Z 3333 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS Z 3333 : 1991は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について,責任をもたない。
今回の改正では,寸法,許容差,製品の状態,表示及び包装について規定したJIS Z 3200の制定に伴い,
これを引用規格として用いた。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3333 : 1999
9%ニッケル鋼用サブマージ
アーク溶接ソリッドワイヤ及び
フラックス
Submerged arc welding solid wires and fluxes for 9% nickel steel
1. 適用範囲 この規格は,9%ニッケル鋼のサブマージアーク溶接に使用する高ニッケル系の溶接ソリッ
ドワイヤ及びフラックス(以下,ワイヤ及びフラックスという。)について規定する。
2. 引用規格 付表1に示す規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの引用規格は,その最新版を適用する。
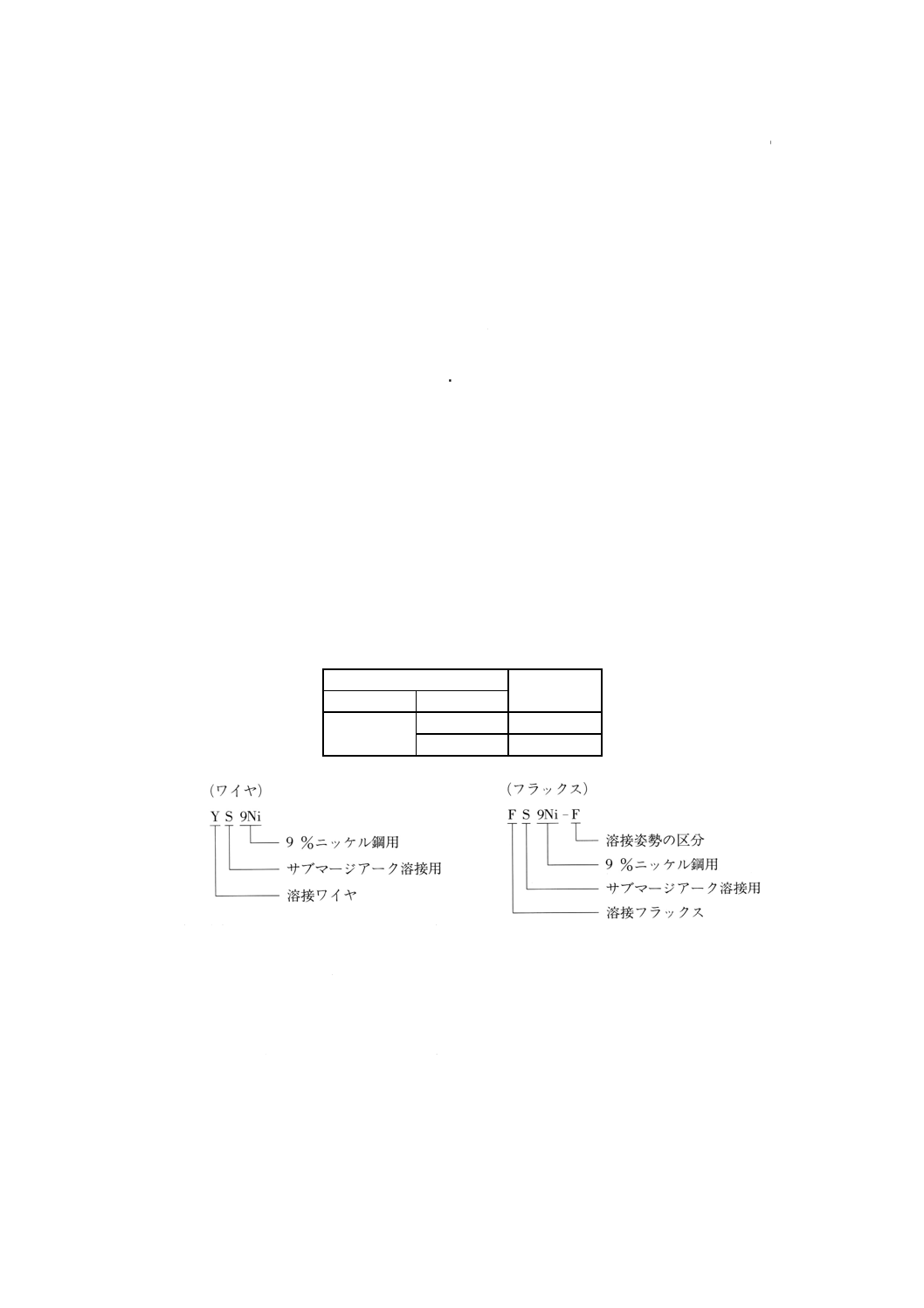
3. 種類 ワイヤ及びフラックスの種類は,溶接姿勢によって区分し,表1のとおりとする。
表1 種類
種類
溶接姿勢
ワイヤ
フラックス
YS9Ni
FS9Ni-F
F
FS9Ni-H
F, H
備考1. 種類の記号の付け方は,次による。
例1
例2
2. 溶接姿勢に用いた記号は,次のことを意味する。
F:下向
H:横向又は水平すみ肉
4. 品質
4.1
外観 ワイヤの外観は,JIS Z 3200の3.(製品の状態)による。
4.2
フラックス フラックスは,品質が均一で,溶接に際し円滑に供給でき,かつ,良好なビード外観
及び形状の得られるものでなければならない。
4.3
化学成分 ワイヤ及びフラックスの組合せによる溶着金属(以下,溶着金属という。)の化学成分は,
7.2の方法によって試験を行ったとき,表2に適合しなければならない。
2
Z 3333 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
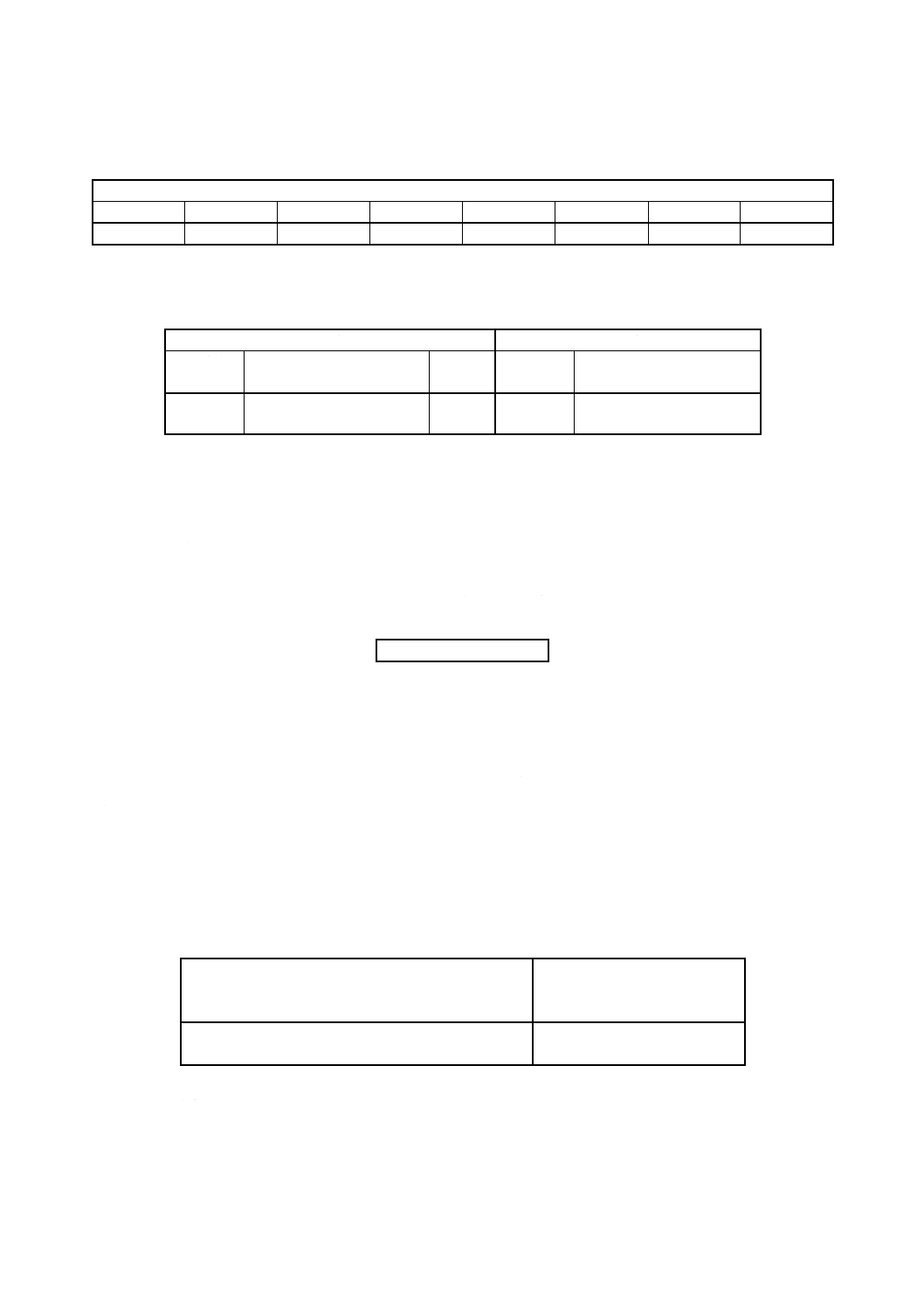
表2 溶着金属の化学成分
単位 %
化学成分
C
Si
Mn
P
S
Ni
Mo
Fe
0.10以下
1.5以下
3.5以下
0.020以下
0.015以下
55.0以上
10.0〜25.0
20.0以下
4.4
機械的性質 溶接金属の引張強さ,降伏点又は0.2%耐力,伸び及びシャルピー吸収エネルギーは,
7.3の方法によって試験を行ったとき,表3に適合しなければならない。
表3 溶接金属の機械的性質
引張試験
衝撃試験
引張強さ
降伏点又は0.2%耐力(1)
伸び
試験温度
シャルピー吸収エネルギー
N/mm2
N/mm2
%
℃
J
660以上
365以上
25以上
−196
平均値:34以上
最小値:27以上
注(1) 降伏点か,0.2%耐力かを試験成績書などに明記する。
4.5
曲げ性能 溶接継手の曲げ性能は,7.4の方法によって試験を行ったとき,曲げられた外面において,
いかなる方向にも長さ3.0mmを超える割れ,又は有害と認められる欠陥があってはならない。
5. 寸法及び許容差 ワイヤの径及び許容差は,JIS Z 3200の2.(寸法及び許容差)による。代表的なワ
イヤの径は,表4に示す。
表4 代表的なワイヤの径
単位 mm
1.6, 2.4, 3.2
6. 製品の状態
6.1
ワイヤ ワイヤの製品の状態は,JIS Z 3200の3.による。
6.2
フラックス フラックスの製品の状態は,次による。
a) フラックスは粒状とし,一定質量を袋,缶などに入れて包装したものとする。
b) フラックスの包装質量は,受渡当事者間の協定による。
7. 試験
7.1
試験一般
7.1.1
試験板 試験に使用する試験板は,表5による。
表5 試験板
分析試験
引張試験
衝撃試験
縦曲げ試験
JIS G 3101のSS400,JIS G 3106のSM400A〜C又は
SM490A〜C若しくはJIS G 3127の9種 (SL9N)
JIS G 3127の9種 (SL9N)
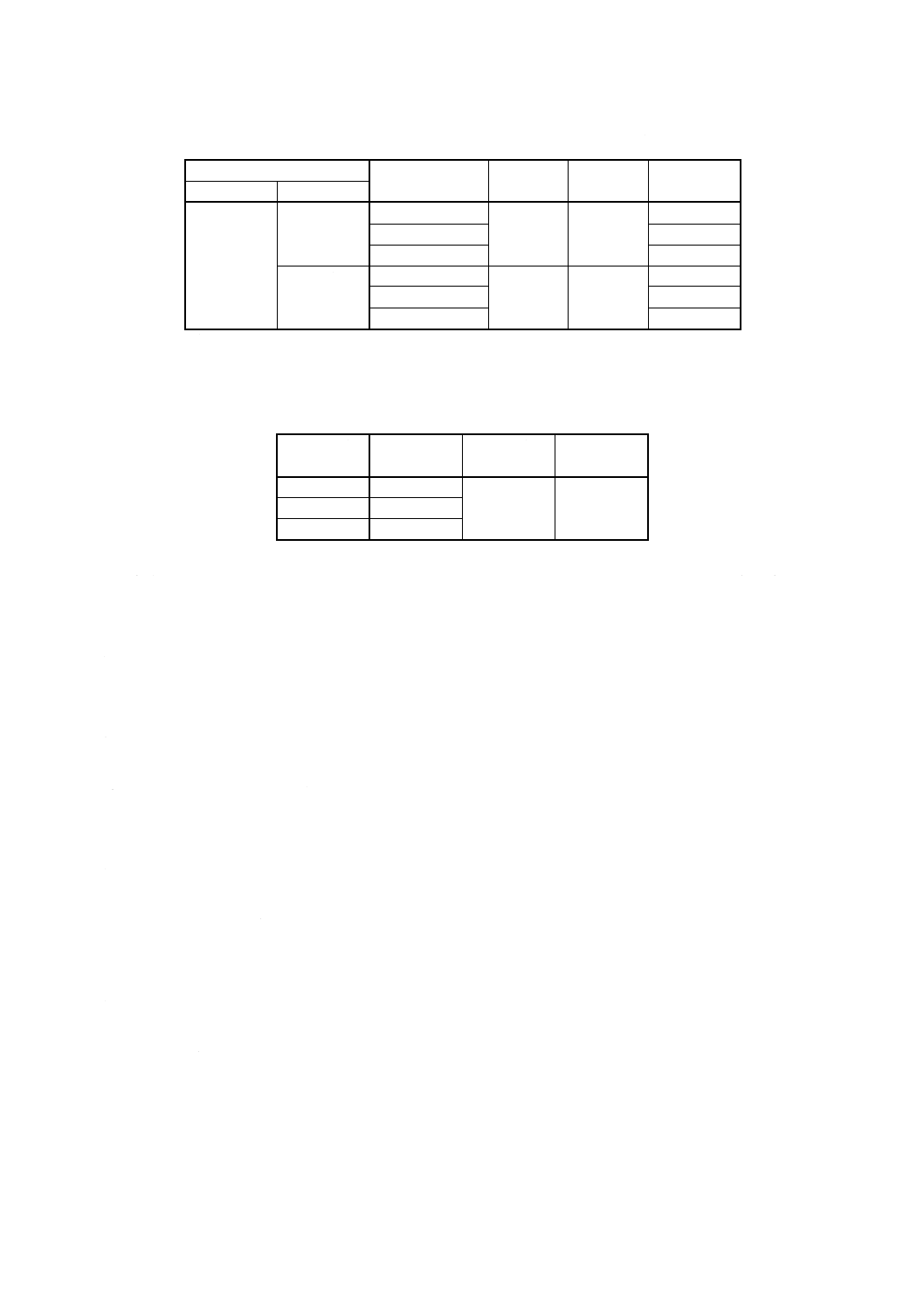
7.1.2
試験用ワイヤ,フラックス及び溶接姿勢 試験を行う際のワイヤとフラックスの組合せ,ワイヤの
径及び溶接姿勢は,表6による。
3
Z 3333 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 各種試験におけるワイヤ,フラックス,ワイヤの径及び溶接姿勢
組合せ
ワイヤの径 mm
分析試験
引張試験
衝撃試験
縦曲げ試験
ワイヤ
フラックス
YS9Ni
FS9Ni-F
1.6
F
F
−
2.4
−
3.2
F
FS9Ni-H
1.6
F
F
−
2.4
H(2)
3.2
−
注(2) FS9Ni-H2.4mmの縦曲げ試験片の溶接は,横向姿勢で行う。
7.1.3
溶接条件 溶接は,表7の溶接条件範囲において,製造業者の推奨する電流の種類,極性及び条件
で行い,これらの条件を試験結果と共に記録する。
表7 溶接条件
ワイヤの径
溶接電流
アーク電圧
溶接速度
mm
A
V
cm/min
1.6
200〜300
23〜38
25〜60
2.4
300〜400
3.2
350〜500
7.2
溶着金属の分析試験 溶着金属の分析試験は,次による。
a) 溶着金属は,厚さ19mm以上,長さ150mm以上,幅75mm以上の試験板上に4層以上肉盛溶接を行
って作製する。
b) 溶接は室温において下向姿勢で行い,各層の溶接を終了するごとに約30秒間水中で冷却する。
c) 分析試料は,4層目以降の溶着金属から採取する。
なお,試料は溶着金属の表面を削除した後,フライス盤,形削り盤,ボール盤などによって採取す
る。この際,切削油の使用は避けなければならない。
d) 分析方法は,JIS G 1281による。ただし,この方法によることができない場合は,受渡当事者間の協
定による。
7.3
溶接金属の引張試験及び衝撃試験 溶接金属の引張試験及び衝撃試験は,次による。
なお,a)〜c)以外の項目については,JIS Z 3111による。
a) 試験板の厚さは,20mmとする。
b) 溶接層数は,3〜6層とし,各層のパス数は2パスとするが,最終層は3パスとしてもよい。
c) 溶接開始時の試験板温度及びパス間温度は,15〜150℃とする。
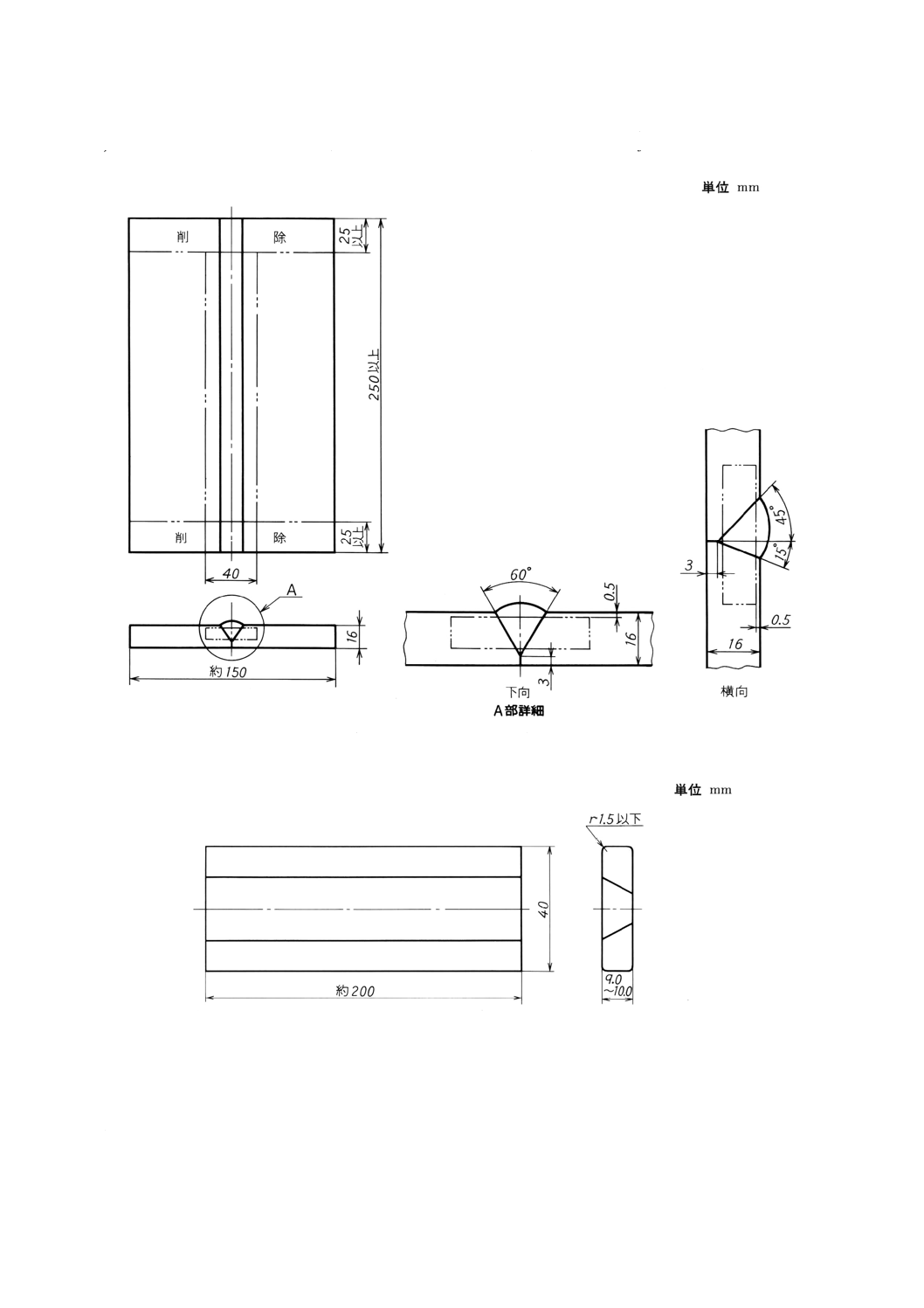
7.4
溶接継手の縦曲げ試験 溶接継手の縦曲げ試験は,次による。
a) 試験材の寸法は図1による。試験板は,溶接終了後の角変形が5度以上にならないように拘束するか,
あらかじめ逆ひずみを与える。
b) 溶接は,室温において表6に示す溶接姿勢で行う。
c) 溶接開始時の試験板温度及びパス間温度は15〜150℃とし,パス間温度が150℃を超えた場合は150℃
以下に空冷する。
なお,試験板の温度は試験板長手中央で,溶接部中心から25mm離れた表面上の点で測定する。
d) 溶接を終わった試験材から,図1に示す採取位置より,JIS Z 3122の縦表曲げ試験片を1個採取する。
試験片の寸法は図2による。
なお,試験材及び試験片は,熱処理をしてはならない。
4
Z 3333 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 曲げ試験方法は縦表曲げとし,JIS Z 3122による。ただし,曲げ半径は331t(tは試験片の厚さ)とす
る。
図1 縦曲げ試験の試験材の寸法及び試験片の採取位置
図2 縦曲げ試験片の寸法
8. 検査 検査は,次による。
a) ワイヤは,4.1及び5.の規定に適合しなければならない。
b) フラックスは,4.2の規定に適合しなければならない。
c) 溶着金属及び溶接金属の品質は,7.2,7.3及び7.4の試験を行い,4.3,4.4及び4.5の規定に適合しな
5
Z 3333 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ければならない。
d) 分析試験,引張試験,衝撃試験及び縦曲げ試験のうち,いずれか一つの試験が不合格であった場合は,
その試験について1回だけ再試験を行うことができ,その成績が規定に適合しなければならない。
9. 包装 包装は,次による。
a) ワイヤは,JIS Z 3200の5.(包装)による。
b) フラックスは,輸送及び貯蔵中に起こる損傷や吸湿を防ぐために適当な包装をしなければならない。
10. 製品の呼び方
10.1 ワイヤ ワイヤは,ワイヤの種類,径及び質量による。
例
10.2 フラックス フラックスは,フラックスの種類による。
例
11. 表示
11.1 ワイヤ ワイヤの表示は,JIS Z 3200の4.(表示)による。
11.2 フラックス フラックスの包装には,次の事項を明確に表示しなければならない。
a) 包装に対する表示事項は,次による。
1) 種類
2) 組合せワイヤの種類
3) 製造番号
4) 製造業者名又はその略号
5) 製造年月又はその略号
6) 質量(正味質量)
b) 包装には,溶接時に発生するヒュームに対する注意を表示しなければならない。
付表1 引用規格
JIS G 1281 ニッケルクロム鉄合金分析方法
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS G 3127 低温圧力容器用ニッケル鋼鋼板
JIS Z 3111 溶着金属の引張及び衝撃試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
6
Z 3333 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
桑 名 武
東北大学名誉教授
(幹事)
和 田 豊
日鐡溶接工業株式会社技術本部
(委員)
林 明 夫
通商産業省基礎産業局
大 嶋 清 治
通商産業省工業技術院標準部
中 原 征 治
通商産業省工業技術院機械研究所
山 村 修 蔵
財団法人日本規格協会
中 川 昌 俊
財団法人日本規格協会
堀 田 東 男
社団法人軽金属溶接構造協会
池 原 康 允
ステンレス協会
鈴 木 宏
千代田プロテック株式会社川崎工場
二 村 幸 作
株式会社巴コーポレーション技術開発部
小見山 輝 彦
日本鋼管工事株式会社技術開発センター
森 三 郎
日本鋼管工事株式会社
中 村 稔
日本油脂株式会社技術部
佐 藤 千 年
日本ウェルディング・ロッド株式会社浜北製造所
中 井 洋 二
株式会社神戸製鋼所溶接事業部
松 本 剛 郎
川崎製鉄株式会社溶接棒営業部
松 本 茂
住金溶接工業株式会社技術部
宮 尾 信 昭
四国溶材株式会社
(事務局)
池 原 平 晋
社団法人日本溶接協会