2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3621-1992
ろう付作業標準
Recommended practice for brazing
1. 適用範囲 この規格は,炭素鋼,合金鋼,銅,銅合金などの厚さ3.2mm以下の板及び管のろう付作業
標準について規定する。
備考 この規格の引用規格を,付表1に示す。
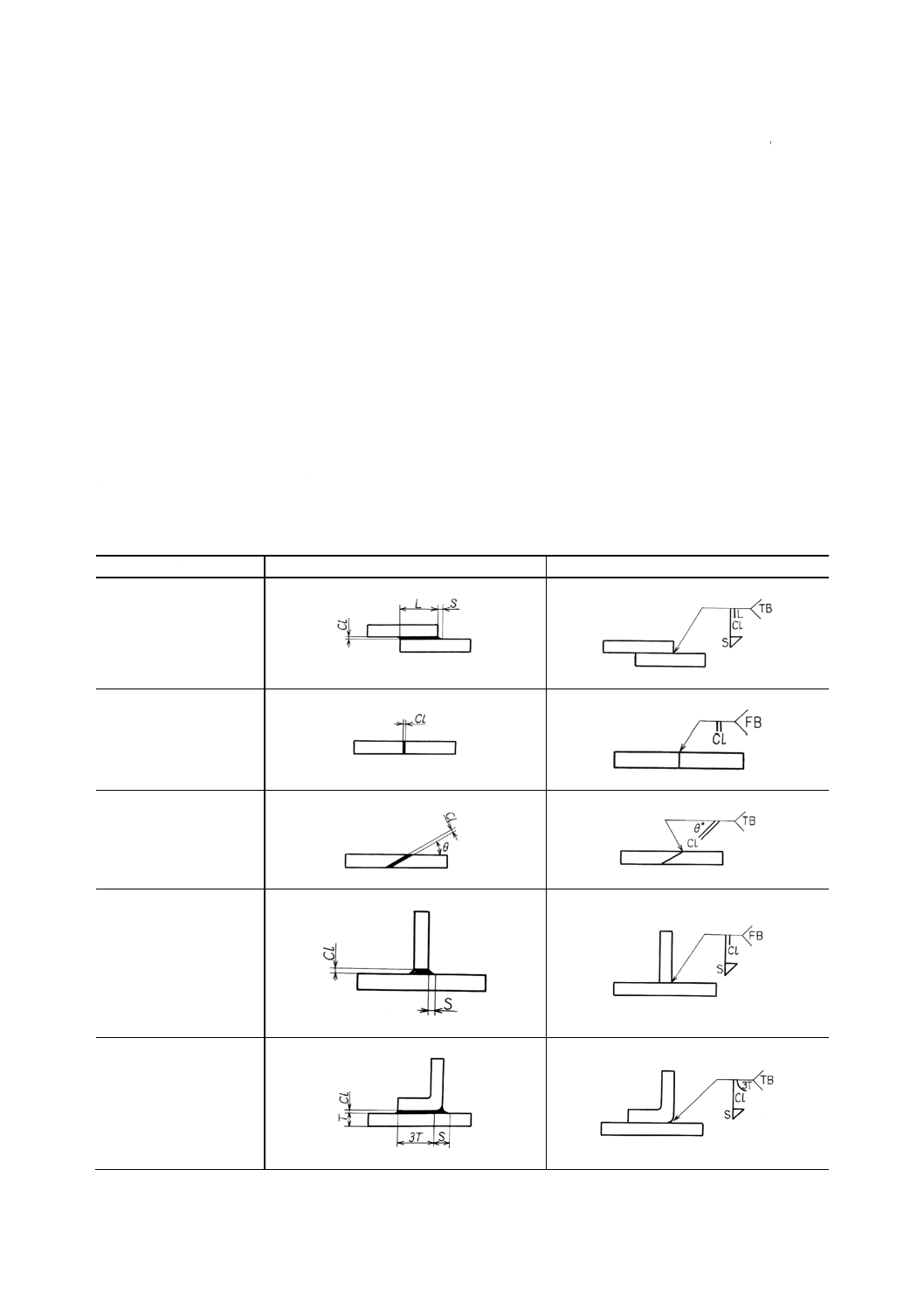
2. ろう付継手の記号表示及びろう付方法の記号 ろう付継手の記号表示は,表1による。
また,ろう付方法の記号は,表2による。
表1 ろう付継手の記号表示
用語
実際のろう付継手
記号表示
重ね継手
突合せ継手
スカーフ継手
T継手
フレア・フランジ継手
2
Z 3621-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
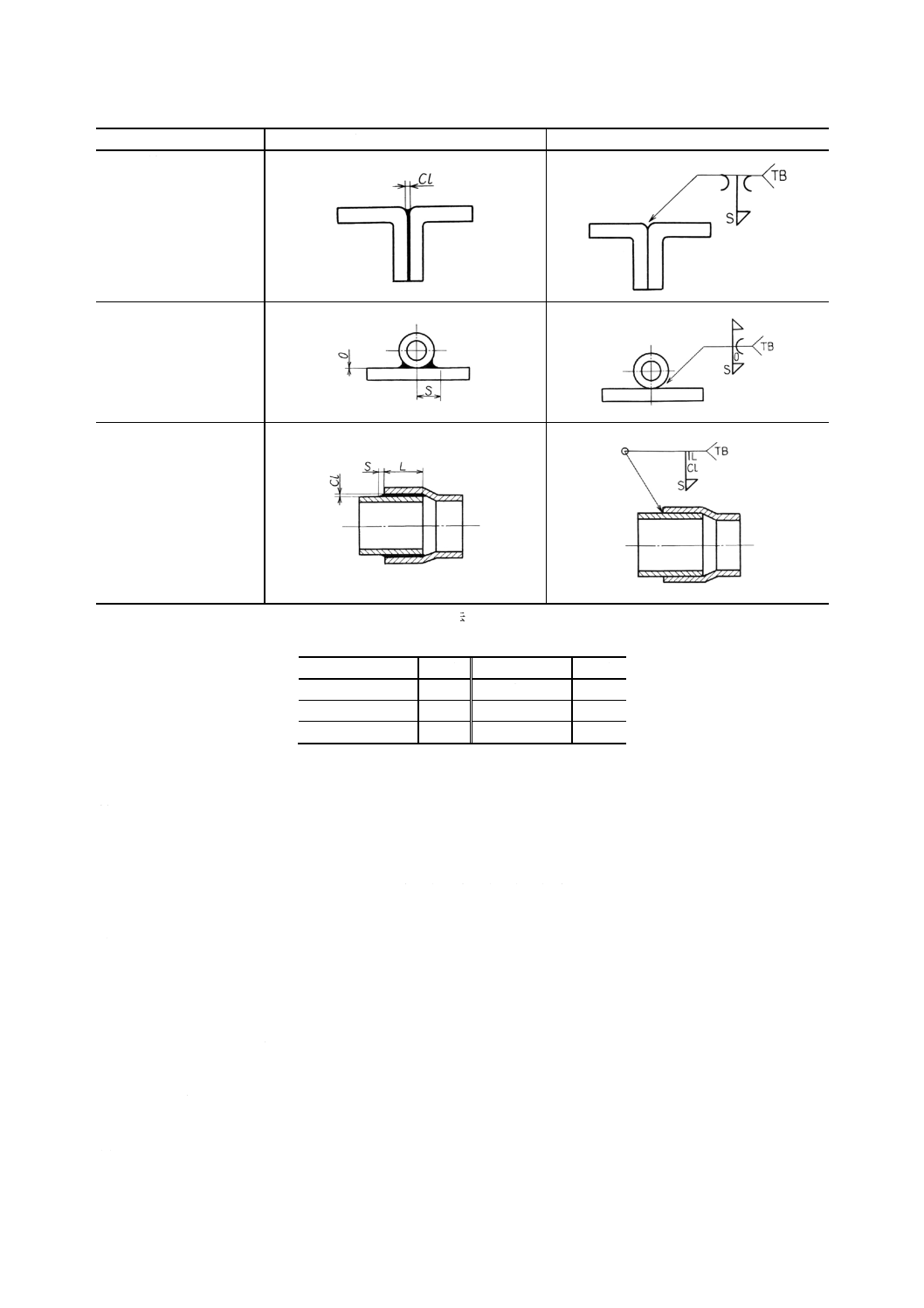
用語
実際のろう付継手
記号表示
フレア継手
線接触継手
管継手
備考 Cl:すきま L:重ねしろ S:フィレット寸法 θ:スカーフ角度
表2 ろう付方法の記号
ろう付方法
記号
ろう付方法
記号
トーチろう付
TB
赤外線ろう付
IRB
炉内ろう付
FB
抵抗ろう付
RB
誘導加熱ろう付
IB
真空ろう付
VB
3. ろう付作業者 ろう付作業を行う者は,ろう付に関する知識と経験をもつとともに,特にトーチろう
付に関しては,原則としてJIS Z 3891の試験に合格した者でなければならない。
4. 母材
4.1
母材の種類 ろう付に用いる母材は,炭素鋼,合金鋼,銅,銅合金などで,JIS G 3131, JIS G 3141, JIS
G 3441, JIS G 4304, JIS G 4305, JIS H 3100及びJIS H 3300に規定するもの又はこれらに相当するものとす
る。
4.2
母材の取扱い 母材は,ろう付に影響を及ぼすような有害なきず,さび,汚れなどに注意しなけれ
ばならない。
5. ろう付加熱装置及び機器
(1) 加熱装置は,ろう付部を一様に加熱できるもので,加熱温度及び加熱時間を適切に制御できるもので
なければならない。
また,母材の材質,形状,寸法,ろうの種類などに適したものを選ばなければならない。
(2) 炎加熱機器を用いる場合は,JIS B 6801又はこれと同等以上の性能をもつものとする。
3
Z 3621-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. ろう及びフラックス
(1) ろうは,母材の材質及び用途によって,JIS Z 3261, JIS Z 3262, JIS Z 3264, JIS Z 3265, JIS Z 3266, JIS Z
3267及びJIS 3268に規定するもの又はこれらに相当するものを用いる。
(2) フラックス又は雰囲気は,母材の材質,ろうの種類,ろう付方法などによって,紛末状,ペースト状,
液状,ガス状,不活性雰囲気,還元雰囲気などの中から適切なものを用いる。ただし,りん銅ろうを
用いて銅をろう付するときは,フラックスを用いない場合がある。
(3) ろうは,さび,異物など,ろう付に有害な欠陥のあるものを用いてはならない。
(4) ろう及びフラックスは,吸湿,変質などに注意して保管しなければならない。
(5) ろうの必要量は,すきまを満たし,フィレットを形成することなどを考慮して,決めなければならな
い。
7. ろう付準備
(1) 母材の材質,形状,寸法及び用途に適するろう付方法を決定し,加熱装置,機器,ジグ,固定具など
の整備をしなければならない。
ジグ及び固定具の材料は,ろう付温度及びろう付方法に応じて,耐火れんが,セラミックス,グラ
ファイト,耐熱鋼など適切なものを用いる。
(2) ろう及びフラックスは,ろう付方法,作業能率などから,適切な形状,寸法のものを選ばなければな
らない。
(3) ろう付面は,必要に応じて酸,アルカリなどで清浄にするか,グラインダ,やすり,研摩紙などの機
械的な方法で清浄にするか,又はアルコール,アセトン,その他の有機溶剤,界面活性剤,水,温水
などで脱脂,洗浄し,清浄にする。
なお,有機溶剤の使用については,取扱いに十分注意しなければならない。
(4) ろう付継手のすきまは,ろう付温度における熱膨張を考慮して,適正な寸法に設定する。
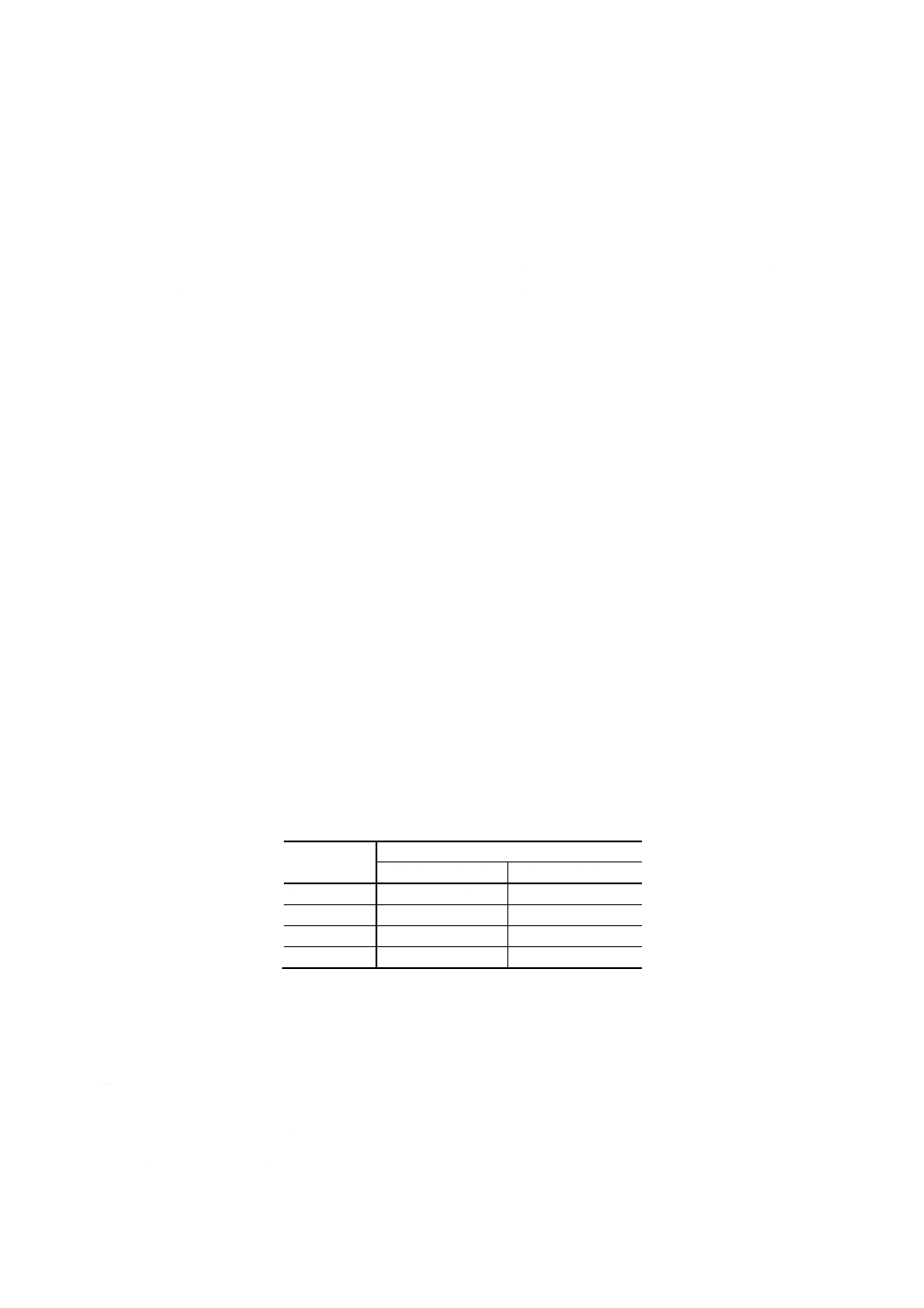
参考 ろう付温度における推奨すきまは,参考表1による。
参考表1 ろう付温度における推奨すきま
単位 mm
ろう材
母材
炭素鋼及び合金鋼
銅及び銅合金
銅ろう
0.05以下
−
黄銅ろう
0.05〜0.25
0.05〜0.40
りん銅ろう
−
0.05〜0.25
銀ろう
0.05〜0.25
0.05〜0.25
8. ろう付上の注意事項
(1) 十分なろう付強度を得るためには,必要に応じてろう付面積を表1の重ね継手のように,母材の断面
積よりも大きくすることが望ましい。
(2) 母材の形状によって,加熱によって空気及び発生ガスの膨張がある場合には,ろう回りに支障を生じ
ないように空気抜き穴をつけなければならない。
(3) フラックスを用いる場合は,ろう付面及びその周辺に,あらかじめフラックスを均等に塗布してから
組合せをしなければならない。
4
Z 3621-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 置きろう付の際は,あらかじめろうの必要量を計算して,最も有効な形状に成形したろうを用いる。
(5) ろう付作業に当たっては,ろう及びフラックスの種類,母材の形状,寸法,ろう付条件の選定などに
留意し,ろう回り不足やボイドの発生を防がなければならない。
(6) 加熱に際しては,継手部全面が均熱されるような加熱方法をとらなければならない。
(7) ろう付によって,母材の性質が変化する場合を考慮する。
(8) 加熱温度は,一般にJIS Z 3261, JIS Z 3262, JIS Z 3264, JIS Z 3265, JIS Z 3266及びJIS Z 3267に記載
されたろう付温度(参考値)を参考とする。
(9) ろう付方法が置きろう,差しろうのいずれの場合でも,ろう付部以外にろうが流れ出ないように,ろ
うの量に注意しなければならない。
(10) ろう付中に母材,すきまなどが動かないように注意し,適切な支持方法をとらなければならない。
(11) ろう付継手は,ろう回りが十分で,使用上有害な欠陥がなく,ろう付部の外観を損なわないようにし
なければならない。
(12) ろう付中の母材,ろう付部などの異常を早期に発見し,直ちに対策をたてなければならない。
9. ろう付後の処理
(1) ろう付後は,残さを温水,水などで十分に洗い落とすか,又は機械的方法で取り除かなければならな
い。
(2) 特に酸洗いを必要とする場合は,ろうを溶解しないように注意しなければならない。
また,継手に酸が残らないようにアルカリ溶液で中和し,水洗いを十分に行わなければならない。
(3) ろう付後加熱の必要がある場合は,ろうの溶融温度(固相線温度)を考慮し,ろうの再溶融を避けな
ければならない。
(4) ろう付終了後は,残さ及びフィレットの状態,形状,寸法,ピンホール,ろう回り,割れ並びにひず
みの発生状況を確認し,必要に応じて適切な処置をしなければならない。
10. 検査 ろう付終了後,ろう付部の欠陥の有無を外観試験,気密試験などの適切な方法で検査しなけれ
ばならない。
11. 記録 ろう付後,製品名又は品番,ろう付方法,継手形状,母材,前処理,ろう,フラックス又は雰
囲気,及び加熱方法を記録しなければならない。
12. 安全衛生 ろう付作業を行う場合には,特に次の点について留意しなければならない。
(1) 手及び目を熱及び光から保護するために,JIS T 8113, JIS T 8141及びJIS T 8142に規定された手袋及
びめがね又はこれらに準じる適切な保護具を用いなければならない。
(2) ろう付の際,フラックス及び溶融したろうが発生するガス及びヒュームの排除を行わなければならな
い。
(3) 作業場は,良好なろう付が行えるように,清潔で換気装置などの設備が整備され,作業が安全に行え
るところでなければならない。
5
Z 3621-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1 引用規格
JIS B 6801 手動ガス溶接器
JIS G 3131 熱間圧延軟鋼板及び鋼帯
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 3441 機械構造用合金鋼鋼管
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS H 3100 銅及び銅合金の板及び条
JIS H 3300 銅及び銅合金継目無管
JIS T 8113 溶接用かわ製保護手袋
JIS T 8141 しゃ光保護具
JIS T 8142 溶接用保護面
JIS Z 3261 銀ろう
JIS Z 3262 銅及び黄銅ろう
JIS Z 3264 りん銅ろう
JIS Z 3265 ニッケルろう
JIS Z 3266 金ろう
JIS Z 3267 パラジウムろう
JIS Z 3268 真空用貴金属ろう
JIS Z 3891 銀ろう付技術検定における試験方法及び判定基準
6
Z 3621-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
有 賀 正
東海大学工学部
恩 沢 忠 男
東京工業大学工学部
光 川 寛
通商産業省基礎産業局
池 田 要
工業技術院標準部
金 井 昭 男
神奈川県工業技術試験所
雀 部 謙
科学技術庁金属材料技術研究所
山 本 博 信
株式会社徳力本店
玉 谷 英 樹
石福金属興業株式会社
乾 昌 弘
乾庄貴金属化工株式会社
佐 川 隆 明
田中貴金属工業株式会社
橋 本 謙 三
橋本貴金属工業株式会社
堀 仁
水野ハンディー・ハーマン株式会社
宇都宮 真
三菱電機株式会社
近 藤 康 夫
三菱重工業株式会社
杉 山 貞 夫
株式会社東芝
堀 泰 治
東京ラジエター製造株式会社
松 忠 男
東京ブレイズ株式会社
小田島 勝 男
株式会社日立製作所
池 原 平 晋
社団法人日本溶接協会