Z 4615:0000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 測定方法························································································································· 1
4.1 ピンホール法による実効焦点寸法の測定············································································· 2
4.2 解像力法による実効焦点寸法の測定··················································································· 4
5 表示······························································································································· 7
Z 4615:0000
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本非破
壊検査協会(JSNDI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによってJIS Z 4615:1993は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 4615:2007
工業用X線装置の実効焦点寸法測定方法
Measurement of the effective focal spot size for industrial X-ray apparatus
序文
この規格は,1993年に制定された規格である。今回の改正では、引用規格の改正に伴い関連する規定項
目及び内容を見直し、対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,JIS Z 4606に規定した工業用X線装置のうち,焦点の呼び寸法が300 µm以上の装置の実
効焦点寸法測定方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 7627 工業用X線写真フィルム─第1部:工業用X線写真フィルムシステムの分類
JIS Z 2300 非破壊試験用語
JIS Z 4606 工業用X線装置
JIS Z 4916 X線用解像力テストチャート
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300によるほか,次による。
3.1
解像限界
スターパターンの透過像において,スターパターンの像が明りょうに分解・識別できる単位記号を
LP/mmで表す境界の評価値。
4 測定方法
測定方法は,表1に示す3方式とする。
表1−実効焦点寸法の測定方法
測定方法の種類
ピンホール法(4.1参照)
解像力法(4.2参照)
平行パターン法 (4.2.1参照)
スターパターン法(4.2.2参照)
2
Z 4615:0000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
ピンホール法による実効焦点寸法の測定
4.1.1
基礎事項
焦点の像を,ピンホールを用いて撮影する。実効焦点寸法は,そのX線像から求める。
4.1.2
ピンホール
4.1.2.1
材質
ピンホール基板の材質は,次の中から選定する。
a) 90 %の金及び10 %の白金からなる合金
b) タングステン
c) タングステンカーバイド
d) タングステン合金(タングステン90 %以上)
e) イリジウム(10 %以下)及び白金からなる合金
4.1.2.2
形状及び寸法
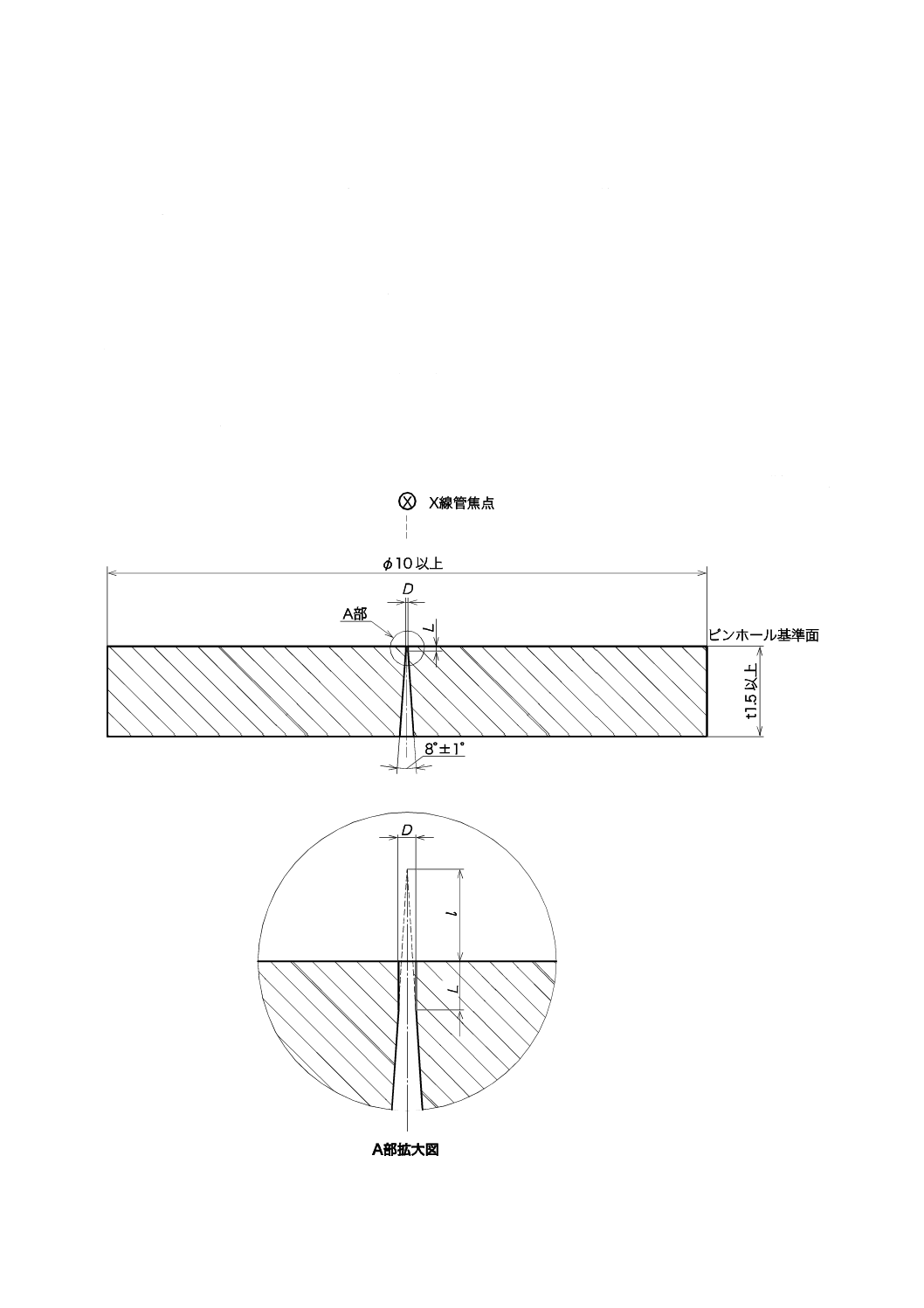
ピンホールの寸法及び基板の形状・寸法は,図1による。
単位 mm
3
Z 4615:0000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
直径 D
深さ L
ピンホール基準面から仮
想点までの距離 l
0.030±0.005
0.075±0.010
0.140±0.020
図1−ピンホール及び基板の形状・寸法(断面図)
4.1.3
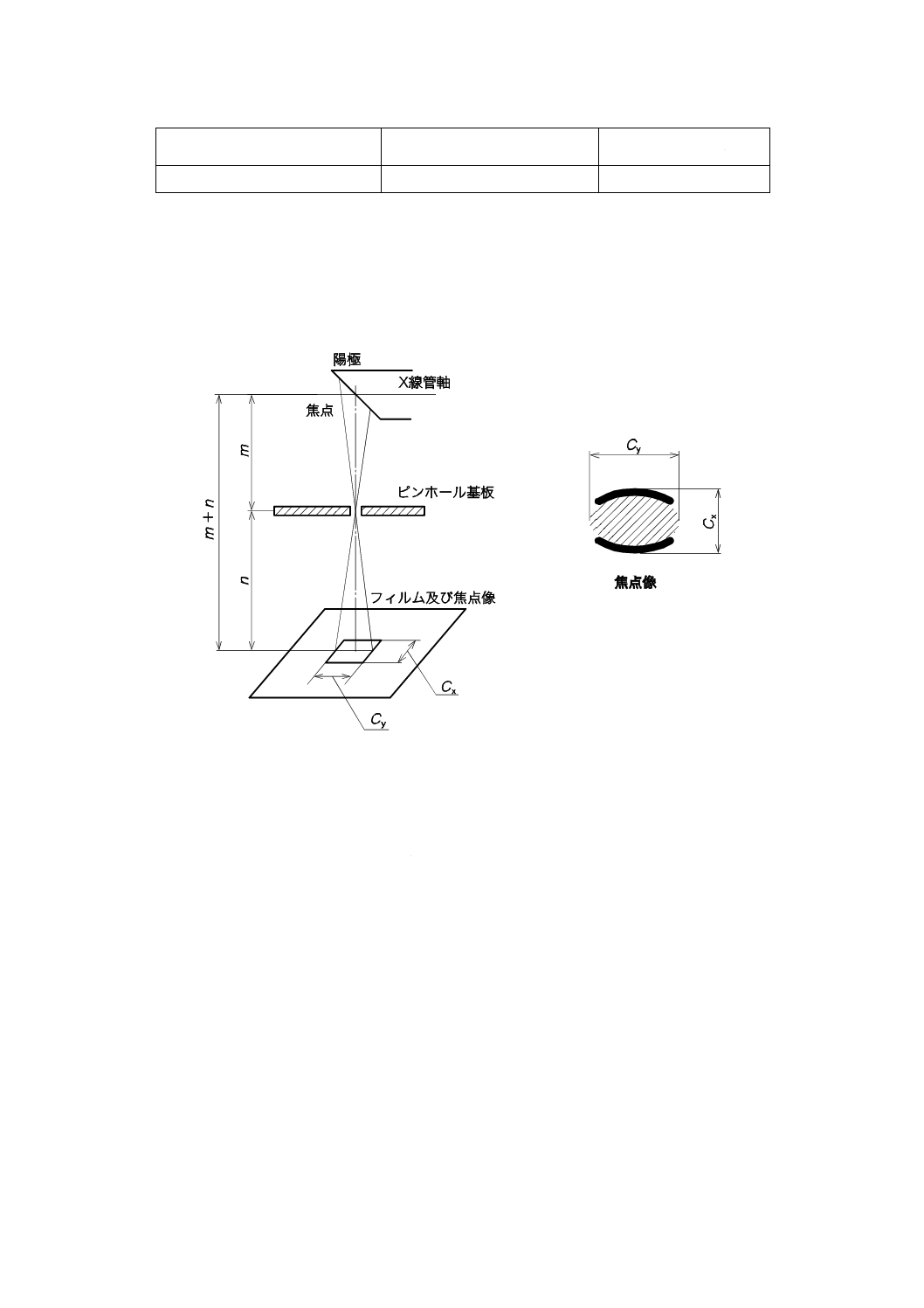
撮影配置及び像の拡大率
撮影配置を図2に示す。焦点からピンホール基準面までの距離は,100 mm以上とする。像の拡大率は,
図2においてn/mで得られ,n/mの値は,3以上とする。
m: 焦点とピンホールとの距離
n: ピンホールとフィルムとの距離
Cx: X線管軸に直角方向の焦点像の寸法
Cy: X線管軸に平行方向の焦点像の寸法
図2−ピンホール法の撮影配置
4.1.4
撮影方法
JIS K 7627に規定するT1又はT2クラスのX線フィルムを,増感紙を用いないで使用する。フィルムの
露光は,焦点の像の最も濃い部分と露光されない部分との濃度の比が,0.8以上の濃度になるようにする。
濃度の調整は,撮影時間だけで行い,管電圧及び管電流は,4.1.5に定める値に固定する。
4.1.5
撮影条件
試験管電圧及び試験管電流は,表2に示す条件による。撮影時間は,前項に定めるフィルム濃度が得ら
れるようにする。
4
Z 4615:0000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−撮影条件
公称最高管電圧U
kV
試験管電圧
試験管電流
U≦75
公称最高管電圧
管電流固定式の装置は,その値。
管電流可変の装置は,最大許容管電流
の約50 %
75< U≦150
75 kV
150< U
公称最高管電圧の約50 %
4.1.6 X線フィルムの観察
焦点像の写ったX線フィルムは,2 000 cd/m2以上の輝度をもつ観察器を用い,周囲の十分暗い場所で観
察する。
4.1.7
焦点像の寸法
像は,0.1 mmの目盛りの付いた5〜10倍の拡大鏡を用いて肉眼で観察し,図2のCx及びCyの2方向の
寸法を測定する。
実効焦点寸法は,焦点像の寸法Cx 及び Cyから,次の式によって拡大率を補正して求める。
n
m
C
f
×
=
x
x
n
m
C
f
×
=
y
y
ここに,
fx: X線管軸に直角方向の実効焦点寸法
fy: X線管軸に平行方向の実効焦点寸法
4.2
解像力法による実効焦点寸法の測定
4.2.1
平行パターン法による実効焦点寸法の測定
4.2.1.1
基礎事項
ある一定間隔に金属線などを並べたテストチャートを撮影する。焦点寸法は,そのテストチャート像が
テストチャートと同数の線として認められるかによって求める。
なお,この撮影は,テストチャートをX線管軸方向に平行及びX線管軸に直角方向に置いた,二つの場
合について行う。
4.2.1.2
テストチャート
テストチャートは,JIS Z 4916に規定するR-1W100〜R-4W100又はこれに準じる。
4.2.1.3
撮影配置
図3に示すように,焦点の中心から利用線錘軸方向に距離mの位置に,利用線錘軸に垂直にテストチャ
ートを置いて撮影する。テストチャートとフィルム間との距離nを変化させて数枚の撮影を行う。
4.2.1.4
撮影方法
撮影方法は,4.1.4による。
4.2.1.5
撮影条件
5
Z 4615:0000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
撮影条件は,4.1.5による。
4.2.1.6
X線フィルムの観察
X線フィルムの観察は,4.1.6による。
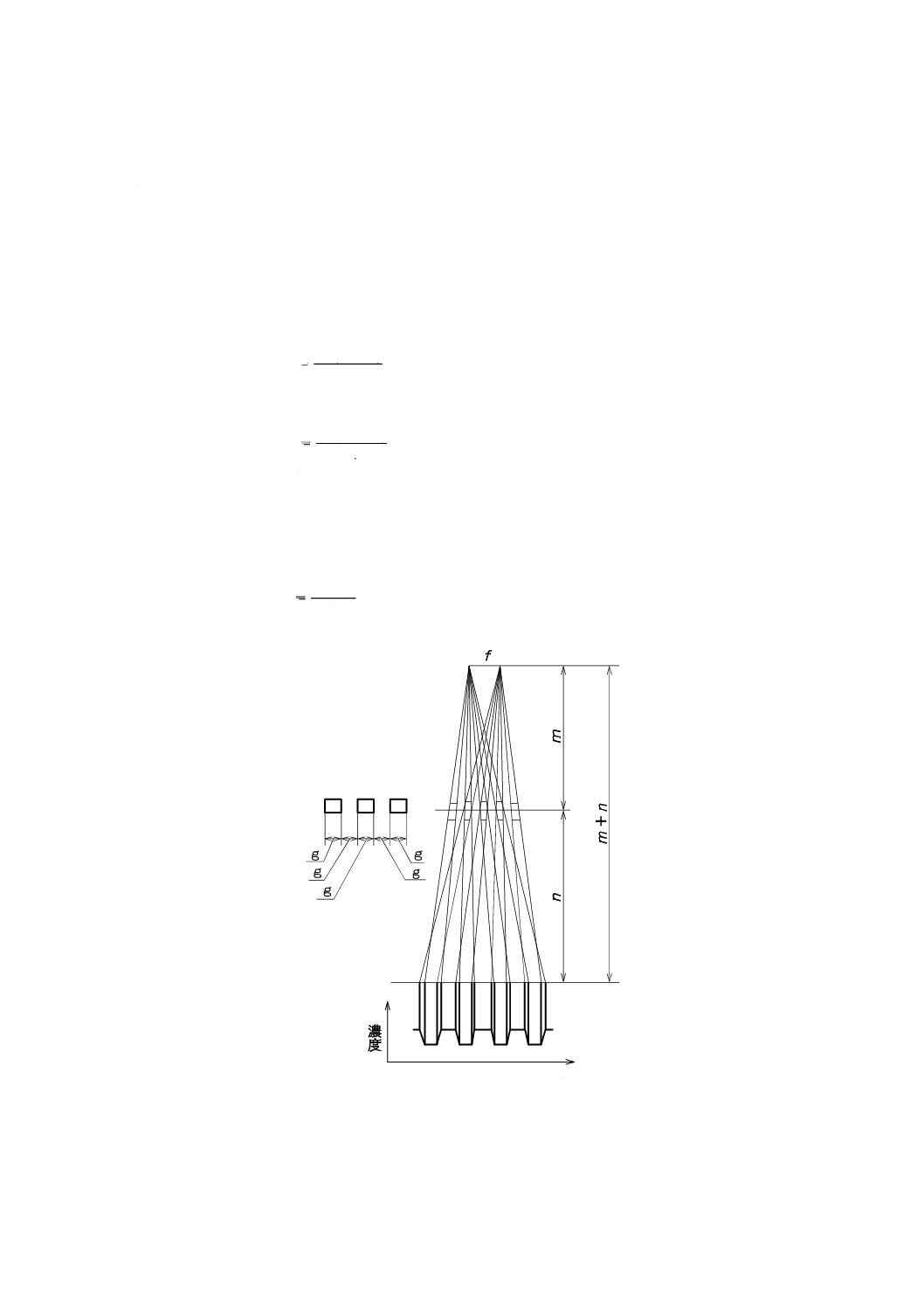
4.2.1.7
焦点像の測定
図3において,nを変化させて撮影を行うと,テストチャートの実像が明りょうに識別できる位置が存
在し,その位置をn1とする。次に,テストチャートの虚像が明りょうに識別できる位置をn2とする。この
とき,実効焦点寸法は,次の式によって得られるf1より小さくf2より大きい値とする。
(
)
1
1
1
2
n
n
m
g
f
+
=
(
)
2
2
2
2
n
n
m
g
f
+
=
ここに,
g: テストチャートの金属線の幅及び間隔
実効焦点寸法fは,次の式によって求める。
2
2
1
f
f
f
+
=
図3−平行パターン法によって得られる像の濃度分布
4.2.2
スターパターン法による実効焦点寸法の測定
4.2.2.1
基礎事項
6
Z 4615:0000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
スターパターンの透過像をスターパターン形テストチャートを用いて撮影する。実効焦点寸法は,スタ
ーパターンの解像限界から求める。
4.2.2.2
テストチャート
テストチャートは,JIS Z 4916に規定するR-5W50又はこれに準じたものを用いる。
4.2.2.3
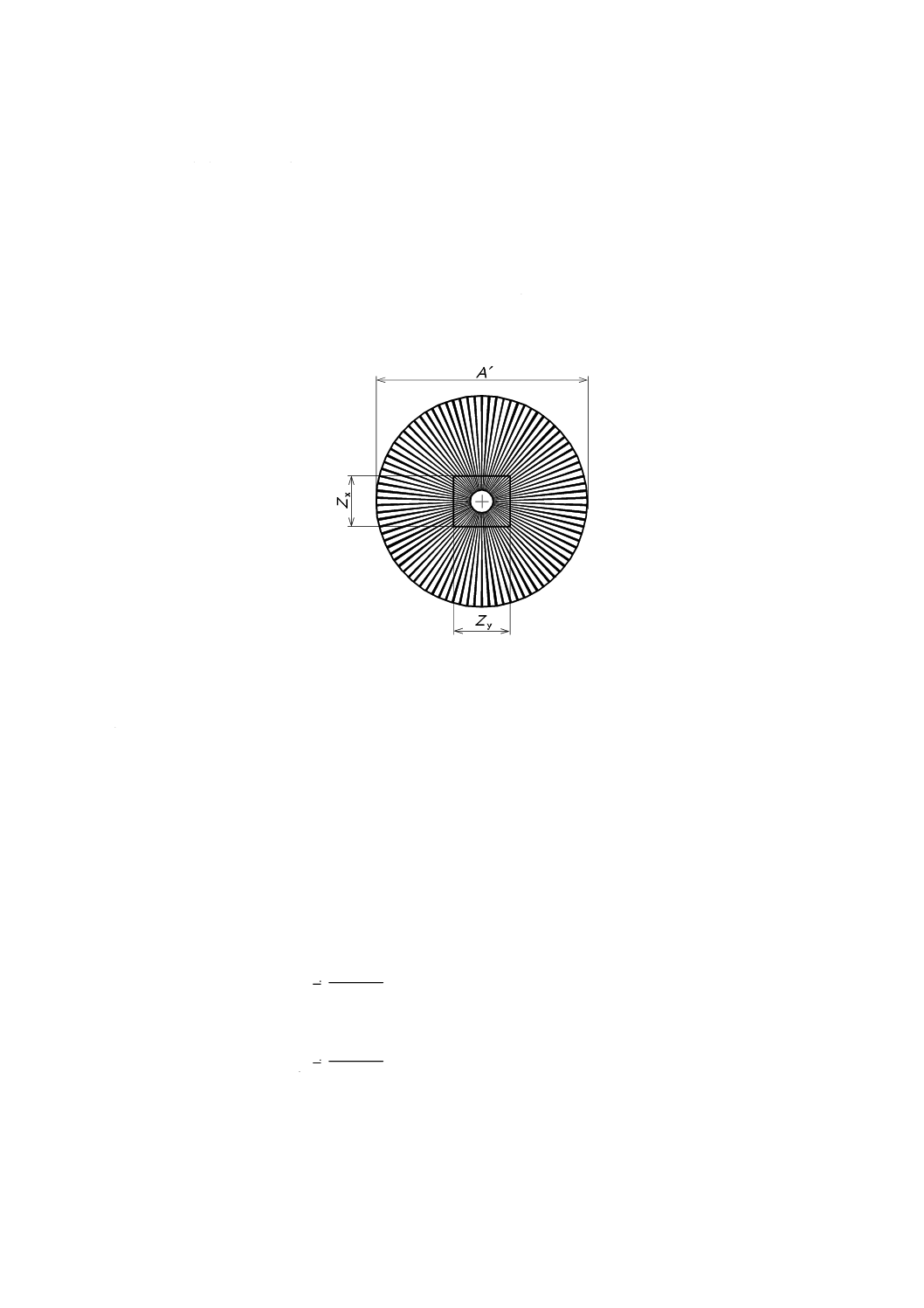
撮影配置及び像の拡大率
X線の利用線錘軸に垂直にテストチャートを置いて撮影する。像の拡大率Mは,テストチャートの外形
寸法Aと,図4に示す透過像の外形寸法Aʼとの比Aʼ /Aから求める。拡大率は,約2を標準とする。
図4−スターパターンの透過像
4.2.2.4
撮影方法
撮影方法は,4.1.4による。
4.2.2.5
撮影条件
撮影条件は,4.1.5による。
4.2.2.6
X線フィルムの観察
X線フィルムの観察は,4.1.6による。
4.2.2.7
焦点像の測定
実効焦点寸法は,次の手順で求める。
まず,解像限界Rx及びRyを,図4に示すように,スターパターンのZx及びZyから次の式によって求め
る。
θ
×
=
x
x
Z
M
R
θ
×
=
y
y
Z
M
R
ここに,
Rx: X線管軸に直角方向のスターパターンの解像限界(LP/mm)
Ry: X線管軸に平行方向のスターパターンの解像限界(LP/mm)
M: 拡大率(=Aʼ/A,約2を標準とする。)
θ: スターパターンのくさびの頂角(rad)
7
Z 4615:0000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Zx: X線管軸に直角方向に測定された最外部のひずんだ部分の
平均直径(mm)
Zy: X線管軸に平行方向に測定された最外部のひずんだ部分の
平均直径(mm)
次に,実効焦点寸法は,スターパターンの解像限界Rx及びRyから次の式によって求める。
(
)
x
x
1R
M
M
f
−
=
(
)
y
y
1R
M
M
f
−
=
ここに,
fx: X線管軸に直角方向の実効焦点寸法(mm)
fy: X線管軸に平行方向の実効焦点寸法(mm)
5
表示
工業用X線装置に実効焦点寸法を表示する場合は,次の項目を明示する。
a) 実際に測定した測定方法の種類
b) 測定したX線管電圧
c) X線管軸に直角方向の実効焦点寸法(fx)
d) X線管軸に平行方向の実効焦点寸法(fy)