Z 3201 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が改正した日
本工業規格である。これによって,JIS Z 3201 : 1990は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
今回の改正では,国際規格との整合を図るため,ISO 636 : 1989 Bare solid filler rods for oxy-acetylene and
tungsten inert gas arc (TIG) welding, depositing an unalloyed or low alloyed steel−Codeficationを基礎として用
いた。また,寸法,許容差,製品の状態,表示及び包装について規定したJIS Z 3200の制定に伴い,これ
を引用規格として用いた。
JIS Z 3201には,次に示す附属書がある。
附属書(規定) 国際規格に基づく分類
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3201 : 2001
軟鋼用ガス溶加棒
Gas welding rods for mild steel
序文 この規格は,軟鋼などの溶接に使用するガス溶接用の溶加棒について規定したもので,1954年に制
定された。その後,数次にわたり改正されたが,基本的な部分の変更はなく,材料を溶着金属の引張強さ
と伸びによって区分している。一方,今回の改正によって附属書に取り入れたISO 636は,化学成分だけ
によって材料を区分している。JISの国際整合化に当たり,従来規格の根本的な変更は製造業者及び使用
者に多大な不都合を生じることになることが予想されるため,段階的に国際規格に整合していくこととし
た。この規格では,ISO 636の規定するガス溶接用の溶加棒の分類方法を翻訳し,附属書として取り入れ
た。この結果,この規格において2種類の材料種類区分方法が規定されている。いずれの種類区分方法を
使用するかについては,受渡当事者間の協定によるものとするが,将来的には国際規格の規定内容に合わ
せていくこととする。本来,材料の種類は,1品目に対して1種類が原則であるが,この規格を適用する
材料に関しては,暫定的に本体に規定する種類と附属書を適用する種類との2種類に区分する。
1. 適用範囲 この規格は,軟鋼などの溶接に使用するガス溶接用溶加棒(以下,溶加棒という。)につい
て規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 636 : 1989, Bare solid filler rods for oxy-acetylene and tungsten inert gas arc (TIG) welding,
depositing an unanoyed or low alloyed steel−Codification
2. 引用規格 付表1に示す規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの引用規格は,その最新版(追補を含む。)を適用する。
3. 種類 溶加棒の種類は,溶着金属の引張強さ及び伸びによって区分し,表1のとおりとする。
なお,種類は,受渡当事者間の協定によって附属書の2.を適用してもよい。
表1 溶加棒の種類
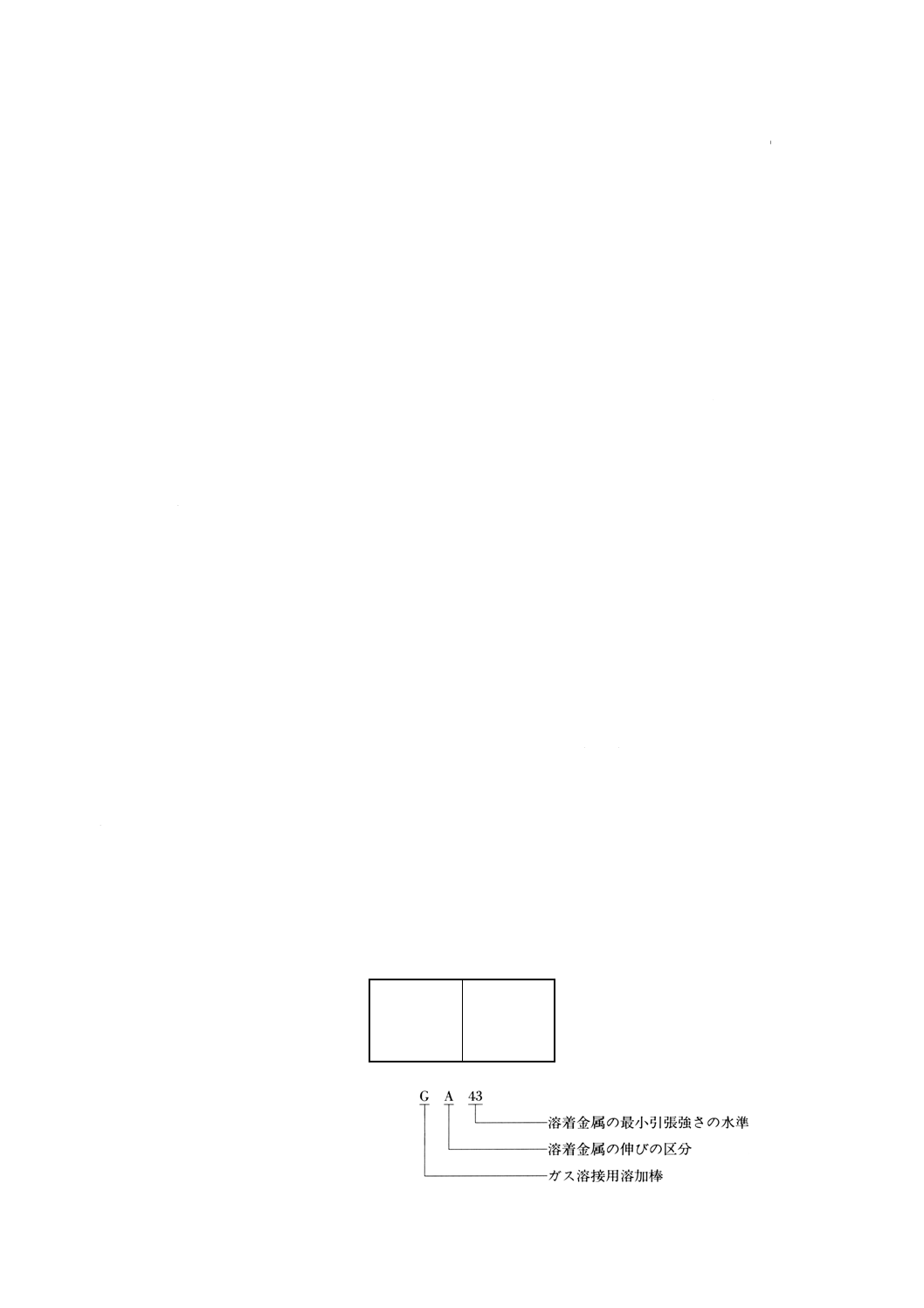
GA46
GB46
GA43
GB43
GA35
GB35
GB32
備考 種類の記号の付け方は,次の例による。
例
2
Z 3201 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 品質
備考 品質は,受渡当事者間の協定によって附属書の3.を適用してもよい。
4.1
外観 溶加棒の外観は,JIS Z 3200の3.(製品の状態)による。
4.2
化学成分 溶加棒の化学成分は,6.2の方法によって試験を行ったとき,表2に適合しなければなら
ない。
表2 溶加棒の化学成分
単位 %
P
S
Cu(1)
0.040以下
0.040以下
0.30以下
注(1) 銅めっきが施されている場合
は,めっきの銅を含む。
4.3
機械的性質 溶着金属の引張強さ及び伸びは,6.3の方法によって試験を行ったとき,表3に適合し
なければならない。
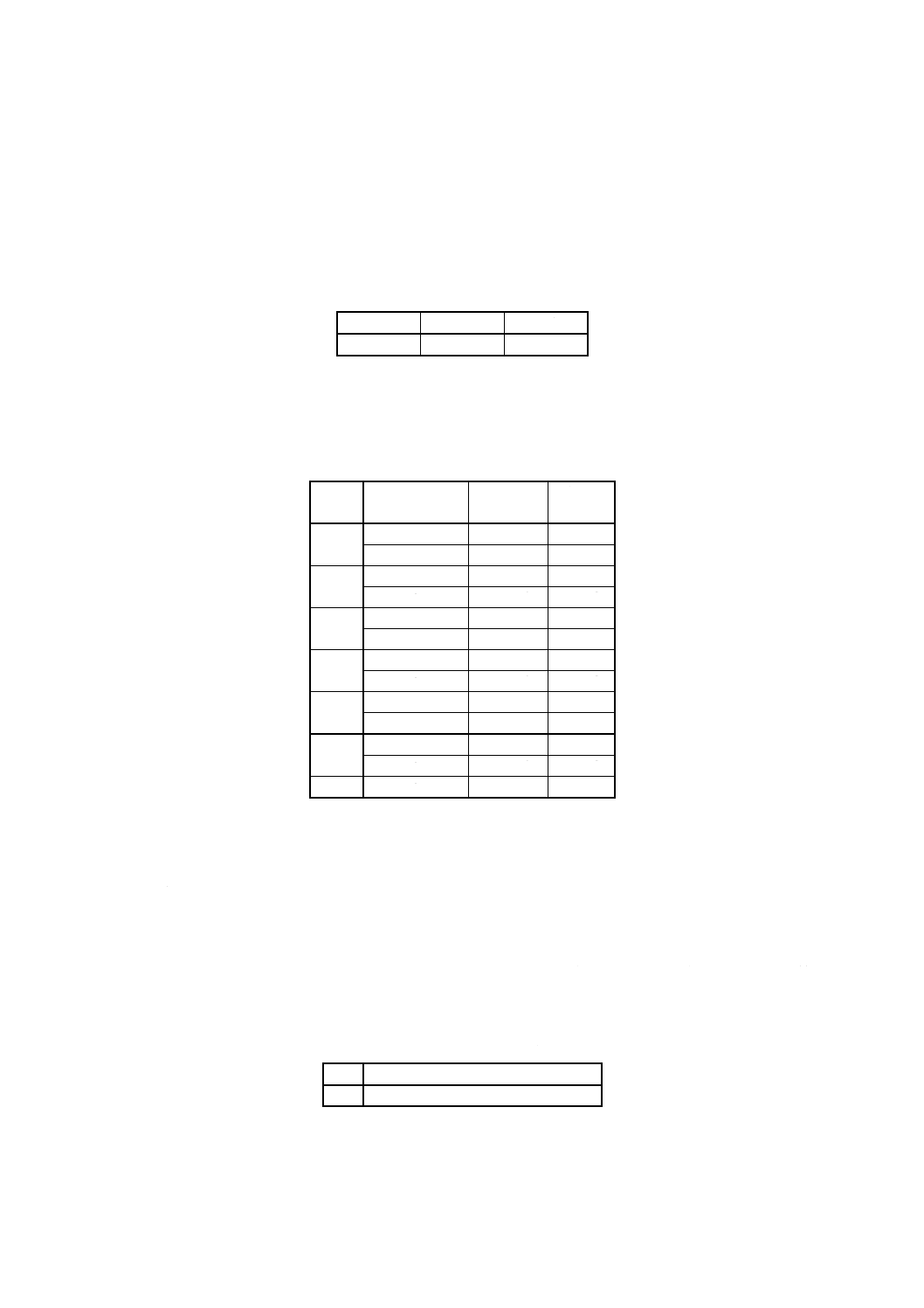
表3 溶着金属の機械的性質
種類
試験片の処理
引張強さ
N/mm2
伸び
%
GA46
P
450以上
20以上
A
500以上
17以上
GA43
P
420以上
25以上
A
430以上
20以上
GA35
P
340以上
28以上
A
360以上
23以上
GB46
P
450以上
18以上
A
500以上
15以上
GB43
P
420以上
20以上
A
430以上
15以上
GB35
P
340以上
20以上
A
360以上
15以上
GB32
A
310以上
15以上
備考 試験片の処理に用いた記号は,次のこと
を意味する。
P:溶接後熱処理を施すもの
A:溶接のまま
4.4
曲げ性能 溶接継手の曲げ性能は,6.4の方法によって試験を行ったとき,曲げられた外面において,
いかなる方向にも長さ3.0mmを超える割れ,又は有害と認められる欠陥があってはならない。
5. 寸法及び許容差 溶加棒の寸法及び許容差は,JIS Z 3200の2.(寸法及び許容差)による。代表的な
溶加棒の寸法は,表4に示す。
表4 代表的な溶加棒の寸法
単位 mm
径 1.0,1.6,2.0,2.6,3.2,4.0,5.0,6.0
長さ 1 000
6. 試験
3
Z 3201 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 試験は,受渡当事者間の協定によって附属書の4.を適用してもよい。
6.1
試験一般
6.1.1
試験板 溶加棒の試験に使用する試験板は,JIS G 3101のSS400,JIS G 3106のSM400A〜C又は
これらと同等の引張強さ及び化学成分の圧延鋼材でなければならない。
6.1.2
ガス 溶加棒の試験に使用するガスは,JIS K 1902及びJIS K 1101に適合するものとする。
6.1.3
試験用溶加棒 溶加棒の分析試験,溶着金属の引張試験及び溶接継手の曲げ試験を行う溶加棒の径
は,すべての径を代表して2.6mm,3.2mm又は4.0mmで行う。ただし,これらの径を製造しない場合は,
これらの径に近い径で代表して行ってもよい。
6.2
分析試験 溶加棒の分析試験は,次のいずれかによる。
JIS G 1201,JIS G 1204,JIS G 1214,JIS G 1215,JIS G 1219,JIS G 1253,JIS G 1256,
JIS G 1257,JIS G 1258,JIS Z 2611
6.3
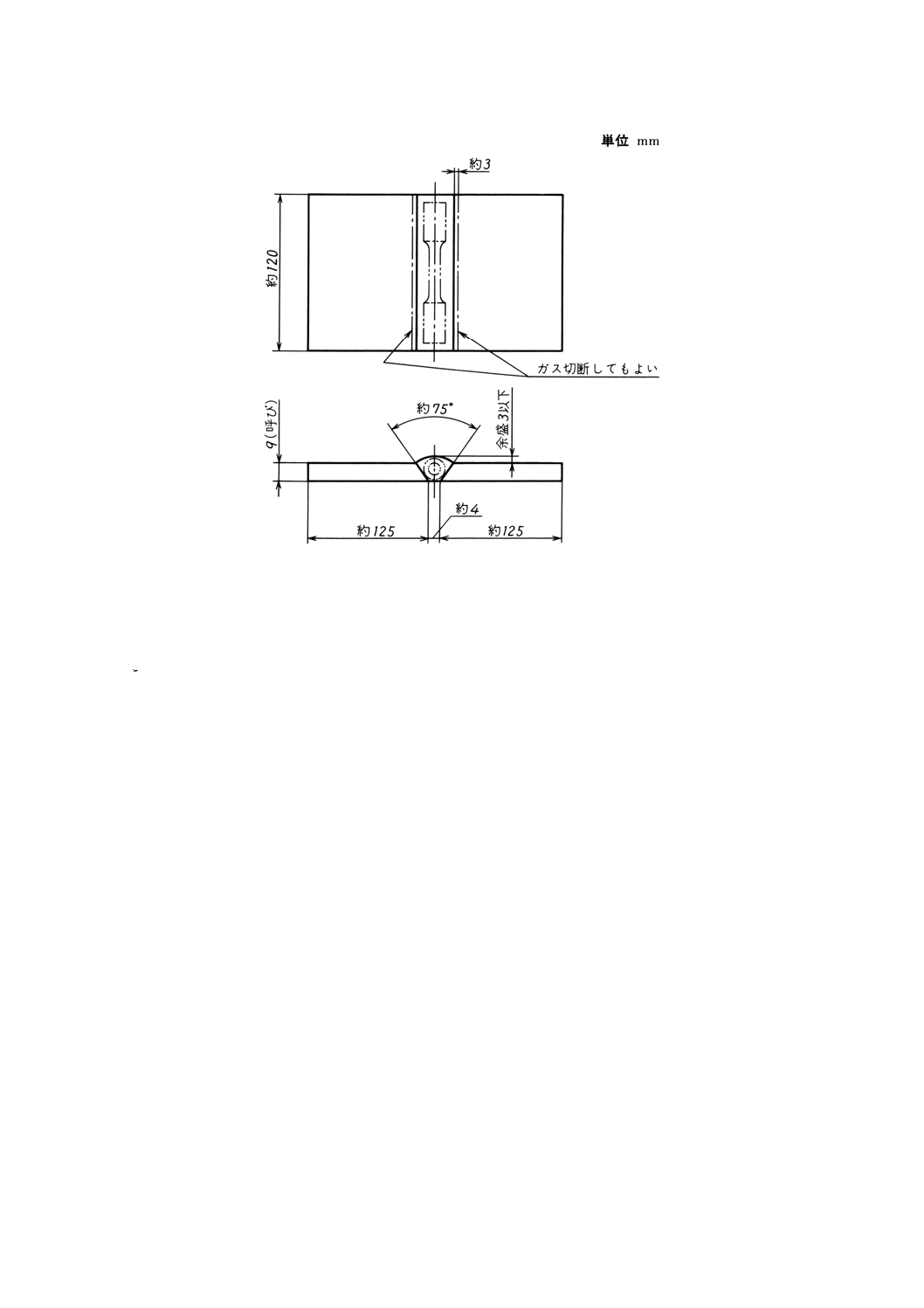
溶着金属の引張試験 溶着金属の引張試験は,次による。
a) 試験材の寸法は,図1による。裏当て金を用いる場合は,幅約25mm,厚さは6mm以下とする。
b) 試験板は,GB32については1枚,GB32以外の溶加棒については2枚作製する。
c) 試験板は,溶接後の角変形が5度以上にならないように,あらかじめ拘束を行うか,又は逆ひずみを
与えておかなければならない。
d) 試験板は,開先のタック溶接を行った後,溶接に使うときと同じ炎で継手の両側を約3分間予熱する。
e) 溶接は,下向姿勢とし,後進溶接で行う。
f)
試験板は,最大6層で溶接し,各層の厚さは5mm以下とする。
g) 各層の溶接を終了するごとに,試験板を少なくとも10分間,静止大気中で冷却しなければならない。
h) 最後の層の溶接が終わった後,試験材を静止大気中で冷却する。
i)
GB32以外の溶加棒によって溶接を終わった試験材2枚のうち,その一方を次の要領に従って溶接後
熱処理を行う。試験材は適切な炉で625±25℃に30分保つ。冷却は炉中で行い,250℃以下に達した
とき炉から取り出す。
j)
試験片は,JIS Z 3111のA2号試験片とする。
k) 引張試験方法は,JIS Z 2241による。
4
Z 3201 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 試験材の寸法及び試験片の採取位置
6.4
溶接継手の曲げ試験 溶接継手の曲げ試験は,次による。
なお,a)〜g)以外の項目については,JIS Z 3122による。
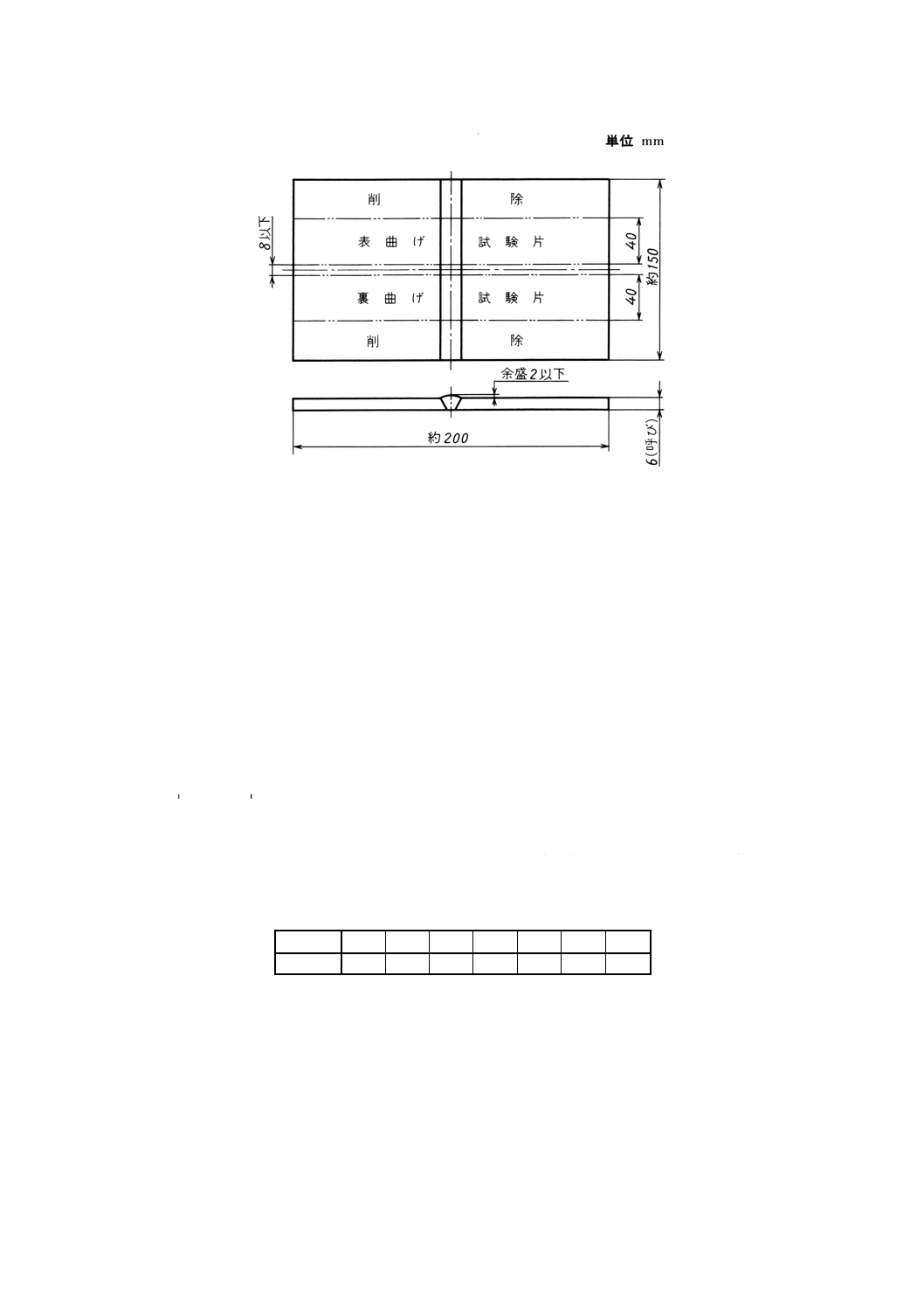
a) 試験材の寸法は,図2による。開先のタック溶接を必要とする場合は,試験板の両端の削除部分に行
う。
b) 試験板の開先角度は60度とし,ルート間隔は使用溶加棒の径以下とする。
c) 試験板は,溶接後の角変形が5度以上にならないように,あらかじめ拘束を行うか,又は逆ひずみを
与えておかなければならない。
d) 溶接は,下向姿勢とし,後進溶接で行う。
e) 試験片は,JIS Z 3122の板の表曲げ及び裏曲げ試験片とする。
f)
試験材及び試験片の溶接後熱処理は,行ってはならない。
g) 試験方法は,JIS Z 3122の型曲げ試験又はローラ曲げ試験とし,曲げ半径は13mmとする。
5
Z 3201 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 試験材の寸法及び試験片の採取位置
7. 検査 検査は,次による。
a) 溶加棒は,品質及び寸法が4.及び5.の規定に適合しなければならない。
b) 溶加棒は,溶着金属引張試験及び溶接継手の曲げ試験のうち,いずれか一つの試験の成績が不合格で
あった場合は,その試験について1回だけ再試験を行うことができ,その結果が規定に適合しなけれ
ばならない。
8. 包装 溶加棒の包装は,JIS Z 3200の5.(包装)による。
9. 製品の呼び方 製品の呼び方は,溶加棒の種類及び径による。
例 GA43 − 4.0
種類
径
10. 表示 溶加棒の表示は,JIS Z 3200の4.(表示)による。溶加棒は,1本ごとに,溶加棒の種類が見
分けられるように刻印するか,又は端面に表5に示す彩色を施さなければならない。
表5 溶加棒の彩色表示
種類
GA46 GA43 GA35 GB46 GB43 GB35 GB32
端面の色
赤
青
黄
白
黒
紫
緑
付表1 引用規格
JIS G 1201 鉄及び鋼の分析方法通則
JIS G 1204 鉄及び鋼のけい光X線分析方法通則
JIS G 1214 鉄及び鋼−りん定量方法
JIS G 1215 鉄及び鋼−硫黄定量方法
JIS G 1219 鉄及び鋼−銅定量方法
JIS G 1253 鉄及び鋼−スパーク放電発光分光分析方法
6
Z 3201 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 1256 鉄及び鋼−蛍光X線分析方法
JIS G 1257 鉄及び鋼−原子吸光分析方法
JIS G 1258 鉄及び鋼−誘導結合プラズマ発光分光分析方法
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS K 1101 酸素
JIS K 1902 溶解アセチレン
JIS Z 2241 金属材料引張試験方法
JIS Z 2611 金属材料の光電測光法による発光分光分析方法通則
JIS Z 3111 溶着金属の引張及び衝撃試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
7
Z 3201 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 国際規格に基づく分類
1. 適用範囲 この附属書は,非合金鋼の溶着金属を得るガス溶接用溶加棒(以下,溶加棒という。)の国
際規格に基づく分類について規定する。
2. 種類 溶加棒の種類は,溶加棒の化学成分によって区分し,附属書表1のとおりとする。
附属書表1 溶加棒の種類
GI
GII
備考 種類の記号の付け方は,次の例による。
例
3. 品質
3.1
化学成分 溶加棒の化学成分は,附属書表2に適合しなければならない。
附属書表2 溶加棒の化学成分(1)
単位 %
種類
C
Si
Mn
P
S
Cu(2)
Ni
Cr
Mo
GI
0.03〜0.13 0.02〜0.2
0.35〜0.65 0.03以下
0.025以下 0.15以下 0.15以下 0.15以下 0.15以下
GII
0.03〜0.2
0.05〜0.25 0.5 〜1.2
0.025以下
0.025以下 0.15以下 0.15以下 0.15以下 0.15以下
注(1) その他の元素の含有量は,次による。
− 合計が0.5%を超えてはならない。
− 個々の元素は0.3%を超えてはならない。
− Vは,0.1%を超えてはならない。
(2) 銅めっきが施されている場合であっても,めっきの銅を含めない。銅めっきを含める場合は,
0.3%を超えてはならない(溶加棒の径が1.6mm以上の場合)。
4. 分析試験 溶加棒の化学分析は,附属書表2に数値を規定した元素について行う。分析用試料の寸法
は,分析方法によって決めることとする。
なお,銅めっきを含めない銅量を分析するときは,初めにめっきを化学的又は機械的方法で除去してか
ら分析することとする。