Z 3891:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会
の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3891:1990は改正され,この規格に置き換えられる。
Z3891:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3891:2003
銀ろう付技術検定における試験方法及び判定基準
Standard qualification procedure for silver brazing technique
序文 この規格は,JIS Z 3891:1990(銀ろう付技術検定における試験方法及び判定基準)について改正し
た日本工業規格であるが,引用JISの改正及び新規に制定された関連規格による試験項目の追加などを行
うため,改正したものである。。
1. 適用範囲 この規格は,手動ガス溶接トーチ(酸素,アセチレン用ガス溶接トーチ)を用いる銀ろう付
技術検定における試験方法及びその判定基準について規定する
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6801 手動ガス溶接器
JIS G 3101 一般構造用圧延鋼材
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS H 3100 銅及び銅合金の板及び条
JIS H 3140 銅ブスバー
JIS H 3300 銅及び銅合金継目無管
JIS K 1101 酸素
JIS K 1902 溶解アセチレン
JIS Z 2306 放射線透過試験用透過度計
JIS Z 3001 溶接用語
JIS Z 3104 鋼溶接継手の放射線透過試験方法
JIS Z 3261 銀ろう
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3001によるほか,次による。
a) 試験材料 試験のために用意された板又は管。
b) 試験材 ろう付を行った板又は管。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
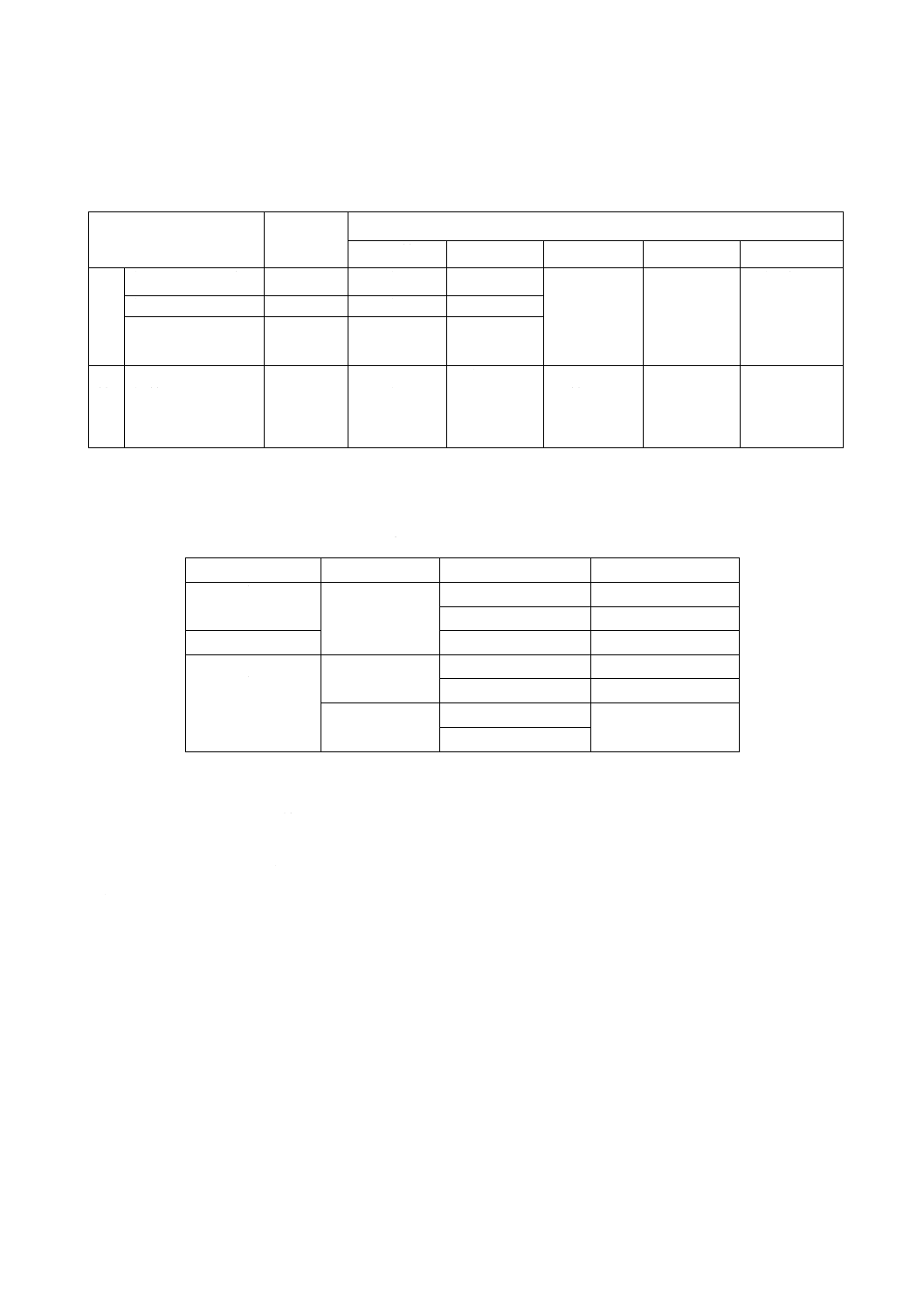
4. 技術検定試験の種類 技術検定試験の種類は,試験材の作製方法によって表1のとおり区分し,その
名称及び記号は同表による。
表 1 技術検定試験の種類
技術検定試験の種類
記号
試験材の作製方法
材質
寸法
継手の種類
ろう付姿勢
判定方法
板
銅板銀ろう付試験 FA‐Cu
銅
板厚 3㎜
重ね継手
下向
外観試験
放射線透過
試験
鋼板銀ろう付試験 FA‐S
鋼
板厚3.2㎜
ステンレス鋼板銀
ろう付試験
FA‐SUS
ステンレス
鋼
板厚 3㎜
管
銅管銀ろう付試験
PA‐Cu
銅
外径
34.92㎜
肉厚
1.07㎜
管継手
水平固定
外観試験
気密試験
5. 試験材料
5.1
試験に使用する材料 板及び管の試験材料は,表2に示すものから,いずれかを用いる。
表 2 板及び管の試験材料
試験材の種類
材質
日本工業規格
記号
板
銅
JIS H 3100
CI220P,CI220R
JIS H 3140
CI100BB
管・ソケット
JIS H 3300
CI220T
板
鋼
JIS G 3101
SS400
JIS G 3141
SPCC
ステンレス鋼
JIS G 4304
SUS304
JIS G 4305
5.2
試験に使用するろう及びフラックス 試験に用いるろう及びフラックスは,次による。
a) ろうは,JIS Z 3261の棒状のものを用いる。
b) フラックスの種類は,規定しないが,ガスフラックスは用いない。
5.3
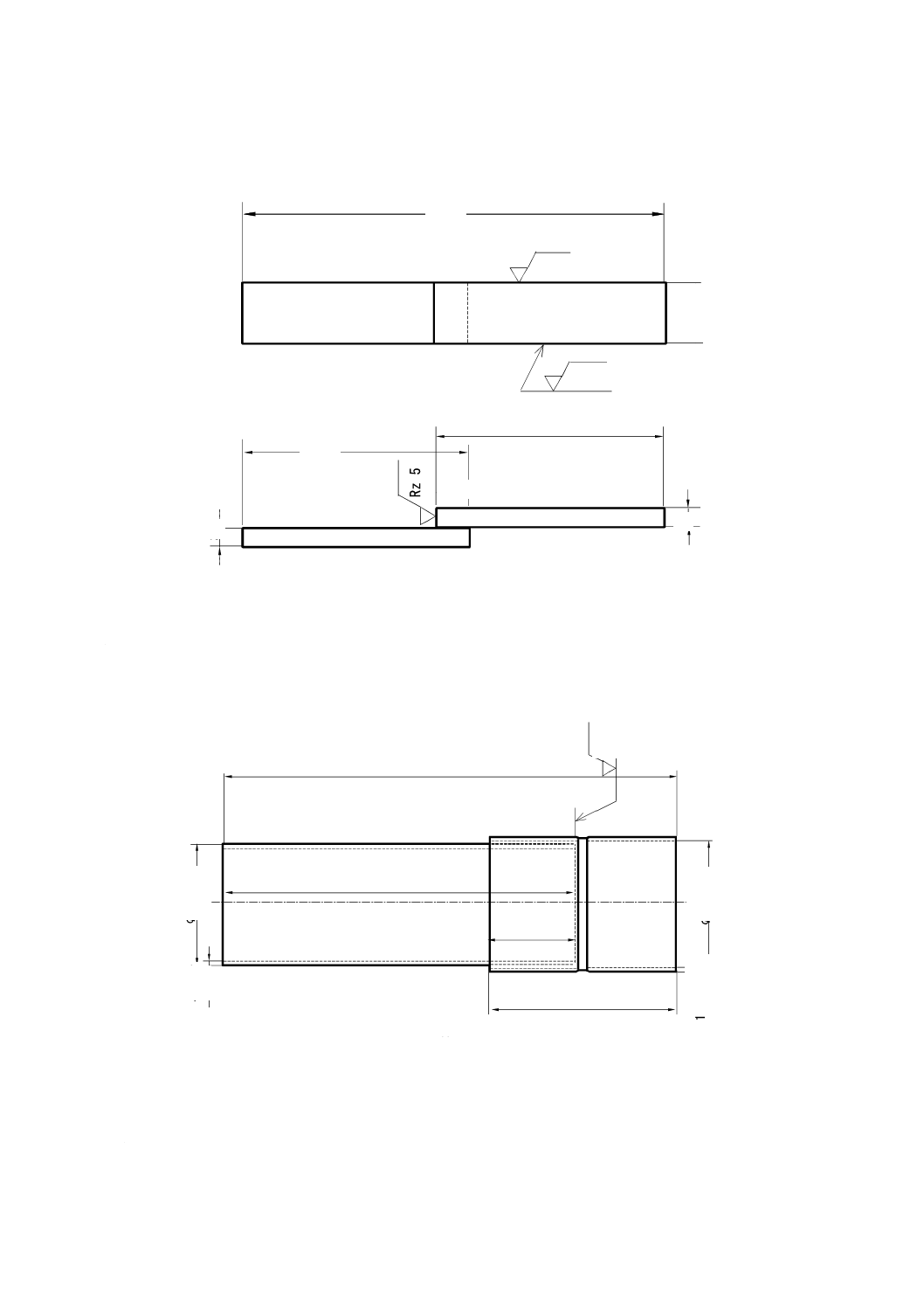
試験材料の形状及び寸法 板及び管の試験材料の形状及び寸法は,次による。
a) 板の試験材料の形状及び寸法は,図1による。
Z3891:2003
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 板の試験材料
b) 管の試験材料の形状及び寸法は,図2による。
図 2 管の試験材料
5.4
ろう付作業の注意
5.4.1
試験材料の前処理 試験材料のろう付面は,研磨紙,研磨たわしなどで仕上げ,その後適切な方法
で脱脂する。
Rz25
約276
4
0
±
0
.
2
Rz25
約150
約150
24
以上
t
t
R
z
2
5
t:板の呼び厚
単位 mm
約130
φ
3
5
.
11
R
z
2
5
単位 mm
100±0.5
φ
3
4
.
92
約53
24以上
1
.
2
以
上
1
.
07
管
ソケット
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4.2
ろう付器具 ろう付器具は,JIS B 6801に規定の手動ガス溶接器(酸素,アセチレン,ガス溶接ト
ーチ)又はこれらと同等以上の性能をもつものとし,火口番号などは規定しないが,同時に複数個の吹管
又は複数個の火口を用いてはならない。アセチレンは,JIS K1902に規定のものを用い,酸素は,JIS K 1101
に規定のものを用いる。
5.4.3
ろう付ジグ ろう付に使用するジグは,次の用件を満たす構造のものを用いる。
a) 試験材料の加熱に際し,位置ずれの防止ができるものとする。
b) 試験材料が水平に保持できるものとする。
c) 板の継手のすき間は,試験材料の質量だけで設定できるものとする。
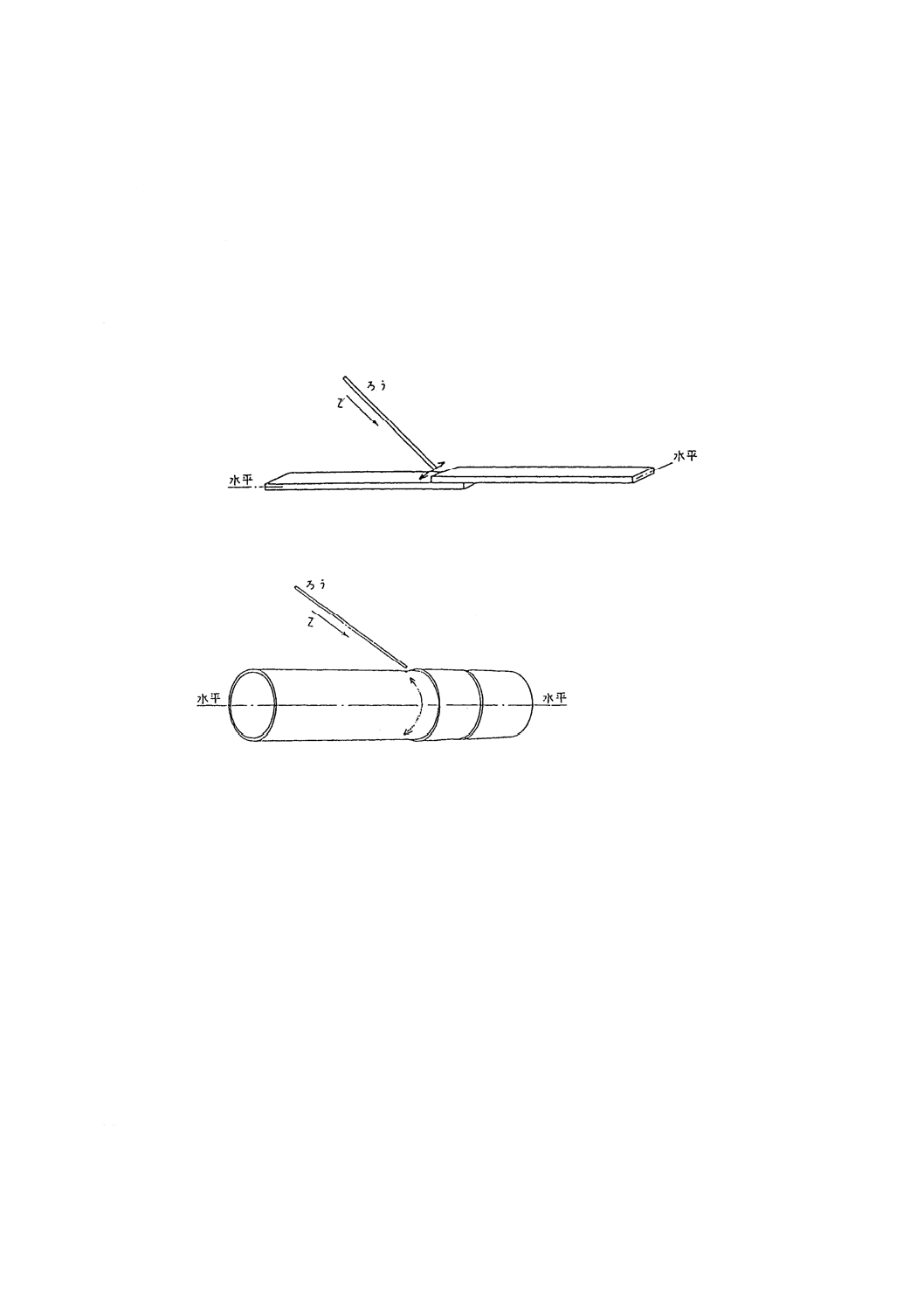
5.4.4
ろう付姿勢 板のろう付を行う姿勢は,図3によって,管のろう付を行う姿勢は,図4による。
図 3 板
図 4 管
5.4.5
継手のすき間 板の継手のすき間は,5.4.3で規定したジグを使用し,試験材料の質量だけで適切
なすき間を設定する。
5.4.6
フラックスの供給 フラックスの供給は,任意とする。
5.4.7
ろうの供給 ろうの供給は,差しろう方式とし,その方向は,図3及び図4に示すZ方向だけと
する。
なお,ろうは,継手の端部に沿って動かしてもよい。
5.4.8
試験材料の取扱い 試験材料は,ろう付中に動かしたり,ろう付部を押さえたりしてはならない。
5.4.9
試験材の後処理 ろう付後試験材は,温水で洗浄し,残留フラックスの除去を行う。
6. 判定方法 判定は,板の試験材の場合は,外観試験及び放射線透過試験によって,管の試験材の場合
は,外観試験及び気密試験による。
6.1
外観試験
ろうは、矢印方向に動かしてもよい。
ろうは、矢印のように継手端部に沿って動かしてもよい。
Z3891:2003
(6)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
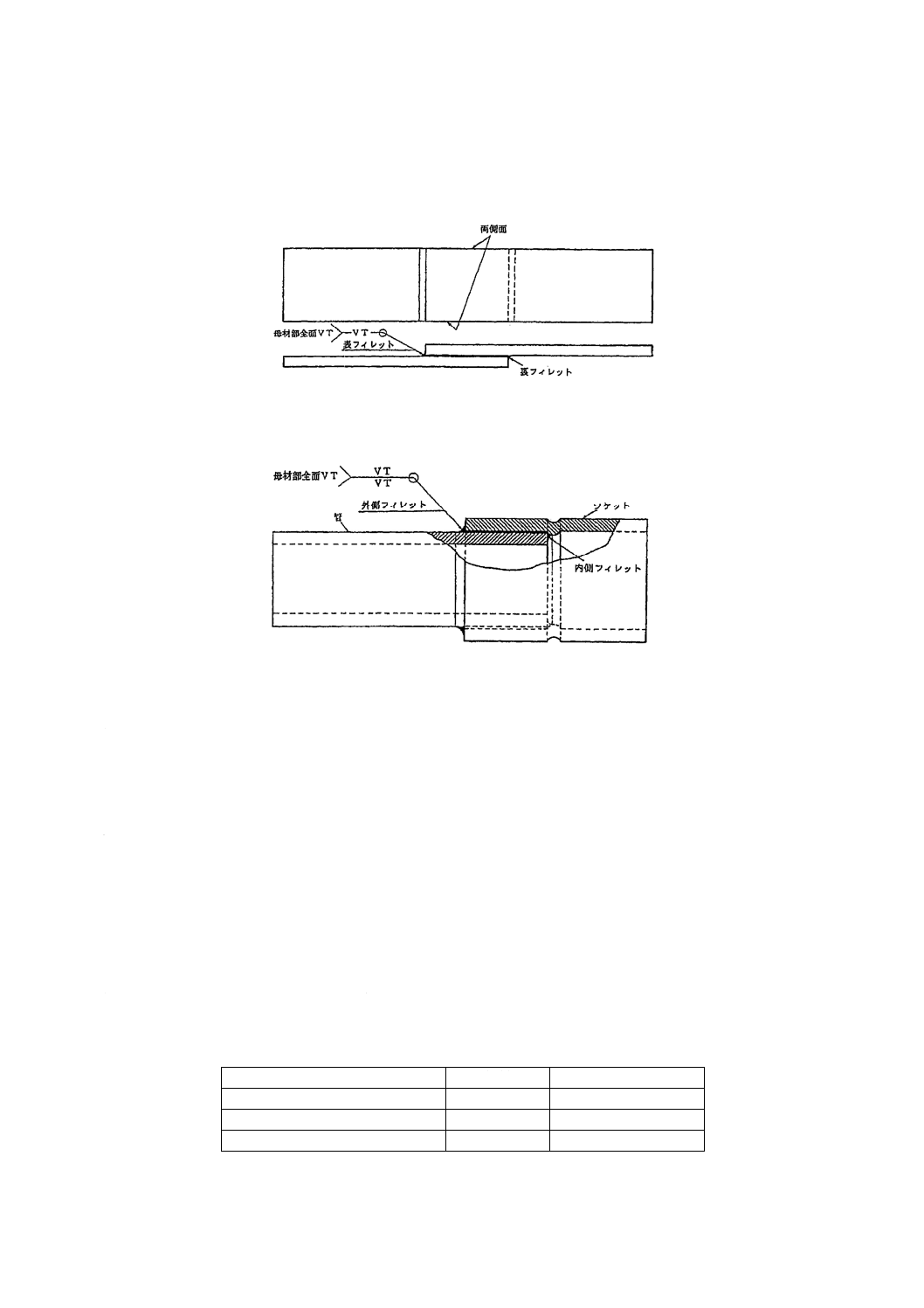
6.1.1
外観試験の対象範囲 外観試験は,ろう付終了後,試験材を温水で洗浄したものについて行い,そ
の対象範囲は,次による。
a) 板の試験材の場合は,母材部並びに図5に示す表フィレット,裏フィレット及び両側面とする。
図 5 板の試験材の外観試験部
b
管の試験材の場合は,母材部を含め図6に示す外側フィレット及び内側フィレットとする。
図 6 管の試験材の外観試験部
6.1.2
外観試験 外観試験は,目視又は測定して評価する。
a) 母材の溶融及び割れ
b) ろう切れ及びぬれ不良
c) ピンホール・す(巣)
d) フィレット不整(フィレットの凸凹)及びろう過剰(ろうだれ)
e) 重ね不良及び差込み不良
f)
その他ろう付継手として有害な欠陥
6.2
放射線透過試験
6.2.1
透過写真の撮影方法 放射線透過試験は,JIS Z 3104の本体及び附属書1(鋼板の突合せ溶接継手
の撮影方法及び透過写真の必要条件)に準じて行う。
a) 透過写真の像質の種類 透過写真の像質は,A級とする。
b) 透過度計の使用 透過度計は,JIS Z 2306に規定する針金形透過度計の一般形とし,試験の種類によ
って表3による。
表 3 試験の種類と使用する透過度計
試験の種類
記号
一般形の呼び番号
銅板銀ろう付試験
FA‐Cu
02C,04C
鋼板銀ろう付試験
FA‐S
02F,04F
ステンレス鋼板銀ろう付試験 FA‐SUS
02S,04S
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 階調計の使用 階調計の種類,構造,寸法及び材質は,次のものとする。
1) 階調計の種類,構造及び寸法は,JIS Z 3104で規定する15形とする。
2) 階調計の材質は,試験の種類によって表4による。
表 4 階調計の材質
試験の種類
記号
材質
銅板銀ろう付試験
FA‐Cu
JIS H 3100のC1020
C1100,C1201又はC1220
鋼板銀ろう付試験
FA‐S
JIS G 3101,JIS G 4304
又はJIS G 4305のSUS304
ステンレス鋼板銀ろう付試験
FA‐SUS
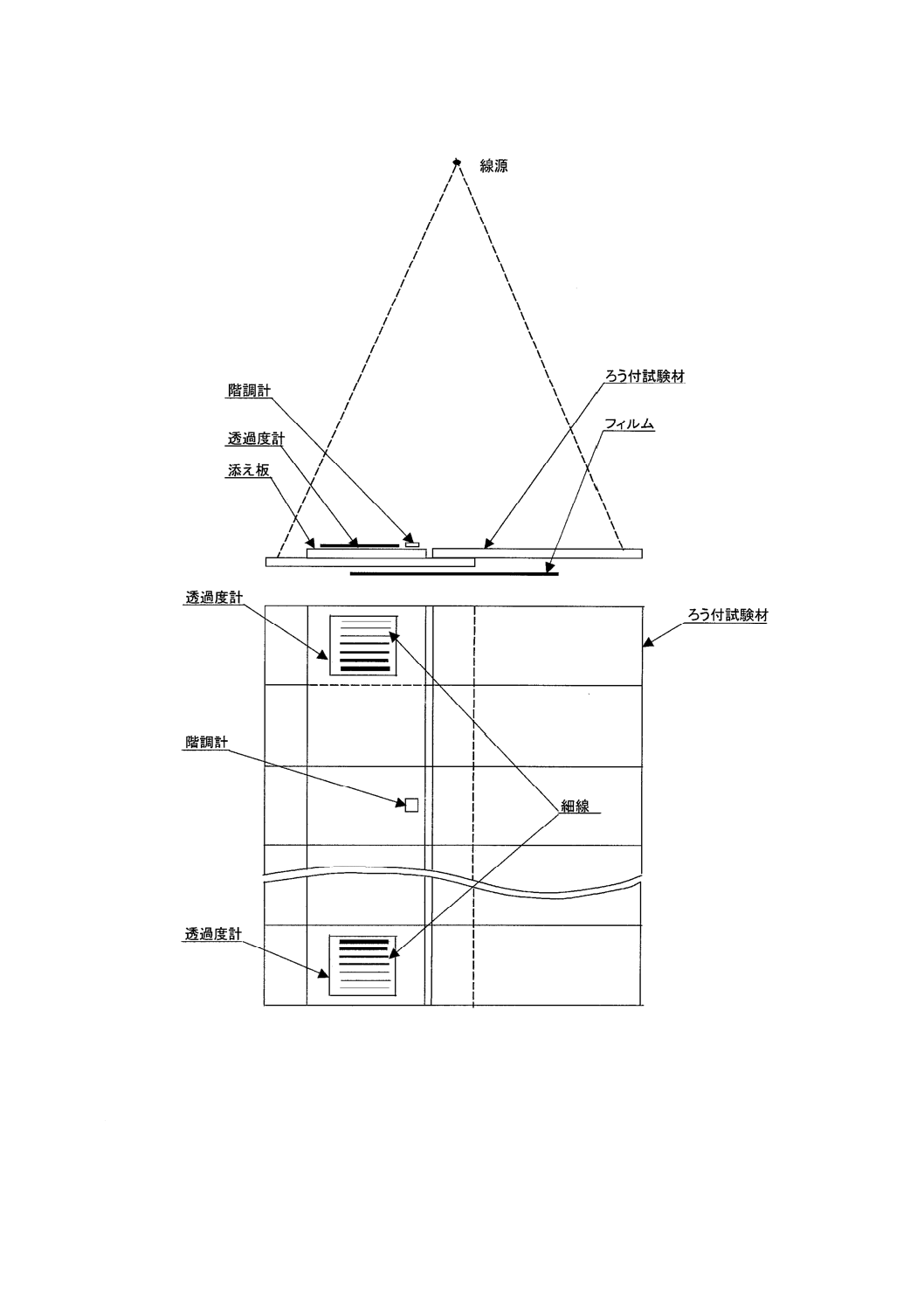
d) 撮影配置 線源,透過度計,階調計及びフィルムの配置は,図7による。添え板の材質及び厚さは,
試験材と同じものを使用する。透過度計及び階調計は,添え板の厚さを加えた母材部の両端に置かれ
た試験材の上に各1個を置く。この際,細線が外側になるようにする。透過度計は,中央付近に1個
を置いてもよい。
なお,撮影する試験材が3枚の場合,階調計は,階調計の値(濃度差/濃度)が0.081以上となる
場合に限って,試験部の有効長さの中央付近からあまり離れない添え板の線源側に置いてもよい。
Z3891:2003
(8)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 7 撮影配置
6.2.2
透過写真の必要条件
a) 透過度計の識別最小線径 透過度計の識別最小線径は,0.20㎜以下とする。
b) 透過写真の濃度範囲 透過写真の濃度は,JIS Z 3104に規定する濃度計によって測定する。試験部の
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
きずの像以外の写真濃度は,1.3以上4.0以下の範囲を満足しなければならない。
c) 階調計の値 階調計に接近した母材部分の濃度と階調計の中央部分の濃度をJIS Z 3104に規定する濃
度計によって測定する。その濃度差を母材の部分の濃度で除した値が0.081以上とする。
6.2.3
放射透過試験 透過写真上に観察されるきずについて,次の項目の測定をして評価する。
a) 板幅方向において,連続するきずの長径
b) 重ね方向において,連続するきずの長径
c) きずの面積の総和
6.3
気密試験
a) 気密試験は,ろう付終了後,試験材を温水で洗浄したものについて行う。
b) 気密試験は,常温の水中において,空気又は窒素ガスを用い,内圧490kPa〜785 kPaを加えて漏れの
有無を調べる。漏れ検出液を使用する場合は,大気中でこれを塗布して漏れの有無を調べる。
なお,保持時間は,いずれの場合も1分間とする。
7. 合否判定基準
7.1
板の試験 板の試験は,外観試験及び放射線透過試験のすべての評価基準を満足しなければならな
い。
7.2
管の試験 管の試験は,外観試験及び気密試験のすべての評価基準を満足しなければならない。
7.3
外観試験の評価基準 外観試験の各項目が著しく不良なものは,不合格とする。
7.4
放射線透過試験の評価基準 透過写真において,次の条件のすべてを満足しなければならない。
a) 板幅方向において,連続するきずの長径が28㎜を超えてはならない。
b) 重ね方向において,連続するきずの長径が17㎜を超えてはならない。
c) きずの面積の総和が190mm2を超えてはならない。
7.5
気密試験の評価基準 気密試験において,漏れがあってはならない。