Z 3315:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類及び記号の付け方 ······································································································· 2
5 品質······························································································································· 3
5.1 ワイヤの寸法及びその許容差並びに製品の状態 ···································································· 3
5.2 ワイヤの化学成分 ·········································································································· 3
5.3 溶着金属の機械的性質 ···································································································· 4
6 試験方法························································································································· 5
6.1 ロットの決め方 ············································································································· 5
6.2 ワイヤの分析試験 ·········································································································· 5
6.3 溶着金属の引張試験及び衝撃試験······················································································ 5
7 検査方法························································································································· 6
8 製品の呼び方 ··················································································································· 7
9 包装······························································································································· 7
10 表示 ····························································································································· 7
10.1 製品の表示 ·················································································································· 7
10.2 包装の表示 ·················································································································· 7
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 8
Z 3315:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3315:2007は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3315:2012
耐候性鋼用のマグ溶接及びミグ溶接用
ソリッドワイヤ
Solid wires for MAG and MIG welding of atmospheric corrosion resisting steel
序文
この規格は,2010年に第2版として発行されたISO 14341及び2006年に第1版として発行されたISO
16834を基とし,技術的内容を変更して作成した日本工業規格である。ISO 14341は,EN 440と環太平洋
地域で使用されている規格との共存形であり,ISO 16834は,EN 12534と環太平洋地域で使用されている
規格との共存形であり,いずれの対応国際規格も,どちらかの規格を異なる国際市場に適用してもよいと
している。このため,環太平洋地域で使用する規格に該当する部分(ISO 14341 System B及びISO 16834
System B)のうち,耐候性鋼用のマグ溶接及びミグ溶接用ソリッドワイヤを本体で規定した。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,耐候性鋼用のマグ溶接及びミグ溶接に用いるソリッドワイヤ(以下,ワイヤという。)につ
いて規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 14341:2010,Welding consumables−Wire electrodes and weld deposits for gas shielded metal arc
welding of non alloy and fine grain steels−Classification
ISO 16834:2006,Welding consumables−Wire electrodes, wires, rods and deposits for gas-shielded arc
welding of high strength steels−Classification(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0203 鉄鋼用語(製品及び品質)
JIS G 0320 鋼材の溶鋼分析方法
JIS G 3114 溶接構造用耐候性熱間圧延鋼材
JIS G 3140 橋梁用高降伏点鋼板
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
2
Z 3315:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3111 溶着金属の引張及び衝撃試験方法
注記 対応国際規格:ISO 15792-1:2000,Welding consumables−Test methods−Part 1: Test methods for
all-weld metal test specimens in steel, nickel and nickel alloys(MOD)
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
注記 対応国際規格:ISO 544,Welding consumables−Technical delivery conditions for welding filler
materials−Type of product, dimensions, tolerances and markings(MOD)
JIS Z 3253 溶接及び熱切断用シールドガス
注記 対応国際規格:ISO 14175,Welding consumables−Gases and gas mixtures for fusion welding and
allied processes(MOD)
JIS Z 3423 溶接材料の調達指針
注記 対応国際規格:ISO 14344,Welding and allied processes−Flux and gas shielded electrical welding
processes−Procurement guidelines for consumables(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1,JIS Z 3001-2及びJIS G 0203による。
4
種類及び記号の付け方
ワイヤの種類は,溶着金属の引張特性,溶接後熱処理の有無,溶着金属の衝撃試験温度,溶着金属のシ
ャルピー吸収エネルギーレベル,シールドガス及びワイヤの化学成分によって区分し,その記号の付け方
は,図1による。ただし,溶着金属の機械的性質(引張特性及び衝撃試験温度並びにシャルピー吸収エネ
ルギーレベル)及びワイヤの化学成分の組合せは,表1による。
なお,溶接後熱処理の有無に応じて,溶着金属の機械的性質の異なる種類に区分してもよい。また,異
なるシールドガスとの組合せで,機械的性質の異なる種類に区分してもよい。
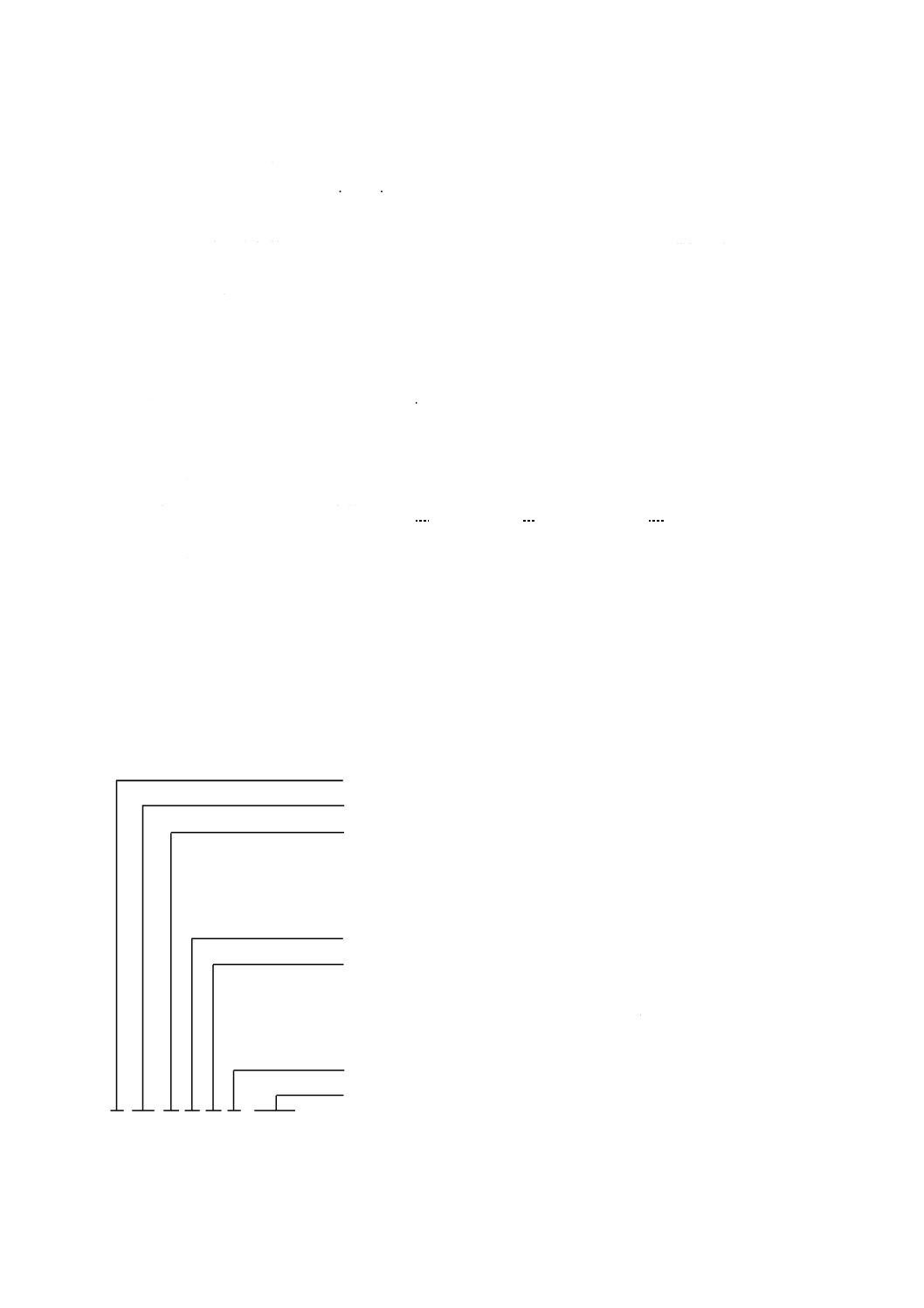
マグ溶接及びミグ溶接用ソリッドワイヤの記号
溶着金属の引張特性の記号(表3による。)
溶接後熱処理の有無の記号
A:溶接のまま
P:溶接後熱処理あり
AP:溶接のまま及び溶接後熱処理あり
衝撃試験温度の記号(表4による。)
シャルピー吸収エネルギーレベルの記号
記号なし:規定の試験温度において吸収エネルギーが27 J以上
又は衝撃試験を規定しない場合
U:規定の試験温度において吸収エネルギーが47 J以上
シールドガスの記号(JIS Z 3253による。)
ワイヤの化学成分の記号(表2による。)
G ○○ ○ ○ ○ ○−○○○
図1−ワイヤの種類の記号の付け方
3
Z 3315:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
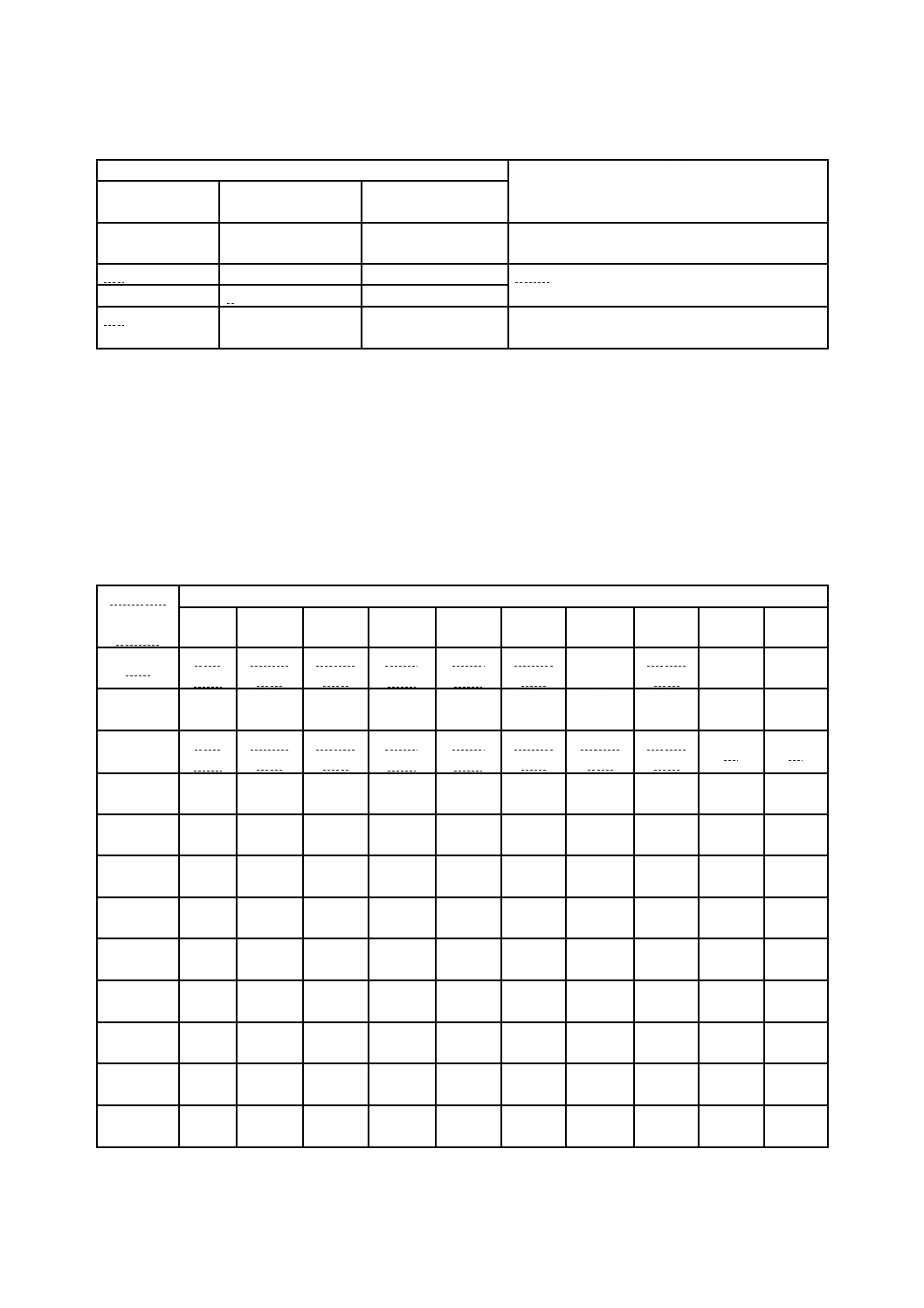
表1−溶着金属の機械的性質及びワイヤの化学成分の組合せ
溶着金属の機械的性質
ワイヤの化学成分の記号
溶着金属の
引張特性の記号
衝撃試験温度の記号
シャルピー吸収エネ
ルギーレベルの記号
43,49,55,57
Y,0,2,3,4,5,
6,7,8,9,10,Z
記号なし,U
CCJ,NCC,NCCT,NCCT1,NCCT2
49J
0
U
NCCJ
57J
1
U
78J
2
U
N4M4T,N5M3T,N7M4T,N5CM3T,N5C1M3T,
N6CM3T
5
品質
5.1
ワイヤの寸法及びその許容差並びに製品の状態
ワイヤの寸法,許容差及び製品の状態は,JIS Z 3200に適合しなければならない。
5.2
ワイヤの化学成分
ワイヤの化学成分は,6.2の方法によって分析試験を行ったとき,表2に適合しなければならない。
表2−ワイヤの化学成分
単位 %(質量分率)
ワイヤの
化学成分
の記号
化学成分a), b)
C
Si
Mn
P
S
Cu c)
Ni
Cr
Mo
Ti
CCJ
0.12
以下
0.50〜
0.90
1.10〜
1.70
0.030
以下
0.030
以下
0.20〜
0.60
−
0.35〜
0.65
−
−
NCC
0.12
以下
0.60〜
0.90
1.00〜
1.65
0.030
以下
0.030
以下
0.20〜
0.60
0.10〜
0.30
0.50〜
0.80
−
−
NCCJ
0.12
以下
0.50〜
0.90
1.00〜
1.80
0.030
以下
0.030
以下
0.30〜
0.60
0.10〜
0.80
0.50〜
0.80
−
−
NCCT
0.12
以下
0.60〜
0.90
1.10〜
1.65
0.030
以下
0.030
以下
0.20〜
0.60
0.10〜
0.30
0.50〜
0.80
−
0.02〜
0.30
NCCT1
0.12
以下
0.50〜
0.80
1.20〜
1.80
0.030
以下
0.030
以下
0.20〜
0.60
0.10〜
0.40
0.50〜
0.80
0.02〜
0.30
0.02〜
0.30
NCCT2
0.12
以下
0.50〜
0.90
1.10〜
1.70
0.030
以下
0.030
以下
0.20〜
0.60
0.40〜
0.80
0.50〜
0.80
−
0.02〜
0.30
N4M4T
0.12
以下
0.40〜
0.90
1.60〜
2.10
0.025
以下
0.025
以下
0.50
以下
1.90〜
2.50
−
0.40〜
0.90
0.02〜
0.30
N5M3T
0.12
以下
0.40〜
0.90
1.40〜
2.00
0.025
以下
0.025
以下
0.50
以下
2.40〜
3.10
−
0.40〜
0.70
0.02〜
0.30
N7M4T
0.12
以下
0.30〜
0.70
1.30〜
1.70
0.025
以下
0.025
以下
0.50
以下
3.20〜
3.80
0.30
以下
0.60〜
0.90
0.02〜
0.30
N5CM3T
0.12
以下
0.20〜
0.70
1.10〜
1.70
0.025
以下
0.025
以下
0.50
以下
2.40〜
2.90
0.05〜
0.35
0.35〜
0.70
0.02〜
0.30
N5C1M3T
0.12
以下
0.40〜
0.90
1.40〜
2.00
0.025
以下
0.025
以下
0.50
以下
2.40〜
3.00
0.40〜
0.60
0.40〜
0.70
0.02〜
0.30
N6CM3T
0.12
以下
0.30〜
0.70
1.20〜
1.50
0.025
以下
0.025
以下
0.50
以下
2.70〜
3.30
0.10〜
0.35
0.40〜
0.65
0.02〜
0.30
4
Z 3315:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−ワイヤの化学成分(続き)
注a) “−”は,その化学成分を規定しないことを意味する。
b) 鉄以外の成分であって,この表で規定しない成分を6.2の過程で検出した場合又は意図的に添加した場合は,
それらの成分の合計は,0.50 %(質量分率)以下でなければならない。
c) 銅めっきが施されている場合は,めっきの銅を含む。
5.3
溶着金属の機械的性質
溶着金属の機械的性質は,次による。
a) 溶着金属の引張強さ,0.2 %耐力及び伸びは,6.3の方法によって引張試験を行ったとき,表3に適合
しなければならない。
b) 溶着金属のシャルピー吸収エネルギーは,6.3の方法によって衝撃試験を行ったとき,表4に適合しな
ければならない。
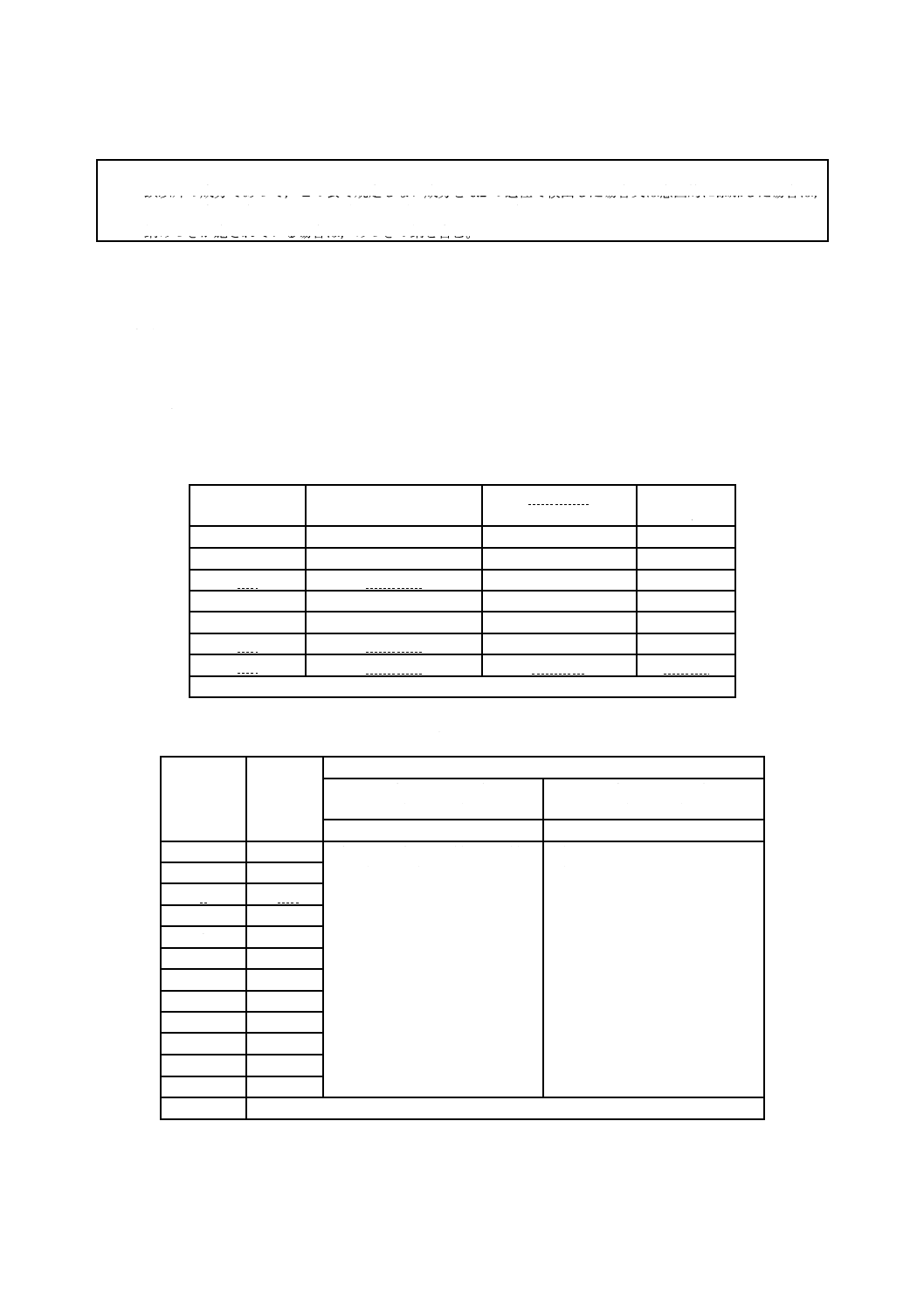
表3−溶着金属の引張特性
溶着金属の引張
特性の記号
引張強さ
MPa
0.2 %耐力
MPa
伸び
%
43
430〜600
330以上
20以上
49
490〜670
390以上
18以上
49J
490〜670
400以上
18以上
55
550〜740
460以上
17以上
57
570〜770
490以上
17以上
57J
570〜770
500以上
17以上
78J
780〜980
700以上
13以上
注記 1 MPa=1 N/mm2
表4−溶着金属の衝撃特性
衝撃試験
温度の記号
衝撃試験
温度
℃
シャルピー吸収エネルギー
規定値27 Jの場合
(記号なし)
規定値47 Jの場合
(記号:U)
衝撃試験片個数:5個
衝撃試験片個数:3個
Y
+20
5個の試験結果から最大値と最小
値を除いた3個を評価する。
3個の平均値:27 J以上,かつ,
3個の最小値:20 J以上,かつ,
少なくとも2個が27 J以上
3個の平均値:47 J以上,かつ,
3個の最小値:32 J以上,かつ,
少なくとも2個が47 J以上
0
0
1
−5
2
−20
3
−30
4
−40
5
−50
6
−60
7
−70
8
−80
9
−90
10
−100
Z
衝撃試験を規定しない。
5
Z 3315:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
試験方法
6.1
ロットの決め方
ワイヤのロットの決め方は,JIS Z 3423による。
6.2
ワイヤの分析試験
ワイヤの分析試験は,JIS G 0320の箇条4(溶鋼分析方法)の方法又はそれに対応するISO規格による。
なお,製品と変わらない成分の分析試験は,次のいずれかの試験結果を用いてもよい。
a) 同一ヒートの他の径の製品分析試験
b) 同一ヒートの製造途中の線材の分析試験
c) 原料のミルコイルの製品分析値
d) 原料のミルコイルの溶鋼分析値
6.3
溶着金属の引張試験及び衝撃試験
溶着金属の引張試験及び衝撃試験は,次のa)〜k) を除き,JIS Z 3111による。
a) 試験を行うワイヤの径は,ワイヤの種類ごとに1.2 mmとする。ただし,1.2 mmを製造していない場
合は,これに最も近い径とする。
b) 溶接電流の種類は,棒プラスを用いる。ただし,製造業者が他の極性を指定する場合は,それによる。
c) 試験に使用するシールドガスは,ワイヤの種類を区分したガスとする。
d) 試験に使用する試験板の材質は,表5による。ただし,JIS Z 3111によってバタリングを行う場合は,
表5以外の鋼材を試験板として用いてもよい。
e) 試験板は,JIS Z 3111の試験板の記号1.3を使用する。
f)
試験板の予熱及びパス間温度は,135 ℃〜165 ℃とする。ただし,最初のパスは,100 ℃〜135 ℃と
してもよい。この場合には,溶接開始後に規定の予熱温度及びパス間温度に達するまでは,連続溶接
とする。
g) 溶接条件は,表6による。ただし,ワイヤの径が1.2 mm以外の場合は,製造業者が推奨する溶接条
件による。
h) 層数は,6層〜10層とし,各層のパス数は,1層当たり2パス〜3パスとする。
i)
溶接後熱処理は,次による。また,溶接後熱処理の条件は,表7による。
1) 溶接後熱処理の有無の区分記号がAの場合は,溶接のままで試験を行う。
2) 溶接後熱処理の有無の区分記号がPの場合は,溶接後熱処理を行って試験を行う。
3) 溶接後熱処理の有無の区分記号がAPの場合は,溶接のまま及び溶接後熱処理を行ったものの両方
について試験を行う。
j)
引張試験片は,JIS Z 3111に規定するA0号試験片とする。
k) 衝撃試験の試験片採取個数は,次による。
1) シャルピー吸収エネルギーレベルが27 Jの場合は,5個とする。
2) シャルピー吸収エネルギーレベルが47 Jの場合は,3個とする。
6
Z 3315:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
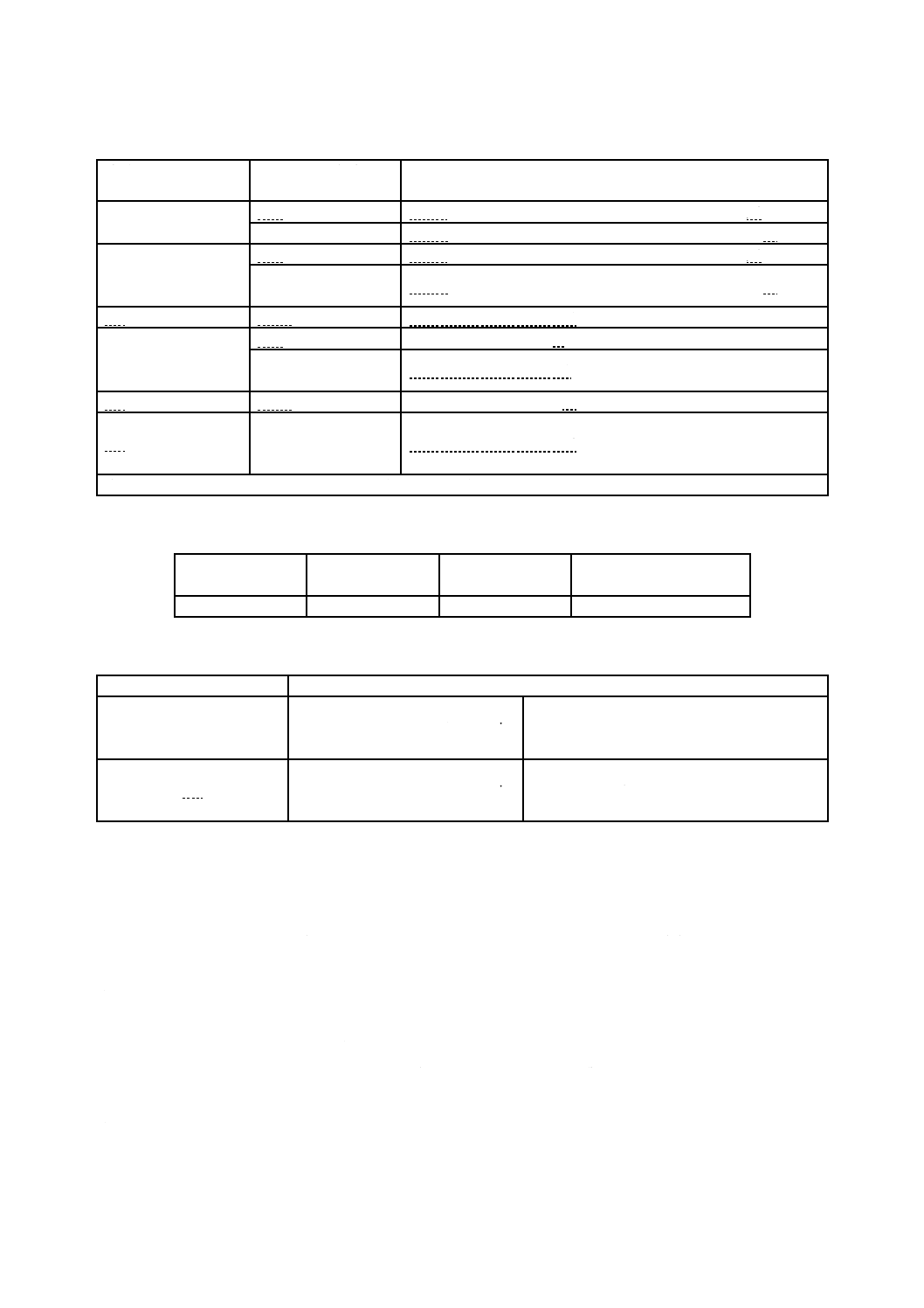
表5−試験板の材質
溶着金属の引張特性
の記号
ワイヤの化学成分の
記号
試験板の材質
43
CCJ
JIS G 3114のSMA400AP,SMA400BP又はSMA400CP a)
NCC
JIS G 3114のSMA400AW,SMA400BW又はSMA400CW a)
49,55
CCJ
JIS G 3114のSMA490AP,SMA490BP又はSMA490CP a)
NCC,NCCT,NCCT1,
NCCT2
JIS G 3114のSMA490AW,SMA490BW又はSMA490CW a)
49J
NCCJ
JIS G 3140のSBHS400W a)
57
CCJ
JIS G 3114のSMA570P a)
NCC,NCCT,NCCT1,
NCCT2
JIS G 3114のSMA570W a)
57J
NCCJ
JIS G 3140のSBHS500W a)
78J
N4M4T,N5M3T,
N7M4T,N5CM3T,
N5C1M3T,N6CM3T
JIS G 3140のSBHS700W a)
注a) この試験板と同等の機械的性質及び化学成分をもつ鋼材を試験板として用いてもよい。
表6−溶接条件
ワイヤ径
mm
溶接電流
A
アーク電圧
V
コンタクトチップ距離
mm
1.2
290±30
適正電圧
20±3
表7−溶接後熱処理条件
溶着金属の引張特性の記号
溶接後熱処理条件
43,49,49J,55,57,57J
605 ℃〜635 ℃で60 min〜75 min
315 ℃以上での加熱速度は220 ℃/h以下,冷
却速度は195 ℃/h以下とし,315 ℃未満での
冷却は炉冷又は空冷とする。
78J
585 ℃〜635 ℃で60 min〜75 min
300 ℃以上での加熱速度は220 ℃/h以下,冷
却速度は195 ℃/h以下とし,300 ℃未満での
冷却は炉冷又は空冷とする。
7
検査方法
検査方法は,次による。
a) ワイヤの検査項目は,JIS Z 3423の試験スケジュールによる。
b) 検査は,ワイヤのロットごとに,JIS Z 3423による試験スケジュールに従い,箇条6によって試験し,
該当する箇条5に適合しなければならない。
c) 試験スケジュールに従い,箇条6によって実施した分析試験,引張試験及び衝撃試験のいずれかの試
験結果が,箇条5に適合しなかった場合には,適合しなかった全ての試験について倍数の再試験を行
い,そのいずれの試験結果も箇条5に適合しなければならない。この場合の再試験のための試験片は,
当初の試験材の残材から採取するか,又は新たな試験板を用いて作製した試験材から採取する。また,
分析試験において,当初の試験結果が箇条5に適合した成分は,再試験を行わなくてもよい。
d) 試験片の作製から試験の実施を通して正規の手続を行っていない試験を含み,試験結果が合否の判定
に供し得ないようなことが生じるおそれがある場合には,試験の進行状況又は結果のいかんにかかわ
7
Z 3315:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
らず無効とする。無効となった試験は,正規の手続に従って繰り返されなければならない。
なお,この場合は,c) の再試験の対象とはしない。
8
製品の呼び方
製品の呼び方は,ワイヤの種類の記号,径及び質量による。
呼び方の例を,次に示す。
例1 G 49 A 0 U C1−NCC − 1.6 − 10
ワイヤの種類の記号 径 質量
49:溶着金属の引張特性(表3による。)
A:溶接のまま
0:シャルピー衝撃試験温度が0 ℃
U:シャルピー吸収エネルギーが47 J
C1:シールドガスが炭酸ガス(JIS Z 3253に規定するC1で,炭酸ガス)
NCC:ワイヤの化学成分(表2による。)
例2 G 78J A 2 U M21−N5C1M3T − 1.2 − 20
ワイヤの種類の記号 径 質量
78J:溶着金属の引張特性(表3による。)
A:溶接のまま
2:シャルピー衝撃試験温度が −20 ℃
U:シャルピー吸収エネルギーが 47 J
M21:シールドガスが混合ガス[JIS Z 3253に規定するM21で,炭酸ガス15 %〜25 %(体
積分率)とアルゴンとの混合ガス]
N5C1M3T:ワイヤの化学成分(表2による。)
9
包装
包装は,JIS Z 3200による。
10 表示
10.1 製品の表示
製品の表示は,JIS Z 3200による。
10.2 包装の表示
包装の表示は,JIS Z 3200による。
8
Z 3315:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 3315:2012 耐候性鋼用のマグ溶接及びミグ溶接用ソリッドワイヤ
ISO 14341:2010 Welding consumables−Wire electrodes and weld deposits for gas
shielded metal arc welding of non alloy and fine grain steels−Classification
ISO 16834:2006 Welding consumables−Wire electrodes, wires, rods and deposits
for gas-shielded arc welding of high strength steels−Classification
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
対応国際規格(ISO
14341
及び
ISO
16834)のSystem B
であって,かつ,耐
候性鋼用だけを規
定
ISO 14341
ISO 16834
1
System A及びSystem Bに
ついて規定
削除
JISは,System Bを採用して規
定した。
対応国際規格では,System A及び
/又はBを使用できる。また,耐
候性鋼用を除いたものについて
は,別のJISで対応する。
2 引用規
格
3 用語及
び定義
JIS G 0203,JIS Z
3001-1及びJIS Z
3001-2を引用
ISO 14341
ISO 16834
−
−
追加
JISでは,専門用語及び定義の
規格の引用を記載した。
4 種類及
び記号の
付け方
ワイヤの種類及び
記号の付け方を規
定
3B
種類及び記号の付け方を
規定
変更
JISでは,ワイヤの化学成分の
記号の前にハイフンを付与し
て区切りを明確にした。
技術的な差異はない。
溶着金属の引張特
性の記号を規定
ISO 14341
4.2
引張特性の区分として,
合計4区分を規定
追加
JISでは,49J,57Jを追加した。 国内の使用実態に合わせ,鋼材に
整合した区分とした。
ISO 16834
4.2
引張特性の区分として,
合計6区分を規定
削除
追加
JISでは,4区分を削除した。
JISでは,78Jを追加した。
3
Z
3
3
1
5
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
Z 3315:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 種類及
び記号の
付け方
(続き)
衝撃試験温度を規
定
ISO 14341
4.3
衝撃試験温度の区分とし
て,合計12区分を規定
追加
JISでは,−5 ℃の“1”を追
加した。
国内の使用実態に合わせ,鋼材に
整合した区分とした。
ISO 16834
4.3
衝撃試験温度の区分とし
て,合計8区分を規定
変更
JISでは,−20 ℃の“2”だけ
を規定した。
シールドガスの種
類と記号を規定
ISO 16834
4.4
シールドガスの区分とし
て,合計3区分を規定
変更
JISでは,ISO 14341に合わせ
て,JIS Z 3253に規定したシー
ルドガスの種類と記号を規定
した。
ISO 16834は現在FDISで,ISO
14341を反映した内容に改正され
る予定。
5 品質
5.2 ワイ
ヤの化学
成分
種類ごとのワイヤ
の化学成分範囲を
規定
ISO 14341
4.5
記号の先頭に“S”を付与 削除
JISでは,ISO 16834に合わせ
て,先頭の“S”を削除した。
ISOに提案する。
ISO 14341
4.5
軟鋼及び低温用鋼用のワ
イヤの化学成分範囲を規
定
削除
JISでは,NCC,NCCT,NCCT1,
NCCT2以外を削除した。
JISで削除した種類は,耐候性鋼
用以外であり,箇条1(適用範囲)
による。
ISO 16834
4.5
高張力鋼用のワイヤの化
学成分範囲を規定
削除
JISでは,N4M4T,N5M3T,
N7M4T,N5CM3T,N5C1M3T,
N6CM3T以外を削除した。
ISO 14341
4.5
ワイヤの化学成分範囲を
規定
追加
JISでは,CCJ,NCCJを追加
した。
国内の使用実態に合わせた。
ISO 14341
ISO 16834
Table
3B
鉄以外であって,表に規
定しない成分の合計を規
定
変更
JISでは,故意添加ではない場
合は,通常の分析過程で検出さ
れた成分を対象とした。
全ての成分を分析することはで
きない。ISOに提案する。
5.3 溶着
金属の機
械的性質
機械的性質を規定
ISO 14341
ISO 16834
4.2B
降伏が発生した場合は下
降伏点,発生しない場合
は0.2 %耐力とすると規
定
変更
JISでは,0.2 %耐力とした。
技術的な差異はない。
衝撃試験片個数と
判断基準を規定
ISO 16834
4.3B
衝撃試験片個数と判断基
準を規定
追加
JISでは,ISO 14341に合わせ
て,3個の最小値:32 J以上,
かつ,少なくとも2個が47 J
以上と規定した。
技術的な差異はない。
3
Z
3
3
1
5
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
Z 3315:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験方
法
6.1 ロッ
トの決め
方
ロットの決め方及
びサンプリング方
法としてJIS Z 3423
を引用
ISO 14341
ISO 16834
8
8
ISO 14344を引用
変更
JISでは,JIS Z 3423を引用し,
ロットクラスS4の定義を変更
している。
JIS Z 3423で対応予定。
6.2 ワイ
ヤの分析
試験
分析方法及び試料
の採取方法を規定
ISO 14341
ISO 16834
6
6
適切な方法であればよい
が,疑義ある場合は確立
され公開されている方法
とすると規定
選択
JISでは,選択できる適切な方
法として,JIS G 0320に規定さ
れている方法とした。また,製
品と変わらない成分は,製造工
程上流で検査する方法を選択
できるとした。
JISでは国内で使用されている方
法を規定した。
技術的な差異はない。
6.3 溶着
金属の引
張試験及
び衝撃試
験
溶着金属の引張試
験方法及び衝撃試
験方法を規定
ISO 14341
ISO 16834
5
5
溶着金属と異なる成分の
試験板は,2層以上のバタ
リングを行って使用して
もよいと規定
変更
JISでは,JIS Z 3111を引用し,
バタリングの厚さを3 mm以上
と追加している。
技術的な差異はない。
8 製品の
呼び方
製品の呼び方を規
定
−
−
追加
JISでは,径及び質量を含む場
合の呼び方も規定した。
国内での使用実態によって,旧規
格のとおりとした。
9 包装
8
一致
−
10 表示
3
一致
−
JISと国際規格との対応の程度の全体評価:(ISO 14341:2010,ISO 16834:2006,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
Z
3
3
1
5
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。