Z 3940:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 データシート作成の手順 ···································································································· 2
5 試験条件························································································································· 2
5.1 一般的な試験条件 ·········································································································· 2
5.2 被覆アーク溶接の試験条件 ······························································································ 3
5.3 ガスシールドアーク溶接の試験条件··················································································· 4
5.4 セルフシールドアーク溶接の試験条件················································································ 4
6 溶接ヒュームのデータシート ······························································································ 5
6.1 溶接ヒュームのデータシートの作成··················································································· 5
6.2 溶接ヒュームのデータシートの提供··················································································· 5
6.3 溶接ヒュームのデータシートの更新··················································································· 6
6.4 データの共有 ················································································································ 6
6.5 溶接ヒュームのデータシートの有効性················································································ 6
附属書A(規定)溶接ヒュームのデータシート ·········································································· 7
附属書B(規定)溶接ヒュームの主要成分················································································· 8
附属書C(参考)溶接ヒュームのデータシートの例 ···································································· 9
附属書D(参考)実績データの例 ··························································································· 10
附属書E(参考)溶接ヒュームのデータシートの任意選択項目 ····················································· 12
附属書F(参考)溶接ヒュームのデータシートの例(任意選択項目) ············································ 14
附属書G(参考)溶接ヒュームのキー成分 ··············································································· 15
附属書H(参考)溶接ヒュームのデータの利用について ····························································· 16
附属書I(参考)溶接材料分類方法の例 ··················································································· 19
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 21
Z 3940:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本溶接協会(JWES)及び財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工
業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3940:2010
溶接ヒュームのデータシート
Fume data sheets
序文
この規格は,2006年に第1版として発行されたISO 15011-4を基に作成した日本工業規格であるが,対
応国際規格には規定されていない試験条件(試験板の寸法,前処理及び空冷式トーチの使用)を追加する
とともに,構成及び技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,手溶接,半自動溶接,自動溶接又は全自動溶接のアーク溶接時に発生する溶接ヒュームの
発生量及び化学成分に関するデータシートについて規定する。
この規格で対象とする溶接方法は,次による。
− 被覆アーク溶接
− ソリッドワイヤ及びフラックス入りワイヤによるガスシールドアーク溶接
− セルフシールドアーク溶接
ただし,ティグ溶接及びサブマージアーク溶接は,対象としない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15011-4:2006,Health and safety in welding and allied processes−Laboratory method for sampling
fume and gases−Part 4: Fume data sheets及びAmendment 1:2008(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3920 溶接ヒューム分析方法
JIS Z 3930 アーク溶接のヒューム発生量測定方法
ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM:1995)
2
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2によるほか,次による。
3.1
溶接ヒュームの主要成分(Principal components of a welding fume)
安全衛生上重要な溶接ヒュームの成分。
4
データシート作成の手順
データシート作成の手順は,次による。
a) 溶接ヒューム発生量の測定は,JIS Z 3930による。
なお,試験条件は箇条5による。
b) 溶接ヒュームの化学成分の分析方法は,JIS Z 3920による。このとき,主要成分を特定するために,
定性分析を行ってもよい。
c) 溶接ヒュームのデータシートの様式は,附属書Aによる。
d) 溶接方法及び溶接材料の種類ごとの溶接ヒュームの代表的な主要成分を附属書Bに示す。
e) 溶接ヒュームのデータシートの例を附属書Cに示す。
f)
ISO/IEC Guide 98-3に準拠して,測定の不確かさを推定することが望ましい。
注記 試験機関の繰返し精度及び再現性に関する実績データの例を附属書Dに示す。
5
試験条件
5.1
一般的な試験条件
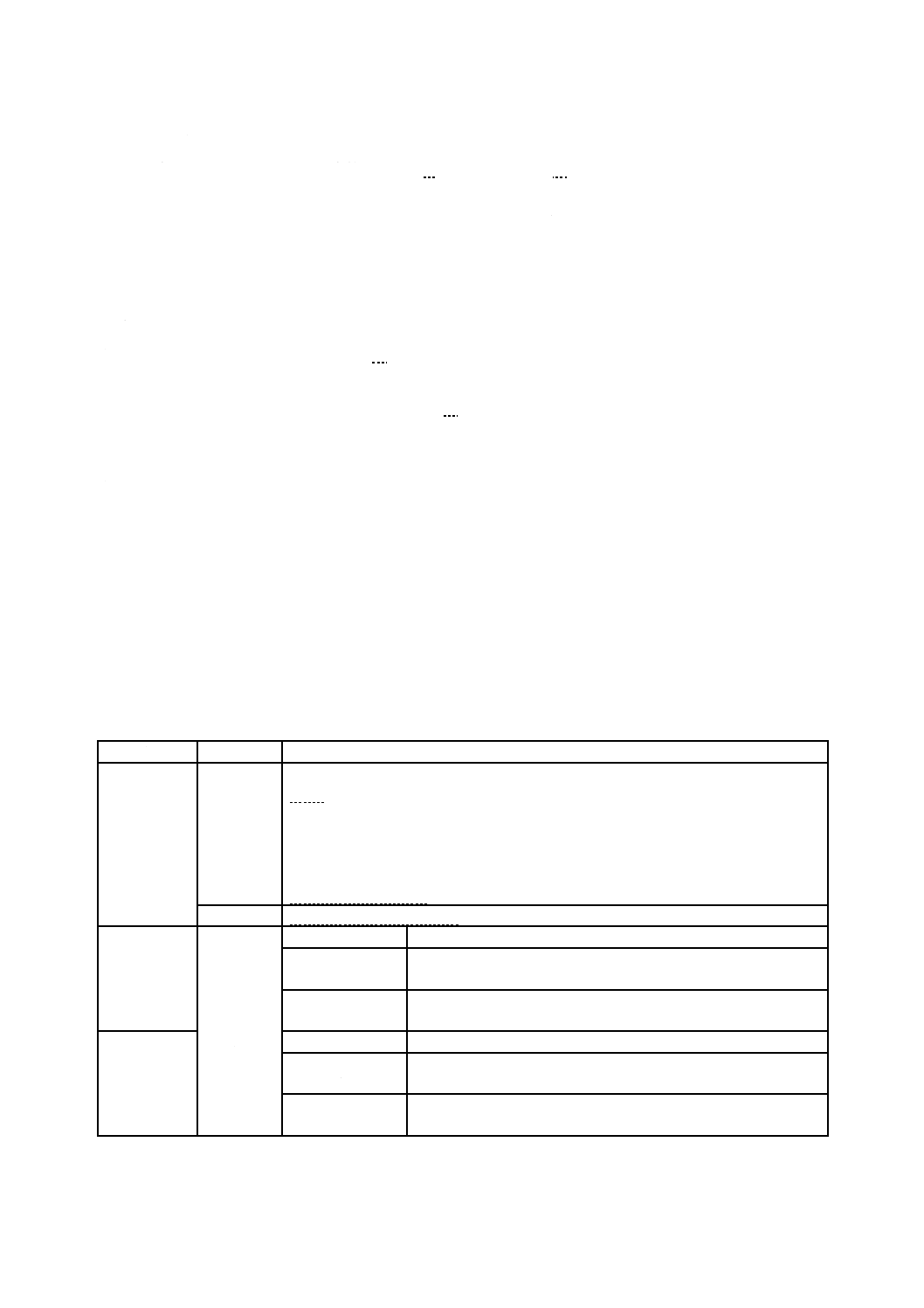
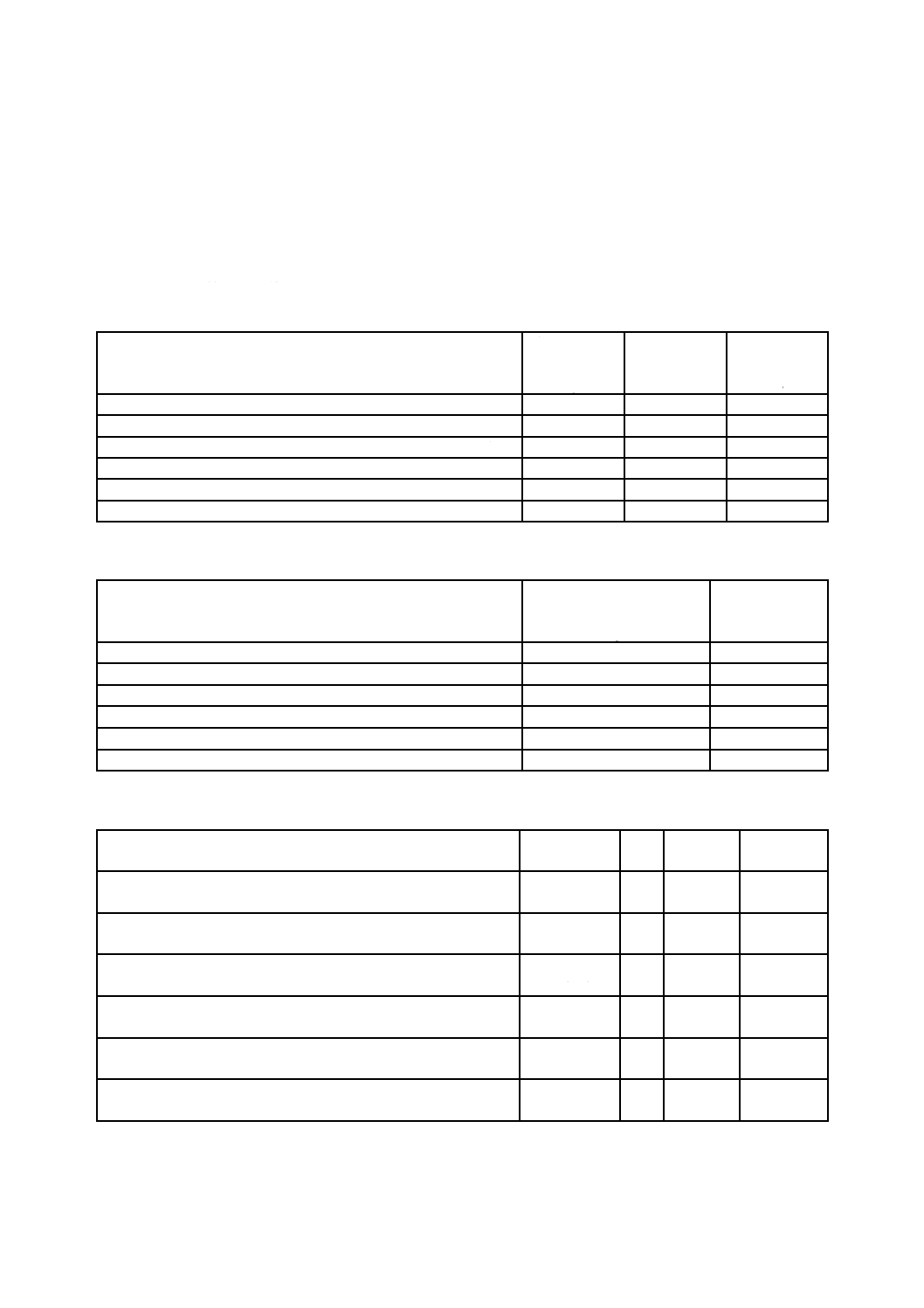
溶接ヒュームの測定に関する一般的な試験条件は,表1による。
表1−一般的な試験条件
項目
試験項目
試験条件
ワイヤ径
及び棒径
溶接
ヒューム
発生量
ガスシールドアーク溶接用ソリッドワイヤについては,製品範囲の最小径,最大径及
び1.2 mm又はそれに近いワイヤ径について溶接ヒューム発生量を測定し,他の径に
ついては内挿法によって溶接ヒューム発生量を推定し,溶接ヒュームのデータシート
の備考に“推定値”と記載するa)。その他の溶接材料・溶接方法については,製品範
囲の最小径及び最大径について溶接ヒューム発生量を測定し,他の径については内挿
法によって溶接ヒューム発生量を推定し,溶接ヒュームのデータシートの備考に“推
定値”と記載するa)。
化学成分
測定に用いたいずれかの径について溶接ヒュームの分析を行う。
溶接電流
溶接
ヒューム
発生量
及び
化学成分
被覆アーク溶接
表2による。
ガスシールド
アーク溶接
表3による。
セルフシールド
アーク溶接
表5による。
アーク電圧
被覆アーク溶接
表2による。
ガスシールド
アーク溶接
表3による。
セルフシールド
アーク溶接
表5による。
3
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
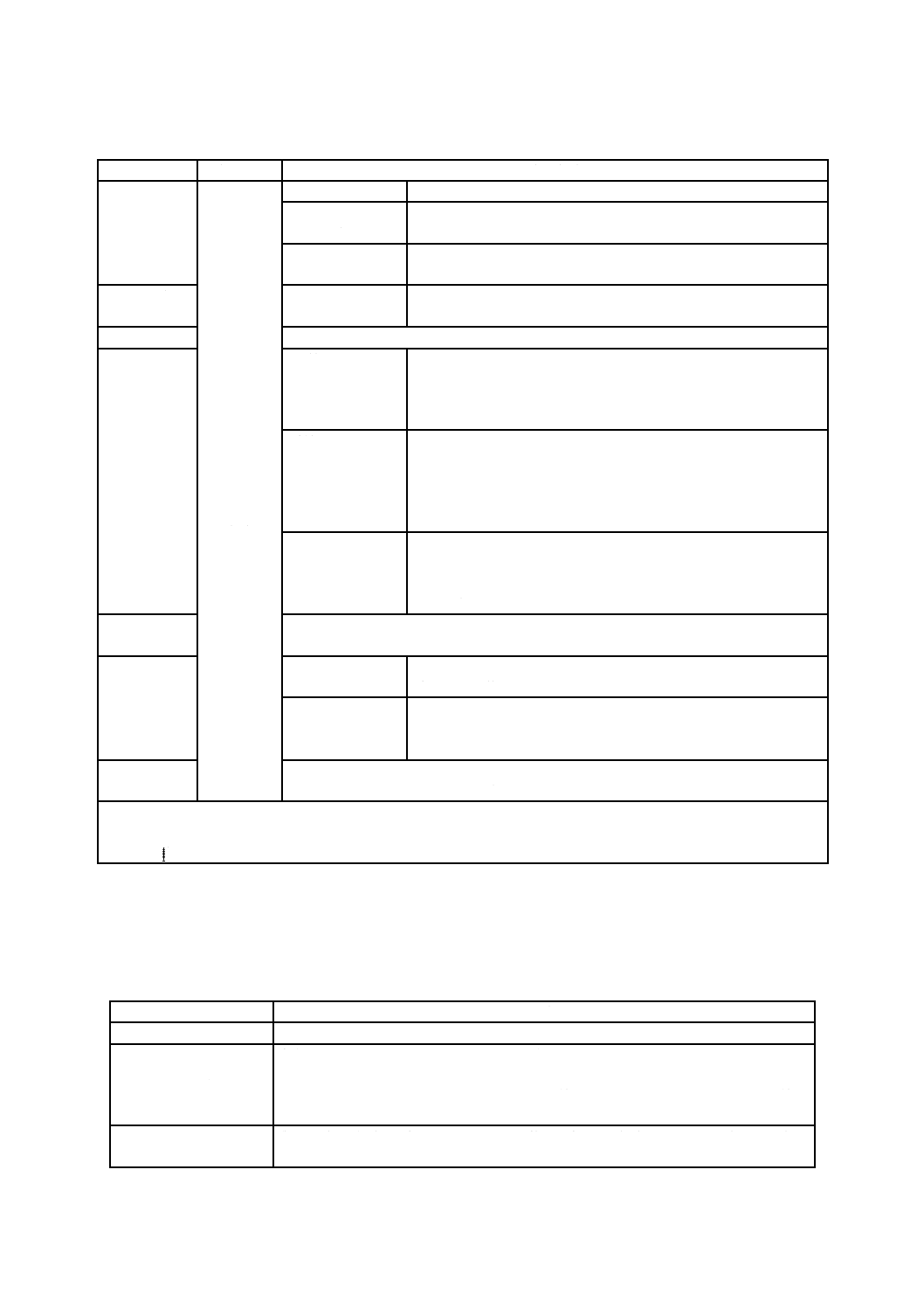
表1−一般的な試験条件(続き)
項目
試験項目
試験条件
極性
溶接
ヒューム
発生量
及び
化学成分
被覆アーク溶接
表2による。
ガスシールド
アーク溶接
表3による。
セルフシールド
アーク溶接
表5による。
ガスの種類
及び流量
ガスシールド
アーク溶接
表3による。
溶接速度
製造業者が推奨する範囲内で,熟練した溶接技能者が推奨する溶接速度を使用する。
試験板
材質
軟鋼,低合金鋼,高合金鋼,鋳鉄及び肉盛用溶接材料の試験板に
は軟鋼を用いる。ニッケル合金,アルミニウム合金及び銅合金用
溶接材料の試験板には,できるだけ溶接金属に近い組成のものを
使用する。
寸法
必要なアーク発生時間を連続して溶着するのに適した寸法の試
験板を使用する。適切な寸法の回転する板又はパイプ上に溶接し
てもよい。
なお,開先を設けてはならない。また,高温になった溶接金属
(ビード)の上に溶接してはならない。
前処理
試験板の表面に油脂及び皮膜が付着していてはならない。さら
に,予熱なしで適正な溶接ができない溶接材料の場合,試験板の
温度は,製造業者又は溶接管理技術者が推奨する条件を使用する
ことが望ましい。
電源
溶接材料に適切でない場合を除き,インバータ制御電源を使用する。その他の場合は
製造業者が推奨する電源を使用する。
トーチ
ガスシールド
アーク溶接
トーチ製造業者が推奨する標準径ノズル付きの水冷式又は空冷
式トーチを使用する。
セルフシールド
アーク溶接
水冷式又は空冷式トーチを使用する。
なお,水冷式又は空冷式のガスシールドアーク溶接用トーチの
ノズルを外した状態で使用してもよい。
溶接姿勢
溶接姿勢は下向姿勢とする。ガスシールドアーク溶接及びセルフシールドアーク溶接
では,試験板に対するトーチ角度を90°とする。
注a) 内挿法によって溶接ヒューム発生量を推定する場合の試験条件については,溶接材料の径には要求があった
径を,溶接電流は製造業者が推奨する電流範囲の最大値の90 %を,他の試験条件にはそれに準じた推定値を
記載する。
5.2
被覆アーク溶接の試験条件
被覆アーク溶接の試験条件は,表1及び表2による。
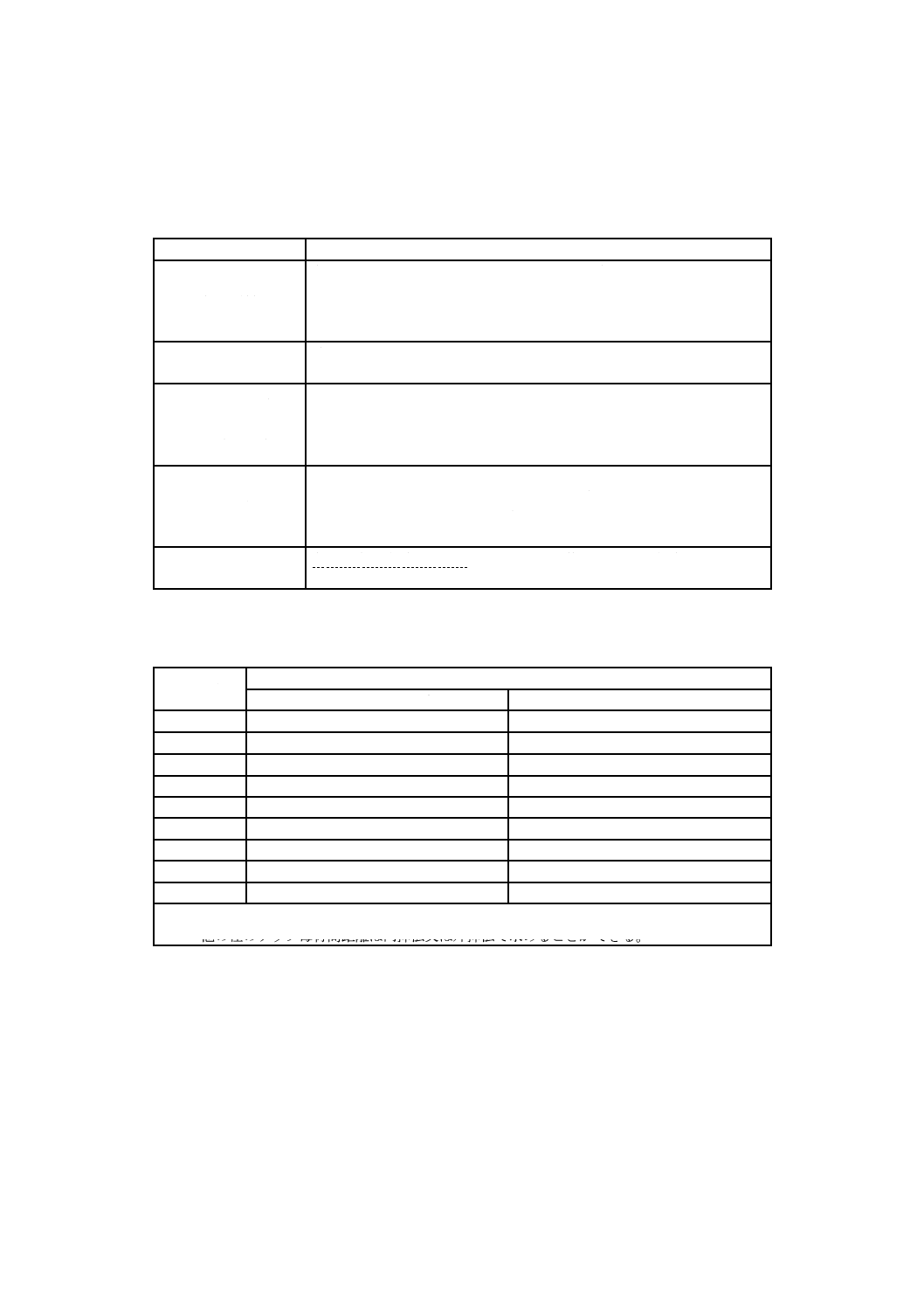
表2−被覆アーク溶接の試験条件
項目
試験条件
溶接電流
製造業者が推奨する溶接電流範囲の最大値の90 %の値とする。
アーク電圧
熟練した溶接技能者が設定する適正作業条件(例えばアーク長)を使用し,アーク電
圧を記録する。
測定方法は,溶接棒ホルダに測定機器の導線の一端を取り付け,もう一方の導線の
端を試験体又はその近傍に取り付け,アーク電圧を測定する。
極性
製造業者が推奨する極性とする。また,複数の極性が推奨されている場合は,通常に
使用する極性とする。
4
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
ガスシールドアーク溶接の試験条件
ガスシールドアーク溶接の試験条件は,表1,表3及び表4による。
表3−ソリッドワイヤ及びフラックス入りワイヤによるガスシールドアーク溶接の試験条件
項目
試験条件
ガスの種類
製造業者の推奨するガスを用いる。ただし,複数のガスが推奨されてい
る場合は,次の式で最大値が得られる酸化性(oxidising mixture)の混合
ガスを用いる。
1×CO2(体積分率)+2×O2(体積分率)
ガス流量
適切なシールドが得られるガス流量とする。
(ガス流量は,一般的には15〜25 L/min)
チップ母材間距離,
ワイヤ送給速度
及び溶接電流
チップ母材間距離は,表4の値が望ましい。溶接電流は,供試ワイヤの
径に対して製造業者が推奨する溶接電流範囲の最大値の90 %の値とす
る。
なお,ワイヤ送給速度を記録する。
アーク電圧
製造業者が推奨する範囲内で,熟練した溶接技能者が設定する適正アー
ク電圧とする。測定方法は,測定機器の導線の一端をコンタクトチップ
近傍に取り付け,もう一方の導線の端を試験体又はその近傍に取り付け,
アーク電圧を測定する。
極性
製造業者が推奨する極性とする。また,複数の極性が推奨されている場
合は,通常に使用する極性とする。
表4−ガスシールドアーク溶接におけるチップ母材間距離の推奨値
単位 mm
ワイヤ径
チップ母材間距離
ソリッドワイヤa)
フラックス入りワイヤb)
0.6
8
−
0.8
10
−
0.9
−
15
1.0
15
18
1.2
18
20
1.4
−
22
1.6
22
25
2.0
26
28
2.4
28
30
注a) 他の径のチップ母材間距離は内挿法で求めることができる。
b) 他の径のチップ母材間距離は内挿法又は外挿法で求めることができる。
5.4
セルフシールドアーク溶接の試験条件
セルフシールドアーク溶接の試験条件は,表1及び表5による。
5
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
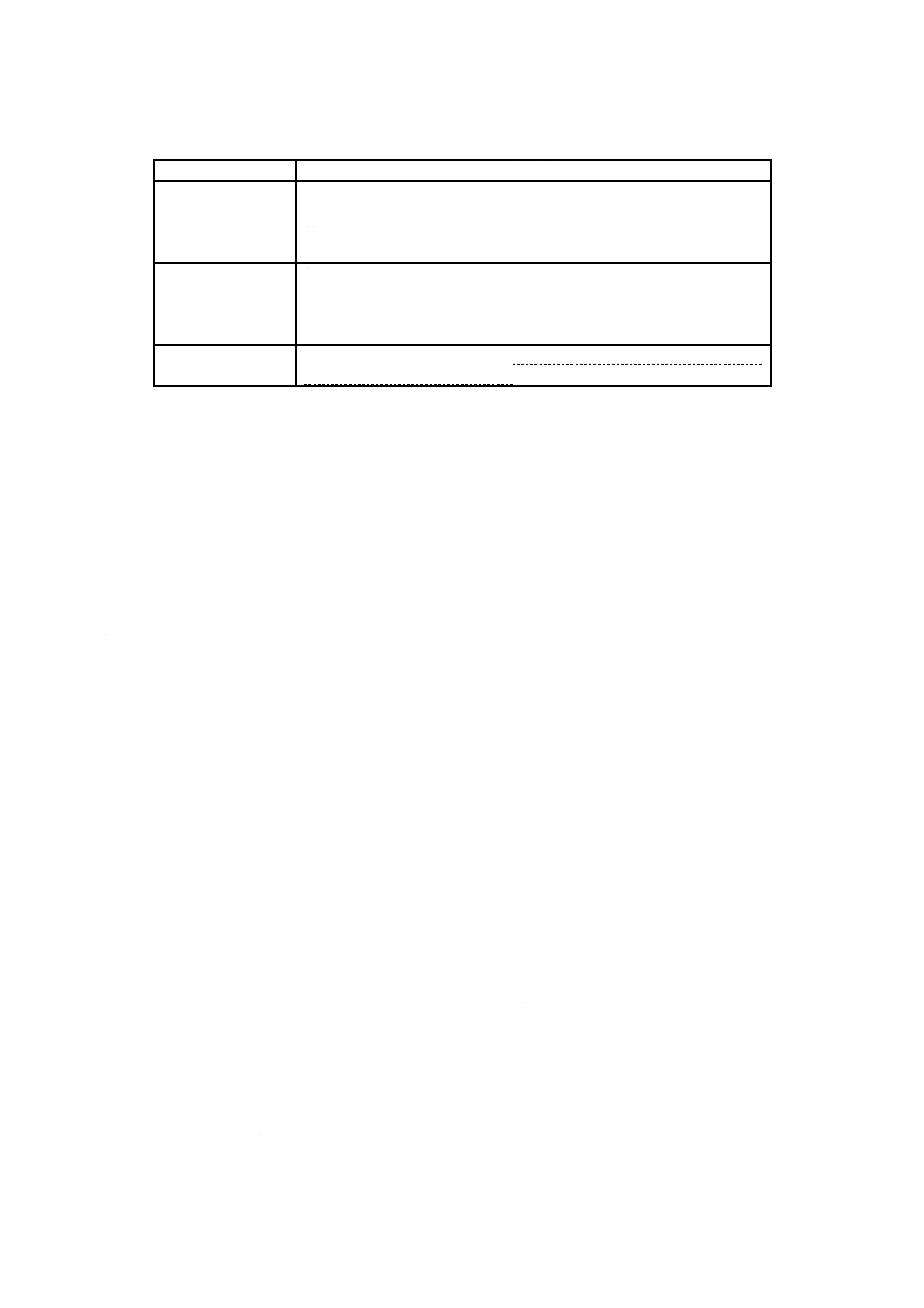
表5−セルフシールドアーク溶接の試験条件
項目
試験条件
チップ母材間距離,
ワイヤ送給速度
及び溶接電流
チップ母材間距離は,製造業者が推奨する距離とする。溶接電流は,供試
ワイヤの径に対して製造業者が推奨する溶接電流範囲の最大値の90 %の
値とする。
なお,ワイヤ送給速度を記録する。
アーク電圧
熟練した溶接技能者が設定するスムーズな溶滴移行が得られる最小アー
ク電圧とする。測定方法は,測定機器の導線の一端をコンタクトチップの
近傍に取り付け,もう一方の導線の端を試験体又はその近傍に取り付け,
アーク電圧を測定する。
極性
製造業者が推奨する極性とする。また,複数の極性が推奨されている場合
は,通常に使用する極性とする。
6
溶接ヒュームのデータシート
6.1
溶接ヒュームのデータシートの作成
試験を実施した機関は,附属書Aの様式に従って,溶接ヒュームのデータシートを作成しなければなら
ない。溶接ヒュームのデータシートには,必す(須)項目として,次のa)〜i) の項目を含まなければなら
ない。
なお,j)〜n) の項目については,任意選択項目とする(附属書E参照)。任意選択項目に関する溶接ヒ
ュームのデータシートの例を附属書Fに示す。また,附属書Gに“溶接ヒュームのキー成分”を,附属書
Hに“溶接ヒュームのデータの利用”を,附属書Iに“溶接材料分類方法の例”を示す。
a) 溶接材料の製造業者又は供給業者の名称及び住所
b) 溶接ヒュームのデータシートの作成年月日及び最終検証年月日
c) 溶接材料の銘柄及び種類並びに溶接方法
d) 溶接材料の該当規格
e) 試験機関の名称及び住所
f)
試験報告書の発行年月日
g) 試験条件の詳細
h) 溶接ヒューム発生量(mg/s及びg/h)。有効数字は2けた以上とする。
i)
溶接ヒューム中のすべての主要成分の質量分率(附属書B参照)。ただし,少なくとも表B.2にある
小数点以下のけた数及び有効数字とする。
j)
溶接材料が販売されるすべての国に対応するキー成分の溶接ヒューム限界値(E.1.4参照)。ただし,
小数点以下1けたに丸める(附属書H参照)。
k) 溶接材料が販売されるすべての国に対応する相加溶接ヒューム限界値(E.1.2参照)。小数点以下1け
たまで報告する(附属書H参照)。
l)
溶接材料が販売されるすべての国に対応する表I.1にて算出した溶接ヒュームによる溶接材料の分類
(附属書I参照)。
m) キー成分の溶接ヒューム限界値又は相加溶接ヒューム限界値を算出したときに使用した限界値の適用
国(H.1.1.2の注記及びH.1.2.2参照)。
n) 溶接材料の包装に表示された,溶接ヒュームによる溶接材料分類に関する情報(附属書F参照)。
6.2
溶接ヒュームのデータシートの提供
溶接材料製造業者又は供給業者は,顧客の要求があれば,附属書Aの様式で作成した溶接ヒュームのデ
6
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ータシートのコピーを提供しなければならない。
6.3
溶接ヒュームのデータシートの更新
次の場合には,溶接ヒュームの再試験を行い,データシートを更新し,顧客の要求があれば,そのコピ
ーを提出しなければならない。
a) 製品中の一つ以上の原料含有率を,表6の許容値を超えて変更した場合。
b) 製品中の一つ以上の原料を,組成の異なる他の原料で置き換えた場合。
c) 他の原料を製品に添加した場合。
表6−溶接ヒュームのデータシートの更新を必要としない原料含有率変化の許容値
元の原料含有率
%(質量分率)
含有率変化の許容値
%
2.5以下
±50
2.5を超え10以下
±30
10を超え25以下
±20
25超
±10
注記 含有率は製品の全質量に対する比率である。
例えば,被覆アーク溶接棒の場合,溶接棒の全質量に対する被覆成分の比率。
6.4
データの共有
データの共有は,次による。
a) 複数の銘柄をもつ製品については,同一の試験報告書に基づいてそれぞれの溶接ヒュームのデータシ
ートを作成してもよい。ただし,製品の同一性を品質管理システムによって立証しなければならない。
b) 特注仕様の製品(例えば,少数の顧客からの特注によって仕様変更した溶接材料)のデータシートは,
6.3に規定した更新の条件に適合しない限り,元の試験報告書を用いて溶接ヒュームのデータシートを
作成してもよい。
c) 同一規格のソリッドワイヤ及びフラックス入りワイヤにおいては,溶接ヒューム発生量及び化学成分
のデータは,製造業者間において顕著な差がない場合は,相互間の同意があり,かつ,詳細な試験内
容のすべてが関係する全製造業者に開示されている限り,データを共有してもよい。
6.5
溶接ヒュームのデータシートの有効性
溶接ヒュームのデータシートは,少なくとも5年に1回その有効性の検証を行い,記載内容に変更があ
った場合には,変更を反映することとする。
なお,検証した日付は,溶接ヒュームのデータシートに記録しなければならない。
7
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
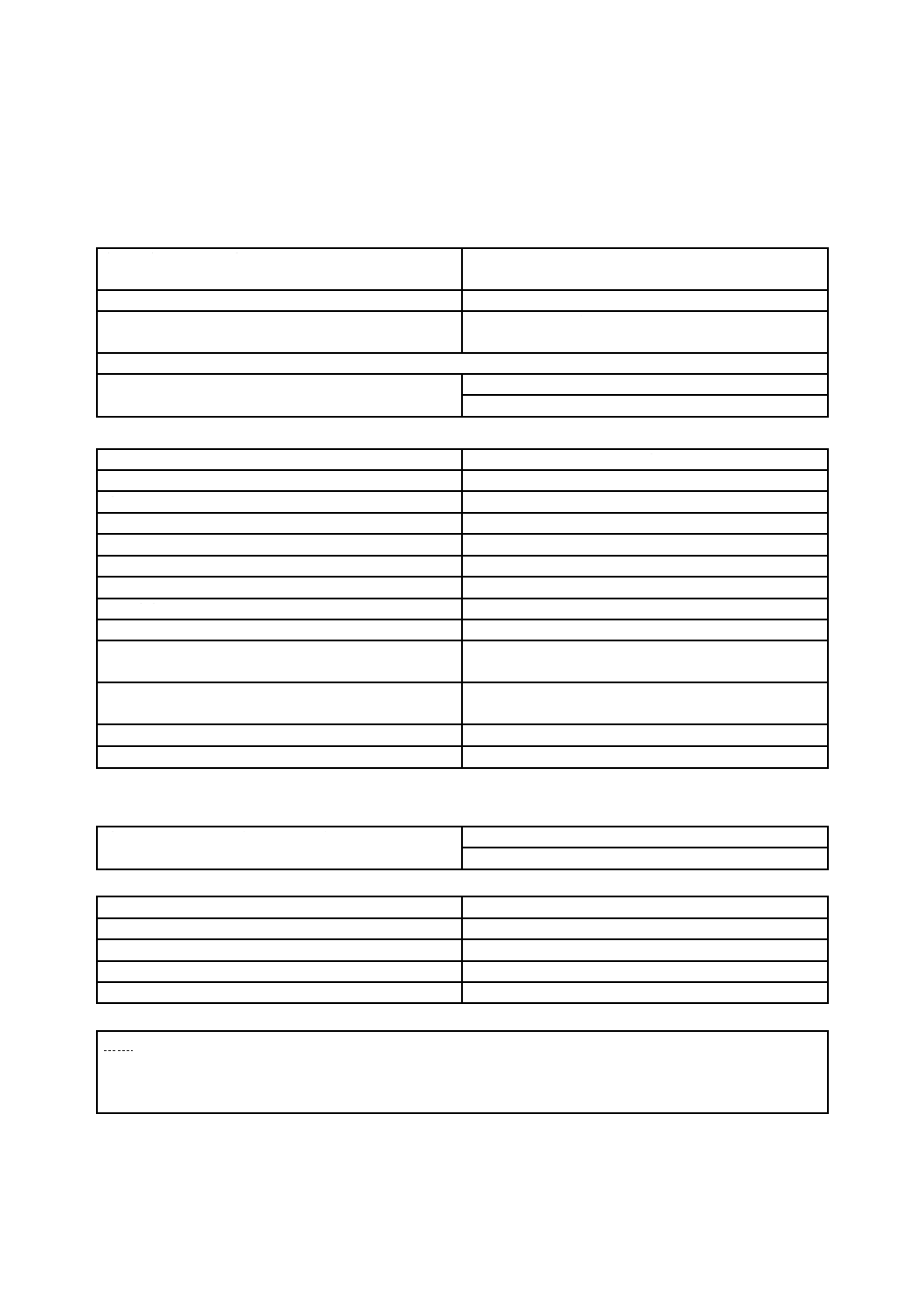
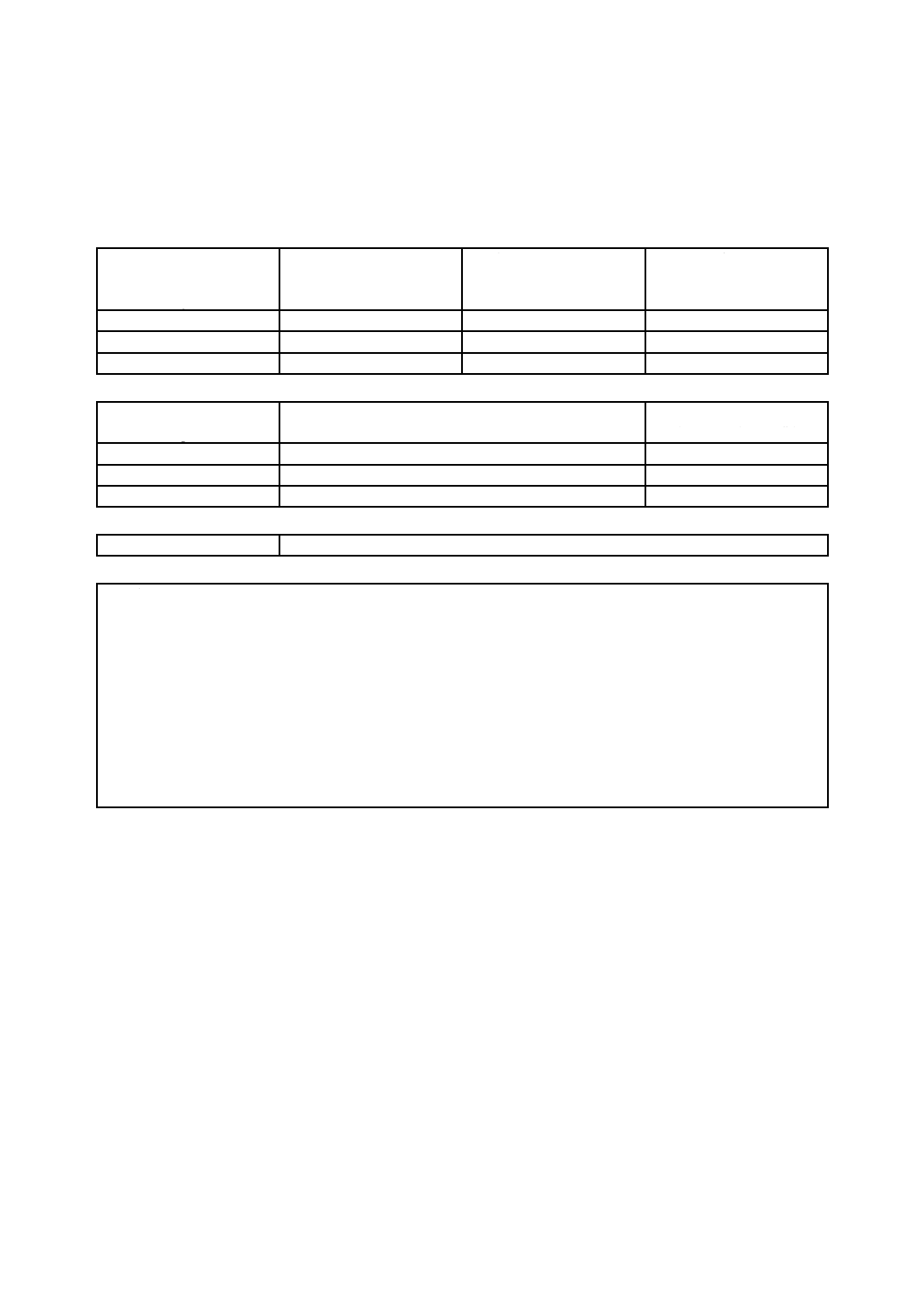
附属書A
(規定)
溶接ヒュームのデータシート
製造業者又は供給業者:
住所:
データシート作成年月日:
データシート最終検証年月日:
溶接材料の銘柄:
溶接材料の種類/溶接方法:
溶接材料の該当規格:
試験機関:
報告書発行年月日:
追加事項:
試験条件
項目
試験条件
溶接材料の径(mm)
溶接電流(A)
アーク電圧(V)
極性(DC棒プラス/AC/DC棒マイナス)
ガスの種類
ガス流量(L/min)
溶接速度(mm/min)
試験板の材質
電源
製造業者及び形式
トーチ
製造業者,形式及びノズル径(mm)
チップ母材間距離(mm)
ワイヤ送給速度(m/min)
JIS Z 3940によって測定した溶接ヒューム発生量及び化学成分のデータ
溶接ヒューム発生量(mg/s及びg/h)
溶接ヒュームの主要成分
化学成分 %(質量分率)
備考
8
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
溶接ヒュームの主要成分
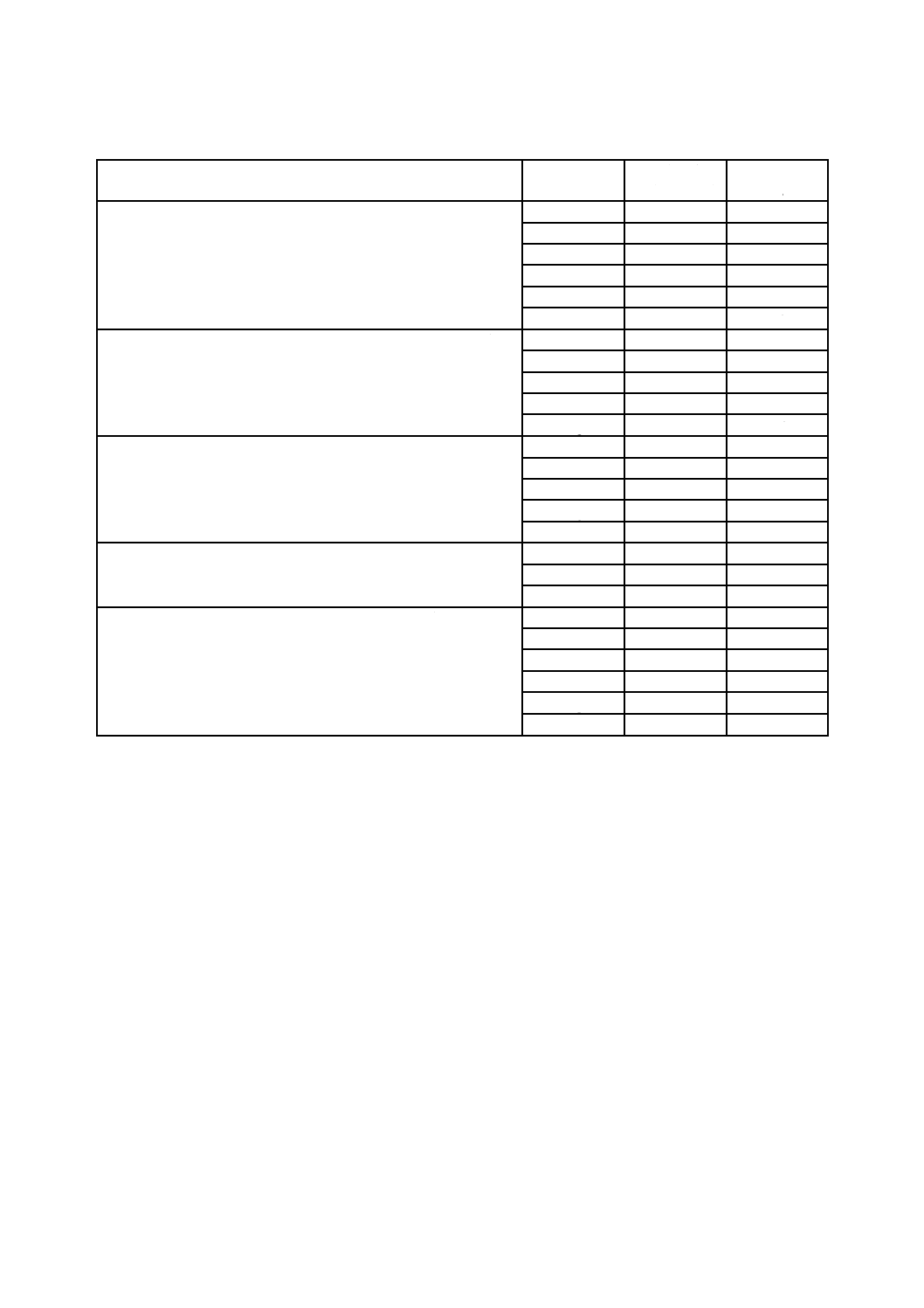
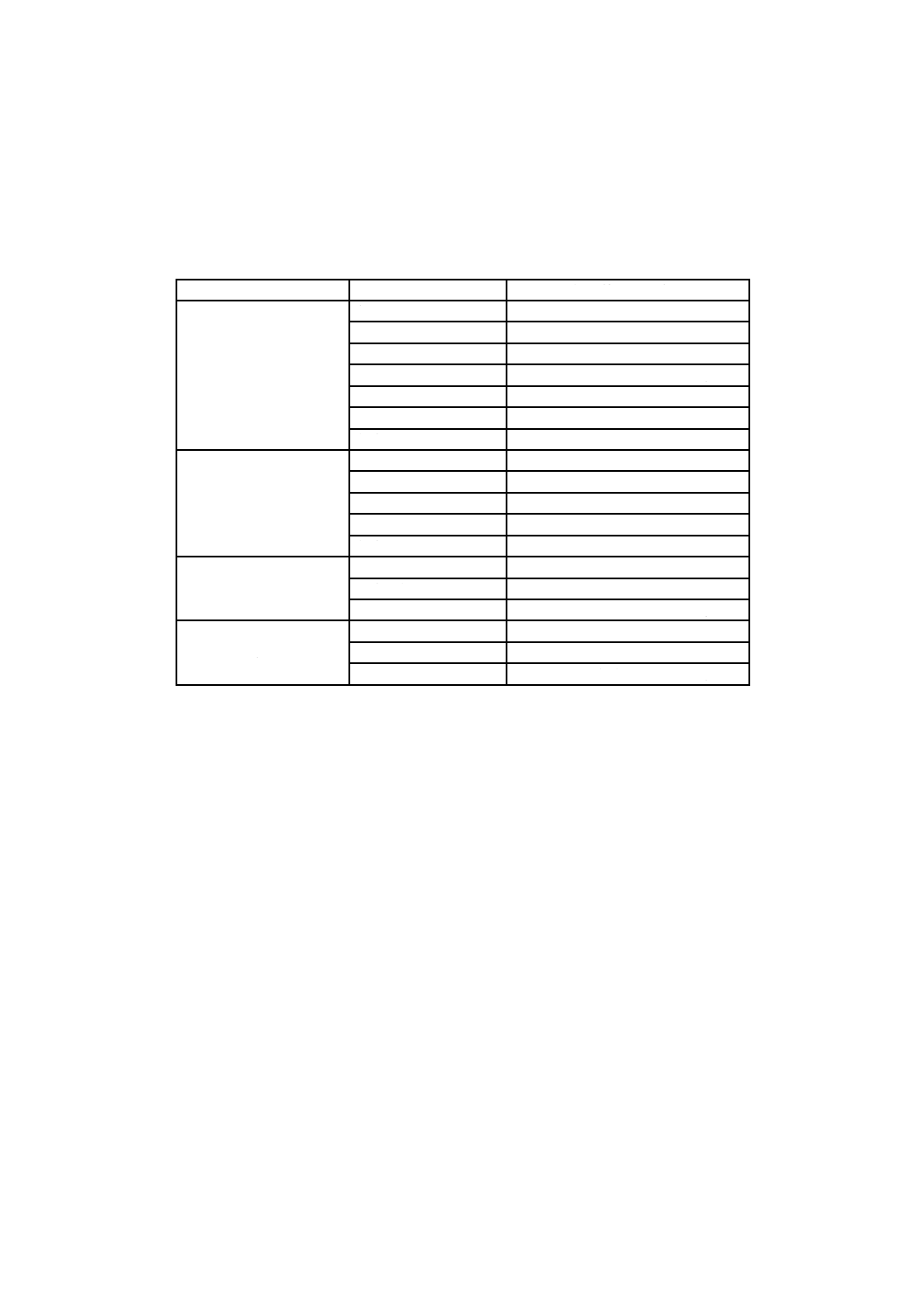
表B.1−溶接ヒュームの代表的な主要成分
溶接方法
溶接材料の種類
代表的な主要成分
その他の
分析可能な
主要成分
被覆アーク溶接
軟鋼及び低合金鋼
Fe,Mn,Cr,Ni,Cu
F−
高合金鋼
Cr,Cr(VI),Fe,Mn,Ni
F−
鋳鉄
Ni,Cu,Fe,Mn
Ba,F−
硬化肉盛
Co,Cr,Cr(VI),Fe,Ni,Mn
V
加工硬化
Fe,Mn,Cr
ニッケル合金
Cr,Cr(VI),Ni
Fe
銅合金
Cu,Ni
ソリッドワイヤに
よるガスシールド
アーク溶接
軟鋼及び低合金鋼
Fe,Mn,Cr,Ni,Cu
高合金鋼
Cr,Cr(VI),Fe,Mn,Ni
アルミニウム合金
Al,Mg,Mn,Zn
ニッケル合金
Cr,Cr(VI),Ni
Fe
銅合金
Cu,Ni
フラックス入りワイヤに
よるガスシールド
アーク溶接
軟鋼及び低合金鋼
Fe,Mn,Cr,Ni,Cu
F−
高合金鋼
Cr,Cr(VI),Fe,Mn,Ni
F−
硬化肉盛
Co,Cr,Cr(VI),Fe,Ni,Mn
V
セルフシールド
アーク溶接
軟鋼及び低合金鋼
Fe,Mn,Cr,Ni,Cu,Al
Ba,F−
高合金鋼
Cr,Cr(VI),Fe,Mn,Ni,Al
Ba,F−
硬化肉盛
Co,Cr,Cr(VI),Fe,Ni,Mn,Al
V
表B.2−化学成分報告データの小数点以下けた数及び有効数字
含有率
%(質量分率)
小数点以下けた数
有効数字
含有率の例
%(質量分率)
10以上
0
2
11
1以上
1
2
2.4
0.1以上
2
2
0.17
0.01以上
2
1
0.08
0.001以上
3
1
0.007
9
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
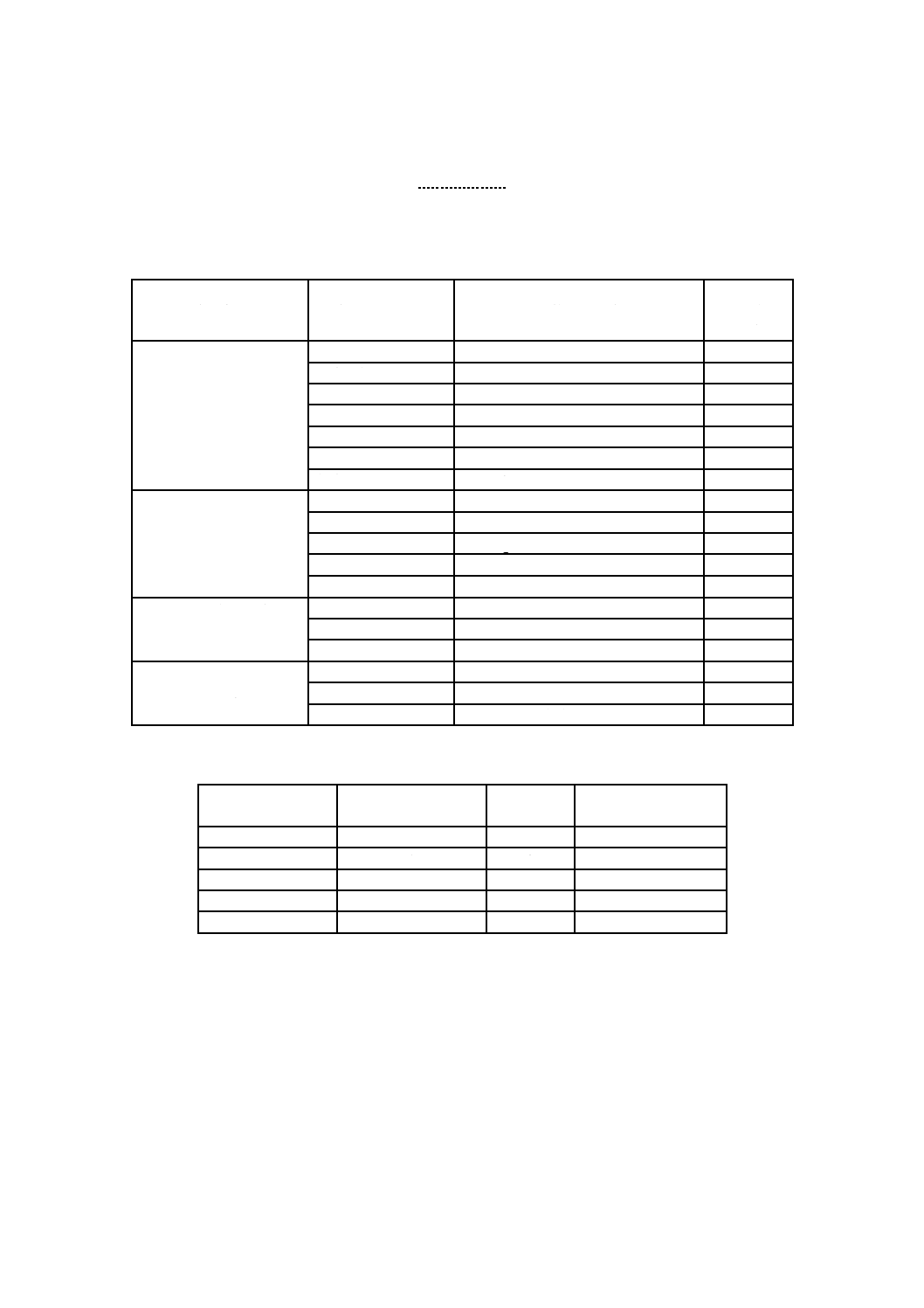
附属書C
(参考)
溶接ヒュームのデータシートの例
製造業者又は供給業者:
○○○○株式会社
住所:
○○県○○市○○町○○ ○○○番地
データシート作成年月日:○○○○−○○−○○
データシート最終検証年月日:○○○○−○○−○○
溶接材料の銘柄:
○○○○
溶接材料の種類/溶接方法:
○○○○/○○○○
溶接材料の該当規格:○○○.○○.○○○
試験機関:
○○○○会社
○○県○○市○○町○○番地
報告書発行年月日:○○○○−○○−○○
追加事項:
○○○○
試験条件
項目
試験条件
溶接材料の径(mm)
3.2
溶接電流(A)
110
アーク電圧(V)
23.5
極性(DC棒プラス/AC/DC棒マイナス)
DC棒プラス
ガスの種類
−
ガス流量(L/min)
−
溶接速度(mm/min)
250
試験板の材質
ASTM A283 grade C:1.0037 S235JR
電源
製造業者及び形式
Speedweld 1414, crisp arc
トーチ
製造業者,形式及びノズル径(mm)
−
チップ母材間距離(mm)
−
ワイヤ送給速度(m/min)
−
JIS Z 3940によって測定した溶接ヒューム発生量及び化学成分のデータ
溶接ヒューム発生量
(mg/s)
2.6
(g/h)
9.4
溶接ヒュームの主要成分
化学成分 %(質量分率)
Cr
5.1
Cr(VI)
4.0
F−
10
Fe
4.9
Mn
3.0
Ni
0.32
備考
10
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
実績データの例
表D.1〜表D.4のデータは達成可能な繰返し精度及び再現性だけに関する情報であり,溶接方法の比較
又は分類を目的として使用するものではない。
表D.1−溶接ヒューム発生量の繰返し精度
溶接方法
溶接ヒューム
平均発生量
mg/s
平均
繰返し精度
%
繰返し精度の
範囲
%
被覆アーク溶接
4.8
6.5
2.5〜10.1
ソリッドワイヤによるガスシールドアーク溶接
2.0
17
5〜44
ルチール系フラックス入りワイヤによるガスシールドアーク溶接
18.7
4.8
2.3〜11.3
塩基性フラックス入りワイヤによるガスシールドアーク溶接
23.5
4.2
2.7〜7.3
メタル系フラックス入りワイヤによるガスシールドアーク溶接
14.3
6.3
3.0〜10.0
フラックス入りワイヤによるセルフシールドアーク溶接
10.1
4.8
1.7〜11.0
表D.2−試験機関の所間比較によって求めた溶接ヒューム発生量の再現性
溶接方法
溶接ヒューム発生量
平均値±2 SD(標準偏差)
mg/s
95 %信頼限界
%
被覆アーク溶接
4.8±1.7
±35
ソリッドワイヤによるガスシールドアーク溶接
2.0±3.7
±155
ルチール系フラックス入りワイヤによるガスシールドアーク溶接
18.7±1.9
±10
塩基性フラックス入りワイヤによるガスシールドアーク溶接
23.5±9.4
±39
メタル系フラックス入りワイヤによるガスシールドアーク溶接
14.3±11.3
±78
フラックス入りワイヤによるセルフシールドアーク溶接
10.1±3.6
±34
表D.3−試験機関の所間比較に使用された試験条件
溶接方法
規格分類
径
mm
溶接電流
A
アーク電圧
V
被覆アーク溶接
AWS A5.4-92:
E308L-17
3.2
119〜120
26〜29
ソリッドワイヤによるガスシールドアーク溶接
AWS A5.9-93:
ER316LSi
1.2
238〜245
24〜29
ルチール系フラックス入りワイヤによるガスシールドアーク溶接
AWS A5.20:
E71-T1
1.2
304〜315
31〜38
塩基性フラックス入りワイヤによるガスシールドアーク溶接
AWS A5.20:
E71-T5
1.2
218〜231
24〜28
メタル系フラックス入りワイヤによるガスシールドアーク溶接
AWS A5.18:
E70-6MH4
1.2
298〜321
29〜35
フラックス入りワイヤによるセルフシールドアーク溶接
AWS A5.20:
E71-T11
1.1
151〜157
16〜22
11
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表D.4−化学成分の繰返し精度
溶接方法
成分
平均組成
%(質量分率)
繰返し精度
%
被覆アーク溶接
Cr
4.4
8.5
Fe
5.5
8.7
Mn
4.9
6.4
Ni
0.3
8.8
Pb
0.4
4.0
V
2.2
7.2
ルチール系フラックス入りワイヤによるガスシールドアーク溶接
Fe
36.9
3.7
Mn
8.8
4.9
Cu
0.2
4.0
In
0.2
6.2
Mg
4.1
7.4
塩基性フラックス入りワイヤによるガスシールドアーク溶接
Fe
56.9
4.6
Mn
6.9
5.0
In
0.3
4.7
Mg
1.4
4.8
V
0.3
10.5
メタル系フラックス入りワイヤによるガスシールドアーク溶接
Fe
64.3
5.8
Mn
5.9
9.4
In
0.2
8.8
フラックス入りワイヤによるセルフシールドアーク溶接
Fe
34.9
5.2
Mn
1.6
8.0
Ba
16.6
7.1
Li
0.6
7.9
Mg
10.5
10.0
V
5.3
7.9
12
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
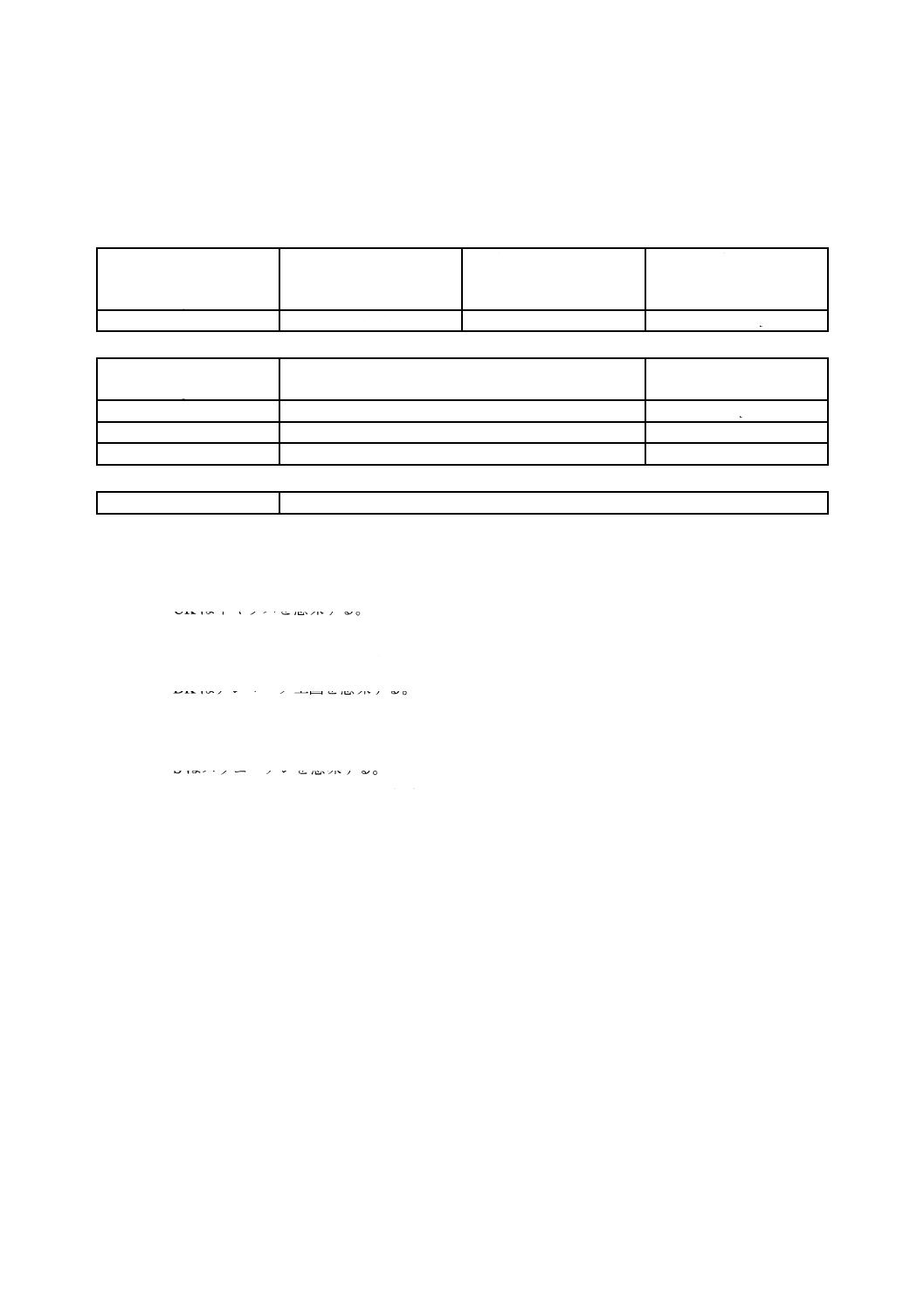
附属書E
(参考)
溶接ヒュームのデータシートの任意選択項目
キー成分の
溶接ヒューム限界値
mg/m3
キー成分
溶接ヒュームによる
溶接材料の分類
適用国
(及び限界値の出典)
相加溶接ヒューム限界値
mg/m3
溶接ヒュームによる溶接材料の分類
適用国
(及び限界値の出典)
溶接材料の表示
引用資料
13
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E.1
用語及び定義
溶接ヒュームのデータシートへの任意選択項目に用いる主な用語及び定義は,次による。
E.1.1
相加限界値(additive limit value)
化学物質の混合物において,健康上の影響に対する共存物質の交互作用に関する知見がない場合に,各
成分の健康上の影響が少なくとも相加性であるとして計算する限界値。
注記 溶接ヒュームのように化学物質の混合物である複雑な物質では,個々の物質がそれぞれ特定の
独立した健康影響を呈するか,又は相乗的,相加的若しくは相反的な健康影響を呈する。
E.1.2
相加溶接ヒューム限界値(additive welding fume limit value)
溶接ヒュームの相加限界値。
E.1.3
溶接ヒュームのキー成分(key component of welding fume)
安全衛生上最大の重要性をもち,溶接技能者が限界値を超えてばく露されないためにはもっとも厳密な
対策を必要とする溶接ヒュームの成分。すなわち,最も低い溶接ヒューム濃度で限界値を超える成分。
E.1.4
キー成分の溶接ヒューム限界値(key-component welding fume limit value)
溶接技能者が,それを超えなければ溶接ヒューム中の他のどの成分にも限界値を超えてばく露されない
ことが保証される溶接ヒュームの限界値。
E.1.5
単一成分溶接ヒューム限界値(single-component welding fume limit value)
それを超えなければ,溶接ヒューム中のある単一成分にその限界値を超えてばく露されないことが保証
されるように計算された溶接ヒュームの限界値。
14
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(参考)
溶接ヒュームのデータシートの例(任意選択項目)
キー成分の
溶接ヒューム限界値
mg/m3
キー成分
溶接ヒュームによる
溶接材料の分類
適用国
(及び限界値の出典)
1.25
Cr(VI)
1a
SF a),UK b)
相加溶接ヒューム限界値
mg/m3
溶接ヒュームによる溶接材料の分類
適用国
(及び限界値の出典)
0.5
1a
DK c)
0.5
1a
S d)
溶接材料の表示
溶接材料の分類 1a-DK,S,SF,UK
注a) SFはフィンランド共和国を意味する。
なお,出典はHTP-arvot 2002 Sosiaali-ja terveysministeriö Työsuojelusäädöksiä 3, Tampere (2002).
b) UKはイギリスを意味する。
なお,出典はHealth and Safety Executive Occupational exposure limits EH 40/2002 HSE Books
2002 ISBN 0 7176 2083 2 (2002).
c) DKはデンマーク王国を意味する。
なお,出典はArbejdstilsynet Grænseværdier for stoffer og materialer At-anvisning No. 3.1.0.2
Arbejdstilsynet, Copenhagen (1996).
d) Sはスウェーデンを意味する。
なお,出典はAFS 2000:3 Hygieniska gränsvärden och åtgärder mot luftföroreningar (2000).
15
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(参考)
溶接ヒュームのキー成分
表G.1−溶接ヒュームの代表的なキー成分
溶接方法
溶接材料の種類
代表的なキー成分
被覆アーク溶接
軟鋼及び低合金鋼
Mn
高合金鋼
Cr(VI)又はNi
鋳鉄
Ni又はCu
硬化肉盛
Co,Cr,Cr(VI),Ni又はMn
加工硬化
Mn
ニッケル合金
Cr,Cr(VI)又はNi
銅合金
Cu又はNi
ソリッドワイヤに
よるガスシールド
アーク溶接
軟鋼及び低合金鋼
Mn
高合金鋼
Cr又はNi
アルミニウム合金
Al,Mn又はZn
ニッケル合金
Cr又はNi
銅合金
Cu又はNi
フラックス入りワイヤに
よるガスシールド
アーク溶接
軟鋼及び低合金鋼
Mn
高合金鋼
Cr(VI)又はNi
硬化肉盛
Co,Cr,Cr(VI),Ni又はMn
セルフシールドアーク
溶接
軟鋼及び低合金鋼
Mn
高合金鋼
Cr(VI)又はNi
硬化肉盛
Co,Cr,Cr(VI),Ni又はMn
16
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書H
(参考)
溶接ヒュームのデータの利用について
H.1 溶接ヒュームへの人体ばく露の質量測定値の評価
H.1.1 質量測定値及びその結果とキー成分の溶接ヒューム限界値との比較
H.1.1.1 溶接ヒュームへのばく露の一般的な評価手段
溶接ヒュームへのばく露の一般的な評価手段は,溶接技能者が吸引する空気中に存在する職業衛生上有
意性のある全化学物質の濃度を測定し,その結果を関連物質の該当する限界値と比較する方法である。し
かし化学分析は比較的高価であり,かなりの数の分析試料を測定する必要がある場合には分析コストが高
くなる。国家の要求事項が相加限界値(E.1.1参照)を使用するよう規定している場合を除き,溶接ヒュー
ムへの人体ばく露を質量的に測定し,溶接ヒュームのキー成分(E.1.3参照)に対する防御上の限界値と比
較することによってばく露量を測定するための必要な作業を減らすことができる。
H.1.1.2 溶接ヒュームへの個人ばく露
溶接ヒュームへの個人ばく露評価を溶接ヒュームの限界成分から保護する限界値と比較することによっ
て実施する場合は,式(1)を使い,溶接ヒュームの主要成分(3.1参照)に対する単一成分溶接ヒューム限
界値(E.1.5参照)を計算する。
100
)
(
×
=i
LV
LV
i
SCi
WF
··································································· (1)
ここに,
LVWF (SCi): mg/m3単位の溶接ヒュームのi番目の主要成分に対して
計算された単一成分溶接ヒューム限界値。すなわち,溶
接ヒュームのi番目の主要成分に対する限界値が超えて
しまう溶接ヒューム濃度。
LVi: 溶接ヒュームのi番目の主要成分に対する限界値。
i: 溶接ヒュームデータシート上で報告されるような%単位
の溶接ヒュームのi番目の主要成分の割合。
次に個人ばく露の質量測定の結果とこれらの単一成分溶接ヒューム限界値の最も低いもの,すなわち,
キー成分の溶接ヒューム限界値とを比較し,溶接技能者が限界値を超える濃度でのいずれかの成分にさら
されるかどうかを推定する。キー成分の溶接ヒューム限界値は0.1 mg/m3単位に切り上げることが望まし
い。
注記 溶接ヒュームの主要成分に関して国家が定める限界値に相違がある場合には,キー成分の溶接
ヒューム限界値は国によって異なり,国家の関連限界値が改正される場合には時間と共に進化
する可能性がある。したがって,キー成分の溶接ヒューム限界値を報告する場合には,計算に
使用した限界値の出典を常に提供することが必要である。
H.1.2 質量測定値及びその結果と相加溶接ヒューム限界値との比較
H.1.2.1 各国の相加限界値
国によっては,溶接ヒューム等の化学物質の混合である複合物質に対する相加限界値(E.1.1参照)の利
用を規定しているところがある。化学物質の混合物の健康への組み合わされた影響に関する具体的な知識
がない中で,これらの国はそれらさまざまな成分の影響は,少なくとも累積的であるということに基づき,
リスクアセスメントを実施することを決定している。
注記 溶接ヒュームのリスクアセスメントが累積的原則に基づくことが法的必要条件となっている国
17
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
もある。
H.1.2.2 溶接ヒュームへの人体ばく露
溶接ヒュームへの人体ばく露を質量的に測定し,その結果を相加溶接ヒューム限界値と比較することに
よってばく露の評価を行う場合には,式(2)を使用して相加溶接ヒューム限界値を算出する。
∑
∑
−
+
=
n
WF
n
i
A
WF
LV
i
LV
i
LV
1
1
)
(
100
100
···················································· (2)
ここに,
LVWF (A): mg/m3単位の相加溶接ヒューム限界値。
n: 溶接ヒュームの主要成分の数(3.1参照)
i: 溶接ヒュームデータシート上で報告されるような%単位
の溶接ヒュームのi番目の主要成分の割合。
LVi: 溶接ヒュームのi番目の主要成分に対する限界値。
LVWF: 限界が設定されている場合は,低から中程度の毒性の化
学物質を含む溶接ヒュームに対するmg/m3単位の限界
値,限界値が設定されていない場合は,吸い込む可能性
のあるほこりに対するmg/m3単位の限界値。
次に,個人ばく露の質量測定の結果と使用中の溶接材料に対して計算された相加溶接ヒューム限界値と
を比較する。
注記1 相加溶接ヒューム限界値を計算する場合,溶接ヒュームの主要成分は,5 %以上計算された
相加溶接ヒューム限界値に寄与しているすべての成分である。
相加溶接ヒューム限界値は0.1 mg/m3単位に切り上げることが望ましい。
注記2 相加溶接ヒューム限界値は,その溶接ヒュームの主要成分に対する国家限界値において違い
がある場合は,国によって異なる場合がある。それらは,国家限界値が改訂されると時間と
ともに変わる場合がある。したがって,相加溶接ヒューム限界値が報告された場合,その計
算で使用された限界値の出典を常に参照する必要がある。
注記3 リスクアセスメントのために個人ばく露の質量測定を使用する同様の方法は,デンマークで
使用されている。ただし,デンマーク式のアプローチでは,結果は個々の溶接工程に対して
あらかじめ設定されている限界値と比較される。いわゆる工程依存性の限界値と呼ばれるこ
れらのものは,“国家労働検査指示番号3.1.0.2”(参考文献 [3] 及び [4] 参照)に述べられて
いる。工程依存性の限界値が開発された方法は,“FORCE Institute”の出版物(参考文献 [5] 参
照)にすべて説明されている。
H.2 溶接ヒュームのキー成分に対する化学分析の限界
H.2.1 溶接ヒュームのリスクアセスメントの一般的な評価手段
溶接におけるリスクアセスメントの一般的な評価手段は,H.1.1.1のように,溶接技能者が吸引する空気
中に存在する職業衛生上有意性のある全化学成分の濃度を測定し,その結果を関連物質の該当する限界値
と比較する方法である。しかし化学分析は比較的高価であり,かなりの数の分析試料を測定する必要があ
る場合には分析コストが高くなる。コストを下げる方法は,国家の要求事項が相加限界値(E.1.1参照)を
使用するよう規定している場合を除き,溶接ヒュームのキー成分(E.1.3参照)に対する人体ばく露量を求
めるための試料の化学分析を制限すればよい。
18
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
H.2.2 溶接ヒュームのキー成分に関する人体ばく露
溶接ヒュームのキー成分に関する人体ばく露量を求めるための試料の化学分析,及びその結果と関連物
質の該当限界値との比較を行うことによってばく露の評価を行う場合には,式(1)を使ってキー成分の溶接
ヒューム限界値を計算する。そして溶接ヒュームのキー成分に対するばく露量を求め,その結果をキー成
分の溶接ヒューム限界値と比較して,溶接技能者が溶接ヒューム中の過剰レベルの化学物質へばく露され
ないような十分良好な管理が行われているかどうかを決定する。
H.2.3 溶接ヒューム発生量に基づく溶接材料の分類及び溶接ヒュームについて算出した限界値
溶接ヒュームについて算出したキー成分の溶接ヒューム限界値(H.1.1参照),又は相加溶接ヒューム限
界値(H.1.2参照)をその溶接ヒュームの有害性を表す指標として使用し,危険性を評価する目的で,溶
接ヒューム発生量及びその溶接ヒュームの有害性に基づいて溶接材料を分類してもよい。附属書Iに記載
した分類方法は溶接ヒューム発生量及びその溶接ヒュームの有害性に関する別の情報を提供し,その相対
的な重要性は作業内容及び作業場所の状況によって変化し得るものである。
19
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 I
(参考)
溶接材料分類方法の例
I.1
溶接材料の分類区分
溶接材料は,リスクアセスメントのために溶接ヒューム発生量及び溶接ヒュームの有害性によって分類
することができる。この際,計算されたキー成分の溶接ヒューム限界値(H.2.1参照),又は相加溶接ヒュ
ーム限界値(H.2.2参照)をその溶接ヒュームの有害性の指標として表I.1に示されているとおりに利用す
る。
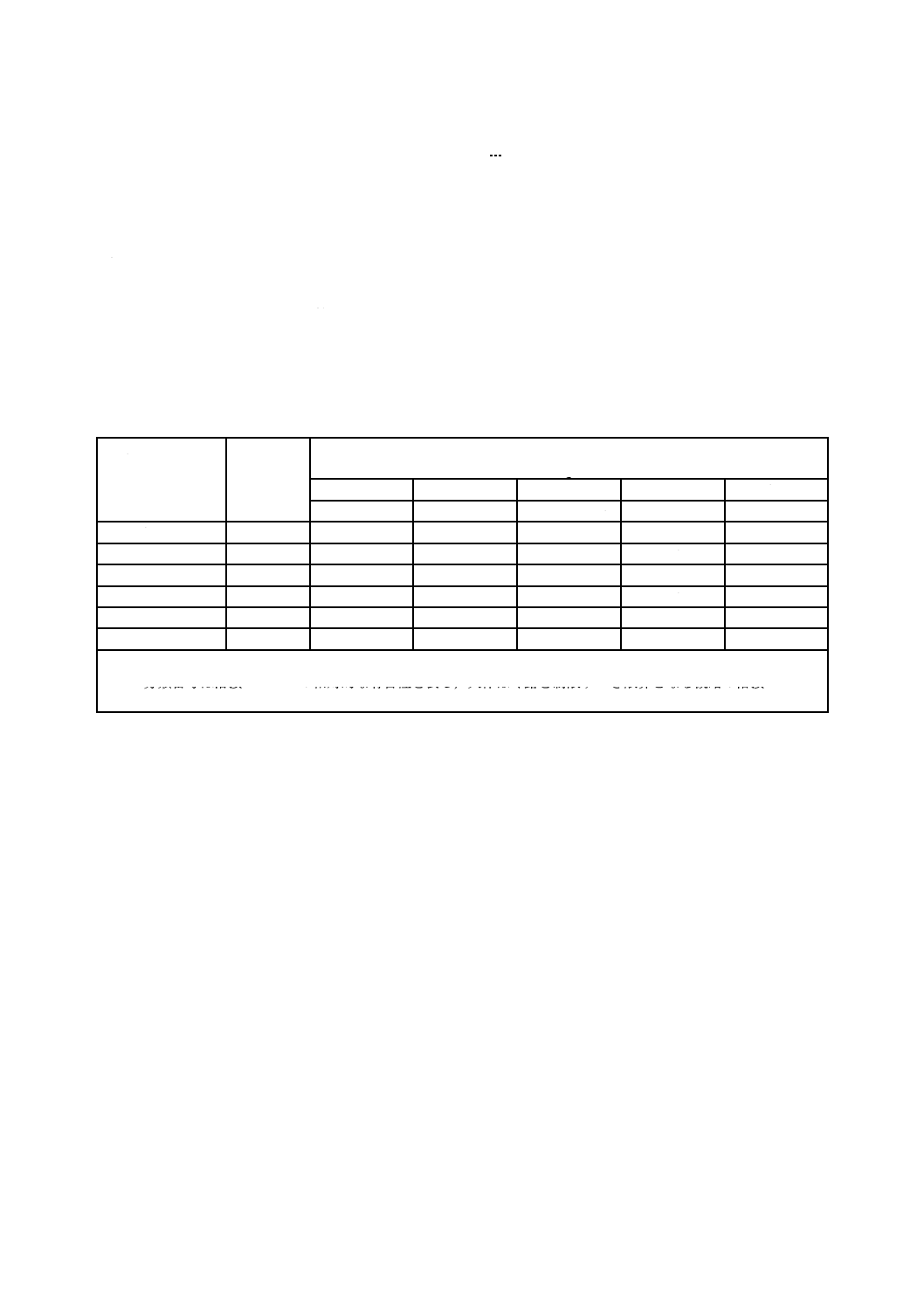
表I.1−溶接材料の溶接ヒューム発生量及び溶接ヒューム計算限界値による分類
溶接ヒューム
限界値
mg/m3
分類番号b)
溶接ヒューム発生量
mg/s
3未満
3以上8未満
8以上15未満 15以上25未満 25以上
分類記号a) a
分類記号a) b
分類記号a) c
分類記号a) d
分類記号a) e
4.5以上
5
5a
5b
5c
5d
5e
3.5以上4.5未満
4
4a
4b
4c
4d
4e
2.5以上3.5未満
3
3a
3b
3c
3d
3e
1.5以上2.5未満
2
2a
2b
2c
2d
2e
0.5以上1.5未満
1
1a
1b
1c
1d
1e
0.5未満
0
0a
0b
0c
0d
0e
注a) 溶接ヒューム発生量を表す(“a”は最少,“e”は最多)。
b) 分類番号は溶接ヒュームの相対的な有害性を表し,人体ばく露を制限すべき限界となる概略の溶接ヒューム
濃度を表す直接的な目安となる(“0”は最も危険,“5”は最も危険性が少ない)。
I.2
信頼度が低いデータの分類について
測定値の不確かさに関して66 %上部信頼限界が表I.1の分類内に入るような場合,その溶接材料は溶接
ヒューム発生量及び化学成分データに関して,関連する二つの分類の高い方に位置付けるのが望ましい。
20
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 [1] IEC 60974-7:2005,Arc welding equipment−Part 7: Torches
[2] HOWE, A.M. and CARTER, G.J. EN ISO 15011-4: Round robin examination of fume emission
rates from welding consumables Proceedings of an International Conference on Health and Safety
in Welding, Copenhagen (2005)
[3] Arbejdstilsynet (2002) Grænseværdier for stoffer og materialer At-vejledning No. 3.1.0.2
Arbejdstilsynet, Copenhagen
[4] National Labour Inspection (1988) Exposure Limit Values for Substances and Materials Instruction
No. 3.1.0.2 National Labour Inspection, Copenhagen
[5] Danish Welding Institute (1982) Process Dependent Threshold Limit Values in Welding FORCE
Institute, Copenhagen ISBN 87 87806 53 3
[6] EN 1600:1997, Welding consumables−Covered electrodes for manual metal arc welding of
stainless and heat resisting steels−Classification
[7] AWS A5.4-92, Specification for Stainless Steel Electrodes for Shielded Metal Arc Welding
[8] ASTM A283/A283M-03, Standard Specification for Low and Intermediate Tensile Strength
Carbon Steel Plates
[9] 日本産業衛生学会:許容濃度等の勧告(2008)
21
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 3940:2010 溶接ヒュームのデータシート
ISO 15011-4:2006 Health and safety in welding and allied processes−Laboratory
method for sampling fume and gases−Part 4: Fume data sheets及びAmendment 1:2008
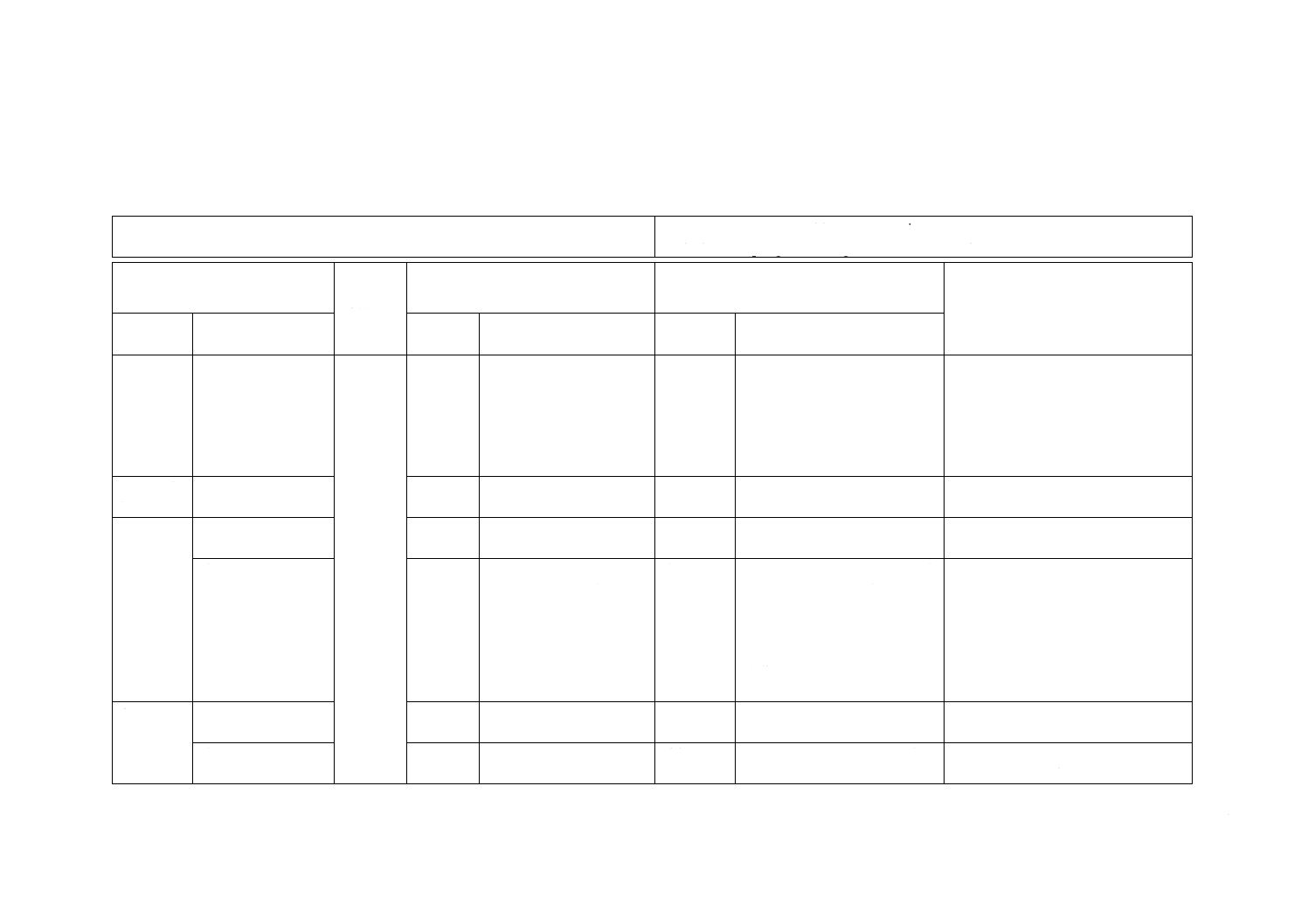
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
溶接ヒュームの発
生量及び化学成分
に関するデータシ
ートについて規定
1
すべての溶接材料による
溶接ヒュームの発生量及
び化学成分に関するデー
タシートについて規定
変更
JISでは,被覆アーク溶接,ガ
スシールドアーク溶接及びセ
ルフシールドアーク溶接によ
る溶接ヒュームの発生量及び
化学成分に関するデータシー
トについて規定した。
JIS Z 3930では,ティグ溶接及びサブ
マージアーク溶接のヒューム測定方
法を規定していないため,日本の実
情に合わせて変更した。実質的な差
はない。
2 引用規
格
−
2
−
−
−
3 用語及
び定義
JIS Z 3001-1及び
JIS Z 3001-2を引用
−
−
追加
JISでは,専門用語及び定義の
規格の引用を記載した。
実質的な差はない。
溶接ヒュームの主
要成分を規定
3
相加限界値,相加溶接ヒ
ューム限界値,溶接ヒュ
ームのキー成分,キー成
分の溶接ヒューム限界
値,溶接ヒュームの主要
成分,単一成分溶接ヒュ
ーム限界値を規定
変更
JISでは,相加限界値,相加溶
接ヒューム限界値,溶接ヒュー
ムのキー成分,キー成分の溶接
ヒューム限界値,単一成分溶接
ヒューム限界値を附属書Eに
移動した。
これらの用語は,任意選択項目に関
する用語であるので附属書に移動し
た。実質的な差はない。
4 データ
シート作
成の手順
溶接ヒューム発生
量の測定方法
4
ISO 15011-1を規定
変更
JISでは,JIS Z 3930を規定し
た。
実質的な差はない。
溶接ヒュームの化
学成分の分析方法
4
−
追加
JISでは,JIS Z 3920を規定し
た。
JISでは溶接ヒュームの分析方法が
必要であるため追加した。
2
Z
3
9
4
0
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
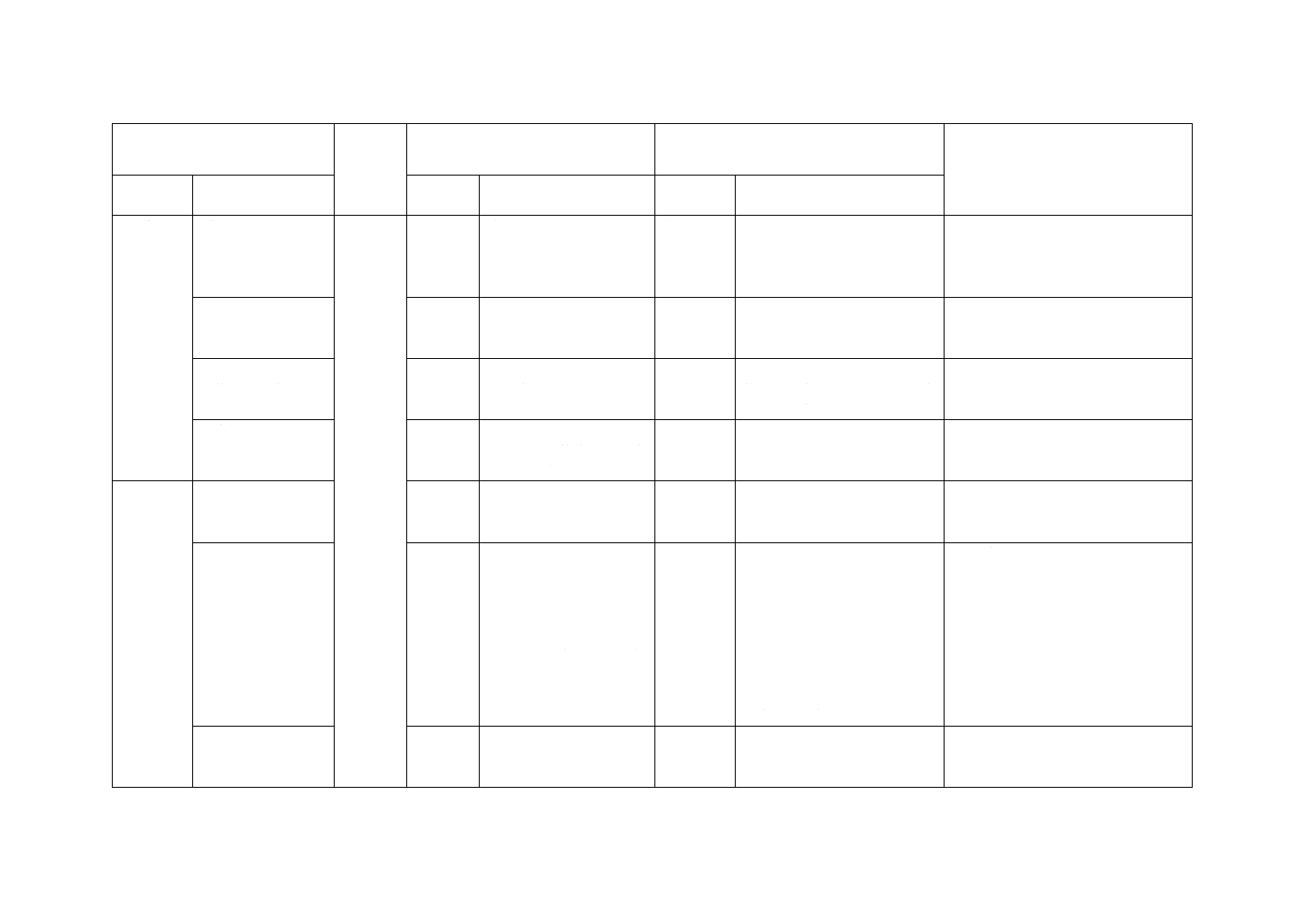
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 データ
シート作
成の手順
(続き)
データシートの様
式
4.2
溶接ヒューム発生量及び
化学成分データは推奨さ
れた形式で報告されると
規定
変更
JISでは,溶接ヒュームのデー
タシートの様式は附属書Aに
よると追加した。
実質的な差はない。
データシートの例
附属書G
(参考)
データシートの例
変更
JISでは,溶接ヒュームのデー
タシートの例は附属書Cによ
ると追加した。
実質的な差はない。
溶接ヒュームの代
表的な主要成分
附属書E
(参考)
溶接ヒュームの代表的な
主要成分
変更
JISでは,溶接ヒュームの代表
的な主要成分を附属書Bに変
更し,規定とした。
ユーザニーズによって,JISでは規定
とした。
測定値の不確かさ
5
GUMに準拠し,測定値の
不確かさを推定して報告
すると規定
変更
JISでは,GUMに準拠し,測
定値の不確かさを推定するこ
とが望ましいと変更した。
ユーザニーズによる。
5.1 一般
的な試験
条件
測定に使用する機
器の校正
6.1
測定に使用する全機器の
トレーサブルな校正を規
定
削除
JISでは,測定に使用する機器
の校正を削除した。
国内では,各機器について基準があ
り,それぞれ校正されている。
ソリッドワイヤに
よるガスシールド
アーク溶接のワイ
ヤ径
6.1
ソリッドワイヤによるガ
スシールドアーク溶接に
ついては,少なくとも1.0
mm及び1.2 mm径のワイ
ヤについて溶接ヒューム
発生量を測定すると規定
変更
JISでは,製品範囲の最小径,
最大径及び1.2 mm又はそれに
近いワイヤ径について溶接ヒ
ューム発生量を測定し,その他
の径は内挿法にて推定すると
変更した。また,内挿法で溶接
ヒューム発生量を推定した場
合は,データシートの備考欄に
推定値と記載することとした。
ユーザニーズによる。
分析する製品径
6.1
任意の径について溶接ヒ
ュームの測定を行うと規
定
変更
測定に用いたいずれかの径に
ついて溶接ヒュームの測定を
行うと規定した。
実質的な差はない。
2
Z
3
9
4
0
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
23
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5.1 一般
的な試験
条件(続
き)
試験板の開先
6.1
−
追加
JISでは,試験板の開先を設け
ないことを規定した。
実質的な差はない。
試験板の予熱,パス
間温度
6.1
−
追加
JISでは,予熱なしで適正な溶
接ができない溶接材料の場合,
製造業者又は溶接管理技術者
が推奨する前処理を行うこと
が望ましいと規定した。
ユーザニーズによって,JISでは追加
した。
溶接用トーチ
6.1
水冷トーチだけを規定
追加
JISでは,水冷式又は空冷式ト
ーチを使用すると規定した。
ISOに提案する。
5.3ガスシ
ールドア
ーク溶接
の試験条
件
ガスシールドアー
ク溶接におけるシ
ールドガス流量
6.3
一般的には15〜20 L/min
と記載
変更
JISでは,一般的には15〜25
L/minとした。
ユーザニーズによる。
ガスシールドアー
ク溶接の極性
6.3
ソリッドワイヤの場合は
DC棒プラスとし,フラッ
クス入りワイヤの場合は
製造業者が推奨する極性
と規定
変更
JISでは,ソリッドワイヤ及び
フラックス入りワイヤは,製造
業者が推奨する極性を推奨す
るとした。
ユーザニーズによる。
5.4 セル
フシール
ドアーク
溶接の試
験条件
セルフシールドア
ーク溶接の極性
6.3
製造業者が推奨する極性
と規定
変更
JISでは,製造業者が推奨する
極性とし,複数の極性が推奨さ
れている場合は,通常使用する
極性とすることを追加した。
実質的な差はない。
2
Z
3
9
4
0
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
24
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6.1 溶接
ヒューム
のデータ
シートの
作成
データシートの様
式
7.1
一致
試験要領に適合し
ない事項,異常事項
及びその他の特記
事項
7.1
溶接ヒュームのデータシ
ートには,必す(須)項
目の試験要領に適合しな
い事項,異常事項及びそ
の他の特記事項を記載し
なければならないと規定
削除
試験要領に適合しない場合は
無効であり,JISでは削除した。
実質的な差はない。
溶接ヒュームのデ
ータシートの経過
措置
7.2
規定された試験条件で測
定されていないヒューム
発生量のデータはデータ
シートに記載してはなら
ないと規定
削除
規定されていない試験条件で
のデータシートについては無
効であり,JISでは,削除した。
実質的な差はない。
6.5 溶接
ヒューム
のデータ
シートの
有効性
溶接ヒュームのデ
ータシートの有効
性
7.5
溶接ヒュームのデータシ
ートは5年に1回は有効
性をチェックすることと
し,次のa)〜d) を含まな
ければならないと規定
a) 製品に関する項目
b) 住所及び連絡先
c) 溶接材料の原料含有
率
d) 溶接ヒュームのデー
タシートの任意選択
項目
削除
チェック項目のa)〜d) は,溶
接ヒュームのデータシートの
必す(須)項目であるため,JIS
では削除した。
実質的な差はない。
2
Z
3
9
4
0
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
25
Z 3940:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(規定)
備考
−
追加
JISでは備考を追加し,内挿法
で溶接ヒューム発生量を推定
した場合は,データシートの備
考欄に推定値と記載すること
とした。
実質的な差はない。
附属書B
(規定)
溶接ヒュームの代
表的な主要成分
附属書E
(参考)
溶接ヒュームの代表的な
主要成分
変更
JISでは,溶接ヒュームの代表
的な主要成分を附属書Bに変
更し,規定とした。
ユーザニーズによって,JISでは規定
とした。
JISと国際規格との対応の程度の全体評価:ISO 15011-4:2006及びAmendment 1:2008,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
Z
3
9
4
0
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。