Z 3881:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 技術検定の種類,種別及び作業範囲 ····················································································· 2
4.1 技術検定の種類 ············································································································· 2
4.2 技術検定の種別及び作業範囲 ··························································································· 2
5 試験方法························································································································· 2
6 試験材の作製 ··················································································································· 2
6.1 試験材の作製方法 ·········································································································· 2
6.2 試験材料の種類 ············································································································· 2
6.3 試験材料の数量 ············································································································· 2
7 試験に使用するガス ·········································································································· 3
8 試験に使用するガス圧接装置 ······························································································ 3
8.1 手動ガス圧接装置 ·········································································································· 3
8.2 自動ガス圧接装置 ·········································································································· 3
8.3 熱間押抜ガス圧接装置 ···································································································· 3
9 判定方法························································································································· 4
9.1 外観試験 ······················································································································ 4
9.2 曲げ試験 ······················································································································ 4
10 判定基準 ······················································································································· 6
Z 3881:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,公益社団法人日本
鉄筋継手協会(JRJI)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業
標準調査会の審議を経て,経済産業大臣及び国土交通大臣が改正した日本工業規格である。これによって,
JIS Z 3881:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣,国土交通大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
Z 3881:2014
鉄筋のガス圧接技術検定における
試験方法及び判定基準
Standard qualification procedure for gas pressure welding technique
of steel bars for concrete reinforcement
1
適用範囲
この規格は,JIS G 3112に規定する棒鋼(以下,鉄筋という。)を酸素・ガス炎を用いて加熱し,機械式
圧力を加えて接合する手動ガス圧接法,自動ガス圧接法及び熱間押抜ガス圧接法による鉄筋のガス圧接技
術検定における試験方法及び判定基準について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 6801 手動ガス溶接器,切断器及び加熱器
JIS G 3112 鉄筋コンクリート用棒鋼
JIS K 1101 酸素
JIS K 1902 溶解アセチレン
JIS Z 2248 金属材料曲げ試験方法
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3120 鉄筋コンクリート用棒鋼ガス圧接継手の試験方法及び判定基準
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1,JIS Z 3001-2及びJIS Z 3120によるほか,次によ
る。
3.1
試験材料
試験のために用意された鉄筋コンクリート用棒鋼。
3.2
試験材
圧接を行ったままのもの又は圧接部を熱間で押し抜いた状態のもの。
3.3
曲げ試験片
曲げ試験を行うために圧接部を規定の寸法に加工したもの又は熱間で押し抜いたままのもの。
2
Z 3881:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
技術検定の種類,種別及び作業範囲
4.1
技術検定の種類
技術検定の種類は,手動ガス圧接,自動ガス圧接及び熱間押抜ガス圧接の3種類とする。
4.2
技術検定の種別及び作業範囲
技術検定の種別は,1種,2種,3種及び4種の4種類とし,各種別の作業範囲は,表1による。
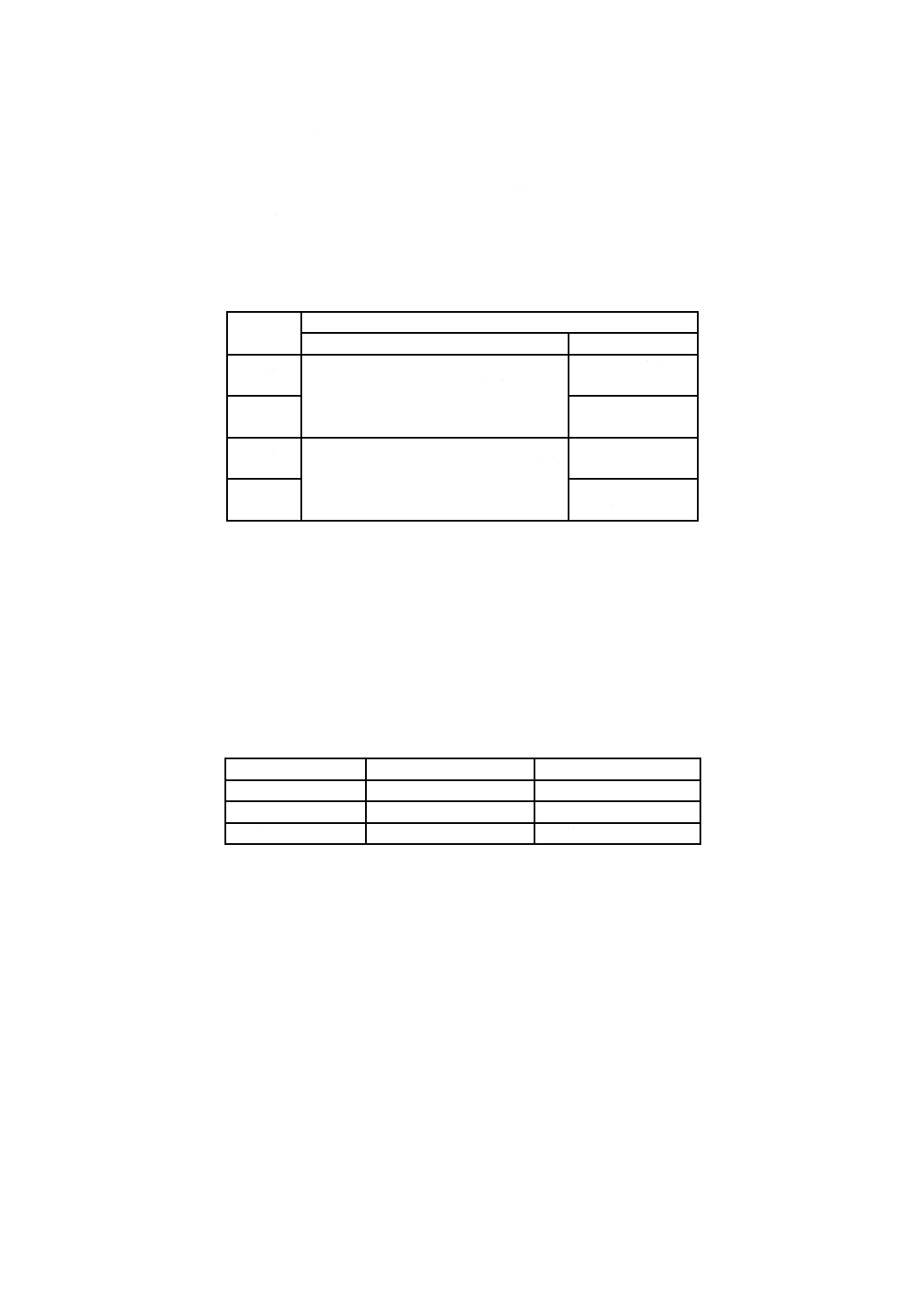
表1−技術検定の種別及び作業範囲
技術検定
の種別
ガス圧接作業範囲
鉄筋の種類
鉄筋径
1種
JIS G 3112に規定するSR235,SR295,
SD295A,SD295B,SD345及びSD390
径25 mm以下
呼び名D25以下
2種
径32 mm以下
呼び名D32以下
3種
JIS G 3112に規定するSR235,SR295,
SD295A,SD295B,SD345,SD390及び
SD490
径38 mm以下
呼び名D38以下
4種
径50 mm以下
呼び名D51以下
5
試験方法
技術検定の試験方法は,外観試験及び曲げ試験とする。
6
試験材の作製
6.1
試験材の作製方法
技術検定の種類及び種別による試験材の作製方法は,表2による。
表2−技術検定の種類及び種別による試験材の作製方法
技術検定の種類
技術検定の種別
試験材の作製方法
手動ガス圧接
1種,2種,3種,4種
手動ガス圧接法
自動ガス圧接
2種,3種,4種
自動ガス圧接法
熱間押抜ガス圧接
1種,2種,3種,4種
熱間押抜ガス圧接法
6.2
試験材料の種類
試験材料に用いる棒鋼の種類は,JIS G 3112に規定するSD345及びSD390とする。
6.3
試験材料の数量
試験材料の呼び名,種類,長さ及び本数は,技術検定の種類及び種別によって分け,表3による。
3
Z 3881:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
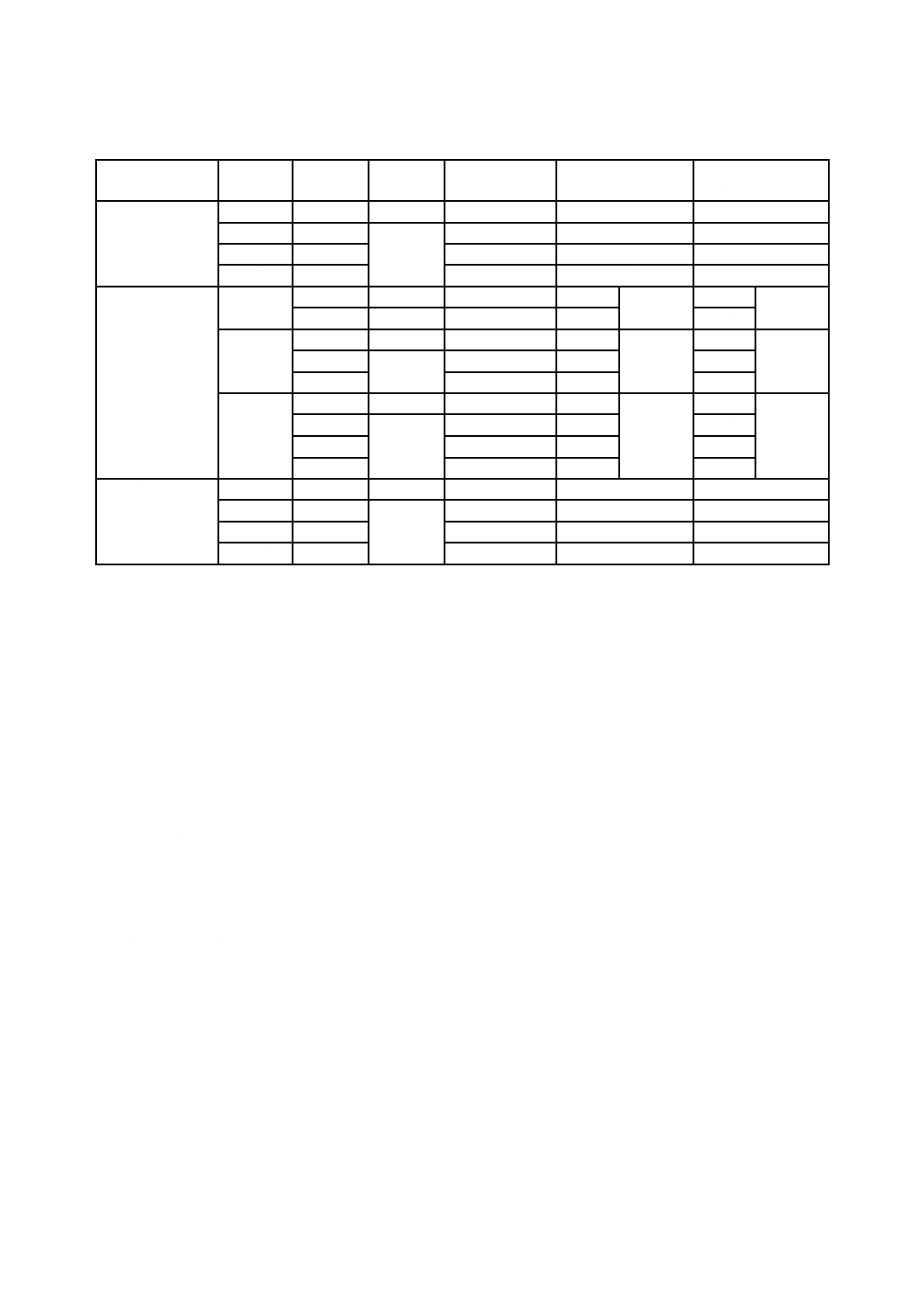
表3−試験材料の呼び名,種類,長さ及び本数
技術検定の種類
技術検定
の種別
呼び名
種類
長さ
mm
本数
(参考)
作製試験材の本数
手動ガス圧接
1種
D25
SD345
250±10
10本
5本
2種
D32
SD390
300±10
10本
5本
3種
D38
300±10
10本
5本
4種
D51
350±10
10本
5本
自動ガス圧接
2種
D25
SD345
250±10
4本
計8本
2本
計4本
D32
SD390
300±10
4本
2本
3種
D25
SD345
250±10
4本
計12本
2本
計6本
D32
SD390
300±10
4本
2本
D38
300±10
4本
2本
4種
D25
SD345
250±10
4本
計16本
2本
計8本
D32
SD390
300±10
4本
2本
D38
300±10
4本
2本
D51
350±10
4本
2本
熱間押抜ガス圧
接
1種
D25
SD345
250±10
10本
5本
2種
D32
SD390
300±10
10本
5本
3種
D38
300±10
10本
5本
4種
D51
350±10
10本
5本
7
試験に使用するガス
試験に使用するガスについては,酸素はJIS K 1101,アセチレンはJIS K 1902の規定に適合するものと
し,その他のガスは,ガス圧接に適した品質をもつものとする。
8
試験に使用するガス圧接装置
8.1
手動ガス圧接装置
試験に使用する手動ガス圧接装置及び附属装置は,次による。
a) 加圧器は,試験材料の公称断面積に対して30 MPa以上の加圧能力をもつ電動ポンプを使用するもの
とする。
b) 加熱用吹管は,JIS B 6801の規定に適合するものとする。
8.2
自動ガス圧接装置
試験に使用する自動ガス圧接装置及び附属装置は,次による。
a) 自動ガス圧接装置は,加熱・加圧工程及びバーナーの駆動を自動的に制御するものとする。
b) 加圧器は,試験材料の公称断面積に対して30 MPa以上の加圧能力をもつ電動ポンプを使用するもの
とする。
c) 加熱用吹管は,JIS B 6801の規定に適合するものとする。
8.3
熱間押抜ガス圧接装置
試験に使用する熱間押抜ガス圧接装置及び附属装置は,次による。
a) 熱間押抜ガス圧接装置の圧接器は,圧接直後にふくらみを除去するせん断刃を備えたものを使用する
ものとする。
b) 加圧器は,試験材料の公称断面積に対して30 MPa以上の加圧能力をもつ電動ポンプを使用するもの
とする。
4
Z 3881:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 加熱用吹管は,JIS B 6801の規定に適合するものとする。
9
判定方法
9.1
外観試験
9.1.1
外観試験の実施
外観試験は,試験材の全数について行う。
9.1.2
判定項目
判定は,次に示す項目について,目視又は測定によって行う。
a) 手動ガス圧接及び自動ガス圧接の判定項目
1) 圧接部のふくらみの形状(直径及び長さ)
2) 圧接部の圧接面の位置(圧接面のずれ)
3) 圧接部の変形(偏心量,折れ曲がり及び片ふくらみ)
4) 圧接部のふくらみの表面状況(過熱による著しい垂れ下がり,へこみ及び焼き割れ)
b) 熱間押抜ガス圧接の判定項目
1) 押抜き後の圧接部の形状(ふくらみの長さ)
2) 押抜き後の圧接部の表面状況(圧接面に対応する位置における割れ・へこみ,過熱による表面不整)
9.2
曲げ試験
9.2.1
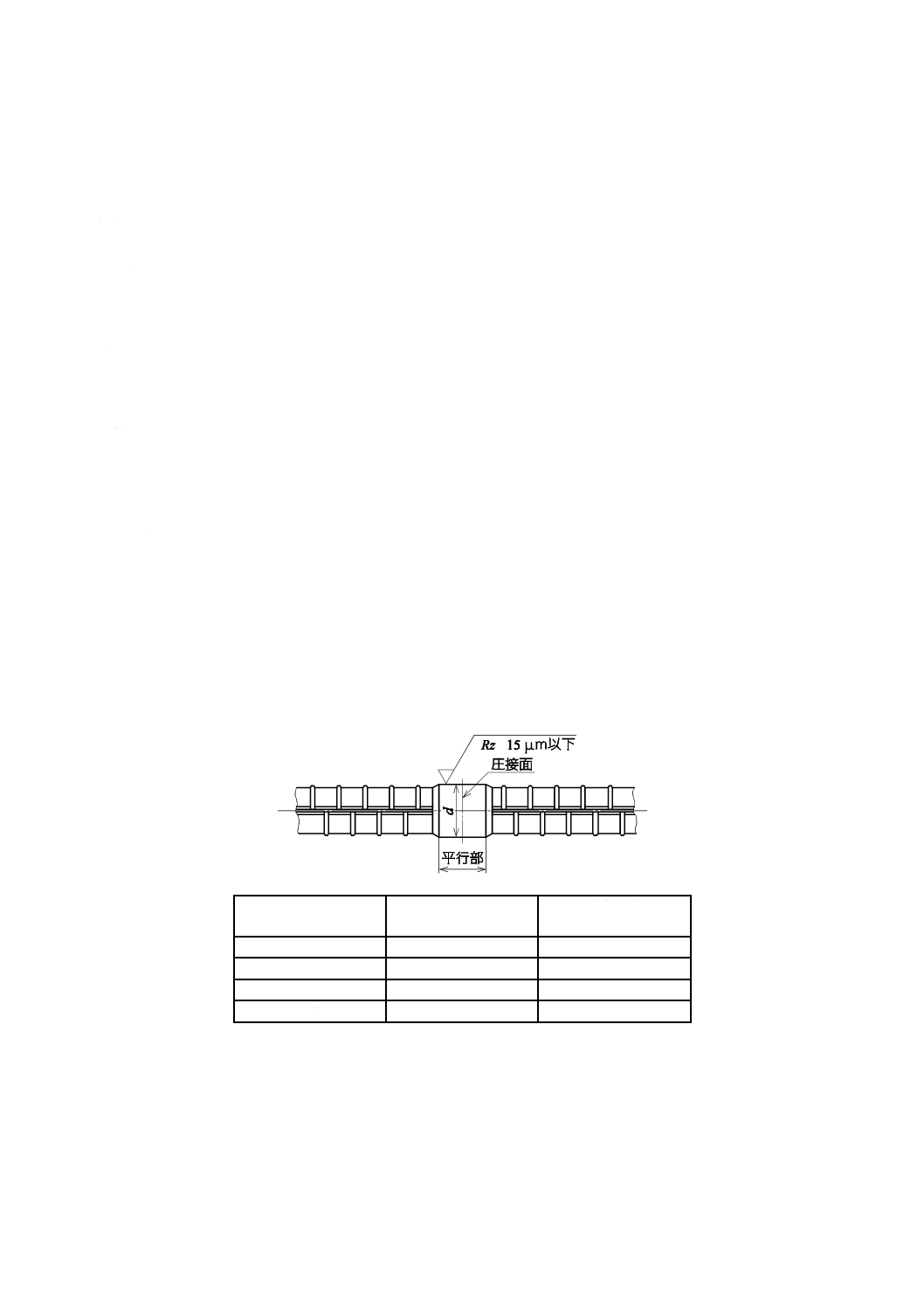
曲げ試験片の作製
手動ガス圧接法及び自動ガス圧接法によって作製した試験材は,表4に規定する寸法に加工して,曲げ
試験片を作製する。曲げ試験片の平行部の表面粗さはRz 15 μm以下とする。熱間押抜ガス圧接法によって
作製した試験材は,そのままの状態を曲げ試験片として用いる。
表4−手動ガス圧接及び自動ガス圧接の曲げ試験片の寸法
曲げ試験片の呼び名
曲げ試験片の長さ
mm
平行部の径d
mm
D25
450以上
28.0±0.1
D32
500以上
35.0±0.1
D38
500以上
42.0±0.1
D51
600以上
56.0±0.1
9.2.2
曲げ試験片の本数
曲げ試験片の本数は,技術検定の種類及び種別によって規定し,表5による。
5
Z 3881:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−曲げ試験片の本数
技術検定の種類
技術検定の種別
曲げ試験片の呼び名
曲げ試験片の本数
手動ガス圧接
1種
D25
5本
2種
D32
5本
3種
D38
5本
4種
D51
5本
自動ガス圧接
2種
D25
2本
計4本
D32
2本
3種
D25
2本
計6本
D32
2本
D38
2本
4種
D25
2本
計8本
D32
2本
D38
2本
D51
2本
熱間押抜ガス圧接
1種
D25
5本
2種
D32
5本
3種
D38
5本
4種
D51
5本
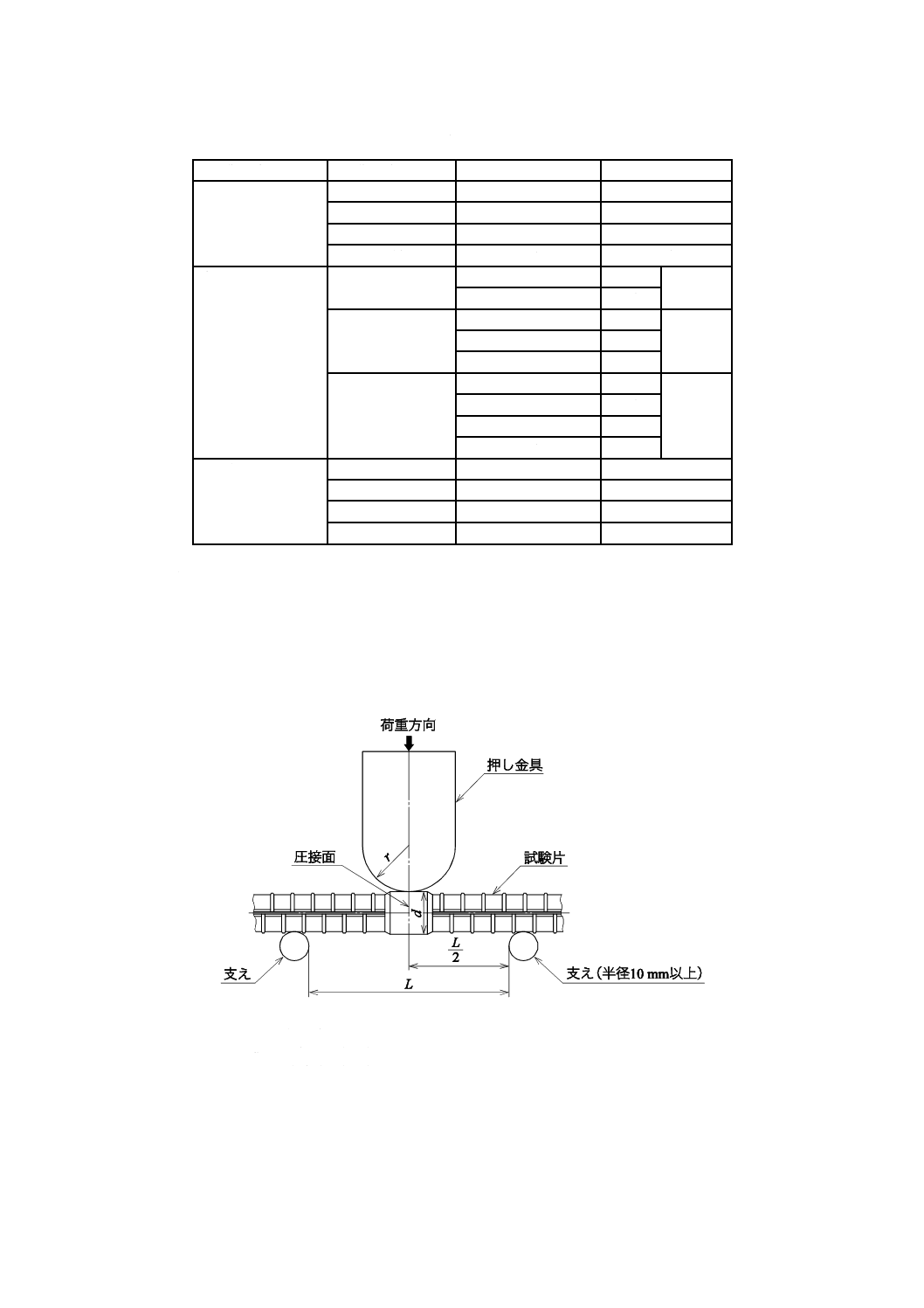
9.2.3
曲げ試験の方法
曲げ試験の方法は,JIS Z 2248による押曲げとし,曲げ角度は,90°とする。
なお,曲げ試験に当たっては,圧接面を2個の支え間の中央に位置させなければならない。
9.2.4
曲げ試験用ジグ
曲げ試験に用いるジグは,図1による。また,曲げ半径は,JIS G 3112による。
L=2r+3d
ここに, L :2個の支え間の距離(mm)
r :曲げ半径(mm)
d :平行部径(mm)
図1−曲げ試験に用いるジグ
6
Z 3881:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10 判定基準
技術検定は,次の外観試験及び曲げ試験に合格しなければならない。
a) 外観試験 全ての試験材の外観に著しい不良がない場合を合格とする。
b) 曲げ試験 全ての試験片が9.2.3に定めた曲げ角度まで圧接面で折損しない場合を合格とする。