Z3703: 2004 (ISO 13916:1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本溶接協会(JWES)/財団法人日
本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調
査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 13916:1996,Welding−Guidance on
the measurement of preheating temperature, interpass temperature and preheat maintenance temperatureを基礎とし
て用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
Z3703: 2004 (ISO 13916:1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 定義 ······························································································································ 1
3. 要求事項 ························································································································ 1
3.1 測定位置 ······················································································································ 1
3.2 測定時期 ······················································································································ 2
3.3 測定器具 ······················································································································ 2
4. 測定報告 ························································································································ 3
5. 測定報告の記載例 ············································································································ 3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3703:2004
(ISO 13916:1996)
溶接−予熱温度,パス間温度及び
予熱保持温度の測定方法の指針
Welding−Guidance on the measurement of preheating temperature,
interpass temperature and preheat maintenance temperature
序文 この規格は,1996年に第1版として発行されたISO 13916:1996,Welding−Guidance on the
measurement of preheating temperature, interpass temperature and preheat maintenance temperatureを翻訳し,技術
的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,溶融溶接を行うときの予熱温度,パス間温度及び予熱保持温度の測定方法に
ついて規定する。この規格は,他の適用可能な溶接方法の場合について準用してもよい。この規格は,溶
接後熱処理温度の測定には適用しない。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 13916:1996, Welding−Guidance on the measurement of preheating temperature, interpass
temperature and preheat maintenance temperature (IDT)
2. 定義 この規格で用いる主な用語の定義は,次による。
a) 予熱温度(Tp) 溶接実施直前の溶接する部分の温度。
b) パス間温度(Ti) 多層溶接において次のパスを溶接する直前の溶接金属及び近接する母材の温度。
c) 予熱保持温度(Tm) 溶接を中断するときに保持しなければならない溶接部の温度。
3. 要求事項
3.1
測定位置 測定位置と測定の要点は,次による。
a) 温度は,通常,被溶接物(workpiece)の溶接作業者側の面で測定する。
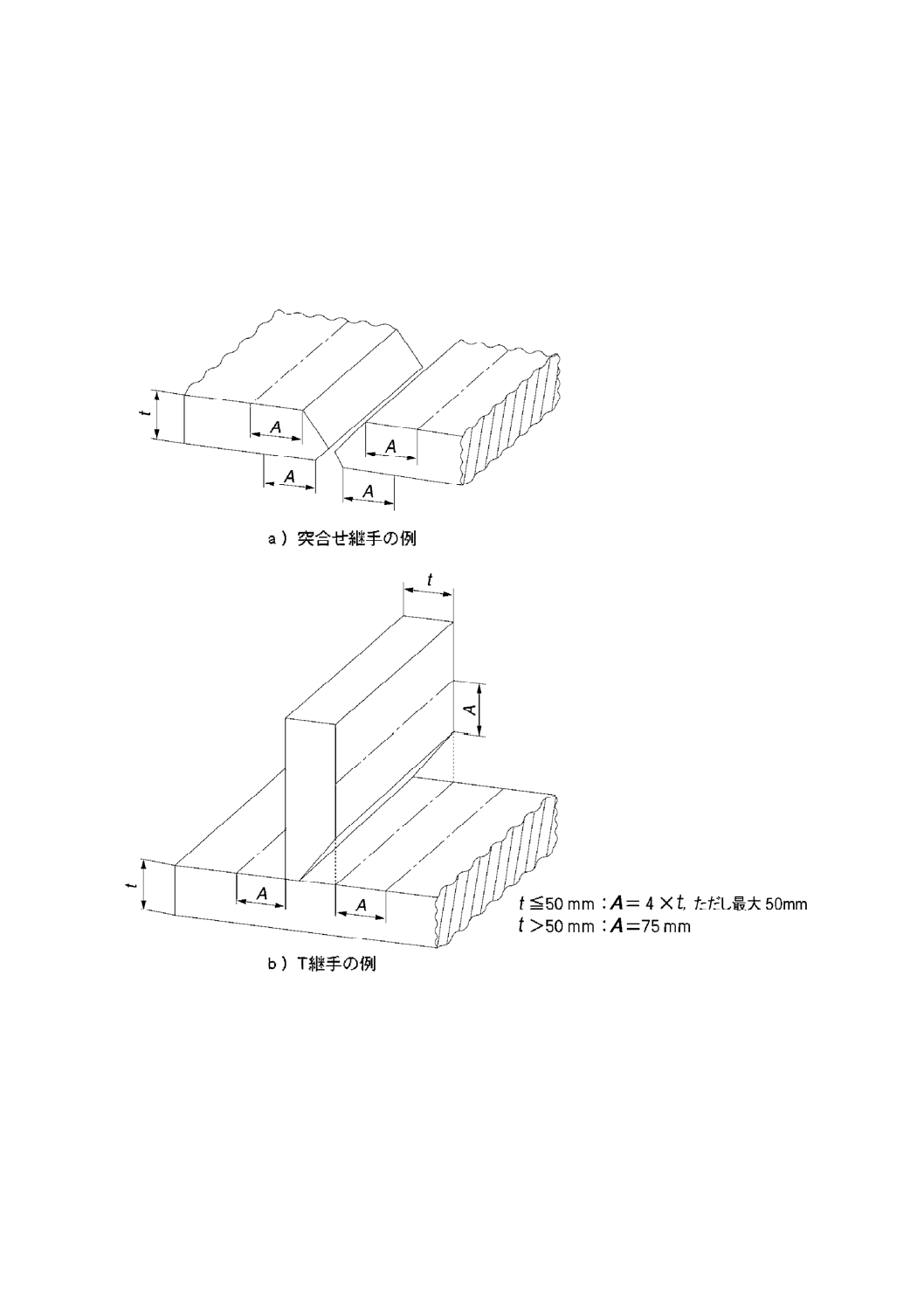
b) 予熱温度及び予熱保持温度は,被溶接物の板厚tが50 mm以下の場合は,溶接開先の縁からA(=4×t)
の位置で,かつ,50 mmを超えない位置で測定しなければならない(図1参照)。板厚が50 mmを超
える場合は,開先から少なくとも75 mm離れた位置,又は当事者間の合意が得られた位置で測定しな
ければならない。
パス間温度の測定は,溶接金属又はそれに近接した母材上で行わなければならない。
参考 パス間温度の測定における近接とは,図1のAを10 mm以下とするのが一般的である。
c) 温度測定は,できるだけ加熱の反対側の面で行う。加熱側で測定するときには,熱源を取り外して,
2
Z3703: 2004 (ISO 13916:1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
母材板厚に応じて温度が均一になる時間後に行わなければならない。
d) 固定式加熱器を使用し,かつ,温度測定が反対側の面でできない場合には,加熱側の溶接開先近傍の
母材表面で測定する。
e) 温度の測定は,温度が均一になった後,行わなければならない。温度が均一になるまでに要する時間
は,母材板厚25 mm当たり2分間とする。
図 1 予熱温度及び予熱保持温度の測定位置
3.2
測定時期 予熱温度は溶接開始前に,またパス間温度は,アークの通過前に測定しなければならな
い。予熱保持温度が規定されている場合は,溶接中断中においても温度を監視しなければならない。
3.3
測定器具 温度測定器具は,溶接施工要領書(welding procedure specifications)で定めておく。例え
ば,次のものがある。
3
Z3703: 2004 (ISO 13916:1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 感温材[例えば,温度チョーク(crayons),示温ペイント(paints)など](TS)
− 接触式表面温度計(CT)
− 熱電対(TE)
− 非接触式表面温度計(TB)
4. 測定報告 測定報告が要求されている場合は,この規格を参照し,溶接施工要領書に従って次の項目
のうち適用するものについて報告しなければならない。
− 予熱温度の測定値(℃)
− パス間温度の測定値(℃)
− 予熱保持温度の測定値(℃)
− この規格に規定されていない項目を適用している場合は,その項目
5. 測定報告の記載例 測定報告の記載は,次による。
a) 例1 この規格に基づき,予熱温度Tpを接触式表面温度計(CT)を用いて1回測定し,155 ℃(Tp 155)
であったときの記載は,
温度 JIS Z 3703 − Tp 155 − CT
測定器具
予熱温度の測定値(℃)
適用規格
b) 例2 この規格に基づき,パス間温度Tiを熱電対(TE)を用いて複数回測定し,130 ℃,153 ℃及び
160 ℃(Ti 130/160)であったときの記載は,
温度 JIS Z 3703 − Ti 130/160 − TE
測定器具
パス間温度の測定値の最小/最大(℃)
適用規格