Z 3335:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類及び記号の付け方 ······································································································· 2
5 品質······························································································································· 3
5.1 ワイヤの寸法及びその許容差並びに製品の状態 ···································································· 3
5.2 溶着金属の化学成分 ······································································································· 4
5.3 溶着金属の機械的性質 ···································································································· 7
5.4 充塡フラックス ············································································································· 7
5.5 適用溶接姿勢 ················································································································ 8
6 試験方法························································································································· 8
6.1 ロットの決め方 ············································································································· 8
6.2 試験一般 ······················································································································ 8
6.3 溶着金属の分析試験 ······································································································· 9
6.4 溶着金属の引張試験 ······································································································· 9
6.5 すみ肉溶接試験 ············································································································· 9
7 検査方法························································································································· 9
8 製品の呼び方 ·················································································································· 10
9 表示······························································································································ 10
9.1 製品の表示 ·················································································································· 10
9.2 包装の表示 ·················································································································· 10
10 包装 ···························································································································· 10
附属書JA(参考)海外規格との対比表 ···················································································· 11
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 12
Z 3335:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本溶接協会(JWES)から,
工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経
済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3335:2014
ニッケル及びニッケル合金
アーク溶接フラックス入りワイヤ
Nickel and Nickel-alloy flux cored wires for arc welding
序文
この規格は,2011年に第1版として発行されたISO 12153を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,ニッケル含有量が他の成分の含有量を超える溶着金属を生成する,ニッケル及びニッケル
合金アーク溶接フラックス入りワイヤ(以下,ワイヤという。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 12153:2011,Welding consumables−Tubular cored electrodes for gas shielded and non-gas
shielded metal arc welding of nickel and nickel alloys−Classification(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 1201 鉄及び鋼−分析方法通則
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS G 4902 耐食耐熱超合金板
JIS H 4551 ニッケル及びニッケル合金板及び条
JIS Z 2611 金属材料の光電測光法による発光分光分析方法通則
JIS Z 2615 金属材料の炭素定量方法通則
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3011 溶接姿勢−傾斜角及び回転角による定義
注記 対応国際規格:ISO 6947,Welds−Working positions−Definitions of angles of slope and rotation
2
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(MOD)
JIS Z 3111 溶着金属の引張及び衝撃試験方法
注記 対応国際規格:ISO 15792-1,Welding consumables−Test methods−Part 1:Test methods for
all-weld metal test specimens in steel,nickel and nickel alloys(MOD)
JIS Z 3181 溶接材料のすみ肉溶接試験方法
JIS Z 3184 化学分析用溶着金属の作製方法及び試料の採取方法
注記 対応国際規格:ISO 6847,Welding consumables−Deposition of a weld metal pad for chemical
analysis(MOD)
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
注記 対応国際規格:ISO 544,Welding consumables−Technical delivery conditions for welding filler
materials−Type of product,dimensions,tolerances and markings(MOD)
JIS Z 3253 溶接及び熱切断用シールドガス
注記 対応国際規格:ISO 14175,Welding consumables−Gases and gas mixtures for fusion welding and
allied processes(MOD)
JIS Z 3423 溶接材料の調達指針
注記 対応国際規格:ISO 14344,Welding and allied processes−Flux and gas shielded electrical welding
processes−Procurement guidelines for consumables(MOD)
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2による。
4
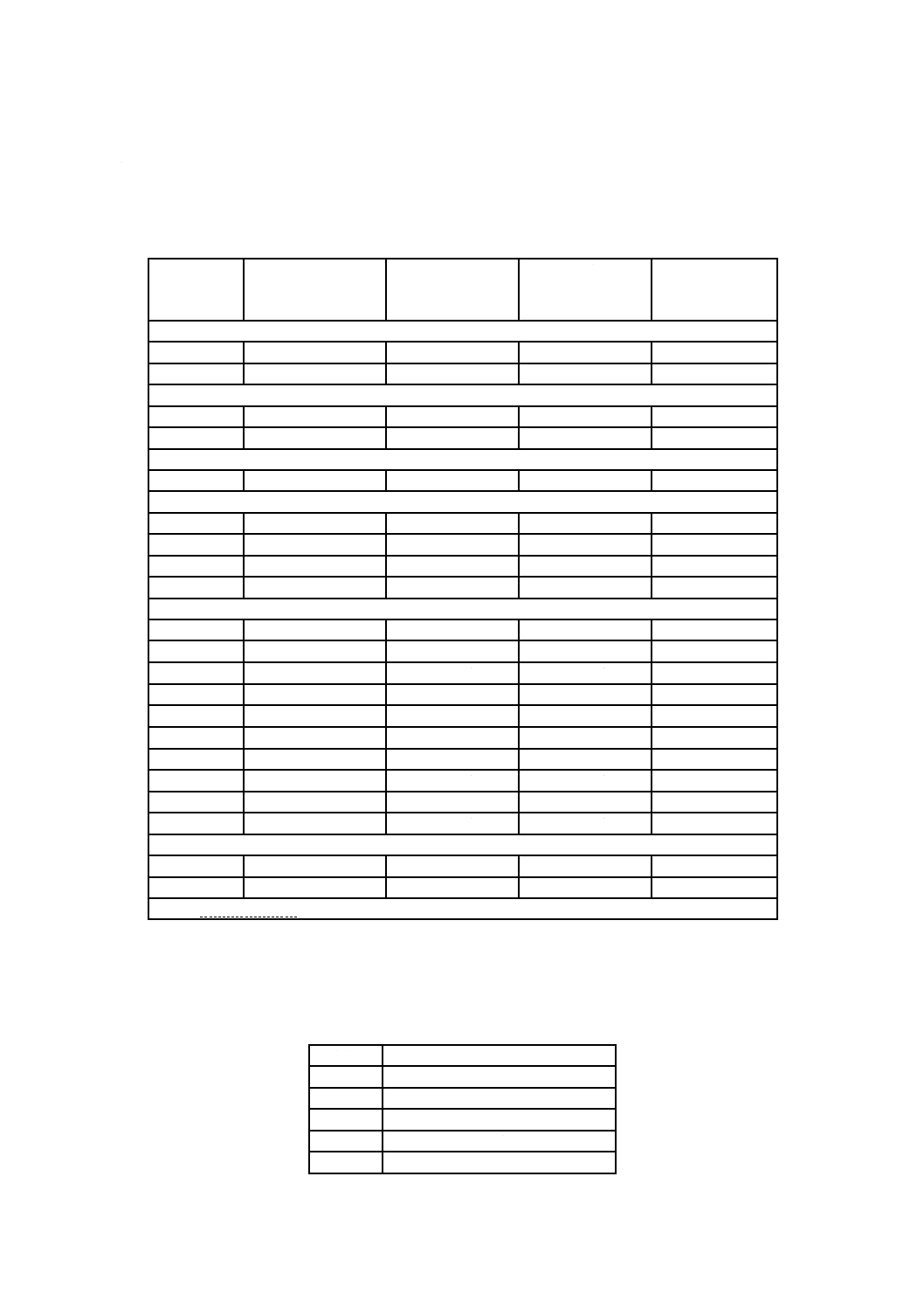
種類及び記号の付け方
ワイヤの種類は,溶着金属の化学成分,充塡フラックス,シールドガス及び適用溶接姿勢によって区分
し,ワイヤの種類及び記号の付け方は図1による。
なお,他の海外規格との対応を附属書JAに示す。
3
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
フラックス入りワイヤの記号
表2による溶着金属の化学成分を表す記号
Ni4○○○:銅を添加した,ニッケル−銅合金
Ni6○○○:鉄が25 %(質量分率)未満の,ニッケル−クロム−鉄
合金及びニッケル−クロム−モリブデン合金
Ni10○○:モリブデンを添加した,ニッケル−モリブデン合金
表2による溶着金属の化学成分表記による記号a)
充塡フラックスの記号
B:塩基性
R:ルチル,凝固が遅いスラグ
P:ルチル,凝固が速いスラグ
M:金属粉末
Z:その他の種類
シールドガスの記号
C:JIS Z 3253に規定するC1(炭酸ガス)
M:JIS Z 3253に規定するM21で,炭酸ガス20 %〜25 %(体積分
率)とアルゴンとの混合ガス
B:C及びM(双方を使用可能)
G:上記以外のガス
適用溶接姿勢の記号
0:下向及び水平すみ肉
1:全姿勢
T Ni ○○○○ (○○○○○○○○○) − ○○○
注a) 溶着金属の化学成分を表す記号(例 T Ni 6182)に付随して,化学成分表記による記号(例 NiCr15Fe6Mn)を
表示してもよい[例 T Ni 6182(NiCr15Fe6Mn)]。
図1−ワイヤの種類及び記号の付け方
5
品質
5.1
ワイヤの寸法及びその許容差並びに製品の状態
ワイヤの寸法及びその許容差並びに製品の状態は,次による。
a) 寸法及びその許容差並びに製品の状態は,JIS Z 3200による。
b) ワイヤの代表的な径及び標準質量は,表1による。
c) a)及びb)以外は,受渡当事者間の協定による。
表1−ワイヤの代表的な径及び標準質量
径
mm
標準質量
kg
0.8,0.9,1.2,1.4,1.6
5,10,12.5
4
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
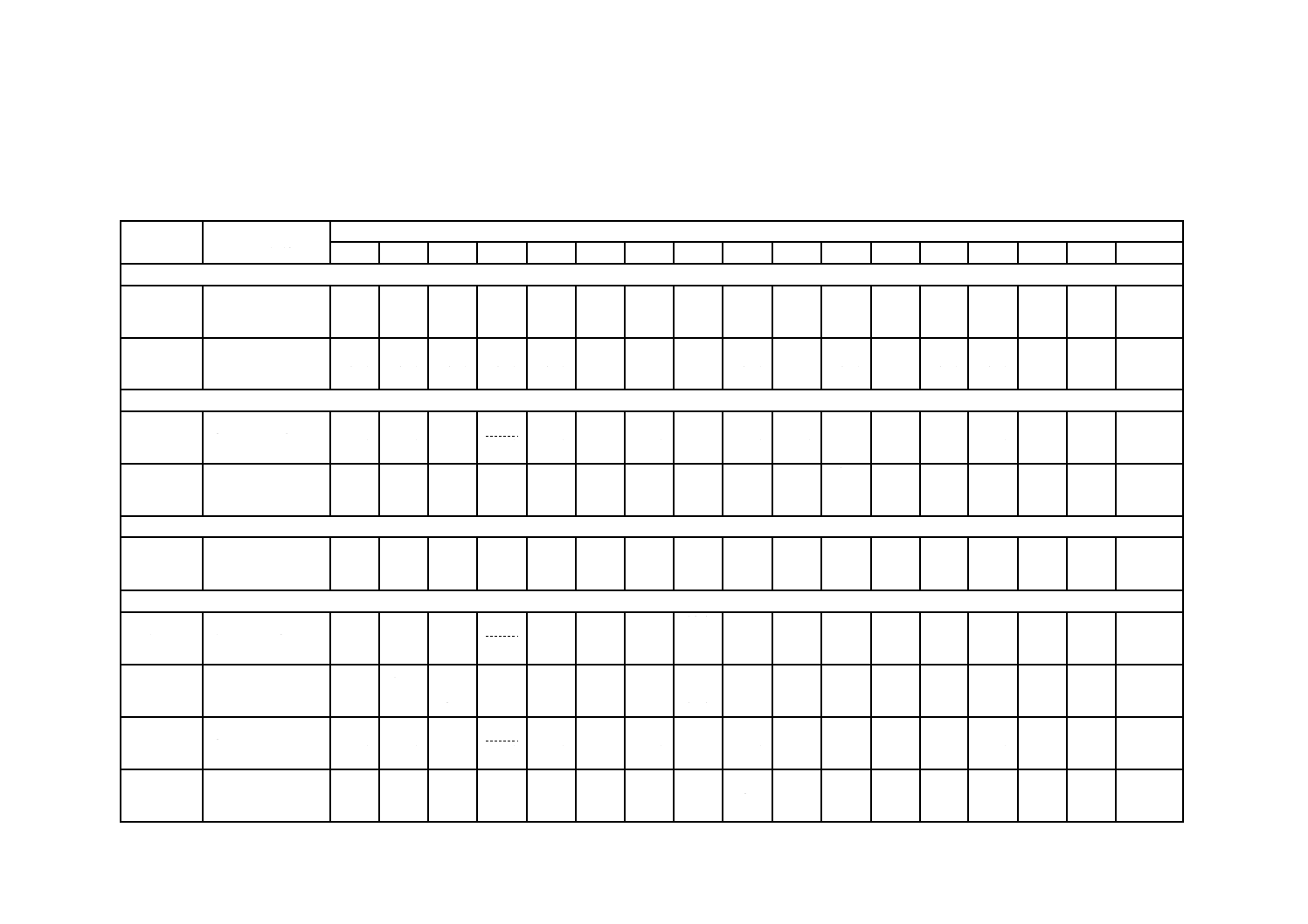
5.2
溶着金属の化学成分
溶着金属の化学成分は,6.3の方法によって試験を行ったとき,表2に適合しなければならない。
表2−溶着金属の化学成分
単位 %(質量分率)
化学成分を
表す記号
化学成分表記に
よる記号
化学成分a)
C
Si
Mn
P
S
Ni b)
Cu
Cr
Fe
Mo
Nb c)
Co
Al
Ti
V
W
その他d)
ニッケル−銅系
Ni 4060
NiCu30Mn3Ti
0.15
以下
1.5
以下
4.0
以下
0.020
以下
0.015
以下
62.0
以上
27.0
〜
34.0
−
2.5
以下
−
−
−
1.0
以下
1.0
以下
−
−
−
Ni 4061
NiCu27Mn3NbTi
0.15
以下
1.3
以下
4.0
以下
0.020
以下
0.015
以下
62.0
以上
24.0
〜
31.0
−
2.5
以下
−
3.0
以下
−
1.0
以下
1.5
以下
−
−
−
ニッケル−クロム系
Ni 6082
NiCr20Mn3Nb
0.10
以下
0.50
以下
2.5
〜
3.5
0.030
以下
0.015
以下
67.0
以上
0.5
以下
18.0
〜
22.0
3.0
以下
2.0
以下
2.0
〜
3.0
−
−
0.75
以下
−
−
−
Ni 6083
NiCr20Mn6Fe4Nb
0.10
以下
0.8
以下
4.0
〜
8.0
0.020
以下
0.015
以下
60.0
以上
0.5
以下
18.0
〜
22.0
4.0
以下
2.0
以下
1.5
〜
3.0
−
−
0.5
以下
−
−
−
ニッケル−モリブデン系
Ni 1013
NiMo17Cr7W
0.10
以下
0.75
以下
2.0
〜
3.0
0.020
以下
0.015
以下
58.0
以上
0.5
以下
4.0
〜
8.0
10.0
以下
16.0
〜
19.0
−
−
−
−
−
2.0
〜
4.0
−
ニッケル−クロム−鉄系
Ni 6062
NiCr15Fe8Nb
0.08
以下
0.75
以下
3.5
以下
0.030
以下
0.015
以下
62.0
以上
0.5
以下
13.0
〜
17.0
11.0
以下
−
1.5
〜
4.0
−
−
−
−
−
−
Ni 6133
NiCr16Fe12NbMo
0.10
以下
0.75
以下
1.0
〜
3.5
0.030
以下
0.020
以下
62.0
以上
0.5
以下
13.0
〜
17.0
12.0
以下
0.5
〜
2.5
0.5
〜
3.0
−
−
−
−
−
−
Ni 6182
NiCr15Fe6Mn
0.10
以下
1.0
以下
5.0
〜
9.5
0.030
以下
0.015
以下
59.0
以上
0.5
以下
13.0
〜
17.0
10.0
以下
−
1.0
〜
2.5
−
−
1.0
以下
−
−
−
Ni 6152
NiCr30Fe9Nb
0.05
以下
0.8
以下
5.0
以下
0.020
以下
0.015
以下
50.0
以上
0.5
以下
28.0
〜
31.5
7.0
〜
12.0
0.5
以下
1.0
〜
2.5
−
0.5
以下
0.5
以下
−
−
−
4
Z
3
3
3
5
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−溶着金属の化学成分(続き)
単位 %(質量分率)
化学成分を
表す記号
化学成分表記に
よる記号
化学成分a)
C
Si
Mn
P
S
Ni b)
Cu
Cr
Fe
Mo
Nb c)
Co
Al
Ti
V
W
その他d)
ニッケル−クロム−モリブデン系
Ni 6002
NiCr22Fe18Mo
0.05
〜
0.15
1.0
以下
1.0
以下
0.040
以下
0.030
以下
45.0
以上
0.5
以下
20.5
〜
23.0
17.0
〜
20.0
8.0
〜
10.0
−
0.5
〜
2.5
−
−
−
0.2
〜
1.0
−
Ni 6012
NiCr22Mo9
0.03
以下
0.7
以下
1.0
以下
0.020
以下
0.015
以下
58.0
以上
0.5
以下
20.0
〜
23.0
3.5
以下
8.5
〜
10.5
1.5
以下
−
0.4
以下
0.4
以下
−
−
−
Ni 6022
NiCr21Mo13W3
0.02
以下
0.2
以下
1.0
以下
0.030
以下
0.015
以下
49.0
以上
0.5
以下
20.0
〜
22.5
2.0
〜
6.0
12.5
〜
14.5
−
2.5
以下
−
−
0.35
以下
2.5
〜
3.5
−
Ni 6059
NiCr23Mo16
0.02
以下
0.2
以下
1.0
以下
0.020
以下
0.015
以下
56.0
以上
0.5
以下
22.0
〜
24.0
1.5
以下
15.0
〜
16.5
−
−
−
−
−
−
−
Ni 6275
NiCr15Mo16Fe5W3
0.10
以下
1.0
以下
1.0
以下
0.020
以下
0.015
以下
50.0
以上
0.5
以下
14.5
〜
16.5
4.0
〜
7.0
15.0
〜
18.0
−
2.5
以下
−
−
0.4
以下
3.0
〜
4.5
−
Ni 6276
NiCr15Mo15Fe6W4
0.02
以下
0.2
以下
1.0
以下
0.030
以下
0.030
以下
50.0
以上
0.5
以下
14.5
〜
16.5
4.0
〜
7.0
15.0
〜
17.0
−
2.5
以下
−
−
0.35
以下
3.0
〜
4.5
−
Ni 6455
NiCr16Mo15Ti
0.02
以下
0.2
以下
1.5
以下
0.020
以下
0.015
以下
56.0
以上
0.5
以下
14.0
〜
18.0
3.0
以下
14.0
〜
17.0
−
2.0
以下
−
0.7
以下
−
0.5
以下
−
Ni 6456
NiCr16Mo10Nb
0.10
以下
0.8
以下
5.0
〜
8.0
0.020
以下
0.015
以下
58.0
以上
0.5
以下
15.0
〜
18.0
10.0
以下
9.0
〜
11.0
1.5
〜
3.0
−
−
1.0
以下
−
−
−
Ni 6625
NiCr22Mo9Nb
0.10
以下
0.50
以下
0.50
以下
0.020
以下
0.015
以下
58.0
以上
0.5
以下
20.0
〜
23.0
5.0
以下
8.0
〜
10.0
3.15
〜
4.15
−
−
0.40
以下
−
−
−
Ni 6686
NiCr21Mo16W4
0.02
以下
0.3
以下
1.0
以下
0.020
以下
0.015
以下
49.0
以上
0.5
以下
19.0
〜
23.0
5.0
以下
15.0
〜
17.0
−
−
−
0.3
以下
−
3.0
〜
4.4
−
5
Z
3
3
3
5
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
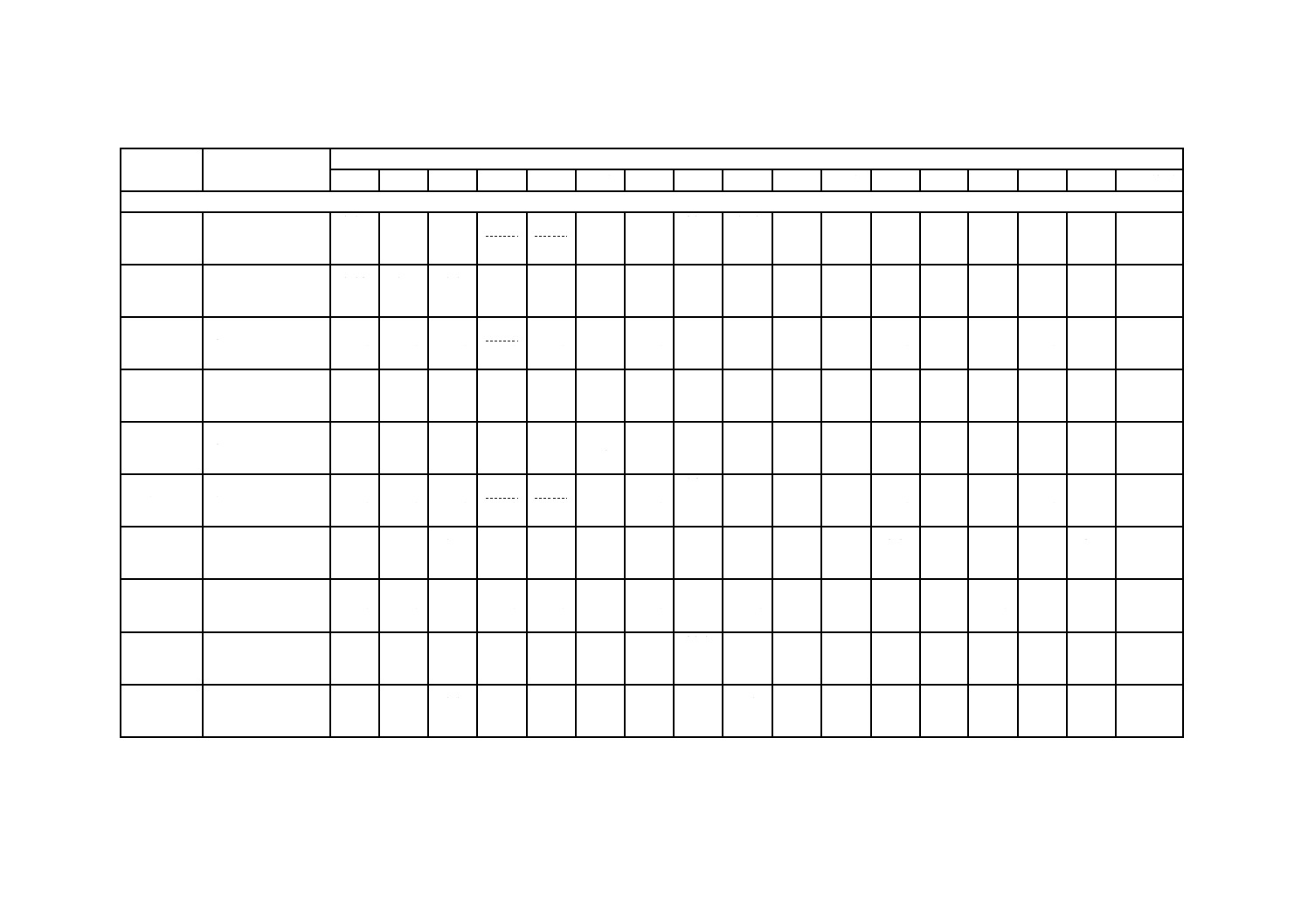
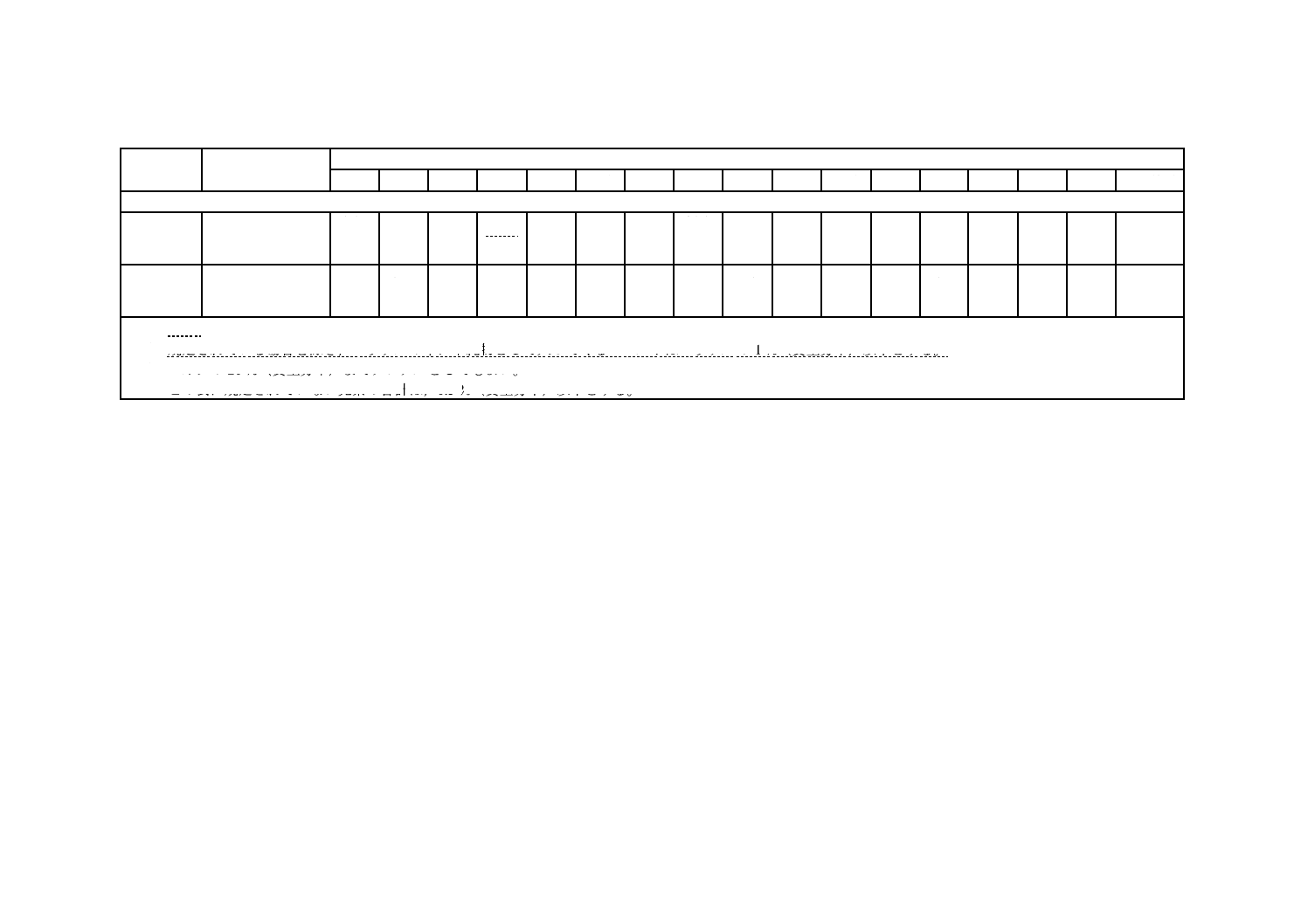
表2−溶着金属の化学成分(続き)
単位 %(質量分率)
化学成分を
表す記号
化学成分表記に
よる記号
化学成分a)
C
Si
Mn
P
S
Ni b)
Cu
Cr
Fe
Mo
Nb c)
Co
Al
Ti
V
W
その他d)
ニッケル−クロム−コバルト−モリブデン系
Ni 6117
NiCr22Co12Mo
0.05
〜
0.15
0.75
以下
2.5
以下
0.030
以下
0.015
以下
45.0
以上
0.5
以下
21.0
〜
26.0
5.0
以下
8.0
〜
10.0
1.0
以下
9.0
〜
15.0
−
−
−
−
−
Ni 6617
NiCr22Co12MoAlTi
0.05
〜
0.15
0.75
以下
2.5
以下
0.020
以下
0.015
以下
45.0
以上
0.5
以下
21.0
〜
26.0
5.0
以下
8.0
〜
10.0
1.0
以下
9.0
〜
15.0
1.5
以下
0.6
以下
−
−
−
注a) JIS Z 8401の規則Aに基づいて規定値と同じ有効数字に丸める。
b) 規定されている場合を除き,ニッケルの中に不純物として入ってくるコバルトはニッケルの1 %(質量分率)以下とする。
c) ニオブの20 %(質量分率)までタンタルとしてもよい。
d) この表に規定されていない元素の合計は,0.5 %(質量分率)以下とする。
6
Z
3
3
3
5
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
溶着金属の機械的性質
溶着金属の0.2 %耐力,引張強さ及び伸びは,6.4の方法によって試験を行ったとき,表3に適合しなけ
ればならない。
表3−溶着金属の機械的性質
化学成分を
表す記号
化学成分表記に
よる記号
0.2 %耐力
MPa
引張強さ
MPa
伸び
%
ニッケル−銅系
Ni 4060
NiCu30Mn3Ti
200以上
480以上
27以上
Ni 4061
NiCu27Mn3NbTi
200以上
480以上
27以上
ニッケル−クロム系
Ni 6082
NiCr20Mn3Nb
360以上
550以上
22以上
Ni 6083
NiCr20Mn6Fe4Nb
360以上
600以上
27以上
ニッケル−モリブデン系
Ni 1013
NiMo17Cr7W
400以上
690以上
27以上
ニッケル−クロム−鉄系
Ni 6062
NiCr15Fe8Nb
360以上
550以上
22以上
Ni 6133
NiCr16Fe12NbMo
360以上
550以上
22以上
Ni 6182
NiCr15Fe6Mn
360以上
550以上
22以上
Ni 6152
NiCr30Fe9Nb
360以上
550以上
27以上
ニッケル−クロム−モリブデン系
Ni 6002
NiCr22Fe18Mo
380以上
620以上
22以上
Ni 6012
NiCr22Mo9
410以上
650以上
22以上
Ni 6022
NiCr21Mo13W3
350以上
690以上
22以上
Ni 6059
NiCr23Mo16
350以上
690以上
22以上
Ni 6275
NiCr15Mo16Fe5W3
400以上
690以上
22以上
Ni 6276
NiCr15Mo15Fe6W4
400以上
690以上
22以上
Ni 6455
NiCr16Mo15Ti
300以上
690以上
22以上
Ni 6456
NiCr16Mo10Nb
400以上
690以上
27以上
Ni 6625
NiCr22Mo9Nb
420以上
690以上
22以上
Ni 6686
NiCr21Mo16W4
350以上
690以上
27以上
ニッケル−クロム−コバルト−モリブデン系
Ni 6117
NiCr22Co12Mo
400以上
620以上
22以上
Ni 6617
NiCr22Co12MoAlTi
400以上
620以上
22以上
注記 1 MPa=1 N/mm2
5.4
充塡フラックス
充塡フラックスは,表4による。
表4−充塡フラックスを表す記号
記号
特性
B
塩基性
R
ルチル,凝固が遅いスラグ
P
ルチル,凝固が速いスラグ
M
金属粉末
Z
その他の種類
8
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
適用溶接姿勢
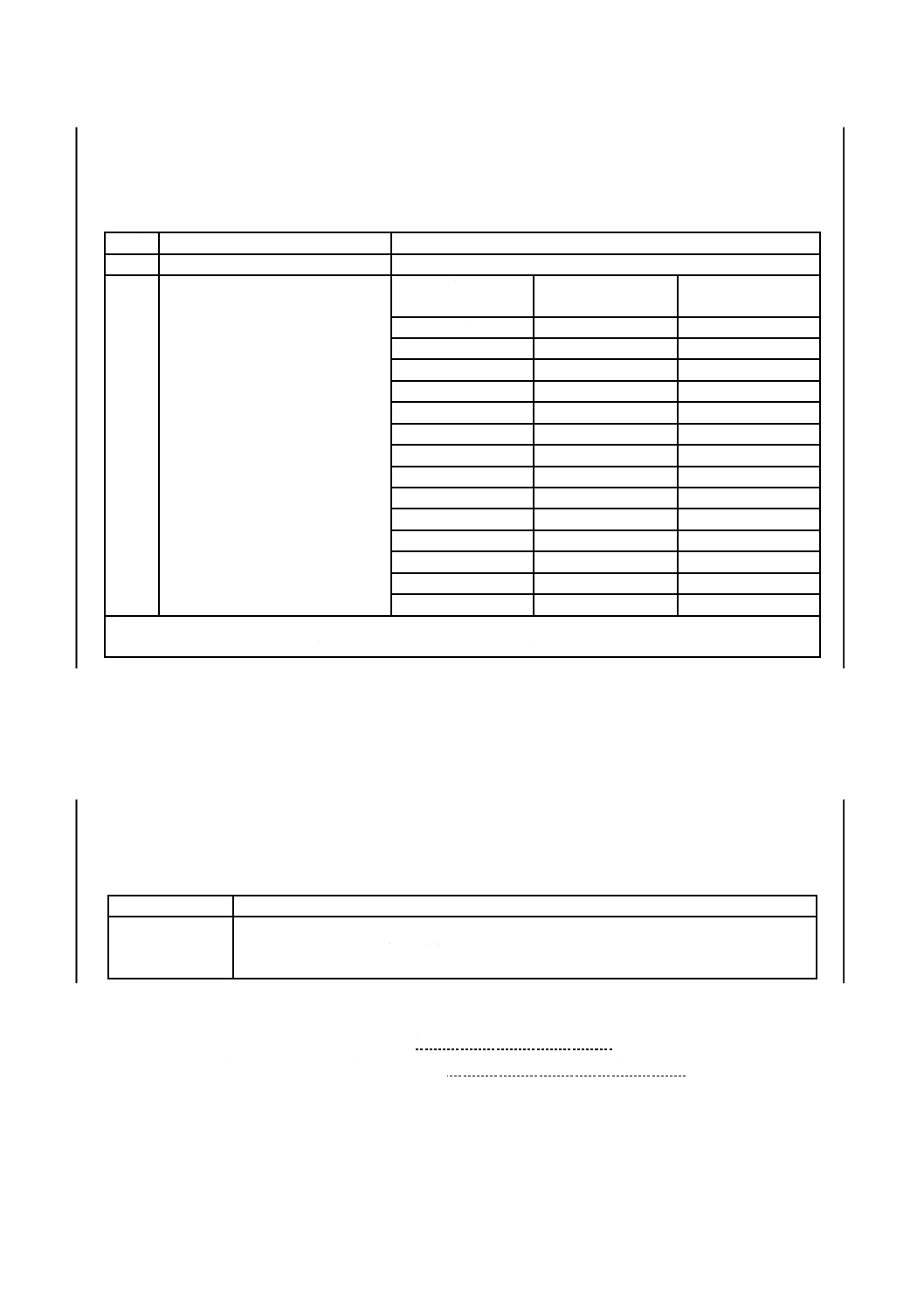
適用溶接姿勢は,6.5の方法によってすみ肉溶接試験を行ったとき,表5に適合しなければならない。
表5−適用溶接姿勢の判定基準
記号
適用溶接姿勢a)
判定基準
0
PA,PB
すみ肉溶接試験は実施しない。
1
全姿勢は,PA,PB,PC,PD,PE,
PFによる。
すみ肉サイズ
mm
膨らみ最大値
mm
脚長差最大値
mm
3.0以下
2.0
0.8
3.5
2.0
1.2
4.0
2.0
1.2
4.5
2.0
1.6
5.0
2.0
1.6
5.5
2.0
2.0
6.0
2.0
2.4
6.5
2.0
2.4
7.0
2.4
2.8
7.5
2.4
3.2
8.0
2.4
3.2
8.5
2.4
3.6
9.0
2.4
4.0
9.5以上
2.4
4.0
注a) 溶接姿勢の記号は,JIS Z 3011による。
PA=下向,PB=水平すみ肉,PC=横向,PD=上向水平すみ肉,PE=上向,PF=立向上進
6
試験方法
6.1
ロットの決め方
ワイヤのロットの決め方は,JIS Z 3423による。
6.2
試験一般
6.2.1
試験板
試験板の種類は,表6による。
表6−試験板の種類
試験の種類
試験板
分析試験
引張試験
すみ肉溶接試験
試験板には,溶着金属の化学成分と同組成のJIS G 4902又はJIS H 4551の材料を用いる。
JIS G 3101のSS400又はJIS G 3106のSM400のA〜C若しくはSM490のA〜Cの鋼材を使
用してもよい。
6.2.2
試験板のバタリング
溶着金属の引張試験に,試験板としてJIS G 3101のSS400又はJIS G 3106のSM400のA〜C若しくは
SM490のA〜Cの鋼板を使用する場合には,JIS Z 3111に従ってバタリングを行う。
6.2.3
試験を行うワイヤの径
試験を行うワイヤの径は,次による。
a) 溶着金属の分析試験は,全ての径について行う。
b) 引張試験及びすみ肉溶接試験は,1.2 mmで行い,この径を製造していない場合には,これに最も近い
9
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
太い径で試験を行う。
6.2.4
溶接条件
溶接電流は,製造業者が推奨する電流範囲の最大値の70〜90 %とし,その他の溶接条件は,通常,製造
業者が定める標準条件とする。ただし,すみ肉溶接試験は製造業者が推奨する溶接条件とする。
6.3
溶着金属の分析試験
溶着金属の分析試験は,次による。
a) 化学分析用溶着金属の作製方法及び試料の採取方法は,JIS Z 3184による。
なお,6.4の引張試験によって破断した引張試験片の平行部の残材又は平行部相当位置を切削して採
取してもよい。
b) 溶着金属の分析方法は,JIS G 0320,JIS G 1201,JIS Z 2611及び/又はJIS Z 2615による。
6.4
溶着金属の引張試験
溶着金属の引張試験は,次による。
なお,a)〜d)以外の項目については,JIS Z 3111による。
a) 試験板は,JIS Z 3111の記号1.3の試験板を使用する。ただし,ワイヤ径が1.2 mm未満の場合は記号
1.0又は1.3の試験板を使用する。
b) 試験片は,JIS Z 3111のA0号とする。
c) 溶接開始時の試験板温度及びパス間温度は,15〜150 ℃とする。
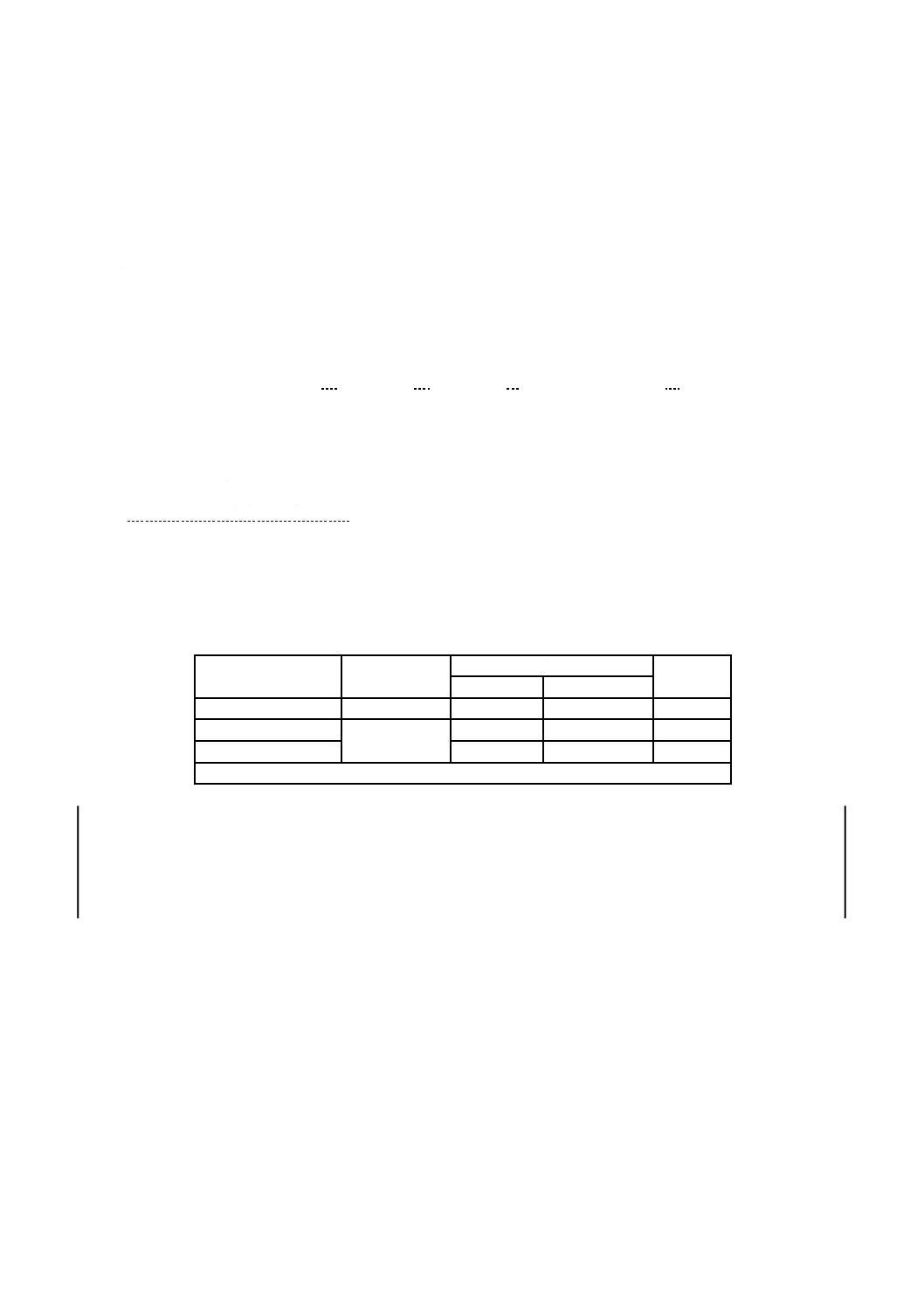
d) 各層の溶接パス数及び全層数は,表7による。
表7−各層の溶接パス数及び全層数
径
mm
板厚
mm
各層の溶接パス数
全層数
1層目
2層目以降
1.2未満
12又は20
1〜3
2〜4a)
8〜12
1.2
20
1〜3
2〜4a)
5〜9
1.4,1.6
1〜3
2〜4a)
5〜8
注a) 最終層は,5パスとなってもよい。
6.5
すみ肉溶接試験
すみ肉溶接試験は,JIS Z 3181によるほか,次による。
a) 表5で記号1に分類するワイヤは,立向上進姿勢で試験を行う。
b) 試験は,片面で行う。
7
検査方法
検査方法は,次による。
a) ワイヤの検査項目は,JIS Z 3423の試験スケジュールによる。
b) 検査は,ワイヤのロットごとに,JIS Z 3423に規定する試験スケジュールに従い,箇条6によって試
験し,該当する箇条5に適合しなければならない。
c) JIS Z 3423の試験スケジュールに従い,箇条6によって実施した分析試験,引張試験,又はすみ肉溶
接試験のいずれかの試験結果が,箇条5に適合しなかった場合には,適合しなかった全ての試験につ
いて倍数の再試験を行い,そのいずれの試験結果も規定に適合しなければならない。この場合の再試
験のための試験片は,当初の試験材の残材から採取するか,又は新たな試験板を用いて作製した試験
10
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
材から採取する。
なお,分析試験において,当初の試験結果が規定に適合した成分は,再試験を行わなくてもよい。
d) 試験片の作製から試験の実施を通して正規の手続を行っていない試験を含み,試験結果が合否の判定
に供し得ないようなことが生じるおそれがある場合には,試験の進行状況又は結果のいかんにかかわ
らず無効とする。無効となった試験は,正規の手続に従って繰り返さなければならない。
なお,この場合は,c)の再試験の対象とはしない。
8
製品の呼び方
ワイヤの呼び方は,その種類,径及び標準質量による。呼び方の例を,次に示す。
なお,例2に示すように,種類の記号に付随して,化学成分表記による記号を表示してもよい。
例1:TNi 6182−B M 0 − 1.2 − 12.5
質量
径
ワイヤの種類
例2:TNi 6182(NiCr15Fe6Mn)−B M 0 − 1.2 − 12.5
質量
径
ワイヤの種類
9
表示
9.1
製品の表示
製品の表示は,JIS Z 3200による。
9.2
包装の表示
包装の表示は,JIS Z 3200による。
10 包装
包装は,JIS Z 3200による。
11
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
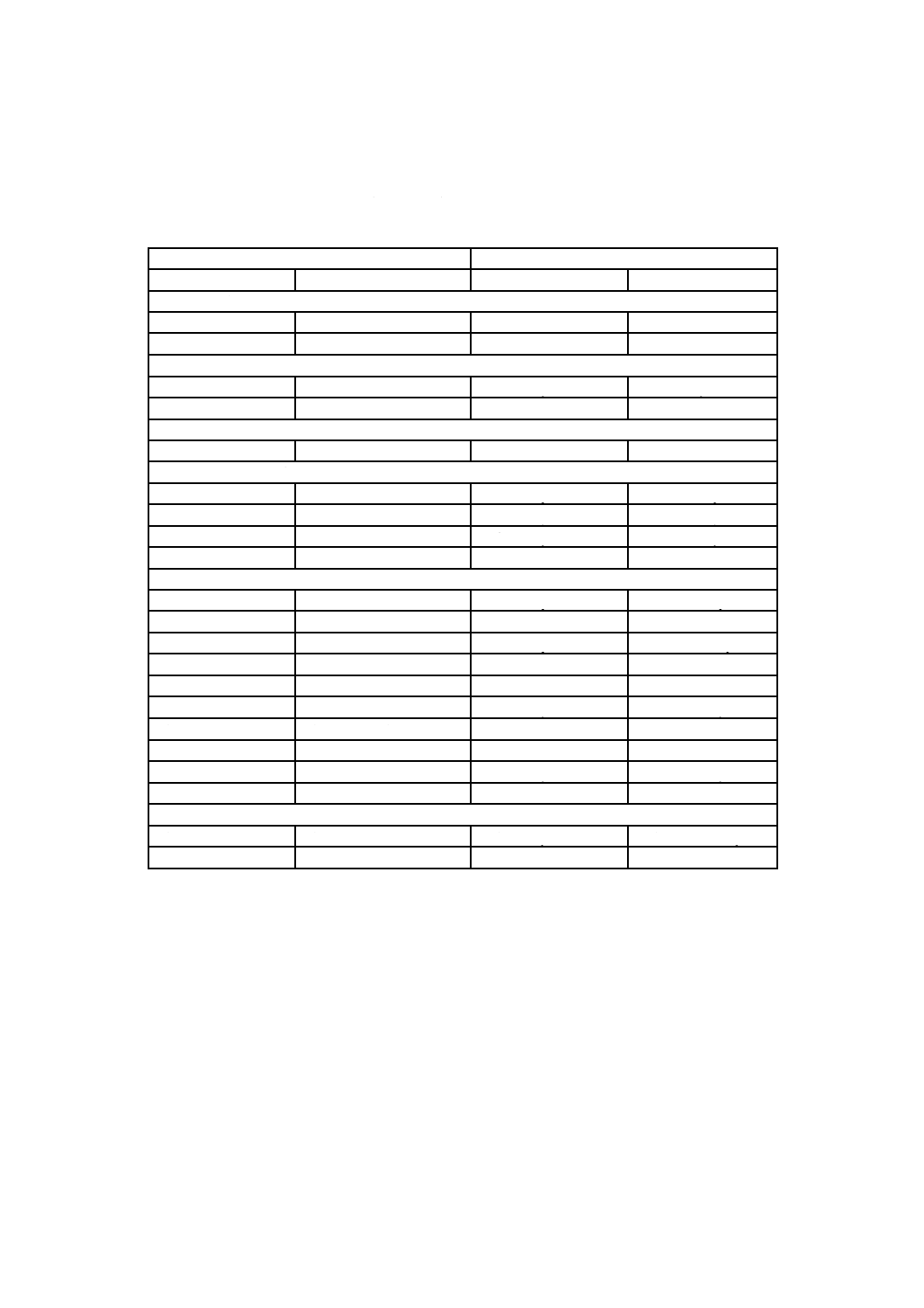
海外規格との対比表
JIS Z 3335
AWS A5.34
化学成分を表す記号
化学成分表記による記号
ISO Format
Traditional
ニッケル−銅
Ni 4060
NiCu30Mn3Ti
−
−
Ni 4061
NiCu27Mn3NbTi
−
−
ニッケル−クロム
Ni 6082
NiCr20Mn3Nb
TNi6082-xy
ENiCr3Tx-y
Ni 6083
NiCr20Mn6Fe4Nb
−
−
ニッケル−モリブデン
Ni 1013
NiMo17Cr7W
−
−
ニッケル−クロム−鉄
Ni 6062
NiCr15Fe8Nb
TNi6062-xy
ENiCrFe1Tx-y
Ni 6133
NiCr16Fe12NbMo
TNi6133-xy
ENiCrFe2Tx-y
Ni 6182
NiCr15Fe6Mn
TNi6182-xy
ENiCrFe3Tx-y
Ni 6152
NiCr30Fe9Nb
−
−
ニッケル−クロム−モリブデン
Ni 6002
NiCr22Fe18Mo
TNi6002-xy
ENiCrMo2Tx-y
Ni 6012
NiCr22Mo9
−
−
Ni 6022
NiCr21Mo13W3
TNi6022-xy
ENiCrMo10Tx-y
Ni 6059
NiCr23Mo16
−
−
Ni 6275
NiCr15Mo16Fe5W3
−
−
Ni 6276
NiCr15Mo15Fe6W4
TNi6276-xy
ENiCrMo4Tx-y
Ni 6455
NiCr16Mo15Ti
−
−
Ni 6456
NiCr16Mo10Nb
−
−
Ni 6625
NiCr22Mo9Nb
TNi6625-xy
ENiCrMo3Tx-y
Ni 6686
NiCr21Mo16W4
−
−
ニッケル−クロム−コバルト−モリブデン
Ni 6117
NiCr22Co12Mo
TNi6117-xy
ENiCrCoMo1Tx-y
Ni 6617
NiCr22Co12MoAlTi
−
−
12
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
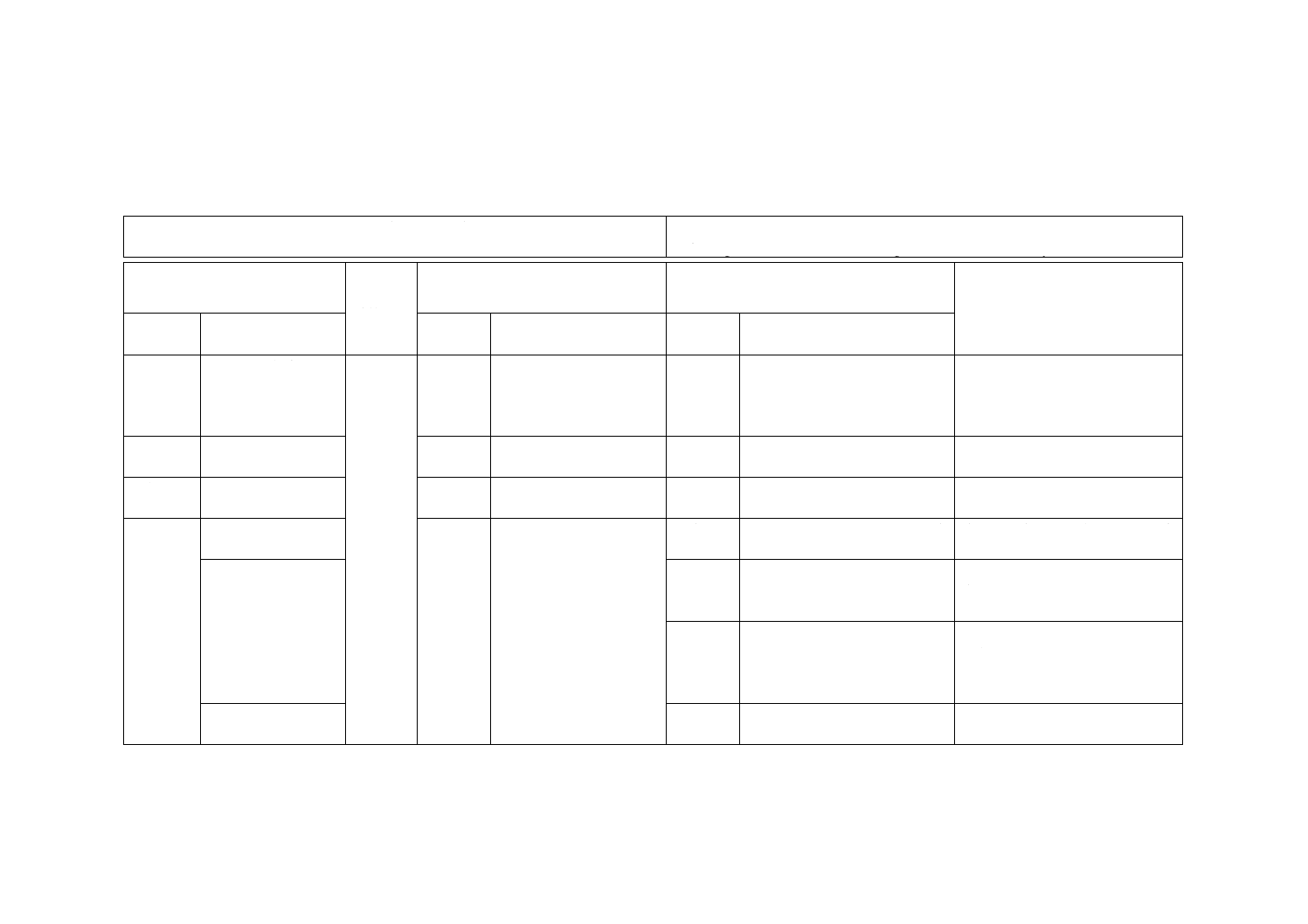
JIS Z 3335:2014 ニッケル及びニッケル合金アーク溶接フラックス入りワイヤ
ISO 12153:2011 Welding consumables−Tubular cored electrodes for gas shielded
and non-gas shielded metal arc welding of nickel and nickel alloys−Classification
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
ニッケル及びニッケ
ル合金アーク溶接フ
ラックス入りワイヤ
について規定。
1
JISと同じ
一致
2 引用規
格
3 用語及
び定義
−
−
追加
JISの溶接用語を引用した。
用語であるため実質的な技術的
差異はない。
4 種類及
び記号の
付け方
充塡フラックスの記
号
3
4
削除
“U:セルフシールド”を削除
した。
実用上,適用が困難な記号を削除
した。
シールドガスの記号
変更
“C:JISではC1”に変更した。
“M:JISではM21で,炭酸ガ
ス20 %〜25 %”に変更した。
JIS Z 3323など,先行する規格に
合わせた。
追加
“B:C及びM(双方を使用可
能)”を追加した。
“G:上記以外のガス”を追加
した。
B:日本国内の実情に合わせ追加
した。
G:将来新しいガス組成が使用さ
れた場合に備えた。
適用溶接姿勢の記号
変更
ISO規格の1〜5の5分類を0,
1の2分類に変更した。
ISO規格には判定基準がないため
AWS類似の記号体系とした。
8
Z
3
3
3
5
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
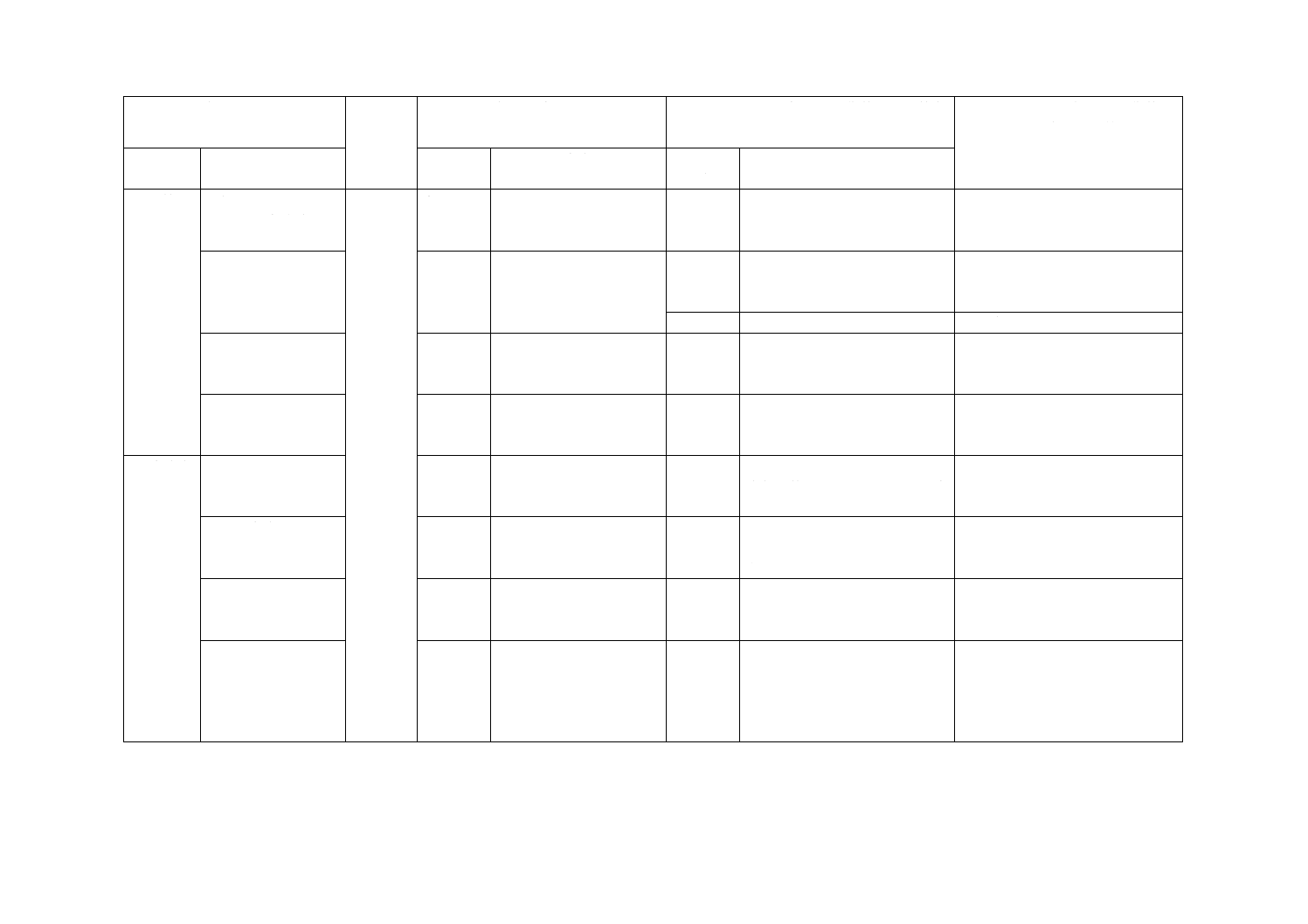
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 品質
5.1 ワイヤの寸法及
びその許容差並びに
製品の状態
9
JISとほぼ同じ
追加
ワイヤの代表的な径及び標準質
量を追加した。
技術的な差異はない。
5.2溶着金属の化学
成分
5
JISとほぼ同じ
変更
P,Sの有効桁数を小数点下3桁
に統一した。測定値の処理方法
を明確にした。
技術的な差異はない。
削除
記号“Z”を削除した。
日本市場では使用しない。
5.4 充塡フラックス
4.3
削除
“U:セルフシールド”を削除
した。
実用上,適用が困難な記号を削除
した。国際規格の見直しの際提案
等を検討
5.5 適用溶接姿勢
4.5
追加
ISO規格には判定基準がないた
めAWS類似の判定基準を追加
した。
国際規格の見直しの際提案等を
検討
6 試験方
法
6.2.1 試験板
追加
適切な試験板がない場合は,炭
素鋼を使用してもよいことを追
加した。
6.2.2 試験板のバタ
リング
追加
適切な試験板がない場合,バタ
リングを認めることを追加し
た。
適切な試験板がない場合は,バタ
リングして試験結果への影響を
防ぐ。
6.2.3 試験を行うワ
イヤの径
追加
分析試験は全ての径で行うこと
を規定した。
JISでは従来どおり分析試験は全
ての径で行い,引張試験は代表径
で行う規定とした。
6.2.4 溶接条件
追加
“溶接電流は,製造業者が推奨
する電流範囲の最大値の70〜
90 %とし,その他の溶接条件
は,通常,製造業者が定める標
準条件”と規定した。
引張試験の溶接条件も分析試験
と同様に規定した。
8
Z
3
3
3
5
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14
Z 3335:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
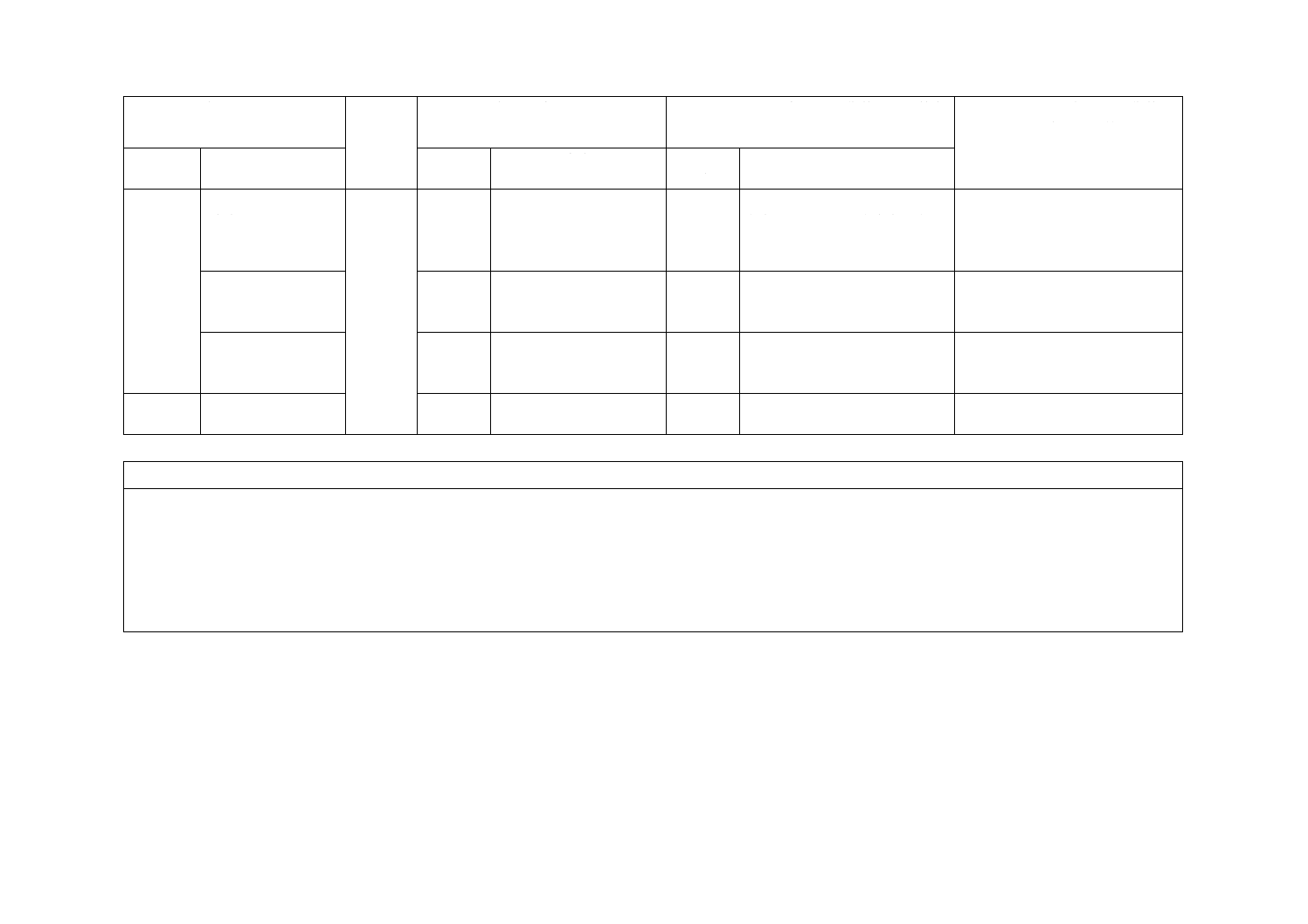
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験方
法
(続き)
6.3溶着金属の分析
試験
5
追加
採取位置として引張試験片の平
行部の残材又は平行部相当位置
を追加した。
分析方法はJISを指定した。
全溶着試験板からの分析試料採
取位置を規定した。
6.4溶着金属の引張
試験
6
追加
細径ワイヤの場合は12 mmの
試験板を使用可とした。
予熱・パス間温度を規定した。
細径ワイヤを用いた試験に配慮
した。
6.5 すみ肉溶接試験
−
−
追加
記号1に分類するワイヤは立向
上進姿勢でJIS Z 3181によって
試験を行うことを追加した。
ISO規格には試験方法がないため
JIS Z 3181を適用する。国際規格
の見直しの際提案等を検討
8 製品の
呼び方
10
JISとほぼ同じ
追加
径及び標準質量を追加した。
技術的な差異はない。
JISと国際規格との対応の程度の全体評価:ISO 12153:2011,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
8
Z
3
3
3
5
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。