機器の構成品の特性による変化の早期発見を可能にする。
その目的は,画質,患者に対する線量及び位置決めに影響する仕様への適合を検証することである(JIS
Z 4752-2-6:2012の箇条1より)。
A.2 試験方法
A.2.1 円筒容器の配置
CT装置の回転軸と円筒容器の中心軸とが一致するように,円筒容器を配置する。この位置決めによっ
て,スライス厚の微小円盤及び微小球体以外の位置合わせは正確となる。
A.2.2 各試験項目
A.2.2.1 スライス厚
A.2.2.1.1 傾斜金属線ファントム
A.2.2.1.1.1 留意点
アキシャルスキャンの測定に用いる。各ステンレス鋼線のCT画像において,鋼線に沿ったCT値(感
度プロファイル)から,スライス厚を計算する。鋼線に沿ったCT値を得る場合には,鋼線の方向に垂直
な方向に30画素分を平均するのが望ましい。JISファントムの場合,ステンレス鋼線の傾きが30°(図2
参照)であるので,感度プロファイルから得られた半値幅を1.73で除した値を得る。この値を,4本のス
テンレス鋼線について平均して求めた値がスライス厚となる。
A.2.2.1.1.2 結果の評価
感度プロファイルの半値幅(スライス厚)で評価する。
注記1 CT装置にA.2.2.1.1.1に基づく自動スライス厚評価機能がある場合,これを用いてもよい。
注記2 画素サイズ及び再構成算法は,測定に有意に影響を及ぼさないほうがよい。
A.2.2.2 空間分解能
A.2.2.2.1 金属線ファントム
A.2.2.2.1.1 留意点
画像再構成領域は,金属線部分のCT値分布,すなわち,点広がり関数(PSF)が正確に得られるよう
な大きさとする。得られた点広がり関数のフーリエ変換によって,変調伝達関数(MTF)を計算する。
MTFを算出するために,専用のソフトウェアが必要である。画像のSN比が十分でない場合は,適宜,X
線管電流値を増すなどして測定に適したSN比を得ることが望ましく,CT値が装置の測定範囲上限値又は
測定範囲下限値になっていないことにも注意が必要である。
13
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.2.2.2.1.2 結果の評価
MTF曲線の50 %及び10 %の測定値で評価する。
A.2.2.2.2 繰返しパターンファントム
A.2.2.2.2.1 留意点
繰返しパターンファントムによる評価は,空間分解能の代替試験方法の中の一つとして提供する。画像
再構成領域の直径は,円筒容器と同じ径(200 mm)又はファントムの径(100 mm)とすることが望まし
い。穴の列の像を目視によって観察し,同じ径の穴の並びにおいて,それぞれの穴が独立して観察できる
(解像している)かを評価する。複数人で評価するのが望ましい。
A.2.2.2.2.2 結果の評価
解像している最小の穴の径で評価する。
A.2.2.3 低コントラスト分解能
A.2.2.3.1 留意点
この試験項目は,必須ではない。
画像再構成領域の直径は,円筒容器と同じ径(200 mm)又はファントムの径(140 mm)とすることが
望ましい。低コントラスト物質の列の像を目視によって観察し,複数ある同径の物質をそれぞれ評価する。
複数人で評価するのが望ましい。
A.2.2.3.2 結果の評価
複数ある同径の物質それぞれを識別できる最小の径で評価する。
注記 視覚的な評価のときに,それぞれの観察者の意見が著しく異なる可能性があるので,多数の観
察者による結果を総合的に判断する。また,識別できると判断する描出状況(形状ひずみの有
無など)を考慮して,識別の判定基準を統一することが望ましい。
A.2.2.4 ノイズ,平均CT値及び均一性
A.2.2.4.1 留意点
測定部の像の中央部及び周辺部における上下左右の4か所に関心領域を配置する。周辺部関心領域は試
験器具の(容器の)内壁及び関心領域の外側の端を,指定した距離(推奨1 cm)だけ離した位置に配置す
る。中央及び周辺の関心領域の直径は,ファントムの直径のそれぞれおよそ40 %,10 %とし,中央部の関
心領域と周辺部の関心領域とは重複してはならない。ただし,この関心領域の位置及び面積は,毎試験時
に同じとする。
A.2.2.4.2 ノイズの結果の評価
中央部の関心領域の標準偏差で評価する。
A.2.2.4.3 平均CT値の結果の評価
中央部の関心領域の平均CT値で評価する。
A.2.2.4.4 均一性の結果の評価
中央部及び周辺部4か所の関心領域の平均CT値の差の絶対値で評価する。
A.2.2.5 線量
A.2.2.5.1 留意点
受入試験及び不変性試験において,線量測定用ファントムはCT線量指数100(CTDI100)の測定だけに
用いられる。線量測定用ファントム(頭部用及び体幹部用)の周辺の測定孔の一つを12時の位置に置き,
±5 mmの範囲の中心に置く。ファントムの長軸は,水平面及び垂直面の両方の走査中心の,±2 mm以内
にあることが望ましい。スライス面は,ファントムの中心に置く。線量計を測定孔の1か所に挿入し,測
14
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定に使用しない孔には,挿入部品を用いて埋めておく。
A.2.2.5.2 線量計
線量計は,長さ100 mmの有効長をもつペンシル形チェンバとし,ファントムの測定孔に適合する大き
さとする。ただし,線量計の有効容積の感度は,2 mm幅のX線照射野(ビーム幅2 mmに相当する)を
用いて測定したとき,有効容積の全長にわたって,±3 %を超える変動がないことが望ましい。ペンシル
形チェンバは,電離箱のほか,半導体式でもよい。
A.2.2.5.3 結果の評価
線量測定用ファントムの中心[CTDI100(中心)]及び周辺[CTDI100(周辺)]の4か所,計5か所からCTDIw
値を求める。
A.2.2.6 ヘリカルスキャン用スライス厚
A.2.2.6.1 留意点
この試験項目は,必須項目ではない。
ファントムは,回転軸とファントム(微小円盤又は微小球体)の中心軸とが一致するように,配置する。
ファントムをヘリカルスキャンした後,微小円盤又は微小球体が明瞭に描出されるように,十分に小さい
画像再構成領域をもつように再構成する。スライス間隔は,求めるスライス厚の1/10以下とするのが望ま
しい。また,微小球体は直径が0.3 mmであるため,3 mm以上のスライス厚に用いることが望ましい。得
られたCT画像から,微小円盤又は微小球体の像に僅かに接しない関心領域を設定し,その関心領域の平
均CT値を計測する。各スライスの患者支持器(天板)位置に対する平均CT値を感度プロファイルとし
て記録する。
A.2.2.6.2 結果の評価
感度プロファイルの半値幅(スライス厚)で評価する。
注記1 CT装置にA.2.2.6.1に基づく自動スライス厚評価機能がある場合,これを用いてもよい。
注記2 画素サイズ及び再構成算法は,測定に有意な影響を及ぼさないほうがよい。
15
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
この規格で用いている定義した用語の索引
注記1 この規格の箇条3,JIS T 0601-1-3:2012,JIS Z 4751-2-44:2012及びJIS Z 4005:2012(IEC/TR
60788:2004)に定義された用語だけを用いている。
注記2 [ ]は,誤解のおそれがない場合,その語を省略してもよいことを示す。
定義された用語(日本語)
定義された用語(英語)
定義されている場所
医用X線CT装置
X-RAY EQUIPMENT FOR COMPUTED TOMOGRAPHY
(CT)
JIS Z 4751-2-44:2012,
201.3.201
受入試験
ACCEPTANCE TEST
JIS Z 4005:2012,10008
[X線]管電流
X-RAY TUBE CURRENT
JIS Z 4005:2012,11299
X線照射野
X-RAY FIELD
JIS T 0601-1-3:2012,3.58
円筒容器
CYLINDRICAL VESSEL
3.1
患者
PATIENT
JIS Z 4005:2012,10775
患者支持器
PATIENT SUPPORT
JIS Z 4005:2012,10786
関心領域
REGION OF INTEREST (ROI)
JIS Z 4005:2012,10986
感度プロファイル
SENSITIVITY PROFILE
JIS Z 4005:2012,11048
機器
EQUIPMENT
JIS Z 4005:2012,10364
均一性
UNIFORMITY
JIS Z 4005:2012,11241
空間分解能
SPATIAL RESOLUTION
JIS Z 4005:2012,11091
減弱係数
ATTENUATION COEFFICIENT
JIS Z 4005:2012,10093
減弱当量
ATTENUATION EQUIVALENT
JIS Z 4005:2012,10094
高コントラスト分解能
HIGH-CONTRAST RESOLUTION
JIS Z 4005:2012,10468
試験器具
TEST DEVICE
JIS Z 4005:2012,11159
CT線量指数100(CTDI100)
COMPUTED TOMOGRAPHY DOSE INDEX 100
(CTDI100)
JIS Z 4005:2012,10181
CT装置
CT SCANNER
JIS Z 4005:2012,10229
CT値
COMPUTED TOMOGRAPHY NUMBER (CT NUMBER) JIS Z 4005:2012,10183
スライス
TOMOGRAPHIC SECTION
JIS Z 4005:2012,11173
スライス厚
TOMOGRAPHIC SECTION THICKNESS
JIS Z 4005:2012,11174
スライス面
TOMOGRAPHIC PLANE
JIS Z 4005:2012,11172
製造業者
MANUFACTURER
JIS Z 4005:2012,10627
製造番号
SERIAL NUMBER
JIS Z 4005:2012,11052
設定基準
ESTABLISHED CRITERIA
JIS Z 4005:2012,10375
線量計
DOSIMETER
JIS Z 4005:2012,10295
低コントラスト分解能
LOW-CONTRAST RESOLUTION
JIS Z 4005:2012,10606
点広がり関数(PSF)
POINT SPREAD FUNCTION (PSF)
JIS Z 4005:2012,10816
16
Z 4923:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定義された用語(日本語)
定義された用語(英語)
定義されている場所
取扱説明書
INSTRUCTIONS FOR USE
JIS Z 4005:2012,10513
ノイズ
NOISE
JIS Z 4005:2012,10701
半値[全]幅
FULL WIDTH AT HALF-MAXIMUM
JIS Z 4005:2012,10427
ファントム
PHANTOM
JIS Z 4005:2012,10804
附属文書
ACCOMPANYING DOCUMENTS
JIS Z 4005:2012,10019
不変性試験
CONSTANCY TEST
JIS Z 4005:2012,10186
平均CT値
MEAN CT NUMBER
JIS Z 4005:2012,10642
変調伝達関数(MTF)
MODULATION TRANSFER FUNCTION (MTF)
JIS Z 4005:2012,10674
放射線検出器
RADIATION DETECTOR
JIS Z 4005:2012,10898