Z 3930:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 ヒューム発生量測定及び分析用ヒューム採取の手順 ································································ 2
5 測定方法及び採取方法 ······································································································· 2
5.1 溶接材料 ······················································································································ 2
5.2 溶接ヒューム捕集装置 ···································································································· 2
5.2.1 溶接ヒューム捕集箱 ····································································································· 2
5.2.2 ろ過材 ······················································································································· 2
5.2.3 サンプラ ···················································································································· 3
5.3 試験板 ························································································································· 3
5.4 溶接 ···························································································································· 3
5.4.1 溶接姿勢 ···················································································································· 3
5.4.2 溶接電流及びアーク電圧 ······························································································· 3
5.4.3 溶接速度 ···················································································································· 3
5.4.4 極性 ·························································································································· 3
5.4.5 ノズル ······················································································································· 3
5.4.6 シールドガス流量及びシールドガスの種類 ······································································· 3
5.4.7 コンタクトチップ距離 ·································································································· 3
5.4.8 溶接条件の測定方法 ····································································································· 4
5.4.9 アークタイム ·············································································································· 4
5.5 溶接ヒュームの採取及び計量 ··························································································· 4
5.5.1 サンプラによる吸引 ····································································································· 4
5.5.2 溶接ヒュームの計量 ····································································································· 4
5.6 分析用ヒュームの採取 ···································································································· 5
6 ヒューム発生量の求め方 ···································································································· 5
附属書A(規定)試験報告書 ·································································································· 6
附属書B(参考)溶接ヒューム捕集装置の例·············································································· 7
附属書C(参考)溶接ヒューム捕集装置に関する注釈 ································································ 11
附属書JA(参考)試験報告書の例−3回測定の場合 ··································································· 12
附属書JB(参考)試験報告書の例−5回測定の場合 ··································································· 13
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 14
Z 3930:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正す
べきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3930:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
Z 3930:2013
アーク溶接のヒューム発生量測定方法
及び分析用ヒューム採取方法
Determination of fume emission rate during arc welding and
collection of fume for analysis
序文
この規格は,2009年に第2版として発行されたISO 15011-1を基とし,技術的内容及び構成を変更して
作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,被覆アーク溶接棒,ガスシールドアーク溶接用ソリッドワイヤ並びにガスシールドアーク
溶接用及びセルフシールドアーク溶接用フラックス入りワイヤ(以下,供試溶接材料という。)によるアー
ク溶接時の,ヒューム発生量測定方法及び分析用ヒューム採取方法について規定する。ただし,ティグ溶
接用溶加棒及びソリッドワイヤを用いるティグ溶接は,ヒューム発生量が少ないため対象としない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15011-1:2009,Health and safety in welding and allied processes−Laboratory method for sampling
fume and gases−Part 1: Determination of fume emission rate during arc welding and collection of
fume for analysis(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3253 溶接及び熱切断用シールドガス
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2によるほか,次による。
2
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
溶接ヒューム捕集装置
溶接ヒューム捕集箱,ろ過材及びハイボリウムエアサンプラ(以下,サンプラという。)で構成される装
置。
4
ヒューム発生量測定及び分析用ヒューム採取の手順
ヒューム発生量測定及び分析用ヒューム採取の手順は,次による。
a) ヒューム発生量に影響を及ぼさない環境に,溶接ヒューム捕集装置を設置する。
b) ろ過材の質量を計量し,ろ過材を所定位置に取り付ける。
c) 供試溶接材料を用いて溶接ヒューム捕集箱内で手溶接又は自動溶接を行い,事前に計量したろ過材に
溶接ヒュームを採取する。また,アークタイムを測定する。
d) 溶接後,溶接ヒュームを捕集したろ過材の質量を計量する。
e) 溶接ヒューム捕集前後のろ過材の質量差から,溶接ヒュームの質量を算出する。
f)
採取した溶接ヒュームの質量及び測定したアークタイムによって,単位時間当たりのヒューム発生量
を算出する。
g) 測定を行った後,測定条件及び測定結果を記録する試験報告書の様式は,附属書Aによる。
h) 報告書の例を附属書JA及び附属書JBに示す。
i)
溶接ヒュームを分析する場合は,ろ過材から清潔なブラシなどで溶接ヒュームを掃き落として採取す
る。また,採取した溶接ヒュームは,水分の吸収を防ぐため気密容器に入れて保管する。
5
測定方法及び採取方法
5.1
溶接材料
供試溶接材料は,結露及び吸湿を防止できる環境で保管したものを使用する。
なお,被覆アーク溶接棒は,製造業者の推奨する乾燥条件で使用前に乾燥を行う。
5.2
溶接ヒューム捕集装置
5.2.1
溶接ヒューム捕集箱
溶接ヒューム捕集装置の例を附属書Bに示す。また,溶接ヒューム捕集装置に関する注釈を附属書Cに
示す。
溶接ヒューム捕集箱は,溶接時のヒューム発生量を測定するときに,その全量を捕集できるように発生
源の周囲を覆うための箱である。その形状は,ヒュームがよどまないで自然な流れが得られるような形状
とし,その内面は滑らかで,鋭い角及び出っ張りがないのがよい。観察窓及び手の差入れ口が設けられて
いる場合,捕集中にヒュームが漏れない構造とする。
5.2.2
ろ過材
ろ過材は,吸気中の溶接ヒュームを捕集するものであり,十分に耐久性があり,試験中に裂けたり穴が
開いたりしないものを使用する。また,試験中に過剰な圧力損失が生じないよう,表面積は十分に大きく
なければならない(C.1参照)。
なお,使用するろ過材は,次による。
a) ヒューム発生量を測定する場合は,ガラス繊維製又は石英繊維製のろ過材を使用する。
b) 分析用ヒューム採取に使用するろ過材は,通常,紙(セルロース)製のろ過材とする。
3
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.3
サンプラ
サンプラは,発生した溶接ヒュームをろ過材に捕集するものである。サンプラは,ろ過材を通過できる
十分な空気流速を維持でき,溶接中に発生したヒュームが捕集箱から漏れることなく捕集できることとす
る。また,溶接終了後30秒以内に捕集箱内のヒュームが捕集できる吸引流量を維持できることが望ましい
(C.2参照)。
5.3
試験板
試験板は,表1による。
表1−試験板
材質
軟鋼,低合金鋼,ステンレス鋼,高合金鋼,鋳鉄及び肉盛用溶接
材料の試験板には,軟鋼を用いる。ニッケル合金,アルミニウム
合金及び銅合金用溶接材料の試験板には,できるだけ溶接金属に
近い組成のものを使用する。
寸法
必要なアーク発生時間を連続して溶接するために適した寸法の
試験板を使用する。また,適切な寸法の回転する板又はパイプ上
に溶接してもよいが,高温になった試験板及び溶接金属(ビード)
の上に溶接してはならない。
表面状態
試験板の表面は清浄にし,測定に影響を与える被覆,汚れ,油脂
又は赤さびがあってはならない。ただし,評価の目的が表面状態
の影響を判断する場合は,この限りではない。
5.4
溶接
5.4.1
溶接姿勢
溶接姿勢は,通常,下向姿勢とする。被覆アーク溶接では,溶接棒と試験板との角度を80°に保ち,後
進溶接で行う。ガスシールドアーク溶接及びセルフシールドアーク溶接では,試験板に対するトーチ角度
を90°とする。
5.4.2
溶接電流及びアーク電圧
製造業者が推奨する溶接電流及びアーク電圧を使用する。
5.4.3
溶接速度
溶接速度は,適切な溶接ビードを得るために,熟練した溶接技能者が推奨する溶接速度に設定する。自
動溶接の場合,通常の溶接速度は,ほとんどの場合250〜300 mm/minの範囲にある。
5.4.4
極性
製造業者が推奨する極性を使用する。
5.4.5
ノズル
溶接法及び溶接条件に適したノズルを使用し,そのノズル内径を記録する。
5.4.6
シールドガス流量及びシールドガスの種類
適切なシールド性が得られるガス流量とする。
なお,シールドガスの種類は,JIS Z 3253に規定されたC1,M21,M13などを使用する。
注記 シールドガス流量は,一般的には15〜25 L/minである。
5.4.7
コンタクトチップ距離
製造業者が推奨するコンタクトチップ距離を設定する。この情報が得られない場合は,表2に示すコン
タクトチップ距離を設定してもよい。
4
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−コンタクトチップ距離
単位 mm
ワイヤ径
コンタクトチップ距離a)
ソリッドワイヤ
フラックス入りワイヤ
0.6
8
−
0.8
10
−
0.9
−
15
1.0
15
18
1.2
18
20
1.4
−
22
1.6
22
25
2.0
26
28
2.4
28
30
注a) 他のワイヤ径のコンタクトチップ距離は,内挿法又は外挿法で求めることができる。
5.4.8
溶接条件の測定方法
溶接電流,アーク電圧及びワイヤ送給速度は,適切な測定器を用いて±5 %以内の精度で測定する。
なお,アーク電圧測定用導線の取付けは,次による。
a) 被覆アーク溶接では,試験板又はその近傍に導線の一端を取り付け,もう一方の導線の端を溶接棒ホ
ルダ近傍に取り付け,アーク電圧を測定する。
b) それ以外の溶接では, 試験板又はその近傍に導線の一端を取り付け,もう一方の導線の端をコンタク
トチップ近傍に取り付け,アーク電圧を測定する。
5.4.9
アークタイム
アークタイムは,次による。
a) ヒューム発生量を測定する場合のアークタイムは,60秒とし,ストップウォッチなどを用いて0.1秒
の精度で測定する。ただし,あらかじめ試験を行って,溶接ヒュームが100 mg以上採取でき,かつ,
ろ過材の目詰まりが生じない程度を上限とする。ヒューム発生量が多いなどの理由で溶接ヒュームが
捕集箱から漏れる場合は,アークタイムを60秒未満に短縮してもよい。
b) 溶接ヒュームを100 mg以上採取するのに60秒を超えるアークタイムが必要な場合,必要に応じて新
しい試験板を使用して上記の手順を繰り返し,同じろ過材でヒュームを採取する。この場合,アーク
タイムは合計したものを使用する。
c) 分析用のヒュームを採取する場合のアークタイムは,必要量の分析用ヒュームが採取できるまで溶接
を行う。
5.5
溶接ヒュームの採取及び計量
5.5.1
サンプラによる吸引
溶接開始と同時にサンプラによる吸引を開始し,溶接終了後,少なくとも30秒間は吸引を行う。捕集箱
内に溶接ヒュームが認められなくなるまで続けるものとするが,溶接終了後5分を超えて吸引する必要は
ない。
5.5.2
溶接ヒュームの計量
ろ過材の溶接ヒューム捕集前後の質量差から,採取した溶接ヒュームの質量を算出する。ろ過材の質量
は1 mgの精度で測定する。
5
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.6
分析用ヒュームの採取
分析用ヒュームを採取する場合には,ヒュームをろ過材からブラシなどを用いて異物が混入しないよう
に注意しながら掃き落とした後,水分の吸収を防ぐため気密容器の中に入れて保管する。
注記1 分析用ヒュームを十分採取するため,複数の試験板及び被覆アーク溶接棒を用いて溶接を行
ってもよい。
注記2 ろ過材から採取した分析用ヒュームの量が不十分な場合,そのろ過材を用いて繰り返し溶接
し,採取してもよい。
6
ヒューム発生量の求め方
ヒューム発生量試験の場合は,同一条件で3回測定を行い,その平均値をもって表す。ただし,個々の
測定値が,平均値の±10 %を超える場合は,更に2回測定を行い,5回の平均値で表す。
単位時間当たりのヒューム発生量は,次の式によって求める。
なお,有効数字は2桁以上とする。
T
W
W
F
1
2
s
−
=
Fh=Fs×3.6
ここに,
Fs: 溶接の1秒間当たりのヒューム発生量(mg/s)
Fh: 溶接の1時間当たりのヒューム発生量(g/h)
W1: ヒューム採取前のろ過材の質量(mg)
W2: ヒューム採取後のろ過材の質量(mg)
T: アークタイム(s)
6
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
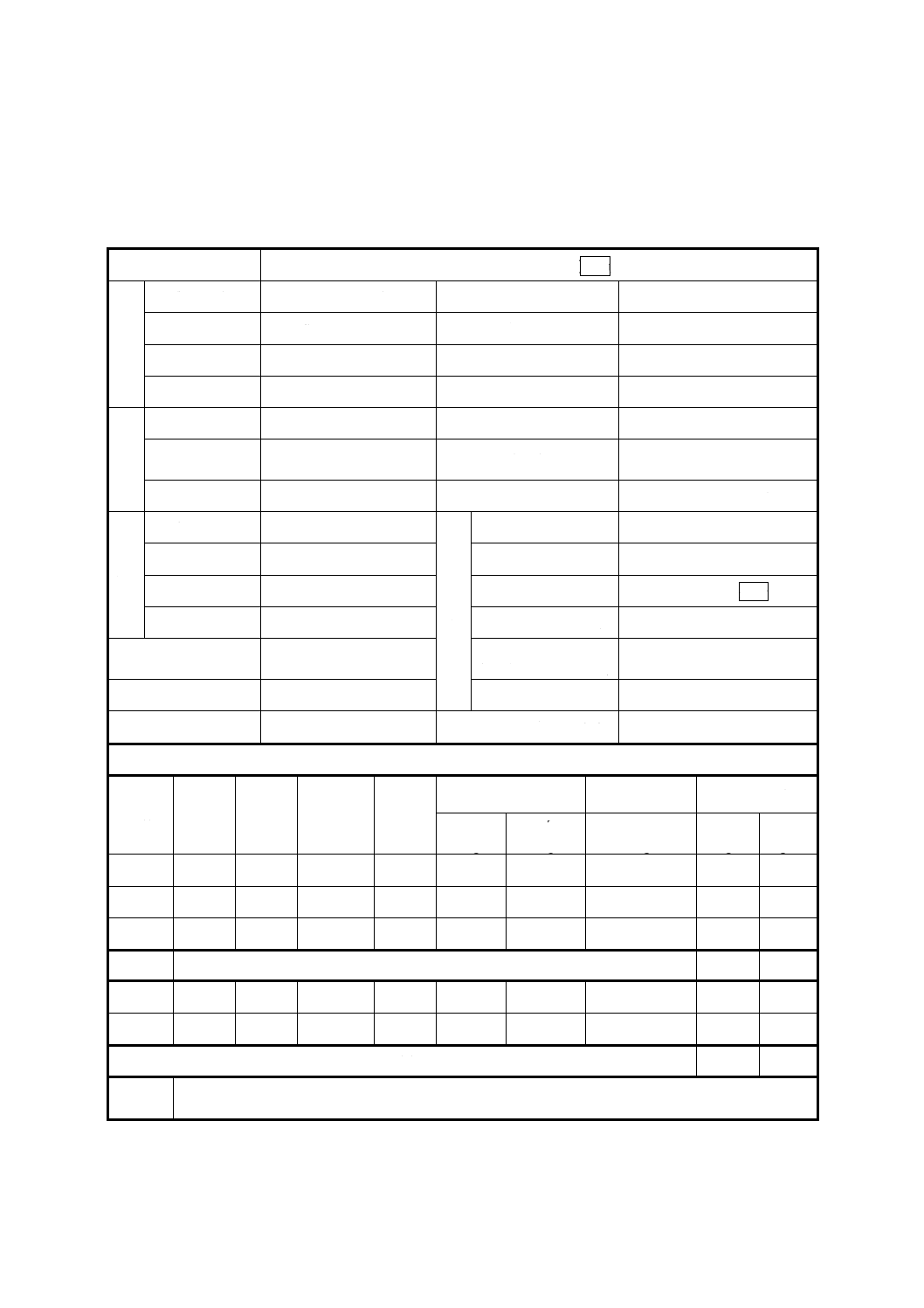
附属書A
(規定)
試験報告書
溶接法
(自動/手動)
溶
接
材
料
製造業者
報告書番号
該当規格
発行年月日
銘柄
試験年月日
寸法 mm
試験機関
試
験
板
該当規格
測定者
寸法 mm
溶接者
表面状態
室温/湿度
℃ / %
電
源
製造業者
ト
ー
チ
形式
形式
角度
度(前進溶接/後進溶接)
パルス条件
構造
水冷 / 空冷
極性
ノズル内径 mm
溶接姿勢
ノズルとコンタクトチップ
相対位置 mm
溶接速度 mm/min
コンタクトチップ距離 mm
シールドガスの種類
シールドガス流量 L/min
測定記録
測定
回数
溶接
電流
A
アーク
電圧
V
ワイヤ
送給速度
m/min
アーク
タイム
s
ろ過材質量
採取した
ヒュームの質量
ヒューム発生量
W 1
mg
W 2
mg
W 2−W 1
mg
Fs
mg/s
Fh
g/h
1
2
3
平均値
個々の測定値が,平均値の±10 %を超える場合は,更に2回測定を行う。
4
5
平均値
備考
W1:試験前のろ過材の質量(mg),W2:試験後のろ過材の質量(mg),W2−W1:採取したヒュームの質量(mg)
Fs:溶接の1秒間当たりのヒューム発生量(mg/s),Fh:溶接の1時間当たりのヒューム発生量(g/h)
Fs=(W2−W1) / T,Fh=Fs×3.6,T:アークタイム(s)
7
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
溶接ヒューム捕集装置の例
B.1
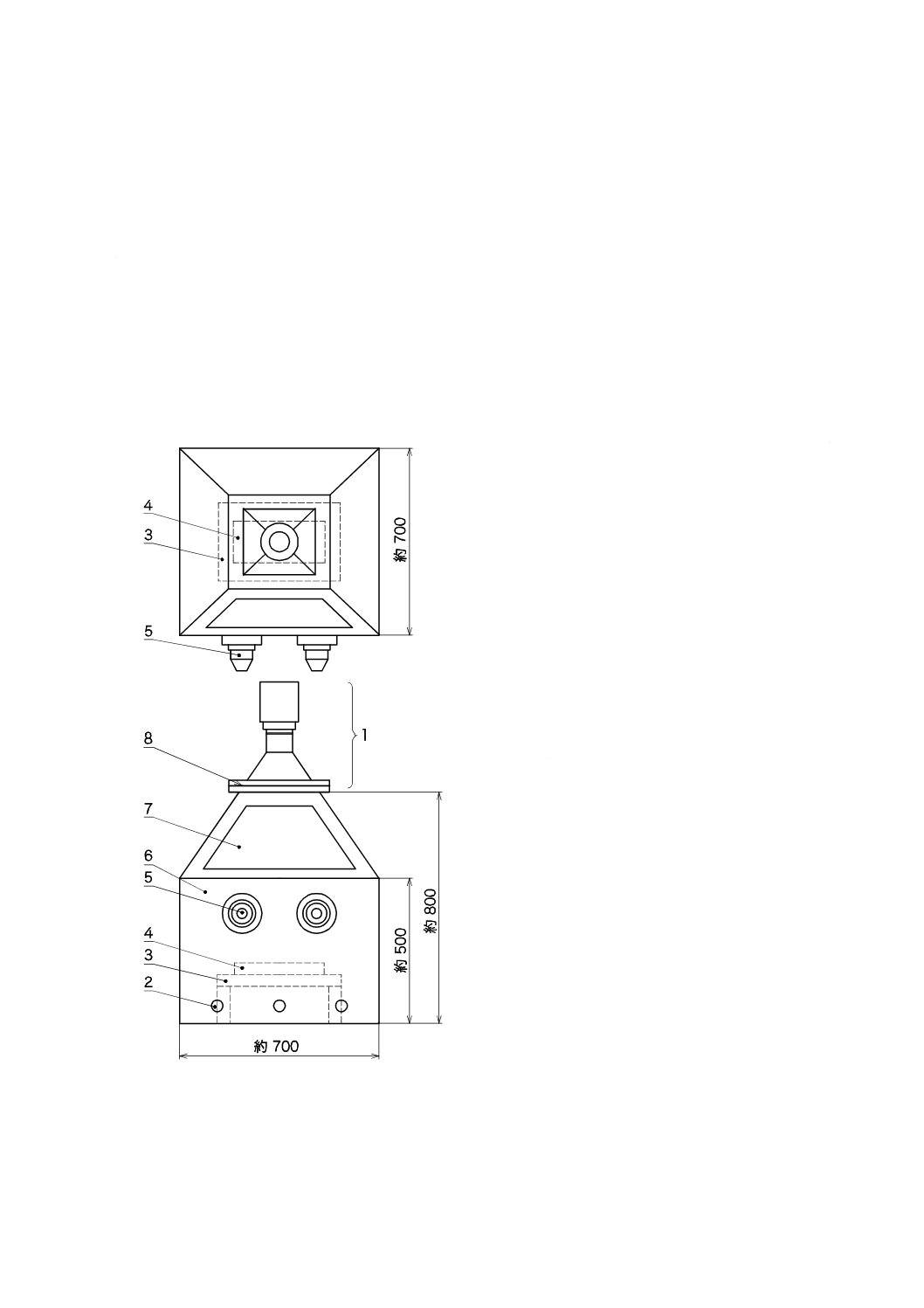
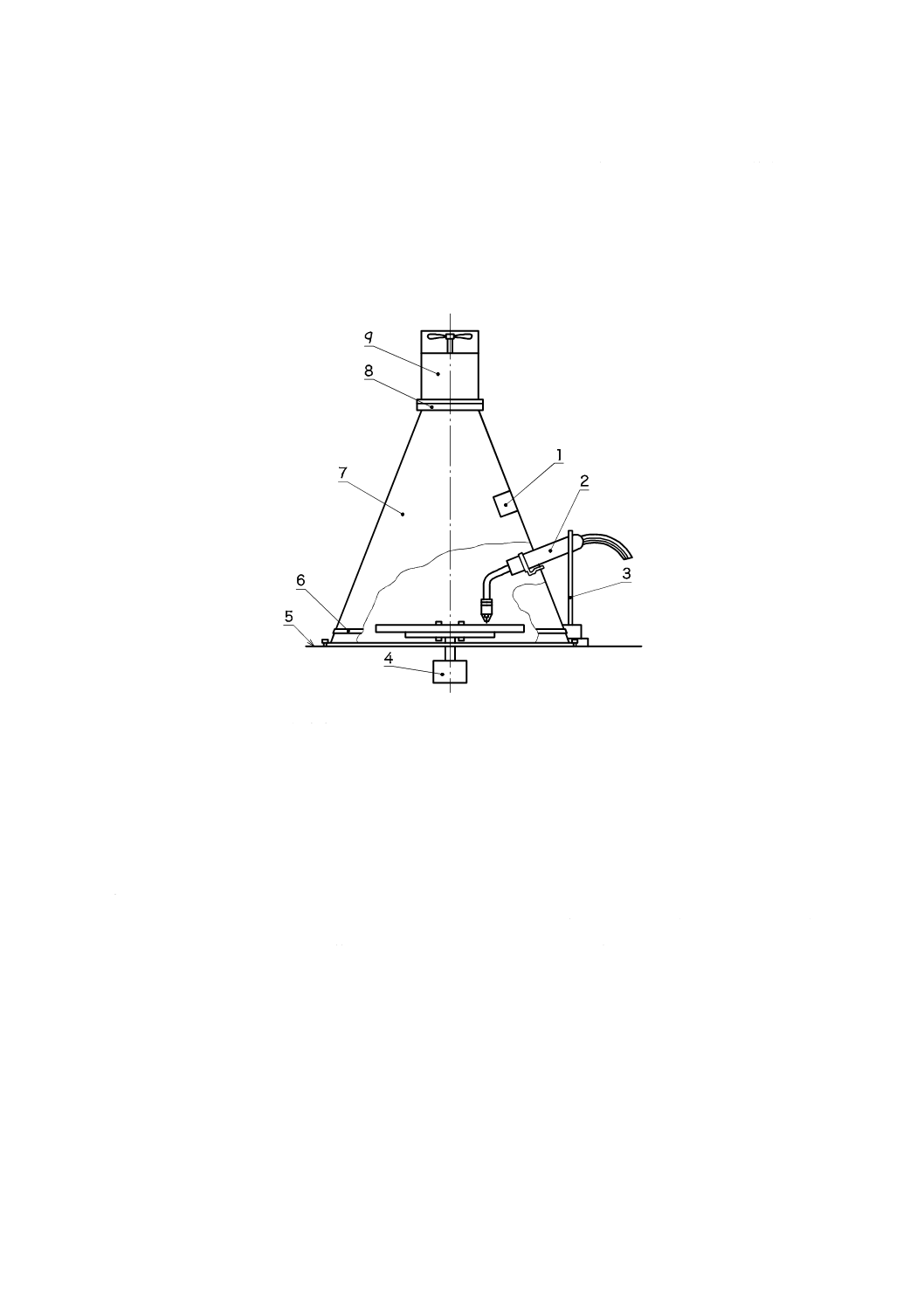
溶接ヒューム捕集装置の例1
図B.1は,日本で実用されている溶接ヒューム捕集装置の一例である。溶接ヒューム捕集箱の概略寸法
は,長さ700 mm,幅700 mm,高さ800 mmであり,その上部にはヒューム捕集用のろ過材を設置する組
立部品及びサンプラが取り付けられており,空気を取り入れる空気孔は基部近くの側面に設けられている。
観察窓及び手の差入れ口が設けられているので手動溶接が可能で,溶接台の代わりに走行台車に試験板
を載せて溶接を行う自動溶接試験にも適している。
単位 mm
主要部位
1
サンプラ
2
空気孔
3
溶接台(又は走行台車)
4
試験板
5
手の差入れ口
6
溶接ヒューム捕集箱
7
観察窓
8
ろ過材
図B.1−溶接ヒューム捕集装置の例1(手動及び自動溶接用)
8
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.2
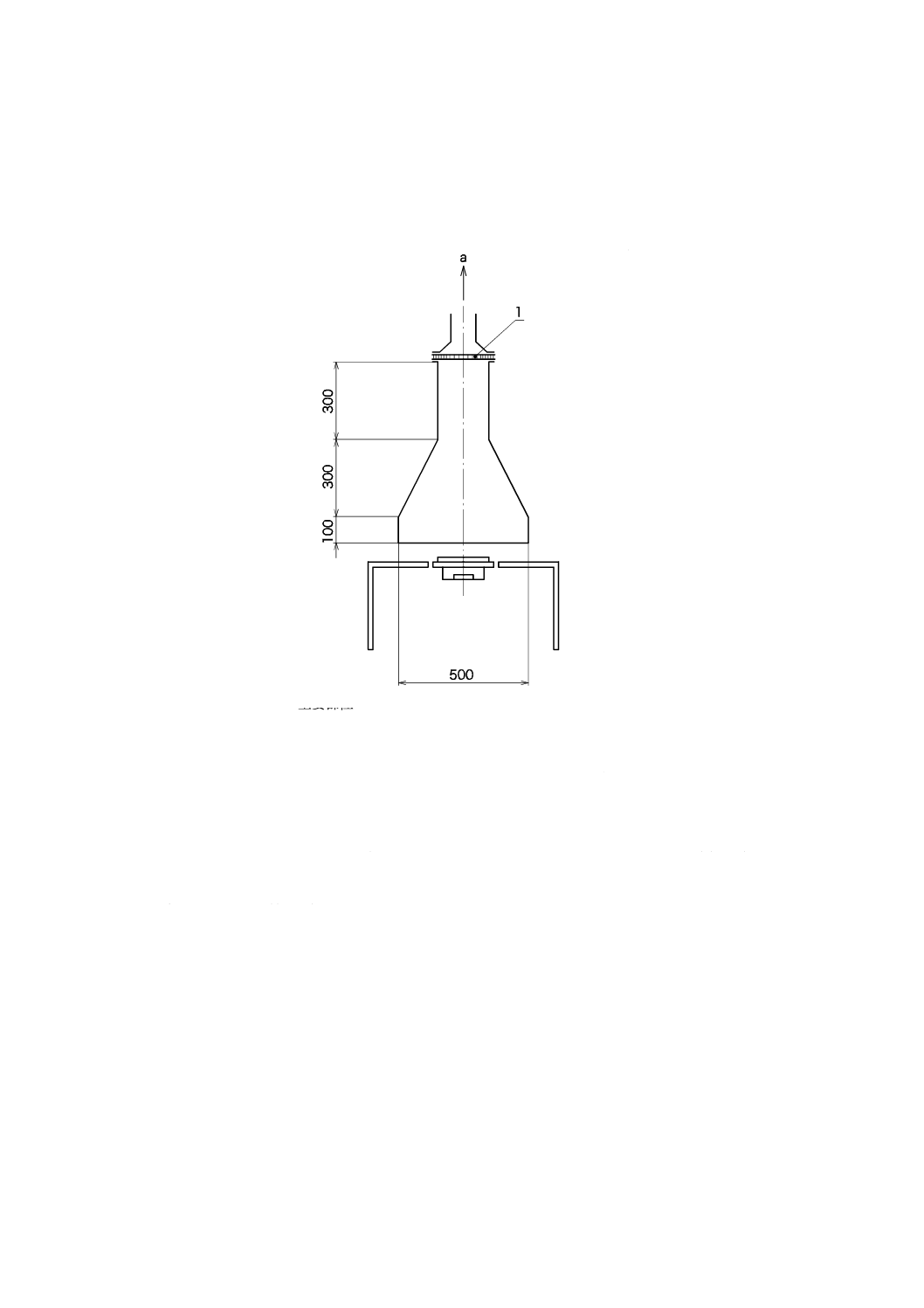
溶接ヒューム捕集装置の例2
図B.2に示す溶接ヒューム捕集箱は,概略寸法が基部の直径600 mm,高さ600 mmの円すい(錐)形で,
頭部の直径は300 mmである。その上部にヒューム捕集用のろ過材を設置する組立部品及びサンプラが取
り付けられている。
ヒュームが漏れることを防ぐゴム製密閉フラップが付いた手の差入れ口及び観察窓が取り付けられてい
るので,手動溶接試験及び自動溶接試験の両方に適している。
主要部位
1
観察窓
2
トーチ
3
調整可能なスタンド
4
回転盤
5
支持テーブル
6
補強リング
7
溶接ヒューム捕集箱
8
ろ過材
9
サンプラ
図B.2−溶接ヒューム捕集装置の例2(手動及び自動溶接用)
B.3
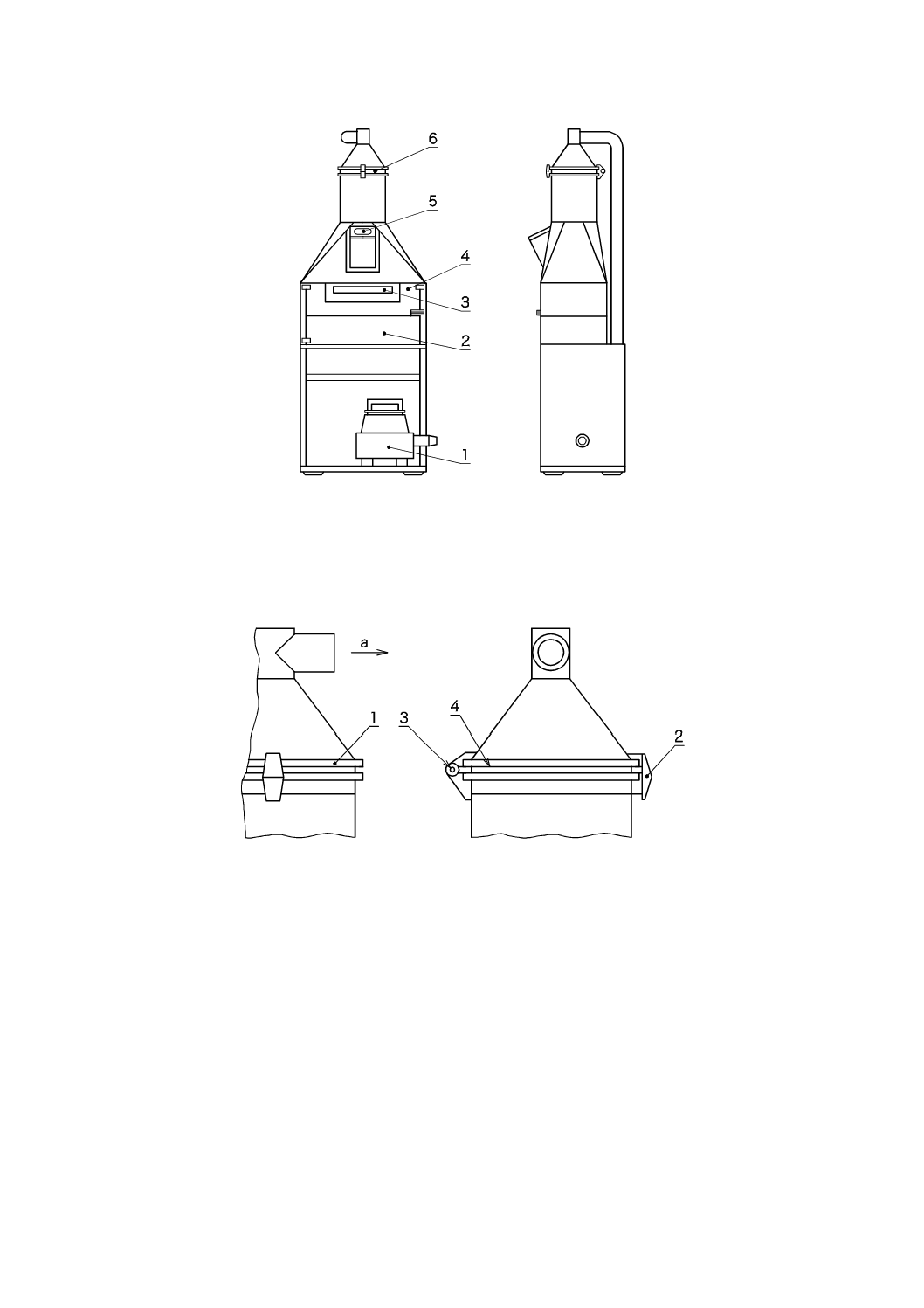
溶接ヒューム捕集装置の例3
図B.3に示す溶接ヒューム捕集箱は,概略寸法が,長さ500 mm,幅500 mmの土台つきピラミッド形及
び直径200 mm,高さ300 mmの円筒形である。その上部にはヒューム捕集用のろ過材を設置する組立部品
が設けられており,適切なサンプラへと繋がっている。
自動溶接試験に適しているが,手の差入れ口を組み込んで改造すれば手動溶接試験にも使用できる。
9
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
主要部位
1
ろ過材
a
サンプラへ
図B.3−フード形の溶接ヒューム捕集装置3(手動及び自動溶接用)
B.4
溶接ヒューム捕集装置の例4
図B.4及び図B.5は,主として手動溶接用として設計されているが,少し改造すれば自動溶接に使用す
ることができる。溶接を行う捕集箱の上部に円筒状の頭部が設けられており,手動溶接の場合は,試験板
の導入,被覆アーク溶接棒の挿入及び内部を掃除できるように捕集箱の正面が開閉又は取り外しできるよ
うになっている。自動溶接の場合は,捕集箱上部の分離部を取り外し,図B.5に示すろ過材保持用組立部
品と取り替える。
10
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
主要部位
1
サンプラ
2
溶接ヒューム捕集箱
3
手の差入れ口
4
自動溶接用に変換するための分離部
5
観察窓
6
ろ過材組立部品
図B.4−分離してフード形にも転用できる溶接ヒューム捕集装置4(手動溶接用)
主要部位
1
O-リングシールを保持するためにはめ込んだフランジ
2
クランプ
3
丁番
4
上部フランジに渡した金網
a
サンプラへ
図B.5−図B.4に示す溶接ヒューム捕集装置のろ過材保持用組立部品の詳細(自動溶接用)
11
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
溶接ヒューム捕集装置に関する注釈
C.1 ろ過材
溶接ヒューム発生量試験に使用するガラス繊維及び石英繊維製ろ過材は,湿度に対する質量安定性がよ
いことから,溶接による熱風が通過しても著しい質量変化を起こさないといえる。
分析用のヒューム採取に使用するろ過材は,もろくなく,分析ブランク特性の低いものを使用する。JIS
Z 3920に規定するろ過材を使用してもよい。また,表面積が過小なろ過材を使用すると,ヒューム発生量
の多い溶接材料を試験する場合に非常に早く詰まる。そのような場合,溶接ヒューム捕集箱からヒューム
が漏れるのを防ぐため試験時間を非常に短くする必要がある。したがって,使用するろ過材は,十分に大
きな表面積(例えば450 cm2)をもつのがよい。
C.2 サンプラ
サンプラの吸引能力は,1〜2 m3/minの範囲にあるのがよい。これより高い流速は,気孔欠陥が発生して
溶接金属の健全性を損なう可能性がある。
C.3 シールドガス流量の測定装置
通常,ガス流量を測定する場合,浮子式流量計,タービン流量計,質量流量計又は気泡流計器を使用す
る。溶接中のシールドガス流量の測定には,これらの計器を接続するのがよい。この計器をガス供給ライ
ンに接続する場合は,ガス漏れがないことに注意する。浮子式流量計の値は,シールドガス組成に依存す
る。
参考文献 [1] ISO 6947,Welds−Working positions−Definitions of angles of slope and rotation
[2] ISO 15011-4:2006,Health and safety in welding and allied processes−Laboratory method for
sampling fume and gases−Part 4: Fume data sheets
[3] ISO 15202-2,Workplace air−Determination of metals and metalloids in airborne particulate
matter by inductively coupled plasma atomic emission spectrometry−Part 2: Sample preparation
[4] ISO 15202-3,Workplace air−Determination of metals and metalloids in airborne particulate
matter by inductively coupled plasma atomic emission spectrometry−Part 3: Analysis
[5] ISO 16740,Workplace air−Determination of hexavalent chromium in airborne particulate matter
−Method by ion chromatography and spectrophotometric measurement using diphenyl carbazide
[6] ISO 21438-3,Workplace atmospheres−Determination of inorganic acids by ion chromatography
−Part 3: Hydrofluoric acid and particulate fluorides
[7] AWS F1.2,Laboratory method for measuring fume generation rates and total fume emission of
welding and allied processes
[8] JIS Z 3920 溶接ヒューム分析方法
12
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
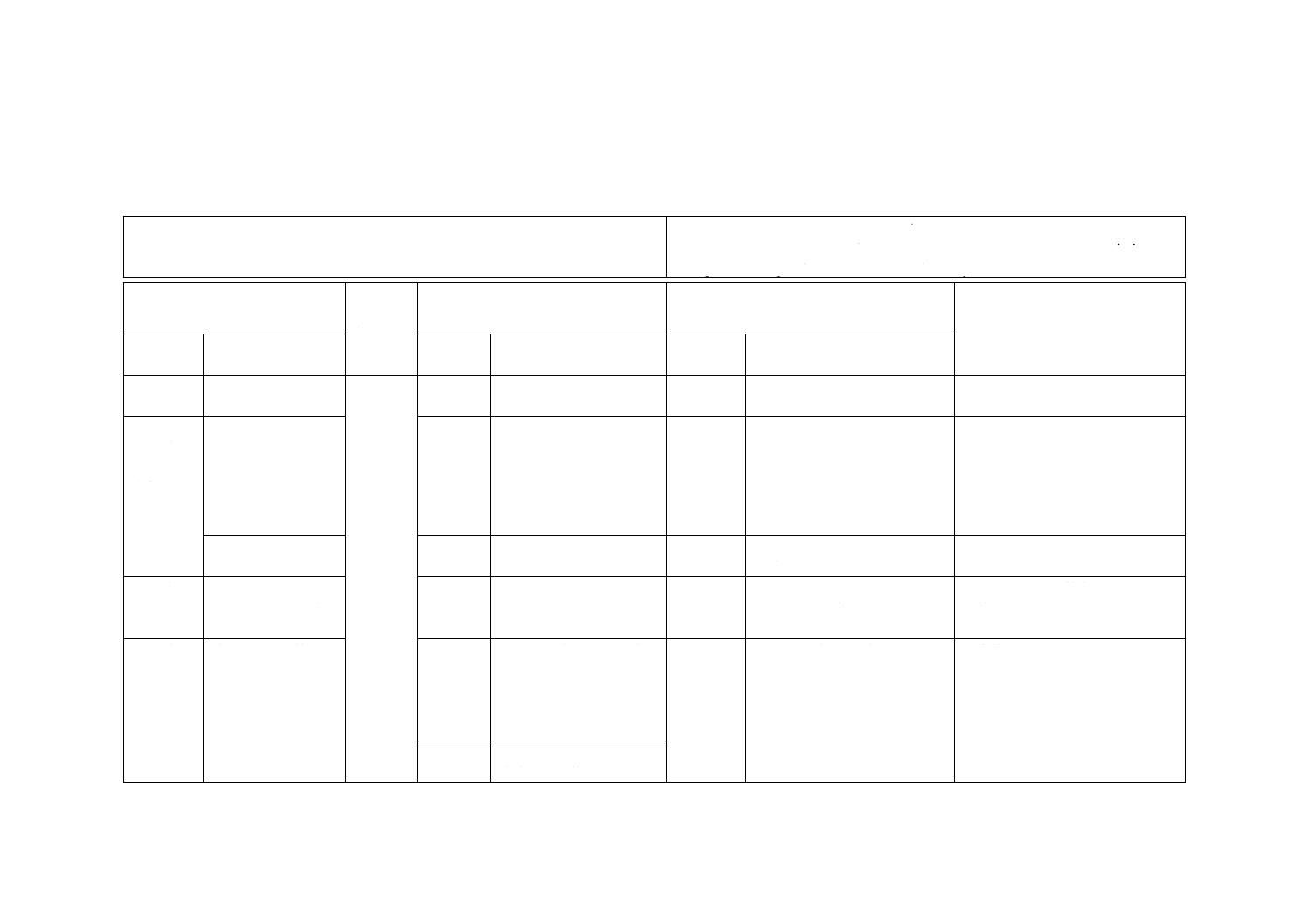
附属書JA
(参考)
試験報告書の例−3回測定の場合
溶接法
ガスシールドアーク溶接(自動/手動)
溶
接
材
料
製造業者
○○○○株式会社
報告書番号
○○○○
該当規格
JIS Z 3312 YGW11
発行年月日
○○○○.○○.○○
銘柄
○○○○
試験年月日
○○○○.○○.○○
寸法 mm
1.2
試験機関
○○○○
試
験
板
該当規格
JIS G 3106 SM400A
測定者
□□□□
寸法 mm
厚さ9 mm幅50 mm
長さ500 mm
溶接者
△△△△
表面状態
グラインダ研削
室温/湿度
10.5 ℃ / 39 %
電
源
製造業者
○○○○株式会社
ト
ー
チ
形式
○○○○
形式
○○○○
角度
90度(前進溶接/後進溶接)
パルス条件
なし
構造
水冷 / 空冷
極性
DC(+)
ノズル内径 mm
19
溶接姿勢
下向姿勢
ノズルとコンタクトチップ
相対位置 mm
−3
溶接速度 mm/min
250
コンタクトチップ距離 mm
20
シールドガスの種類
C1
シールドガス流量 L/min
25
測定記録
測定
回数
溶接
電流
A
アーク
電圧
V
ワイヤ
送給速度
m/min
アーク
タイム
s
ろ過材質量
採取した
ヒュームの質量
ヒューム発生量
W 1
mg
W 2
mg
W 2−W 1
mg
Fs
mg/s
Fh
g/h
1
297
33
10.5
60.1
3387
3975
588
9.8
35.3
2
304
33
10.5
60.3
3382
3938
556
9.2
33.1
3
299
33
10.5
59.9
3351
3926
575
9.6
34.6
平均値
個々の測定値が,平均値の±10 %を超える場合は,更に2回測定を行う。
9.5
34.3
4
5
平均値
備考
W1:試験前のろ過材の質量(mg),W2:試験後のろ過材の質量(mg),W2−W1:採取したヒュームの質量(mg)
Fs:溶接の1秒間当たりのヒューム発生量(mg/s),Fh:溶接の1時間当たりのヒューム発生量(g/h)
Fs=(W2−W1) / T ,Fh=Fs ×3.6,T:アークタイム(s)
13
Z 3930:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
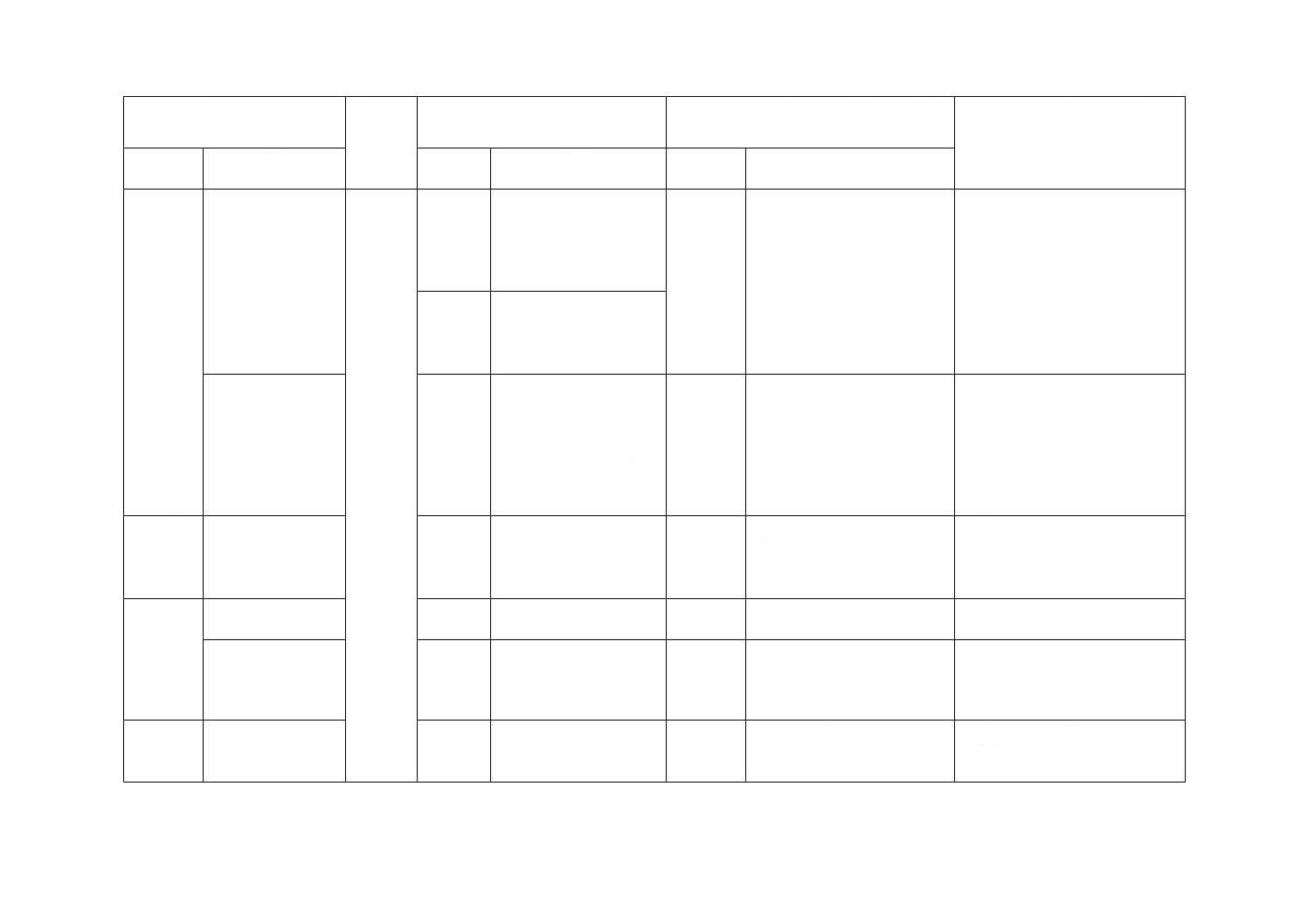
附属書JB
(参考)
試験報告書の例−5回測定の場合
溶接法
ガスシールドアーク溶接(自動/手動)
溶
接
材
料
製造業者
○○○○株式会社
報告書番号
○○○○
該当規格
JIS Z 3312 YGW11
発行年月日
○○○○.○○.○○
銘柄
○○○○
試験年月日
○○○○.○○.○○
寸法 mm
1.2
試験機関
○○○○
試
験
板
該当規格
JIS G 3106 SM400A
測定者
□□□□
寸法 mm
厚さ9 mm幅50 mm
長さ500 mm
溶接者
△△△△
表面状態
グラインダ研削
室温/湿度
10.5 ℃ / 39 %
電
源
製造業者
○○○○株式会社
ト
ー
チ
形式
○○○○
形式
○○○○
角度
90度(前進溶接/後進溶接)
パルス条件
なし
構造
水冷 / 空冷
極性
DC(+)
ノズル内径 mm
19
溶接姿勢
下向姿勢
ノズルとコンタクトチップ
相対位置 mm
−3
溶接速度 mm/min
250
コンタクトチップ距離 mm
20
シールドガスの種類
C1
シールドガス流量 L/min
25
測定記録
測定
回数
溶接
電流
A
アーク
電圧
V
ワイヤ
送給速度
m/min
アーク
タイム
s
ろ過材質量
採取した
ヒュームの質量
ヒューム発生量
W 1
mg
W 2
mg
W 2−W 1
mg
Fs
mg/s
Fh
g/h
1
297
33
10.5
60.1
3387
3975
588
9.8
35.3
2
304
33
10.5
60.3
3382
3938
556
9.2
33.1
3
304
33
10.5
60.4
3310
3707
397
6.6
23.8
平均値
個々の測定値が,平均値の±10 %を超える場合は,更に2回測定を行う。
8.5
30.7
4
299
33
10.5
59.9
3351
3926
575
9.6
34.6
5
301
33
10.5
60.2
3369
3929
560
9.3
33.5
平均値
8.9
32.1
備考
W1:試験前のろ過材の質量(mg),W2:試験後のろ過材の質量(mg),W2−W1:採取したヒュームの質量(mg)
Fs:溶接の1秒間当たりのヒューム発生量(mg/s),Fh:溶接の1時間当たりのヒューム発生量(g/h)
Fs=(W2−W1) / T ,Fh=Fs×3.6,T:アークタイム(s)
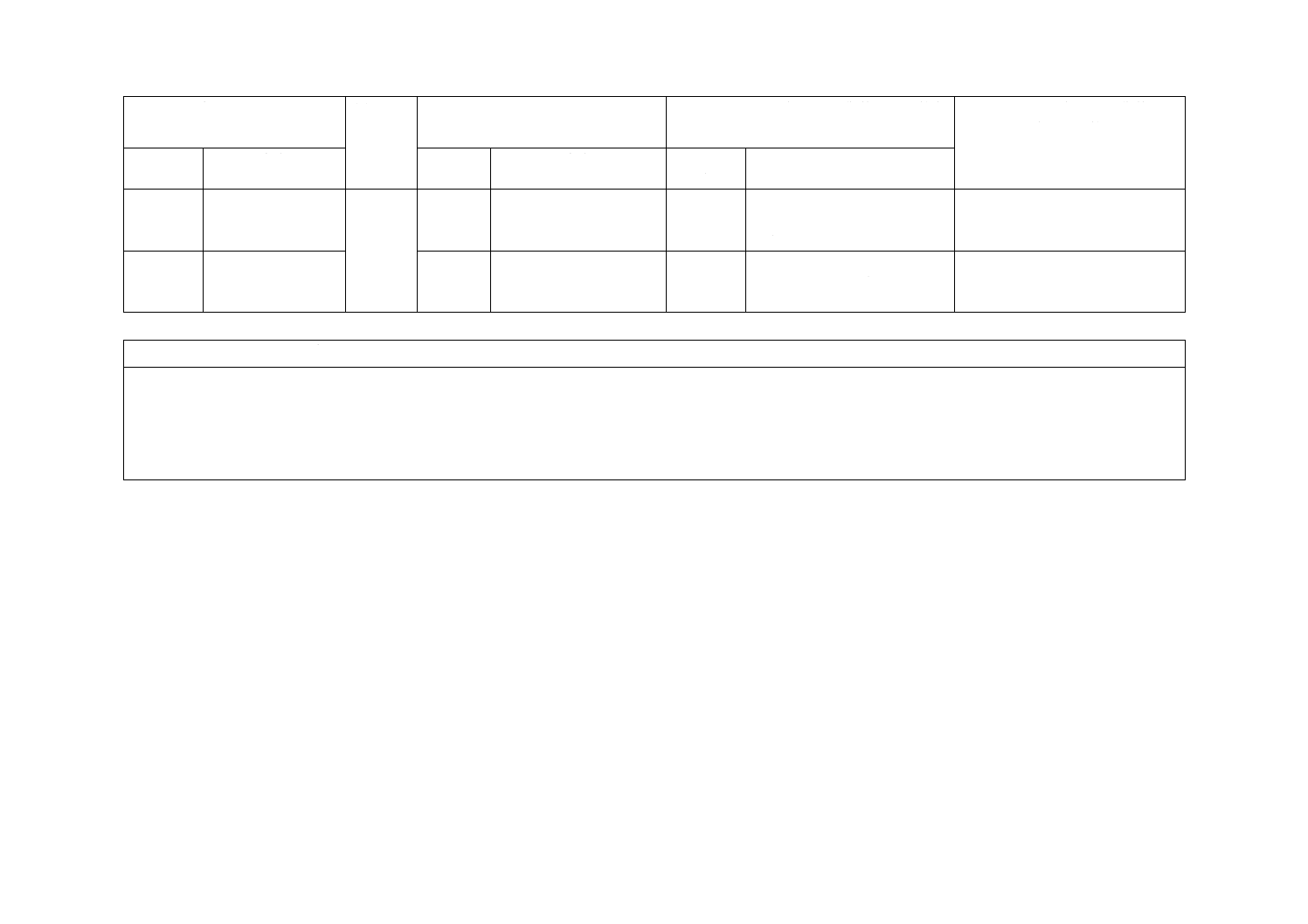
附属書JC
(参考)
JISと対応国際規格との対比表
JIS Z 3930:2013 アーク溶接のヒューム発生量測定方法及び分析用ヒューム採取方
法
ISO 15011-1:2009 Health and safety in welding and allied processes−Laboratory
method for sampling fume and gases−Part 1: Determination of fume emission rate
during arc welding and collection of fume for analysis
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及
び定義
JIS Z 3001-1,JIS Z
3001-2を引用
−
追加
JISでは,専門用語の規格の引
用を記載した。
技術的な差異はない。
4 ヒュー
ム発生量
測定及び
分析用ヒ
ューム採
取の手順
−
7
測定値の不確かさを推定
すると規定
削除
−
ISO規格で規定している“測定の
不確かさの推定”について,理解
を深めるべく引き続き検討する。
試験報告書の例を
規定
−
−
追加
JISでは,試験報告書作成の例
を追加した。
技術的な差異はない。
5.1 溶接
材料
被覆アーク溶接棒
の乾燥条件を規定
−
−
追加
JISでは,乾燥する場合は,製
造業者の推奨する条件で使用
前に乾燥を行うと追加した。
従前のJISとの整合を図った。技
術的な差異はない。
5.3 試験
板
試験板の材質を規
定
5.9
試験する溶接法及び溶接
材料に適した材質及び寸
法をもち,少なくとも60
秒のアークタイムが得ら
れる長さと規定
追加
JISでは,鋼系の溶接材料には
軟鋼を用いるとした。
技術的な差異はない。
附属書B
(参考)
商用の鋼材から製作した
試験板と記載
2
Z
3
9
3
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
試験板の寸法を規
定
5.9
試験する溶接法及び溶接
材料に適した材質及び寸
法をもち,少なくとも
60秒のアークタイムが得
られる長さと規定
追加
JISでは,必要なアーク発生時
間を連続して溶着するのに適
した寸法の試験板を使用する
と規定した。
技術的な差異はない。
附属書B
(参考)
(幅50 mm×厚さ10 mm
×長さ500 mm)が適して
いるが,他の寸法でもよ
いと記載
試験板の表面状態
を規定
附属書B
(参考)
試験板の表面には汚れな
どがあってはならない。
ただし,評価の目的がそ
の影響を判断する場合は
別であるが,その場合の
表面状態は一定でなけれ
ばならないと記載
追加
試験板の表面は清浄な状態を
標準とした。
技術的な差異はない。
5.4.2 溶接
電流及び
アーク電
圧
溶接電流及びアー
ク電圧を規定
−
−
追加
JISでは,製造業者が推奨する
溶接電流及びアーク電圧を使
用するとした。
技術的な差異はない。
5.4.6 シー
ルドガス
流量及び
シールド
ガスの種
類
シールドガス流量
を注記に記載
C.7
製造業者が推奨するシー
ルドガス流量を記載
追加
JISでは,一般的には15〜
25 L/minであるとした。
技術的な差異はない。
シールドガスの種
類の記号
−
−
追加
−
溶接材料JISとの整合を図った。
技術的な差異はない。
5.5.1 サン
プラによ
る吸引
サンプラによる吸
引時間を規定
6.2.3
溶接終了後,少なくとも
30秒間は吸引すると規定
追加
JISでは,溶接終了後5分を超
えて吸引する必要はないとし
た。
従前のJISとの整合を図った。
技術的な差異はない。
2
Z
3
9
3
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6 ヒュー
ム発生量
の求め方
単位時間当たりの
ヒューム発生量の
求め方を規定
6
1秒間当たりのヒューム
発生量を規定
追加
JISでは,1時間当たりのヒュ
ーム発生量も記載することと
した。
技術的な差異はない。
附属書A
(規定)
報告様式を規定
附属書E
(規定)
−
追加
JISでは,報告書番号,発行年
月日及び室温・湿度も記載する
こととした。
技術的な差異はない。
JISと国際規格との対応の程度の全体評価:ISO 15011-1:2009,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
Z
3
9
3
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。