Z 3327:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類及び記号の付け方 ······································································································· 2
5 品質······························································································································· 2
5.1 溶加材の寸法及びその許容差,並びに製品の状態 ································································· 2
5.2 化学成分 ······················································································································ 2
5.3 溶着金属の機械的性質 ···································································································· 3
6 試験方法························································································································· 3
6.1 ロットの決め方 ············································································································· 3
6.2 試験一般 ······················································································································ 3
6.3 溶加材の分析試験 ·········································································································· 4
6.4 溶着金属の引張試験及び衝撃試験······················································································ 4
7 検査方法························································································································· 5
8 製品の呼び方 ··················································································································· 5
9 表示······························································································································· 5
9.1 製品の表示 ··················································································································· 5
9.2 包装の表示 ··················································································································· 6
10 包装 ····························································································································· 6
11 検査証明書 ···················································································································· 6
Z 3327:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本溶接協会(JWES)から,工業
標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産
業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
Z 3327:2013
極低温用オーステナイト系ステンレス鋼
ティグ溶加棒及びソリッドワイヤ
Austenitic stainless steel rods and wires of tungsten inert gas arc welding
for cryogenic service
序文
この規格は,LNGなどの極低温環境下の構造物に適用するステンレス鋼溶加棒及びソリッドワイヤを規
定した日本工業規格である。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,−196 ℃における低温じん性をもつティグ溶接用のオーステナイト系ステンレス鋼溶加棒
及びソリッドワイヤ(以下,溶加材という。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 1201 鉄及び鋼−分析方法通則
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS Z 2611 金属材料の光電測光法による発光分光分析方法通則
JIS Z 2615 金属材料の炭素定量方法通則
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3111 溶着金属の引張及び衝撃試験方法
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
JIS Z 3253 溶接及び熱切断用シールドガス
JIS Z 3423 溶接材料の調達指針
2
Z 3327:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2による。
4
種類及び記号の付け方
溶加材の種類は,その形態及び化学成分によって区分し,記号の付け方は,図1による。
CYS ○○○
溶加材の化学成分を表す記号(表3による。)
極低温用ステンレス鋼溶加材を示す記号
図1−溶加材の種類の記号の付け方
5
品質
5.1
溶加材の寸法及びその許容差,並びに製品の状態
溶加材の寸法及びその許容差,並びに製品の状態は,次による。
a) 寸法及びその許容差,並びに製品の状態は,JIS Z 3200に適合しなければならない。
b) 溶加棒は,直棒とし,代表的な寸法の例を表1に,単位包装の代表的な質量の例を表2に示す。
c) ソリッドワイヤは,単位質量ごとにスプール巻きとし,同一溶鋼から製造されたもので連続していな
ければならない。その代表的な寸法の例を表1に,単位包装の代表的な質量の例を表2に示す。
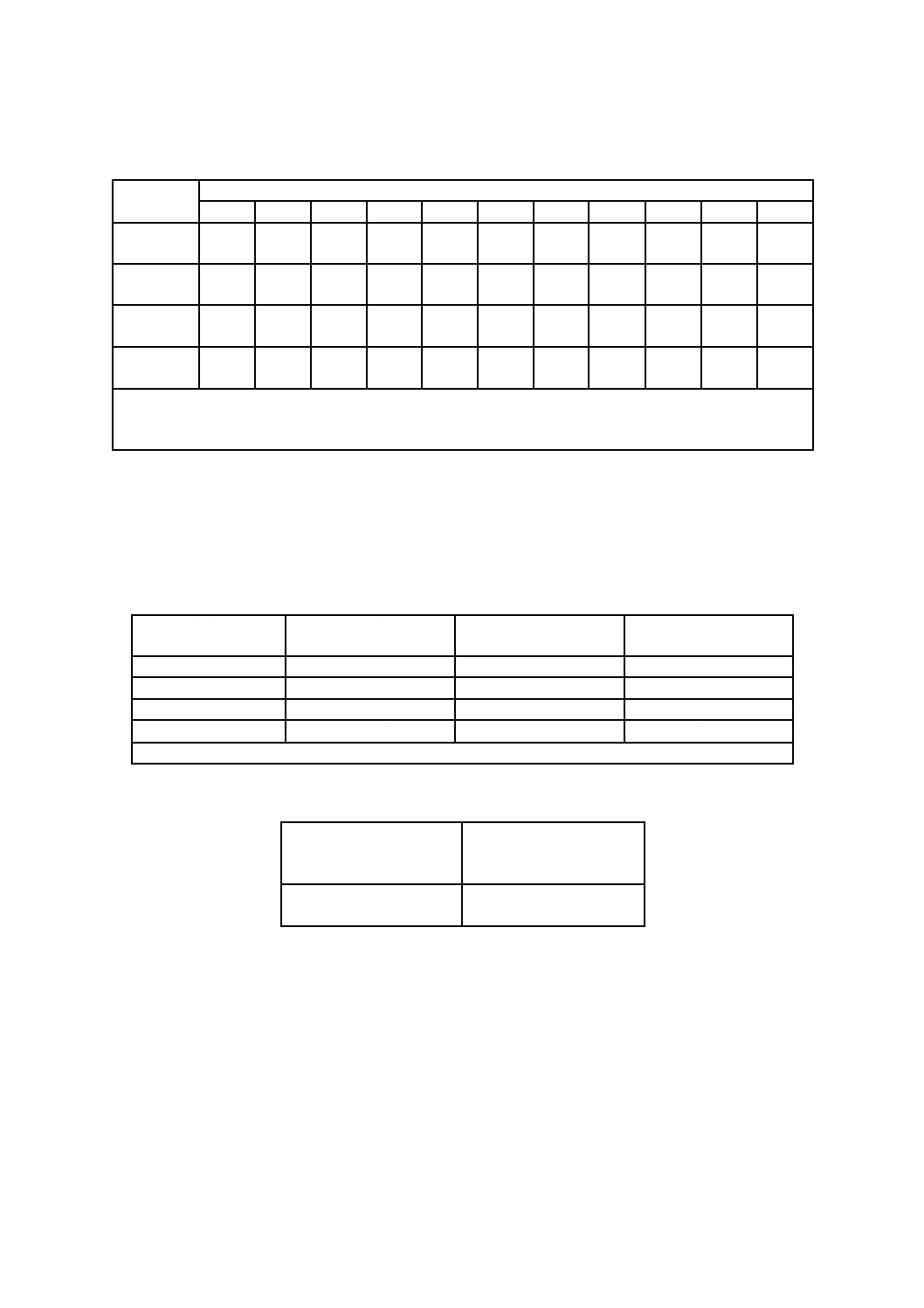
表1−溶加材の代表的な寸法
単位 mm
溶加棒
径
1.0 1.2 1.6 2.0 2.4 2.6 3.2 4.0 5.0
長さ
1 000
ソリッドワイヤ
径
0.8 1.0 1.2 1.6 2.0 2.4 2.6 3.2 4.0 4.8 5.0
表2−溶加材単位包装の代表的な質量
単位 kg
溶加棒
5
20
ソリッドワイヤ(スプール巻き)
5
10
12.5
5.2
化学成分
溶加材の化学成分は,6.3の方法によって試験を行ったとき,表3に適合しなければならない。
3
Z 3327:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−溶加材の化学成分
単位 %(質量分率)
化学成分を
表す記号
化学成分 a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
Nb
N
308
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.5
〜22.0
0.75
以下
0.75
以下
0.10
以下
0.10
以下
308L
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.5
〜22.0
0.75
以下
0.75
以下
0.10
以下
0.10
以下
316
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
0.75
以下
0.10
以下
0.10
以下
316L
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
0.75
以下
0.10
以下
0.10
以下
注a) 鉄以外の成分であって,この表で規定しない成分を溶加材の分析試験(6.3)の過程で検出したとき又は
意図的に添加したときは,この表に規定しない成分及びNb,Nの合計は0.50 %(質量分率)以下でなけ
ればならない。
5.3
溶着金属の機械的性質
溶着金属の引張強さ,伸び及び衝撃試験における横膨出は,6.4の方法によって試験を行ったとき,表4
及び表5に適合しなければならない。
表4−溶着金属の機械的性質(引張試験)
化学成分を
表す記号
引張強さ
MPa
伸びa)
%
溶接後熱処理
308
550以上
30以上
なし
308L
510以上
30以上
なし
316
520以上
25以上
なし
316L
490以上
25以上
なし
注a) 標点距離は,試験片平行部直径の5倍とする。
表5−溶着金属の機械的性質(衝撃試験)
試験温度
℃
衝撃試験における
横膨出
mm
−196
3個の試験片全て
0.38以上
6
試験方法
6.1
ロットの決め方
溶接材料のロットの決め方は,JIS Z 3423による。
6.2
試験一般
6.2.1
試験板
試験板の種類は,表6による。
4
Z 3327:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−試験板の種類
試験の種類
試験板
引張試験
衝撃試験
試験板には,溶着金属の化学成分と同組成のJIS G 4304又はJIS G 4305の材料を用いる。
JIS Z 3111の規定によってバタリングを行う場合には,JIS G 4304又はJIS G 4305に規定す
るSUS304,SUS316若しくはJIS G 3101のSS400,JIS G 3106のSM400A〜SM400C及び
SM490A〜SM490Cの鋼材を使用してもよい。
6.2.2
溶接条件
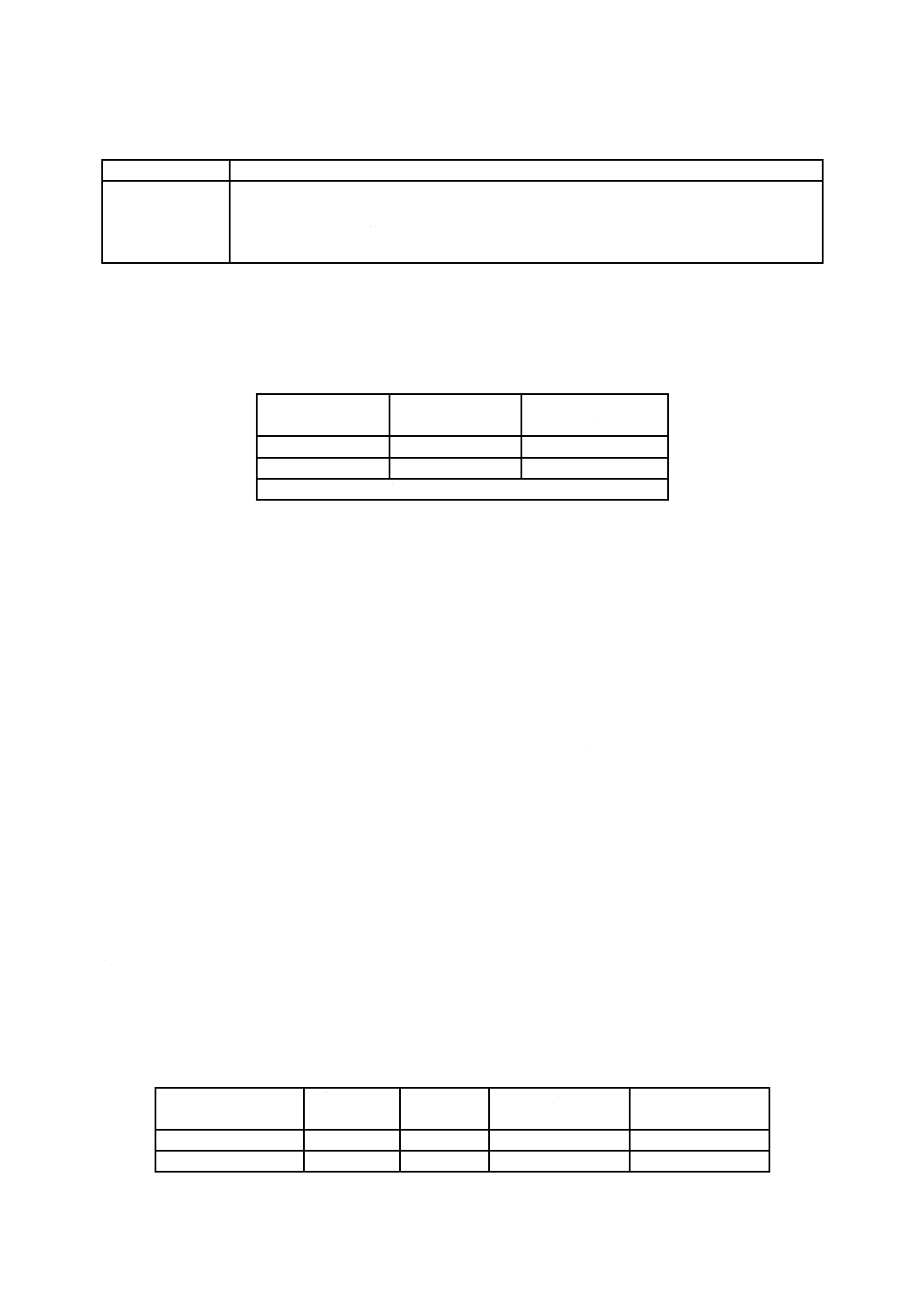
試験板の作製は,表7に示す溶接条件範囲で実施する。
表7−溶加材のティグ溶接条件範囲a)
溶加材の形態
溶加材の径
mm
電流
A
溶加棒
2.4
100〜150
ソリッドワイヤ
1.2
150〜250
注a) 極性は,DC棒マイナスとする。
6.2.3
シールドガス
溶加材の試験に使用するシールドガスは,JIS Z 3253の記号I 1による。
6.3
溶加材の分析試験
溶加材の分析試験は,次による。
a) 分析試験の一般事項及び溶鋼分析試料の採り方は,JIS G 0404による。
b) 製品分析試料の採り方は,JIS G 0321による。
c) 分析方法は,JIS G 0320,JIS G 1201,JIS Z 2611及び/又はJIS Z 2615による。
6.4
溶着金属の引張試験及び衝撃試験
溶着金属の引張試験及び衝撃試験は,次のa)〜g)によるほか,JIS Z 3111による。
a) 試験を行う溶加棒の径は,代表径として2.4 mmとし,ソリッドワイヤの径は,代表径として1.2 mm
とする。ただし,これらの径を製造していない場合は,製造しているものの中でこれらの径に最も近
い径とする。
b) 試験板は,溶加棒の場合は,JIS Z 3111の記号1.0又は1.1とし,ソリッドワイヤの場合は,JIS Z 3111
の記号1.3とする。
c) 引張試験片は,JIS Z 3111のA0号とし,衝撃試験片は,JIS Z 3111のVノッチ試験片とする。
d) 予熱は,実施しない。
e) パス間温度は,150 ℃以下とする。
f)
試験片は,溶接したままの状態で加工して作製する。
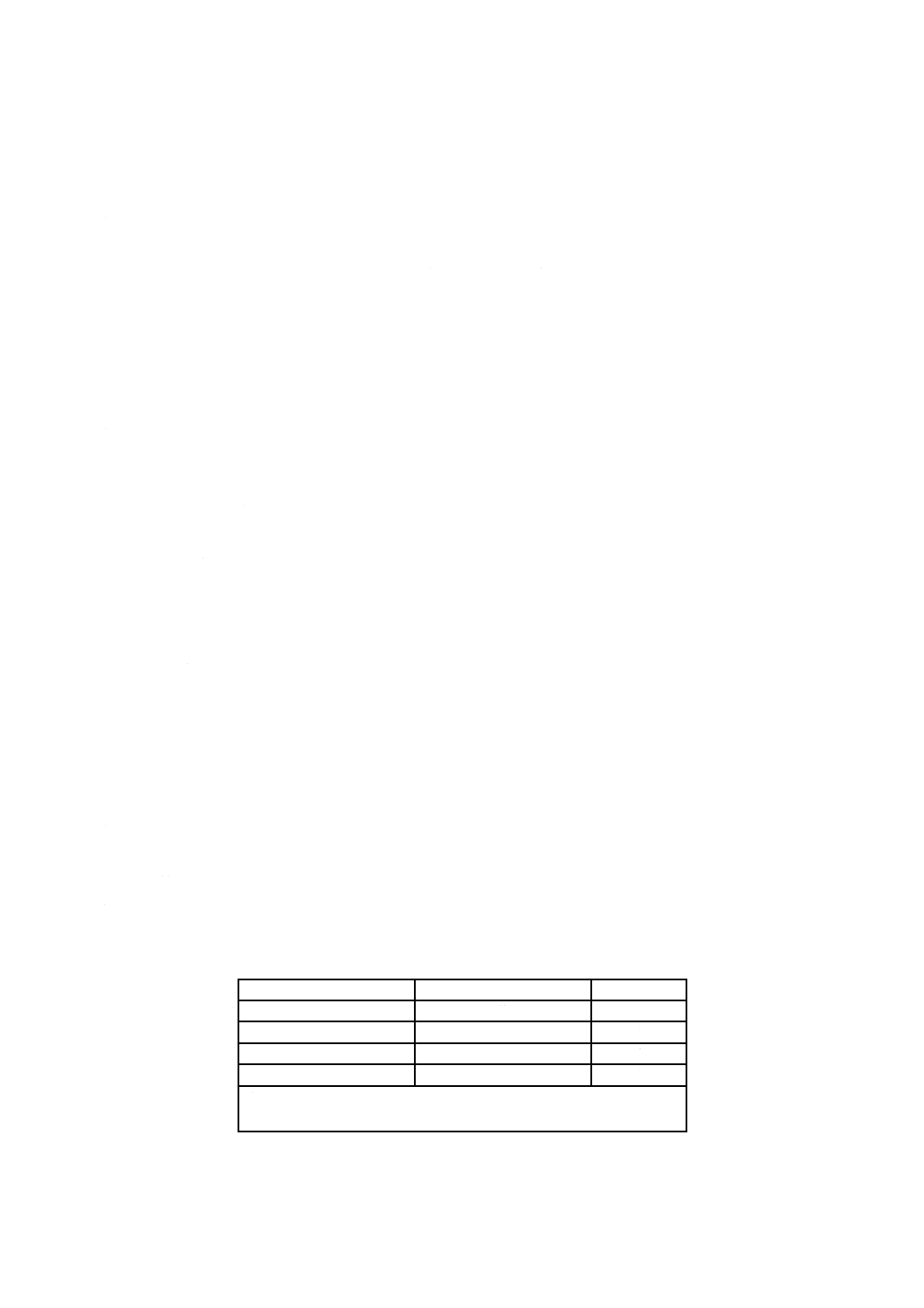
g) 各層の溶接パス数及び全層数は,表8による。
表8−各層の溶接パス数及び全層数
溶加材の形態
溶加材の径
mm
板厚
mm
各層の溶接パス数
全層数
溶加棒
2.4
12
2〜3
5〜8
ソリッドワイヤ
1.2
20
2〜3
7〜10
5
Z 3327:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
検査方法
検査方法は,次による。
a) 溶加材の検査項目は,JIS Z 3423の試験スケジュールによる。
b) 検査は,溶加材のロットごとに,JIS Z 3423の試験スケジュールに従い,箇条6によって試験し,該
当する箇条5に適合しなければならない。
c) JIS Z 3423の試験スケジュールに従い,箇条6によって実施した分析試験,引張試験,衝撃試験のい
ずれかの試験結果が,箇条5に適合しなかった場合には,適合しなかった全ての試験について倍数の
再試験を行い,そのいずれの試験結果も規定に適合しなければならない。この場合の再試験のための
試験片は,当初の試験材の残材から採取するか,又は新たな試験板を用いて作製した試験材から採取
する。また,分析試験において,当初の試験結果が規定に適合した成分は,再試験を行わなくてもよ
い。
d) 試験片の作製から試験の実施を通して正規の手続きを行っていない試験を含み,試験結果が合否の判
定に供し得ないようなことが生じるおそれがある場合には,試験の進行状況又は結果のいかんにかか
わらず無効とする。無効となった試験は,正規の手続きに従って繰り返されなければならない。
なお,この場合は,c) の再試験の対象とはしない。
8
製品の呼び方
製品の呼び方は,次による。
a) 溶加棒 種類の記号,径及び長さによる。
例 CYS308L−2.4−1000
b) ソリッドワイヤ 種類の記号,径及び質量による。
例 CYS316L−1.2−12.5
9
表示
9.1
製品の表示
製品の表示は,JIS Z 3200によるほか,次による。
a) 溶加棒の種類の表示は,製造業者又は供給者の特定の製品の種類であることが識別できるように,表
9に示す彩色を端面及び側面に施すか,又は側面に棒の種類を示す表示を行う。
b) 溶加棒側面への彩色又は表示は,端面から50 mm以内に施す。
c) ソリッドワイヤは,スプールに種類を示す表示を行う。
表9−溶加棒の彩色表示
溶加棒の種類
端面彩色
側面彩色
CYS308
黄
a)
CYS308L
赤
a)
CYS316
白
a)
CYS316L
緑
a)
注a) 溶加棒は,側面彩色も付けなければならない。ただし,色の種
類は規定しない。
6
Z 3327:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
包装の表示
包装の表示は,JIS Z 3200による。
10 包装
包装は,JIS Z 3200による。
11 検査証明書
検査証明書の提出を使用者側から求められた場合,次の項目について報告する。ただし,受渡当事者間
の協定によってその一部を変更することができる。
a) 試験板及び溶接材料
1) 試験板の種類及び試験板の記号
2) 試験板の材質
3) 溶接材料の該当規格及び銘柄
4) 溶接材料のヒート番号又は製造番号
5) 溶接材料の寸法
b) 適用溶接条件
1) 溶接方法
2) 溶接姿勢
3) 電流の種類及び極性
4) 電流,電圧,溶接速度,自動ティグ溶接の場合は,ワイヤ送給速度
5) シールドガスの種類及び流量
6) パス数及び層数
7) パス間温度
c) 試験結果
1) 溶加材の化学成分
2) 試験温度,引張試験片の形状,引張強さ及び伸び
3) 試験温度,衝撃試験片の形状及び横膨出