Z 3700:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 被後熱処理部の母材の種類の区分 ························································································ 1
5 後熱処理方法の種類 ·········································································································· 1
6 後熱処理における厚さ ······································································································· 2
6.1 加熱速度及び冷却速度の決定に用いる厚さ ·········································································· 2
6.2 熱処理の保持時間及び有効加熱幅の決定に用いる厚さ ··························································· 2
7 後熱処理温度及び保持時間 ································································································· 2
8 後熱処理の加熱速度及び冷却速度 ························································································ 3
9 後熱処理方法 ··················································································································· 3
9.1 炉内加熱による後熱処理方法 ··························································································· 3
9.2 局部加熱による後熱処理方法 ··························································································· 3
10 記録 ····························································································································· 4
Z 3700:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申
出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3700:1987は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
Z 3700:2009
溶接後熱処理方法
Methods of post weld heat treatment
序文
この規格は,1980年に制定され,その後1987年に改正された後,改正されずに今日に至っている。し
かし,規定内容の一部が,最近の関連規格及び知見と異なる個所があるので改正を行った。
なお,対応国際規格は,現時点で制定されていない。
1
適用範囲
この規格は,炭素鋼及び低合金鋼の溶接後熱処理(以下,後熱処理という。)方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0201 鉄鋼用語(熱処理)
JIS G 0203 鉄鋼用語(製品及び品質)
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3040 溶接施工方法の確認試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS G 0201,JIS G 0203,JIS Z 3001-1及びJIS Z 3001-2による
ほか,次による。
3.1
有効加熱幅
局部加熱による後熱処理において,表1若しくは表2に規定する温度,又は受渡当事者間の協定による
最低保持温度以上に加熱されている幅。
4
被後熱処理部の母材の種類の区分
母材の種類の区分(P番号及びグループ番号)は,JIS Z 3040の付表1(母材の区分)による。
5
後熱処理方法の種類
後熱処理方法の種類は,次のいずれかによる。
a) 炉内加熱による後熱処理方法 被熱処理物の全部又は一部を,加熱炉の中で,所定温度で所定時間熱
2
Z 3700:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
処理する方法。
b) 局部加熱による後熱処理方法 被熱処理物の溶接部を中心とした所定の範囲を,帯状電気ヒータ,高
周波誘導コイルなどの加熱装置で,所定温度で所定時間熱処理する方法。
6
後熱処理における厚さ
6.1
加熱速度及び冷却速度の決定に用いる厚さ
加熱速度及び冷却速度の決定に用いる厚さは,後熱処理で加熱される部分の構成部材の最大厚さとする。
6.2
熱処理の保持時間及び有効加熱幅の決定に用いる厚さ
熱処理の保持時間及び有効加熱幅の決定に用いる厚さは,次の溶接部の厚さとする。ただし,余盛の厚
さは含まない。
a) 完全溶込み突合せ溶接で母材が同じ厚さの場合には,母材の呼び厚さ。
b) 部分溶込み溶接の場合は,開先の深さ。また,両側から部分溶込み溶接の場合は,開先の深さの和。
c) 開先溶接の場合には,開先の深さ。
d) すみ肉溶接の場合には,のど厚。
e) すみ肉溶接と開先溶接とを併用している場合には,開先の深さ又はすみ肉ののど厚のいずれか大きい
厚さ。
f)
スタッド溶接の場合には,スタッド直径。
g) 厚さが異なる部材を溶接する場合には,溶接部の厚さで最も大きい厚さ。
h) 補修溶接では,その補修溶接の深さ。
i)
クラッド鋼又は耐食金属が肉盛溶接された部材を溶接する場合には,母材の厚さに合せ材又は肉盛の
厚さを加えた厚さ。
7
後熱処理温度及び保持時間
後熱処理温度及び保持時間は,次による。
a) 後熱処理における最低保持温度及び最小保持時間は,母材の区分に応じて表1による。
b) 母材の区分がP-1,P-3,P-9A及びP-9Bの鋼材で,材料又は構造上から表1の温度に保持することが
適切でない場合には,受渡当事者間の協定によって,最低保持温度を下回る温度で後熱処理を行って
もよい。この場合の保持温度及び最小保持時間は,表2による。
c) 最小保持時間は,連続する時間でもよく,断続的に後熱処理を行った合計時間でもよい。
d) 保持時間中は,被加熱部全体にわたる温度差を85 ℃以下とする。
なお,被加熱部は,過度の酸化が生じないよう注意しなければならない。
e) 二つの異なるP番号及びグループ番号の材料を溶接する場合の後熱処理は,必要とする後熱処理温度
の高い材料に対する規定による。
f)
焼入焼戻し鋼(調質高張力鋼)の場合の保持温度は,通常,焼戻し温度を超えてはならない。ただし,
焼戻し温度を低く設定し,後熱処理で最終の焼戻しを行う場合はこの限りではない。
g) 熱加工制御 (TMCP) で製造された鋼材及び焼入焼戻し鋼(調質高張力鋼)で焼戻し温度が表1の最低
保持温度より低い場合,最低保持温度及び最小保持時間は,表1又は表2によらず受渡当事者間の協
定によってもよい。
3
Z 3700:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
後熱処理の加熱速度及び冷却速度
425 ℃以上の温度における被加熱部の加熱速度及び冷却速度は,次による。
なお,加熱及び冷却中は,被加熱部の各部における5 mの範囲において150 ℃以上の温度差があっては
ならない。
a) 加熱の場合 Rl≦220×25/t ただし,最大220 ℃/hで,55 ℃/hより小さくする必要はない。
b) 冷却の場合 R2≦280×25/t ただし,最大280 ℃/hで,55 ℃/hより小さくする必要はない。
ここに,
R1: 加熱速度(℃/h)
R2: 冷却速度(℃/h)
t: 厚さ(mm)(6.1による。)
9
後熱処理方法
9.1
炉内加熱による後熱処理方法
9.1.1
加熱装置
加熱装置の種類及び形式は,箇条7,箇条8及び9.1.2に規定する条件に適合するものとする。
9.1.2
後熱処理の手順及び条件
炉内加熱による後熱処理の手順及び条件は,次による。
a) 被加熱部を加熱炉に入れる。その時の炉内温度は,425 ℃未満とする。
b) 通常,被熱処理物全体を一度に炉に入れることとするが,一度に炉に入れることができない場合は,
二度以上に分けて行ってもよい。ただし,この場合,加熱の重なる部分は,1.5 m以上とする。炉外に
出る部分は,温度こう配を緩やかにし,材質に有害な影響を与えないようにしなければならない。
c) 425 ℃以上の温度においては,箇条8に規定する加熱速度及び冷却速度で,被加熱部の加熱及び冷却
を行う。
d) 後熱処理における保持温度及び保持時間は,箇条7による。
e) 被加熱部を炉から取り出す。その時の炉内温度は,425 ℃未満とする。
9.1.3
温度の測定
加熱炉による後熱処理における温度の測定は,通常,被加熱部を対象として熱電対によって自動的に測
定する。被加熱物の温度分布を確認するために,大きさに従って,適切な数の熱電対を取り付け,その間
隔は,すべての方向で5 m未満でなくてはならない。ただし,炉内温度で加熱部の各部の温度を推定でき
る場合には,炉内温度で代用してもよい。
9.2
局部加熱による後熱処理方法
9.2.1
加熱装置
加熱装置の種類及び形式は,箇条7,箇条8及び9.2.2に規定する条件に適合するものとする。
9.2.2
後熱処理の手順及び条件
局部加熱による後熱処理の手順及び条件は,次による。
a) 被加熱部(有効加熱幅を含む加熱範囲)と加熱されない部分との温度こう配を緩やかにし,新たな熱
応力の発生及び材質に有害な影響を与えないようにしなければならない。
b) 加熱範囲は,溶接部の最大幅から両側に溶接部の厚さのそれぞれ2倍以上の範囲が有効加熱幅となる
大きさとしなければならない。
c) 425 ℃以上の温度における加熱速度及び冷却速度は,箇条8による。
d) 後熱処理において有効加熱幅部に対する保持温度及び保持時間は,箇条7による。ただし,温度保持中,
4
Z 3700:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
又は加熱及び冷却中は,有効加熱幅全体にわたって一様な温度になるようにし,かつ,加熱範囲全体
にわたってできる限り温度こう配が少ないようにしなければならない。
9.2.3
温度の測定
局部加熱による後熱処理における温度の測定は,溶接部の中央及び両側止端部から2 t[tは,6.2に規定
する厚さ(mm)]の位置に熱電対を付け,温度を測定し,有効加熱幅の大きさが,規定に適合していること
を確認しなければならない。また,溶接線方向の温度分布を確認するため,溶接線に沿って適切な数の熱
電対を取り付け,その間隔は,5 m未満でなければならない。
10 記録
後熱処理を行った場合には,次の事項を記録しなければならない。
a) 事前に設定した熱処理の仕様
b) 加熱装置の種類及び形式
c) 温度の計測方法(被加熱部の温度又は炉内温度)
1) 被加熱部の温度の場合は,熱電対の取付位置
2) 炉内の温度の場合は,炉内温度と対象物の温度との関係を示す記録
d) 被加熱部を加熱炉に入れる時の炉内温度
e) 保持温度及び保持時間(自動的に計測,記録した被加熱部又は炉内の温度−時間のグラフ)
f)
加熱速度及び冷却速度(自動的に計測,記録した被加熱部又は炉内の温度−時間のグラフ)
g) 被加熱部を加熱炉から取り出す時の炉内温度
h) その他必要な事項
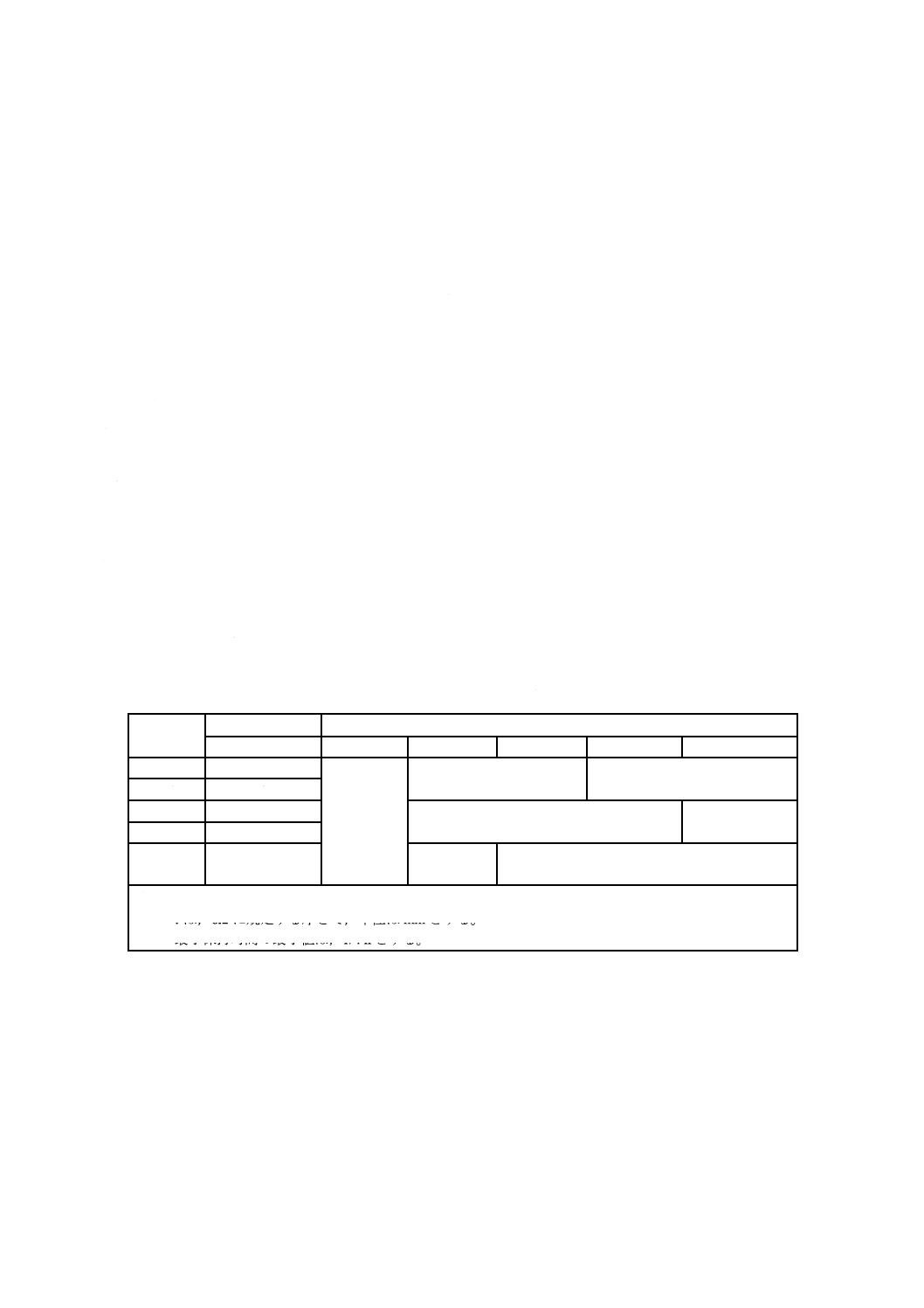
表1−後熱処理の温度及び時間
母材の区
分a)
最低保持温度
溶接部の厚さt b) に対する最小保持時間c) h
℃
t≦6
6<t≦25
25<t≦50
50<t≦125
125<t
P-1
595
1/4
t/25
2+(t−50)/100
P-3
595
P-4
650
t/25
5+(t−125)/100
P-5
675
P-9A
P-9B
595
t/25
1+(t−25)/100
注a) 表中に規定していない材料については,受渡当事者間の協定による。
b) tは,6.2に規定する厚さで,単位はmmとする。
c) 最小保持時間の最小値は,1/4 hとする。
5
Z 3700:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
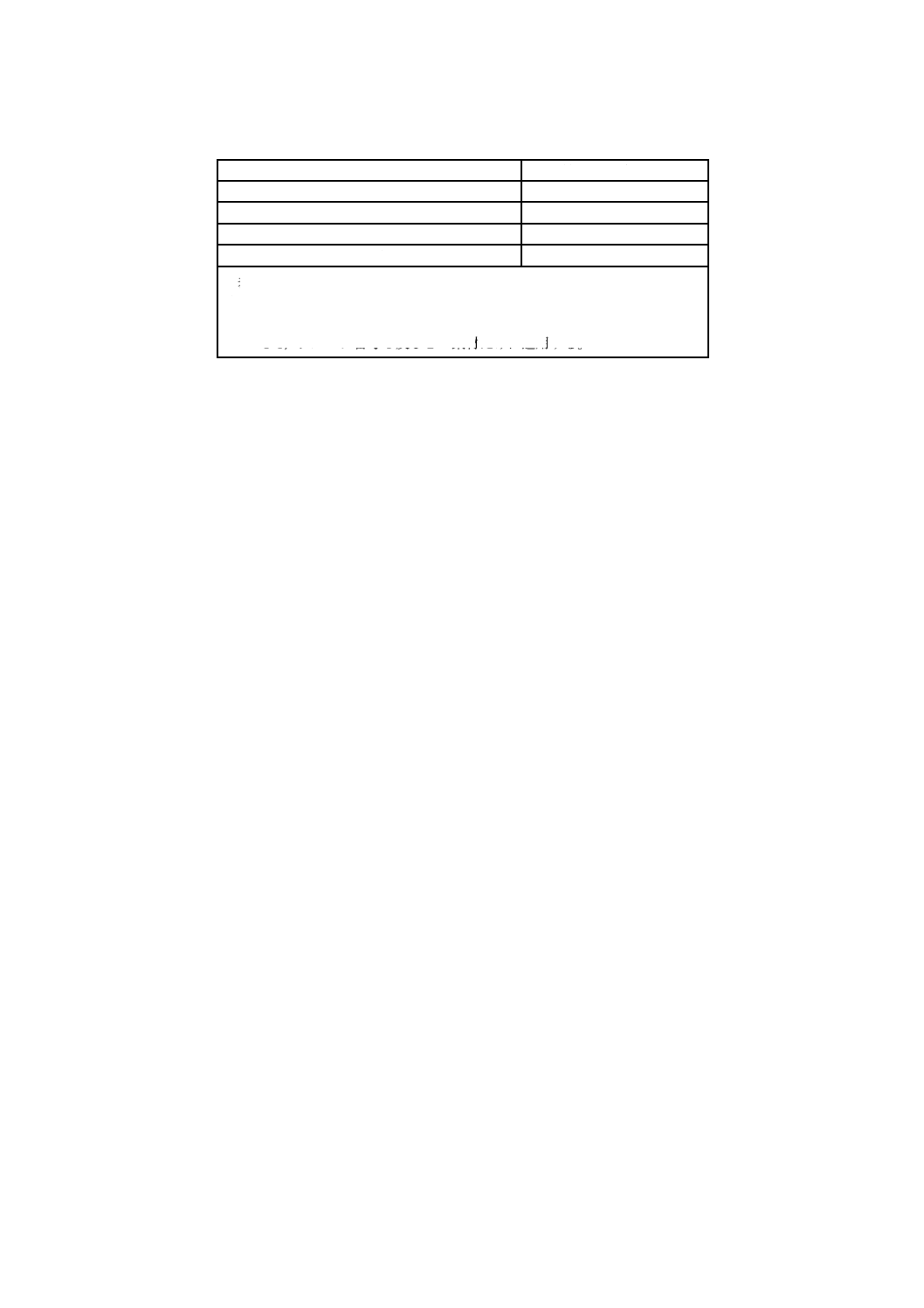
表2−保持温度の低減に対する保持時間
規定の保持温度から低減する温度 ℃
最小保持時間a) h
28
2
56
4
84 b)
10
112 b)
20
表中の値の中間の値は,比例法によって計算する。
注a) 最小保持時間hは,厚さ25 mm以下に対する時間とする。
なお,25 mmを超える厚さについては,25 mm当たり1/4 hを加える。
b) P-1,グループ番号1及び2の鋼材だけに適用する。