Z 3400:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 適用上の注意事項 ············································································································· 2
5 品質要求事項の適切な水準の選択 ························································································ 3
6 この規格を補完するために,QMSにおいて考慮が必要な要素 ·················································· 4
附属書A(参考)附属書B,附属書C及び附属書Dの選択基準 ···················································· 5
附属書B(規定)金属材料の融接に関する品質要求事項−包括的品質要求事項 ································· 6
B.1 適用範囲 ······················································································································ 6
B.2 用語及び定義 ················································································································ 6
B.3 この附属書の使用について ······························································································ 6
B.4 要求事項のレビュー及びテクニカルレビュー ······································································ 6
B.4.1 一般·························································································································· 6
B.4.2 要求事項のレビュー ····································································································· 7
B.4.3 テクニカルレビュー ····································································································· 7
B.5 下請負 ························································································································· 7
B.6 溶接要員 ······················································································································ 8
B.6.1 一般·························································································································· 8
B.6.2 溶接技能者及び溶接オペレータ ······················································································ 8
B.6.3 溶接管理技術者 ··········································································································· 8
B.7 検査要員及び試験要員 ···································································································· 8
B.7.1 一般·························································································································· 8
B.7.2 非破壊試験要員 ··········································································································· 8
B.8 設備 ···························································································································· 8
B.8.1 製造及び試験の設備 ····································································································· 8
B.8.2 設備の仕様(description) ···························································································· 8
B.8.3 設備の適正 ················································································································· 9
B.8.4 新設備 ······················································································································· 9
B.8.5 設備の保守 ················································································································· 9
B.9 溶接及び関連業務 ·········································································································· 9
B.9.1 生産計画 ···················································································································· 9
B.9.2 溶接施工要領書 ·········································································································· 10
B.9.3 溶接施工法の承認 ······································································································· 10
B.9.4 作業指示書 ················································································································ 10
Z 3400:2013 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
B.9.5 文書の作成及び管理要領 ······························································································ 10
B.10 溶接材料 ··················································································································· 10
B.10.1 一般 ······················································································································· 10
B.10.2 バッチ試験 ·············································································································· 10
B.10.3 保管及び取扱い ········································································································ 10
B.11 母材の保管················································································································· 10
B.12 溶接後熱処理 ············································································································· 10
B.13 検査及び試験 ············································································································· 11
B.13.1 一般 ······················································································································· 11
B.13.2 溶接前の点検,検査及び試験 ······················································································ 11
B.13.3 溶接中の点検,検査及び試験 ······················································································ 11
B.13.4 溶接後の点検,検査及び試験 ······················································································ 11
B.13.5 検査及び試験の状態 ·································································································· 12
B.14 不適合及び是正処置 ···································································································· 12
B.15 計測,検査及び試験設備の校正及び妥当性確認 ································································· 12
B.16 識別及びトレーサビリティ ··························································································· 12
B.17 品質記録 ··················································································································· 12
附属書C(規定)金属材料の融接に関する品質要求事項−標準的品質要求事項 ································ 14
C.1 適用範囲 ····················································································································· 14
C.2 用語及び定義 ··············································································································· 14
C.3 この附属書の使用について ····························································································· 14
C.4 要求事項のレビュー及びテクニカルレビュー ····································································· 14
C.4.1 一般 ························································································································ 14
C.4.2 要求事項のレビュー···································································································· 14
C.4.3 テクニカルレビュー···································································································· 15
C.5 下請負 ························································································································ 15
C.6 溶接要員 ····················································································································· 15
C.6.1 一般 ························································································································ 15
C.6.2 溶接技能者及び溶接オペレータ ····················································································· 16
C.6.3 溶接管理技術者 ········································································································· 16
C.7 検査要員及び試験要員 ··································································································· 16
C.7.1 一般 ························································································································ 16
C.7.2 非破壊試験要員 ········································································································· 16
C.8 設備 ··························································································································· 16
C.8.1 製造及び試験の設備···································································································· 16
C.8.2 設備の仕様(description) ··························································································· 16
C.8.3 設備の適正及び保守···································································································· 17
C.9 溶接及び関連業務 ········································································································· 17
C.9.1 生産計画 ·················································································································· 17
Z 3400:2013
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
C.9.2 溶接施工要領書 ········································································································· 17
C.9.3 溶接施工法の承認 ······································································································ 17
C.9.4 作業指示書 ··············································································································· 17
C.10 溶接材料の保管及び取扱い ··························································································· 17
C.11 母材の保管 ················································································································ 18
C.12 溶接後熱処理 ············································································································· 18
C.13 検査及び試験 ············································································································· 18
C.13.1 一般 ······················································································································· 18
C.13.2 溶接前の点検,検査及び試験 ······················································································ 18
C.13.3 溶接中の点検,検査及び試験 ······················································································ 18
C.13.4 溶接後の点検,検査及び試験 ······················································································ 19
C.13.5 検査及び試験の状態 ·································································································· 19
C.14 不適合及び是正処置 ···································································································· 19
C.15 計測,検査及び試験設備の校正及び妥当性確認 ································································ 19
C.16 識別及びトレーサビリティ ··························································································· 19
C.17 品質記録 ··················································································································· 20
附属書D(規定)金属材料の融接に関する品質要求事項−基本的品質要求事項 ································ 21
D.1 適用範囲 ····················································································································· 21
D.2 用語及び定義 ··············································································································· 21
D.3 この附属書の使用について ····························································································· 21
D.4 要求事項のレビュー及びテクニカルレビュー ····································································· 21
D.5 下請負 ························································································································ 21
D.6 溶接要員 ····················································································································· 22
D.6.1 一般 ························································································································ 22
D.6.2 溶接技能者及び溶接オペレータ ····················································································· 22
D.7 検査要員及び試験要員 ··································································································· 22
D.7.1 一般 ························································································································ 22
D.7.2 非破壊試験要員 ········································································································· 22
D.8 設備 ··························································································································· 22
D.9 溶接及び関連業務 ········································································································· 22
D.10 溶接材料の保管及び取扱い ··························································································· 22
D.11 検査及び試験 ············································································································· 22
D.12 不適合及び是正処置 ···································································································· 22
D.13 品質記録 ··················································································································· 22
附属書E(規定)金属材料の融接に関する品質要求事項−品質要求事項の各水準に適合させるために遵守
する必要のある規格類 ·········································································································· 23
E.1 適用範囲 ····················································································································· 23
E.2 附属書B,附属書C及び附属書Dの品質要求事項の各水準に適合させるために遵守する必要のある
規格類 ······························································································································· 23
Z 3400:2013 目次
Z 3400:2013 目次
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
E.2.1 一般························································································································· 23
E.2.2 引用規格 ··················································································································· 23
E.2.3 適用性(applicability) ································································································ 26
附属書EA(参考)溶接管理技術者及び溶接検査技術者の適格性確認/教育スキームに関する指針 ······ 30
附属書F(参考)金属材料の融接に関する品質要求事項−この規格を実施する上での指針 ················· 31
F.1 適用範囲 ····················································································································· 31
F.2 略語 ··························································································································· 31
F.3 この規格の適用 ············································································································ 32
F.3.1 一般 ························································································································· 32
F.3.2 製品規格 ··················································································································· 32
F.3.3 購入者及び使用者 ······································································································· 32
F.3.4 JIS Q 9001に従った品質マネジメントシステム ································································ 32
F.3.5 JIS Q 9001以外の品質マネジメントシステム ··································································· 32
F.3.6 製造事業者 ················································································································ 32
F.4 この規格の製品規格への取込み ······················································································· 32
F.5 この規格と他の規格との併用 ·························································································· 33
F.6 文書化及び品質システム ································································································ 33
F.6.1 文書化 ······················································································································ 33
F.6.2 品質システム ············································································································· 33
F.7 品質要求事項の水準選択 ································································································ 36
F.8 製造における実施 ········································································································· 38
F.8.1 実施のための一般指針 ································································································· 38
F.8.2 組織 ························································································································· 40
F.9 この規格の特定箇条の解釈 ····························································································· 40
F.9.1 要求事項のレビュー及びテクニカルレビュー ··································································· 40
F.9.2 下請負 ······················································································································ 41
F.9.3 溶接管理(welding coordination) ·················································································· 41
F.9.4 設備 ························································································································· 43
F.9.5 溶接業務 ··················································································································· 44
F.9.6 母材の保管 ················································································································ 44
F.9.7 校正(calibration)及び妥当性確認(validation)······························································ 44
F.9.8 識別及びトレーサビリティ ··························································································· 45
F.10 評価及び認証 ·············································································································· 45
附属書FA(参考)溶接関連業務の管理のための文書例 ······························································· 46
附属書FB(参考)参考文献 ··································································································· 48
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 50
Z 3400:2013
(5)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3400:1999は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3400:2013
金属材料の融接に関する品質要求事項
Quality requirements for fusion welding of metallic materials
序文
この規格は,2005年に第2版として発行されたISO 3834-1,ISO 3834-2,ISO 3834-3,ISO 3834-4及び
2005年に第1版として発行されたISO 3834-5を基とし,技術的内容及び構成を変更して作成した日本工
業規格である。また,2007年に第1版として発行されたISO/TR 3834-6を附属書F(参考)としている。
なお,この規格で側線又は点線の下線を施した箇所は,対応国際規格を変更している箇所である。変更
の一覧表にその説明をつけて,附属書JAに示す。
1
適用範囲
この規格は,金属材料の融接に関する品質要求の3水準,すなわち包括的品質要求事項(附属書B),標
準的品質要求事項(附属書C),及び基本的品質要求事項(附属書D)に規定し,これらの水準のいずれか
を選択しなければならないかを規定している。
また,各品質要求事項に適合していることを明らかにするために遵守する必要のある規格類を附属書E
に規定している。
注記1 この規格は,全体的な品質マネジメントシステム(以下,QMSという。)に対する要求事項
を規定していない。しかしながら,箇条6はQMSの要素を明確にしており,それらはこの
規格を補完するものである。
注記2 製造事業者は,附属書B,附属書C及び附属書Dを,それぞれ単独で使用してもよいし,JIS
Q 9001と組み合わせて使用してもよい。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3834-1:2005,Quality requirements for fusion welding of metallic materials−Part 1: Criteria for
the selection of the appropriate level of quality requirements
ISO 3834-2:2005,Quality requirements for fusion welding of metallic materials−Part 2:
Comprehensive quality requirements
ISO 3834-3:2005,Quality requirements for fusion welding of metallic materials−Part 3: Standard
quality requirements
ISO 3834-4:2005,Quality requirements for fusion welding of metallic materials−Part 4: Elementary
quality requirements
ISO 3834-5:2005,Quality requirements for fusion welding of metallic materials−Part 5: Documents
with which it is necessary to conform to claim conformity to the quality requirements of ISO
3834-2, ISO 3834-3 or ISO 3834-4(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
2
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS Q 9000:2000 品質マネジメントシステム−基本及び用語
注記 対応国際規格:ISO 9000:2000,Quality management systems−Fundamentals and vocabulary(IDT)
JIS Q 9001 品質マネジメントシステム−要求事項
注記 対応国際規格:ISO 9001,Quality management systems−Requirements(IDT)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Q 9000:2000によるほか,次による。
3.1
設計仕様(design specification)
顧客若しくは代行機関,又は法規によって規定された製品に対する要求事項。
注記 製品に対する要求事項及び場合によっては関連工程に対する要求事項は,例えば,技術仕様書,
製品規格,施工基準,契約同意事項及び法令・規制要求事項の中に含めることができる。
3.2
適格性が確認された要員(qualified person)
力量及び知識が,教育,訓練及び/又は関連する実際的な経験によって獲得されている要員。
注記 力量及び知識のレベルを証明するために,適格性確認試験を要求してもよい。
3.3
溶接物(construction)
製品,構造物又はその他の溶接された物。
3.4
製造事業者(manufacturer),ファブリケータ(fabricator)
溶接による製造に責任のある個人又は組織。
3.5
下請負契約者(sub-contractor)
契約に基づいて製造事業者へ製品,サービス及び/又は業務を供給する者。
3.6
溶接オペレータ(welding operator)
自動又は全自動溶接を行う要員。
4
適用上の注意事項
この規格は金属材料の融接方法に適した品質要求事項を規定する。この規格の中に含む要求事項を他の
溶接方法に対して採用してもよい。これらの要求事項は,融接によって影響を受ける製品の品質面にだけ
関係し,特定の製品グループに限定しない。
この規格は,規定された品質の製品を生産する製造事業者の能力を証明する方法を規定する。
3
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この規格は,次に示す意図をもって作成された。
a) 製造される溶接物の種類を限定しない。
b) 工場及び/又は現地での溶接に対する品質要求を明示する。
c) 規定要求事項に適合する溶接物を製造する製造事業者の実現能力を記述するための指針を提供する。
d) 製造事業者の溶接実現能力を評価するための基本事項を提供する。
この規格は,規定された品質要求事項を満足する溶接物を製造するための製造事業者の実現能力の証明
が,次の一つ又はそれ以上において規定されている場合に適している。
− 仕様書
− 製品規格
− 法令・規制要求事項
この規格に含まれる要求事項は,全てを採用してもよいし,関係する溶接物へ適用できない場合は,製
造事業者が選択して削除してもよい。
この規格に含まれる要求事項は,次の例に示す溶接管理に対して,柔軟な枠組みとなっている。
例1 JIS Q 9001に従ったQMSを備えることを製造事業者に要求する仕様書において,特定の要求
事項を規定する場合。
例2 JIS Q 9001以外のQMSを備えることを製造事業者に要求する仕様書において,特定の要求事
項を規定する場合。
例3 融接に対するQMSを展開する製造事業者に対して,特定の指針を規定する場合。
例4 融接施工の管理を要求する仕様書,法規又は製品規格に対する詳細な要求事項を規定する場合。
5
品質要求事項の適切な水準の選択
品質要求事項の水準を規定する附属書B,附属書C及び附属書Dから適切な水準を選択する場合,製品
規格,仕様書,法規又は契約に従うことが望ましい。この規格は,様々な状況及び対象が種々異なって適
用されるので個々の状況に応じて,採用する品質要求事項の水準に関する確定的な規則を,この箇条にお
いては与えることができない。
この規格は様々な状況において適用することができる。製造事業者は,製品に関連する次の基準を基本
として,品質要求事項の異なった水準を規定する附属書B,附属書C及び附属書Dの中から一つを選択す
ることが望ましい。
− 安全性が重視される製品の重要度
− 製造の複雑さ
− 製造される製品の範囲
− 使用される異種材料の範囲
− 金属学的な問題の生じやすさの程度
− 製品機能に影響する製造不完全部(例えば,目違い,溶接変形又は溶接不完全部)の程度
特定の品質水準に対する適合性を証明する製造事業者は,追加の証明がなくても全ての下位水準の適合
性が達成されていると考えてもよい。例えば,包括的品質要求事項(すなわち,附属書B)に適合してい
る製造事業者は,標準的品質要求事項(すなわち,附属書C)及び基本的品質要求事項(すなわち,附属
書D)に対しても適合していると考えてもよい。
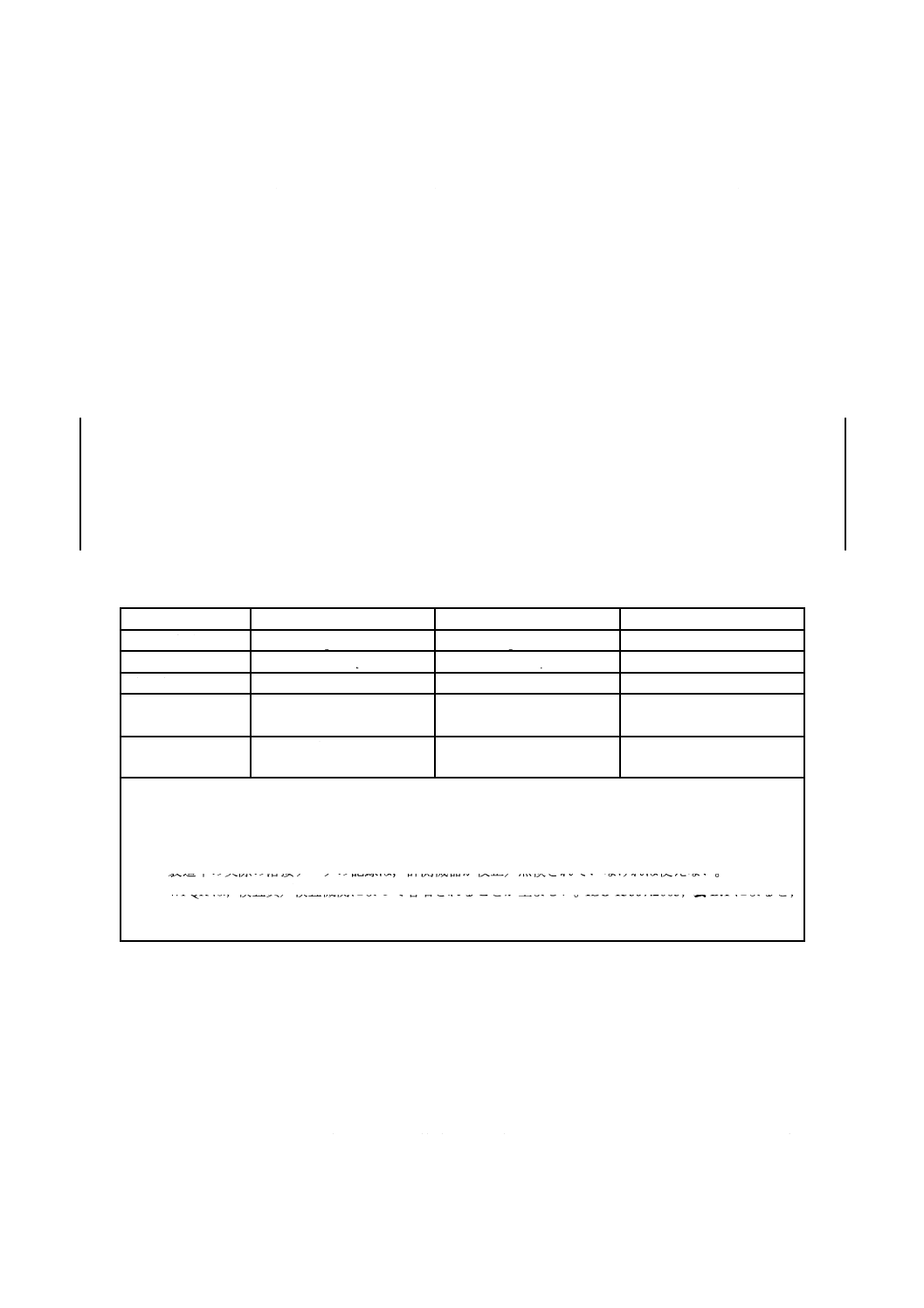
注記 附属書Aは,附属書B,附属書C及び附属書Dから,適切な水準の選択を支援するための基
準を一覧表としたものである。
4
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
この規格を補完するために,QMSにおいて考慮が必要な要素
この規格は,QMSに寄与する多くの内容を含み,この規格の品質要求事項を補完するため,製造事業者
が考慮することが望ましいJIS Q 9001のQMSを次に示す。
a) 文書管理及び記録の管理
b) 経営者の責任
c) 資源の提供
d) オペレーション要員の力量,認識及び教育・訓練
e) 製品実現の計画
f)
製品に関連する要求事項の明確化
g) 製品に関連する要求事項のレビュー
h) 購買
i)
プロセスの妥当性確認
j)
顧客の所有物
k) 内部監査
l)
製品の監視及び計測
5
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
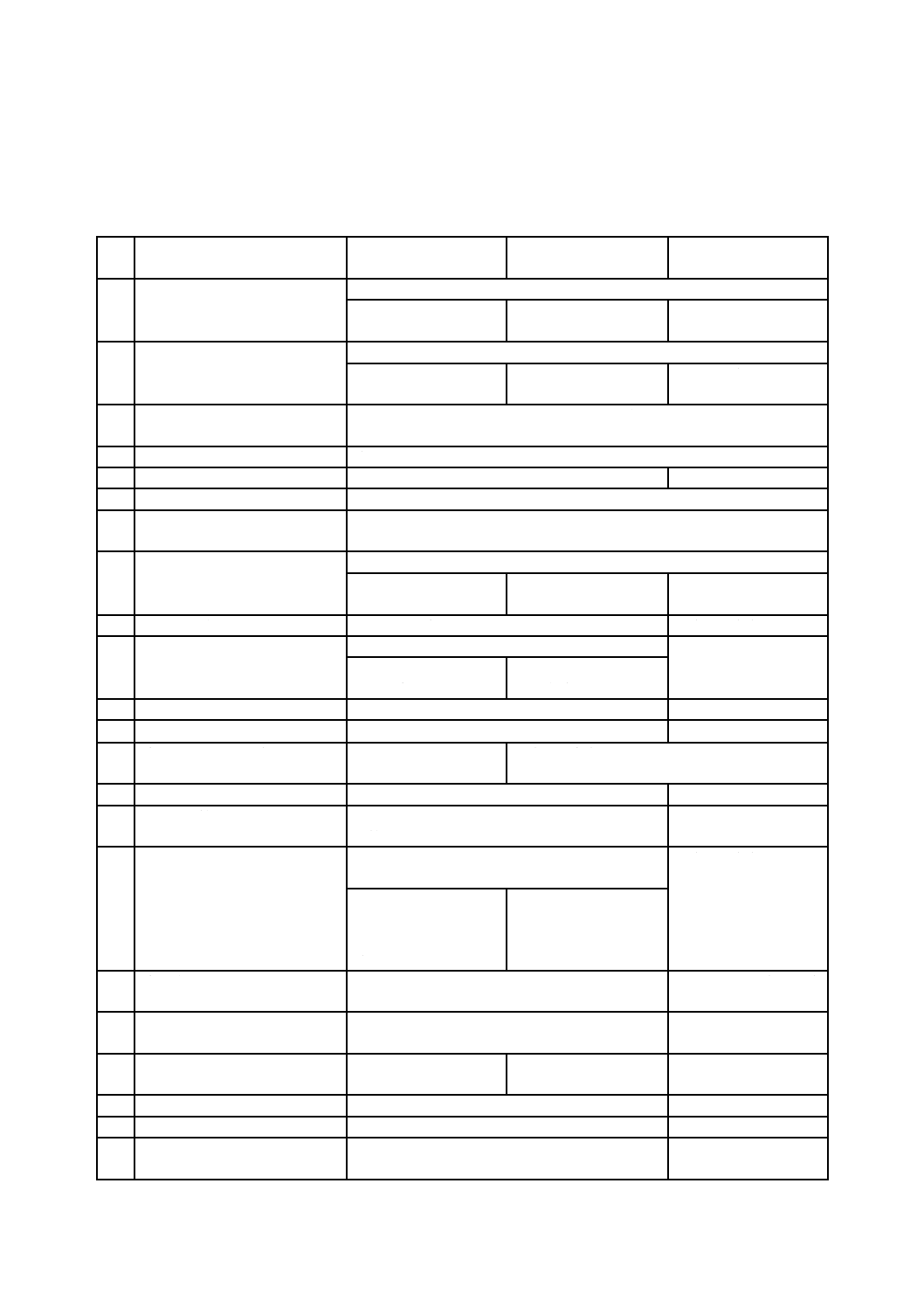
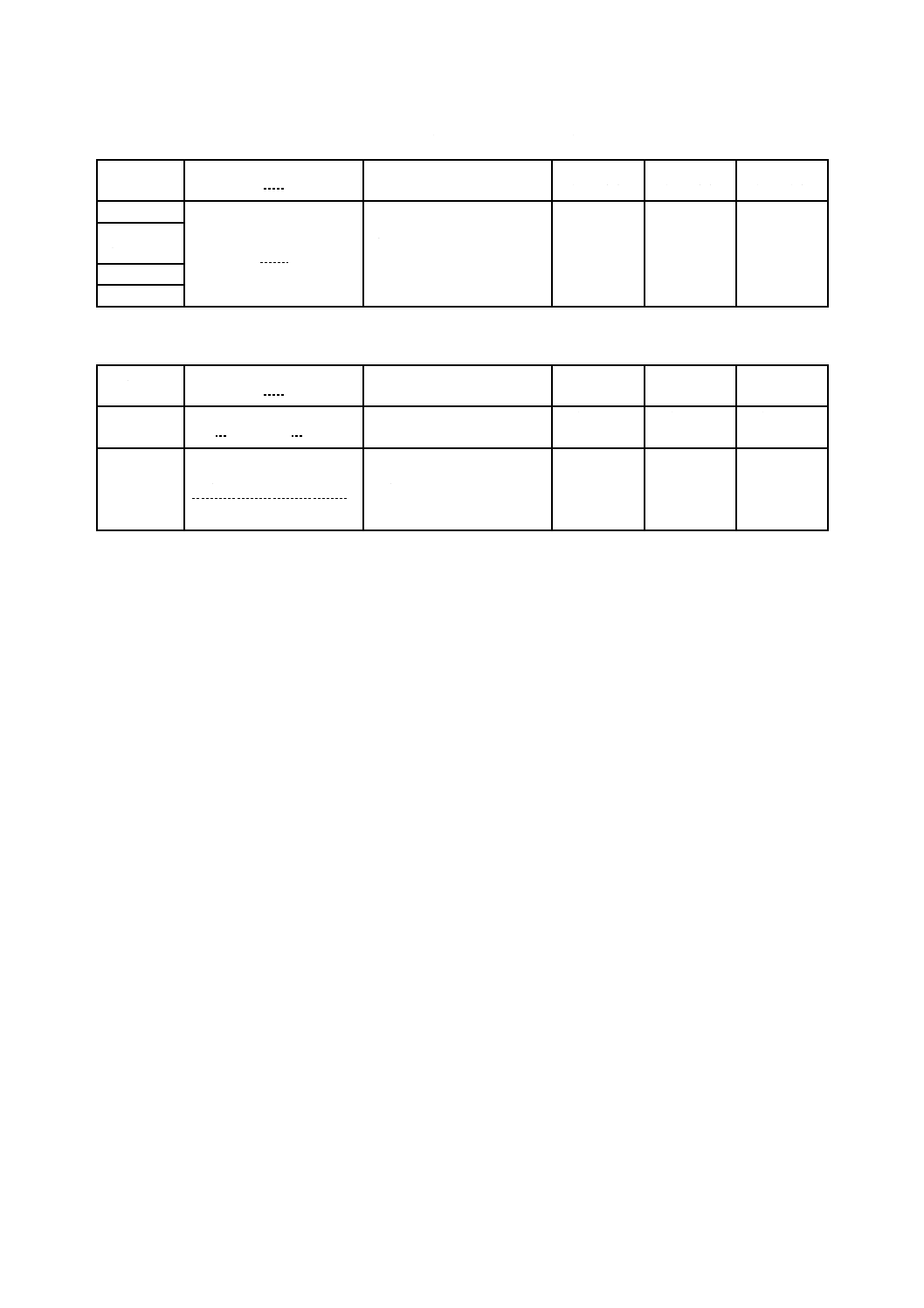
附属書A
(参考)
附属書B,附属書C及び附属書Dの選択基準
No.
要素
附属書B
包括的品質要求事項
附属書C
標準的品質要求事項
附属書D
基本的品質要求事項
1
要求事項のレビュー
レビューが要求される。
記録が要求される。
記録が要求される場合
がある。
記録は要求されない。
2
テクニカルレビュー
レビューが要求される。
記録が要求される。
記録が要求される場合
がある。
記録は要求されない。
3
下請負
特別な下請負製品,サービス及び/又は業務に対しては製造事業者と同様
に扱うが,品質に対する最終責任は製造事業者にある。
4
溶接技能者及び溶接オペレータ 適格性確認が要求される。
5
溶接管理技術者
要求される。
特定の要求事項なし。
6
検査要員及び試験要員
適格性確認が要求される。
7
製造及び試験設備
工程の実施,試験,輸送,及び揚重のための適切で利用可能な設備並びに
それらの安全設備及び保護具を含めて用意することが要求される。
8
設備の保守
適合性のある製品を供給,維持,及び実現するために要求される。
文書化した計画及び記
録が要求される。
文書化した計画及び記
録が推奨される。
特定の要求事項なし。
9
設備の仕様
リストが要求される。
特定の要求事項なし。
10
生産計画
要求される。
特定の要求事項なし。
文書化した計画及び記
録が要求される。
文書化した計画及び記
録が推奨される。
11
溶接施工要領書
要求される。
特定の要求事項なし。
12
溶接施工法の承認
要求される。
特定の要求事項なし。
13
溶接材料のバッチ試験
要求される場合は実施
する。
特定の要求事項なし。
14
溶接材料の保管及び取扱い
供給者の推奨に従った手順書が要求される。
供給者の推奨に従う。
15
母材の保管
環境による影響からの保護が要求される。
保管中,材料の識別を保持しなければならない。
特定の要求事項なし。
16
溶接後熱処理(PWHT)
製品規格又は仕様書による要求事項が満たされ
ることの確認を実施する。
特定の要求事項なし。
手順,記録及び製品に
対する記録のトレーサ
ビリテイが要求され
る。
手順及び記録が要求さ
れる。
17
溶接前,中,後の検査及び試験 要求される。
要求される場合は実施
する。
18
不適合及び是正処置
管理措置を講じること,並びに修理及び/又は手
直しのための手順書が要求される。
管理措置を講じる。
19
計測,検査及び試験設備の校正,
及び妥当性確認
要求される。
要求される場合は実施
する。
特定の要求事項なし。
20
工程中の識別
要求される場合は実施する。
特定の要求事項なし。
21
トレーサビリテイ
要求される場合は実施する。
特定の要求事項なし。
22
品質記録
要求される。
要求される場合は実施
する。
6
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
金属材料の融接に関する品質要求事項−包括的品質要求事項
この附属書は,2005年に第2版として発行されたISO 3834-2を基に,技術的内容を変更することなく
作成したものである。
B.1
適用範囲
この附属書は,工場及び現地における金属材料の融接に関する包括的品質要求事項を規定する。
B.2
用語及び定義
この附属書で用いる主な用語及び定義は,箇条3による。
B.3
この附属書の使用について
この附属書の使用に当たっての全般的情報として,本体を使用しなければならない。
この附属書に規定された品質要求事項を履行するため,附属書Eに規定する関連規格への適合性を検証
しなければならない。例えば,製造工程が,附属書C若しくは附属書Dの方がより適切な場合,又は熱処
理のような特定の作業を行わない場合は,この附属書に詳細に規定された要求事項を選択的に修正又は削
除してもよい。
これ以外の場合,この附属書に含まれる要求事項を全て採用しなければならない。
B.4
要求事項のレビュー及びテクニカルレビュー
B.4.1 一般
製造事業者は,購入者1) によって提供された技術データ,又は溶接物が製造事業者によって設計される
場合では組織内データとともに,契約上の要求事項及びその他の要求事項をレビューしなければならない。
製造事業者は,製造作業を行うのに必要な全ての情報を工事の開始前に完備して利用できるようにしな
ければならない。製造事業者は,全ての要求事項を満たす実現能力を確認するとともに,品質に関連する
全ての業務に対する適切な計画立案を確実なものにしなければならない。
製造事業者は,工事内容が実行可能な能力範囲にあること,納入予定を達成するために十分な資源が利
用できること,及び文書が明確で曖昧でないことを検証するために,要求事項のレビューを実施する。
製造事業者は,契約及び契約前の入札文書との間のいかなる変更も明確にするとともに,その結果とし
て生じる可能性がある計画,コスト及びエンジニアリング上の変更を購入者に知らせることを確実にしな
ければならない。
B.4.2に示す項目は,一般的に要求事項のレビューの時点又はそれ以前に考慮する。B.4.3に示す項目は,
通常はテクニカルレビューの部分を形成しており,計画の初期段階において考慮する。
契約が存在しない場合,製造事業者は,例えば,見込み生産品の場合には,テクニカルレビュー(B.4.3
参照)の実施時に,B.4.2の要求事項を考慮する。
注1) 購入者とは,個別製品の発注者,下請負業者への発注者,及び市販品の購入者,すなわち顧客
をいう。
7
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.4.2 要求事項のレビュー
考慮する事項には,次の項目を含まなければならない。
a) 適用する製品規格及び付帯要求事項
b) 法令・規制要求事項
c) 製造事業者によって決定された追加要求事項
d) 規定要求事項を満たす製造事業者の実現能力
B.4.3 テクニカルレビュー
考慮する技術的要求事項には,次の項目を含まなければならない。
a) 母材の仕様及び溶接継手の諸性質
b) 溶接部の品質及び合否判定基準
c) 溶接部の位置,接近のしやすさ及び溶接手順。検査及び非破壊試験の接近のしやすさを含む。
d) 溶接施工要領書,非破壊試験要領書及び熱処理要領書
e) 溶接施工法承認のための手順
f)
要員の適格性確認
g) 選択,識別及び/又はトレーサビリティ(例えば,材料,溶接部)
h) 独立検査機関との関係も含む品質管理の準備
i)
検査及び試験
j)
下請負
k) 溶接後熱処理
l)
その他の溶接要求事項(例えば,溶接材料のバッチ試験,溶接金属のフェライト量,時効処理,水素
含有量,永久裏当て,ピーニング,表面仕上げ,溶接外観)
m) 特殊な方法の使用(例えば,片面溶接における裏当てなしの完全溶込みを得るための方法)
n) 溶接前の継手組立て状況及び完了後の溶接部の寸法・詳細
o) 工場内で行う溶接部,又はその他の場所で行う溶接部の区別
p) 溶接に関連する環境条件(例えば,非常に低温の環境条件又は溶接に悪い気象条件に対する保護を施
す必要性)
q) 不適合品の取扱い
B.5
下請負
製造事業者が下請負サービス又は業務(例えば,溶接,検査,非破壊試験,熱処理)を用いようとする
場合,適用する要求事項を満足させるために,製造事業者は,必要な情報を下請負契約者へ提供しなけれ
ばならない。下請負契約者は,製造事業者が規定する下請負契約者の作業の記録及び文書を提出しなけれ
ばならない。
下請負契約者は,製造事業者の指示と責任の下に作業を行い,この規格に関連する要求事項を完全に遵
守しなければならない。製造事業者は,下請負契約者が規定の品質要求事項に適合することができるよう
にしなければならない。
製造事業者から下請負契約者へ提供される情報は,要求事項のレビュー(B.4.2参照)及びテクニカルレ
ビュー(B.4.3参照)に関連する全てのデータを含むものとする。必要な場合,下請負契約者が技術的要求
事項に適合することができるようにするために,追加の要求事項を規定してもよい。
8
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.6
溶接要員
B.6.1 一般
製造事業者は,規定された要求事項に従って溶接による製造の計画,施工及び監視のために,力量をも
つ十分な数の要員を,自らの判断で確保しなければならない。
B.6.2 溶接技能者及び溶接オペレータ
溶接技能者及び溶接オペレータは,適切な試験によって適格性が確認されなければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.1に,その他の融接については,表E.10に規定されている。
B.6.3 溶接管理技術者
製造事業者は,適切な溶接管理技術者を自らの判断で確保しなければならない。品質活動に対して責任
をもつ溶接管理技術者は,いかなる必要な行動も取ることができる十分な権限をもたなければならない。
溶接管理技術者の任務及び責任は,明確に定めなければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.2に,その他の融接については,表E.10に規定されている。
B.7
検査要員及び試験要員
B.7.1 一般
製造事業者は,規定された要求事項に従って溶接による製造物の検査及び試験の計画,施工,監視のた
めに,力量をもつ十分な数の要員を自らの判断で確保しなければならない。
B.7.2 非破壊試験要員
非破壊試験要員は適格性が確認されなければならない。外観試験については,必ずしも適格性確認試験
を要求されない。適格性確認試験が要求されない場合は,製造事業者が要員の力量を検証しなければなら
ない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.3に,その他の融接については,表E.10に規定されている。
B.8
設備
B.8.1 製造及び試験の設備
次に示す設備は,必要なときに利用できなければならない。
− 溶接電源及びその他の機械
− 熱切断を含む開先加工及び切断のための設備
− 温度計を含む,予熱及び溶接後熱処理のための設備
− ジグ及び固定器具
− 製造に使用するクレーン及びハンドリング設備
− 適用される製造プロセスに直接関わる個人用保護具及びその他の安全設備
− 溶接材料の乾燥庫,携帯容器など
− 表面の清掃用具
− 破壊試験及び非破壊試験装置
B.8.2 設備の仕様(description)
製造事業者は,製造に使用する必要不可欠な設備のリストを維持しなければならない。このリストは,
9
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工場の容量及び能力の評価に欠かせない主要な設備の仕様を示していなければならない。
このリストには,例えば,次のものを含める。
− クレーンの最大能力
− 工場内で取扱いできる部材の寸法
− 自動又は全自動溶接設備の性能
− 溶接後熱処理のための炉の寸法及び最高温度
− 加工用ローラ,曲げ及び切断設備の能力
その他の設備は,汎用のものを含むおおよその総数で明記されることが要求される(例えば,各種溶接
方法に対する溶接電源の総数)。
B.8.3 設備の適正
設備は,当該の適用に適したものでなければならない。
注記 溶接及び熱処理設備の承認は,特に別の規定がなければ一般には要求されない。
B.8.4 新設備
新規の(又は改造した)設備の設置後,適切な試験を実施しなければならない。試験は,設備の正しい
機能を検証する。試験は,関連のある場合は,常に適切な規格に従って実施し,文書化しなければならな
い。
B.8.5 設備の保守
製造事業者は,設備の保守計画を文書化しなければならない。計画は,関連する溶接施工要領書に記載
されている重要な確認項目について,保守点検を確実にしなければならない。ただし,製品の品質を保証
するために必要不可欠な点検項目に限定してよい。
それらの点検項目の例を次に示す。
− 熱切断,機械化固定装置などの設備におけるガイドの状態
− 溶接設備の操作に用いられる電流計,電圧計,流量計などの状態
− ケーブル,ホース,接続具などの状態
− 自動及び/又は全自動溶接設備の制御システムの状態
− 温度計測器具の状態
− ワイヤ送給装置及びコンジットの状態
不具合のある設備は,使用してはならない。
B.9
溶接及び関連業務
B.9.1 生産計画
製造事業者は,適切な生産計画を立てなければならない。
考慮する事項には少なくとも次の項目を含めなければならない。
− 溶接物の製造順序に関する仕様(例えば,個々の部品又は小組立品,及びそれに続く最終組立の順序)
− 溶接物を製造するのに必要な個々の工程の識別
− 溶接及び溶接と同類種のプロセスに対する適切な施工要領書の引用
− 溶接順序
− 個々の工程を実施する順序及び時期
− 独立検査機関との関係も含む検査及び試験に関する要領
− 環境条件(例えば,風及び雨からの保護など)
10
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− バッチ,構成部材又は部品ごとの適切な単位での品物の識別
− 適格性が確認された(qualified)要員の割当て
− 全ての製造時溶接試験の計画・手配
B.9.2 溶接施工要領書
製造事業者は,溶接施工要領書を作成し,これが製造過程において正しく使用されることを確実にしな
ければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.4に,その他の融接については,表E.10に規定されている。
B.9.3 溶接施工法の承認
溶接施工法は,製造開始前に承認されなければならない。製造事業者は,関連する製品規格,又は仕様
書に記載された承認方法に従わなければならない。
注記1 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接
及びガス溶接については,表E.5に,その他の融接については,表E.10に規定されている。
注記2 溶接以外の施工法の承認は,関連する製品規格及び/又は仕様書で要求してもよい。
B.9.4 作業指示書
製造事業者は,作業者へ指示する目的で,直接,溶接施工要領書を使用することができる。これに代え
て専用の作業指示書を使用してもよい。このような専用の作業指示書は,承認された溶接施工要領書から
作成することによって,別個の承認を必要としない。
B.9.5 文書の作成及び管理要領
製造事業者は,例えば,溶接施工要領書,溶接施工承認記録,溶接技能者及び溶接オペレータの適格性
証明書など,関連する品質文書の作成及び管理の手順を確立し,維持しなければならない。
B.10 溶接材料
B.10.1 一般
製造事業者は,溶接材料の管理に伴う責任及び手順を規定しなければならない。
B.10.2 バッチ試験
溶接材料のバッチ試験は,規定されている場合にだけ要求しなければならない。
B.10.3 保管及び取扱い
製造事業者は,吸湿,酸化,損傷などを避けるために,溶接材料の保管,取扱い,識別及び使用に関す
る手順を作成し,実施しなければならない。その手順は供給者の推奨に従って実施しなければならない。
B.11 母材の保管
保管は,顧客から支給された材料を含めて,材料に悪影響を及ぼさないように行わなければならない。
保管中,識別を保持しなければならない。
B.12 溶接後熱処理
製造事業者は,いかなる溶接後熱処理の仕様及び実施に対しても十分な責任をもたなければならない。
その手順は,母材,溶接継手,構造などに適合したもので,製品規格及び/又は規定された要求事項に
従わなければならない。熱処理の記録は,その工程中を通して作成されなければならない。その記録は,
仕様が守られていることを証明し,かつ当該の製品に対してトレーサブルでなければならない。
11
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.6に,その他の融接については,表E.10に規定されている。
B.13 検査及び試験
B.13.1 一般
適用される検査及び試験は,契約の要求事項に適合していることを保証するために,製造工程中の適切
な時点で実施されなければならない。その検査及び/又は試験の位置及び頻度は,契約及び/又は製品規
格,溶接方法並びに溶接構造物の種類による(B.4.2及びB.4.3参照)。
注記 製造事業者は,任意に追加試験を実施してよい。その追加試験の報告は要求されない。
B.13.2 溶接前の点検,検査及び試験
溶接開始の前に,次に示す項目を点検しなければならない。
− 溶接技能者及び溶接オペレータの適格性証明書の適切性及び有効性
− 溶接施工要領書の適切性
− 母材の識別
− 溶接材料の識別
− 継手の準備状況(例えば,形状及び寸法)
− 取付け,ジグ及びタック溶接
− 溶接施工要領書の特別要求事項(例えば,溶接変形の防止)
− 環境を含む溶接に対する作業条件の適切性
B.13.3 溶接中の点検,検査及び試験
溶接中は,次に示す項目を,適切な間隔又は連続する監視によって点検しなければならない。
− 基本溶接パラメータ(例えば,溶接電流,アーク電圧及び溶接速度)
− 予熱/パス間温度
− 溶接金属のパス及び層ごとの清掃及び形状
− 裏はつり
− 溶接順序
− 溶接材料の正しい使用及び取扱い
− 溶接変形の管理
− 中間検査[例えば,寸法チェック(checking of dimensions)]
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.7に,その他の融接については,表E.10に規定されている。
B.13.4 溶接後の点検,検査及び試験
製造事業者は,溶接後,次によって関連する許容基準に適合していることを点検しなければならない。
− 目視検査
− 非破壊試験
− 破壊試験
− 溶接物の外形,形状及び寸法
− 溶接後の作業結果及び記録[例えば,溶接後熱処理(PWHT)及び時効処理]
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.8に,その他の融接については,表E.10に規定されている。
12
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.13.5 検査及び試験の状態
溶接物の検査及び試験の状態を,例えば,物へのマーキング又は工程票(ルーティングカード)によっ
て示す適切な措置を講じなければならない。
B.14 不適合及び是正処置
不注意な受入れを防止するため,規定された要求事項に適合しない項目又は業務を管理するための適切
な措置を講じなければならない。修理及び/又は手直しが製造事業者によって行われる場合には,修理又
は手直しが行われる全ての作業場所において,適切な手順書が利用できなければならない。修理が行われ
る場合には,当初の要求事項に従って再検査,再試験及び再調査を行わなければならない。不適合の再発
防止のための措置も講じなければならない。
B.15 計測,検査及び試験設備の校正及び妥当性確認
製造事業者は,計測,検査及び試験設備の適切な校正又は妥当性確認に対して責任をもたなければなら
ない。溶接構造物の品質を評価するために使用する全ての設備は,適正に管理され,かつ,定められた間
隔で校正又は妥当性確認がなされなければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.9に,その他の融接については,表E.10に規定されている。
B.16 識別及びトレーサビリティ
要求される場合には,識別及びトレーサビリティは,全製造工程を通して維持されなければならない。
また,要求される場合には,溶接作業の識別及びトレーサビリティを確実にするために,文書化システ
ムには,次の項目を含めなければならない。
− 製造生産計画の確認
− 工程票(ルーティングカード)の確認
− 溶接物における溶接位置の確認
− 非破壊試験要領及び要員の確認
− 溶接材料の識別(例えば,規格分類,銘柄,溶接材料の製造事業者及びバッチ若しくは製造番号)
− 母材の識別及び/又はトレーサビリティ(例えば,種類,製造番号)
− 補修位置の確認
− 一時的取付品の位置の確認
− 特定の溶接部に適用した自動溶接及び全自動溶接装置に対するトレーサビリティ
− 特定の溶接部に割り当てた溶接技能者及び溶接オペレータのトレーサビリティ
− 特定の溶接部に適用した溶接施工要領書のトレーサビリティ
B.17 品質記録
品質記録は,必要な場合,次の項目を含めなければならない。
− 要求事項/テクニカルレビューの記録
− 材料検査成績書
− 溶接材料検査成績書
− 溶接施工要領書
13
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 溶接施工承認記録(WPQR)
− 溶接技能者又は溶接オペレータの適格性証明書(qualification certificate)
− 非破壊試験要員の証明書
− 熱処理施工要領書及び記録
− 非破壊試験及び破壊試験要領並びに記録
− 寸法記録
− 補修記録及び不適合報告書
− 要求された場合,その他の文書
品質記録は,別に規定された要求事項のない場合,最低5年間保管しなければならない。
14
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
金属材料の融接に関する品質要求事項−標準的品質要求事項
この附属書は,2005年に第2版として発行されたISO 3834-3を基に,技術的内容を変更することなく
作成したものである。
C.1 適用範囲
この附属書は,工場及び現地における金属材料の融接に関する標準的品質要求事項を規定する。
C.2 用語及び定義
この附属書で用いる主な用語及び定義は,箇条3による。
C.3 この附属書の使用について
この附属書の使用に当たっての全般的情報として,本体を使用しなければならない。
この附属書に規定された品質要求事項を履行するため,附属書Eに規定する関連規格への適合性を検証
しなければならない。例えば,製造工程が,附属書Dの方がより適切な場合,又は熱処理のような特定の
作業を行わない場合は,この附属書に詳細に規定された要求事項を選択的に修正又は削除してもよい。
これ以外の場合,この附属書に含まれる要求事項を全て採用しなければならない。
C.4 要求事項のレビュー及びテクニカルレビュー
C.4.1 一般
製造事業者は,購入者によって提供された技術データ,又は溶接物が製造事業者によって設計される場
合では組織内データとともに,契約上の要求事項及びその他の要求事項をレビューしなければならない。
製造事業者は,製造作業を行うのに必要な全ての情報を工事の開始前に完備して利用できるようにしな
ければならない。製造事業者は,全ての要求事項を満たす実現能力を確認するとともに,品質に関連する
全ての業務に対する適切な計画立案を確実なものにしなければならない。
製造事業者は,工事内容が実行可能な能力範囲にあること,納入予定を達成するために十分な資源が利
用できること,及び文書が明確で曖昧でないことを検証するために,要求事項のレビューを実施する。
製造事業者は,契約及び契約前の入札文書との間のいかなる変更も明確にするとともに,その結果とし
て生じる可能性がある計画,コスト及びエンジニアリング上の変更を購入者に知らせることを確実にしな
ければならない。
C.4.2に示す項目は,一般的に要求事項のレビューの時点又はそれ以前に考慮する。C.4.3に示す項目は,
通常はテクニカルレビューの部分を形成しており,計画の初期段階において考慮する。
契約が存在しない場合,製造事業者は,例えば,見込み生産品の場合には,テクニカルレビュー(C.4.3
参照)の実施時に,C.4.2の要求事項を考慮する。
C.4.2 要求事項のレビュー
考慮する事項には,次の項目を含まなければならない。
a) 適用する製品規格及び付帯要求事項
15
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 法令・規制要求事項
c) 製造事業者によって決定された追加要求事項
d) 規定要求事項を満たす製造事業者の実現能力
C.4.3 テクニカルレビュー
考慮する技術的要求事項には,次の項目を含まなければならない。
a) 母材の仕様及び溶接継手特性諸性質
b) 溶接部の品質及び合否判定基準
c) 溶接部の位置,接近のしやすさ及び溶接手順。検査及び非破壊試験の接近のしやすさを含む。
d) 溶接施工要領書,非破壊試験要領書及び熱処理要領書
e) 溶接施工法承認のための手順
f)
要員の適格性確認
g) 選択,識別及び/又はトレーサビリティ(例えば,材料,溶接部)
h) 独立検査機関との関係も含む品質管理の準備
i)
検査及び試験
j)
下請負
k) 溶接後熱処理
l)
その他の溶接要求事項(例えば,溶接金属のフェライト量,時効処理,水素含有量,永久裏当て,ピ
ーニング,表面仕上げ,溶接外観)
m) 特殊な方法の使用(例えば,片面溶接における裏当てなしの完全溶込みを得るための方法)
n) 溶接前の継手組立て状況及び完了後の溶接部の寸法・詳細
o) 工場内で行う溶接部,又はその他の場所で行う溶接部の区別
p) 溶接に関連する環境条件(例えば,非常に低温の環境条件又は溶接に悪い気象条件に対する保護を施
す必要性)
q) 不適合品の取扱い
C.5 下請負
製造事業者が下請負サービス又は業務(例えば,溶接,検査,非破壊試験,熱処理)を用いようとする
場合,適用する要求事項を満足させるために,製造事業者は,必要な情報を下請負契約者へ提供しなけれ
ばならない。下請負契約者は,製造事業者が規定する下請負契約者の作業の記録及び文書を提出しなけれ
ばならない。
下請負契約者は,製造事業者の指示と責任の下に作業を行い,この規格に関連する要求事項を完全に遵
守しなければならない。製造事業者は,下請負契約者が規定の品質要求事項に適合することができるよう
にしなければならない。
製造事業者から下請負契約者へ提供される情報は,要求事項のレビュー(C.4.2参照)及びテクニカルレ
ビュー(C.4.3参照)に関連する全てのデータを含むものとする。必要な場合,下請負契約者が技術的要求
事項に適合することができるようにするために,追加の要求事項を規定してもよい。
C.6 溶接要員
C.6.1 一般
製造事業者は,規定された要求事項に従って溶接による製造の計画,施工及び監視のために,力量をも
16
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
つ十分な数の要員を,自らの判断で確保しなければならない。
C.6.2 溶接技能者及び溶接オペレータ
溶接技能者及び溶接オペレータは,適切な試験によって適格性が確認されなければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.1に,その他の融接については,表E.10に規定されている。
C.6.3 溶接管理技術者
製造事業者は,適切な溶接管理技術者を自らの判断で確保しなければならない。品質活動に対して責任
をもつ溶接管理技術者は,いかなる必要な行動も取ることができる十分な権限をもたなければならない。
溶接管理技術者の任務及び責任は,明確に定めなければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.2に,その他の融接については,表E.10に規定されている。
C.7 検査要員及び試験要員
C.7.1 一般
製造事業者は,規定された要求事項に従って溶接による製造物の検査及び試験の計画,施工,監視のた
めに,力量をもつ十分な数の要員を自らの判断で確保しなければならない。
C.7.2 非破壊試験要員
非破壊試験要員は,適格性が確認されなければならない。外観試験については,必ずしも適格性確認試
験を要求されない。適格性確認試験が要求されない場合は,製造事業者が要員の力量を検証しなければな
らない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.3に,その他の融接については,表E.10に規定されている。
C.8 設備
C.8.1 製造及び試験の設備
次に示す設備は,必要なときに利用できなければならない。
− 溶接電源及びその他の機械
− 熱切断を含む開先加工及び切断のための設備
− 温度計を含む,予熱及び溶接後熱処理のための設備
− ジグ及び固定器具
− 製造に使用するクレーン及びハンドリング設備
− 適用される製造プロセスに直接関わる個人用保護具及びその他の安全設備
− 溶接材料の乾燥庫,携帯容器など
− 表面の清掃用具
− 破壊試験及び非破壊試験装置
C.8.2 設備の仕様(description)
製造事業者は,製造に使用する必要不可欠な設備のリストを維持しなければならない。このリストは,
工場の容量及び能力の評価に欠かせない主要な設備の仕様を示していなければならない。
このリストには,例えば,次のものが含まれる。
− クレーンの最大能力
17
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 工場内で取扱いできる部材の寸法
− 自動又は全自動溶接設備の性能
− 溶接後熱処理のための炉の寸法及び最高温度
− 加工用ローラ,曲げ及び切断設備の能力
その他の設備は,汎用のものを含むおおよその総数で明記する(例えば,各種溶接方法に対する溶接電
源の総数)。
C.8.3 設備の適正及び保守
設備は,当該の適用に適したもので,適切に保守されなければならない。
C.9 溶接及び関連業務
C.9.1 生産計画
製造事業者は,適切な生産計画を立てなければならない。
考慮する事項には少なくとも次の項目を含めなければならない。
− 溶接物の製造順序に関する仕様(例えば,個々の部品又は小組立品,及びそれに続く最終組立の順序)
− 溶接物を製造するのに必要な個々の工程の識別
− 溶接及び溶接と同類種のプロセスに対する適切な施工要領書の引用
− 要求された場合,溶接順序
− 独立検査機関との関係も含む検査及び試験に関する要領
− 環境条件(例えば,風及び雨からの保護など)
− 構成部材又は部品ごとの適切な単位での品物の識別
− 適格性が確認された(qualified)要員の割当て
− 全ての製造時溶接試験の計画・手配
C.9.2 溶接施工要領書
製造事業者は,溶接施工要領書を作成し,これが製造過程において正しく使用されることを確実にしな
ければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.4に,その他の融接については,表E.10に規定されている。
C.9.3 溶接施工法の承認
溶接施工法は,製造開始前に承認されなければならない。製造事業者は,関連する製品規格,又は仕様
書に記載された承認方法に従わなければならない。
注記1 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接
及びガス溶接については,表E.5に,その他の融接については,表E.10に規定されている。
注記2 溶接以外の施工法の承認を,関連する製品規格及び/又は仕様書で要求してもよい。
C.9.4 作業指示書
製造事業者は,作業者へ指示する目的で,直接,溶接施工要領書を使用することができる。これに代え
て専用の作業指示書を使用してもよい。このような専用の作業指示書は,承認された溶接施工要領書から
作成することによって,別個の承認を必要としない。
C.10 溶接材料の保管及び取扱い
製造事業者は,吸湿,酸化,損傷などを避けるために,溶接材料の保管,取扱い,識別及び使用に関す
18
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る手順を作成し,実施しなければならない。その手順は供給者の推奨に従って実施しなければならない。
C.11 母材の保管
製造事業者は,顧客から支給された材料を含めて,材料に悪影響を及ぼさないように保管しなければな
らない。製造事業者は,保管中,識別を保持しなければならない。
C.12 溶接後熱処理
製造事業者は,いかなる溶接後熱処理の仕様及び実施に対しても十分な責任をもたなければならない。
その手順は,母材,溶接継手,構造などに適合したもので,製品規格及び/又は規定された要求事項に
従わなければならない。熱処理の記録は,その工程中を通して作成されなければならない。その記録は,
仕様が守られていることを証明するものでなければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.6に,その他の融接については,表E.10に規定されている。
C.13 検査及び試験
C.13.1 一般
適用される検査及び試験は,契約の要求事項に適合していることを保証するために,製造工程中の適切
な時点で実施されなければならない。その検査及び/又は試験の位置及び頻度は,契約及び/又は製品規
格,溶接方法並びに溶接構造物の種類による(C.4.2及びC.4.3参照)。
注記 製造事業者は,任意に追加試験を実施してよい。その追加試験の報告は要求されない。
C.13.2 溶接前の点検,検査及び試験
溶接開始の前に,次に示す項目を点検しなければならない。
− 溶接技能者及び溶接オペレータの適格性証明書の適切性及び有効性
− 溶接施工要領書の適切性
− 母材の識別
− 溶接材料の識別
− 継手の準備状況(例えば,形状及び寸法)
− 取付け,ジグ及びタック溶接
− 溶接施工要領書の特別要求事項(例えば,溶接変形の防止)
− 環境を含む溶接に対する作業条件の適切性
C.13.3 溶接中の点検,検査及び試験
製造事業者は,溶接中次に示す項目を,適切な間隔又は連続する監視によって点検しなければならない。
− 基本溶接パラメータ(例えば,溶接電流,アーク電圧及び溶接速度)
− 予熱/パス間温度
− 溶接金属のパス及び層ごとの清掃及び形状
− 裏はつり
− 溶接順序
− 溶接材料の正しい使用及び取扱い
− 溶接変形の管理
− 中間検査[例えば,寸法チェック(checking of dimensions)]
19
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.7に,その他の融接については,表E.10に規定されている。
C.13.4 溶接後の点検,検査及び試験
製造事業者は,溶接後,次によって関連する許容基準に適合していることを点検しなければならない。
− 目視検査
− 非破壊試験
− 破壊試験
− 溶接物の外形,形状及び寸法
− 溶接後の作業結果及び記録[例えば,溶接後熱処理(PWHT)及び時効処理]
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.8に,その他の融接については,表E.10に規定されている。
C.13.5 検査及び試験の状態
溶接物の検査及び試験の状態を,例えば,物へのマーキング又は工程票(ルーティングカード)によっ
て示す適切な措置を講じなければならない。
C.14 不適合及び是正処置
不注意な受入れを防止するため,規定された要求事項に適合しない項目又は業務を管理するための適切
な措置を講じなければならない。修理及び/又は手直しが製造事業者によって行われる場合には,修理又
は手直しが行われる全ての作業場所において,適切な手順書が利用できなければならない。修理が行われ
る場合には,当初の要求事項に従って再検査,再試験及び再調査を行わなければならない。不適合の再発
防止のための措置も講じなければならない。
C.15 計測,検査及び試験設備の校正及び妥当性確認
要求される場合には,製造事業者は,計測,検査及び試験設備の適切な校正又は妥当性確認に対して責
任をもたなければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.9に,その他の融接については,表E.10に規定されている。
C.16 識別及びトレーサビリティ
要求される場合には,全製造工程を通して識別及びトレーサビリティを維持しなければならない。
また,要求される場合には,溶接作業の識別及びトレーサビリティを確実にするために,文書化システ
ムには,次の項目を含めなければならない。
− 生産計画の確認
− 溶接物における溶接位置の確認
− 非破壊試験要領及び要員の確認
− 溶接材料の識別(例えば,規格分類,銘柄及び溶接材料の製造事業者)
− 母材の識別(例えば,種類)
− 補修位置の確認
− 特定の溶接部に割り当てた溶接技能者及び溶接オペレータのトレーサビリティ
− 特定の溶接部に適用した溶接施工要領書のトレーサビリティ
20
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.17 品質記録
品質記録は,必要な場合,次の項目を含めなければならない。
− 要求事項/テクニカルレビューの記録
− 材料検査成績書
− 溶接材料検査成績書
− 溶接施工要領書
− 溶接施工承認記録(WPQR)
− 溶接技能者又は溶接オペレータの適格性証明書(qualification certificate)
− 非破壊試験要員の証明書
− 熱処理施工要領書及び記録
− 非破壊試験及び破壊試験要領並びに記録
− 寸法記録
− 補修記録及び不適合報告書
− 要求された場合,その他の文書
品質記録は,別に規定された要求事項のない場合,最低5年間保管しなければならない。
21
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(規定)
金属材料の融接に関する品質要求事項−基本的品質要求事項
この附属書は,2005年に第2版として発行されたISO 3834-4を基に,技術的内容を変更することなく
作成したものである。
D.1 適用範囲
この附属書は,工場及び現地における金属材料の融接に関する基本的品質要求事項を規定する。
D.2 用語及び定義
この附属書で用いる主な用語及び定義は,箇条3による。
D.3 この附属書の使用について
この附属書の使用に当たっての全般的情報として,本体を使用しなければならない。
この附属書に規定された品質要求事項を履行するため,附属書Eに規定された関連規格への適合性を検
証しなければならない。この附属書に含まれる要求事項を全て採用しなければならない。
D.4 要求事項のレビュー及びテクニカルレビュー
製造事業者は,購入者によって提供された技術データ,又は溶接物が製造事業者によって設計される場
合では組織内データとともに,契約上の要求事項及びその他の要求事項をレビューしなければならない。
製造事業者は,製造作業を行うのに必要な全ての情報を工事の開始前に完備して利用できるようにしな
ければならない。
製造事業者は,全ての要求事項を満たす実現能力を確認するとともに,品質に関連する全ての業務に対
する適切な計画立案を確実なものにしなければならない。
製造事業者は,工事内容が実行可能な能力範囲にあること,納入予定を達成するために十分な資源が利
用できること,及び文書が明確で曖昧でないことを検証するために,要求事項のレビューを実施する。
製造事業者は,契約及び契約前の入札文書との間のいかなる変更も明確にするとともに,その結果とし
て生じる可能性がある計画,コスト及びエンジニアリング上の変更を購入者に知らせることを確実にしな
ければならない。
D.5 下請負
製造事業者が下請負サービス又は業務(例えば,溶接,検査,非破壊試験)を用いようとする場合,適
用する要求事項を満足させるために,製造事業者は,必要な情報を下請負契約者へ提供しなければならな
い。
下請負契約者は,製造事業者が規定する下請負契約者の作業の記録及び文書を提出しなければならない。
下請負契約者は,製造事業者の指示と責任の下に作業を行い,この規格に関連する要求事項を完全に遵
守しなければならない。
製造事業者は,下請負契約者が規定の品質要求事項に適合することができるようにしなければならない。
22
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D.6 溶接要員
D.6.1 一般
製造事業者は,溶接が優れた技術によって行われることを保証するために,溶接による製造の管理体制
を十分に確保しなければならない。
D.6.2 溶接技能者及び溶接オペレータ
溶接技能者及び溶接オペレータは,適切な試験によって適格性が確認されなければならない。
この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及びガス溶
接については,表E.1に,その他の融接については,表E.10に規定されている。
D.7 検査要員及び試験要員
D.7.1 一般
製造事業者は,規定された検査及び試験を実施しなければならない。
D.7.2 非破壊試験要員
非破壊試験要員は適格性が確認されなければならない。外観試験については,必ずしも適格性確認試験
を要求されない。この場合は,製造事業者が要員の力量を検証しなければならない。
注記 この品質要求事項を満足するための関連規格は,アーク溶接,電子ビーム溶接,レーザ溶接及
びガス溶接については,表E.3に,その他の融接については,表E.10に規定されている。
D.8 設備
溶接設備は,正常操業に適したものが利用でき,保守されなければならない。
D.9 溶接及び関連業務
溶接は,適切な溶接技術に基づいて実施されなければならない。
D.10 溶接材料の保管及び取扱い
製造事業者は,適切な溶接材料が供給者の推奨に従って保管及び使用されることを確実にしなければな
らない。
D.11 検査及び試験
製造事業者は,規定された検査及び試験を実施しなければならない。
D.12 不適合及び是正処置
不注意な受入れを防止するため,規定された要求事項に適合しない項目又は業務を管理するための適切
な措置を講じなければならない。
D.13 品質記録
品質記録は,別に規定された要求事項のない場合,最低5年間保管しなければならない。
23
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(規定)
金属材料の融接に関する品質要求事項−品質要求事項の各水準に
適合させるために遵守する必要のある規格類
この附属書は,2005年に第1版として発行されたISO 3834-5を基とし,技術的内容を変更して作成し
た日本工業規格である。
E.1
適用範囲
この附属書は,製造事業者が附属書B,附属書C及び附属書Dの品質要求事項に適合していることを主
張するために遵守する必要のある規格類を規定しており,これらの規格と関連付けてだけ使用できる。
E.2
附属書B,附属書C及び附属書Dの品質要求事項の各水準に適合させるために遵守する必要のある
規格類
E.2.1 一般
製造事業者は,次の一つ又はそれ以上の選択肢に従って,附属書B,附属書C及び附属書Dの品質要求
事項との適合を主張しなければならない。
a) E.2.2に記載されているISO規格類の採用。
b) E.2.2に記載されているISO規格類と技術的に同等の条件を規定する他の規格類の採用。E.2.2で規定
されていない規格類を採用する場合,技術的に同等の条件であることを示すことは,製造事業者の責
任とする。
c) 製造事業者が使用する製品規格において要求される規格類の採用。
独立認証機関による評価の後に発行される証明書において,又は製造事業者がこの規格のいずれかの附
属書に適合していることの主張において,適用する規格類を明確にしなければならない。附属書B,附属
書C及び附属書Dの品質要求事項に適合していることを主張するために,製造事業者は,E.2.2に記載さ
れている規格類,又は製品規格で引用されている技術的に同等の条件を規定する他の規格類のいずれかに
従うことが要求される。
E.2.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 1198 頭付きスタッド
JIS B 8285 圧力容器の溶接施工方法の確認試験
JIS W 0901 航空宇宙用溶融溶接作業者の技量認定基準
JIS W 0905 航空宇宙用非破壊検査員の技量認定基準
JIS Z 2305 非破壊試験技術者の資格及び認証
注記 対応国際規格:ISO 9712,Non-destructive testing−Qualification and certification of NDT personnel
(MOD)
JIS Z 3040 溶接施工方法の確認試験方法
JIS Z 3043 ステンレスクラッド鋼溶接施工方法の確認試験方法
24
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3044 ニッケル及びニッケル合金クラッド鋼溶接施工方法の確認試験方法
JIS Z 3060 鋼溶接部の超音波探傷試験方法
JIS Z 3070 鋼溶接部の超音波自動探傷方法
JIS Z 3080 アルミニウムの突合せ溶接部の超音波斜角探傷試験方法
JIS Z 3081 アルミニウム管溶接部の超音波斜角探傷試験方法
JIS Z 3082 アルミニウムのT形溶接部の超音波探傷試験方法
JIS Z 3090 溶融溶接継手の外観試験方法
注記 対応国際規格:ISO 17637,Non-destructive testing of welds−Visual testing of fusion-welded joints
(MOD)
JIS Z 3104 鋼溶接継手の放射線透過試験方法
JIS Z 3105 アルミニウム溶接継手の放射線透過試験方法
JIS Z 3106 ステンレス鋼溶接継手の放射線透過試験方法
JIS Z 3107 チタン溶接部の放射線透過試験方法
JIS Z 3145 頭付きスタッド溶接部の曲げ試験方法
JIS Z 3410 溶接管理−任務及び責任
注記 対応国際規格:ISO 14731,Welding coordination−Tasks and responsibilities(IDT)
JIS Z 3420 金属材料の溶接施工要領及びその承認−一般原則
注記 対応国際規格:ISO 15607,Specification and qualification of welding procedures for metallic
materials−General rules(MOD)
JIS Z 3421-1 金属材料の溶接施工要領及びその承認−アーク溶接の溶接施工要領書
注記 対応国際規格:ISO 15609-1,Specification and qualification of welding procedures for metallic
materials−Welding procedure specification−Part 1: Arc welding(MOD)
JIS Z 3422-1 金属材料の溶接施工要領及びその承認−溶接施工法試験−第1部:鋼のアーク溶接及び
ガス溶接並びにニッケル及びニッケル合金のアーク溶接
注記 対応国際規格:ISO 15614-1,Specification and qualification of welding procedures for metallic
materials−Welding procedure test−Part 1: Arc and gas welding of steels and arc welding of nickel
and nickel alloys(MOD)
JIS Z 3422-2 金属材料の溶接施工要領及びその承認−溶接施工法試験−第2部:アルミニウム及びア
ルミニウム合金のアーク溶接
注記 対応国際規格:ISO 15614-2,Specification and qualification of welding procedures for metallic
materials−Welding procedure test−Part 2: Arc welding of aluminium and its alloys(MOD)
JIS Z 3700 溶接後熱処理方法
JIS Z 3703 溶接−予熱温度,パス間温度及び予熱保持温度の測定方法の指針
注記 対応国際規格:ISO 13916,Welding−Guidance on the measurement of preheating temperature,
interpass temperature and preheat maintenance temperature(MOD)
JIS Z 3801 手溶接技術検定における試験方法及び判定基準
JIS Z 3805 チタン溶接技術検定における試験方法及び判定基準
JIS Z 3811 アルミニウム溶接技術検定における試験方法及び判定基準
JIS Z 3821 ステンレス鋼溶接技術検定における試験方法及び判定基準
JIS Z 3841 半自動溶接技術検定における試験方法及び判定基準
25
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3861 溶接部の放射線透過試験の技術検定における試験方法及び判定基準
JIS Z 3871 アルミニウム溶接部の超音波探傷試験の技術検定における試験方法及び判定基準
ISO 9606-1,Qualification testing of welders−Fusion welding−Part 1: Steels
ISO 9606-2,Qualification test of welders−Fusion welding−Part 2: Aluminium and aluminium alloys
ISO 9606-3,Approval testing of welders−Fusion welding−Part 3: Copper and copper alloys
ISO 9606-4,Approval testing of welders−Fusion welding−Part 4: Nickel and nickel alloys
ISO 9606-5,Approval testing of welders−Fusion welding−Part 5: Titanium and titanium alloys, zirconium
and zirconium alloys
ISO 14555,Welding−Arc stud welding of metallic materials
ISO 14732,Welding personnel−Approval testing of welding operators for fusion welding and of resistance
weld setters for fully mechanized and automatic welding of metallic materials
ISO 15609-2,Specification and qualification of welding procedures for metallic materials−Welding procedure
specification−Part 2: Gas welding
ISO 15609-3,Specification and qualification of welding procedures for metallic materials−Welding procedure
specification−Part 3: Electron beam welding
ISO 15609-4,Specification and qualification of welding procedures for metallic materials−Welding procedure
specification−Part 4: Laser beam welding
ISO 15610,Specification and qualification of welding procedures for metallic materials−Qualification based
on tested welding consumables
ISO 15611,Specification and qualification of welding procedures for metallic materials−Qualification based
on previous welding experience
ISO 15612,Specification and qualification of welding procedures for metallic materials−Qualification by
adoption of a standard welding procedure
ISO 15613,Specification and qualification of welding procedures for metallic materials−Qualification based
on pre-production welding test
ISO 15614-3,Specification and qualification of welding procedures for metallic materials−Welding procedure
test−Part 3: Fusion welding of non-alloyed and low-alloyed cast irons
ISO 15614-4,Specification and qualification of welding procedures for metallic materials−Welding procedure
test−Part 4: Finishing welding of aluminium castings
ISO 15614-5,Specification and qualification of welding procedures for metallic materials−Welding procedure
test−Part 5: Arc welding of titanium, zirconium and their alloys
ISO 15614-6,Specification and qualification of welding procedures for metallic materials−Welding procedure
test−Part 6: Arc and gas welding of copper and its alloys
ISO 15614-7,Specification and qualification of welding procedures for metallic materials−Welding procedure
test−Part 7: Overlay welding
ISO 15614-8,Specification and qualification of welding procedures for metallic materials−Welding procedure
test−Part 8: Welding of tubes to tube-plate joints
ISO 15614-10,Specification and qualification of welding procedures for metallic materials−Welding
procedure test−Part 10: Hyperbaric dry welding
ISO 15614-11,Specification and qualification of welding procedures for metallic materials−Welding
26
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
procedure test−Part 11: Electron and laser beam welding
ISO 15618-1,Qualification testing of welders for underwater welding−Part 1: Diver-welders for hyperbaric
wet welding
ISO 15618-2,Qualification testing of welders for underwater welding−Part 2: Diver-welders and welding
operators for hyperbaric dry welding
ISO 17635,Non-destructive testing of welds−General rules for metallic materials
ISO 17636,Non-destructive testing of welds−Radiographic testing of fusion-welded joints
ISO 17638,Non-destructive testing of welds−Magnetic particle testing
ISO 17639,Destructive tests on welds in metallic materials−Macroscopic and microscopic examination of
welds
ISO 17640,Non-destructive testing of welds−Ultrasonic testing−Techniques, testing levels, and assessment
ISO 17662,Welding−Calibration, verification and validation of equipment used for welding, including
ancillary activities
ISO 17663,Welding−Quality requirements for heat treatment in connection with welding and allied processes
ISO/TR 17671-2,Welding−Recommendations for welding of metallic materials−Part 2: Arc welding of
ferritic steels
ISO/TR 17844,Welding−Comparison of standardised methods for the avoidance of cold cracks
E.2.3 適用性(applicability)
融接方法の品質要求事項には,次の二つのタイプの異なる規格に区分する。
− タイプA:品質要求事項が,幾つかの規格類で与えられる溶接方法に対する規格
表E.1〜表E.9参照
− タイプB:品質要求事項が,一つの規格で与えられる特定の溶接方法に対する規格
表E.10参照
注記1 融接に対する品質要求事項は,摩擦溶接に対しても適切に使用してよい(ISO 15620参照)。
注記2 溶接管理及び検査に従事する要員の適格性確認/教育スキームに関する指針は,附属書EA
参照。
27
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.1−溶接技能者及び溶接オペレータ
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
アーク溶接
JIS Z 3801,JIS Z 3805,
JIS Z 3811,JIS Z 3821,
JIS Z 3841,JIS W 0901
ISO 9606-1,ISO 9606-2,
ISO 9606-3,ISO 9606-4,
ISO 9606-5,ISO 14732,
ISO 15618-1,ISO 15618-2
B.6.2
C.6.2
D.6.2
電子ビーム
溶接
なし
ISO 14732
レーザ溶接 なし
ISO 14732
ガス溶接
JIS Z 3801
ISO 9606-1
表E.2−溶接管理技術者
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
アーク溶接
JIS Z 3410
ISO 14731
B.6.3
C.6.3
なし
電子ビーム
溶接
レーザ溶接
ガス溶接
表E.3−非破壊試験要員
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
アーク溶接
JIS Z 2305,JIS W 0905,
JIS Z 3861,JIS Z 3871
ISO 9712
B.7.2
C.7.2
D.7.2
電子ビーム
溶接
レーザ溶接
ガス溶接
表E.4−溶接施工要領書
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
アーク溶接
JIS Z 3421-1
ISO 15609-1
B.9.2
C.9.2
なし
電子ビーム
溶接
なし
ISO 15609-3
レーザ溶接
なし
ISO 15609-4
ガス溶接
なし
ISO 15609-2
28
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.5−溶接施工法の承認
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
アーク溶接
JIS Z 3420,JIS Z 3422-1,
JIS Z 3422-2,JIS B 8285,
JIS Z 3040,JIS Z 3043,
JIS Z 3044
ISO 15607,ISO 15610,
ISO 15611,ISO 15612,
ISO 15613,ISO 15614-1,
ISO 15614-2,ISO 15614-3,
ISO 15614-4,ISO 15614-5,
ISO 15614-6,ISO 15614-7,
ISO 15614-8,ISO 15614-10
B.9.3
B.9.3
なし
電子ビーム
溶接
JIS Z 3420
ISO 15607,ISO 15611,
ISO 15612,ISO 15613,
ISO 15614-11
レーザ溶接
JIS Z 3420
ISO 15607,ISO 15611,
ISO 15612,ISO 15613,
ISO 15614-11
ガス溶接
JIS Z 3420,JIS Z 3422-1
ISO 15607,ISO 15610,
ISO 15611,ISO 15612,
ISO 15613,ISO 15614-1
表E.6−溶接後熱処理
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
アーク溶接
JIS Z 3700
ISO 17663
B.12
C.12
なし
電子ビーム
溶接
レーザ溶接
ガス溶接
表E.7−溶接中の点検,検査及び試験(予熱・パス間温度)
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
アーク溶接
JIS Z 3703
ISO 13916,ISO/TR
17671-2,ISO/TR 17844
B.13.3
C.13.3
なし
電子ビーム
溶接
なし
なし
レーザ溶接
なし
なし
ガス溶接
なし
なし
表E.8−溶接後の点検,検査及び試験
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
アーク溶接
JIS Z 3060,JIS Z 3070,
JIS Z 3080,JIS Z 3081,
JIS Z 3082,JIS Z 3090,
JIS Z 3104,JIS Z 3105,
JIS Z 3106,JIS Z 3107
ISO 17635,ISO 17636,
ISO 17637,ISO 17638,
ISO 17639,ISO 17640
B.13.4
C.13.4
なし
電子ビーム
溶接
レーザ溶接
ガス溶接
29
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.9−計測,検査及び試験設備の校正及び妥当性確認
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
アーク溶接
なし
適切な規格による。
例えば,ISO 17662
B.15
C.15
なし
電子ビーム
溶接
レーザ溶接
ガス溶接
表E.10−その他の融接法
溶接法
JIS
ISO規格
附属書B
細分箇条
附属書C
細分箇条
附属書D
細分箇条
スタッド
溶接
JIS B 1198,JIS Z 3145
ISO 14555
関係するも
の全て
関係するも
の全て
関係するも
の全て
テルミット
溶接(アル
ミノサーミ
ック溶接)
現在適用できる規格なし
現在適用できる規格なし
−
−
−
30
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書EA
(参考)
溶接管理技術者及び溶接検査技術者の適格性確認/
教育スキームに関する指針
この附属書は,附属書Eに関連する事項を補足するもので,規定の一部ではない。
The International Institute of Welding(IIW:国際溶接学会)は,自主的に溶接管理技術者及び溶接検査技
術者の教育,訓練,試験及び適格性確認に関する最小限の要求事項についての指針を作成した。
溶接管理技術者に対する最小限の要求事項は,次の文書に示されている。
注記 上記表現(溶接管理技術者)は,JIS Z 3410:2013の附属書Aに合わせた。
− International Welding Engineer(IWE)
Doc, IAB-002-2000/EWF-409
− International Welding Technologist(IWT)
Doc, IAB-003-2000/EWF-410
− International Welding Specialist(IWS)
Doc, IAB-004-2000/EWF-411
溶接検査技術者に対する最小限の要求事項は,次の文書に示されている。
− International Welding Inspection Personnel(IWIP)
Doc, IAB-041-2001/EWF-450
これらの文書の要求事項を満たしているか,又はこれを満足できる各国の適格性確認を保有する溶接管
理技術者及び溶接検査技術者は,当該要求事項を満たしていると考えてよい。
一般社団法人日本溶接協会は,溶接管理技術者の知識並びに実務能力の評価及び認証の最小限の基準に
ついての推奨事項を,次の文書に記載している。
− WES 8103 溶接管理技術者認証基準
この文書に合致している溶接管理技術者特別級,溶接管理技術者1級及び溶接管理技術者2級は,JIS Z
3410の6.2の関連する基準を満足していると考えてよい。
一般社団法人軽金属溶接協会は,溶接管理技術者の知識並びに実務能力の評価及び認証の最小限の基準
についての推奨事項を,次の文書に記載している。
− LWS A 7601 アルミニウム合金構造物の溶接管理技術者認証基準
この文書に合致している溶接施工管理技術者1級,溶接施工管理技術者2級及び溶接施工管理技術者3
級は,JIS Z 3410の6.2の関連する基準を満足していると考えてよい。
31
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(参考)
金属材料の融接に関する品質要求事項−この規格を実施する上での指針
この附属書は,2007年に第1版として発行されたISO/TR 3834-6:2007を基に,技術的内容を変更して作
成したものである。
溶接は,最終の品質結果を試験によって必ず検証できるとは限らない特殊工程(Special Process)と定義
される。すなわち,溶接の品質は,製品に造り込まれるが,後工程で実施される検査及び試験によって十
分には検証することができない。このことは,溶接では通常,絶え間ない管理,又は定められた手順に従
うこと,若しくはその両方を必要とすることを意味する。この規格は,溶接における品質要求事項を扱っ
ており,これらの管理及び手順を明確にするために定められた。
この規格は,JIS Q 9001に取って代えることを意図した品質システム規格ではない。しかし,製造事業
者がJIS Q 9001を適用する場合,適用すると有益な付加的な手段である。この場合,要求事項を満足させ
るためには,証明書又は文書による記録を必要とする。ただし,この規格は,JIS Q 9001に関係なく独立
して使用することもできる。
この規格は,金属材料の融接を対象としており,製造される製品の種類には関係なく適用できる。しか
し,この規格の基本的な考え方及び詳細な要求事項は,他の溶接及び溶接関連プロセスにも密接に関連す
る。
抵抗溶接及び溶射を対象とする国際規格には,それぞれISO 14554シリーズ及びISO 14922シリーズが
ある。
この規格の狙いの一つは,契約当事者又は監督機関が,溶接分野における要求事項を規定しなくてよい
ように,この規格で規定することである。この規格の特定の附属書を引用することは,溶接業務を管理す
る製造事業者の実現能力を証明するのに十分である。この適用の考え方は,製品規格を作成することに責
任をもつ委員会においても適用できる。
この規格は,それ自体,外部の評価又は認証を要求していない。しかしながら,顧客による評価及び第
三者機関による認証は,商取引関係において拡大する傾向にある。そして,この規格は,この目的に対す
る基礎的な役割を果たすとともに,導入することによって製造事業者の能力を証明する根拠となる。
F.1
適用範囲
この附属書は,この規格で規定されている要求事項を実施するための指針である。製造事業者及び使用
者が,必要とする附属書B,附属書C又は附属書Dのいずれかを選択することの支援を目的としている。
製造事業者及び使用者には,この規格を各附属書を含め全体として理解することが期待される。
F.2
略語
この附属書で用いる略語は,次による。
NDT:非破壊試験(non-destructive testing)
PWHT:溶接後熱処理(post-weld heat treatment)
pWPS:承認前の溶接施工要領書(preliminary welding procedure specification)
32
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
WI:作業指示書(work instruction)
WPQR:溶接施工法承認記録(welding procedure qualification record)
WPS:溶接施工要領書(welding procedure specification)
F.3
この規格の適用
F.3.1
一般
本体は,この規格全体の品質要求事項の選択基準及び適用に関する基準を規定している。次の細分箇条
は,この規格の採用に当たり製造事業者が選定してもよい場合,又は,要求される場合の異なる方法を明
確にしている。
F.3.2
製品規格
製品規格が融接の品質管理を要求する場合,溶接業務を体系付けるために,この規格を使うことが望ま
しい。
F.3.3
購入者及び使用者
溶接製品の購入者及び使用者1) は,契約文書でこの規格を遵守することによって製造事業者の力量を証
明することを規定してもよい。
注1) 購入者及び使用者とは,個別製品の発注者,下請負業者への発注者,及び市販品の購入者,す
なわち顧客をいう。
F.3.4
JIS Q 9001に従った品質マネジメントシステム
JIS Q 9001は,溶接業務に関する特定の要求事項を含んでいないので,この規格の附属書B,附属書C
及び附属書Dを使うことが望ましい。
F.3.5
JIS Q 9001以外の品質マネジメントシステム
JIS Q 9001以外の溶接業務に関する特定の要求事項を含まない品質マネジメントシステムにおける溶接
業務に対しては,この規格の附属書B,附属書C及び附属書Dを使うことが望ましい。
F.3.6
製造事業者
製造事業者が,溶接業務の力量を証明したい場合は,いつでもこの規格の適切な附属書を使うことが望
ましい。
F.4
この規格の製品規格への取込み
この規格の使用者である重要な組織は,国際レベル,地域レベル又は国家レベルにおいて,製品規格を
作成する委員会(製品規格委員会)である。附属書B,附属書C及び附属書Dは,溶接のための品質要求
事項の範囲を規定している。
製品規格委員会に対しては,箇条5で与えられる選択基準を考慮して,製品に対して適切な品質要求事
項を規定するこの規格の一つ又は複数の附属書を選択することが望ましい。
この規格の各附属書においては,完全な品質要求事項がそれぞれ規定されている。
追加要求事項は,やむを得ない理由がない限り,規定しない。
溶接が製品の製造に含まれる場合,製品規格委員会が適用すべき規格を規定してもよいし,規定しない
場合には附属書Eに規定されている規格を選定してもよい。その製品規格委員会は,適用される適切な品
質要求事項の一つ又は複数の規格を選定することが望ましい。例えば,溶接施工法承認のように附属書E
に規定されている規格に複数の水準が存在する場合,製品規格委員会は,受け入れることのできる規格だ
けを選択することでよい。
33
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F.5
この規格と他の規格との併用
附属書B,附属書C及び附属書Dに適合するためには,附属書Eに従って規格を採用するか,又は同
等の技術的条件を規定する他の規格を適用するか,いずれでもよい。
同等の技術的条件を規定していない規格であっても,製造事業者によって全面的に使われる製品規格で
引用されている場合には,採用してもよい。
使用されて十分機能してきた製品規格を,製造事業者がこの規格とともに適用することを考慮してもよ
い。製造事業者が,製品規格に基づいてこの規格との適合性を証明する場合,該当する規格(別に規定さ
れているか,又は製品規格に取り込まれているかにかかわらず)を全て適用することは,製造事業者の責
任とする。
附属書Eに示す規格以外の規格の採用は,次の場合に認める。
a) 製造事業者が使用する製品規格において要求される規格類。
b) 附属書Eに示す規格と技術的に同等の条件を規定する他の規格類。ただし,技術的に同等の条件であ
ることを示すことは,製造事業者の責任とする。
独立認証機関による評価の後に発行される証明書,又は製造事業者によるこの規格のいずれかの規格と
の適合性の主張は,製造事業者が使う規格を明確にし,該当する場合,技術的に同等であることの証拠を
提供又は引用をすることが望ましい。
F.6
文書化及び品質システム
F.6.1
文書化
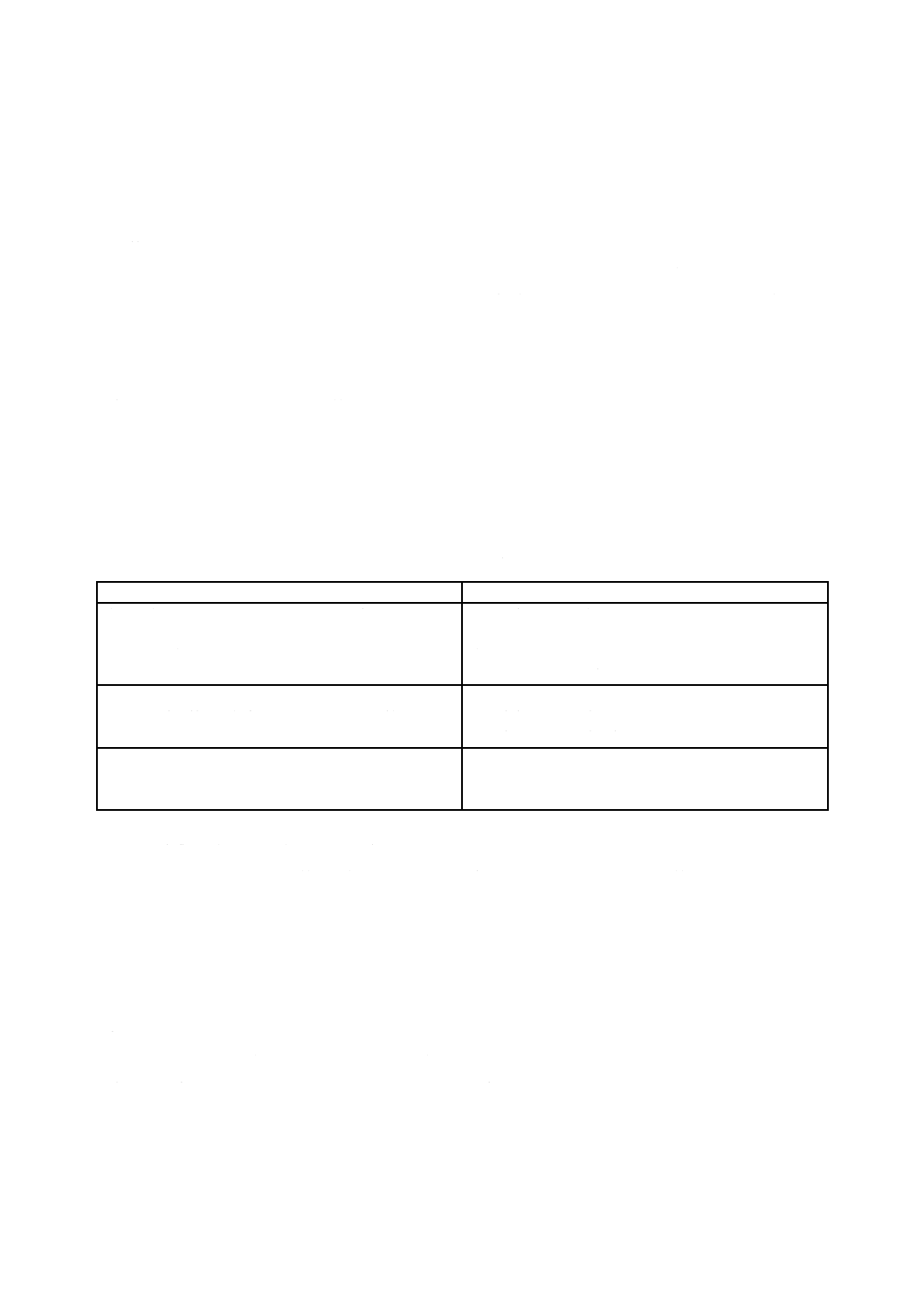
いずれの管理システムにおいても文書化が必要となる。文書化の対象に,手順書,記録,指示書,証明
書など様々な種類の文書を含める(表F.1参照)。
附属書B,附属書C,及び附属書Dでは,作成しなければならない文書を要求している。附属書FAに,
製造事業者が使用してもよい文書の種類の例を示す。
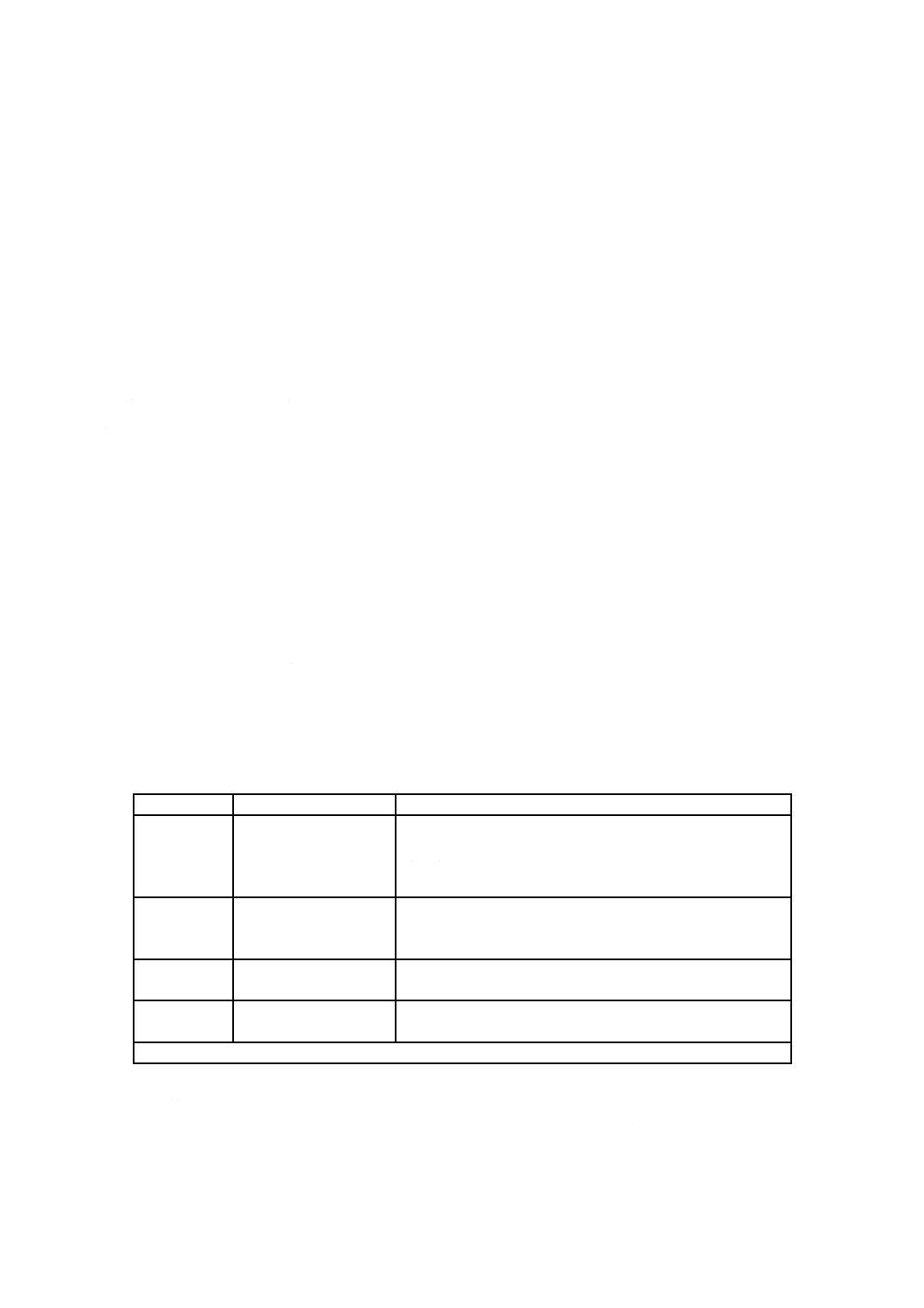
表F.1−溶接関連文書の例
文書の種類
記述a)
溶接管理事項の例
手順書
溶接関連業務の記述
溶接管理技術者の役割(任務,責任及び権限)
溶接材料及び母材の取扱い
溶接施工試験要領
溶接技能者の適格性確認要領
記録
溶接関連業務の報告
溶接施工法承認記録(WPQR)
溶接技能者の適格性確認試験記録
溶接記録
指示書
溶接関連作業の記述
溶接施工要領書(WPS)
作業指示書
証明書
溶接関連作業の検証
溶接技能者の適格性証明書
材料試験記録
注a) 用語の定義に混乱がないようにする。
F.6.2
品質システム
この規格は,品質マネジメントシステムを明確には要求していないが,箇条6では品質マネジメントシ
ステムを採用しなければならない場合に,この規格を補完するものとして考えられる要素を明確にしてお
34
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
り,これらの中で最も重要なものは文書管理であり,製造事業者は,次に示す事項を確実にする文書管理
の手順を実行することが求められる。
− 文書は,最新の状態に維持する。
− 文書は,受領の際に確認する。
− 文書の最新版は,使用場所で利用できるようにする。
− 旧版の文書は,廃棄する。
− 記録は,劣化を避け修復できるように保存する。
− 記録は,承認なしに破棄しない。
このシステムの一部として作成される記録には定期的な更新を必要とするものもあり,これらには,校
正/妥当性確認の記録及び溶接技能者の適格性確認の記録などを含める。
JIS Q 9001に従って品質マネジメントシステムを運用する製造事業者は,箇条6で規定するこれらの要
素を満足する代わりに,文書化されたシステムをもつことが望ましい。
溶接管理システムの有効性の大きな役割は,トップレベルのマネジメントとしてのインプット,及び実
施状況の監視におけるマネジメントの役割,並びに問題点を発見したときにおけるアクションによって決
まる。マネジメント・レビュー及び内部監査を適用することは,溶接管理システムへのトップマネジメン
トが関わることが確実で,実施状況の監視,及び確認された不具合を克服する手段の導入を可能にする。
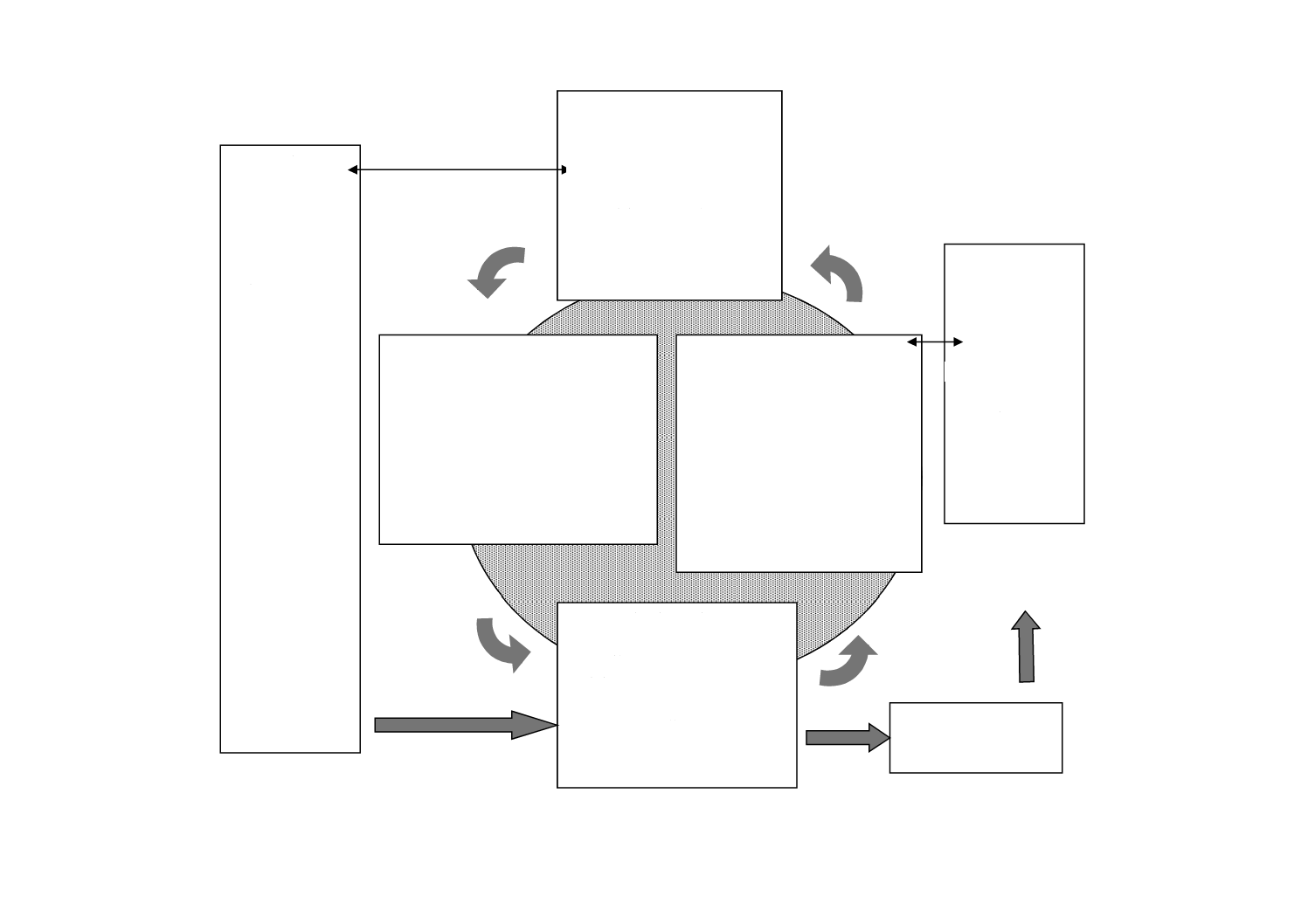
図F.1は,溶接管理システムの実施状況において,マネジメント・レビューを支援するための重要な実施
項目を要約して示す。
35
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図F.1−溶接システム管理方法の概要
インプット
(要求事項)
顧客要求事項
・顧客仕様書
・製品規格
・適用される法令・
規制要求事項
・設計図
・材料
・契約要求事項
アウトプット
(契約の遵守)
顧客満足
・顧客要求事項を満
足する溶接製品
の完成
マネジメントの責任
・溶接管理に対して適切な資源
の割当て
・溶接管理システムの実施状況
の監視
・不具合解決又は改善のための
アクション
資源マネジメント
・溶接管理及び適切な溶接技術の選定
・溶接施工法の承認
・溶接技能者の訓練及び適格性確認
・溶接設備,消耗品,ジグ及び固定具の
有用性
・溶接前の作業計画及び準備
計測,分析及び改善
・NDTの実施及び溶接品質記録
・不適合及び補修計画
・溶接欠陥分析及び是正処置
・溶接プロセスの改善及び効率監視
のフィードバック
・この規格の要求事項に対する内部
監査
製品
・溶接製品の完成
溶接製品の製造
・要求事項遵守のための溶接中の
工程管理
・検査
・必要ならばトレーサビリティ,
手直し,及び修理
・製品完成のための溶接後工程
・製品出荷
アウトプット
インプット
7
Z
3
4
0
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
36
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F.7
品質要求事項の水準選択
この規格は,製品規格,法規及び契約に含められる,又は製造事業者によって選択されることができる
3水準の品質要求事項から成り立つ。水準の選択は,製造される製品の特性,その製品が使われる時の状
況,及び製造される製品の範囲によって決める。
本体では,“この規格は,様々な工業分野で適用される。”と規定している。
最適な水準を選択する場合に適用する基準を,次に示す。
a) 安全性が重視される製品の重要度
b) 製造の複雑さ
c) 製造される製品の範囲
d) 使用される異種材料の範囲
e) 金属学的な問題の生じやすさの程度
f)
製品機能に影響する製造不完全部(例えば,目違い,溶接変形又は溶接不完全部)の程度
この規格の遵守を要求する製品規格は,品質要求事項の水準の選択において二つの重要な分野に重点を
置いている。すなわち,製品の安全の重要性,及び製品の使用環境における動的荷重の重大さである。
一般に品質要求事項の標準的水準は,通常の安全性を重視した構成部品をもち,動的荷重を受けること
も起こり得る広範囲な製品に適している。このような製品は,溶接性が分かっており,機械的性能及び欠
陥の回避を確実なものにするために払われる注意が十分に文書化された汎用材料を用いて普通,製造され
る。非常に限られた安全性しか考慮しない構成部品をもち,僅かな動的荷重と中程度の静的荷重を受ける
製品は,通常,品質要求事項の基本的水準だけが要求される。
高い静的及び動的荷重に対して十分な安全率が考慮され,高性能な用途のために材料が設計される場合,
品質要求事項の包括的水準が適切である。また一方,設計の革新性,又は新規の製造方法を使用する場合
には,品質要求事項の標準的水準に代わって包括的水準が選択される場合がある。
これらの指針においてこの規格の特定の附属書を特定の製品の種類に割り付けることは,可能ではない。
なぜならいかなる製品群においても,設計,材料及び製造方法において多様な水準の複雑さがあり得るか
らである。これらの水準の選択は,製品規格委員会,又は特定の溶接物を購入,若しくは製造しようとす
る者の責任である。
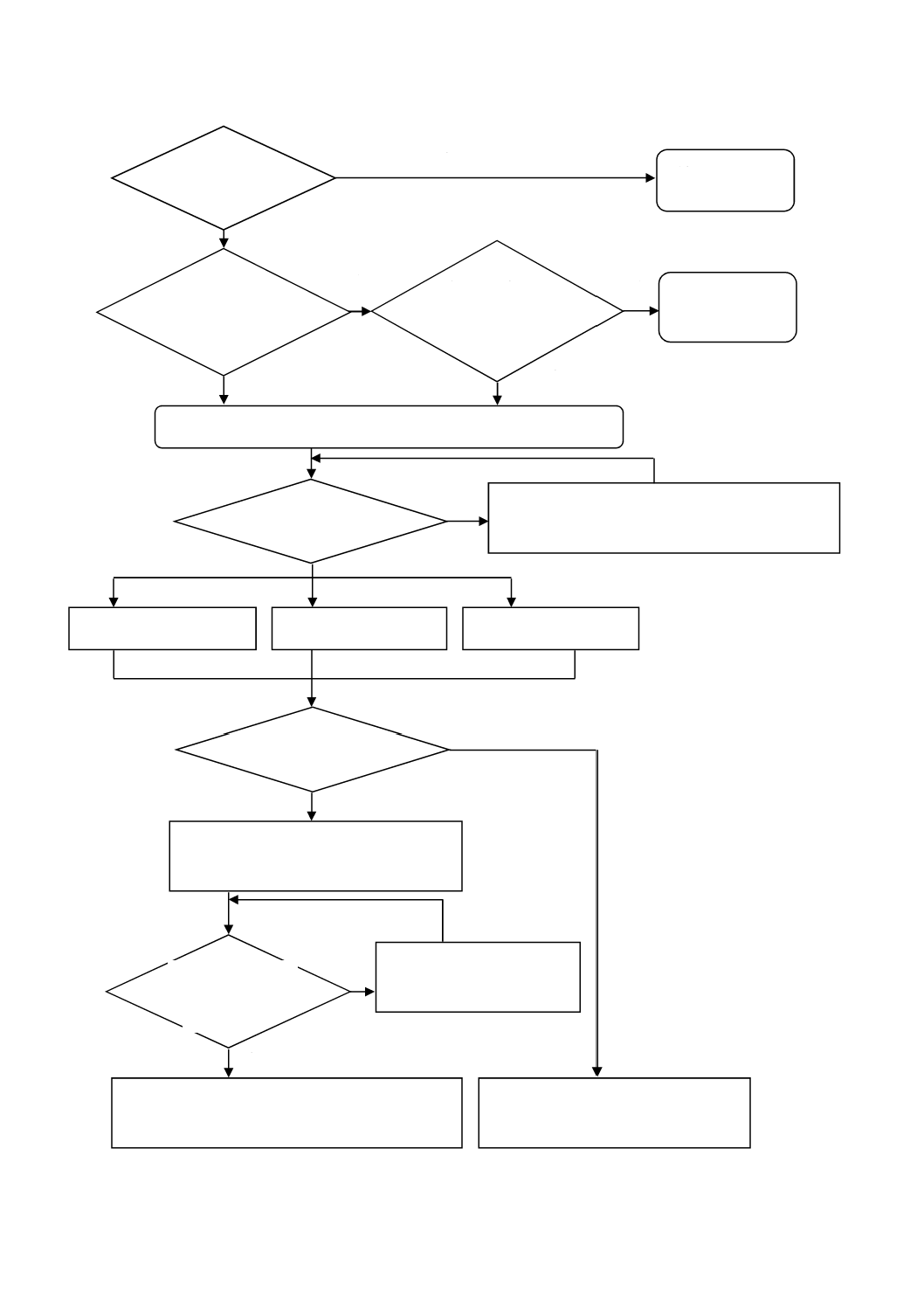
溶接の品質要求事項の選択手順の要約を,図F.2のフローチャートに示す。
本体では,品質要求事項の特定の水準に適合している製造事業者は,それより下位の水準にも適合して
いると規定している。すなわち,附属書Bに適合していることを証明する製造事業者は,附属書C及び附
属書Dにも適合している。このことは,製品のあるものは包括的品質要求事項を必要とするが,他のもの
は標準的又は基本的要求事項だけを必要とするような様々な製品を製造する製造事業者にも当てはまる。
このような方法によって,製造事業者は,包括的水準に適合する製品に対しては包括的要求事項を適用で
き,一方で標準的又は基本的要求事項の適用がより適切な製品に対してはこれらの要求事項を適用するこ
とができる。
37
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図F.2−溶接の品質要求事項−フローダイヤグラム
更なるアクション
不要
要求されない
製造事業者は,
この規格に従った溶接の
品質要求事項を導入する
ことを望むか
更なるアクション
不要
いいえ
必要な要求事項が
満足されたか
附属書B,附属書C又は
附属書Dの要求事項を満足するためのアクション
いいえ
JIS Q 9001の要求事項実施のアクション
(本体及び附属書F参照)
包括的品質要求事項
基本的品質要求事項
JIS Q 9001の遵守が
要求されるか
JIS Q 9001要求事項を満足す
るためのアクション
いいえ
はい
はい
はい
附属書B,附属書C又は附属書D
に従った溶接の品質要求事項
いいえ
はい
いいえ
はい
はい
附属書B,附属書C又は附属書Dの要求事項を含む
JIS Q 9001に対する品質マネジメントシステム
標準的品質要求事項
溶接の品質要求事項
の実施
製品規格又は仕様書
における融接の品質
要求事項の有無
の実施
品質要求事項のレビュー及びこの規格の適切な附属書の選択
JIS Q 9001の全ての
必要な要求事項が満足
されたか
38
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F.8
製造における実施
F.8.1
実施のための一般指針
F.8.1.1
基本原則
この規格は,多くの異なる業務分野,特に次の三項目に関係する分野に対する要求事項を規定している。
a) 特殊工程である溶接に関する全般的な管理のための,製造事業者の手順書
b) 製造に関する技術指示書(例えば,附属書B及び附属書Cに対する溶接施工要領書)
c) 要員の力量,実現能力及び適格性の証明(例えば,溶接技能者の適格性確認)
各業務分野についての要求事項は,次による。それ以外の要求事項は,製造事業者の組織,JIS Q 9001
の環境下での実施,及び最終的に個々の管理要素による。
F.8.1.2
実施
多くの製造事業者は,要員の力量,実現能力,及び適格性の文書類と同様に,製造のための手順書及び
指示書に関連する要求事項を適用する。この規格の適用は,大幅な変更又はコストを招くものではない。
しかし製造事業者によっては,次の一つ又は複数の理由によって,より大きな影響を与える業務活動が要
求されることがある。
− この規格の実施時期が,国家又は国際的に認められている新しい製品規格への移行と重なる場合,い
ままで適用されてこなかった新しい手段を必要とする場合がある。例えば,溶接技能者の適格性確認
試験及び溶接施工承認試験,並びに製造する製品の種類に関する知識基盤を確実にするための溶接管
理技術者の訓練又は採用などである。
− 顧客は,以前非常に異なるやり方で運営していた製造事業者に対して,この規格の要求事項に適合す
ることを要求することができる。
− 国家又は地域の法規は,製造事業者の製品に,その国又は地域での使用について承認を与えるために,
特定の工業分野において製造事業者がこの規格を遵守することを要求する場合もある。
このような要求は,以前適用していた要領に対し,大幅な変更を伴う場合がある。
このような業務活動が必要となった場合,溶接が重要な製造工程である製品の製造において,この規格
は優れた結果をもたらすことに,注目することが望ましい。この規格を遵守することは,製品が適正に製
造されること,並びに適切なプログラムによって検査及び保守が実行される場合には,製造欠陥に起因す
る使用中の早期損傷を被ることはないという信頼を,製造事業者及び顧客に対し一様に与える。
F.8.1.3
溶接管理
溶接は特殊工程であり,更に質の低い溶接がもたらす結果は重大となることがあり,溶接が正しく施工
され,製造した製品に対して要求された検査が完全に実施されることを確実にするための管理を実施する。
これらの管理とその課題には次の点を含む。
− 溶接施工法の検証及び溶接要員の実現能力
− 設備の使用可能状況,適切性及び保守
− 製品に対する要求事項の明確化
− 下請負を行う方法
− 生産計画の水準
− 母材及び溶接材料の保管及び取扱い
− 検査の実施及び成績
− 製品と仕掛品の識別及びトレーサビリティ
− 製品不適合の是正
39
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 品質記録の範囲及び保管
このような管理においては,何を管理するか,どのように管理するか(必要ならば,一つ又は複数の手
順書又は規格によって),管理において,誰に任務及び責任を割り当てるか,及びどのように管理システム
の個々の状況を報告し,文書化するかを規定することが望ましい。
F.8.1.4
製造手順書
F.8.1.4.1
技術文書類の作成
この規格は,溶接管理システムの有効性を確実なものにするため,多くの技術的な指示書,手順書,仕
様書及び記録を規定している。このような技術文書類の作成を必要とするこれらの製造業務は,附属書A
に規定されている。ただし,製造事業者は,例えばPWHTのような特定の業務が製造業務に含まれていな
い場合,管理システムの中で取り上げる必要はない。
製造事業者が,自らの管理システムに有効であることを見出した文書類の例を,附属書FAに示す。
F.8.1.4.2
溶接施工法の承認
溶接施工法の承認方法は,製品規格に規定されている方法を採用しなければならない。規定がない場合
は,契約当事者間で適切な方法を合意することが望ましい。
溶接試験が実施されたとき(溶接施工法試験又は製造前溶接試験の場合),得られた結果は,WPQRに
記録する。手順の要約を表F.2に示す。
表F.2−溶接施工法承認に関する文書化
任務
附属書B
附属書C
附属書D
承認の事前計画
pWPS
pWPS
WI
承認
WPQR c)
WPQR c)
文書化不要a) c)
溶接施工要領書
WPS
WPS
WI a)
作業指示書(WI)
WPS又は専用のWI
(任意)
WPS又は専用のWI
(任意)
口頭での指示又はWI
プロセスの文書化
製造記録
(任意,通常要求されない)
不要b)
不要
注a) 附属書Dで適用される承認前の溶接施工要領書は,十分確立されており,満足できるものと考えられ,
そのWPSは,通常,溶接法,母材,及び溶接材料の仕様だけに減らすことができる。
なお,溶接材料の供給者は,守らなければならない基本溶接パラメータに対して幅広い範囲を表示
してもよい。
b) 製造中の実際の溶接データの記録は,計測機器が校正/点検されていなければ使えない。
c) WPQRは,検査員/検査機関によって署名されることが望ましい。ISO 15607:2003,表B.1によると,
pWPS,WPS,及びWIは,製造事業者に代わって,責任ある溶接管理技術者(又は附属書Dを適用
するならば溶接監督者)が作成し署名することができる。
F.8.1.4.3
その他の工程
他の製造工程の承認に関する原則は,溶接施工承認の原則とある程度同じとし,溶接施工法の承認
(F.8.1.4.2参照)に関する一般的な方法を,溶接物の製作に関連して使われる他の製造文書に適用しても
よい。
他の製造工程に関する文書例について,次に概要を示す。
− 溶接部のNDTは,多くの場合製品規格で規定されており,通常の方法は,使用されるNDT法に関連
するNDT規格に基づいて作成された標準的施工法を適用することである。NDTの報告書は,常に試
験の結果の詳細を記述し,溶接部の試験結果を判定して作成することが望ましい。
40
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
通常この報告書には,試験中使われた重要なNDTパラメータの記録が含まれる。
− PWHTの場合は,上述したNDTの事項に類似している。熱処理データの報告と共に,熱処理要領も
要求される。熱処理に関する品質要求事項は,ISO/TR 17663又は適切な規格による。適切な規格とは
契約当事者間によって合意した規格で,日本工業規格,国際規格,団体規格などである。
− 熱切断
熱切断に関しては,一般的に文書化された手順書は要求されない。なぜなら,信頼性は,オペレータ
の技量及び力量に基づくからである。しかし,例えば,経験があまりなく切断の影響を受けやすい材
料を切断する場合,又は最終製品に有害となり得る切断端部の硬化域のリスクがある場合などでは,
文書化された指示書が必要となることがある。
F.8.2
組織
製造事業者という用語は,溶接管理の責任をもつ事業体(entity)に対する呼称として広く使われるが,
厳密に言えば,溶接管理は,(JIS Z 3410に規定されているように)溶接管理技術者で構成される一つのチ
ームの管理下で働く一群の人たちによって,組織内で行う。
ここでの組織は,必ずしもそうでない場合もあるが,多くの場合法人と同じとし,幾つかの代表的な組
織及び任務の概要に関して原則的な考え方は,表F.3による。
表F.3−組織及び任務
状況
コメント
多くの会社又は工場を抱える大企業の場合で,その各々
の会社又は工場が,それぞれのマネジメントに対し責任
をもつ溶接管理技術者のチームを保有する。
この場合,各々の会社又は工場が,独立してこの規格を
実行するのが望ましい。
注記 各々の会社又は工場は,通常全ての他の会社又は
工場を下請負契約者として考えることになる。
多くの工場を抱える大企業の場合で,企業マネジメント
に関わる溶接管理技術者の1チームによって管理する。
全ての工場を含めて企業が実行することはあり,この規
格に適合しないで溶接を行ういずれの工場も,この規格
を実施する工場に溶接製品を納品してはならない。
製造事業者(主契約者)が下請負契約者に対しこの規格
の管理下で仕事を要望する。
主契約者の権限を任された溶接管理技術者が,効率よく
下請負の溶接業務を管理する権限及び手段をもつ場合だ
け実行可能とする。
一つの作業場(work shop)で,例えばJIS Z 3422規格群に従った溶接施工法試験によって承認された溶
接施工要領書は,同一の溶接管理技術者であることを含めこの規格に従った共通の管理システムで同一の
製造事業者によって運営されるならば,その製造事業者の他の作業場に適用してもよい。
上記に当てはまらない全ての組織は,この規格の目的からすると,下請負契約者とみなす。下請負契約
者が,この規格に独力で適合できない場合には,製造事業者は,下請負契約者が各々個別の契約に対して
この規格の適切な要求事項を満足できることを確かなものにすることが望ましい。
F.9
この規格の特定箇条の解釈
F.9.1
要求事項のレビュー及びテクニカルレビュー
製造事業者は,例えばチェックリストの消し込み又は契約,若しくはテクニカルレビューの議事録によ
って,この規格の適切な規格における各要求事項が,十分満足されたことを証明しなければならない。こ
の規格は,全てを網羅するよう意図されていないため,特定の契約又は設計要求事項に関連する更なる事
柄については,別途考慮することが望ましい。
41
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
全体の趣旨は,製造事業者が適切に技術要求事項を理解し,製品が契約に従って製造できることを確実
にすることとする。
この業務のために,JIS Z 3410に従った溶接管理を規定することが望ましい。
F.9.2
下請負
製造事業者は,溶接,NDT,検査,熱処理,設備の保守及び校正を含むいかなる下請負の溶接関連業務
も,この分野に責任を割り当てられた溶接管理技術者が達成できるように,契約仕様書の要求事項に適合
することを確実なものとすることが望ましい。
溶接又は付帯サービスを提供する下請負契約者は,主契約者と同等又はより高い水準のこの規格の附属
書に従ってもよい。
特定のケースにおいては,下請負の範囲及び提供するサービス又は製品によって,低い水準の方が適切
な場合がある。
様々な理由から,この規格の品質水準のいずれかに適合する組織に,作業の下請負をすることが,必ず
しも可能とは限らず,この規格の関連項目に従って,溶接又は関連業務を適正に管理することを確実にす
るのは,製造事業者の責任とし,そのため,溶接作業が行われ,その溶接が溶接技能者の適格性確認及び
溶接施工要領の承認を必要とするとき,製造事業者は,下請負契約者の構内の監査を要求してもよい。
製造事業者が,適切なWPSを保有している場合,これらを下請負契約者に提供し,それらの適用を監
視することは,目的にかなっており,製品検査も,製造事業者と協力して行ってもよい。関連するサービ
ス,例えば,PWHT,NDT,又は検査を提供する下請負契約者が関連業界の仕組みに照らし,それらの業
務に対する適切な証明をもってなく,適格性確認された要員を保有していない場合は,製造事業者は下請
負契約者を監査してもよい。
最初の監査で過度の不適合が明らかになれば,より広範囲の監督及び監視が必要となることも考えられ
る。
契約上又は法規上の要求事項が,この規格の特定の附属書を規定しているとき,下請負契約者は,その
水準又はそれより高い水準に適合することが望ましい。
附属書B又は附属書Cが要求されていても,附属書Dに従って業務を行う下請負契約者は,単純な溶
接製品を製造してもよい。
これには,関係する顧客又は当該機関の許可を必要とすることもある。
契約上又は法規上の要求事項が強制されないならば,製造事業者は自主的に,下請負契約者が適切な水
準のこの規格に従うこと,又は実施される業務に対する適切な管理を与える手段をとることのいずれかを
確実なものにすることが望ましい。
F.9.3
溶接管理(welding coordination)
F.9.3.1
一般
JIS Z 3410に従った溶接管理では,製造及びその溶接を管理するために行う技術的業務に関するマネジ
メント及び実施を取り扱っており,溶接管理は,通常様々な分野の要員によって行われ,彼らの多くは,
従来溶接技術関係者の一部とみなされてこなかったので,次の点を強調管理する。
a) 大規模で複雑な溶接業務を行う大きな組織は,通常,溶接の管理を専門的に担当する多くの要員を雇
用するので,これらの要員は,例えば,溶接エンジニア及び溶接テクノロジストのような肩書きをも
つことができ,通常,常勤の溶接管理技術者として認識する。
b) 小さな組織においては,類似の職務が他の肩書き(例えば,製造マネージャー,フォアマン)をもち,
溶接管理に付け加えて他の職務を行う要員に別の職務を割り当ててもよい(兼任の溶接管理技術者)。
42
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 溶接材料の保管及び取扱い,設備の保守及び校正に関連する溶接管理業務などは,溶接とほとんど関
係のない肩書きをもつ要員に担当させることができる。このような要員は,一般に,幾つかの特化し
た溶接管理業務に限定する。
d) 製造事業者が,溶接技能者及び溶接オペレータに対して,細分化した計画の幾つかの職務を割り当て
る場合,溶接技能者及び溶接オペレータが必要な知識及び力量をもつことを確実なものにすることが
望ましい。
e) 溶接管理業務でもある検査及び試験業務の管理は,通常,例えば溶接検査技術者(welding inspector),
NDTエンジニア,又は品質管理マネージャー(quality manager)のような肩書きをもつ要員によって
行われるが,小さな組織においては,このような業務は現場監督・職長又は他の要員に割り当てられ
ることができる。
F.9.3.2
溶接管理技術者(welding coordinator)
附属書B及び附属書Cは,JIS Z 3410の適用を要求している。このJIS Z 3410は溶接管理の人的な側面
(human aspect)を含んでおり,それ自体重要な規格であり,品質システムにおいて,各管理業務,例えば
溶接設備の保守管理は,通常,製造事業者によって雇用された一人又は複数の要員によって行われ,この
規格は,溶接管理の各要素に関する要求事項を明確にし,これらの溶接管理の任務及び責任を割り当てる
に際し,製造事業者は,次の事を行うことが望ましい。
a) 個別の管理システムを明確にし,全ての任務及び責任並びにそれらを誰に担当させるかを示したリス
トを作成する。
b) JIS Z 3410に記載されている全ての業務が,管理システムに組み込まれていること,及びそれらが一
人又は複数の要員に適切に割り当てられていることを確認するために,列挙された任務及び責任の全
てを確認する。
c) それぞれの溶接管理の職務に対する適格性,経験及び訓練の観点から,力量についての基準を明確に
する。
d) 経験,訓練,及び/又は適格性によって,溶接管理技術者として任命された要員の力量が,割り当て
られた業務に対して適切であること。
各々の溶接管理技術者に必要とされる適格性確認(の水準)は,製造事業者がこれまでその組織体制の
中で任務と責任を割り当ててきたことの結果であることが強調されなければならない。
JIS Z 3410は,製造される製品の範囲に対し十分な水準の溶接技術知識をもつ一人又は複数の要員を識
別するために,“責任ある溶接管理技術者”という用語を用いている。
全ての製造事業者は,少なくとも一人の責任ある溶接管理技術者を指名することが望ましい。
責任ある溶接管理技術者は,製品品質に影響する事項に対して決定を行い,関連文書への署名ができる
力量をもつものとして,製造事業者に任命されることが考えられる。責任ある溶接管理技術者は,溶接業
務を監視し,溶接が正しく行われなかったときには,その対応について全面的な責任をもっている。
JIS Z 3410:2013において,附属書Aは教育システムを引用している。これらの規格では,顧客及び当該
機関は,適切な履修証明書(diploma)又は資格認証(certificate)を取得している責任ある溶接管理技術者
が“定義によって適格性が確認された”と考えることが望ましいとしている。ただし,JIS Z 3410:2013の
附属書Aは,製造事業者が責任ある溶接管理技術者に対して他の適格性確認を適用することを妨げてはい
ない。
製造事業者は,顧客及び該当機関に対しその適格性確認が適切であることを証明することが望ましい。
F.9.3.3
JIS Z 3410の溶接管理知識とこの規格の品質水準との対応関係
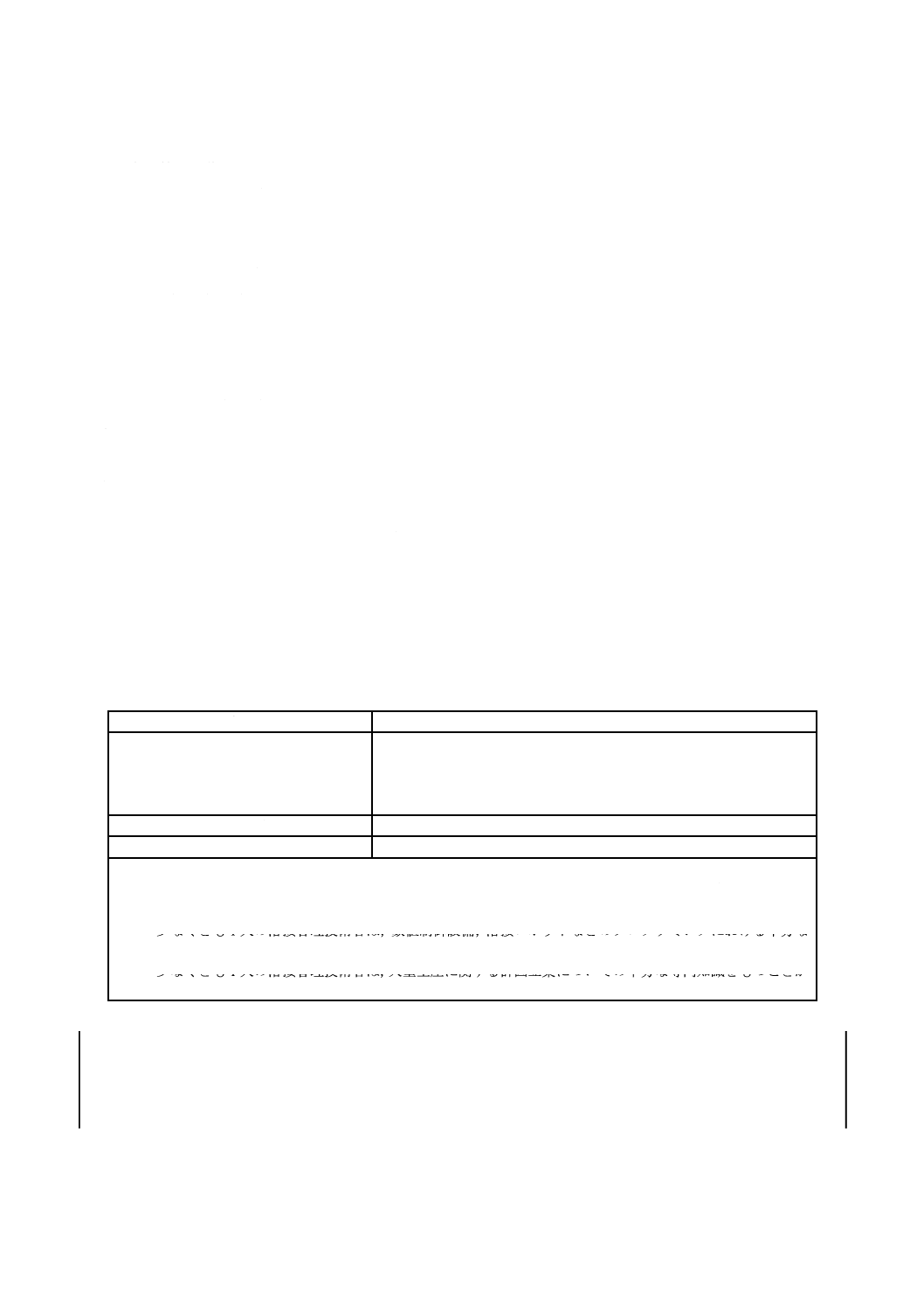
43
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3410は,溶接管理技術者に要求される二つのタイプの知識及び経験を規定している。
a) 全般的な技術知識
b) 割り当てられる任務に関連した,溶接及び関連する工程についての専門的技術知識。
加えて,この規格は,責任ある溶接管理技術者に対して3水準の技術知識を定義している。
− 包括的(comprehensive)技術知識
− 特定(specific)技術知識
− 基礎(basic)技術知識
この規格は,溶接に関する品質要求事項の三つの水準を示している。この規格による三つの水準と,JIS
Z 3410による三つの水準とは,ある程度は対応しているが,全てにおいて対応しているわけではない。
次の因子は,基本的にこの対応関係に影響を与える。
a) 溶接作業の技術的複雑さ,とりわけ母材の溶接性
b) 溶接に使われる設備の複雑さ(数値制御設備及び溶接ロボットのような設備は,被覆アーク溶接に対
するよりも,より高度な生産管理を必要とするかもしれない。)
c) 生産量(大量生産は,製造コストを最小にするために,詳細な製造計画及び管理を必要とする。)
d) 溶接品質水準(表面及び内部検査の量が多いほど,並びに合格基準がより厳しいほど,過大な補修又
は不合格を避けるために,より厳しい管理を必要とする。)
表F.4は,上記のa),b),c) 又はd) の因子のうちの一つだけが重要な場合の対応関係を示す。多くの
製造事業者は,責任ある溶接管理技術者に要求される適格性確認や経験を規定するとき,二つ以上の因子
を考慮しなければならない。この表は,従うべき原則を示しており,溶接管理技術者が適切な製造経験を
もつことは,これとは別に推奨する。
表F.4−この規格とJIS Z 3410との対応関係
決定因子
溶接管理技術者への要求事項a)
溶接作業の技術的複雑さ
次の水準が直接的に対応する。
− 附属書BにはJIS Z 3410の包括的技術知識
− 附属書CにはJIS Z 3410の特定技術知識
− 附属書DにはJIS Z 3410の基礎技術知識
溶接に使われる設備の複雑さ
対応関係なし。JIS Z 3410の基礎技術知識で差し支えない。b)
生産量
対応関係なし。JIS Z 3410の基礎技術知識で差し支えない。c)
注a) この水準での1人又は複数の溶接管理技術者。2人以上の溶接管理技術者を雇用する製造事業者は,必ず
しも全ての要員に対し,同じ水準の要求を必要しない。必要な水準は,割り当てられる任務及び責任によ
る。
b) 少なくとも1人の溶接管理技術者は,数値制御設備,溶接ロボットなどのプログラミングにおける十分な
専門知識をもつことが望ましい。
c) 少なくとも1人の溶接管理技術者は,大量生産に関する計画立案についての十分な専門知識をもつことが
望ましい。
幾つかの関連する製品規格においては,責任ある溶接管理技術者に要求される知識水準を,規定するこ
とが望ましい。このような場合,製造事業者は,これらの要求事項を満足させなければならない。
しかしながら,JIS Z 3410は,JIS Z 3410の遵守を維持する責任は製造事業者にあるとしながらも,溶
接管理を下請負とすることを許容している。
F.9.4
設備
この規格は,主要な設備及び施設のリストを作成し,日々更新することを要求しており,関連する製品
44
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を製造するのに適切であることを確かなものにするために,設備及び施設を監視するのが望ましい。
製造事業者は,全ての製造設備の識別,管理,保守及び(関連する場合には)校正に対し品質システム
を適用することが望ましい。このシステムには,これらの業務に対して責任のある個人を指名し,欠陥の
ある設備を製造に使用することを防ぐため,詳細な取決めを行うことを含む。
F.9.5
溶接業務
製造事業者は,計画書及び他の文書(図面,指示書,要領書など)によって,製造,非破壊試験及び他
の関連業務の実施に関する要求事項を,どのように管理し,達成するかを示すことができることが望まし
い。
F.9.6
母材の保管
製造事業者は,完成品に組み込むために準備された構成部材を含めて,購入したか,又は顧客から支給
された母材を保管・管理するシステムを確立することが望ましい。また,その方法及びシステムを規定す
ることが望ましい。
F.9.7
校正(calibration)及び妥当性確認(validation)
校正(calibration)及び妥当性確認(validation)は,必ずしも十分説明されないが,よく使われる用語で
ある。溶接におけるこれらの概念は,ISO 17662の主題である。
ここで,校正とは,不確かなレベルにある試験される機器の精度を判定できるように,機器の項目(例
えば,電流計,電圧計など)を定期的に,精度が明らかになっている計測標準器と比較して試験するプロ
セスである。
他方,妥当性確認は,試験中の機器が,機器の設定値又は機器のゲージを基に,満足いく結果を出して
いることを示すために,校正された機器又は計測標準器を使うことで可能である。
一般に溶接設備の校正は,溶接部の品質/再現性が,例えば電流,電圧,速度,ガス流量又はパルス特
性のようなパラメータに対して,正確,かつ,再現性の高い設定を必要とする場合に限り要求される。
電源に電流及び電圧用の校正されたメータがついていない場合には,製造事業者は,溶接パラメータ(電
流・電圧)が溶接施工要領書又は指示書の要求事項に従っていることを検証するために,校正された計測
機器を保有することが望ましい。
溶接後熱処理及び溶接棒保管管理の設備は,校正及び妥当性確認の対象であるが,例えば非破壊試験設
備及び圧力試験計器の検査及び試験機器は溶接管理の対象ではない。一般には,検査及び試験計測機器は
常に校正されている。
一般に校正又は妥当性確認は,例えば熱処理のための記録計のような温度計測,非破壊試験設備及び圧
力計などについても要求される。
製品自体が,あるレベルの精度を必要とする場合は,例えば,バーニア・ゲージ及びマイクロメータの
ような寸法計測機器は校正を必要とする。
電流が決められた設定に従って調整された場合,又は溶接機付きの電流計で設定した状況において,ケ
ーブル中の溶接電流を確認するため,クランプメータを使用することは,設備からの出力が満足すること
を検証するものである。また,溶接施工要領書に従った正しい電流を得るため,溶接機の調整にクランプ
メータを使った場合,クランプメータは,正しい電流レベルであることを検証することになる。これによ
って,溶接機の出力精度の確認は不要となる。この意味で,検証(verification)は,ただ指定した電流レ
ベルが得られていることを確実なものにするだけなので,校正又は妥当性確認のプロセスではない。
パルスアーク溶接のような新しい溶接法及び新しい電源を使用する場合は,高精度の計測ができなけれ
ば制御することが困難又は不可能であり,適切な正確さの計測器が必要であることに注意することが望ま
45
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
しい。
入熱の厳密な管理を必要とする自動溶接の操作の制御も正確な計測器の使用を前提としている。
製造事業者は,校正し,その記録を維持しなければならない設備を特定し,記録することが望ましい。
F.9.8
識別及びトレーサビリティ
この規格は,必ずしも識別及びトレーサビリティを要求しているわけではなく,製造事業者は,トレー
サビリティが要求される契約を結んだ場合,又は結ぶ見込みの場合,適切な指示をしなければならない。
このような指示は,トレーサビリティを要求しない項目と混同するようなことがあってはならない。
溶接材料のトレーサビリティが要求される場合,溶接部に使われる材料のバッチを記録することが望ま
しい。しかし,多パス溶接継手内における,承認された溶接材料のバッチの配置を記録することを必要と
しない。
F.10 評価及び認証
この規格は,どのような評価又は認証も要求してなく,製造事業者は,自らの責任においてこの規格の
特定の水準に適合していることを宣言することができる。この宣言の一部として,製造事業者は,実行す
る管理において使われる文書類を詳述することが要求される。附属書Eに示されたJIS又はISO規格であ
る場合は,附属書Eを引用することを簡単に申し立てればよい。これが,この規格の最も一般的な使い方
となる。また一方,顧客(第二者機関)又は認証機関(第三者機関)が,製造事業者を評価するために,
この規格を使ってもよい。
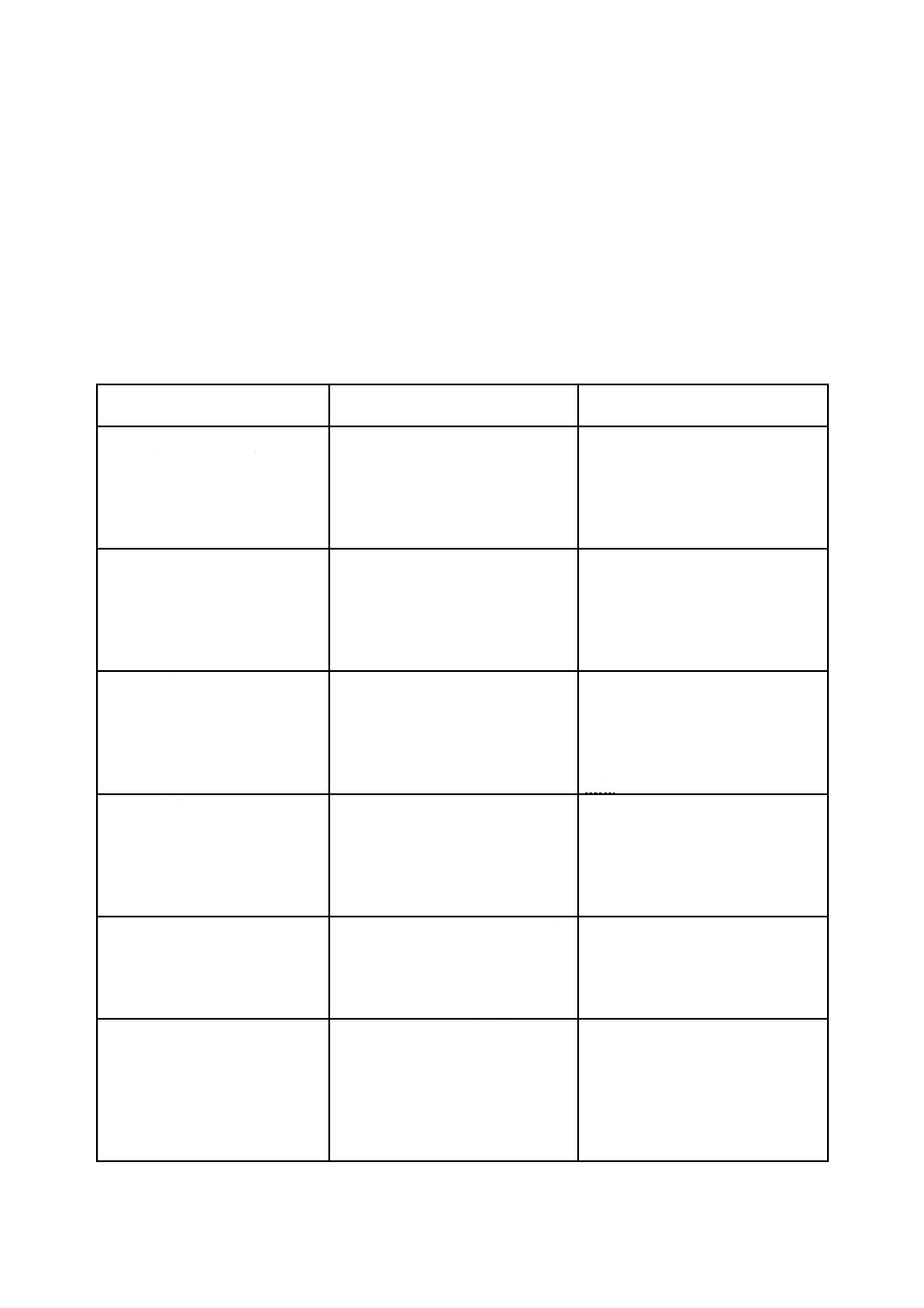
46
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書FA
(参考)
溶接関連業務の管理のための文書例
表FA.1は,溶接関連業務を管理するために製造事業者が使用する可能性のある文書のタイプをリスト
アップしている。
番号は,この規格の関連する附属書における該当箇条に対応する。
表FA.1−溶接関連業務の管理のための文書例
附属書B,附属書C及び附属書D
における箇条番号
要求される文書
代表的な記録/報告書
B.4,C.4及びD.4 要求事項のレビ
ュー及びテクニカルレビュー
− 要求事項のレビュー
− テクニカルレビュー
製造事業者がどのように要求事項の
レビュー及びテクニカルレビューを
実施するかを示す文書。作成された記
録は,コメントを付けた完成されたチ
ェックリストの様式,又はレビュー会
議の議事録でもよい。
要求事項のレビューのチェックリス
ト
テクニカルレビューのチェックリス
ト
B.5,C.5及びD.5 下請負
例えば
− 溶接
− 熱処理
− 検査及び試験
− 保守及び校正
溶接に関連した下請負の業務が,どの
ように評価され,管理されるかを含
め,どのように契約の要求事項に適合
しているかを説明する文書。
下請負の評価報告書
下請負契約者のモニタリング・チェッ
クリスト
検査報告書
B.6,C.6及びD.6 溶接要員
− 溶接技能者及び溶接オペレー
タの適格性確認
− 溶接管理技術者の適格性確認
要員の訓練,評価及び任命に関する文
書。
溶接管理技術者の任命,任務,相互関
係及び責任の範囲を文書化する。
溶接技能者/溶接オペレータの適格
性証明書。
溶接管理技術者の適格性確認記録及
び権限に関する文書。
溶接管理の相互関係図(業務分担な
ど)
B.7,C.7及びD.7 検査要員及び試
験要員
− 非破壊試験技術者の適格性確
認
− 溶接検査技術者の適格性確認
と力量
要員の訓練,評価及び任命に関する文
書。
非破壊試験技術者の適格性証明書。
目視試験に関する適格性確認報告書
並びに近方視力及び色覚の診断書。
B.8,C.8及びD.8 設備
− 設備の適切性
− 新しい設備の適切性確認
− 溶接,検査及び試験に関わる設
備の保守
全ての生産及び検査設備の識別,管
理,保守及び校正(関係する場合)に
ついての文書
設備の保守スケジュール
必要不可欠な設備のリスト
新しい設備の試験報告書
設備保守記録
B.9,C.9及びD.9 溶接及び関連業
務
− 生産計画
− pWPSの作成及び承認
− WPS又は作業指示書の作成
− 他工程の要領書/指示書
− 文書管理
生産計画及び生産業務の管理に関す
る文書
生産計画書
WPQR
関連する品質文書の作成及び管理に
ついての手順書
図面及び略図
WPQR
WPS又は作業指示書
工程指示書,例えばNDT,コーティ
ング
工程記録,例えばNDT試験報告書,
コーティング記録及び試験報告書
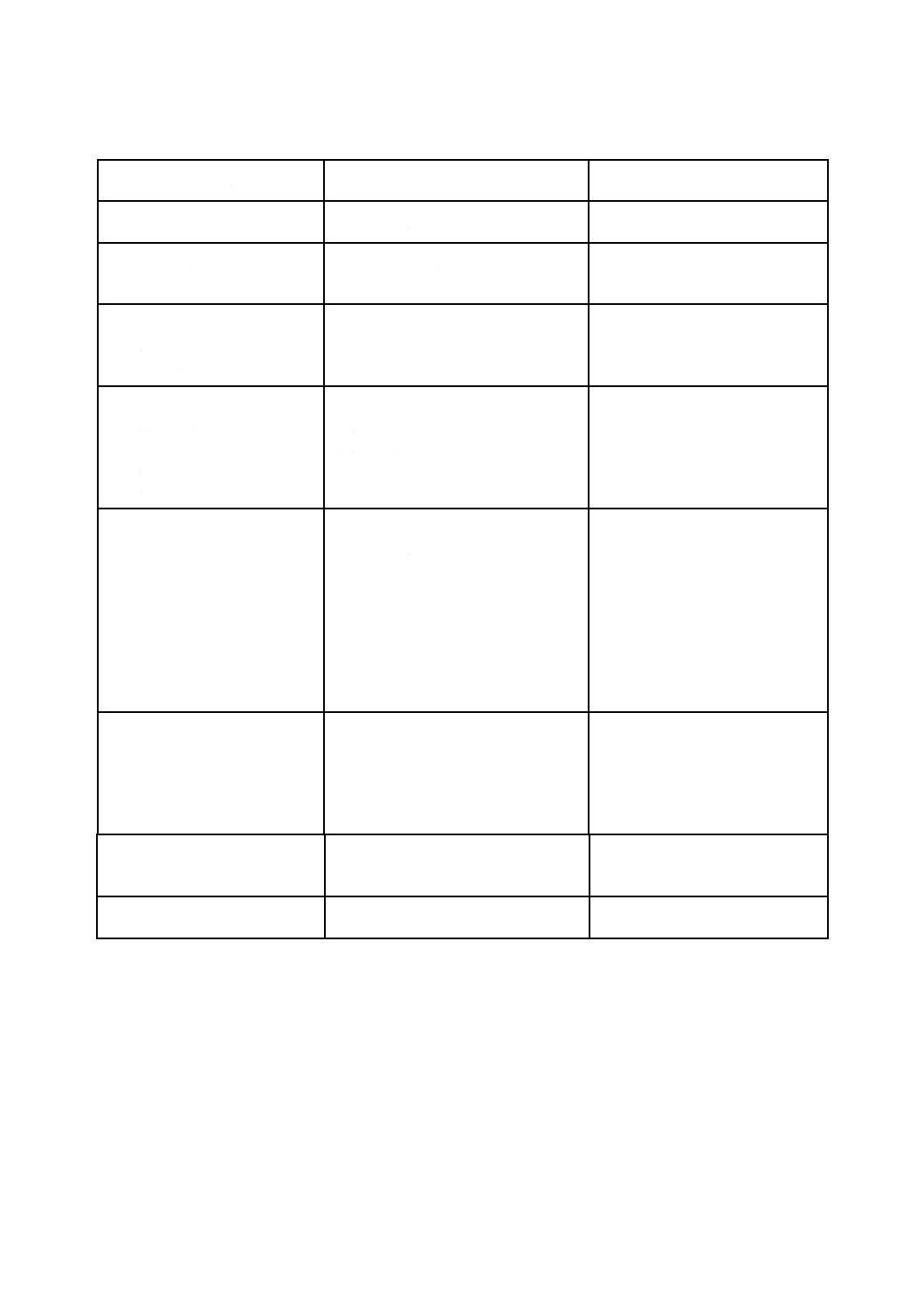
47
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表FA.1−溶接関連業務の管理のための文書例(続き)
附属書B,附属書C及び附属書D
における箇条番号
要求される文書
代表的な記録/報告書
B.10,C.10及びD.10 溶接材料
− 溶接材料の保管及び取扱い
溶接材料の保管,取扱い,識別及び使用
に関する文書。
溶接材料の試験証明書
B.11,及びC.11 母材の保管
− 母材の保管
生産中の仕掛品及び発送待ちの完成品
を含む母材の保管に関する文書。
保管計画書
母材の試験証明書
B.12,及びC.12 溶接後熱処理
(PWHT)
− 溶接後熱処理(PWHT)の計
画及び管理
生産計画及び生産業務の管理に関する
文書化プロセスに含まれる。
熱処理手順書
熱処理記録
B.13,C.13及びD.11 検査及び試
験
− 検査計画書の準備
− 溶接前の検査及び試験
− 溶接中の検査及び試験
− 溶接後の検査及び試験
生産計画及び生産業務の管理に関する
文書化プロセスに含まれる。
検査計画書
検査手順書
寸法報告書
検査報告書
補修記録
B.14及びC.14 不適合及び是正処
置
− 規定された要求事項と適合し
ない項目や業務を管理するた
めの対策
− 補修又は手直しを行うための
WPS
− 補修後の再検査,試験及び調
査
− 不適合の再発防止対策の実施
製品の品質又は生産工程に悪影響を与
える可能性のある条件を特定し,改善す
るための文書。
不適合報告書
マネジメント・レビュー報告書
B.15及びC.15 計測,検査及び試
験設備の校正及び妥当性確認
− 温度計測用機器
− 電気計測用機器
− 形状及び寸法計測用機器
− ガス流量計
全ての生産及び検査設備の識別,管理,
保守及び校正(関係する場合)に関する
文書化プロセスに含まれる。
校正及び検証スケジュール。
校正及び妥当性確認試験の記録
B.16及びC.16 識別及びトレーサ
ビリティ
− 識別及びマーキング
要求された場合,溶接業務の識別及びト
レーサビリティを確実なものにするた
めの文書。
トレーサビリティ記録(要求された
場合)。
B.17及びC.17 品質記録
− 報告
文書管理に関する文書に含まれる。
上記リストアップのとおり。
48
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書FB
(参考)
参考文献
JIS Q 9001:2008 品質マネジメントシステム−要求事項
注記 対応国際規格:ISO 9001:2008,Quality management systems−Requirement(IDT)
JIS Z 3410:2013 溶接管理−任務及び責任
注記 対応国際規格:ISO 14731:2006,Welding coordination−Tasks and responsibilities(IDT)
ISO 14554-1,Quality requirements for Welding−Resistance welding of metallic materials−Part 1:
Comprehensive quality requirements
ISO 14554-2,Quality requirements for Welding−Resistance welding of metallic materials−Part 2: Elementaly
quality requirements
ISO 14922-1,Thermal spraying−Quality requirements of thermally sprayed Structures−Part 1: Guidance for
selection and use
ISO 14922-2,Thermal spraying−Quality requirements of thermally sprayed structures Part 2: Comprehensive
quality requirements
ISO 14922-3,Thermal spraying−Quality requirements of thermally sprayed structures Part 3: Standard quality
requirements
ISO 14922-4,Thermal spraying−Quality requirements of thermally sprayed structures Part 4: Elementary quality
requirements
ISO 15607,Specification and qualification of welding procedures for metallic materials−General rules
ISO/TR 15608,Welding−Guidelines for a metallic materials grouping system
ISO 15609 (all parts),Specification and qualification of welding procedures for metallic materials−Welding
procedure specification
ISO 15610,Specification and qualification of welding procedures for metallic materials−Qualification based on
tested welding consumables
ISO 15611,Specification and qualification of welding procedures for metallic materials−Qualification based on
previous welding experience
ISO 15612,Specification and qualification of welding procedures for metallic materials−Qualification by
adoption o f a standard welding procedure
ISO 15613,Specification and qualification of welding procedures for metallic materials−Qualification based on
pre-production welding test
ISO 15614 (all parts),Specification and qualification of welding procedures for metallic materials−Welding
procedure test
ISO 17662,Welding−Calibration, verification and validation of equipment used for welding, including ancillary
activities
ISO/TR 17663,welding−Guidelines for quality requirements for heat treatment in connection with welding and
allied processes
EN 1090 (all parts),Execution of steel structures and aluminium structures
49
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
EN 12732,Gas supply systems−Welding steel pipework−Functional requirements
EN 12952 (all parts),Water-tube boilers and auxiliary installations
EN 13445 (all parts),Unfired pressure vessels
EN 15085 (all parts),Railway applications−Welding of railway vehicles and components
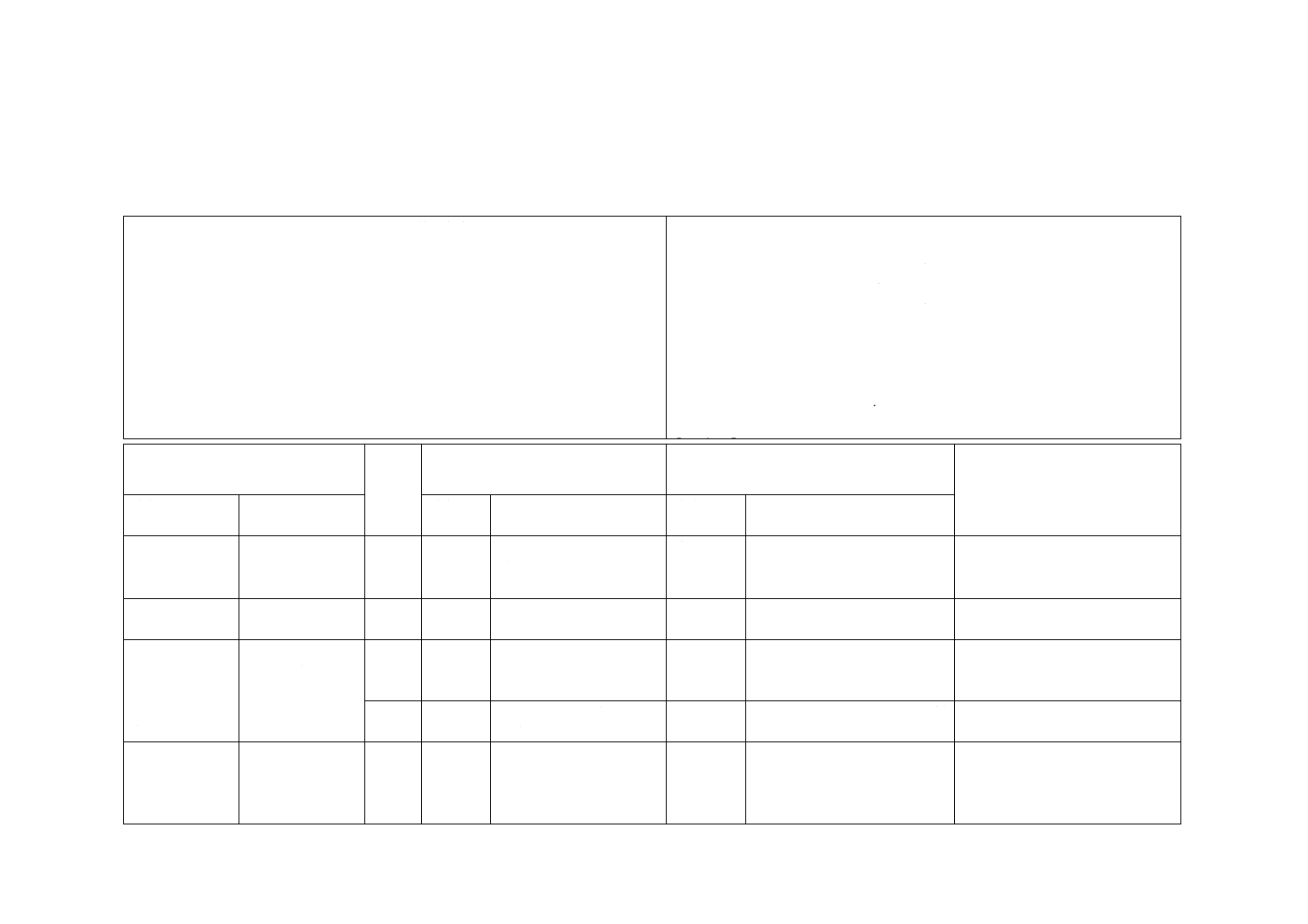
50
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 3400:2013 金属材料の融接に関する品質要求事項
ISO 3834-1:2005 Quality requirements for fusion welding of metallic materials−
Part 1: Criteria for the selection of the appropriate level of quality requirements
ISO 3834-2:2005 Quality requirements for fusion welding of metallic materials−
Part 2: Comprehensive quality requirements
ISO 3834-3:2005 Quality requirements for fusion welding of metallic materials−
Part 3: Standard quality requirements
ISO 3834-4:2005 Quality requirements for fusion welding of metallic materials−
Part 4: Elementary quality requirements
ISO 3834-5:2005 Quality requirements for fusion welding of metallic materials−
Part 5: Documents with which it is necessary to conform to claim conformity to the
quality requirements of ISO 3834-2, ISO 3834-3 or ISO 3834-4
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及び
題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
JIS Q 9000:2000,
JIS Q 9001を引
用
ISO
3834-1
2
ISO 9000:2000年版だけ
引用。
追加
引用が必要。
4 適用上の注意
事項
ISO
3834-1
4
ISO 9001:2000年版を引
用。JISと内容は同じ。
変更
この規格ではJIS Q 9001最新
版を引用。
ISO 3834-1が改正されていない
ことによる。
6 この規格を補
完するために,
QMSにおいて
考慮が必要な要
素
JIS Q 9001の
QMS要素
ISO
3834-1
6
ISO 9001:2000年版の各
箇条を引用。JISと内容は
同じ。
変更
この規格ではJIS Q 9001最新
版を引用。引用箇条は削除し
た。
ISO 3834-1が改正されていない
ことによる。
ISO
3834-1
6
ISO 9004:2000について
記述。
削除
ISO 9004:2000の説明文を削
除。
この箇条と関係のない,単なる参
考内容なので削除。
附属書A(参考)
附属書B,附属
書C及び附属書
Dの選択基準
品質記録
ISO
3834-1
附属書A ISO 3834-2及び-3におい
て,要求される場合は実
施するとされている。
変更
ISO規格のこの表の内容は,
ISO 3834-2及び-3の規定と矛
盾する。
ISO 3834-2及び-3の規定に従っ
て変更。
7
Z
3
4
0
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
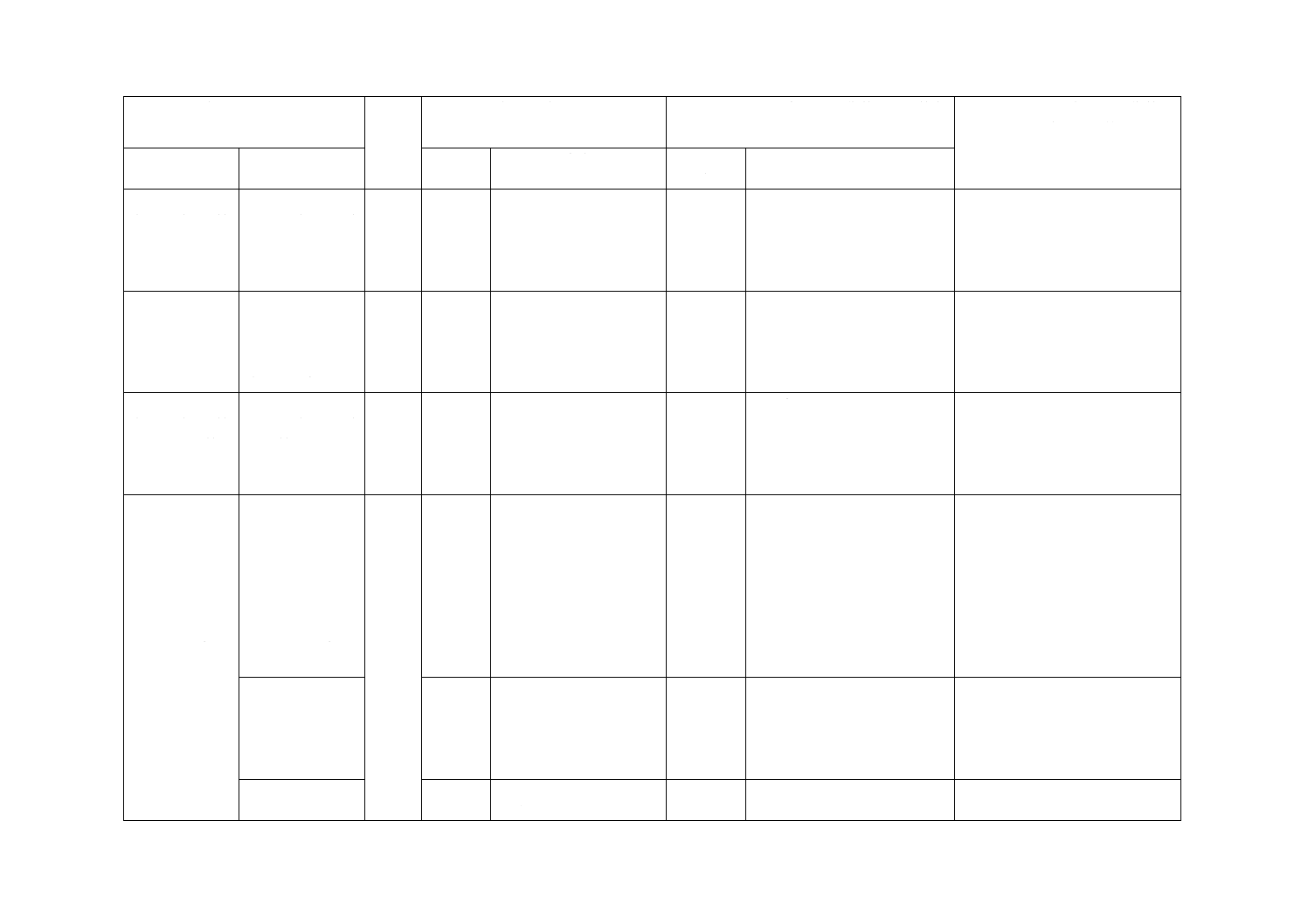
51
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及び
題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書B(規定)
金属材料の融接
に関する品質要
求事項−包括的
品質要求事項
工場及び現地に
おける金属材料
の融接に関する
包括的品質要求
事項を規定
ISO
3834-2
JISと同じ。
追加
JISは,ISO 3834-2を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書C(規定)
金属材料の融接
に関する品質要
求事項−標準的
品質要求事項
工場及び現地に
おける金属材料
の融接に関する
標準的品質要求
事項を規定
ISO
3834-3
JISと同じ。
追加
JISは,ISO 3834-3を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書D(規定)
金属材料の融接
に関する品質要
求事項−基本的
品質要求事項
工場及び現地に
おける金属材料
の融接に関する
基本的品質要求
事項を規定
ISO
3834-4
JISと同じ。
追加
JISは,ISO 3834-4を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書E(規定)
金属材料の融接
に関する品質要
求事項−品質要
求事項の各水準
に適合させるた
めに遵守する必
要のある規格類
製造事業者が附
属書B,附属書C
及び附属書Dの
品質要求事項に
適合しているこ
とを主張するた
めに遵守する必
要のある規格類
を規定
ISO
3834-5
−
追加
JISは,ISO 3834-5を基に技術
的内容を変更し,附属書として
規定。
JISも引用しなければ,現状国内
では運用できない。
E.2.1 一般
2.1
遵守する必要のある規格
類について,製造事業者
が使用する製品規格にお
いて要求される規格類
は,対象となっていない。
追加
JISでは,製造事業者が使用す
る製品規格において要求され
る規格類も併用できるとした。
ISO/TC44/SC10のResolution
12/2011を先取りして採用。将来
改正される予定。
E.2.2 引用規格
2.2
ISO規格だけを引用して
いる。
追加
JISも引用した。
JISも引用しなければ,現状国内
では運用できない。
7
Z
3
4
0
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
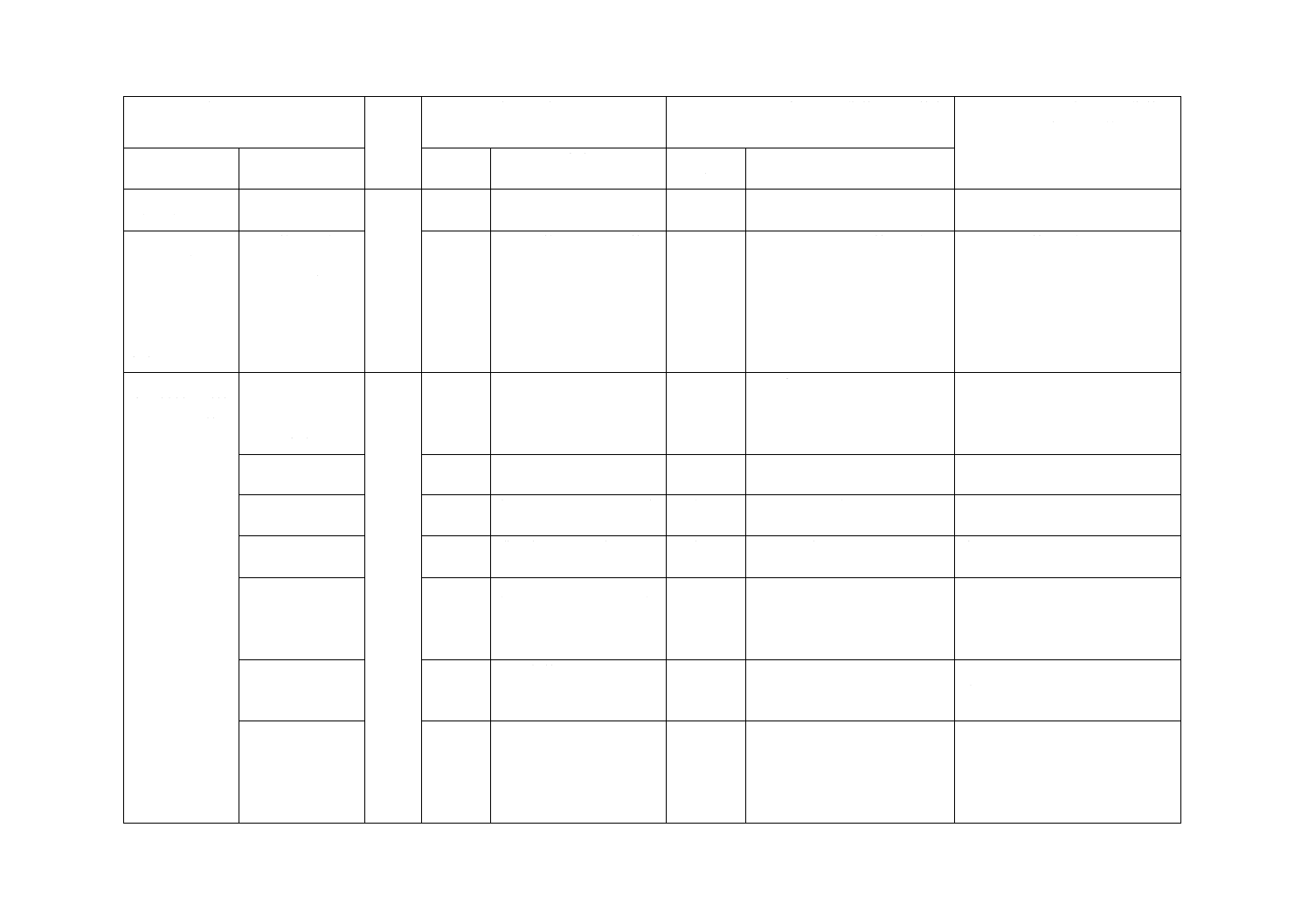
52
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及び
題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書E(規定)
(続き)
E.2.3 適用性
表E.1〜表E.10
2.3
品質要求事項の規格で
は,ISO規格だけを規定
追加
品質要求事項の規格では,JIS
も規定。
JISも引用しなければ,現状国内
では運用できない。
附属書EA(参
考) 溶接管理技
術者及び溶接検
査技術者の適格
性確認/教育ス
キームに関する
指針
溶接管理技術者
及び溶接検査技
術者の教育,訓
練,試験及び適格
性確認
附属書A IIWが管理する溶接管理
技術者及び溶接検査技術
者について説明。
追加
国内における溶接管理技術者
及び溶接検査技術者について
追記。
IIWの溶接管理技術者及び溶接検
査技術者だけでは,国内で運用で
きない。
附属書F(参考)
金属材料の融接
に関する品質要
求事項−この規
格を実施する上
での指針
この規格で規定
されている要求
事項を実施する
ための指針
ISO/TR
3834-6
−
追加
JISは,ISO/TR 3834-6を基に
技術的内容を変更し,附属書と
して記載。
−
F.2 略語
3
IWE,IWT,IWSの略語
の意味を記述。
削除
JISは,IWE,IWT,IWSの略
語を削除。
これらの略語は,使用されていな
いので,不要。
F.3.2 製品規格
4.2
製品規格に,EN規格を含
む。
削除
EN規格を削除。
EN規格は,JISでは引用しない。
F.3.3 購入者及び
使用者
4.3
購入者及び使用者の注記
での説明なし。
削除
注記で誤解のないように説明。 内容としては,ISO規格と同じ。
F.5 この規格と他
の規格との併用
6
製造事業者が使用する製
品規格において要求され
る規格類は,対象となっ
ていない。
追加
JISでは,製造事業者が使用す
る製品規格において要求され
る規格類も併用できるとした。
ISO/TC44/SC10のResolution
12/2011を先取りして採用。将来
改正される予定。
F.8.1.4.2 溶接施
工法の承認
9.1.4.2
ISO規格では,これらの
承認方法として五つの方
法が認められている。
削除
JISでは,承認方法は,溶接施
工法試験又は製造前溶接試験
に限った。
JISで行われていない方法を削
除。
F.8.1.4.3 その他
の工程
9.1.4.3
追加
“適切な規格による。適切な規
格とは契約当事者間によって
合意した規格で,日本工業規
格,国際規格,団体規格などで
ある。”を追記。
強度設計基準が異なる場合,ISO
の熱処理基準が使えない。
7
Z
3
4
0
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
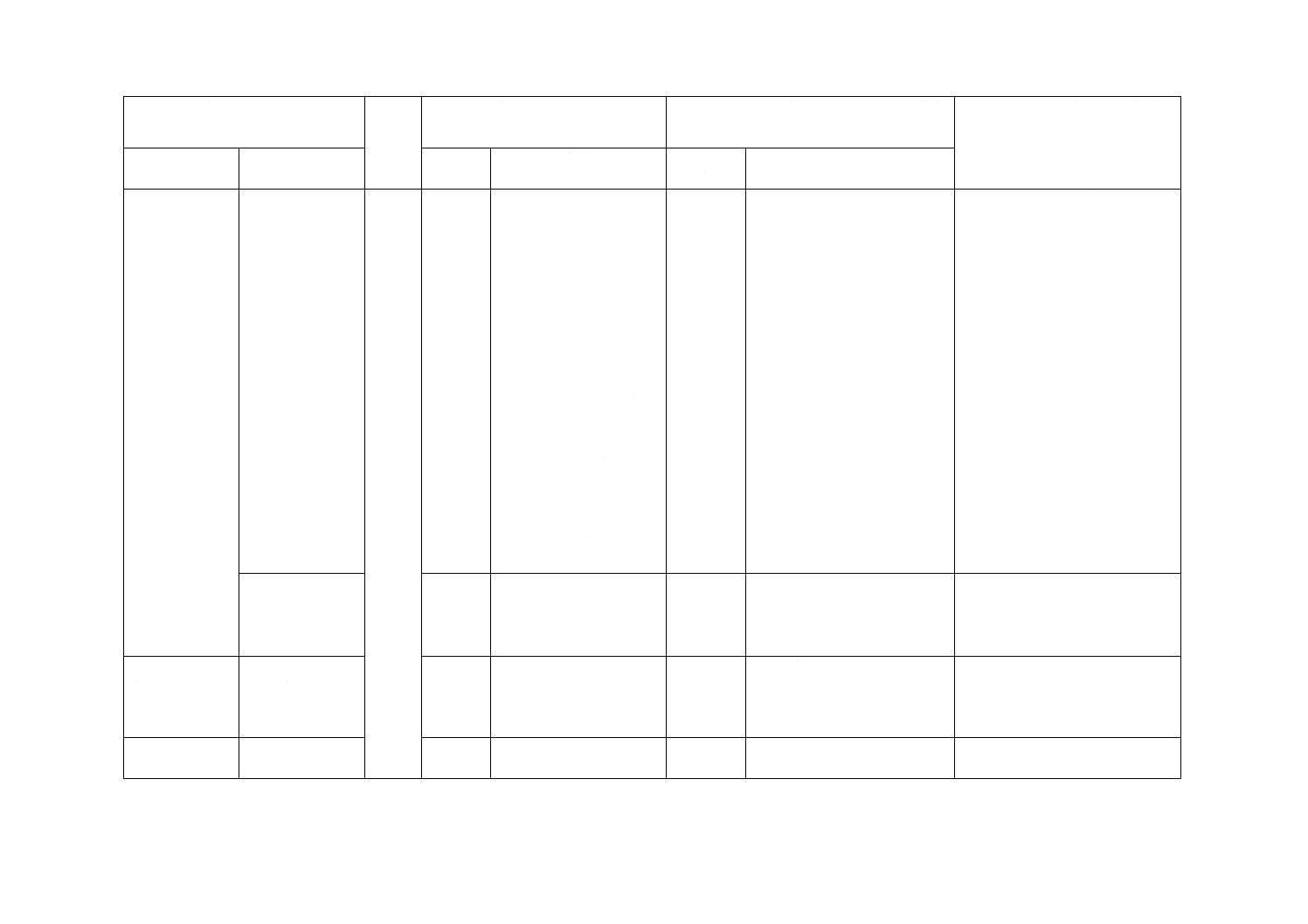
53
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及び
題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書F(参考)
(続き)
F.9.3.3 JIS Z 3410
の溶接管理知識
とこの規格の品
質水準との対応
関係
10.1.4.3
“国際溶接エンジニア
(IWE)の修了証に対す
るトレーニングコースの
教育上の要求事項及び教
育期間は,国際溶接テク
ノロジスト(IWT)のそ
れらより厳しく,そして
IWTと国際溶接スペシャ
リスト(IWS)の間も同
様の関係であることに注
意すべきである。大学の
工学の学位又は同等レベ
ルがIWEには要求され
る。このため,製造事業
者は,ISO 3834-2及び
ISO 3834-3の両方に対し
て,より低い資格の代わ
りにIWEを選択してもよ
い。”と記載。
削除
−
JISとして,この記述はそぐわな
い。
附属書FA(参考)溶接関連業務
の管理で,管理技術者とISO規格
のIWE,IWT及びIWSとの関係
について説明。
F.9.7校正
(calibration)及
び妥当性確認
(validation)
10.7
追加
“(例えば,電流計,電圧計な
ど)”を追記。
分かりやすくするため,例示。
附属書FA(参
考) 溶接関連業
務の管理のため
の文書例
表FA.1−溶接関
連業務の管理の
ための文書例 溶
接要員
Annex A
追加
“(業務分担など)“を追記。
分かりやすくするため,例示。
附属書FB(参
考) 参考文献
7
Z
3
4
0
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
54
Z 3400:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:(ISO 3834-1:2005,ISO 3834-2:2005,ISO 3834-3:2005,ISO 3834-4:2005,ISO 3834-5:2005,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
7
Z
3
4
0
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。