Z 3232:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 2
5 品質······························································································································· 3
5.1 化学成分 ······················································································································ 3
5.2 機械的性質 ··················································································································· 7
5.3 曲げ性能 ······················································································································ 7
5.4 外観 ···························································································································· 7
6 寸法及びその許容差 ·········································································································· 8
7 製品の状態 ······················································································································ 8
7.1 棒製品 ························································································································· 8
7.2 ワイヤ製品 ··················································································································· 8
8 試験······························································································································ 11
8.1 分析試験 ····················································································································· 11
8.2 溶接継手の引張試験及び曲げ試験····················································································· 11
9 検査及び再試験 ··············································································································· 14
10 包装 ···························································································································· 15
11 製品の呼び方 ················································································································ 15
12 表示 ···························································································································· 15
12.1 製品の表示 ················································································································· 15
12.2 包装の表示 ················································································································· 16
13 検査証明書 ··················································································································· 16
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 17
Z 3232:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人軽金属溶
接構造協会(JLWA)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3232:2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
Z 3232:2009
アルミニウム及びアルミニウム合金の溶加棒及び
溶接ワイヤ
Aluminium and aluminium alloy welding rods and wires
序文
この規格は,2004年に第1版として発行されたISO 18273を基に作成した日本工業規格であるが,技術
的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,ミグ溶接,ティグ溶接及び酸素−アセチレン溶接に使用するアルミニウム及びアルミニウ
ム合金の溶加棒(以下,棒という。)及び溶接ワイヤ(以下,ワイヤという。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 18273:2004,Welding consumables−Wire electrodes, wires and rods for welding of aluminium and
aluminium alloys−Classification (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 0321 非鉄金属材料の検査通則
JIS H 1305 アルミニウム及びアルミニウム合金の発光分光分析方法
JIS H 1306 アルミニウム及びアルミニウム合金の原子吸光分析方法
JIS H 1307 アルミニウム及びアルミニウム合金の誘導結合プラズマ発光分光分析方法
JIS H 1352 アルミニウム及びアルミニウム合金中のけい素定量方法
JIS H 1353 アルミニウム及びアルミニウム合金中の鉄定量方法
JIS H 1354 アルミニウム及びアルミニウム合金中の銅定量方法
JIS H 1355 アルミニウム及びアルミニウム合金中のマンガン定量方法
JIS H 1356 アルミニウム及びアルミニウム合金中の亜鉛定量方法
JIS H 1357 アルミニウム及びアルミニウム合金中のマグネシウム定量方法
JIS H 1358 アルミニウム及びアルミニウム合金中のクロム定量方法
JIS H 1359 アルミニウム及びアルミニウム合金中のチタン定量方法
2
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS H 1362 アルミニウム及びアルミニウム合金中のバナジウム定量方法
JIS H 1363 アルミニウム合金中のジルコニウム定量方法
JIS H 1367 アルミニウム及びアルミニウム合金中のベリリウム定量方法
JIS H 1368 アルミニウム及びアルミニウム合金中のガリウム定量方法
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS Z 2241 金属材料引張試験方法
JIS Z 2248 金属材料曲げ試験方法
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3121 突合せ溶接継手の引張試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
注記 対応国際規格:ISO 544,Welding consumables−Technical delivery conditions for welding filler
materials−Type of product, dimensions, tolerances and markings (MOD)
JIS Z 3253 アーク溶接及びプラズマ切断用シールドガス
JIS Z 3604 アルミニウムのイナートガスアーク溶接作業標準
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2による。
4
種類
棒及びワイヤは,次による。
a) 化学成分による種類は,表1による。
なお,記号A又は記号Bのいずれかを用いる。
b) 形態による種類は,棒及びワイヤとし,その記号は,それぞれBY及びWYとする。
表1−化学成分による種類及びその記号
記号A
記号B a)
記号A
記号B a)
記号A
記号B a)
A1070
Al 1070
A4043
Al 4043
A5754
Al 5754
A1080A
Al 1080A
A4043A
Al 4043A
A5356
Al 5356
A1188
Al 1188
A4046
Al 4046
A5356A
Al 5356A
A1100
Al 1100
A4047
Al 4047
A5556
Al 5556
A1200
Al 1200
A4047A
Al 4047A
A5556C
Al 5556C
A1450
Al 1450
A4145
Al 4145
A5556A
Al 5556A
A2319
Al 2319
A4643
Al 4643
A5556B
Al 5556B
A3103
Al 3103
A5249
Al 5249
A5183
Al 5183
A4009
Al 4009
A5554
Al 5554
A5183A
Al 5183A
A4010
Al 4010
A5654
Al 5654
A5087
Al 5087
A4018
Al 4018
A5654A
Al 5654A
A5187
Al 5187
注a) 記号Bは,ISO 18273による規定である。
3
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
品質
5.1
化学成分
棒及びワイヤの化学成分は,8.1の方法によって試験を行ったとき,表2の規定に適合しなければならな
い。
表2−化学成分
単位 %(質量分率)
種類
化学成分
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ga及び
/又はV
Zr
Ti
Be
その他a)
Al
記号A
記号B
個々
合計
A1070
Al 1070
0.20
以下
0.25
以下
0.04
以下
0.03
以下
0.03
以下
−
0.04
以下
V 0.05
以下
−
0.03
以下
0.000 3
以下
0.03
以下
−
99.70
以上
A1080A
Al 1080A
0.15
以下
0.15
以下
0.03
以下
0.02
以下
0.02
以下
−
0.06
以下
Ga 0.03
以下
−
0.02
以下
0.000 3
以下
0.02
以下
−
99.80
以上
A1188
Al 1188
0.06
以下
0.06
以下
0.005
以下
0.01
以下
0.01
以下
−
0.03
以下
Ga 0.03
以下
V 0.05
以下
−
0.01
以下
0.000 3
以下
0.01
以下
−
99.88
以上
A1100
Al 1100
Si+Fe
0.95以下
0.05
〜0.20
0.05
以下
−
−
0.10
以下
−
−
−
0.000 3
以下
0.05
以下
0.15
以下
99.00
以上
A1200
Al 1200
Si+Fe
1.00以下
0.05
以下
0.05
以下
−
−
0.10
以下
−
−
0.05
以下
0.000 3
以下
0.05
以下
0.15
以下
99.00
以上
A1450
Al 1450
0.25
以下
0.40
以下
0.05
以下
0.05
以下
0.05
以下
−
0.07
以下
−
−
0.10
〜0.20
0.000 3
以下
0.03
以下
−
99.50
以上
A2319
Al 2319
0.20
以下
0.30
以下
5.8
〜6.8
0.20
〜0.40
0.02
以下
−
0.10
以下
V 0.05
〜0.15
0.10
〜0.25
0.10
〜0.20
0.000 3
以下
0.05
以下
0.15
以下
残部
A3103
Al 3103
0.50
以下
0.7
以下
0.10
以下
0.9
〜1.5
0.30
以下
0.10
以下
0.20
以下
−
Ti+Zr
0.10以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A4009
Al 4009
4.5
〜5.5
0.20
以下
1.0
〜1.5
0.10
以下
0.45
〜0.6
−
0.10
以下
−
−
0.20
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A4010
Al 4010
6.5
〜7.5
0.20
以下
0.20
以下
0.10
以下
0.30
〜0.45
−
0.10
以下
−
−
0.20
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A4018
Al 4018
6.5
〜7.5
0.20
以下
0.05
以下
0.10
以下
0.50
〜0.8
−
0.10
以下
−
−
0.20
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A4043
Al 4043
4.5
〜6.0
0.8
以下
0.30
以下
0.05
以下
0.05
以下
−
0.10
以下
−
−
0.20
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A4043A
Al 4043A
4.5
〜6.0
0.6
以下
0.30
以下
0.15
以下
0.20
以下
−
0.10
以下
−
−
0.15
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
2
Z
3
2
3
2
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−化学成分(続き)
単位 %(質量分率)
種類
化学成分
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ga及び
/又はV
Zr
Ti
Be
その他a)
Al
記号A
記号B
個々
合計
A4046
Al 4046
9.0
〜11.0
0.50
以下
0.03
以下
0.40
以下
0.20
〜0.50
−
0.10
以下
−
−
0.15
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A4047
Al 4047
11.0
〜13.0
0.8
以下
0.30
以下
0.15
以下
0.10
以下
−
0.20
以下
−
−
−
0.000 3
以下
0.05
以下
0.15
以下
残部
A4047A
Al 4047A
11.0
〜13.0
0.6
以下
0.30
以下
0.15
以下
0.10
以下
−
0.20
以下
−
−
0.15
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A4145
Al 4145
9.3
〜10.7
0.8
以下
3.3
〜4.7
0.15
以下
0.15
以下
0.15
以下
0.20
以下
−
−
−
0.000 3
以下
0.05
以下
0.15
以下
残部
A4643
Al 4643
3.6
〜4.6
0.8
以下
0.10
以下
0.05
以下
0.10
〜0.30
−
0.10
以下
−
−
0.15
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A5249
Al 5249
0.25
以下
0.40
以下
0.05
以下
0.50
〜1.1
1.6
〜2.5
0.30
以下
0.20
以下
−
0.10
〜0.20
0.15
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A5554
Al 5554
0.25
以下
0.40
以下
0.10
以下
0.50
〜1.0
2.4
〜3.0
0.05
〜0.20
0.25
以下
−
−
0.05
〜0.20
0.000 3
以下
0.05
以下
0.15
以下
残部
A5654
Al 5654
Si+Fe
0.45以下
0.05
以下
0.01
以下
3.1
〜3.9
0.15
〜0.35
0.20
以下
−
−
0.05
〜0.15
0.000 3
以下
0.05
以下
0.15
以下
残部
A5654A
Al 5654A
Si+Fe
0.45以下
0.05
以下
0.01
以下
3.1
〜3.9
0.15
〜0.35
0.20
以下
−
−
0.05
〜0.15
0.000 5
以下
0.05
以下
0.15
以下
残部
A5754
Al 5754b)
0.40
以下
0.40
以下
0.10
以下
0.50
以下
2.6
〜3.6
0.30
以下
0.20
以下
−
−
0.15
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A5356
Al 5356
0.25
以下
0.40
以下
0.10
以下
0.05
〜0.20
4.5
〜5.5
0.05
〜0.20
0.10
以下
−
−
0.06
〜0.20
0.000 3
以下
0.05
以下
0.15
以下
残部
A5356A
Al 5356A
0.25
以下
0.40
以下
0.10
以下
0.05
〜0.20
4.5
〜5.5
0.05
〜0.20
0.10
以下
−
−
0.06
〜0.20
0.000 5
以下
0.05
以下
0.15
以下
残部
A5556
Al 5556
0.25
以下
0.40
以下
0.10
以下
0.50
〜1.0
4.7
〜5.5
0.05
〜0.20
0.25
以下
−
−
0.05
〜0.20
0.000 3
以下
0.05
以下
0.15
以下
残部
A5556C
Al 5556C
0.25
以下
0.40
以下
0.10
以下
0.50
〜1.0
4.7
〜5.5
0.05
〜0.20
0.25
以下
−
−
0.05
〜0.20
0.000 5
以下
0.05
以下
0.15
以下
残部
2
Z
3
2
3
2
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−化学成分(続き)
単位 %(質量分率)
種類
化学成分
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ga及び
/又はV
Zr
Ti
Be
その他a)
Al
記号A
記号B
個々
合計
A5556A
Al 5556A
0.25
以下
0.40
以下
0.10
以下
0.6
〜1.0
5.0
〜5.5
0.05
〜0.20
0.20
以下
−
−
0.05
〜0.20
0.000 3
以下
0.05
以下
0.15
以下
残部
A5556B
Al 5556B
0.25
以下
0.40
以下
0.10
以下
0.6
〜1.0
5.0
〜5.5
0.05
〜0.20
0.20
以下
−
−
0.05
〜0.20
0.000 5
以下
0.05
以下
0.15
以下
残部
A5183
Al 5183
0.40
以下
0.40
以下
0.10
以下
0.50
〜1.0
4.3
〜5.2
0.05
〜0.25
0.25
以下
−
−
0.15
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A5183A
Al 5183A
0.40
以下
0.40
以下
0.10
以下
0.50
〜1.0
4.3
〜5.2
0.05
〜0.25
0.25
以下
−
−
0.15
以下
0.000 5
以下
0.05
以下
0.15
以下
残部
A5087
Al 5087
0.25
以下
0.40
以下
0.05
以下
0.7
〜1.1
4.5
〜5.2
0.05
〜0.25
0.25
以下
−
0.10
〜0.20
0.15
以下
0.000 3
以下
0.05
以下
0.15
以下
残部
A5187
Al 5187
0.25
以下
0.40
以下
0.05
以下
0.7
〜1.1
4.5
〜5.2
0.05
〜0.25
0.25
以下
−
0.10
〜0.20
0.15
以下
0.000 5
以下
0.05
以下
0.15
以下
残部
注a) その他の化学成分は,表中で“−”で示し成分値を規定していない化学成分も含み,存在が予知される場合又は通常の分析において,その他の規定値を超
える兆候がみられる場合にだけ分析を行う。
b) Al 5754の化学成分追加として,(Mn+Cr):0.06〜0.10を規定する。
2
Z
3
2
3
2
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
機械的性質
溶接継手の引張強さは,8.2の方法によって試験を行ったとき,表3の規定値に適合しなければならない。
5.3
曲げ性能
溶接継手の曲げ性能は,8.2の方法によって試験を行ったとき,曲げられた外面において,いかなる方向
にも長さ3 mmを超える割れ又は有害と認められる欠陥があってはならない。
5.4
外観
棒及びワイヤの外観は,JIS Z 3200の5.2(溶接ワイヤ,溶加棒及び帯状電極)のa)の規定に適合しなけ
ればならない。
表3−溶接継手の引張強さ
種類
試験材a)の
種類及び質別
溶接継手の引張強さb)
N/mm2 (MPa)
記号A
記号B
A1070
Al 1070
A 1100 P-O又は
A 1200 P-O
55以上
A1080A
Al 1080A
−
−c)
A1188
Al 1188
−
−c)
A1100
Al 1100
A 1100 P-O又は
A 1200 P-O
75以上
A1200
Al 1200
75以上
A1450
Al 1450
−
−c)
A2319
Al 2319
A 2219 P-T62又は
A 2014 P-T6
245以上
A3103
Al 3103
−
−c)
A4009
Al 4009
−
−c)
A4010
Al 4010
−
−c)
A4018
Al 4018
−
−c)
A4043
Al 4043
A 6061 P-T6
165以上
A4043A
Al 4043A
−
−c)
A4046
Al 4046
−
−c)
A4047
Al 4047
A 6061 P-T6
165以上
A4047A
Al 4047A
−
−c)
A4145
Al 4145
−
−c)
A4643
Al 4643
−
−c)
A5249
Al 5249
−
−c)
A5554
Al 5554
A 5454 P-O
215以上
A5654
Al 5654
A 5254 P-O
205以上
A5654A
Al 5654A
−
−c)
A5754
Al 5754
−
−c)
A5356
Al 5356
A 5083 P-O
265以上
A5356A
Al 5356A
−
−c)
A5556
Al 5556
A 5083 P-O
275以上
A5556C
Al 5556C
−
−c)
A5556A
Al 5556A
−
−c)
A5556B
Al 5556B
−
−c)
A5183
Al 5183
A 5083 P-O
275以上
A5183A
Al 5183A
−
−c)
A5087
Al 5087
−
−c)
A5187
Al 5187
−
−c)
8
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−溶接継手の引張強さ(続き)
注a) JIS H 4000による。ただし,表中に“−”で示す試験材は,受渡当事者
間の協定による。
b) 溶接のままの値である。
c) 表中に“−”で示した溶接継手の引張強さについては,受渡当事者
間の協定による。
6
寸法及びその許容差
棒の寸法及びその許容差は表4に,ワイヤの径及びその許容差は表5に適合しなければならない。ただ
し,表4及び表5以外の寸法及びその許容差については,JIS Z 3200の4.(寸法及び許容差)の規定によ
る。
表4−棒の寸法及びその許容差
単位 mm
径
1.2,1.6,2.0,2.4,3.2,4.0,5.0,6.0
径の許容差
±0.1
長さ
1 000
長さの許容差
±5
表5−ワイヤの径及びその許容差
単位 mm
径
0.6
0.8,1.0,1.2,1.4,1.6,
2.0,2.4
2.8,3.2,4.0,4.8,5.6,
6.4
径の許容差
+0.01〜−0.03
+0.01〜−0.04
+0.01〜−0.07
7
製品の状態
7.1
棒製品
棒製品は,直棒とし,単位量ごとに包装する。単位包装質量は,2 kg,5 kg,10 kg及び20 kgとする。
ただし,これ以外の包装質量については,受渡当事者間の協定による。
7.2
ワイヤ製品
ワイヤ製品の状態は,次による。ただし,これら以外の形状寸法及びその許容差は,JIS Z 3200の5.2
(溶接ワイヤ,溶加棒及び帯状電極)のc), d), e), f) 及びh) による。
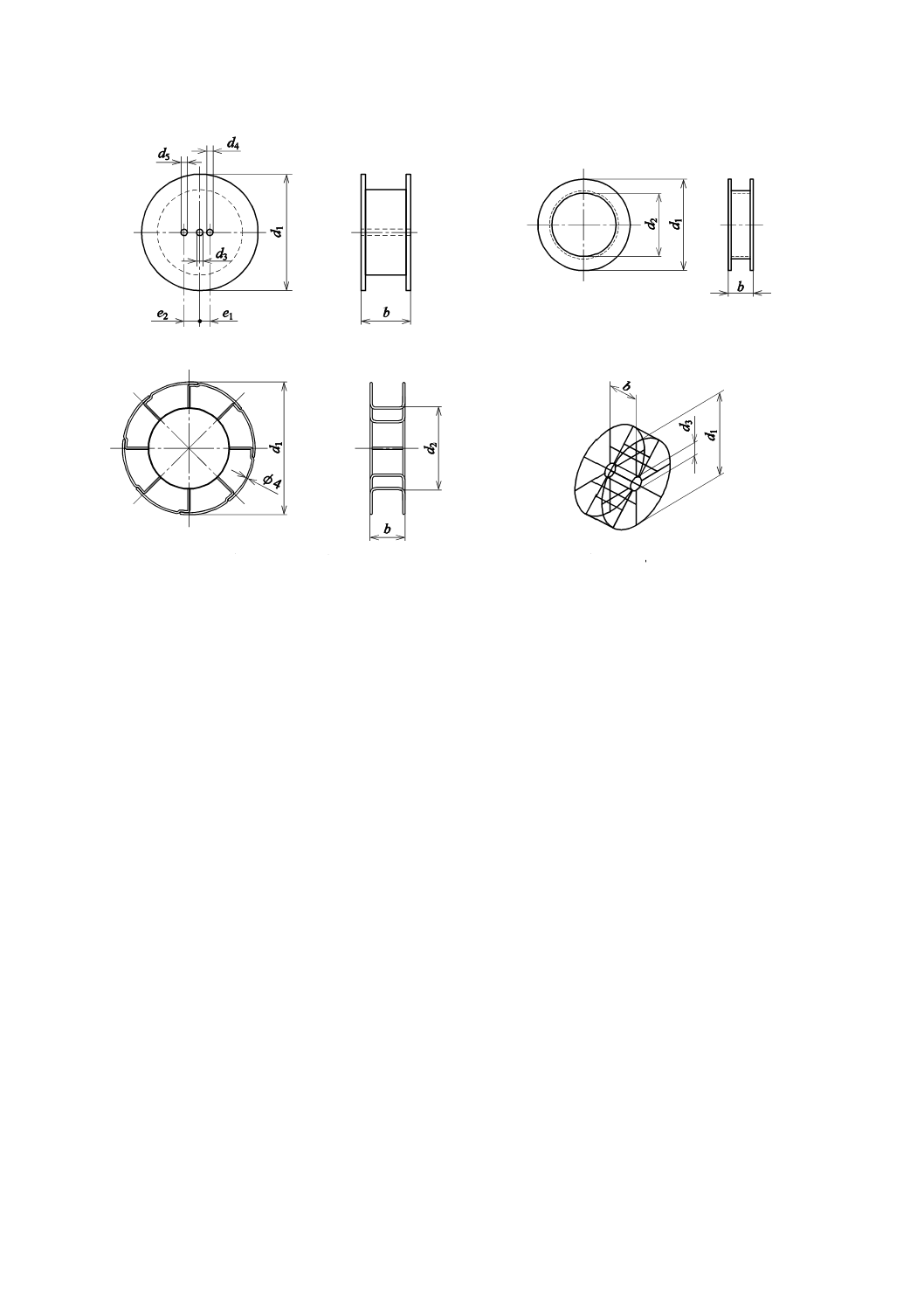
a) スプールなどの形状寸法及びその許容差は,図1及び表6による。
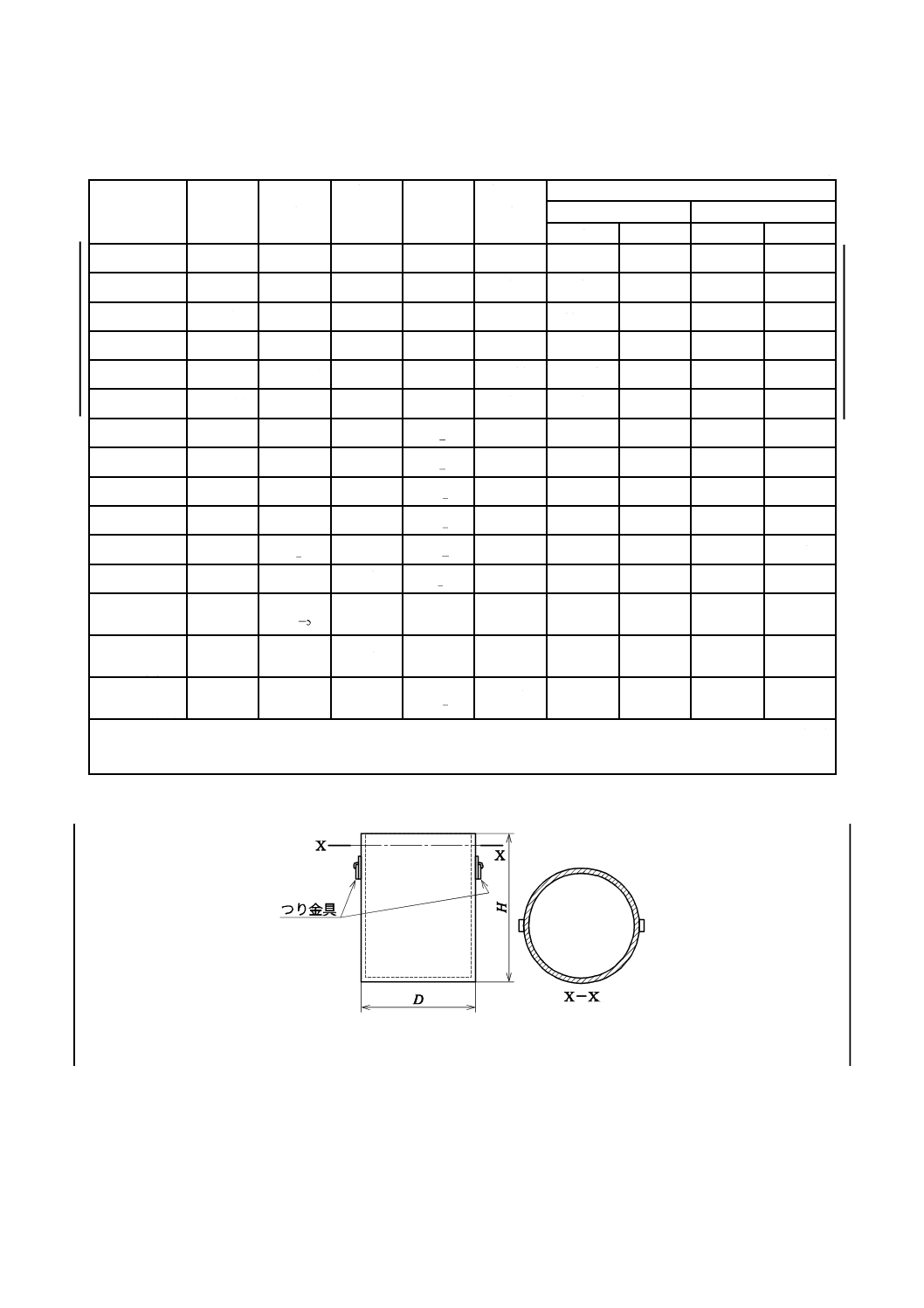
b) ペールパックの形状寸法及びその許容差は,図2及び表7による。
c) スプールなどの質量は,0.5 kg,2 kg,5 kg,10 kg,15 kg及び20 kgとし,また,ペールパックの質量
は,30 kg,50 kg,70 kg,80 kg,100 kg及び120 kgとする。
なお,これら以外の質量については,受渡当事者間の協定による。
9
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) スプール(S)
b) リム(R)
c) バスケット リム(B)
d) バスケット スプール(BS)
図1−スプールなどの形状
10
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−スプールなどの寸法及びその許容差
単位 mm
巻き形状
呼称
外径
d1
内径
d2
幅
b
軸穴径
d3
ピン穴
径
軸穴中心からの距離
d4
d5
e1
e2
スプール(S)
0.5 kg用
100以下
−
45±3.0
16
0.1
0
+
−
−
−
−
スプール(S)
2 kg用
200以下
−
100±5.0
52
0.2
0
+
11
0.2
0
+
−
45±0.5
−
スプール(S)
5 kg用
300以下
−
100±5.0
52
0.2
0
+
11
0.2
0
+
−
45±0.5
−
スプール(S)
10 kg用
400以下
−
100±5.0
52
0.2
0
+
11
0.2
0
+
−
45±0.5
−
スプール(S)
15 kg用
490以下
−
100±5.0
52
0.2
0
+
11
0.2
0
+
−
45±0.5
−
スプール(S)
20 kg用
550以下
−
100±5.0
52
0.2
0
+
11
0.2
0
+
−
45±0.5
−
スプール(S)
S100
100±2
−
45
0
2
−
16.5
0.1
0
+
−
−
−
−
スプール(S)
S200
200±3
−
55
0
3
−
50.5
5.2
0
+
10
0.1
0
+
−
44.5±0.5
−
スプール(S)
S300
300±5
−
103
0
3
−
50.5
5.2
0
+
10
0.1
0
+
−
44.5±0.5
−
スプール(S)
S350
350±5
−
103
0
3
−
50.5
5.2
0
+
10
0.1
0
+
−
44.5±0.5
−
スプール(S)
S760E
760
0
10
−
−
290
10
1
+
−
40.5
0.1
0
+
25
0.1
0
+
35
0.1
0
+
65±1
110±1
リム(R)
R435
435±5
300
15
0
+
90
0
15
−
−
−
−
−
−
バスケット
リム(B)
B300
300
05
−
180±2
100±3
−
−
−
−
−
バスケット
リム(B)
B450
450以下
300±5
100±3
−
−
−
−
−
バスケット
スプール(BS)
BS300
300±5
−
103
0
3
−
50.5
5.2
0
+
−
−
−
−
注記 この表の呼称について,0.5kg用〜20kg用はJIS Z 3232:2000の種類であり,S100〜BS300はJIS Z 3200から引
用したものである。
図2−ペールパックの形状
11
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−ペールパックの寸法及びその許容差
単位 mm
ペールパック
の種類
ペールパックの寸法
外径D
高さH
P-1
513±5
500±50
P-2
820±50
P-3
525±5
P-4
595±5
P-5
663±5
770±50
8
試験
8.1
分析試験
8.1.1
分析試料の採り方
分析試料の採り方は,JIS H 0321による。
8.1.2
分析方法
分析方法は,JIS H 1305,JIS H 1306,JIS H 1307,JIS H 1352,JIS H 1353,JIS H 1354,JIS H 1355,
JIS H 1356,JIS H 1357,JIS H 1358,JIS H 1359,JIS H 1362,JIS H 1363,JIS H 1367及び/又はJIS
H 1368による。
8.2
溶接継手の引張試験及び曲げ試験
8.2.1
一般事項
溶接継手の引張試験及び曲げ試験に共通な一般事項は, 次による。
a) 試験は,ロットごとに行う。ロットの大きさは,購入者が指定する場合は,その指定によるものとし,
購入者が指定しない場合は, 製造業者の社内規定による。
b) 試験材の溶接方法及び厚さ並びに試験の種類及び回数は,棒及びワイヤの径に応じて表8による。
なお,溶接はJIS Z 3604を参照して,適切な溶接条件を選定する。
c) 溶接のシールドガスには,JIS Z 3253に規定するアルゴン,ヘリウム又はこれらの混合ガスを用いる。
8.2.2
試験材
溶接継手の引張試験及び曲げ試験に使用する試験材は,次による。
a) 試験材の種類及び質別は,表3による。
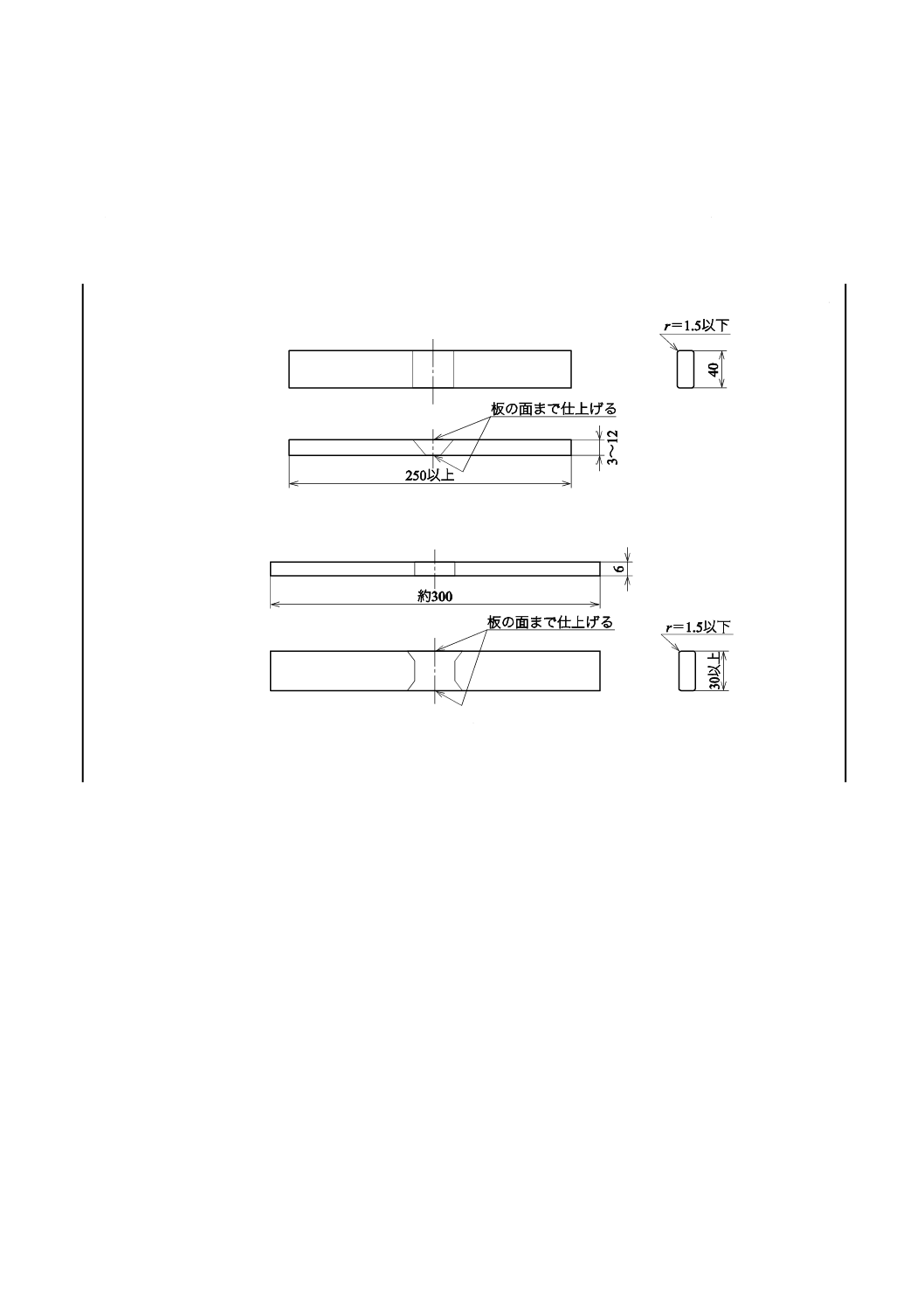
b) 試験材の寸法は,試験材の厚さが3〜12 mmの場合は図4に,30 mm以上の場合は図5による。
c) 試験材の溶接は,下向姿勢で行う。裏金を用いない場合は,裏はつり後に裏溶接してもよい。
d) 溶接開始時の試験材の温度は,40 ℃以下とし,後熱,ピーニングなどの処理を加えてはならない。
e) 試験材は,溶接終了後の角変形が5°以上とならないように,あらかじめ拘束するか,逆ひずみを与
えておく。
8.2.3
試験片
試験片は,次による。
a) 引張試験片は,JIS Z 3121に規定する1号試験片とする。
b) 曲げ試験片は,図3による。
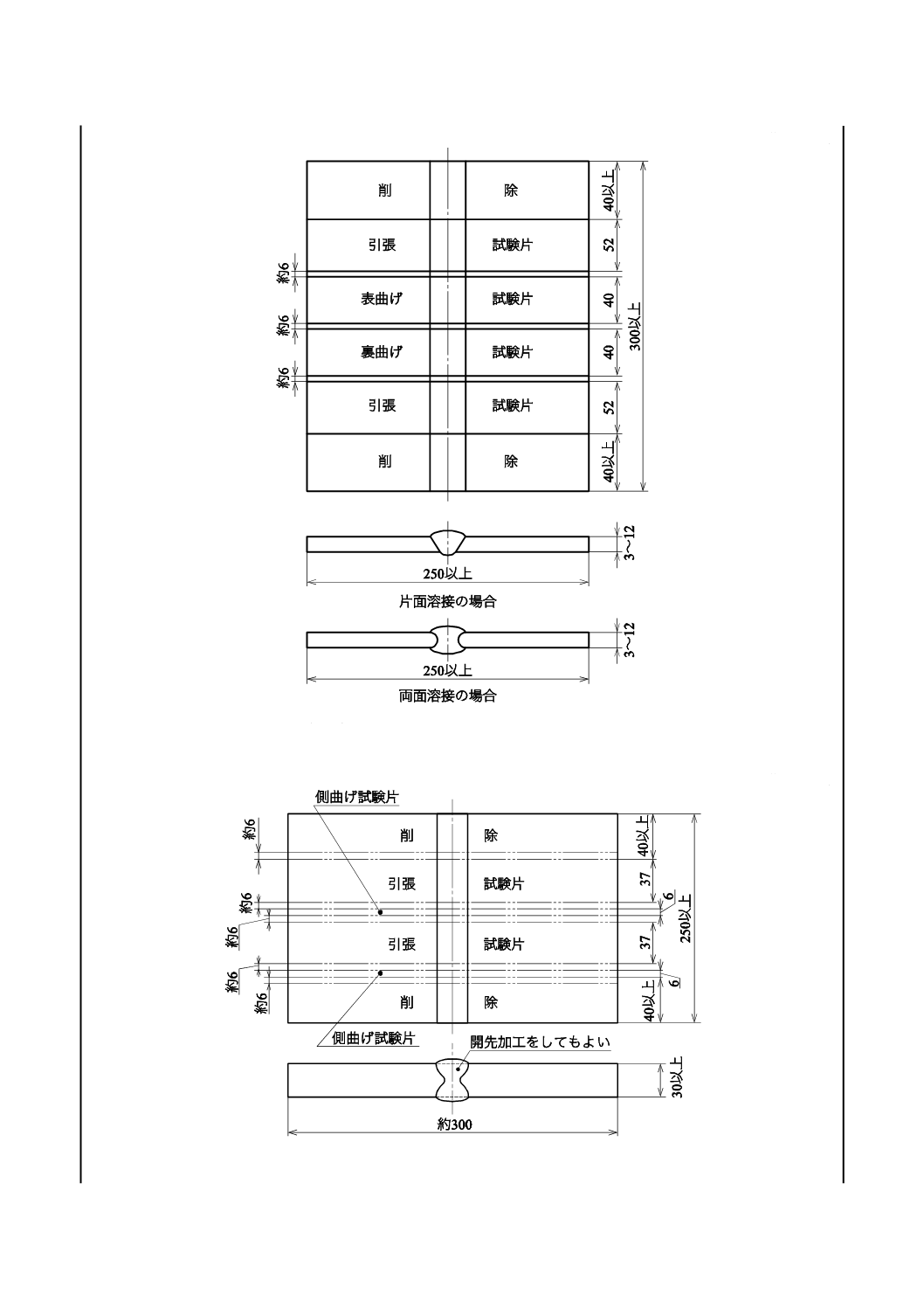
c) 引張試験片及び曲げ試験片は,図4及び図5に示すように,溶接した試験材からそれぞれ2個ずつ作
製する。
12
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2.4
試験方法
試験方法は,次による。
a) 引張試験の方法は,JIS Z 2241による。
b) 曲げ試験の方法は,JIS Z 3122に規定する曲げ試験若しくはローラ曲げ試験又はJIS Z 2248に規定す
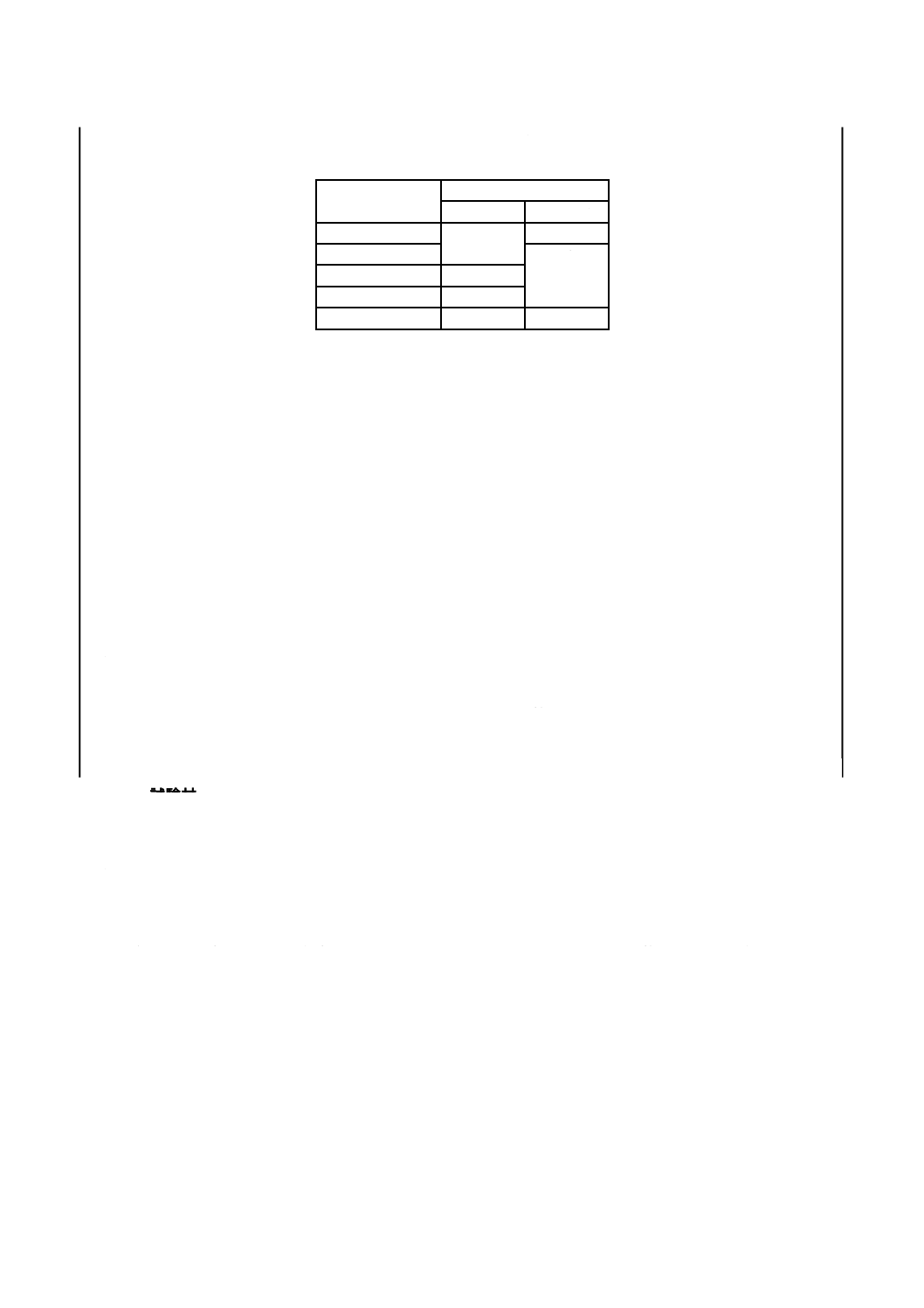
る巻付け法によって,180°になるまで曲げる。ただし, 曲げ半径は,表9による。
単位 mm
a) 表曲げ及び裏曲げ試験片
b) 側曲げ試験片
図3−曲げ試験片
13
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図4−引張及び曲げ試験用溶接継手試験材(板厚3 mm〜12 mmの場合)
単位 mm
図5−引張及び曲げ試験用溶接継手試験材(板厚30 mm以上の場合)
14
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
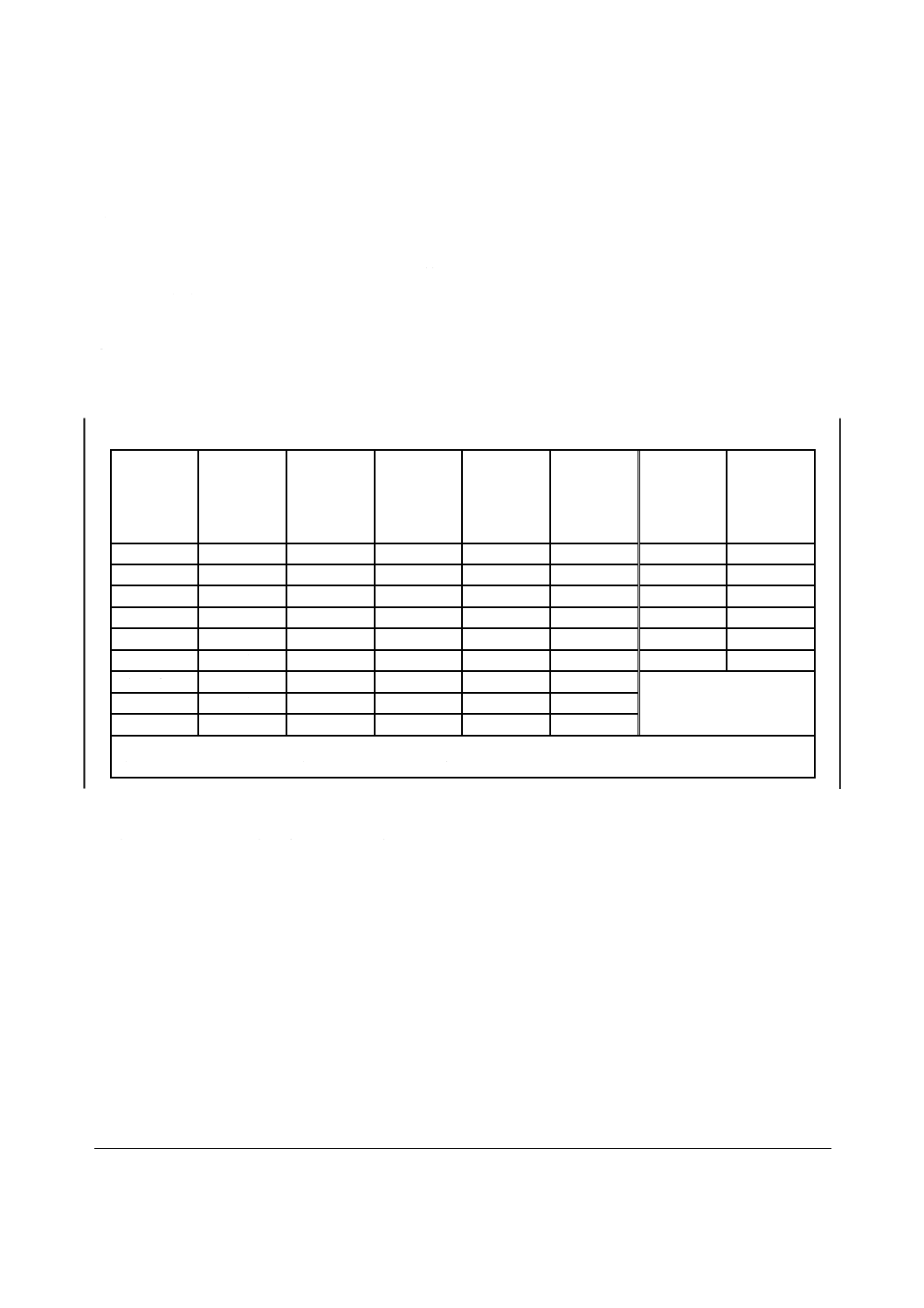
表8−溶接方法及び厚さ並びに試験の種類及び回数
単位 mm
種別
棒又はワイヤ
の径
溶接の方法
試験材の
厚さ
試験の種類
試験の
回数
棒
1.2,1.6,2.0,2.4,3.2,4.0,
5.0,6.0
ティグ片面又は
両面突合せ溶接
3〜12
引張試験
表曲げ試験
裏曲げ試験
2回
1回
1回
ワイヤ
0.6,0.8,1.0,1.2,1.4,1.6,
2.0,2.4
ミグ片面又は
両面突合せ溶接
2.8,3.2,4.0,4.8,5.6,6.4
大電流ミグ両面
各1層突合せ溶接
30以上
引張試験
側曲げ試験
2回
2回
表9−曲げ試験の内側曲げ半径
種類
曲げ半径a)
種類
曲げ半径a)
種類
曲げ半径a)
記号A
記号B
記号A
記号B
記号A
記号B
A1070
Al 1070
2 t
A4043
Al 4043
8 t
A5754
Al 5754
−
A1080A
Al 1080A
−
A4043A
Al 4043A
−
A5356
Al 5356
3 1/3 t
A1188
Al 1188
−
A4046
Al 4046
−
A5356A
Al 5356A
−
A1100
Al 1100
2 t
A4047
Al 4047
8 t
A5556
Al 5556
3 1/3 t
A1200
Al 1200
2 t
A4047A
Al 4047A
−
A5556C
Al 5556C
−
A1450
Al 1450
−
A4145
Al 4145
−
A5556A
Al 5556A
−
A2319
Al 2319
8 t b)
A4643
Al 4643
−
A5556B
Al 5556B
−
A3103
Al 3103
−
A5249
Al 5249
−
A5183
Al 5183
3 1/3 t
A4009
Al 4009
−
A5554
Al 5554
2 t
A5183A
Al 5183A
−
A4010
Al 4010
−
A5654
Al 5654
2 t
A5087
Al 5087
−
A4018
Al 4018
−
A5654A
Al 5654A
−
A5187
Al 5187
−
注a) tは,試験片厚さ(mm)とする。ただし,表中の“−”で示す曲げ半径は,受渡当事者間の協定による。
b) 溶接後,焼きなましをしてから曲げ試験を行う。ただし,受渡当事者間の協定によって曲げ試験を省略してもよ
い。
9
検査及び再試験
検査及び再試験は,次による。
a) 棒又はワイヤは,それぞれ箇条5,箇条6及び箇条7の規定に適合しなければならない。
b) 分析試験,引張試験及び曲げ試験のいずれかの試験結果が,それぞれ5.1,5.2及び5.3の規定に適合
しなかった場合には,その適合しなかった試験について2倍数の再試験を行い,そのいずれの再試験
結果も5.1,5.2及び5.3の規定に適合すれば合格とする。
再試験のための試験片は,試験材の残材から採取するか,又は新たな試験板を用いて作製した試験
材から採取する。
なお,分析試験の再試験は,5.1の規定に適合しなかった化学成分についてだけ行う。
c) 次のいずれかに該当する場合には,試験の完了・未完了にかかわらず,また,試験結果のいかんにか
かわらず,試験片又は試験を無効とし,2倍数にすることなく再試験を行う。
1) 試験片の準備又は試験の手順が不適切である場合
2) 試験片を誤って加工した場合
3) 試験方法を誤った場合
4) 試験設備の機能が不適切である場合
15
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5) 材質に関係ないと認められるきずがある場合
10 包装
棒及びワイヤは,適切な輸送・保管を行う場合に損傷・劣化が起こらないよう十分な保護手段を用いて,
製造業者,供給者又は販売代理店が適切に包装する。
11 製品の呼び方
棒及びワイヤの製品の呼び方は,次のいずれかによる。
a) 方式Aの場合 箇条4のa)に規定する記号Aによる化学成分の種類の記号,棒又はワイヤの区分,
及び径によるものとし,更にワイヤの場合には, 質量を追記する。
なお,棒及びワイヤの区分は,それぞれBY及びWYの記号を用いて表す。
呼び方の例を,次に示す。
例1 A1070−BY−3.2
種類 区分 径
例2 A1070−WY−1.2×5(kg)
種類 区分 径 質量
b) 方式Bの場合 棒及びワイヤの区分,規格番号,ソリッド系溶接材料の記号,及び箇条4のa)に規定
する記号Bによる化学成分の種類の記号による。
なお,棒及びワイヤの区分は,それぞれSolid rod及びSolid wireで表す。また,ソリッド系溶接材
料の記号は,Sで表す。
呼び方の例を次に示す。
例1 Solid rod JIS Z 3232−S Al 1070
区分 規格番号
種類
ソリッド系溶接材料の記号
例2 Solid wire JIS Z 3232−S Al 1070
区分 規格番号
種類
ソリッド系溶接材料の記号
12 表示
12.1 製品の表示
製品の表示は,次による。
a) ワイヤ ワイヤは,化学成分による種類が識別できるように,JIS Z 3200の6.1(製品の表示)のb)
に規定する方法を施すものとする。ラベルによって識別する場合,ラベルはスプール,コイル,リム
及びペールパックに付ける。
b) 棒 棒は,化学成分による種類の識別ができるように,JIS Z 3200の6.1(製品の表示)のc) に規定
する方法を施すものとする。彩色を施す場合,端面又は端面から10 mm以内に表10の彩色を施すも
のとする。他の適切な方法を施す場合は,受渡当事者間の協定による。
16
Z 3232:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.2 包装の表示
包装には,a)の“規格番号”及びJIS Z 3200の6.2(包装の表示)に規定する次のb)〜g) の事項を明確
に表示する。
a) 規格番号
b) 製造業者名,供給者名又はその略号
c) 化学成分による種類の記号及びワイヤ又は棒の区分記号
d) 寸法(径)
e) バッチ,ヒート,製造番号又は製造年月
f)
本数又は質量
g) 要求される安全衛生の警告文
表10−棒の彩色
記号A
彩色a)
記号A
彩色a)
記号A
彩色a)
記号A
彩色a)
A1070
黒
A5556
緑
A4043A
−
A5556C
−
A1100
赤
A5183
青
A4046
−
A5556A
−
A1200
茶色
A1080A
−
A4047A
−
A5556B
−
A2319
紫
A1188
−
A4145
−
A5183A
−
A4043
だいだい色
A1450
−
A4643
−
A5087
−
A4047
白色
A3103
−
A5249
−
A5187
−
A5554
黄
A4009
−
A5654A
−
A5654
桃色
A4010
−
A5754
−
A5356
黄緑
A4018
−
A5356A
−
この表は,記号Bには適用しない。
注a) 表中に“−”で示す彩色は,受渡当事者間の協定による。
13
検査証明書
溶接材料の検査証明書が求められた場合は,提出するものとし, その詳細は受渡当事者間の協定による。
参考文献 JIS Z 3232:2000 アルミニウム及びアルミニウム合金溶加棒並びに溶接ワイヤ
附属書JA
(参考)
JISと対応する国際規格との対比表
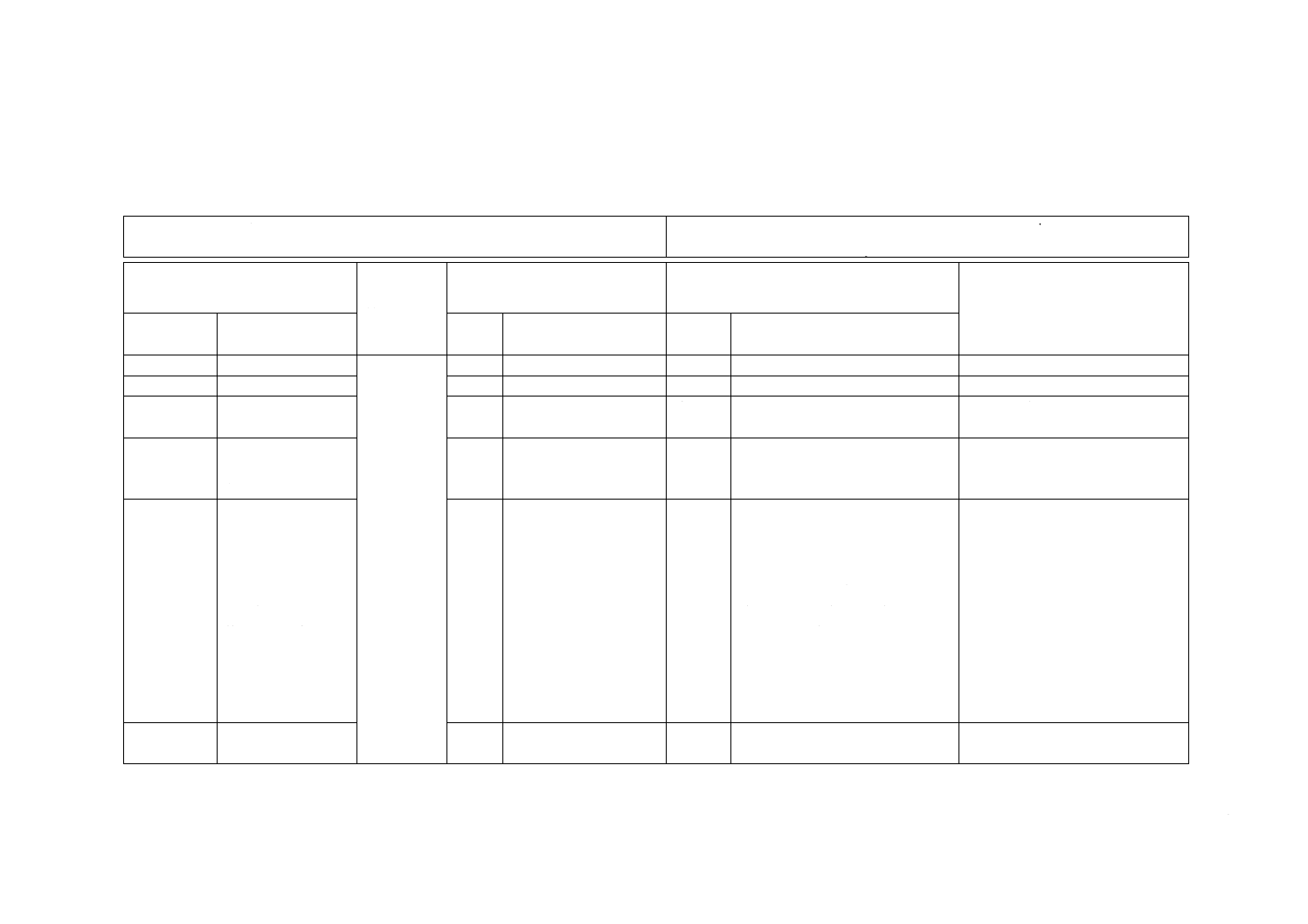
JIS Z 3232 : 2009 アルミニウム及びアルミニウム合金の溶加棒及び溶接ワイヤ
ISO 18273 : 2004,Welding consumables−Wire electrodes, wires and rods for welding
of aluminium and aluminium alloys−Classification
(Ⅰ)JISの規定
(Ⅱ)
国際規格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
一致
2 引用規格
3 用語及び
定義
溶接用語及び定義
を規定
−
追加
JISでは用語を追加した。
ISOへ提案する。
4 種類
記号A又は記号B
によって種類を表
記
3
記号Bによって種類を
表記
選択
ISO規格では規定されていない記
号Aを追加,選択可能にした。
使用者の要請のため。
5 品質
5.1化学成分を規定
5.2溶接継手の機械
的性質を規定
5.3溶接継手の曲げ
性能を規定
5.4 外観を規定
4.2
−
−
−
−
追加
削除
追加
追加
追加
ISO規格では規定されていないそ
の他成分についての注を追加し
た。
A4011は国際登録合金から廃止さ
れているので削除した。
溶接継手の健全性の評価が必要で
あるので,追加した。
溶接継手の健全性の評価が必要で
あるので,追加した。
外観の評価が必要であるので,追
加した。
ISOへ提案する。
6 寸法及び
その許容差
8
−
追加
ISO規格では記述されていない寸
法及び許容差を追加した。
2
Z
3
2
3
2
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 製品の状
態
7.1 棒製品の状態
を規定
7.2 ワイヤ製品の
状態を規定
スプール,ペールパ
ックなどの形状な
ど及び質量を示す。
8
8
−
追加
追加
単位包装質量を追加した。
0.5 kg,2 kg,5 kg,10 kg,15 kg
及び20 kg用スプールを追加した。
ペールパックを追加した。
質量を追加した。
ISOへ追加提案する。
ISOへ追加提案する。
ISOへ追加提案する。
8 試験
8.1 分析試験を規
定
8.2 溶接継手の試
験を規定
8
8
具体的な分析試験の規格
を規定していない。
溶接継手の試験は,規定
されていない。
追加
追加
分析試験の規格を追加した。
溶接継手試験を追加した。
5.1と同じ
9 検査及び
再試験
再試験について規
定
7
−
追加
試験を無効とする場合の例を追加
した。
分かりやすいように追加した。
10 包装
8
一致
11 製品の
呼び方
方式A及び方式B
を規定
9
方式Bを規定
選択
方式Aを追加,選択可能にした。 径,質量の追加をISOに提案する。
12 表示
12.1製品の表示を
規定
12.2包装の表示を
規定
8
8
−
追加
一致
彩色の位置規定を追加した。
表10を追加した。
ISOへ追加提案する。
13 検査証
明書
8
一致
JISと国際規格との対応の程度の全体評価: ISO 18273 : 2004,MOD
2
Z
3
2
3
2
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
Z
3
2
3
2
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。