Z 3423:2006
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本溶接協会(JWES)/財団法人日
本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調
査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 14344:2002,Welding and allied
processes−Flux and gas shielded electrical welding processes−Procurement guidelines for consumablesを基礎と
して用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS Z 3423には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
Z 3423:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 原材料の識別 ·················································································································· 2
4.1 溶接材料構成金属の識別 ································································································· 2
4.2 被覆剤の識別 ················································································································ 2
4.3 充てんフラックスの識別 ································································································· 2
4.4 サブマージアーク溶接用フラックスの識別 ·········································································· 3
5. ロットサイズ ·················································································································· 3
5.1 ソリッド系溶接材料のロットサイズ··················································································· 3
5.2 フラックス入り溶接材料のロットサイズ············································································· 3
5.3 被覆アーク溶接棒のロットサイズ······················································································ 3
5.4 サブマージアーク溶接用フラックスのロットサイズ ······························································ 4
6. 試験スケジュール ············································································································ 4
7. 証明 ······························································································································ 6
7.1 製造業者による証明 ······································································································· 6
7.2 中間供給者による証明 ···································································································· 6
7.3 第三者機関による証明 ···································································································· 6
附属書(参考)JISと対応する国際規格との対比表 ····································································· 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3423:2006
溶接材料の調達指針
Procurement guidelines for welding consumables
序文 この規格は,2002年に第1版として発行されたISO 14344,Welding and allied processes−Flux and gas
shielded electrical welding processes−Procurement guidelines for consumablesを翻訳し,技術的内容を変更して
作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格を変更している事項である。変更の一覧
表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,適用する溶接材料の日本工業規格(以下,JISという。)とともに用い,受渡
当事者間で使用する調達文書に含むべき,溶接材料の種類,ロットサイズ及び試験スケジュールについて,
選定の指針を規定する。ただし,シールドガス及び溶接用副資材(裏当て材など。)には,適用しない。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 14344:2002,Welding and allied processes−Flux and gas shielded electrical welding processes
−Procurement guidelines for consumables (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001 溶接用語
JIS Q 1000 適合性評価―製品規格への自己適合宣言指針
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3001によるほか,次による。
a) ドライバッチ(dry batch) 一つの混合容器で1回に混合される乾燥原材料の量。液体バインダがド
ライバッチに混合されると,ウエットミックスになる。ドライバッチはもっと少量に分割してもよい。
その分割したものに液体バインダを添加すると,その分割したものと同数のウエットミックスができ
る。
b) ドライブレンド(dry blend) 二つ又はそれ以上のドライバッチからなり,それぞれのドライバッチ
から比例的に組み合わされ,混合容器で混合されたもの。これによって,あたかも各原材料全量が初
めから一つの大形容器で混合されたものと同じような,全原材料が均一に分散されたより多い量が生
産される。ドライブレンドは,ドライバッチの場合のように単独に用いてもよいし,より少量に分割
してもよい。これらに液体バインダを添加すると,一つ又は複数のウエットミックスとなる。
c) ウエットミックス(wet mix) 液体バインダ及びドライバッチ又はドライブレンドの全量若しくはそ
2
Z 3423:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の一部との組合せであって,一つの混合容器内で同時に混合されたもの。
d) ヒート(heat) ソリッド系溶接材料(融合インサート,ソリッドワイヤ,溶加棒及び帯状電極),フ
ラックス入り溶接材料(フラックス入りワイヤ,フラックス入り溶加棒及びフラックス入り帯状電極)
の外皮(管又は帯鋼)及び被覆アーク溶接棒用心線に用いる金属(以下,溶接材料構成金属という。)。
金属を融解し精練する方法によって,次に示すいずれかがある。
1) 平炉,電気炉,転炉などのように,製造に際して単一の炉を使い,スラグ−メタル反応又はガス−
メタル反応を起こして融解させた融解物から得られる金属。
2) 制御雰囲気又は真空中での誘導溶解のように,製造に際して単一の炉を使い,決定的な化学反応が
起こらないようにした同じ溶解条件の下で,1バッチ分の金属及び合金原料を中断させることなく
融解させた融解物から得られる金属。それぞれの融解物は材料購入者(溶接材料製造者)が承認す
る化学成分範囲に適合するものとする。
3) 消耗電極を使った再溶解のように,連続的に溶解及び鋳造をして製造する工程で単一の炉を使い,1
本以上の消耗電極を使って同じ再溶解条件の下で,1バッチ分の金属及び合金原料を中断させるこ
となく再融解させた融解物から得られる金属。それぞれの融解物は材料購入者(溶接材料製造者)
が承認する化学成分範囲に適合するものとする。
4. 原材料の識別
4.1
溶接材料構成金属の識別 溶接材料構成金属の識別は,次による。
a) ヒート番号 ヒート番号によって識別される溶接材料構成金属は,単一ヒートの金属から生じる物質
からなるものとする。
b) 管理された化学成分 化学成分によって識別される溶接材料構成金属は,化学分析用に試料を採取し
た一種以上のヒートのミルコイルからなるものとする。各試料の分析結果は,その材料に関する製造
業者の組成限界以内に入っていなければならない。接合を認めないミルコイルは,一端からだけ試料
を採取すればよい。接合を認めるコイルは,両端から試料を採取しなければならず,コイル当たりの
接合部は一つを超えてはならない。
4.2
被覆剤の識別 被覆アーク溶接棒の製造において用いる被覆剤の識別は,次のいずれかによる。
a) ウエットミックス ウエットミックスによって識別される被覆剤は,溶接棒の各ロットに対して単一
のウエットミックスからなるものとする。
b) 管理された化学成分 化学成分によって識別される被覆剤は,一つ以上のウエットミックスからなり,
そのロットに含まれるすべてのウエットミックスが同等品であることを保証するために,心線に被覆
される前後に十分な試験を受けるものとする。これらの試験は,化学分析を含み,その結果は,製造
業者の許容範囲内に入らなければならない。試験方法及び試験結果は,記録されなければならない。
4.3
充てんフラックスの識別 フラックス入り溶接材料(フラックス入りワイヤ,フラックス入り溶加
棒及びフラックス入り帯状電極)の製造において,内部に充てんされるフラックス及び金属粉末(以下,
充てんフラックスという。)の識別は,次のいずれかによる。
a) ドライブレンド ドライブレンドによって識別される充てんフラックスは,単一のドライバッチ又は
ドライブレンドからなるものとする。
b) 管理された化学成分 化学成分によって識別される充てんフラックスは,一つ以上のドライブレンド
からなり,そのロットに含まれるすべてのドライブレンドが同等品であることを保証するため十分な
試験を受けるものとする。これらの試験は,化学分析を含み,その結果は,製造業者の許容範囲内に
3
Z 3423:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
入らなければならない。試験方法及び試験結果は,記録されなければならない。
4.4
サブマージアーク溶接用フラックスの識別 サブマージアーク溶接において用いられるフラックス
の識別は,その製造方法によって,次による。
a) ボンドフラックス サブマージアーク溶接に用いるボンドフラックスの識別は,4.2に準じる。
b) 溶融フラックス サブマージアーク溶接に用いる溶融フラックスの識別は,4.3に準じる。
5. ロットサイズ
5.1
ソリッド系溶接材料のロットサイズ ソリッド系溶接材料(融合インサート,ソリッドワイヤ,溶
加棒及び帯状電極)のロットサイズは,次による。
a) クラスS1 ソリッド系溶接材料のクラスS1のロットサイズは,製造業者の社内規格に定められた基
準の量である。
b) クラスS2 ソリッド系溶接材料のクラスS2のロットサイズは,単一のヒート[4.1 a)]又は管理され
た化学成分[4.1 b)]によって識別された材料から,連続24時間以内に製造された単一の分類,寸法,
形状及び剛性(temper)で,45 tを超えない量である。
c) クラスS3 ソリッド系溶接材料のクラスS3のロットサイズは,単一のヒート[4.1 a)]から連続した
製造サイクルで製造された単一寸法の量である。
d) クラスS4 ソリッド系溶接材料のクラスS4のロットサイズは,単一のヒート[4.1 a)]又は管理され
た化学成分[4.1 b)]によって識別された材料から,連続した製造サイクルで製造された単一の分類,
寸法,形状及び剛性で,45 tを超えない量である。
5.2
フラックス入り溶接材料のロットサイズ フラックス入り溶接材料(フラックス入りワイヤ,フラ
ックス入り溶加棒及びフラックス入り帯状電極)のロットサイズは,次による。
a) クラスT1 フラックス入り溶接材料のクラスT1のロットサイズは,製造業者の社内規格に定められ
た基準の量である。
b) クラスT2 フラックス入り溶接材料のクラスT2のロットサイズは,ヒート番号[4.1 a)]又は管理さ
れた化学成分[4.1 b)]によって識別された管又は帯鋼から連続24時間以内に製造された単一の分類
及び寸法で,45 tを超えない量である。充てんフラックスの成分の識別は,4.3 a)又は4.3 b)に規定す
るとおりである。
c) クラスT3 フラックス入り溶接材料のクラスT3のロットサイズは,4.1 a)に定義する単一ヒート及び
3.に規定する識別された単一のドライバッチ又は単一のドライブレンドの充てんフラックスから製造
された量である。充てんフラックスの成分の識別は,4.3 a)に規定するとおりである。
d) クラスT4 フラックス入り溶接材料のクラスT4のロットサイズは,ヒート番号[4.1 a)]又は管理さ
れた化学成分[4.1 b)]によって識別された管又は帯鋼から,連続した製造サイクルで製造された単一
の分類及び寸法で,45 tを超えない量である。充てんフラックスの成分の識別は,4.3 a)又は4.3 b)に
規定するとおりである。
5.3
被覆アーク溶接棒のロットサイズ 被覆アーク溶接棒のロットサイズは,次による。
a) クラスC1 被覆アーク溶接棒のクラスC1のロットサイズは,製造業者の社内規格に定められた基準
の量である。
b) クラスC2 被覆アーク溶接棒のクラスC2のロットサイズは,連続24時間以内に製造された単一の
分類及び寸法で,45 tを超えない量である。
c) クラスC3 被覆アーク溶接棒のクラスC3のロットサイズは,ウエットミックス[4.2 a)]又は管理さ
4
Z 3423:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
れた化学成分[4.2 b)]によって識別された被覆剤及びヒート番号[4.1 a)]又は管理された化学成分
[4.1 b)]によって識別された心線から連続24時間以内に製造された単一の分類及び寸法で,45 tを
超えない量である。
d) クラスC4 被覆アーク溶接棒のクラスC4のロットサイズは,ウエットミックス[4.2 a)]及び単一ヒ
ートの心線[4.1 a)]から製造された単一の分類及び寸法の量である。
e) クラスC5 被覆アーク溶接棒のクラスC5のロットサイズは,単一のドライブレンド[3.b)]の混合
被覆剤及び単一ヒートの心線[4.1 a)]から製造された単一の分類及び寸法の量である。
5.4
サブマージアーク溶接用フラックスのロットサイズ サブマージアーク溶接用フラックスのロット
サイズは,次による。
a) クラスF1 サブマージアーク溶接用フラックスのクラスF1のロットサイズは,製造業者の社内規格
に定められた基準の量である。
b) クラスF2 サブマージアーク溶接用フラックスのクラスF2のロットサイズは,一つの生産計画に基
づいて,同一組合せの原材料から製造される量である。
6. 試験スケジュール 試験スケジュールは,表1及び次に示す項目から購入者が選択するものとする。
購入者が指定しない場合には,スケジュール1を適用する。
a) スケジュール1 試験スケジュールは,製造業者の社内規格による。文書による要求に応じて,“供給
製品は,適用する溶接材料のJISに従って試験を行ったとき,適用するそれらの規格の要求事項に適
合する。”という記述及びその規格の方法によって試験を行ったとき,材料の代表的特性の概要を提出
するものとする。ロットサイズは,製造業者の社内規格による。
b) スケジュール2 注文書の日付に先立つ12か月以内に製造した製品の1製造工程から得た材料に関す
る試験結果を提出するものとする。試験結果には,適用する溶接材料のJISにおける該当種類に関し
て規定されたすべての試験結果を含むものとする。ロットサイズは,製造業者の社内規格による。
c) スケジュール3 出荷される各ロットの化学分析は,製造業者によって実施されなければならない。
分析は,適用する溶接材料のJIS中の該当種類に対して規定された成分を含むものとする。ロットサ
イズは,5.で掲げる事項の中から購入者が指定するものとする。
d) スケジュール4 製造業者は,出荷する各ロットについて,表2で要求している試験結果を提出する
ものとする。ロットサイズは,5.で掲げる事項の中から購入者が指定するものとする。
e) スケジュール5 製造業者は,出荷する各ロットについて,適用する溶接材料のJIS中の該当種類に
ついて規定している,すべての試験の結果を提出するものとする。ロットサイズは,5.で掲げる事項
の中から購入者が指定するものとする。
f)
スケジュール6 適用する溶接材料のJISに要求された試験のうち,任意の項目のほかに,又はその
項目の代わりに購入者はその他の試験(規定された熱処理後の試験など)を要求することができる。
その場合には,購入者は常に,実施すべき具体的な試験,使用すべき手順,適合すべき要求事項及び
報告すべき結果を指定するものとする。ロットサイズは,5.で掲げる事項から購入者が指定するもの
とする。
5
Z 3423:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
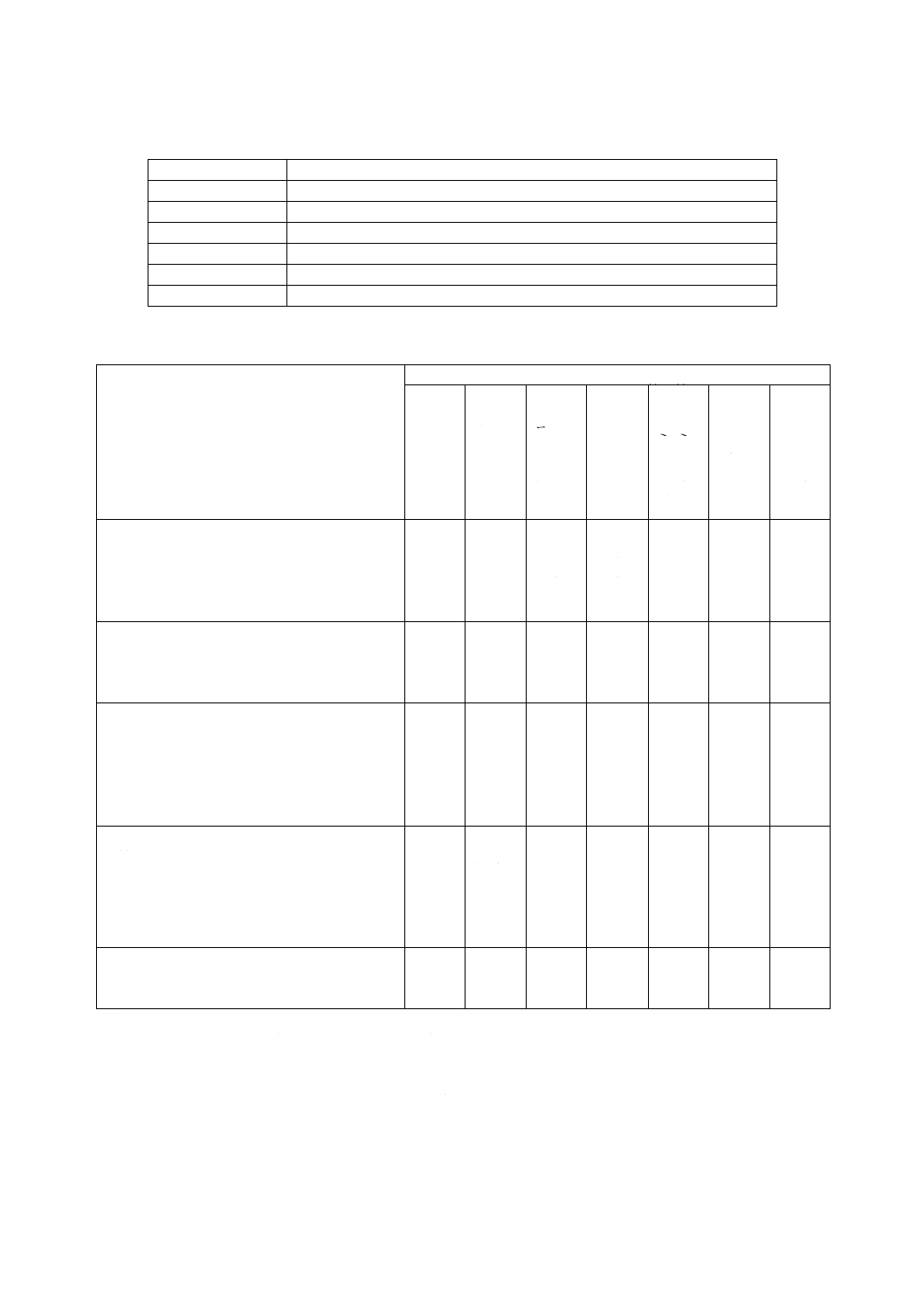
表 1 試験スケジュール
スケジュール
要求事項
1
製造業者が社内規格に規定した試験スケジュール
2
注文書日付に先立つ12か月以内の製造工程品からの試験
3
出荷されるロットについて化学分析だけ
4
出荷されるロットについて表2で要求する試験
5
出荷されるロットについて適用する溶接材料のJISで要求する全試験
6
出荷されるロットについて購入者が要求する試験
表 2 スケジュール4で必要な試験
製品種別
合金グループ,(1),(2)
細
粒
鋼
炭
素
鋼
低
合
金
鋼
高
張
力
鋼
耐
熱
鋼
ス
テ
ン
レ
ス
鋼
ニ
ッ
ケ
ル
合
金
ニ
ッ
ケ
ル
及
び
ア
ル
ミ
ニ
ウ
ム
合
金
ア
ル
ミ
ニ
ウ
ム
及
び
銅
及
び
銅
合
金
マ
グ
ネ
シ
ウ
ム
合
金
マ
グ
ネ
シ
ウ
ム
及
び
ソリッドワイヤ及び溶加棒
・ガスシールドアーク溶接用
・プラズマアーク溶接用
・エレクトロガスアーク溶接用
1,2,
3,4
*
1,2,
3,4
*
1
*
1
*
1,4
1
1
ソリッドワイヤ,帯状電極,フラックス入りワ
イヤ及びフラックス入り帯状電極
・サブマージアーク溶接用
1
1
1
1
−
−
−
ソリッドワイヤ,帯状電極,フラックス入りワ
イヤ及びフラックス入り帯状電極並びにフラ
ックスの組合せ
・サブマージアーク溶接用
・エレクトロスラグ溶接用 (3)
1,2,
3,4,
5
1,2,
3,4,
5
1,6
−
−
−
−
フラックス入りワイヤ及びフラックス入り溶
加棒
・ガスシールドアーク溶接用
・セルフシールドアーク溶接用
・エレクトロガスアーク溶接用 (3)
1,2,
3,4,
5
1,2,
3,4,
5
1,6
1,2,
4
−
−
−
被覆アーク溶接棒
1,2,
3,4,
5
1,2,
3,4,
5
1,6
1,2,
4
1,4
1,4
−
注(1) この表で要求する試験は,特定の種類に対して適用する溶接材料のJISによって要求されるときだけ実施する
ものとする。試験は適用する規格に従って実施する。一つの電流値及び電源極性による試験でもよい。
(2) 試験の記号は,次による。
1:分析試験 2:引張試験
3:衝撃試験 4:健全性試験(X線)
5:拡散性水素試験 6:フェライト量試験(適用される場合)
*:融合インサート材を含む。
(3) 拡散性水素試験は,エレクトロスラグ溶接及びエレクトロガスアーク溶接の場合には,適用しない。
6
Z 3423:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 証明 製品が適用する溶接材料のJISに適合することの証明は,製造業者,中間供給者又は第三者機
関によって行うことができる。ただし,製造業者又は中間供給者が証明を行う場合には,JIS Q 1000に基
づく自己適合宣言書を裏付けとしなければならない。
参考 ISO 14344では,証明者はISO 9001の認証を保有していることが求められている。
7.1
製造業者による証明 製造業者は,出荷する製品がその規格の要求事項に適合していることを,適
用する溶接材料のJISに従って製品に表示を行うことによって証明する。この証明は,製品がこれらの要
求事項に適合することを,製造業者が立証することができる品質保証プログラムによって行う。
このプログラムには,品質計画,文書管理,審査,検査,試験,試験結果の証明,検査・計測機器管理
及び不適合品管理を含むものとする。さらに,このプログラムは,全活動の監査についても含み,必要な
是正策の立案及び実施に備える。。
7.2
中間供給者による証明 製品の製造について完全な機能をもたない中間供給者が,適用する溶接材
料のJISに従って製品に表示を行うことによって,出荷する製品がその規格の要求事項に適合しているこ
とを証明する場合,この組織の品質保証プログラムは,要求される全データについて製造業者からのトレ
ーサビリティが維持され,利用できなければならない。
このプログラムには,品質計画,文書管理,試験,試験結果の証明,検査・計測機器管理及び不適合品
管理を含むものとする。さらに,このプログラムは,全活動の監査についても含み,必要な是正策の立案
及び実施に備える。
7.3
第三者機関による証明 証明は,第三者機関自身が必要な試験を実施して結果を出してもよいし,
又は製造業者若しくは中間供給者が行う試験に立会ってもよい。いずれの場合においても,第三者機関は,
製造業者又は中間供給者の品質保証プログラムを監査する必要がある。
7
Z 3423:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
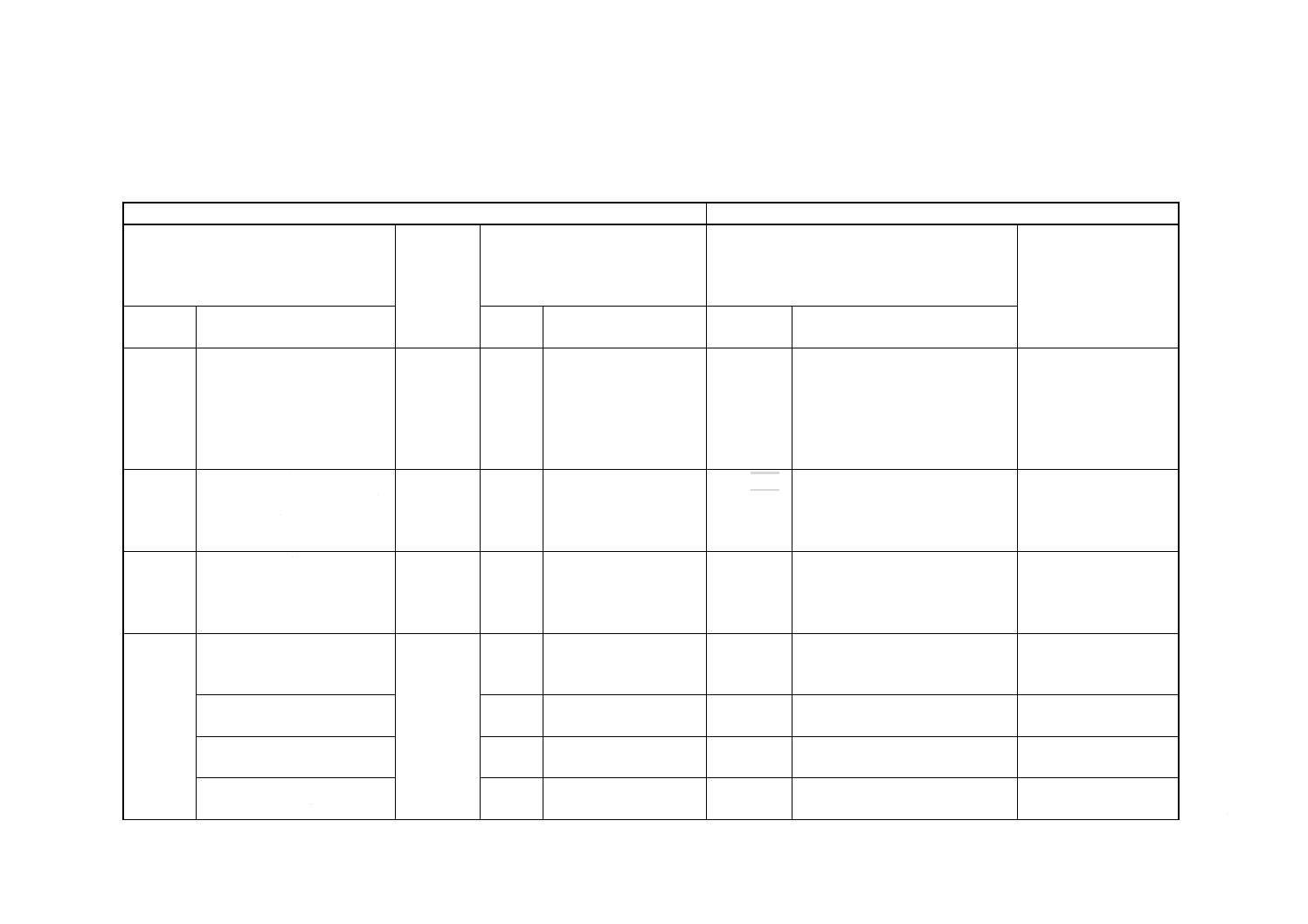
附属書(参考)JISと対応する国際規格との対比表
JIS Z 3423:2006 溶接材料の調達指針
ISO 14344:2002 溶接材料の調達基準
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごとの
評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との
技術的差異の理由及び今
後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1. 適用
範囲
適用する溶接材料のJISとと
もに用いて,調達する溶接材
料の種類,ロットサイズ,試
験スケジュールを規定。
ISO 14344
1
ISO又は他の溶接材料
規格とともに用いて,
調達する溶接材料の種
類,ロットサイズ,試
験スケジュールを規
定。
MOD/変更
溶接材料の規格をJISに置き換え
た。
国内ではJIS材料が多
く用いられているため
JISに置き換えた。実質
的な差異はない。
2. 引用
規格
JIS Z 3001 溶接用語
JIS Q 1000 適合性評価―製
品規格への自己適合宣言指針
2
ISO 9001
MOD/変更
7. 証明 でISO 9001の規定を
削除したことによって,引用規格
からも削除し,代わりにJIS Q
1000を引用した。
−
3. 定義
JIS Z 3001以外に,ドライバ
ッチ,ドライブレンド,ウエ
ットミックス及びヒートにつ
いて定義。
3
ドライバッチ,ドライ
ブレンド,ウエットミ
ックス及びヒートにつ
いて定義。
MOD/追加
他のJISに合わせてJIS Z 3001を
追加した。
定義であるため実質的
な差異はない。
4. 原材
料の識別
4.1 溶接材料構成金属の識
別
4.1
4.2
4.3
一般
ヒートナンバー
管理された化学成分
MOD/変更
構成上の変更を行った。
実質的な差異はない。
4.2 被覆剤の識別
4.4
被覆剤の識別
IDT
−
−
4.3 充てんフラックスの識
別
4.5
充てんフラックスの識
別
IDT
−
−
4.4 サブマージアーク溶接
用フラックスの識別
−
規定されていない。
MOD/追加
ISO 14344に規定がないために追
加した。
ISO 14344の次回改正
時に提案する。
2
Z
3
4
2
3
:
2
0
0
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
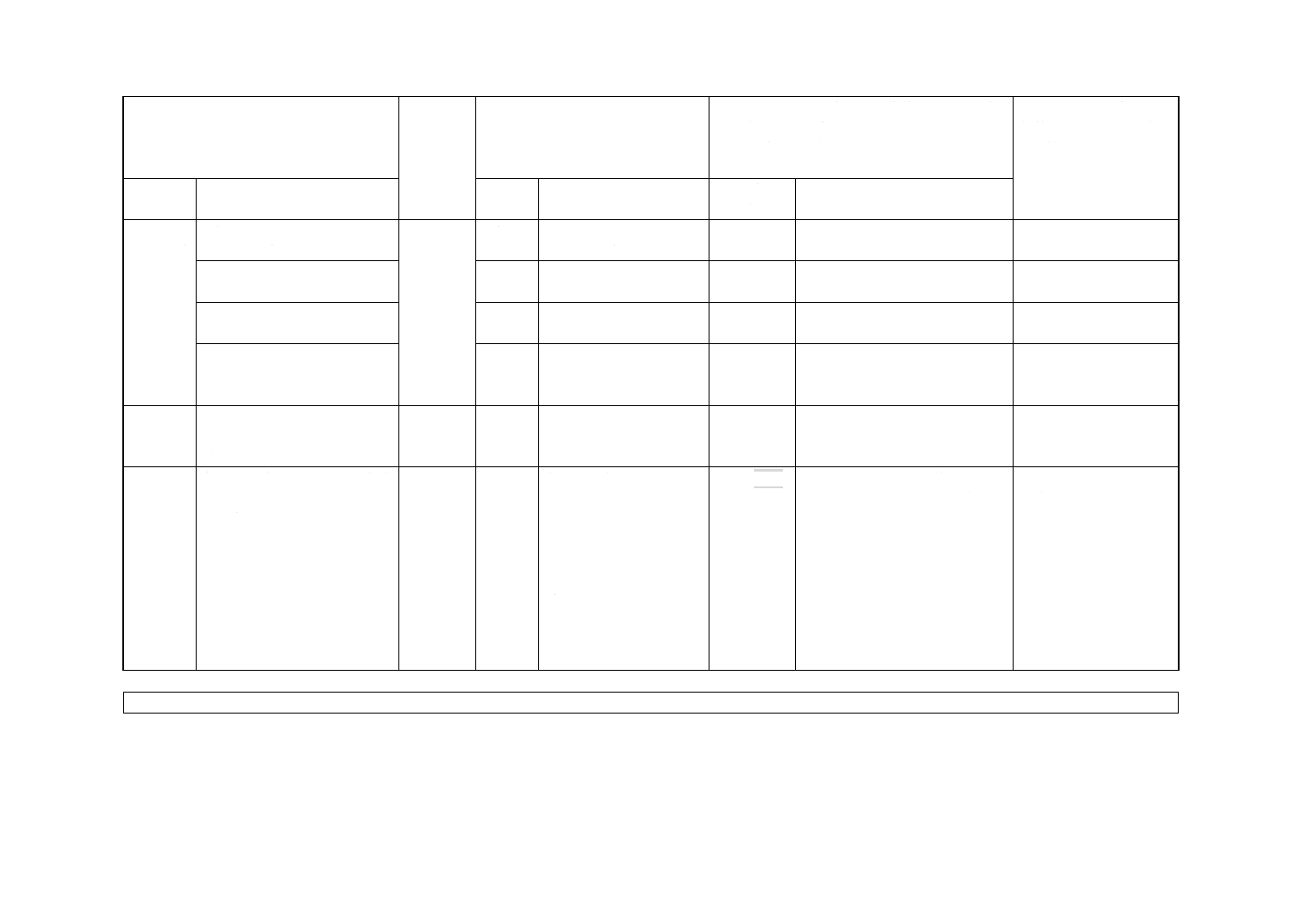
Z 3423:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5. ロッ
トサイズ
5.1 ソリッド系溶接材料のロ
ットサイズ
5.1
ソリッド系溶接材料のロ
ットサイズ
IDT
−
−
5.2 フラックス入り溶接材料
のロットサイズ
5.2
フラックス入り溶接材料
のロットサイズ
IDT
−
−
5.3 被覆アーク溶接棒のロッ
トサイズ
5.3
被覆アーク溶接棒のロッ
トサイズ
IDT
−
−
5.4 サブマージアーク溶接用
フラックスのロットサイズ
5.4
サブマージアーク溶接用
フラックスのロットサイ
ズ
IDT
−
−
6. 試験
スケジュ
ール
購入者が指定する試験スケジ
ュールを1〜6について規定す
る。
6
購入者が指定する試験ス
ケジュールを1〜6につ
いて規定する。
IDT
−
−
7. 証明
製品が,適用するJISに合致
することの証明について規
定。製造者又は中間供給者が
証明を行う場合には,JIS Q
1000に基づく自己適合宣言書
の裏付けを必要とする。
7
製品が,適用するISOに
合致することの証明につ
いて規定。また,証明者
は少なくともISO 9001
の認証を保有している必
要がある,と規定してい
る。
MOD/変更
ISO 14344では“証明者は少なく
ともISO 9001の認証を保有して
いる必要がある”と規定されて
いたが,ISO 9001認証以外にも
我が国ではJIS工場があること
から,この記述を削除した。
ただし,新JISマーク制度の主旨
を活かすべく,JIS Q 1000を適
用することによって一定の歯止
めとした。
ISO規格の見直しの際
提案を検討。
JISと国際規格との対応の程度の全体評価:MOD
2
Z
3
4
2
3
:
2
0
0
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
Z 3423:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。