Z 3324:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 溶着金属の品質区分 ·········································································································· 2
5 品質······························································································································· 2
5.1 溶着金属の化学成分 ······································································································· 2
5.2 溶着金属の機械的性質 ···································································································· 3
5.3 溶着金属の耐食性 ·········································································································· 4
6 試験方法························································································································· 4
6.1 ロットの決め方 ············································································································· 4
6.2 試験一般 ······················································································································ 4
6.3 溶着金属の分析試験 ······································································································· 5
6.4 溶着金属の引張試験 ······································································································· 5
6.5 溶着金属の腐食試験 ······································································································· 6
7 検査方法························································································································· 6
8 溶着金属の品質区分の表示 ································································································· 7
9 記録······························································································································· 7
Z 3324:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3324:2007は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3324:2010
サブマージアーク溶接によるステンレス鋼溶着金属
の品質区分及び試験方法
Classification and testing methods for deposited metal of
stainless steel by submerged arc welding
序文
この規格は,1988年に制定され,その後3回の改正を経て今日に至っている。前々回の改正は1999年,
前回の改正は2007年に行われたが,追補による引用規格だけの修正であった。このため,前々回の改正以
降の溶接材料規格体系の整備に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,サブマージアーク溶接によって得られるステンレス鋼溶着金属(以下,溶着金属という。)
の品質区分(溶着金属の化学成分)及び試験方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0575 ステンレス鋼の硫酸・硫酸銅腐食試験方法
JIS G 1201 鉄及び鋼−分析方法通則
JIS G 1211 鉄及び鋼−炭素定量方法
JIS G 1212 鉄及び鋼−けい素定量方法
JIS G 1213 鉄及び鋼−マンガン定量方法
JIS G 1214 鉄及び鋼−りん定量方法
JIS G 1215 鉄及び鋼−硫黄定量方法
JIS G 1216 鉄及び鋼−ニッケル定量方法
JIS G 1217 鉄及び鋼−クロム定量方法
JIS G 1218 鉄及び鋼−モリブデン定量方法
JIS G 1219 鉄及び鋼−銅定量方法
JIS G 1237 鉄及び鋼−ニオブ定量方法
JIS G 1253 鉄及び鋼−スパーク放電発光分光分析方法
JIS G 1256 鉄及び鋼−蛍光X線分析方法
JIS G 1257 鉄及び鋼−原子吸光分析方法
JIS G 3101 一般構造用圧延鋼材
2
Z 3324:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 3106 溶接構造用圧延鋼材
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3111 溶着金属の引張及び衝撃試験方法
JIS Z 3184 化学分析用溶着金属の作製方法及び試料の採取方法
JIS Z 3321 溶接用ステンレス鋼溶加棒,ソリッドワイヤ及び鋼帯
JIS Z 3352 サブマージアーク溶接用フラックス
JIS Z 3423 溶接材料の調達指針
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2による。
4
溶着金属の品質区分
溶着金属の品質区分を示す記号の付け方は,次による。
YW S×××
溶着金属の化学成分の記号(表1による。)
サブマージアーク溶接
5
品質
5.1
溶着金属の化学成分
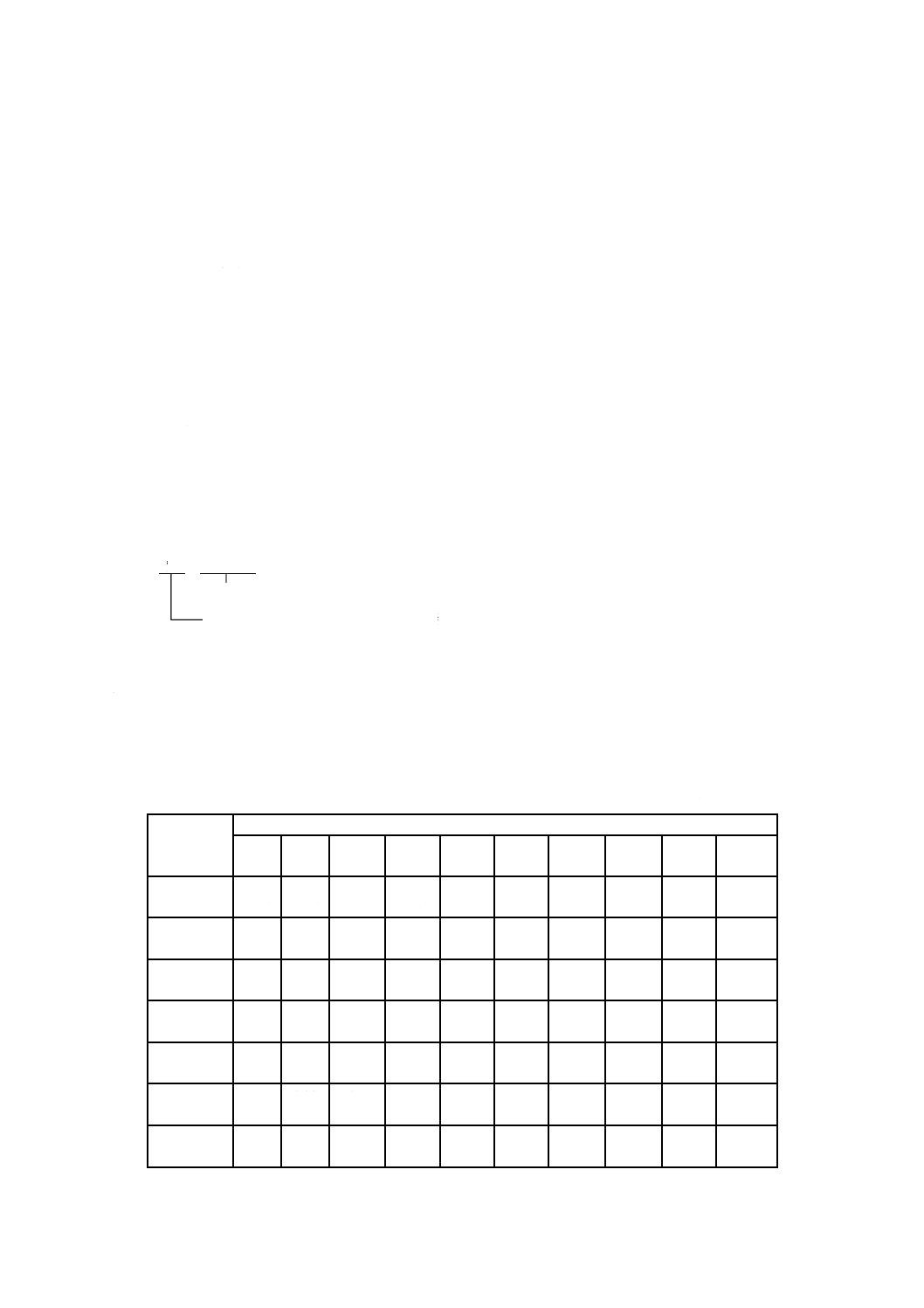
溶着金属の化学成分は,6.3の方法によって試験を行ったとき,表1の規定に適合しなければならない。
表1−溶着金属の化学成分
単位 %(質量分率)
溶着金属の
化学成分の
記号
化学成分
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
Nb
S308
0.08
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
9.0
〜11.0
18.0
〜21.0
−
−
−
S308L
0.04
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
9.0
〜12.0
18.0
〜21.0
−
−
−
S309
0.15
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
12.0
〜14.0
22.0
〜25.0
−
−
−
S309L
0.04
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
12.0
〜14.0
22.0
〜25.0
−
−
−
S309Mo
0.12
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
12.0
〜14.0
22.0
〜25.0
2.0
〜3.0
−
−
S310
0.20
以下
1.00
以下
0.5
〜2.5
0.03
以下
0.03
以下
20.0
〜22.0
25.0
〜28.0
−
−
−
S312
0.15
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
8.0
〜10.5
28.0
〜32.0
−
−
−
3
Z 3324:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
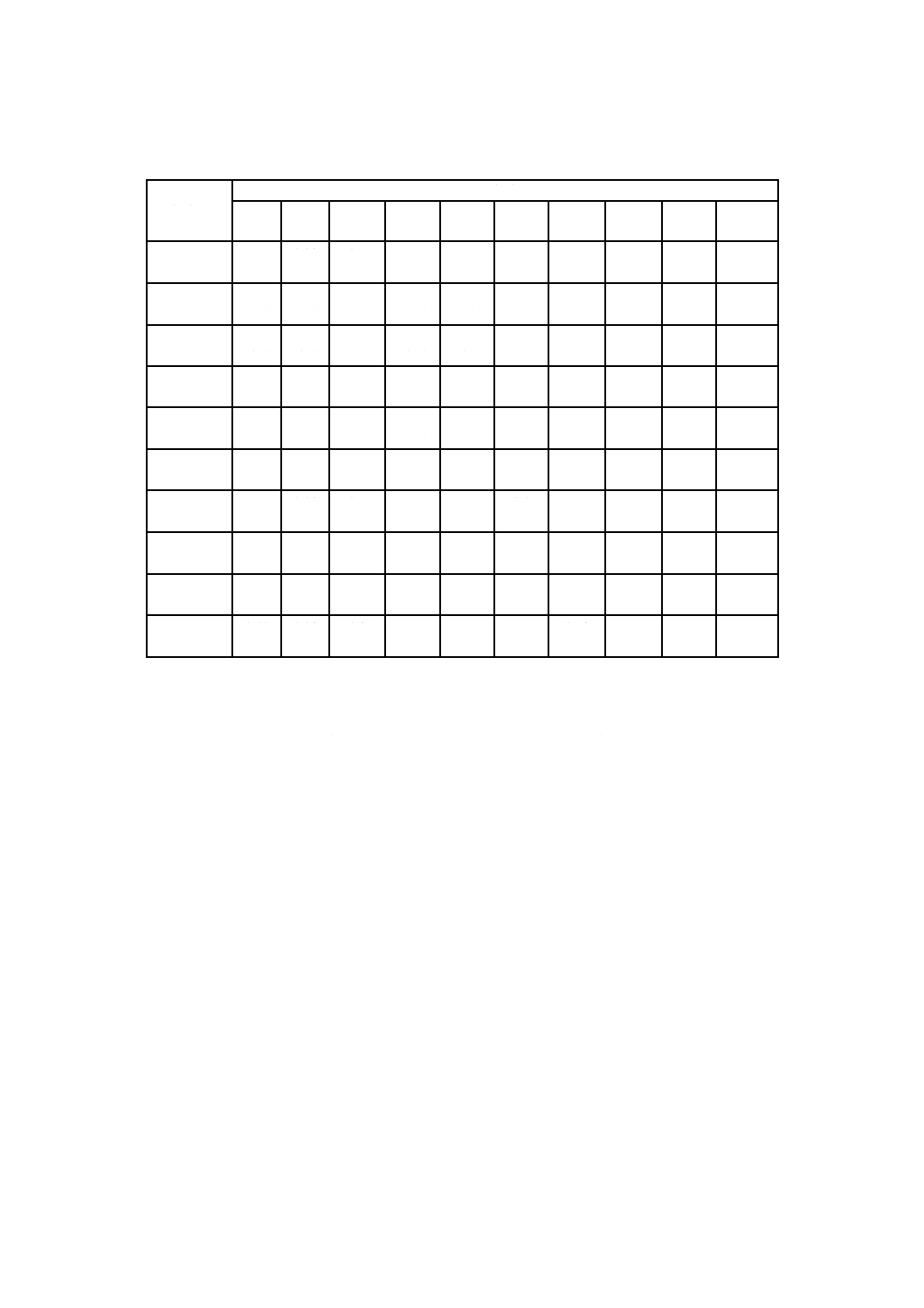
表1−溶着金属の化学成分(続き)
単位 %(質量分率)
溶着金属の
化学成分の
記号
化学成分
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
Nb
S16-8-2
0.10
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
7.5
〜9.5
14.5
〜16.5
1.0
〜2.0
−
−
S316
0.08
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
11.0
〜14.0
17.0
〜20.0
2.0
〜3.0
−
−
S316L
0.04
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
11.0
〜16.0
17.0
〜20.0
2.0
〜3.0
−
−
S316LCu
0.04
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
11.0
〜16.0
17.0
〜20.0
1.2
〜2.75
1.0
〜2.5
−
S317
0.08
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
12.0
〜14.0
18.0
〜21.0
3.0
〜4.0
−
−
S317L
0.04
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
12.0
〜16.0
18.0
〜21.0
3.0
〜4.0
−
−
S347
0.08
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
9.0
〜11.0
18.0
〜21.0
−
−
8×C
〜1.0
S347L
0.04
以下
1.00
以下
0.5
〜2.5
0.04
以下
0.03
以下
9.0
〜11.0
18.0
〜21.0
−
−
8×C
〜1.0
S410
0.12
以下
1.00
以下
1.2
以下
0.04
以下
0.03
以下
0.60
以下
11.0
〜13.5
−
−
−
S430
0.10
以下
1.00
以下
1.2
以下
0.04
以下
0.03
以下
0.60
以下
15.0
〜18.0
−
−
−
5.2
溶着金属の機械的性質
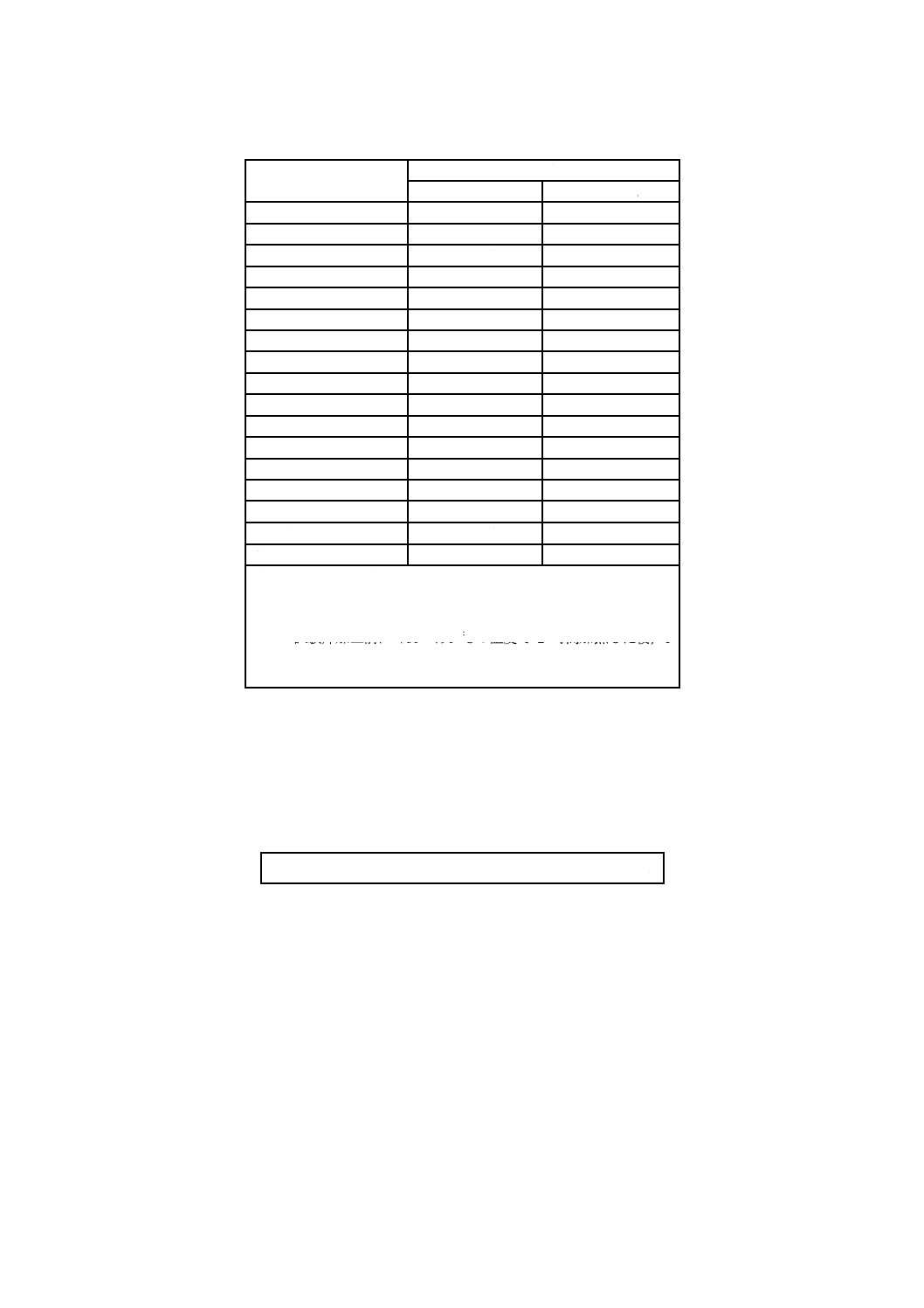
溶着金属の引張強さ及び伸びは,6.4の方法によって試験を行ったとき,表2の規定に適合しなければな
らない。
4
Z 3324:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−溶着金属の機械的性質
溶着金属の化学成分の
記号
引張試験
引張強さ MPa
伸び %
S308
520以上
30以上
S308L
480以上
30以上
S309
520以上
25以上
S309L
510以上
25以上
S309Mo
550以上
25以上
S310
520以上
25以上
S312
660以上
17以上
S16-8-2
550以上
30以上
S316
520以上
25以上
S316L
480以上
30以上
S316LCu
480以上
30以上
S317
520以上
25以上
S317L
480以上
25以上
S347
520以上
25以上
S347L
510以上
25以上
S410 a)
440以上
15以上
S430 b)
450以上
15以上
注a) 試験片加工前に730〜760 ℃の温度で1時間加熱した後,1
時間当たり110 ℃以下の冷却速度で315 ℃まで冷却し,そ
の後空冷する。
b) 試験片加工前に760〜790 ℃の温度で2時間加熱した後,1
時間当たり55 ℃以下の冷却速度で595 ℃まで冷却し,その
後空冷する。
5.3
溶着金属の耐食性
溶着金属の腐食試験は,特に注文者からの指定があった場合,表3に示す溶着金属に適用し,6.5の方法
によって硫酸・硫酸銅腐食試験を行ったとき,試験片の曲げられた外面に粒界腐食割れがあってはならな
い。
表3−硫酸・硫酸銅腐食試験を適用する溶着金属の化学成分の記号
S308L S316L S316LCu S317L S347 S347L
6
試験方法
6.1
ロットの決め方
溶接材料のロットは,JIS Z 3423に規定するロットサイズによる。
6.2
試験一般
6.2.1
試験板
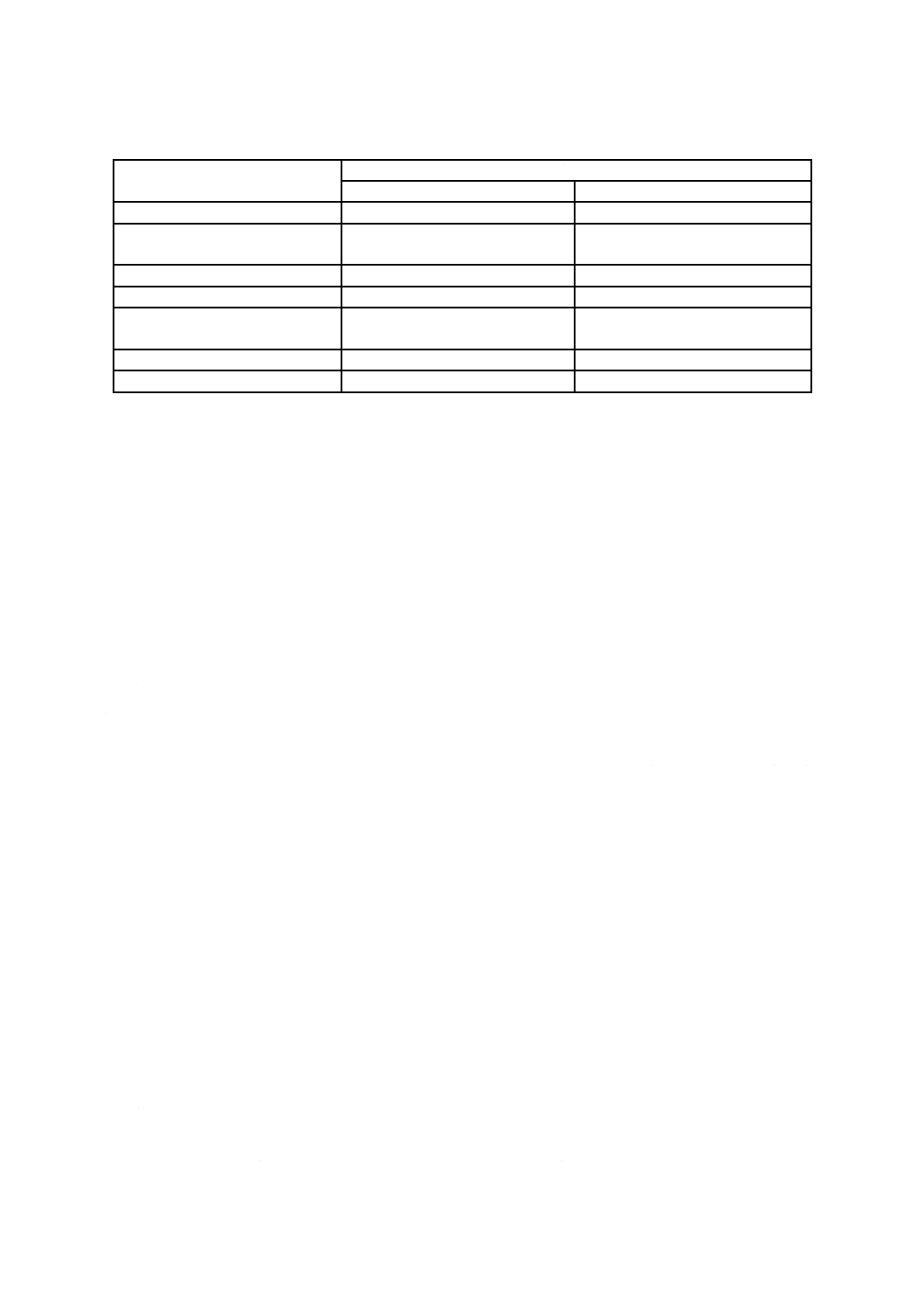
溶着金属の分析試験及び引張試験に使用する試験板は,表4による。ただし,JIS Z 3111の規定によっ
てバタリングを行う場合には,引張試験に使用する試験板はJIS G 3101のSS400又はJIS G 3106のSM400
のA〜C若しくはSM490のA〜Cを使用してもよい。
5
Z 3324:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−試験板の種類
溶着金属の化学成分の記号
試験板
JIS G 4304
JIS G 4305
S308,S308L
SUS302B,SUS304,SUS304L
SUS302B,SUS304,SUS304L
S309,S309L,S309Mo
S312
SUS309S
SUS309S
S310
SUS310S
SUS310S
S16-8-2
SUS316,SUS321,SUS347
SUS316,SUS321,SUS347
S316,S316L,S316LCu
S317,S317L
SUS316,SUS316L
SUS317,SUS317L
SUS316,SUS316L
SUS317,SUS317L
S347,S347L
SUS321,SUS347
SUS321,SUS347
S410,S430
SUS410,SUS430
SUS410,SUS430
6.2.2
試験用ワイヤ
試験に用いるワイヤは,JIS Z 3321に適合するもの,又はこれに準じるものとし,ワイヤの径は,3.2 mm
又は4.0 mmとする。ただし,受渡当事者間の協定によってこれら以外の径で行ってもよい。
6.2.3
試験用フラックス
試験に用いるフラックスは,JIS Z 3352に適合するもの,又はこれに準じるものとし,あらかじめ製造
業者の推奨する条件で乾燥を行う。
6.2.4
溶接条件
溶接は,製造業者の推奨する電流範囲の最大値の70〜90 %で行い,電流の種類は交流又は直流(ワイヤ
プラス)とする。
6.3
溶着金属の分析試験
溶着金属の分析試験は,次によるほか,JIS Z 3184による。
a) 溶着金属は,厚さ19 mm以上,長さ150 mm以上,幅75 mm以上の試験板上に4層以上の肉盛溶接を
行う。ただし,低炭素系溶着金属(Lの記号の付いたもの)において,試験板にJIS G 3101のSS400
又はJIS G 3106のSM400のA〜C若しくはSM490のA〜Cを使用する場合には,5層以上肉盛溶接
するものとする。
b) 溶接は下向姿勢で行い,パス間温度は150 ℃以下とする。
c) 分析試料は,4層目以上の溶着金属から採取する。ただし,低炭素系溶着金属の場合で,試験板にJIS
G 3101のSS400又はJIS G 3106のSM400のA〜C若しくはSM490のA〜Cを使用する場合には,5
層目以上から採取する。
d) 溶着金属の分析試料として,c)の代わりに6.4の試験によって破断した引張試験の平行部の残材又は
平行部該当位置を分析してもよい。
e) 溶着金属の分析方法は,次のいずれかによる。
JIS G 1201,JIS G 1211,JIS G 1212,JIS G 1213,JIS G 1214,JIS G 1215,JIS G 1216,JIS G 1217,
JIS G 1218,JIS G 1219,JIS G 1237,JIS G 1253,JIS G 1256及び/又はJIS G 1257
6.4
溶着金属の引張試験
溶着金属の引張試験は,次によるほか,JIS Z 3111による。
a) 試験板の厚さは,19 mm又は20 mmとする。
b) 開先角度は,30゜とする。
c) 予熱及びパス間温度は,化学成分の記号S410及びS430の溶着金属については150〜250 ℃とし,そ
6
Z 3324:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
れ以外の化学成分の記号の溶着金属は15〜150 ℃の温度で各パスの溶接を始める。ただし,各パスの
溶接開始時に試験板の温度がパス間温度を超えた場合には,空冷する。
d) S410及びS430の溶着金属の熱処理は,試験片加工前に表2の注a)又は注b)に示す条件で行う。
e) 引張試験片の形状は,JIS Z 3111に規定するA0号とする。
6.5
溶着金属の腐食試験
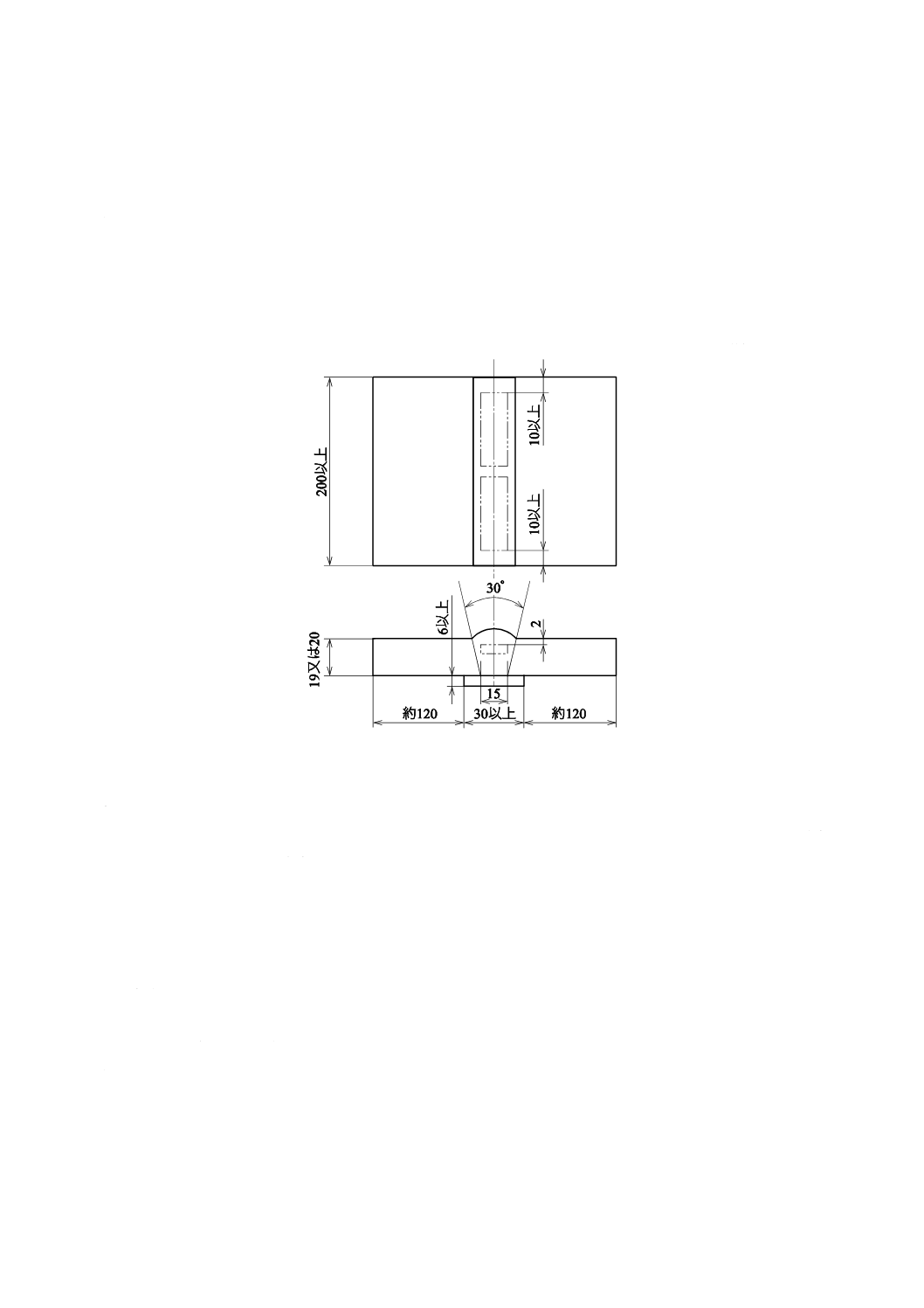
溶着金属の腐食試験は,次による。
a) 試験材の寸法及び試験片採取位置は,図1に示すとおりとする。
単位 mm
図1−硫酸・硫酸銅腐食試験用試験材の寸法及び試験片採取位置
b) 溶接開始時の試験板温度及びパス間温度は,15〜150 ℃とする。
c) 腐食試験片は,スタート部及びクレータ部を除いた部分から,厚さ5 mm以下,幅10 mm以下,長さ
30〜70 mmのものを2個採取する。
d) 腐食試験の方法は,JIS G 0575による。
7
検査方法
溶着金属の検査方法は,次による。
a) 溶着金属の検査項目は,JIS Z 3423に規定する試験スケジュールによる。
b) 検査は,溶接材料のロットごとに,JIS Z 3423に規定する試験スケジュールに従い,箇条6によって
試験し,該当する箇条5の規定に適合しなければならない。
c) JIS Z 3423に規定する試験スケジュールに従い,箇条6によって実施したいずれかの試験結果が,箇
条5の規定に適合しなかった場合には,適合しなかったすべての試験について倍数の再試験を行い,
そのいずれの試験結果も規定に適合しなければならない。この場合の再試験のための試験片は,当初
の試験材の残材から採取するか,又は新たな試験板を用いて作製した試験材から採取する。また,分
7
Z 3324:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
析試験において,当初の試験結果が規定に適合した成分は,再試験を行わなくてもよい。
d) 試験片の作製から試験の実施を通して正規の手続きを行っていない試験を含み,試験結果が合否の判
定に供し得ないようなことが生じるおそれがある場合には,試験の進行状況又は結果のいかんにかか
わらず無効とする。無効となった試験は,正規の手続きに従って繰り返されなければならない。
なお,この場合は,c)に規定する再試験の対象とはしない。
8
溶着金属の品質区分の表示
溶着金属の品質区分の表示は,箇条4によって行う。使用するワイヤ及びフラックスの組合せを併せて
示す場合の表示の例は,次のとおりとする。
例 YW S308−(YS308−SFMS1)
JIS Z 3352によるフラックスの種類(記号)
JIS Z 3321によるワイヤの種類(記号)
溶着金属の化学成分の記号
サブマージアーク溶接
9
記録
試験記録を作成する場合は,次の事項を記録する。
a) 試験年月日及び試験場所
b) 溶着金属の品質区分
c) 使用するワイヤの種類及び径,並びに使用するフラックスの種類及び粒度
d) 試験板の鋼種,寸法及びバタリングの有無
e) 溶接条件(電流の種類,各パスごとの溶接電流,アーク電圧及び溶接速度)
f)
熱処理条件(溶着金属の化学成分の記号が,S410又はS430の場合)
g) 試験結果
1) 溶着金属の化学成分
2) 溶着金属の機械的性質(引張強さ及び伸び)
3) 溶着金属の耐食性(注文者からの指定があった場合だけ)