Z 3882:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 技術検定の種別及び各種別の作業範囲 ·················································································· 2
5 試験の種類 ······················································································································ 2
6 試験材の作製 ··················································································································· 2
6.1 試験材料の種類及び本数 ································································································· 2
6.2 試験材作製時の溶接姿勢 ································································································· 2
6.3 溶接上の注意 ················································································································ 3
7 試験に使用するガス ·········································································································· 3
8 試験に使用する溶接材料 ···································································································· 3
9 試験に使用する溶接機器 ···································································································· 3
10 試験方法 ······················································································································· 3
10.1 外観試験 ····················································································································· 3
10.2 引張試験 ····················································································································· 4
10.3 曲げ試験 ····················································································································· 4
11 判定基準 ······················································································································· 5
Z 3882:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,公益社団法人日本鉄筋継手協会(JRJI)及び
一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があ
り,日本工業標準調査会の審議を経て,経済産業大臣及び国土交通大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣,国土交通大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3882:2015
鉄筋の突合せ溶接技術検定における
試験方法及び判定基準
Standard qualification procedure for butt welding technique
of steel bars for concrete reinforcement
1
適用範囲
この規格は,マグ溶接ソリッドワイヤを用いた半自動溶接装置による鉄筋の突合せ溶接技術検定におけ
る試験方法及び判定基準について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3112 鉄筋コンクリート用棒鋼
JIS K 1105 アルゴン
JIS K 1106 液化二酸化炭素(液化炭酸ガス)
JIS Z 2241 金属材料引張試験方法
JIS Z 2248 金属材料曲げ試験方法
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3001-4 溶接用語−第4部:溶接不完全部
JIS Z 3253 溶接及び熱切断用シールドガス
JIS Z 3312 軟鋼,高張力鋼及び低温用鋼用のマグ溶接及びミグ溶接ソリッドワイヤ
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1,JIS Z 3001-2及びJIS Z 3001-4によるほか,次に
よる。
3.1
試験材料
試験のために用意された鉄筋コンクリート用棒鋼。
3.2
試験材
試験材料を溶接したままのもの。
2
Z 3882:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
技術検定の種別及び各種別の作業範囲
技術検定の種別は,1F種,1H種,2F種,2H種,3F種及び3H種の6種類とし,各種別の作業範囲は,
表1による。
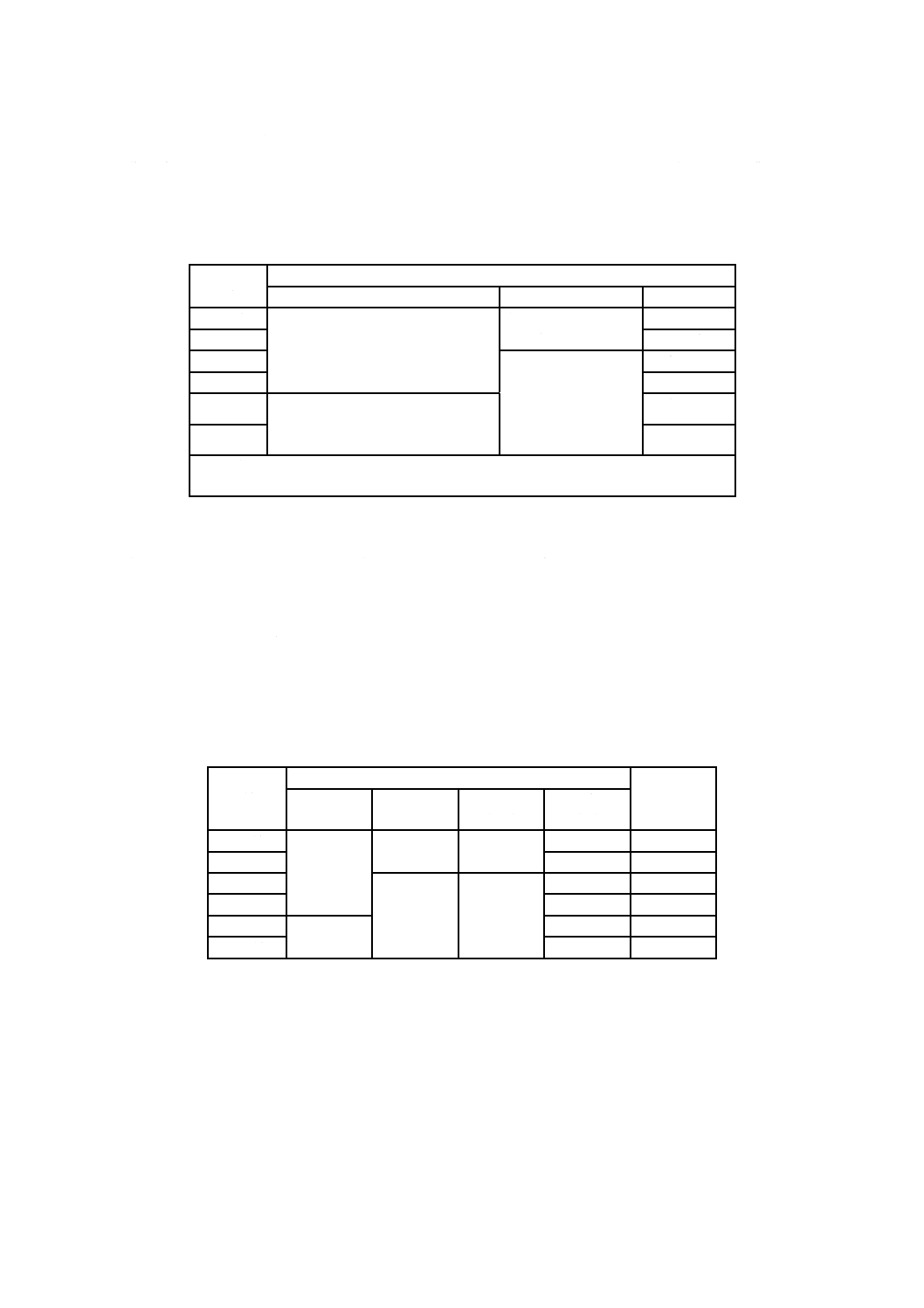
表1−技術検定の種別及び各種別の作業範囲
技術検定
の種別
鉄筋溶接作業範囲
鉄筋の種類
鉄筋の径及び呼び名
溶接姿勢
1F種
JIS G 3112に規定するSR235,
SR295,SD295A,SD295B,SD345
及びSD390
径32 mm以下
呼び名D32以下
下向
1H種
下向,横向
2F種
径50 mma)以下
呼び名D51a)以下
下向
2H種
下向,横向
3F種
JIS G 3112に規定するSR235,
SR295,SD295A,SD295B,SD345,
SD390及びSD490
下向
3H種
下向,横向
注a) 径が40 mm又は呼び名がD41を超える場合は,施工前試験を実施することと
し,施工前試験の方法は,受渡当事者間の取決めによる。
5
試験の種類
技術検定における試験の種類は,外観試験,引張試験及び曲げ試験とする。
6
試験材の作製
6.1
試験材料の種類及び本数
試験材料に用いる棒鋼の種類は,JIS G 3112に規定する異形棒鋼とし,技術検定の種別ごとの試験材料
の種類,呼び名,長さ及び本数は,表2による。
表2−試験材料の種類,呼び名,長さ及び本数
技術検定
の種別
試験材料
作製試験材
の本数
(本)
種類
呼び名
長さ
(mm)
本数
(本)
1F種
SD390
D32
300±10
10
5
1H種
10
5
2F種
D41
350±10
10
5
2H種
10
5
3F種
SD490
10
5
3H種
10
5
6.2
試験材作製時の溶接姿勢
技術検定の種別ごとの試験材作製時の溶接姿勢は,表3による。
3
Z 3882:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
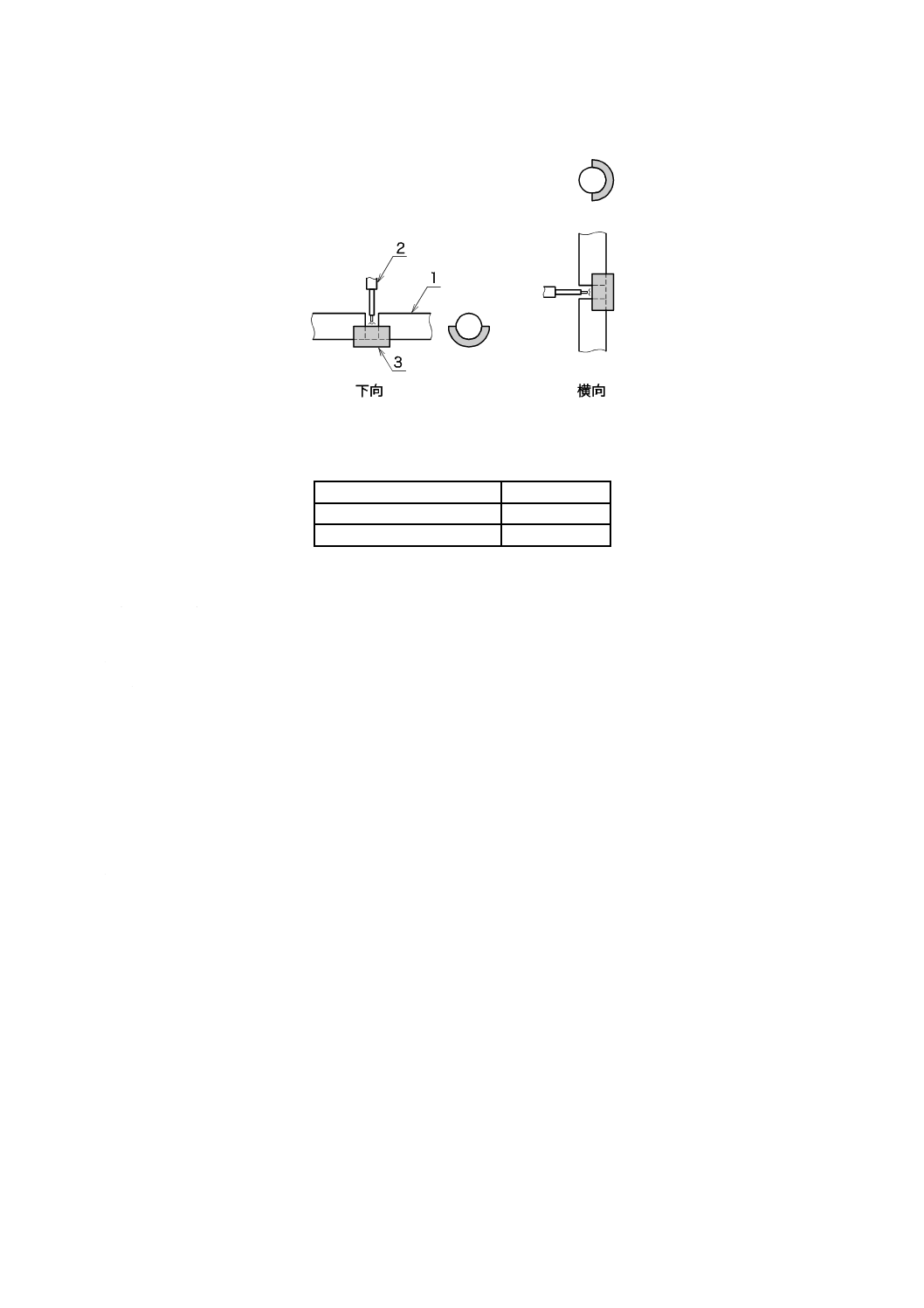
表3−試験材作製時の溶接姿勢
1 試験材
2 トーチ
3 裏当て材
技術検定の種別
溶接姿勢
1F種,2F種,3F種
下向
1H種,2H種,3H種
横向
6.3
溶接上の注意
溶接上の注意は,次による。
a) 溶接は,表側からだけ行う。
b) 試験を通じて試験材料及び試験材は,各種の処理(熱処理,ピーニング,ビードの成形加工など)を
行ってはならない。
c) 溶接を開始してから終了するまで,試験材の上下及び左右の方向を変えてはならない。
7
試験に使用するガス
試験に使用するガスは,次のいずれかとする。
a) JIS K 1106に適合するもの,又はJIS K 1105及びJIS K 1106に適合するものを混合したガス。
なお,アルゴンと炭酸ガスとの混合比は規定しない。
b) JIS Z 3253に規定するシールドガスの種類C 1又はM2 1に適合するガス。
c) 上記のガスと同等と認められるガス。
8
試験に使用する溶接材料
試験に使用する溶接ワイヤは,JIS Z 3312の規定に適合するものとする。
9
試験に使用する溶接機器
試験に使用する溶接機器,附属装置などは規定しない。
10 試験方法
10.1 外観試験
10.1.1 外観試験の実施
4
Z 3882:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
外観試験は,試験材の全数について行う。
10.1.2 外観試験の方法
外観試験は,次に示す項目について,目視又は測定して行う。
a) ビードの不整
b) 裏面の溶込み状況
c) クレータのへこみ,余盛高さ,アンダカット及びピットの状況
d) 偏心量及び折れ曲がり
e) 溶接部の割れ
10.2 引張試験
10.2.1 引張試験の実施
引張試験は,外観試験に合格した5本のうち,1本について試験材のまま行う。
10.2.2 引張試験の方法
引張試験の方法は,JIS Z 2241による。
10.3 曲げ試験
10.3.1 曲げ試験の実施
曲げ試験は,外観試験に合格した5本のうち,4本について試験材のまま行う。そのうち,2本は表曲げ
試験とし,他の2本は裏曲げ試験とする。
10.3.2 曲げ試験の方法
曲げ試験の方法は,JIS Z 2248による押曲げ法とする。ただし,曲げ角度は,試験材料の種類がSD390
の場合は90°,SD490の場合は45°とする。
なお,曲げ試験に当たっては,溶接部を2個の支え間の中央に位置させなければならない。
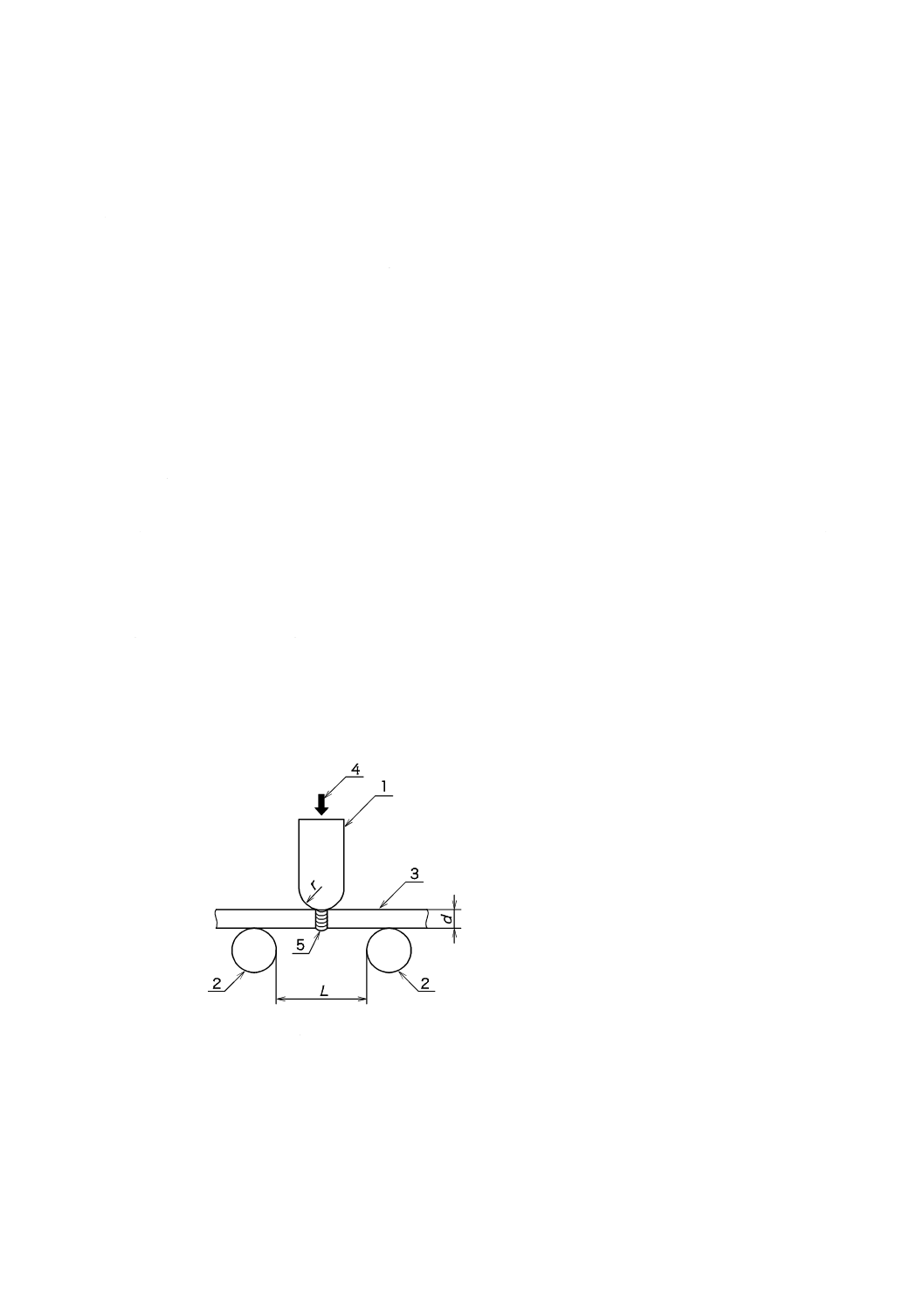
10.3.3 曲げ試験用ジグ
曲げ試験に用いるジグは,図1による。また,内側半径は,JIS G 3112による。
1 押金具
2 支え
3 試験材
4 荷重方向
5 溶接部
L=2r+3d
ここに,
L: 2個の支え間の距離(mm)
r: 内側半径(mm)
d: 試験材料の公称直径(mm)
図1−曲げ試験に用いるジグ
5
Z 3882:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11 判定基準
技術検定は,次の外観試験,引張試験及び曲げ試験の全ての判定基準を満足しなければならない。
a) 外観試験の判定基準 全ての試験材の外観に著しい不良がない場合を合格とする。
b) 引張試験の判定基準 試験材の引張強さが母材の規格値以上で,かつ,母材破断した場合を合格とす
る。
c) 曲げ試験の判定基準 全ての試験材が10.3.2に定める曲げ角度まで折損しない場合を合格とする。