Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人軽金属溶
接構造協会(JLWA)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきと
の申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによってJIS Z 3263 : 1992は改正され,この規格に置き換えられる。
今回の改正では,心材及びブレージングシートの種類,ブレージングシートの構成,ブレージングシー
トの機械的性質などについて,国内の現状技術を考慮した。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
Z 3263:2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 種類 ······························································································································ 1
5. 品質 ······························································································································ 4
6. 寸法及びその許容差 ········································································································· 7
6.1 ろう ···························································································································· 7
6.2 ブレージングシート ······································································································· 7
7. 試験 ···························································································································· 11
8. 検査 ···························································································································· 12
9. 製品の呼び方 ················································································································ 12
10. 表示 ·························································································································· 13
解 説 ··································································· エラー! ブックマークが定義されていません。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3263:2002
アルミニウム合金ろう及びブレージングシート
Aluminium alloy brazing filler metals and brazing sheets
1. 適用範囲 この規格は,ろう付に使用するアルミニウム合金ろう(以下,ろうという。)及びブレージ
ングシートの種類,品質,寸法及びその許容差,試験,検査,製品の呼び方並びに表示について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS H 0001 アルミニウム,マグネシウム及びそれらの合金―質別記号
JIS H 0321 非鉄金属材料の検査通則
JIS H 1305 アルミニウム及びアルミニウム合金の光電測光法による発光分光分析方法
JIS H 1306 アルミニウム及びアルミニウム合金の原子吸光分析方法
JIS H 1351 アルミニウム及びアルミニウム合金の分析方法通則
JIS H 1352 アルミニウム及びアルミニウム合金中のけい素定量方法
JIS H 1353 アルミニウム及びアルミニウム合金中の鉄定量方法
JIS H 1354 アルミニウム及びアルミニウム合金中の銅定量方法
JIS H 1355 アルミニウム及びアルミニウム合金中のマンガン定量方法
JIS H 1356 アルミニウム及びアルミニウム合金中の亜鉛定量方法
JIS H 1357 アルミニウム及びアルミニウム合金中のマグネシウム定量方法
JIS H 1358 アルミニウム及びアルミニウム合金中のクロム定量方法
JIS H 1359 アルミニウム及びアルミニウム合金中のチタン定量方法
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2611 金属材料の光電測光法による発光分光分析方法通則
JIS Z 3001 溶接用語
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3001によるほか,次による。
a) ろう 単独に使用するもの又はブレージングシートの皮材として使用したもの。
b) 心材 ブレージングシートを構成する主たるアルミニウム合金で,固相線温度がろうの液相線温度よ
りも高いもの。
c) 皮材 心材表面にクラッドしたろう。
d) 犠牲陽極材 心材表面にクラッドした,心材よりも電位の低いアルミニウム合金。
e) クラッド率 ブレージングシートの厚さに対する皮材の厚さ(片面)の比率(%)。
4. 種類 ろう,心材及び犠牲陽極材の種類,並びにブレージングシートの構成及び種類は,次による。
2
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ろうの種類及び記号は,使用用途によって表1とする。
b) 心材及び犠牲陽極材の種類は,表2による。
c) ブレージングシートの構成は,表3による。
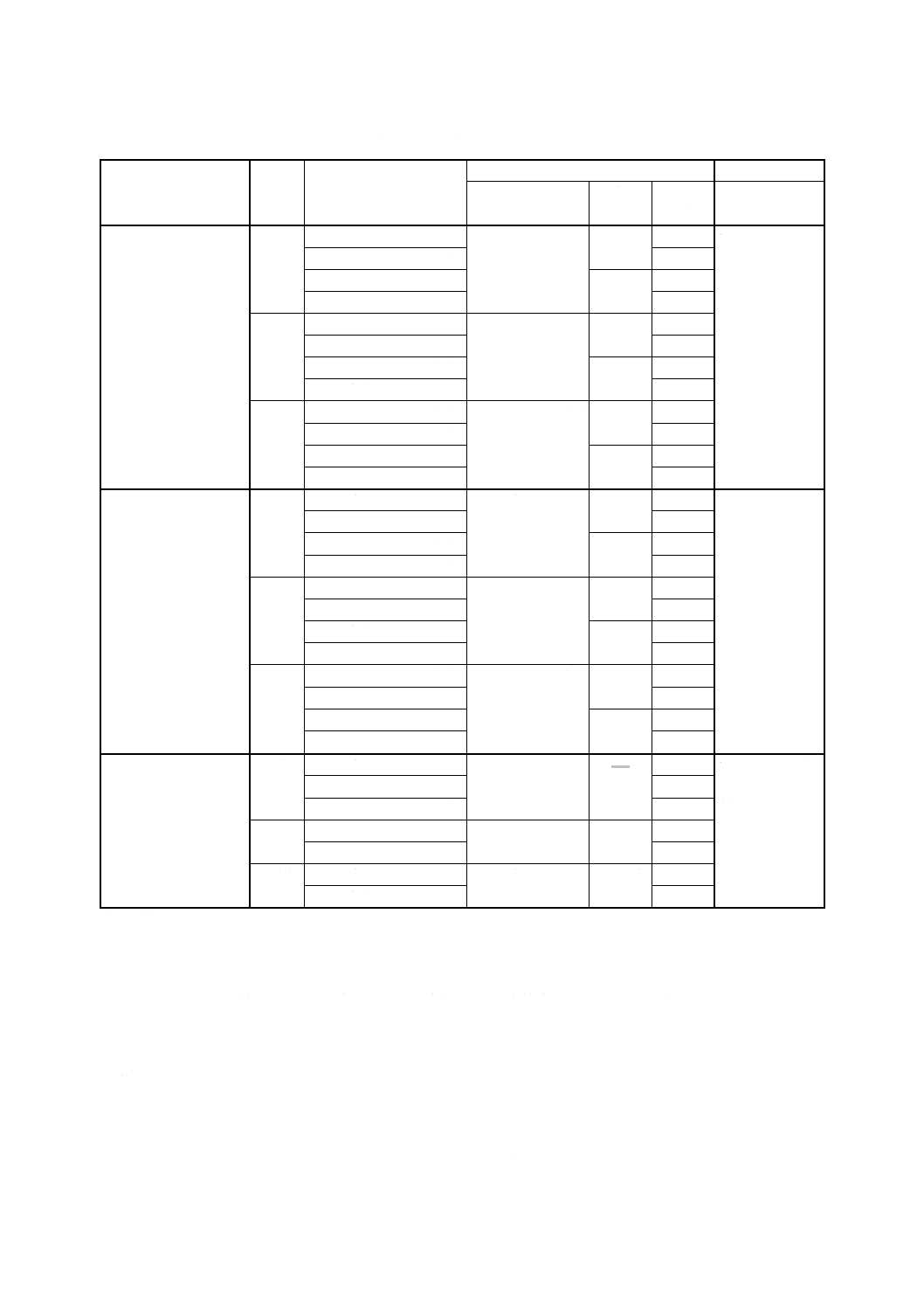
d) ブレージングシートの種類及び記号は,表4による。
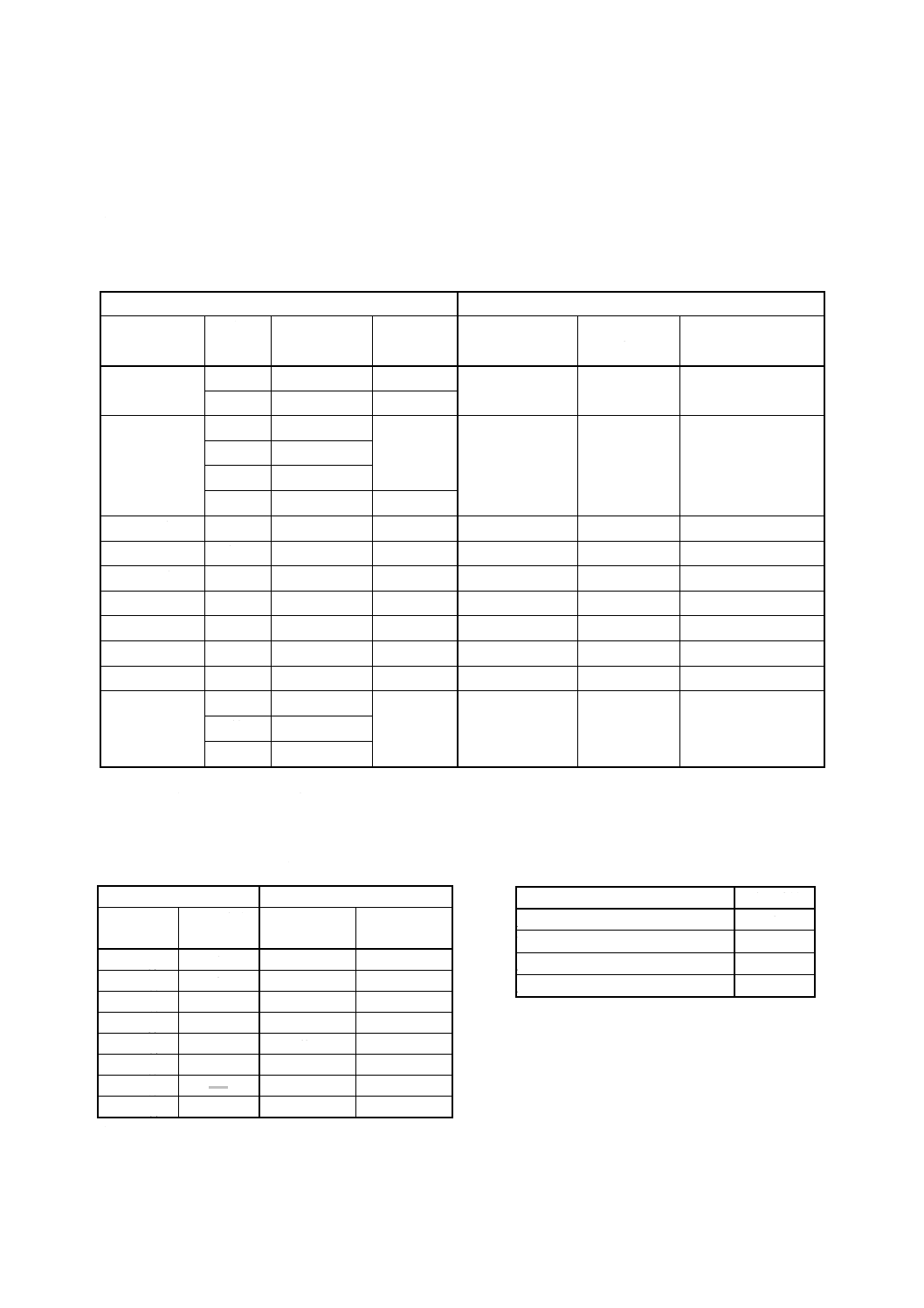
表 1 ろうの種類及び記号
種類
参考
合金番号
形状
記号
(2)
呼び番号
(3)
固相線温度
℃
液相線温度
℃
ろう付温度
℃
4343
板,条
BA4343P
―
577
615
600〜620
皮材
―
1
4045
線
BA4045W
―
577
590
590〜605
棒
BA4045B
板,条
BA4045P
皮材
―
2
4004(1)
皮材
―
3
559
591
590〜605
4005(1)
皮材
―
4
559
591
590〜605
4N04(1)
皮材
―
5
559
579
580〜600
4104(1)
皮材
―
6
559
591
590〜605
4N43
皮材
―
7
576
609
600〜620
4N45
皮材
―
8
576
588
590〜605
4145
棒
BA4145B
―
520
585
570〜605
4047
線
BA4047W
―
577
580
580〜605
棒
BA4047B
板,条
BA4047P
注(1) 真空ろう付用ブレージングシートの皮材として使用する。
(2) ろう単独として使用の場合の記号。
(3) 皮材としてのろうの呼び番号。
表 2 心材及び犠牲陽極材
種類
参考
合金番号
呼び番号
固相線温度
℃
液相線温度
℃
3003(4)
1
643
654
3N03(4)
2
641
653
3N33(4)
5
635
654
3005(4)
6
638
654
3N43(4)
7
637
653
6951(4)
4
616
654
7072(5)
―
646
657
7N82(5)
―
620
650
注(4) 心材
(5) 犠牲陽極材。
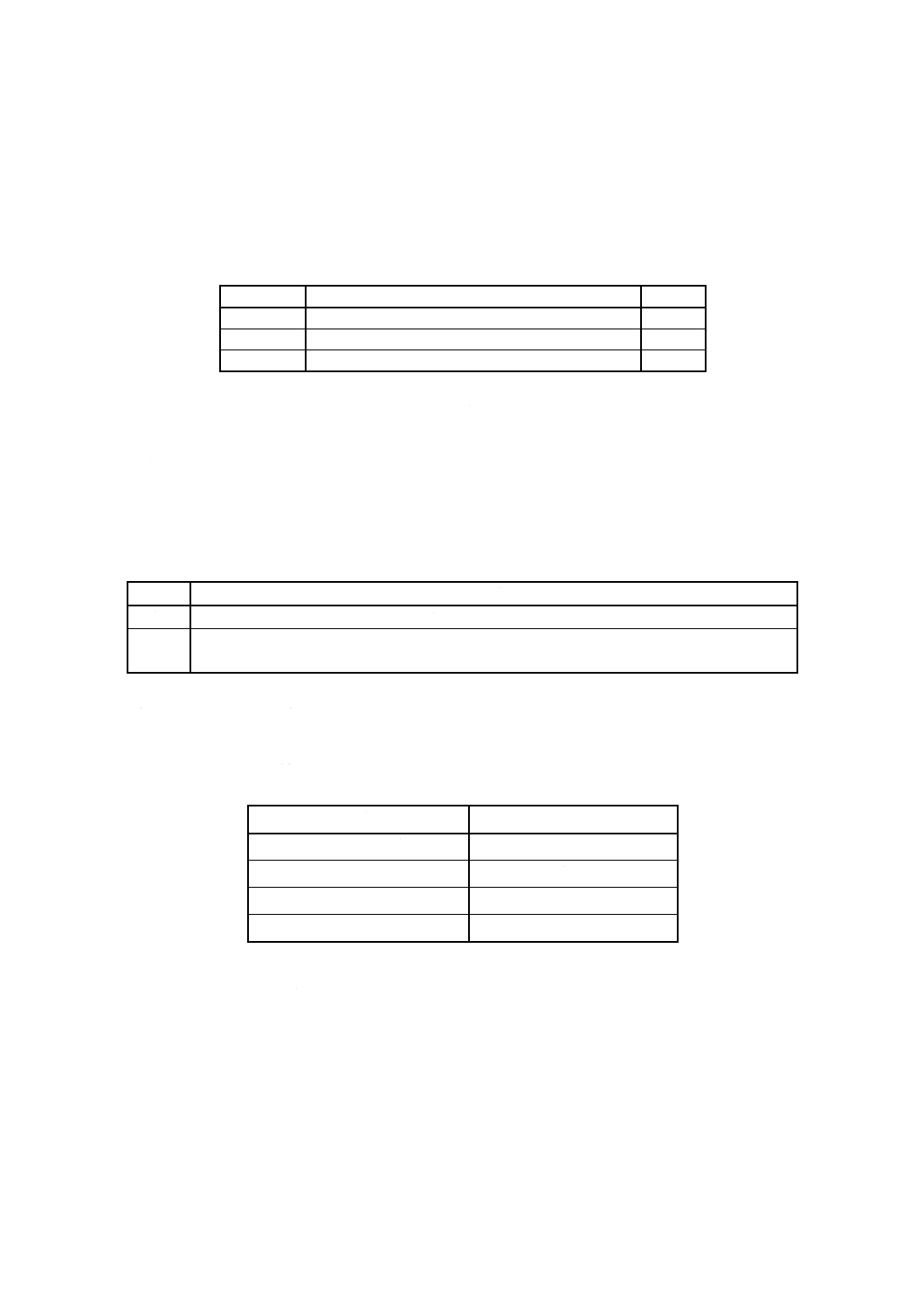
表 3 ブレージングシートの構成
構成
呼び番号
片面ろうクラッド
1
両面ろうクラッド
2
片面ろう/片面7072クラッド
3
片面ろう/片面7N82クラッド
4
3
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
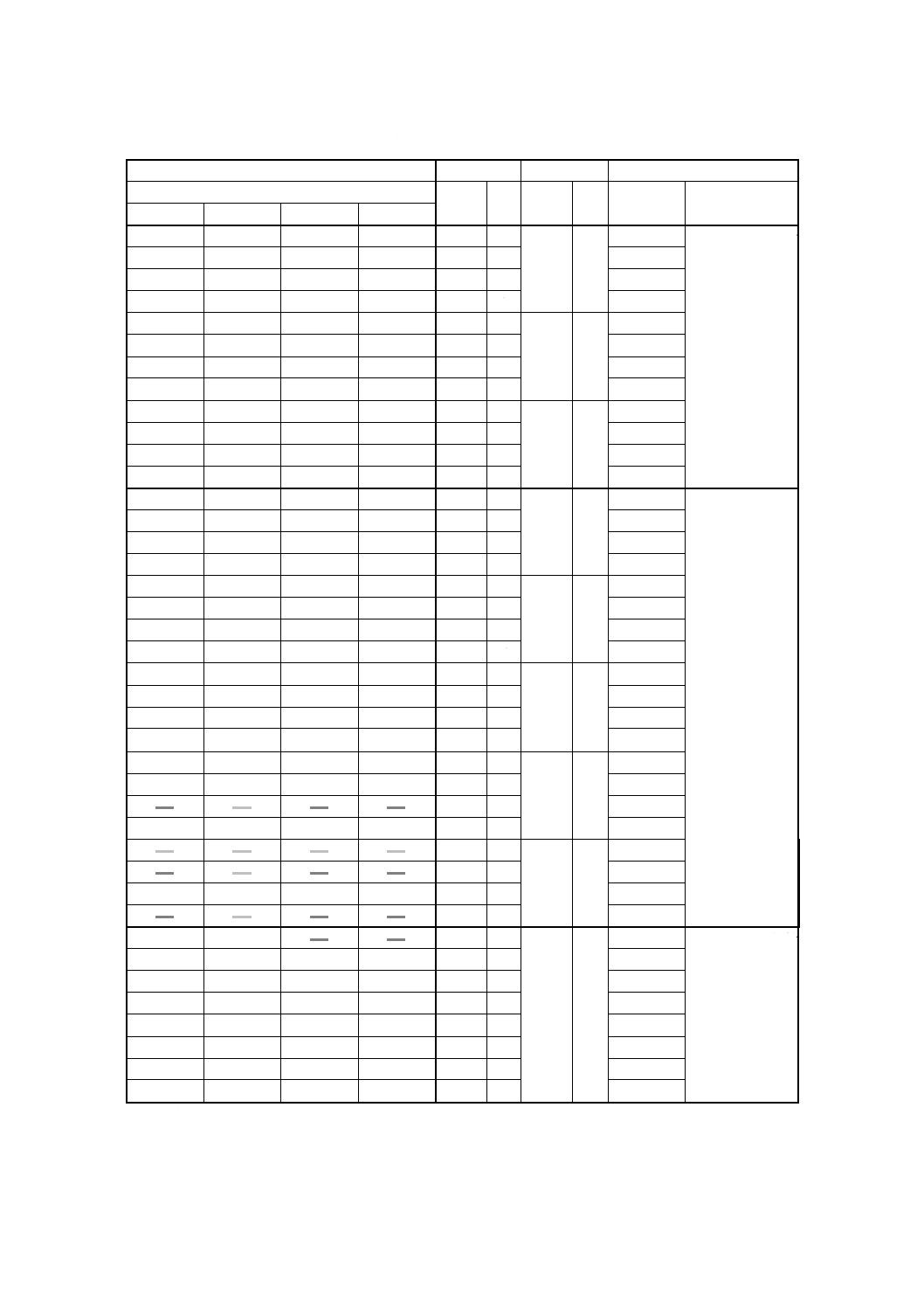
表 4 ブレージングシートの種類及び記号の種類及び記号
ブレージングシートの種類及び記号
皮材
心材
参考
ブレージングシートの構成の呼び番号
合金
番号
呼び
番号
合金
番号
呼び
番号
ろう付
温度℃
ろう付方法
1
2
3
4
BAS111P
BAS211P
BAS311P
BAS411P
4343
1
3003
1
600〜620 フラックスろう付
BAS121P
BAS221P
BAS321P
―
4045
2
590〜605
BAS171P
BAS271P
BAS371P
―
4N43
7
600〜620
―
BAS281P
―
―
4N45
8
590〜605
―
BAS212P
―
―
4343
1
3N03
2
600〜620
―
BAS222P
―
―
4045
2
590〜605
―
BAS272P
―
―
4N43
7
600〜620
―
BAS282P
―
―
4N45
8
590〜605
BAS115P
BAS215P
BAS315P
BAS415P
4343
1
3N33
5
600〜620
BAS125P
―
BAS325P
―
4045
2
590〜605
―
―
―
―
4N43
7
600〜620
―
―
―
―
4N45
8
590〜605
BAS131P
BAS231P
BAS331P
BAS431P
4004
3
3003
1
590〜605
真空ろう付
―
―
―
―
4005
4
590〜605
―
BAS251P
―
―
4N04
5
580〜600
BAS161P
BAS261P
BAS361P
―
4104
6
590〜605
―
BAS232P
―
―
4004
3
3N03
2
590〜605
―
―
―
―
4005
4
590〜605
―
―
―
―
4N04
5
580〜600
―
―
―
―
4104
6
590〜605
―
―
BAS335P
BAS435P
4004
3
3N33
5
590〜605
―
BAS245P
―
―
4005
4
590〜605
―
BAS255P
―
―
4N04
5
580〜600
―
BAS265P
BAS365P
―
4104
6
590〜605
BAS136P
―
―
―
4004
3
3005
6
590〜605
―
―
―
―
4005
4
590〜605
―
―
―
―
4N04
5
580〜600
―
―
―
―
4104
6
590〜605
―
―
―
―
4004
3
3N43
7
590〜605
―
―
―
―
4005
4
590〜605
―
BAS257P
―
―
4N04
5
580〜600
―
―
―
―
4104
6
590〜605
BAS114P
BAS214P
―
―
4343
1
6951
4
600〜620 フラックスろう付
及び真空ろう付
BAS124P
BAS224P
―
―
4045
2
590〜605
BAS134P
―
―
―
4004
3
590〜605
―
―
―
―
4005
4
590〜605
―
BAS254P
―
―
4N04
5
580〜600
―
―
―
―
4104
6
590〜605
―
―
―
―
4N43
7
600〜620
―
―
―
―
4N45
8
590〜605
備考 ブレージングシートは,その構成(表3参照)によって大別され,ブレージングシートを表すBASに続
いて3けたの数字をもって表す。左の数字は,その構成の呼び番号を,中央の数字は皮材の呼び番号
を,右の数字は心材の呼び番号をそれぞれ示し,板及び条を表す記号Pを最後に付す。
4
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
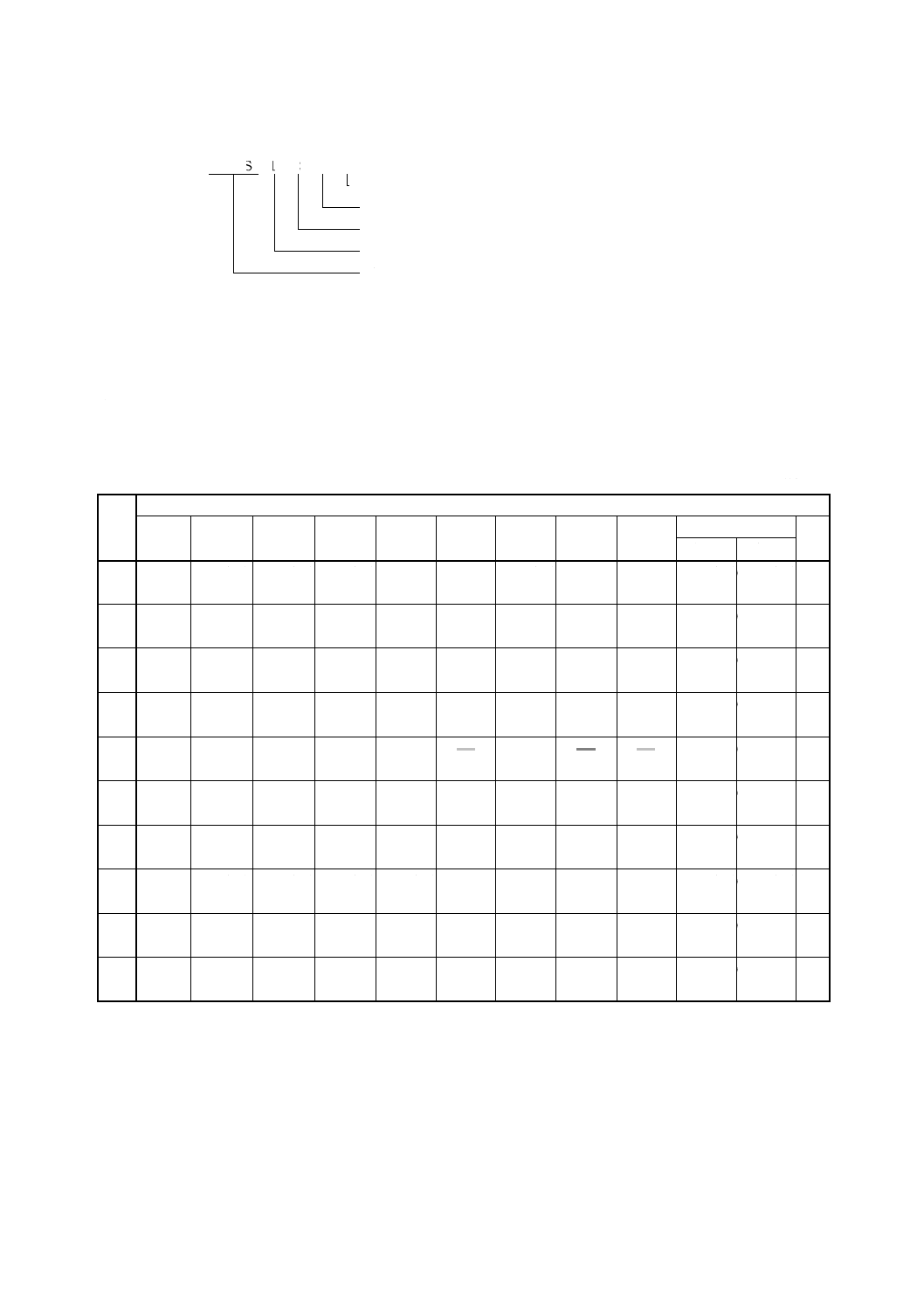
例 ブレージングシートの記号の付け方は,次の例による。
BAS 1 2 1 P
形状:板及び条
心材の呼び番号 : 3003
皮材の呼び番号 : 4045
ブレージングシートの構成の呼び番号;片面ろうクラッド
ブレージングシートを表す記号
5. 品質 品質は,次による。
a) ろう及びブレージングシートは,仕上げ良好,品質均一で,使用上有害な欠陥があってはならない。
b) ろう,心材及び犠牲陽極材の化学成分は,表5及び表6に適合しなければならない。
表 5 ろうの化学成分
単位 %
合金
番号
化学成分
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
Bi
その他(6)
Al
個々
合計
4343 6.8〜
8.2
0.8以下 0.25以下 0.10以下
―
―
0.20以下
―
―
0.05以下 0.15以下 残部
4045 9.0〜
11.0
0.8以下 0.30以下 0.05以下 0.05以下
―
0.10以下 0.20以下
―
0.05以下 0.15以下 残部
4004 9.0〜
10.5
0.8以下 0.25以下 0.10以下 1.0〜
2.0
―
0.20以下
―
―
0.05以下 0.15以下 残部
4005 9.5〜
11.0
0.8以下 0.25以下 0.10以下 0.20〜
1.0
―
0.20以下
―
―
0.05以下 0.15以下 残部
4N04 10.5〜
13.0
0.8以下 0.25以下 0.10以下 1.0〜
2.0
―
0.20以下
―
―
0.05以下 0.15以下 残部
4104 9.0〜
10.5
0.8以下 0.25以下 0.10以下 1.0〜
2.0
―
0.20以下
―
0.02〜
0.20
0.05以下 0.15以下 残部
4N43 6.8〜
8.2
0.8以下 0.25以下 0.10以下
―
―
0.5〜
3.0
―
―
0.05以下 0.15以下 残部
4N45 9.0〜
11.0
0.8以下 0.30以下 0.05以下 0.05以下
―
0.5〜
3.0
―
―
0.05以下 0.15以下 残部
4145 9.3〜
10.7
0.8以下
3.3〜
4.7
0.15以下 0.15以下 0.15以下 0.20以下
―
―
0.05以下 0.15以下 残部
4047 11.0〜
13.0
0.8以下 0.30以下 0.15以下 0.10以下
―
0.20以下
―
―
0.05以下 0.15以下 残部
注(6) その他の元素は,存在が予知される場合,又は通常の分析過程において規定範囲を超える徴候が見られる場合に
限り分析を行う。
5
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 6 心材及び犠牲陽極材の化学成分
単位 %
合金
番号
化学成分
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
その他(5)
Al
個々
合計
3003 0.6以下 0.7以下 0.05〜
0.20
1.0〜
1.5
―
―
0.10以下
―
0.05以下 0.15以下 残部
3N03 0.6以下 0.7以下 0.20以下
1.0〜
1.5
―
―
0.5〜
2.5
―
0.05以下 0.15以下 残部
3N33 0.6以下 0.7以下 0.30〜
0.7
1.0〜
1.5
―
―
0.25以下
―
0.05以下 0.15以下 残部
3005 0.6以下 0.7以下 0.30以下
1.0〜
1.5
0.20〜
0.6
0.10以下 0.25以下 0.10以下 0.05以下 0.15以下 残部
3N43 0.6以下 0.7以下 0.30〜
0.7
1.0〜
1.5
0.05〜
0.6
―
0.25以下
―
0.05以下 0.15以下 残部
6951
0.20〜
0.50
0.8以下 0.15〜
0.40
0.10以下 0.40〜
0.8
―
0.20以下
―
0.05以下 0.15以下 残部
7072
Si+Fe 0.7以下 0.10以下 0.10以下 0.10以下
―
0.8〜
1.3
―
0.05以下 0.15以下 残部
7N82
Si+Fe 0.7以下 0.10以下 0.10以下 0.20〜
3.0
―
0.5〜
3.0
―
0.05以下 0.15以下 残部
c) ブレージングシートの機械的性質は,表7による。
d) ブレージングシートの皮材のうち,ろうは心材の両面又は片面にクラッドする。犠牲陽極材(7072又
は7N82)を用いるときは片面にクラッドし,他の片面にはろうをクラッドする。
6
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 7 ブレージングシートの機械的性質
ブレージングシートの
種類の記号
質別(7)
厚さ
mm
機械的性質(引張試験)
参考
引張強さ
N/mm2
耐力
N/mm2
伸び
%
ろう付方法
BAS111P BAS282P
BAS121P BAS215P
BAS171P BAS311P
BAS115P BAS321P
BAS125P BAS371P
BAS211P BAS315P
BAS221P BAS325P
BAS271P BAS411P
BAS281P BAS415P
BAS212P
BAS222P
BAS272P
O
0.1以上
0.3以下 95以上 155以下
―
10以上 フラックスろう
付
0.3を超え
0.8以下
18以上
0.8を超え
1.3以下
35以上 20以上
1.3を超え
3.0以下
23以上
H12
H22(8)
0.07以上
0.3以下 120以上 185以下
―
1以上
0.3を超え
0.8以下
3以上
0.8を超え
1.3以下
85以上
4以上
1.3を超え
3.0以下
6以上
H14
H24(8)
0.07以上
0.3以下 135以上 205以下
―
1以上
0.3を超え
0.8以下
2以上
0.8を超え
1.3以下
120以上 3以上
1.3を超え
3.0以下
5以上
BAS131P BAS361P
BAS161P BAS335P
BAS136P BAS365P
BAS231P BAS431P
BAS251P BAS435P
BAS261P
BAS232P
BAS245P
BAS255P
BAS265P
BAS257P
BAS331P
O
0.1以上
0.3以下 95以上 165以下
―
10以上 真空ろう付
0.3を超え
0.8以下
18以上
0.8を超え
1.3以下
35以上 20以上
1.3を超え
3.0以下
23以上
H12
H22(8)
0.07以上
0.3以下 125以上 205以下
―
1以上
0.3を超え
0.8以下
3以上
0.8を超え
1.3以下
85以上
4以上
1.3を超え
3.0以下
6以上
H14
H24(8)
0.07以上
0.3以下 145以上 225以下
―
1以上
0.3を超え
0.8以下
2以上
0.8を超え
1.3以下
120以上 3以上
1.3を超え
3.0以下
5以上
BAS114P
BAS124P
BAS134P
BAS214P
BAS224P
BAS254P
O(9)
0.5以上
0.8以下
135以下
―
18以上 フラックスろう
付及び真空ろう
付
0.8を超え
1.3以下
20以上
1.3を超え
3.0以下
23以上
T42(10) 0.2以上
0.5以下 135以上
75以上 15以上
0.5を超え
3.0以下
17以上
T62(11) 0.2以上
0.5以下 245以上
205以上 6以上
0.5を超え
3.0以下
8以上
注(7) 質別は,JIS H 0001による。
(8) 質別H22及びH24については,引張強さの上限及び耐力は適用しない。
(9) 質別Oの材料は,質別T42又はT62の材料の基礎となるものであり,注文者の要求がある場合は,これら材料
の性能を保証しなければならない。
(10) 質別T42の機械的性質は,注文者が質別Oを溶体化処理後自然時効硬化処理した場合に得られるものである。
ただし,クラッド率が高くなった場合及び注文者において溶体化処理する前に,何らかの冷間加工又は熱間加
工をした場合には,規格値より低くなることがある。この機械的性質は,製造業者が性能を確認するため,試
験片を所定の溶体化処理後自然時効硬化処理した場合にも適用する。
(11) 質別T62の機械的性質は,注文者が質別Oを溶体化処理後人工時効硬化処理した場合に得られるものである。
ただし,クラッド率が高くなった場合及び注文者において溶体化処理する前に,何らかの冷間加工又は熱間加
工をした場合には,規格値より低くなることがある。この機械的性質は,製造業者が性能を確認するため,試
験片を所定の溶体化処理後人工時効硬化処理した場合にも適用する。
備考 規定範囲外の寸法のものの機械的性質は,受渡当事者間の協定による。
7
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 寸法及びその許容差
6.1
ろう ろうの標準寸法及びその許容差は,次による。
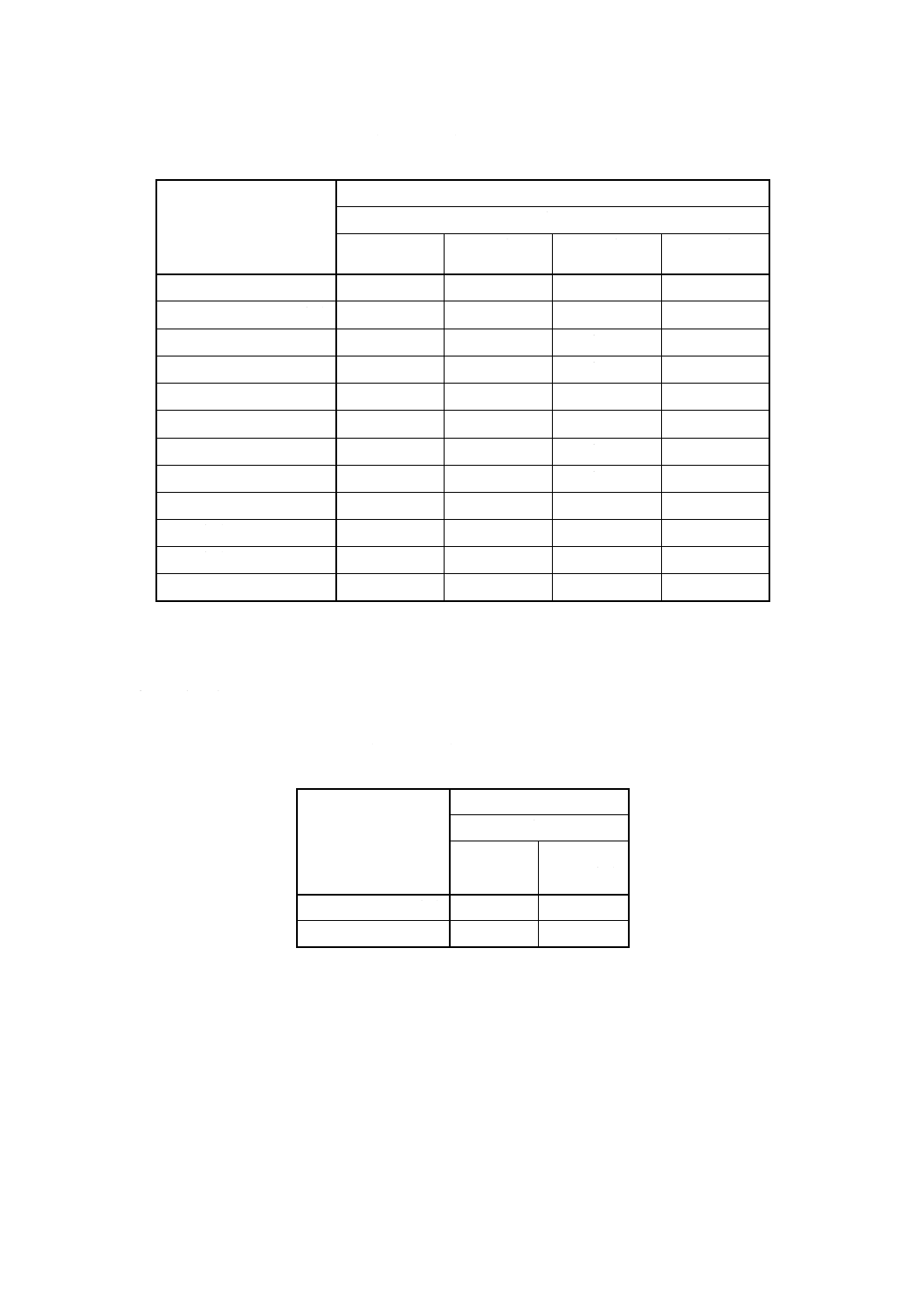
a) ろうの標準寸法は,表8による。
表 8 ろうの標準寸法
単位 mm
形状
径又は厚さ
長さ
線
1.2
1.6
2.0
2.4
3.2
4.0
―
棒
1.6
2.0
2.4
3.2
4.0
5.0
1 000
板,条
0.15
0.2
0.3
0.5
―
b) ろうの線及び棒の径の許容差は±0.1 mm,板及び条の厚さの許容差は,厚さ0.3 mm未満は±0.03 mm,
厚さ0.3 mm以上は±0.04 mmとする。
6.2
ブレージングシート ブレージングシートの標準寸法及び皮材のクラッド率の許容差は,次による。
a) ブレージングシートの標準寸法(厚さ)は,表9による。
表 9 ブレージングシートの標準寸法(厚さ)
単位 mm
形状
厚さ
板
0.8
0.9
1.0
1.2
1.5
1.6
2.0
2.5
3.0
4.0
5.0
条
0.10
0.13
0.16
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.5
1.6
2.0
2.5
b) ブレージングシートの皮材のクラッド率の許容差は,表10による。
表 10 ブレージングシートの皮材のクラッド率の許容差(12)
単位 %
クラッド率(片面につき)
許容差
5以上 6以下
±1
6を超え 8以下
±1.5
8を超え 13以下
±2
13を超え 18以下
±3
注(12) 許容差とは,クラッド率からのずれの範囲を示す。例えば,ク
ラッド率10 %のものの許容差は,8〜12 %[(10±2) %]とす
る。
備考 表10で規定した範囲以外のものの許容差は,受渡当事者間の
協定による。
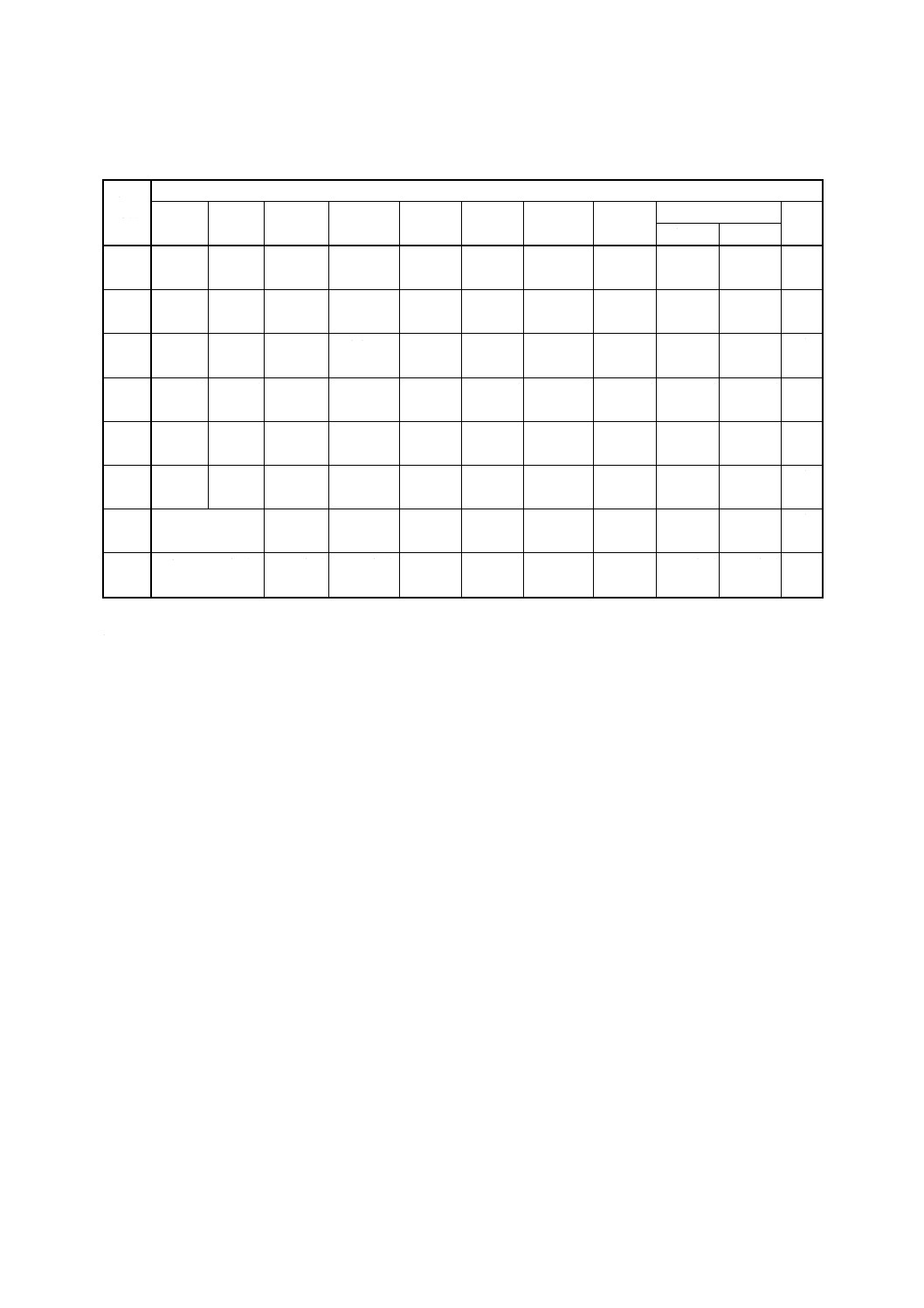
c) ブレージングシートの厚さの許容差は,表11による。
8
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 11 ブレージングシートの厚さの許容差
単位 mm
厚さ
許容差
幅
450以下
450を超え
900以下
900を超え
1 200以下
1 200を超え
1 400以下
0.25以下
±0.03
±0.04
±0.06
±0.06
0.25を超え
0.45以下
±0.04
±0.04
±0.06
±0.09
0.45を超え
0.70以下
±0.04
±0.05
±0.06
±0.09
0.70を超え
0.90以下
±0.05
±0.05
±0.06
±0.10
0.90を超え
1.1以下
±0.05
±0.06
±0.08
±0.10
1.1を超え
1.7以下
±0.06
±0.08
±0.10
±0.13
1.7を超え
1.9以下
±0.08
±0.08
±0.10
±0.13
1.9を超え
2.4以下
±0.09
±0.09
±0.10
±0.13
2.4を超え
2.7以下
±0.10
±0.10
±0.13
±0.13
2.7を超え
3.6以下
±0.11
±0.11
±0.13
±0.13
3.6を超え
4.5以下
±0.15
±0.15
±0.20
±0.20
4.5を超え
5.0以下
±0.18
±0.18
±0.23
±0.23
備考1. 許容差を“+”又は“−”だけに指定する場合は,上記数値の2倍とする。
2. 規定範囲外の寸法のものの許容差は,受渡当事者間の協定による。
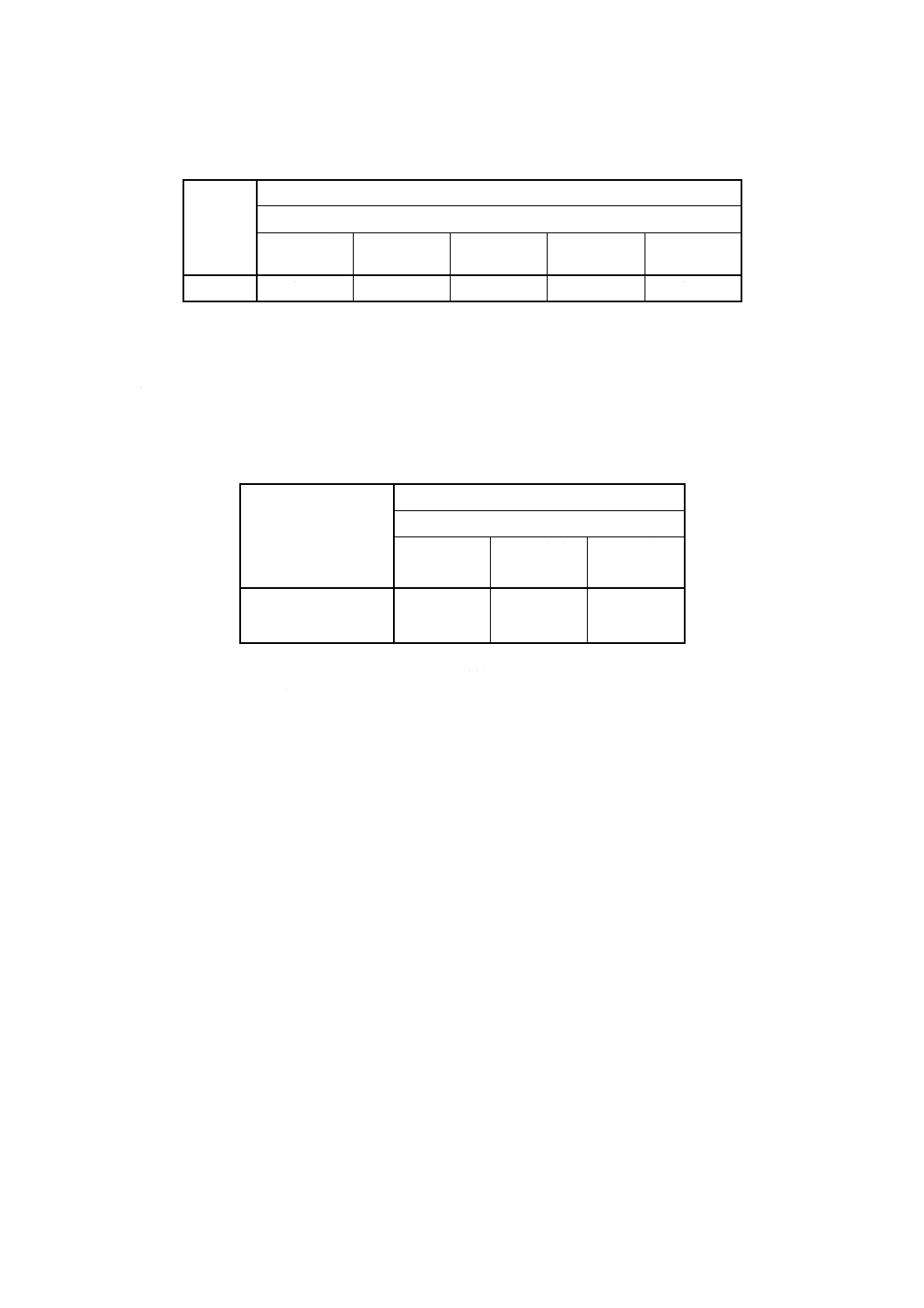
d) ブレージングシートの幅の許容差は,表12及び表13による。
表 12 ブレージングシート(板)の幅の許容差
単位 mm
厚さ
許容差
幅
150以下
150を超え
1 400以下
3.2以下
±2
±3
3.2を超え 5.0以下
±3
±3
備考1. 許容差を“+”又は“−”だけに指定する場
合は,上記数値の2倍とする。
2. 規定範囲外の寸法のものの許容差は,受渡当
事者間の協定による。
9
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 13 ブレージングシート(条)の幅の許容差
単位 mm
厚さ
許容差
幅
150以下
150を超え
300以下
300を超え
600以下
600超え
1 200以下
1 200を超え
1 400以下
3.0以下
±0.3
±0.4
±0.8
±1.2
±1.6
備考1. 許容差を“+”又は“−”だけに指定する場合は,上記数値の2倍とする。
2. 規定範囲外の寸法のものの許容差は,受渡当事者間の協定による。
e) ブレージングシート(板)の長さの許容差は,表14による。
表 14 ブレージングシート(板)の長さの許容差(13)
単位 mm
厚さ
許容差
長さ
750以下
750を超え
3 000以下
3 000を超え
6 000以下
3.2以下
3.2を超え
5.0以下
±2
±3
±3
±3
±4
±4
注(13) 長さは,切断時の室温で測定する。
長さは,10 ℃の温度差で1 000 mmにつき0.23 mmの変化が許
容される。
備考1. 許容差を“+”又は“−”だけに指定する場合は,上記数値の
2倍とする。
2. 規定範囲外の寸法のものの許容差は,受渡当事者間の協定によ
る。
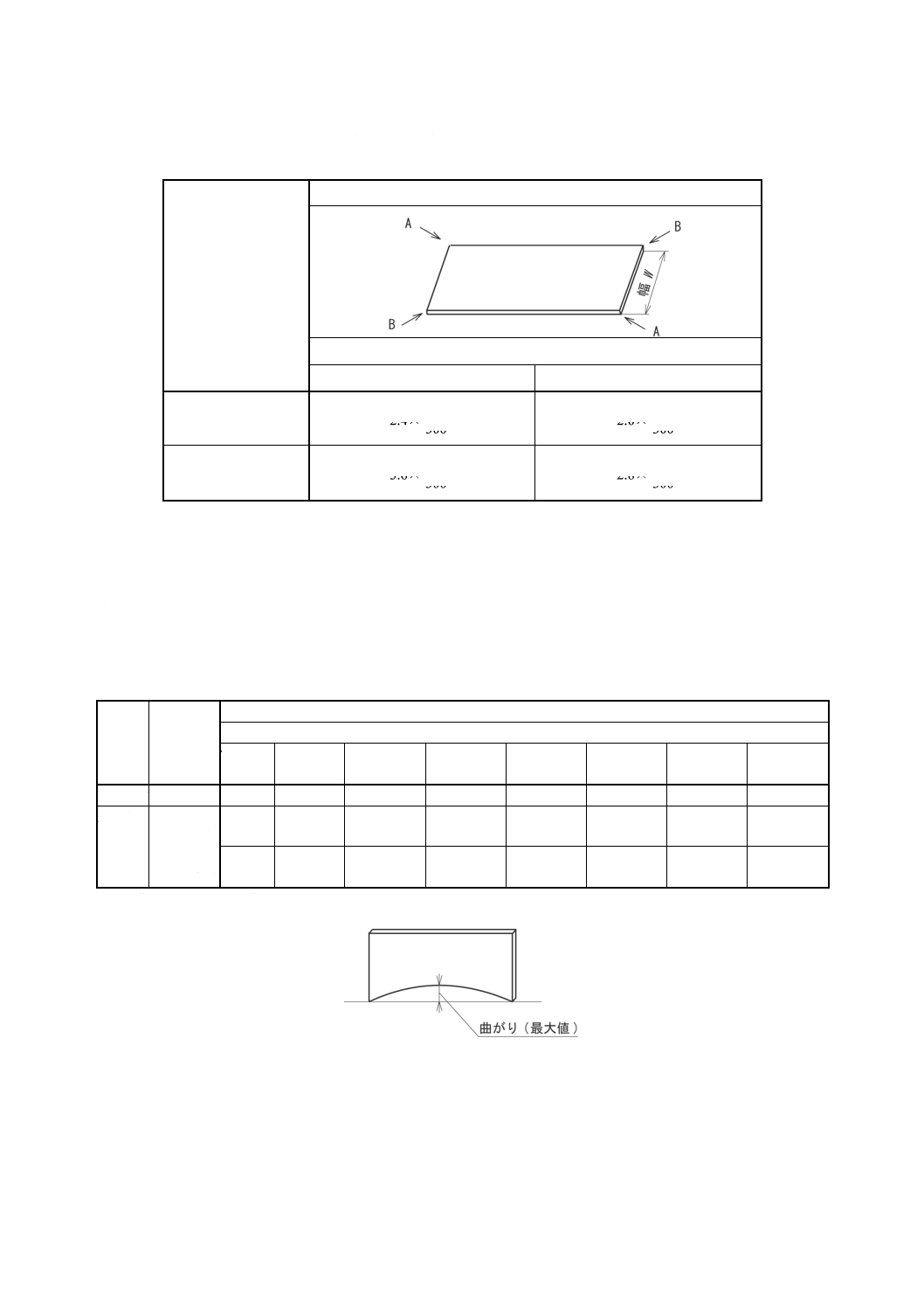
f)
ブレージングシート(板)の直角度(表15の図中のAAとBBとの差)の最大値は,表15による。
10
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 15 ブレージングシート(板)の直角度の最大値
単位 mm
長さ
最大値
幅
900以下
900を超えるもの
3 700以下
2.4×W(14)
300
2.0×W(14)
300
3 700を超えるもの
3.6×W(14)
300
2.8×W(14)
300
注(14) 指定の幅が300 mmの倍数にならない場合の最大値は,その次の大きいほうの倍数を用い
て決める。例えば,指定の幅が1 400 mm,長さが1 800 mmの場合の最大値は,2.0 mm×
5(倍数)=10 mmになる。
g) ブレージングシートの曲がりの最大値は,表16及び表17による。
表 16 ブレージングシート(板)の曲がり(15)の最大値
単位 mm
厚さ
幅
最大値
長さ
750以下750を超え
1 500以下
1 500を超え
2 300以下
2 300を超え
3 000以下
3 000を超え
3 800以下
3 800を超え
4 500以下
4 500を超え
5 500以下
5 500を超え
6 000以下
3.2以下100以下
2
7
13
26
38
51
76
102
5.0以下 100を超え
900以下
1
2
3
3
5
26
38
51
900を超え
1 400以下
1
2
3
3
5
8
11
14
注(15) 曲がりは,弧の深さである。
備考 規定範囲外の寸法のものの最大値は,受渡当事者間の協定による。
11
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
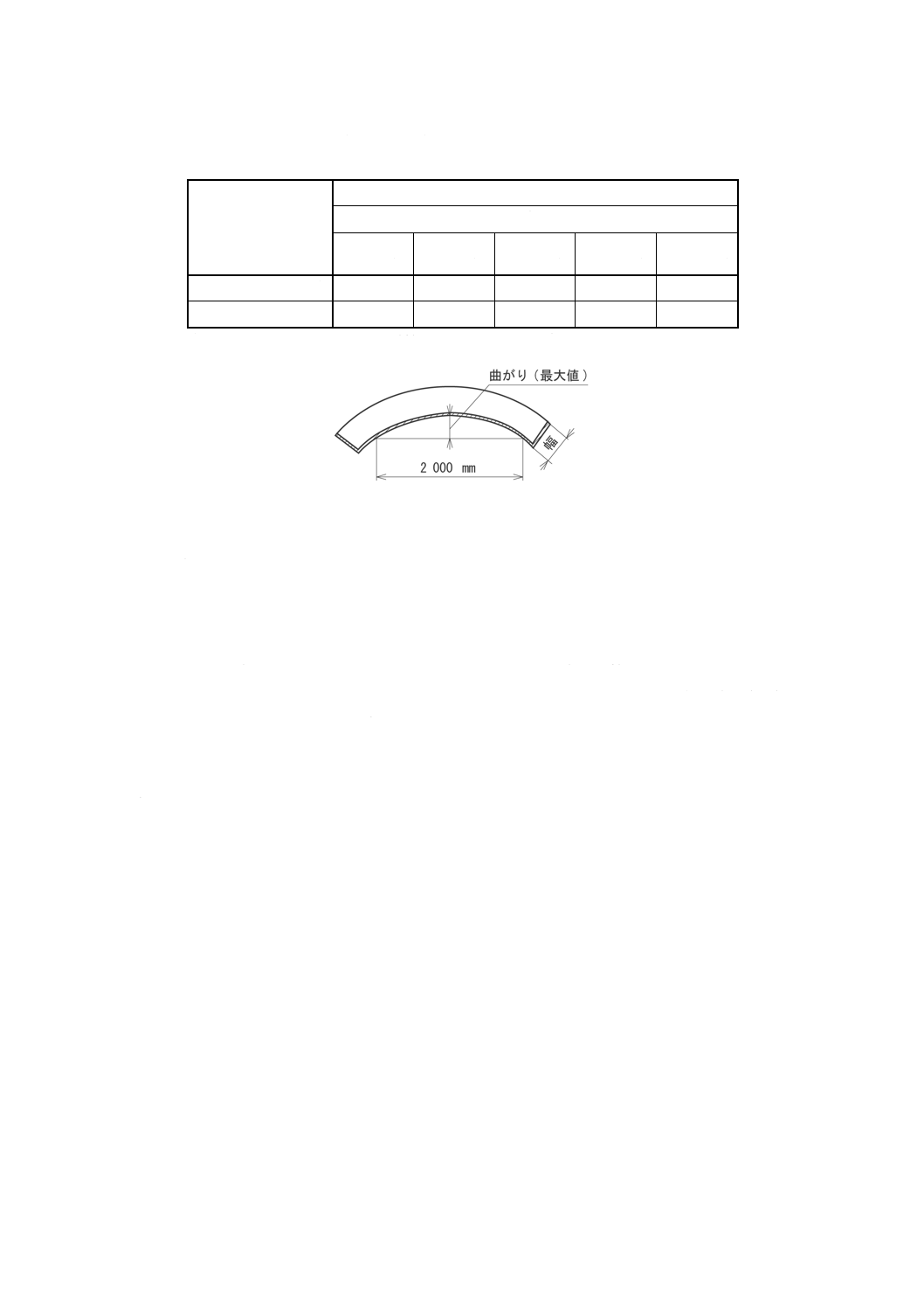
表 17 ブレージングシート(条)の曲がり(16)の最大値
単位 mm
厚さ
最大値
幅
15以上
25以下
25を超え
50以下
50を超え
100以下
100を超え
250以下
250を超え
1 400以下
1.6以下
19
15
10
7
5
1.6を超え3.0以下
―
―
10
7
5
注(16) 条の曲がりは,規定長さ(2 000 mm)に対する弧の深さである。
備考 規定範囲外の寸法のものの最大値は,受渡当事者間の協定による。
7. 試験 試験は,次による。
a) 化学成分の分析試験は,JIS H 0321,JIS H 1305,JIS H 1306,JIS H 1351,JIS H 1352,JIS H 1353,
JIS H 1354,JIS H1355,JIS H 1356,JIS H 1357,JIS H 1358,JIS H 1359,JIS Z 2611のいずれかに
よる。
アルミニウム合金中のその他の元素の分析試験は,受渡当事者間の協定による。
b) ブレージングシートの皮材の厚さ測定試験は,ブレージングシートから約20 mm角の試験片を採取し,
試験片の板面に垂直な断面を顕微鏡で観察できるように研磨し,更に適切なエッチングを行った後,
倍率100倍の顕微鏡で試験片の断面の片側に沿って,約3 mm間隔ずつの五つの視野の皮材の最大及
び最小厚さを測定する。
c) ブレージングシートの引張試験は,JIS Z 2241による。この場合の試験片は,JIS Z 2201の5号試験
片とし,試験片の採取方向は表18による。
12
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 18 試験片の採取方向
ブレージングシートの種類の記号
採取方向
ブレージングシートの構成の呼び番号
1
2
3
4
BAS111P
BAS121P
BAS171P
BAS115P
BAS125P
BAS211P
BAS221P
BAS271P
BAS281P
BAS212P
BAS222P
BAS272P
BAS282P
BAS215P
BAS311P
BAS321P
BAS371P
BAS315P
BAS325P
BAS411P
BAS415P
圧延の方向に平行の方向。
BAS131P
BAS161P
BAS136P
BAS231P
BAS251P
BAS261P
BAS232P
BAS245P
BAS255P
BAS265P
BAS257P
BAS331P
BAS361P
BAS335P
BAS365P
BAS431P
BAS435P
圧延の方向に平行の方向。
BAS114P
BAS124P
BAS134P
BAS214P
BAS224P
BAS254P
―
―
圧延の方向に直角の方向。ただし,幅が狭く採取できな
い場合は,平行の方向。
8. 検査 検査は,次による。
a) ブレージングシートの皮材の厚さ測定試験及び引張試験は,種類,質別及び厚さが同じブレージング
シートから任意に1枚採取し,試験片を作る。
b) ろう及びブレージングシートは,外観及び寸法を検査するとともに,7. によって試験を行い,5. 及び
6. の規定に適合しなければならない。
c) その他の一般事項は,JIS H 0321による。
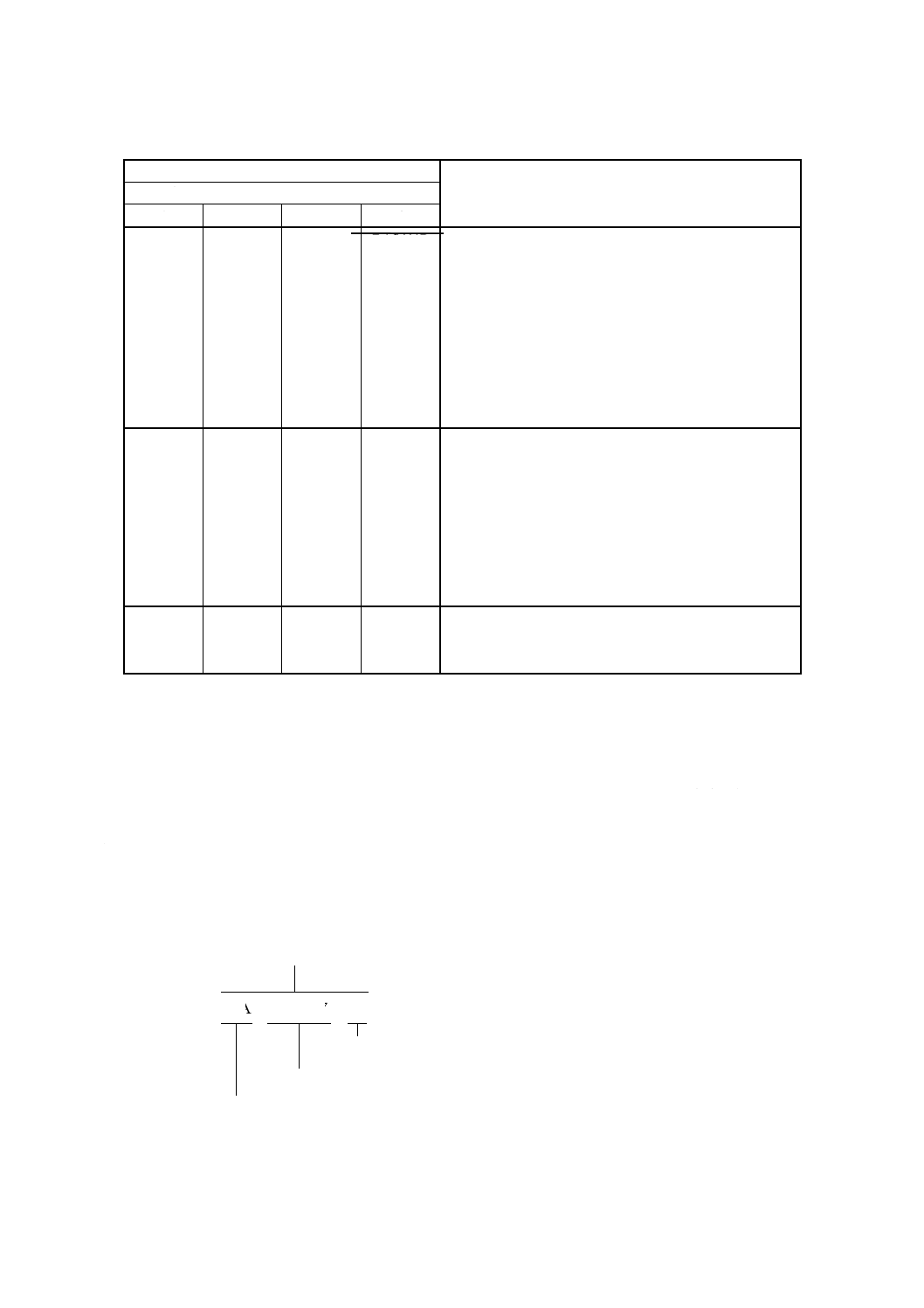
9. 製品の呼び方 ろう及びブレージングシートの呼び方は,次による。
例1. ろうの場合
ろうの記号
BA 4047 W
形状
合金番号
ろうを表す記号
13
Z 3263:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
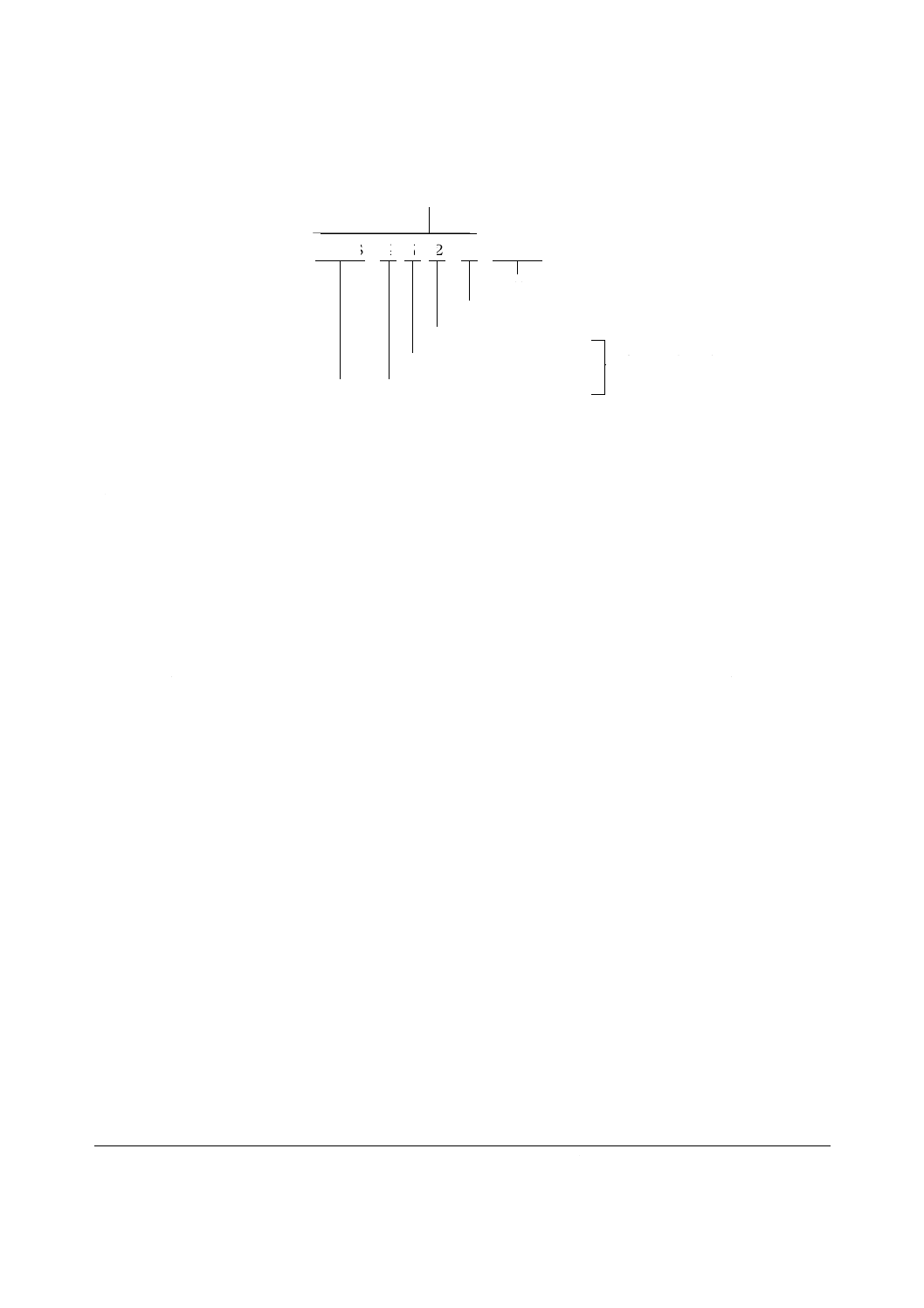
例2. ブレージングシートの場合
ブレージングシートの記号
BAS 2 7 2 P−H14
質別
形状記号
心材
皮材
ブレージングシートの種類
ブレージングシート
を表す記号
クラッドの構成
10. 表示 表示は,次による。
a) ろう及びブレージングシートは,1製品ごと,1巻ごと,1束ごと又は1包装ごとに適切な方法によっ
て,次の事項を表示しなければならない。
1) 種類又はその記号及び質別
2) 寸法
3) 製造番号
4) 製造年月又はその略号
5) 製造業者名又はその略号
b) 片面ブレージングシートの場合は心材側に,また,片面に犠牲陽極材をクラッドしたブレージングシ
ートの場合には,犠牲陽極材側に,判別できる表示を適切な方法で行わなければならない。
関連規格 JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 溶接技術専門委員会 構成表
氏名
所属
(委員会長)
宮 田 隆 司
名古屋大学大学院工学研究科
(委員)
藍 田 勲
株式会社神戸製鋼所
入 江 広 定
独立行政法人物質・材料研究機構材料研究所
牛 尾 誠 夫
大阪大学接合科学研究所
岡 實
財団法人日本海事協会
恩 澤 忠 男
東京工業大学大学院理工学研究科
小 林 秀 雄
独立行政法人産業技術総合研究所
酒 井 勝 之
社団法人日本アルミニウム協会
福 永 規
住友金属工業株式会社技術部
堀 川 浩 甫
大阪大学接合科学研究所
山 田 桑太郎
社団法人日本鉄道車輌工業会