Z 3214:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類及び記号の付け方 ······································································································· 2
5 品質······························································································································· 4
5.1 溶接棒の寸法及びその許容差並びに製品の状態 ···································································· 4
5.2 溶着金属の化学成分 ······································································································· 4
5.3 溶着金属の機械的性質 ···································································································· 4
5.4 溶接棒が適用できる溶接姿勢 ··························································································· 5
5.5 溶着金属の水素量 ·········································································································· 5
6 試験方法························································································································· 5
6.1 ロットの決め方 ············································································································· 5
6.2 溶着金属の分析試験 ······································································································· 5
6.3 溶着金属の引張試験及び衝撃試験······················································································ 5
6.4 すみ肉溶接試験 ············································································································· 7
6.5 溶着金属の水素量試験 ···································································································· 7
7 検査方法························································································································· 7
8 製品の呼び方 ··················································································································· 8
9 包装······························································································································· 8
10 表示 ····························································································································· 8
10.1 製品の表示 ·················································································································· 8
10.2 包装の表示 ·················································································································· 8
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 9
Z 3214:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3214:2007は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関る確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3214:2012
耐候性鋼用被覆アーク溶接棒
Covered electrodes for atmospheric corrosion resisting steel
序文
この規格は,2009年に第3版として発行されたISO 2560を基とし,技術的内容を変更して作成した日
本工業規格である。ISO 2560は,EN 499と環太平洋地域で使用されている規格との共存形であり,共存
する両方又はどちらかの規格を特定の市場に適用してもよいとしている。このため,環太平洋地域で使用
する規格に該当する部分(ISO 2560 System B)のうち,耐候性鋼用被覆アーク溶接棒を本体で規定した。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,耐候性鋼の溶接に使用する被覆アーク溶接棒(以下,溶接棒という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 2560:2009,Welding consumables−Covered electrodes for manual metal arc welding of non-alloy
and fine grain steels−Classification(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS G 3114 溶接構造用耐候性熱間圧延鋼材
JIS G 3140 橋梁用高降伏点鋼板
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3011 溶接姿勢−傾斜角及び回転角による定義
注記 対応国際規格:ISO 6947,Welds−Working positions(MOD)
JIS Z 3111 溶着金属の引張及び衝撃試験方法
注記 対応国際規格:ISO 15792-1:2000,Welding consumables−Test methods−Part 1: Test methods for
all-weld metal test specimens in steel, nickel and nickel alloys(MOD)
2
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3118 鋼溶接部の水素量測定方法
注記 対応国際規格:ISO 3690,Welding and allied processes−Determination of hydrogen content in
ferritic steel arc weld metal(MOD)
JIS Z 3181 溶接材料のすみ肉溶接試験方法
注記 対応国際規格:ISO 15792-3:2000,Welding consumables−Test methods−Part 3: Classification
testing of positional capacity and root penetration of welding consumables in a fillet weld(MOD)
JIS Z 3184 化学分析用溶着金属の作製方法及び試料の採取方法
注記 対応国際規格:ISO 6847,Welding consumables−Deposition of a weld metal pad for chemical
analysis(MOD)
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
注記 対応国際規格:ISO 544,Welding consumables−Technical delivery conditions for welding filler
materials−Type of product, dimensions, tolerances and markings(MOD)
JIS Z 3423 溶接材料の調達指針
注記 対応国際規格:ISO 14344,Welding and allied processes−Procurement of welding consumables
(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2による。
4
種類及び記号の付け方
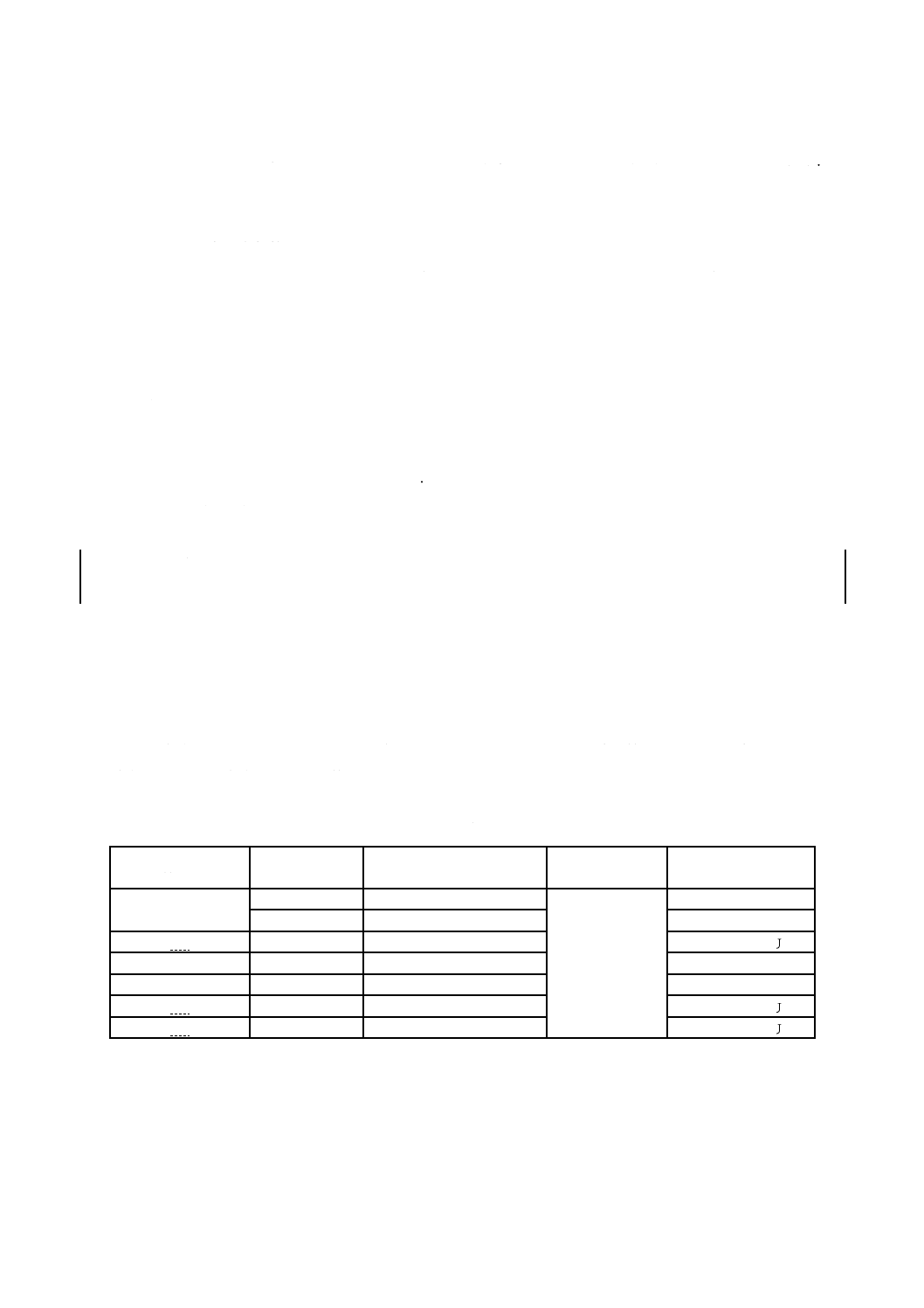
溶接棒の種類は,溶着金属の機械的性質,被覆剤,溶着金属の化学成分,溶接後熱処理の有無及びシャ
ルピー吸収エネルギーレベルによって区分し,区分記号の組合せは,表1による。溶接棒の種類の記号の
付け方は,図1による。
なお,溶着金属の水素量による区分を追加してもよい。また,一つの溶接棒であっても,溶接後熱処理
の有無に応じて,溶着金属の機械的性質の異なる種類に区分してもよい。
表1−区分記号及びそれらの組合せ
溶着金属の機械的
性質の記号
被覆剤の記号
溶着金属の化学成分
の記号
溶接後熱処理の
有無の記号
シャルピー吸収エネ
ルギーレベルの記号
49
03,16,28
CC,NC,NCC,NCC1
A,P,AP
記号なし,U
16,18
NCC2
記号なし,U
49J
03,16,28
NCC
U
55
16,18
NCC1
記号なし,U
57
16,28
CC,NC,NCC,NCC1
記号なし,U
57J
16,28
NCC1
U
78J
16
N5CM3,N5M4,N9M3
U
3
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
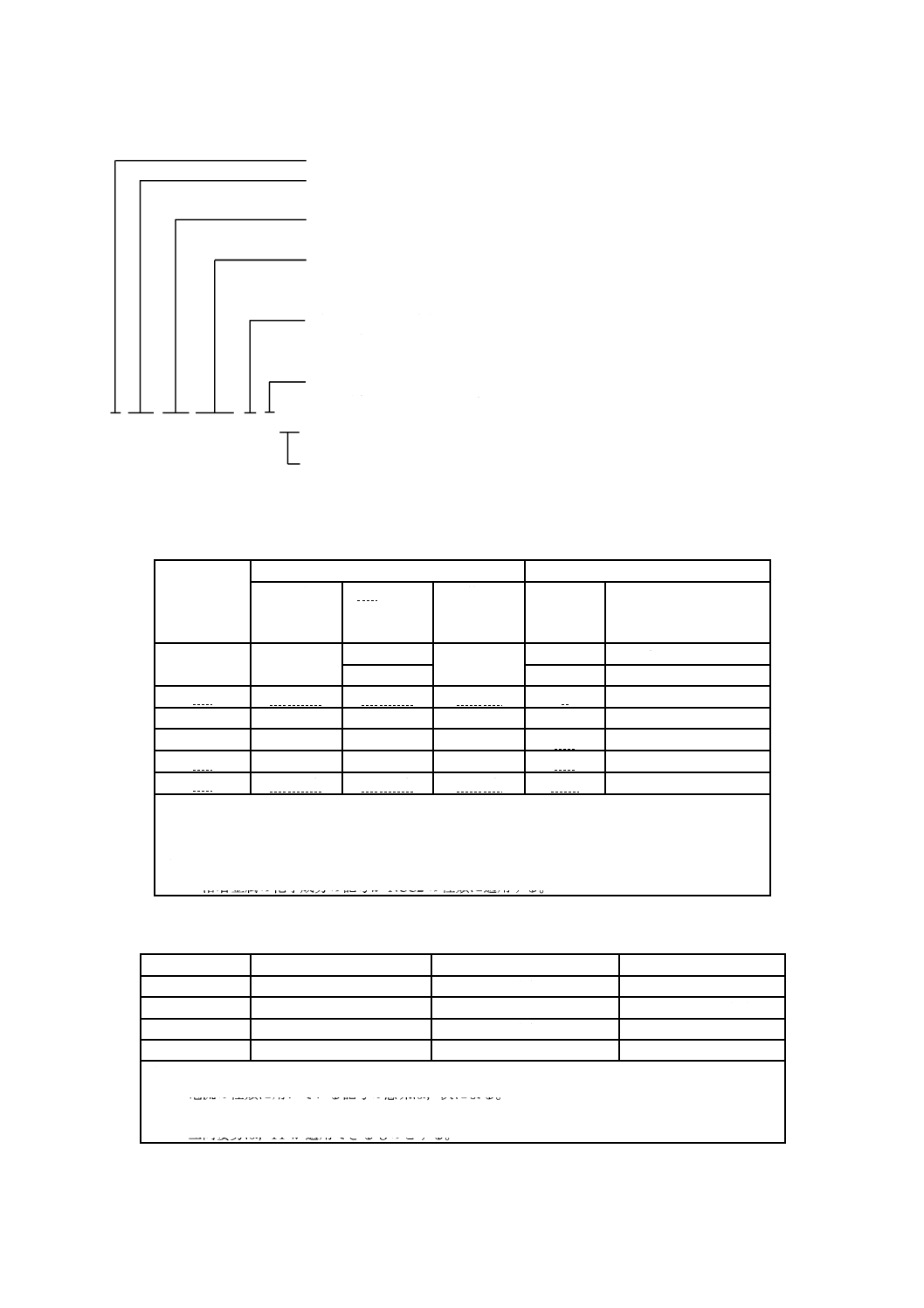
必須区分記号
被覆アーク溶接棒の記号
溶着金属の機械的性質の記号(表2による。)
49,49J,55,57,57J及び78J
被覆剤の記号(被覆剤の系統,溶接姿勢及び電流の種類を含み,
表3による。)
溶着金属の化学成分の記号(表4による。)
CC:Cu-Cr系, NC:Cu-Ni系, NCC,NCC1及びNCC2:Cu-Cr-Ni系
N5CM3:Ni-Cr-Mo系, N5M4,N9M3:Ni-Mo系
溶接後熱処理の有無の記号
A:溶接のまま, P:溶接後熱処理あり,
AP:溶接のまま及び溶接後熱処理あり
シャルピー吸収エネルギーレベルの記号
記号なし:27 J, U:47 J
E ○○ ○○-○○○ ○ U H○
追加できる区分記号
溶着金属の水素量の記号(表5による。)
図1−溶接棒の種類の記号の付け方
表2−溶着金属の機械的性質
溶着金属の
機械的性質
の記号
引張試験
衝撃試験
引張強さ
MPa
0.2 %耐力
MPa
伸び
%
試験温度
℃
(参考)シャルピー吸収
エネルギーレベル
J
49
490以上
390以上a)
20以上
0 a)
27 J又は47 J
420以上b)
−20 b)
27 J又は47 J
49J
490以上
400以上
20以上
0
47 J
55
550以上
460以上
17以上
−20
27 J又は47 J
57
570以上
490以上
16以上
−5
27 J又は47 J
57J
570以上
500以上
16以上
−5
47 J
78J
780以上
700以上
13以上
−20
47 J
注記1 1 MPa=1 N/mm2
注記2 シャルピー吸収エネルギーレベルは,その記号による。
記号なし:27 J, U:47 J
注a) 溶着金属の化学成分の記号がCC,NC,NCC及びNCC1の種類に適用する。
b) 溶着金属の化学成分の記号がNCC2の種類に適用する。
表3−被覆剤
被覆剤の記号
被覆剤の系統
溶接姿勢a)
電流の種類b)
03
ライムチタニヤ系
全姿勢c)
AC及びDC(±)
16
低水素系
全姿勢c)
AC及びDC(+)
18
鉄粉低水素系
全姿勢c)
AC及びDC(+)
28
鉄粉低水素系
PA,PB及びPC
AC及びDC(+)
注a) 溶接姿勢の記号は,JIS Z 3011による。
b) 電流の種類に用いている記号の意味は,次による。
AC:交流,DC(+):棒プラス,DC(±):棒プラス及び棒マイナス
c) 立向姿勢は,PFが適用できるものとする。
4
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
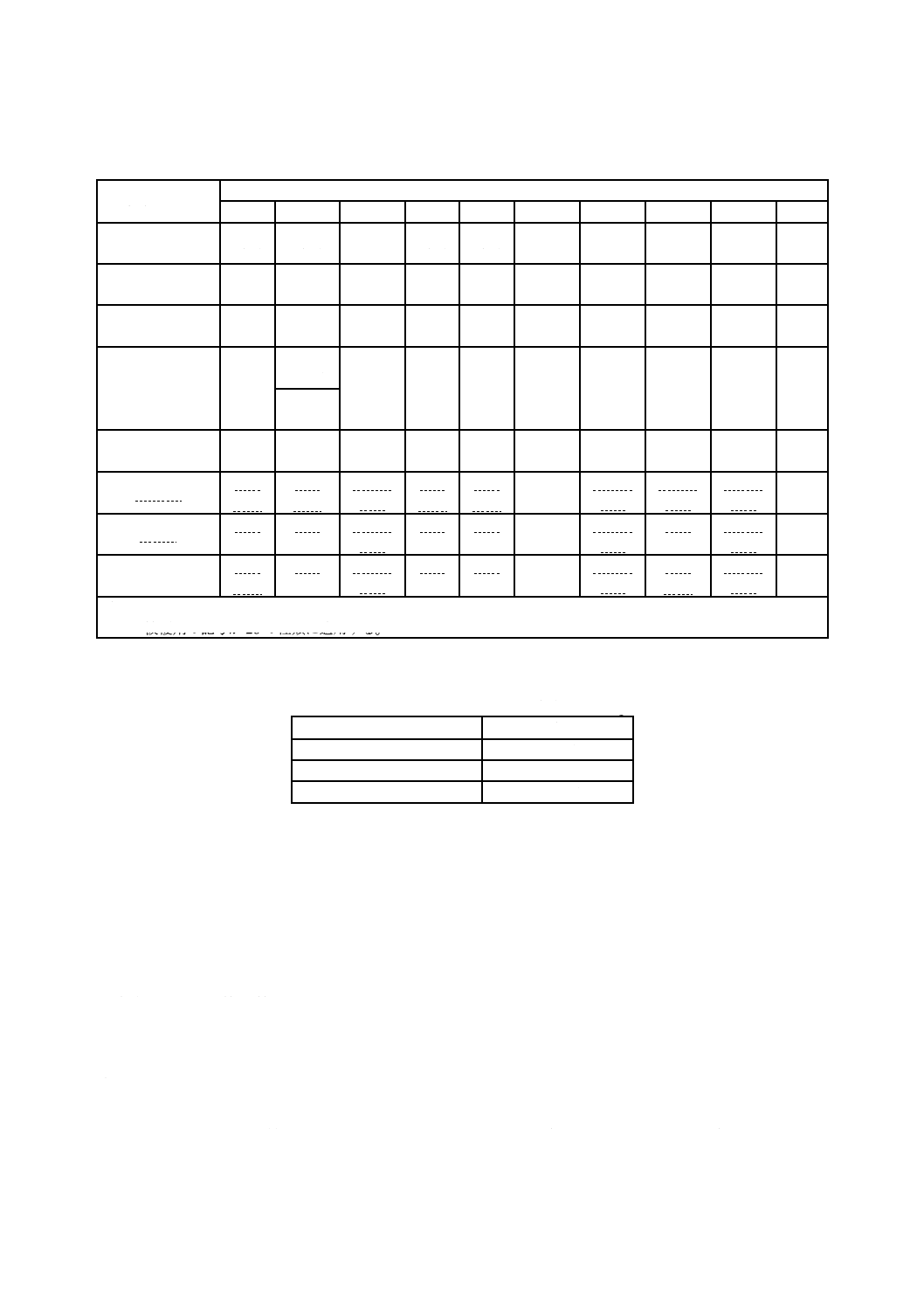
表4−溶着金属の化学成分
単位 %(質量分率)
溶着金属の
化学成分の記号
化学成分
C
Si
Mn
P
S
Cu
Ni
Cr
Mo
V
CC
0.12
以下
0.90
以下
0.30〜
1.40
0.03
以下
0.03
以下
0.20〜
0.60
−
0.30〜
0.70
−
−
NC
0.12
以下
0.90
以下
0.30〜
1.40
0.03
以下
0.03
以下
0.20〜
0.60
0.25〜
0.70
0.30
以下
−
−
NCC
0.12
以下
0.90
以下
0.30〜
1.40
0.03
以下
0.03
以下
0.30〜
0.70
0.05〜
0.45
0.45〜
0.75
−
−
NCC1
0.12
以下
0.35〜
0.80 a)
0.50〜
1.30
0.03
以下
0.03
以下
0.30〜
0.75
0.40〜
0.80
0.45〜
0.70
−
−
0.80
以下b)
NCC2
0.12
以下
0.40〜
0.70
0.40〜
0.70
0.025
以下
0.025
以下
0.30〜
0.60
0.20〜
0.40
0.15〜
0.30
−
0.08
以下
N5CM3
0.12
以下
0.80
以下
1.00〜
1.60
0.03
以下
0.03
以下
−
2.10〜
2.80
0.10〜
0.40
0.30〜
0.65
−
N5M4
0.12
以下
0.80
以下
1.40〜
2.00
0.03
以下
0.03
以下
−
2.10〜
2.80
1.20
以下
0.50〜
0.80
−
N9M3
0.12
以下
0.80
以下
1.00〜
1.80
0.03
以下
0.03
以下
−
4.20〜
5.00
1.20
以下
0.35〜
0.65
−
注a) 被覆剤の記号が03,16又は18の種類に適用する。
b) 被覆剤の記号が28の種類に適用する。
表5−溶着金属の水素量
単位 mL/溶着金属100 g
溶着金属の水素量の記号
水素量
H5
5以下
H10
10以下
H15
15以下
5
品質
5.1
溶接棒の寸法及びその許容差並びに製品の状態
溶接棒の寸法及びその許容差並びに製品の状態は,JIS Z 3200に適合しなければならない。
5.2
溶着金属の化学成分
溶着金属の化学成分は,6.2の方法によって分析試験を行ったとき,表4に適合しなければならない。
5.3
溶着金属の機械的性質
溶着金属の機械的性質は,次による。
a) 溶着金属の引張強さ,0.2 %耐力及び伸びは,6.3の方法によって引張試験を行ったとき,表2に適合
しなければならない。
b) 溶着金属のシャルピー吸収エネルギーの値は,6.3の方法によって衝撃試験を行ったとき,次による。
1) シャルピー吸収エネルギーレベルの記号が“記号なし”のときは,規定の試験温度以下で平均値が
27 J以上,かつ,最小値が20 J以上,かつ,少なくとも2個が27 J以上でなければならない。
2) シャルピー吸収エネルギーレベルの記号が“U”のときは,規定の試験温度以下で平均値が47 J以
5
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
上,かつ,最小値が32 J以上,かつ,少なくとも2個が47 J以上でなければならない。
5.4
溶接棒が適用できる溶接姿勢
溶接棒が適用できる溶接姿勢は,棒径によって異なってもよいが,6.4の方法によってすみ肉溶接試験を
行ったとき,表6の合格判定基準に適合しなければならない。
表6−すみ肉溶接試験の合格判定基準
単位 mm
すみ肉のサイズ
脚長差
膨らみ
4.0以下
1.0以下
2.0以下
4.5
1.5以下
5.0
2.0以下
5.5
6.0
2.5以下
6.5
7.0
3.0以下
2.5以下
7.5
8.0
8.5
3.5以下
9.0以上
4.0以下
5.5
溶着金属の水素量
溶着金属の水素量によって区分する場合,溶着金属の水素量は,6.5の方法によって水素量試験を行った
とき,表5に適合しなければならない。
なお,製造業者は,表5の水素量の規定を満たすのに適した再乾燥条件についての情報を提供しなけれ
ばならない。
6
試験方法
6.1
ロットの決め方
溶接棒のロットの決め方は,JIS Z 3423による。
6.2
溶着金属の分析試験
溶着金属の分析試験は,次による。
a) 試験は,全ての棒径で行う。
b) 溶着金属の分析試料の採取方法は,次のいずれかによる。
1) JIS Z 3184による。
2) 6.3で作製する試験材の引張試験片平行部該当位置から採取する。
3) 6.3の引張試験によって破断した引張試験片残材の平行部該当位置から採取する。
c) 溶着金属の分析方法は,JIS G 0321の箇条5(分析方法)の方法又はそれに対応するISO規格の分析
方法による。
6.3
溶着金属の引張試験及び衝撃試験
溶着金属の引張試験及び衝撃試験は,次のa)〜f) を除き,JIS Z 3111による。
a) 試験板 試験板は,次による。
1) 形状 JIS Z 3111の記号1.3の試験板を使用する。ただし,棒径が4.0 mm未満の場合は,JIS Z 3111
6
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の記号1.0又は1.1の試験板を用いてもよい。
2) 材質 試験板の材質は,表7の鋼材又は試験溶接棒の溶着金属と同等の化学成分をもつ鋼材でなけ
ればならない。ただし,JIS Z 3111によってバタリングを行う場合は,表7以外の鋼材を試験板と
して用いてもよい。
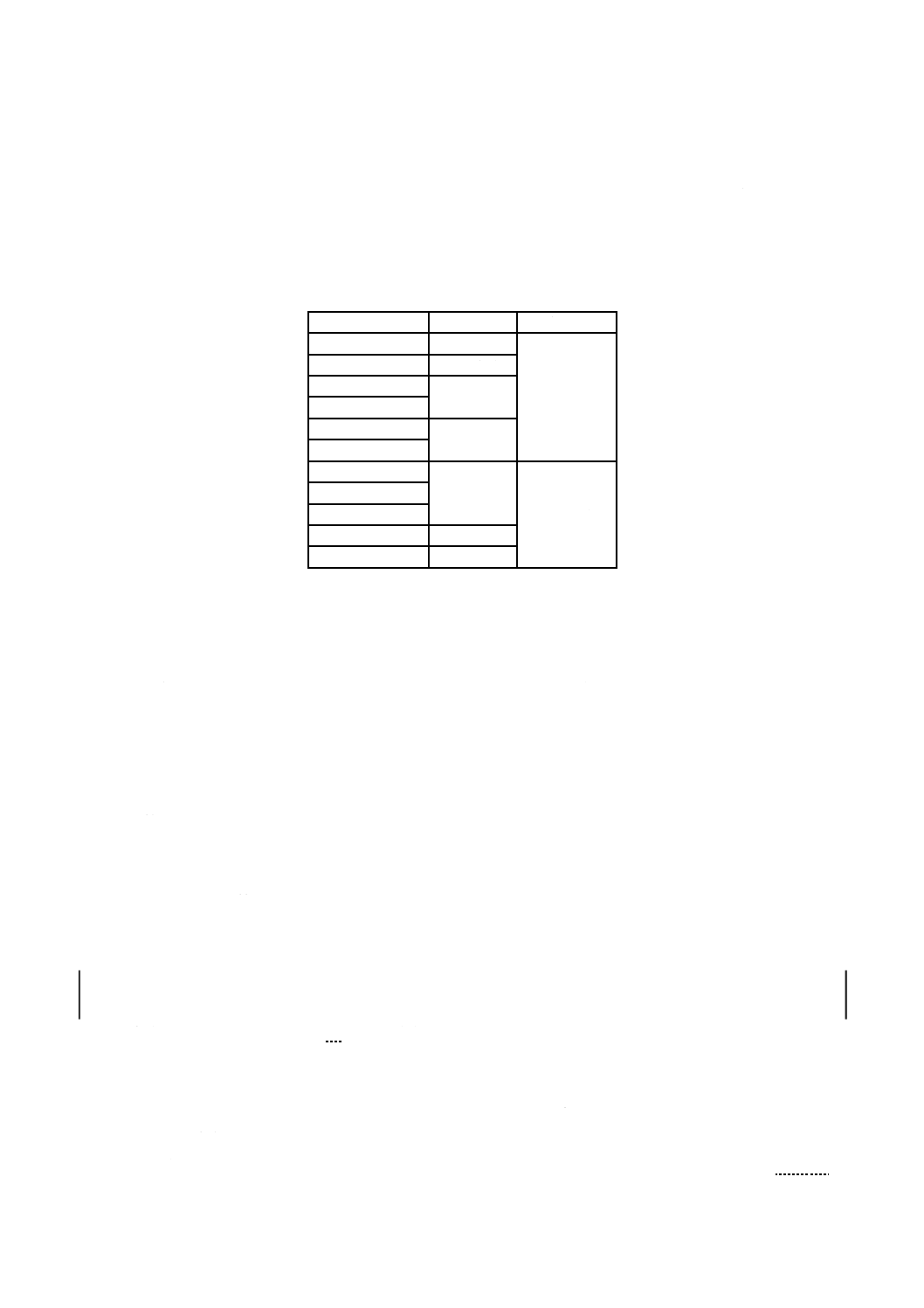
表7−試験板の材質
溶着金属の引張
特性の記号
溶着金属の
化学成分の記号
試験板の材質
49
CC
JIS G 3114のSMA490AP,SMA490BP又はSMA490CP
49
NC,NCC,NCC1,NCC2 JIS G 3114のSMA490AW,SMA490BW若しくはSMA490CW又は
JIS G 3140のSBHS400W
49J
NCC
57
CC
JIS G 3114のSMA570P
57
NC,NCC,NCC1
JIS G 3114のSMA570W又はJIS G 3140のSBHS500W
55,57J
NCC1
78J
N5CM3,N5M4,N9M3
JIS G 3140のSBHS700W
b) 試験を行う棒径 試験を行う棒径は,全ての棒径を代表して4.0 mmとする。ただし,4.0 mmを製造
していない場合は,製造している中で4.0 mmに最も近い棒径で試験を行う。
c) 溶接条件 溶接条件は,次による。
1) 溶接電流の値は,製造業者が推奨する電流範囲の最大値の70 %〜90 %とする。
2) 溶接電流の種類は,交流とする。
3) 層数は,7層〜9層とし,各層は2パスとするが,最終の2層は3パスでもよい。溶接方向は,各パ
ス内で変更してはならない。ただし,棒径が4.0 mm以外の場合は,製造業者が推奨する層数によ
る。
4) 試験板の溶接における予熱温度及びパス間温度は,90 ℃〜110 ℃とする。
d) 溶接後熱処理 溶接後熱処理の有無の記号が,“A”の場合は溶接のままで,“P”の場合は溶接後熱処
理を行って試験を行う。また,“AP”の場合は,溶接のまま及び溶接後熱処理を行ったものの両方に
ついて試験を行う。溶接後熱処理の条件は,次による。
1) 熱処理温度は,605 ℃〜635 ℃とする。
2) 保持時間は,60 min〜75 minとする。
3) 300 ℃以上の温度域での加熱速度は,85 ℃/h〜275 ℃/hとし,冷却速度は200 ℃/h以下とする。
4) 300 ℃未満の温度域での冷却は,炉冷又は静止大気中での空冷とする。
e) 引張試験片 引張試験片は,JIS Z 3111のA0号試験片とする。また,引張試験用の試験材又は引張試
験片には,JIS Z 3111の6.(試験片の作製)の範囲内で,製造業者が推奨する条件で水素除去の加熱
を行う。
なお,この水素除去の加熱は,95 ℃〜105 ℃で16 h〜24 hとしてもよい。
f)
衝撃試験片 衝撃試験片の採取個数及び評価する試験結果は,次による。
1) シャルピー吸収エネルギーレベルの記号が“記号なし”のときは,衝撃試験片の採取個数を5個と
し,5個の試験結果から最大値と最小値を除いた3個を評価する。
2) シャルピー吸収エネルギーレベルの記号が“U”のときは,衝撃試験片の採取個数を3個とし,3
個の試験結果を評価する。
7
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4
すみ肉溶接試験
すみ肉溶接試験は,次のa)〜g) を除き,JIS Z 3181による。
a) 試験板の材質は,次の1)〜3) のいずれかとする。
1) JIS G 3101のSS400
2) JIS G 3106のSM400A〜SM400C又はSM490A〜SM490C
3) 炭素含有量が0.30 %(質量分率)以下の非合金鋼
b) 試験板の幅は,75 mm以上とする。また,試験板の呼び厚さは,10 mm〜12 mmとする。
c) 電流の種類は,交流とする。
d) 溶接電流及び運棒方法は,製造業者の推奨による。
e) 溶接は,試験板の片側とし,繰返し数は,1回とする。
f)
すみ肉溶接試験の試験条件は,表8とする。
g) すみ肉溶接試験の合格判定基準は,表6とする。
表8−すみ肉溶接試験の試験条件
単位 mm
被覆剤の記号
棒径a)
溶接姿勢
試験板長さ
すみ肉のサイズ
03
5.0
PF及びPD
300以上
10.0以下
6.0
PB
400以上
8.0以上
16
4.0
PF及びPD
300以上
8.0以下
6.0
PB
400以上
8.0以上
18
4.0
PF及びPD
300以上
8.0以下
6.0
PB
400以上
8.0以上
28
6.0
PB
400以上b)
8.0以上
注a) 溶接姿勢ごとに,製造業者の推奨棒径の最大径がこの表の棒径よりも小さい場合は,推奨棒径の最大棒
径によって試験を行い,すみ肉のサイズの規定値を,推奨棒径の最大径と規定棒径との間で比例配分し
て補正する。この場合を除いて,規定していない棒径での試験は行わない。
b) 棒長700 mm以上の場合は,試験板長さは650 mm以上とする。
6.5
溶着金属の水素量試験
溶着金属の水素量試験は,次のa) 及びb) を除き,JIS Z 3118による。
a) 試験を行う棒径は,6.3 b) による。
b) 溶接電流の値及び種類は,6.3 c) による。
7
検査方法
検査方法は,次による。
a) 溶接棒の検査項目は,JIS Z 3423の試験スケジュールによる。
b) 検査は,溶接棒のロットごとに,JIS Z 3423による試験スケジュールに従い,箇条6によって試験し,
該当する箇条5に適合しなければならない。
c) 試験スケジュールに従い,箇条6によって実施した分析試験,引張試験,衝撃試験,すみ肉溶接試験
及び水素量試験のいずれかの試験結果が,箇条5に適合しなかった場合には,適合しなかった全ての
試験について倍数の再試験を行い,そのいずれの試験結果も規定に適合しなければならない。この場
合の再試験のための試験片は,当初の試験材の残材から採取するか,又は新たな試験板を用いて作製
8
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
した試験材から採取する。また,分析試験において,当初の試験結果が規定に適合した成分は,再試
験を行わなくてもよい。
d) 試験片の作製から試験の実施を通して正規の手続を行っていない試験を含み,試験結果が合否の判定
に供し得ないようなことが生じるおそれがある場合には,試験の進行状況又は結果のいかんにかかわ
らず無効とする。無効となった試験は,正規の手続に従って繰り返されなければならない。
なお,この場合は,c) の再試験の対象とはしない。
8
製品の呼び方
製品の呼び方は,溶接棒の種類,棒径及び長さによる。
例1 E4916 ‒ NCC A − 4.0 − 400
溶接棒の種類 棒径 長さ
49:溶着金属の引張強さが490 MPa以上
16:被覆剤が低水素系であって,全姿勢溶接に適している。
NCC:溶着金属の主要化学成分
A:溶接後熱処理が溶接のまま
例2 E5728 ‒ CC P U H10 − 5.0 − 400
溶接棒の種類 棒径 長さ
57:溶着金属の引張強さが570 MPa以上
28:被覆剤が鉄粉低水素系であって,下向,水平すみ肉及び横向溶接に適している。
CC:溶着金属の主要化学成分
P:溶接後熱処理あり
U:シャルピー吸収エネルギーレベルが47 J
追加記号
H10:溶着金属の水素量(単位:mL/溶着金属100 g)が10以下
9
包装
包装は,JIS Z 3200による。
10 表示
10.1 製品の表示
製品の表示は,JIS Z 3200による。
10.2 包装の表示
包装の表示は,JIS Z 3200による。
9
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 3214:2012 耐候性鋼用被覆アーク溶接棒
ISO 2560:2009 Welding consumables−Covered electrodes for manual metal arc
welding of non-alloy and fine grain steels−Classification
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
対応国際規格の
System Bのうち,耐
候性鋼用被覆アー
ク溶接棒を採用。
1
EN 499に該当する部分
(System A)とSystem B
とを規定
削除
JISは,System Bの耐候性鋼用
被覆アーク溶接棒を規定した。
対応国際規格のうち耐候性鋼用
被覆アーク溶接棒以外のものは,
JIS Z 3211で対応した。
なお,System Aは,耐候性鋼用被
覆アーク溶接棒を規定していな
い。
2 引用規
格
3 用語及
び定義
JIS Z 3001-1及び
JIS Z 3001-2を引用
−
−
追加
JISでは,専門用語及び定義の
規格の引用を記載した。
4 種類及
び記号の
付け方
溶接棒の種類及び
記号の付け方を規
定
3
溶接棒の種類及び記号の
付け方を規定
削除
JISでは,対応国際規格のうち,
耐候性鋼用のNC,CC,NCC,
NCC1及びNCC2だけを採用し
た。
箇条1(適用範囲)による。
変更
衝撃試験温度を−5 ℃に変更
した。
JISでは,国内で使用されている
570 MPa級耐候性鋼材の衝撃試験
温度の規定に合わせた。
2
Z
3
2
1
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 種類及
び記号の
付け方
(続き)
追加
溶着金属の引張特性に49J,57J
及び78Jの3種類を,また,溶
着金属の化学成分にN5CM3,
N5M4及びN9M3の3種類を追
加した。
JISでは,国内で使用されている
高降伏点耐候性鋼材の引張特性
の規定に整合させた。
5 品質
5,6,7
種類ごとの溶着金属の化
学成分及び機械的性質,
並びに適用できる溶接姿
勢を規定
削除
変更
追加
箇条4に記載
箇条4に記載
6 試験方
法
6.2 溶着
金属の分
析試験
分析試験を規定。
6
4.0 mmだけを規定
追加
JISでは全ての棒径で分析試験
を行うとした。
対応国際規格で示唆されている
ので,JISでは規定した。
分析試料の作製は,適切
な方法であればよいが,
疑義ある場合はISO 6847
とすると規定
選択
JISでは,選択できる適切な方
法として,マルチパス溶接の試
験材,又はそれから作製する引
張試験片の残材を規定した。
JISでは国内で使用されている方
法を規定した。
分析方法は,適切な方法
であればよいが,疑義あ
る場合は確立され公開さ
れている方法とすると規
定
選択
JISでは,選択できる適切な方
法として,JIS G 0321に規定さ
れている方法とした。
2
Z
3
2
1
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6.3 溶着
金属の引
張試験及
び衝撃試
験
4.0 mm以外の試験
棒径及びその溶接
条件を規定
5
4.0 mmだけを規定
選択
JISでは,4.0 mm未満の径の場
合は,それに適した試験板の形
状を選択できるとした。
対応国際規格で示唆されている
ので,JISでは規定した。
追加
JISでは4.0 mmを製造してい
ない場合は4.0 mmに最も近い
棒径で機械的性質の試験を行
うとし,その溶接条件は製造業
者の推奨条件とするとした。
引張試験用の試験
材又は引張試験片
に,製造業者が推奨
する条件で水素除
去の加熱を行うと
規定
5
250 ℃以下,16時間以内
の加熱を行ってもよい。
追加
JISでは,製造業者の推奨によ
る条件で水素除去の加熱を行
うとした。
水素が試験結果に影響を与える
種類があるので規定した。
選択
加熱を95 ℃〜105 ℃で16 h〜
24 hとしてもよいとした。
国内で使用されている方法を規
定した。
6.4 すみ
肉溶接試
験
試験板の呼び厚さ
を規定
7B
種類及び棒径ごとに,10
mm又は12 mmと規定
選択
JISでは,全て10 mm〜12 mm
とした。
技術的な差異はない。
電流の種類を規定
7B
交流及び直流棒プラスと
規定
削除
JISでは,交流だけとした。
アークが不安定となる交流で試
験すれば十分であり,技術的な差
異はない。
6.5 溶着
金属の水
素量試験
4.0 mm以外の試験
棒径及びその溶接
条件を規定
4.9
4.0 mmだけを規定
追加
JISでは4.0 mmを製造してい
ない場合は4.0 mmに最も近い
棒径で試験を行うとした。
日本において重要な管理項目と
なる場合があるため,JISでは規
定した。
7 検査方
法
9
一致
−
8 製品の
呼び方
製品の呼び方を規
定
−
−
追加
JISでは,棒径及び長さを含む
場合の呼び方も規定した。
国内での使用実態によって,旧規
格のとおりとした。
9 包装
10
一致
−
10 表示
10
一致
2
Z
3
2
1
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。

12
Z 3214:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 2560:2009,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
Z
3
2
1
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。