2
Z3191:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
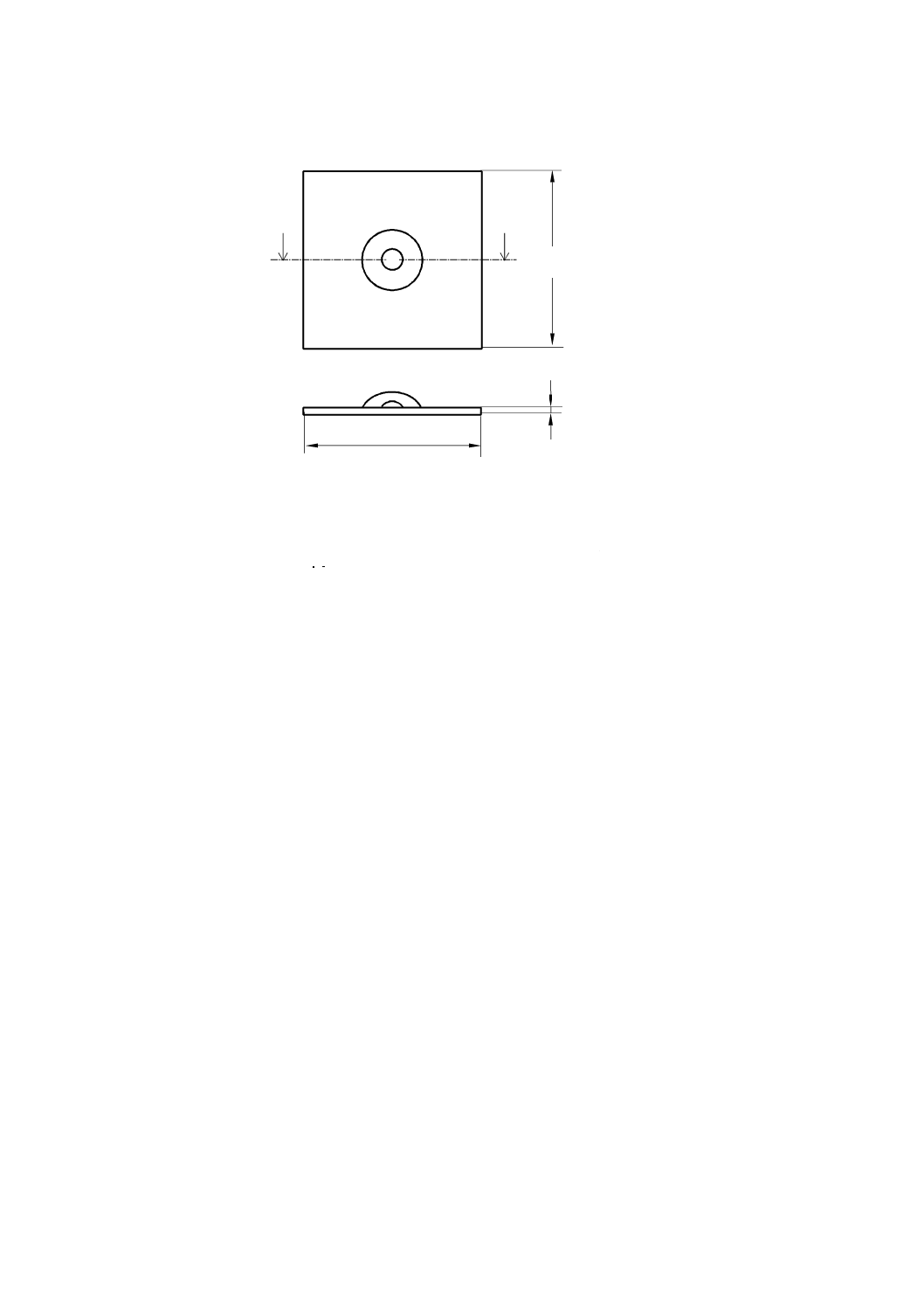
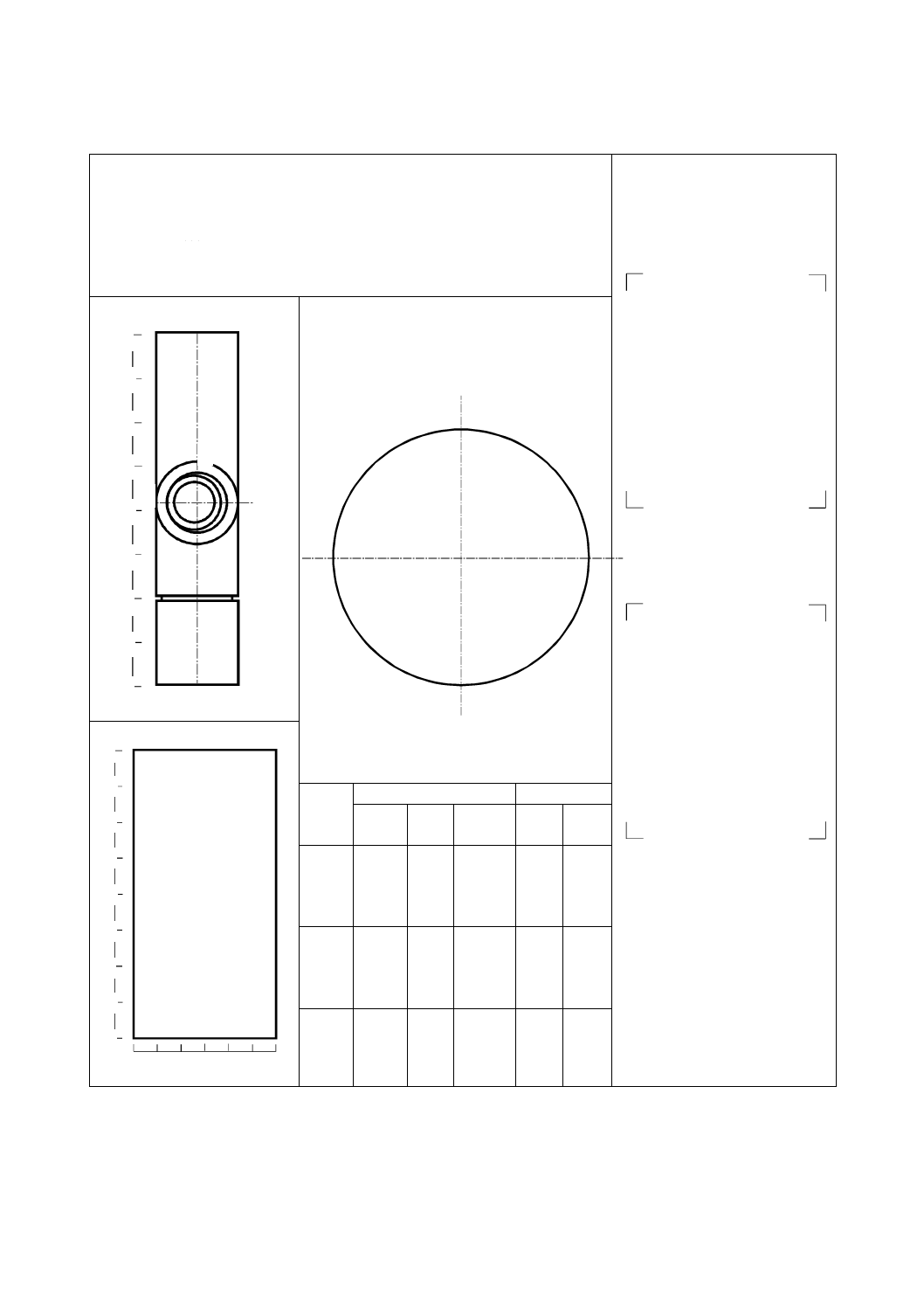
図 1 広がり試験に用いる試験片の形状及び寸法
A
A'
b
a
c
50
5
0
A−A'
2
a:フラックス
b:ろう
c:母材
単位:mm
Z3191:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が改正した日
本工業規格である。
これによって,JIS Z 3191:1963は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 5179:1983,Investigation of
brazeability using a varying gap test pieceを基礎として用いた。
JIS Z 3191には次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3191:2003
ろうのぬれ試験方法
Method of wetting test for brazing filler metals
序文 この規格は,1983年に第1版として発行されたISO 5179:1983,Investigation of brazeability using a
varying gap test pieceを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線及び点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は、ろうのぬれの状態を調べるために行う広がり試験及び間げきぬれ試験につい
て規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 5179:1983,Investigation of brazeability using a varying gap test piece (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3101 一般構造用圧延鋼材
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS H 3100 銅及び銅合金の板及び条
JIS Z 3001 溶接用語
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3001による。
4. 試験片 試験片の形状及び寸法は、広がり試験の場合、図1に、間げきぬれ試験の場合、図2による。
なお、間げきぬれ試験片の組付けは図3の要領によって行う。
2
Z3191:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 広がり試験に用いる試験片の形状及び寸法
A
A'
b
a
c
50
5
0
A−A'
2
a:フラックス
b:ろう
c:母材
単位:mm
3
Z3191:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
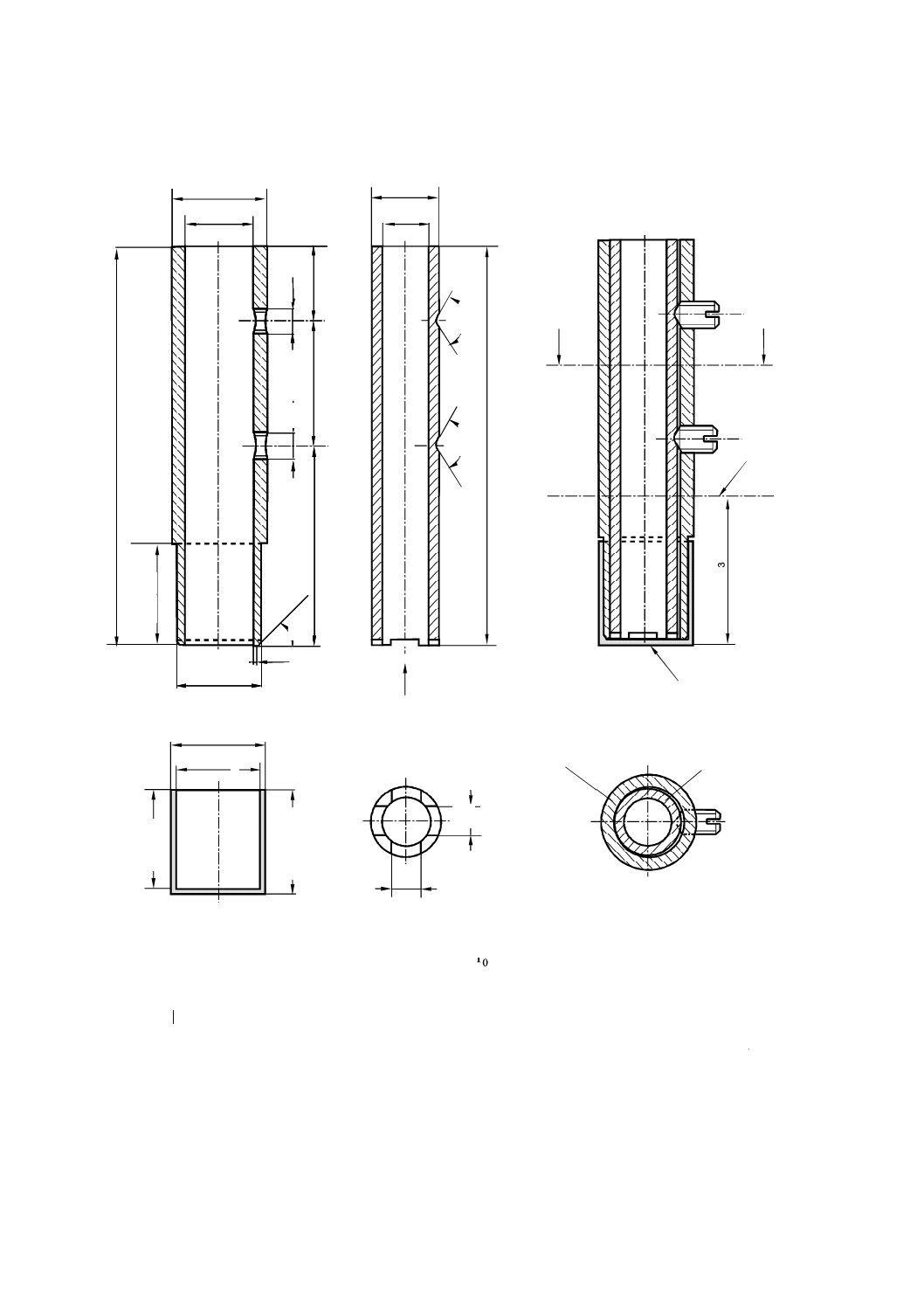
注(1) 内管B端部の四つの中心から同一で、高さ
05
.0
01+
、
幅6±0.05mmの直交したくぼみとする。
図 2 間げきぬれ試験に用いる 図 3 間げきぬれ試験による
試験片の形状及び寸法 試験片の組み付け要領
5. 試験材
6
6
φ19±0.1
φ17
0
+0.05
21
±
00
5
20
±0
05
X
X( )
25
±
0
.1
4
0±
0.
1
15
±
0.
1
φ17-0.05
外管A
φ13.5±0.02
φ9.5±0.1
80
±
0
.0
5
12
0°
12
0°
内管B
外管
内管
A
B
X−X
25
±
0
.1
4
0±
0.
1
15
±
0.
1
φ17-0.05
φ19±0.1
φ14±0.02
M
5
M
5
0
0.5±0.05
45°
φ14±0.02
M
5
M
5
0
0.5±0.05
45°
X
X
3
0
ろう及びフラックス
試験片
組織観察用
切断部
8
0±
0.
0
5
20
.5
±
0.
0
5
1
4
Z3191:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
母材 試験片に用いる母材には、JIS G 3101、JIS G 4304及びJIS H 3100に規定された金属材料の
うちから選ぶ。ただし、特に必要と認められる場合は他の金属材料を用いてもよい。いずれの場合も、表
面を清浄にしたものでなければならない。
5.2
ろう ろうは試験前に適切な洗浄を行う。使用するろうの量は、広がり試験の場合、約0.1g、間げ
きぬれ試験の場合は約10gとする。
なお、ろうの形状は、広がり試験の場合、特に規定しないが、結果を比較する場合はいずれも同一の形
状とする。
5.3
フラックス及び雰囲気 フラックスの種類は特に規定しないが、試験用のろう付適正温度において
活性となるものを選ばなければならない。フラックスの量は特に規定しないが、ろう付けに際してろう及
び試験片が酸化しない程度とする。
フラックスを用いない場合、加熱雰囲気は、真空、不活性ガス、還元性ガスなどとする。
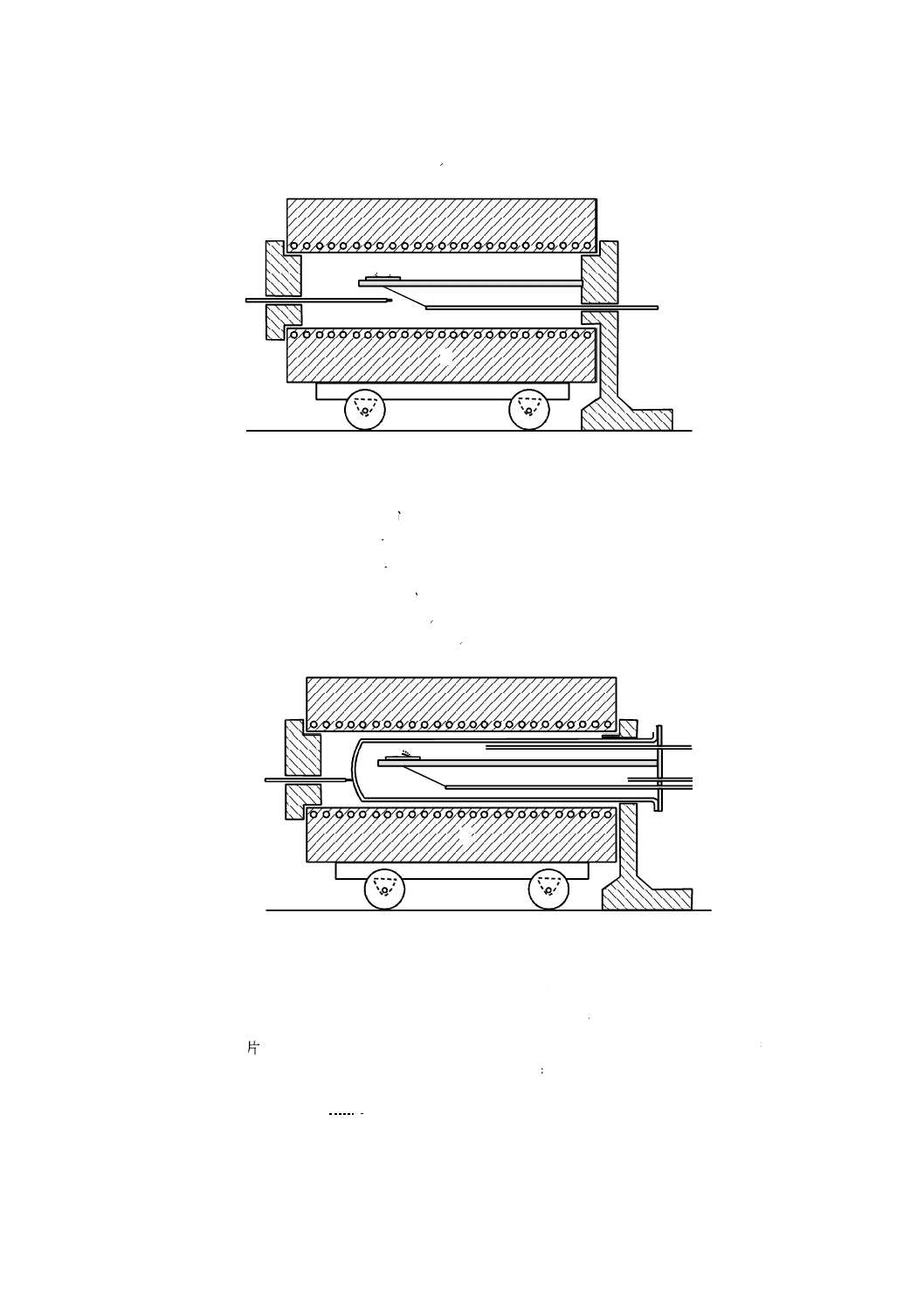
6. 加熱装置 広がり試験の加熱装置は、均熱部が十分に確保され、温度が記録でき、かつ、試験片が速
やかに所定の加熱温度になる電気炉を用いる。図4に、この場合の加熱装置の例を示す。間げきぬれ試験
の加熱方法は、トーチ加熱、電気炉加熱、高周波誘導加熱、赤外線加熱などとする。
5
Z3191:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに、F:電気炉 内径φ60×300
Z:試料受台
S:試験片
N:熱電対
D:くるま付台
R:移動用レール
ここに、F:電気炉 内径φ60×300 D:くるま付台
Z:試料受台 R:移動用レール
S:試験片 G:真空又は雰囲気ガス導入管及び排気管
N:熱電対 P:石英管
図 4 広がり試験による加熱装置の例
A(フラックスを用いる場合)
F
Z
S
N
N
D
R
B(真空又は雰囲気を用いる場合)
F
Z
S
N
N
D
R
G
G
P
6
Z3191:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 試験方法
7.1
広がり試験 広がり試験は、次による。
a) 加熱温度は、ろう付温度(2)とする。
b) 加熱時間は、試験片を受台に乗せ、所定の加熱温度に達してから30秒間とする。ただし、試験片の炉
内への出し入れは、速やかに行う。
c) 冷却後、広がり面積(3)を測定する。
注(2) ろう規格のろう付温度とする。
(3) 溶融したろうが母材上に広がった面積をいう。
7.2
間げきぬれ試験 間げきぬれ試験は、次による。
a) 加熱温度は、ろう付温度(2)とする。ろう付温度サイクルは、熱電対などによって測定し、記録する。
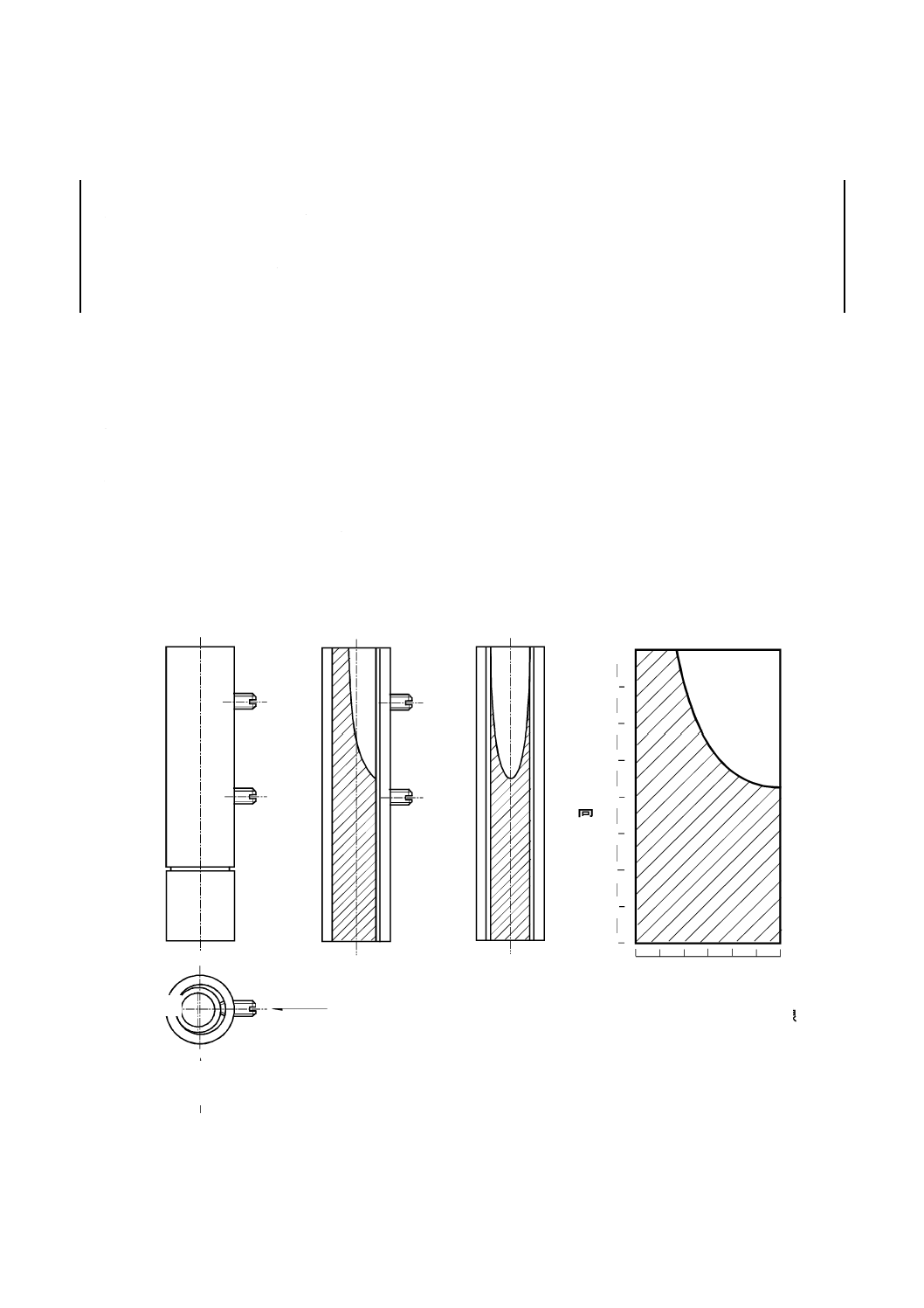
b) ろう付軸断面について二つ又はそれ以上の方向から図5に示す要領で放射線透過を行い、図6のよう
なグラフに展開して角度と上昇高さとの関係を求める。
c) 顕微鏡による組織の観察を、図3に示した下から30mm上の断面部で行う。さらに多くのデータを得
たい場合は、他の断面でも行う。組織観察によって、すき間へ浸透したろうの幅、ろう及び母材の合
金化、ろうの母材への粒界浸透などを求める。
図 6 グラフに展開したぬれ曲線
図 5 放射線透過撮影要領
0
90
180°
7
0
8cm
6
5
4
3
2
1
上
昇
高
さ
角度
180°軸1
軸
2
軸1に
平行方向
軸2に
平行方向
0°
7
Z3191:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 試験結果の記録
8.1
広がり試験 広がり試験では、次の事項を記録する。
a) 母材
b) 試験番号
c) ろうの種類、化学成分、液相線温度及び固相線温度
d) フラックスの種類
e) ろう付温度及び加熱方法
f)
広がり面積
8.2
間げきぬれ試験 間げきぬれ試験では、次の事項を記録する。必要に応じて図7に示す記録様式を
用いる。
a) 母材
b) 試験番号
c) ろうの種類、化学成分、液相線温度及び固相線温度
d) フラックスの種類
e) ろう付温度及び加熱方法
f)
目視観察結果
g) 放射線透過試験結果
h) ろう付部の硬さ分布
i)
組織観察結果
8
Z3191:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
母材:
試験番号:
ろうの種類及び化学成分:
液相線温度−固相線温度:
フラックスの種類:
ろう付温度:
加熱方法及び加熱雰囲気:
組織観察
位置F
位置D
目視観察
大きさと硬さ観察
放射線透過観察
位置
厚さμm
硬さHV
初期
すき間
ろう
厚さ
粒界浸透
母材
ろう
D
0
E
244
F
500
図 7 間げき試験結果記録様式の例
D
E
F
0
90
180°
7
0
8
6
5
4
3
2
1
7
0
8
6
5
4
3
2
1
D
E
F
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
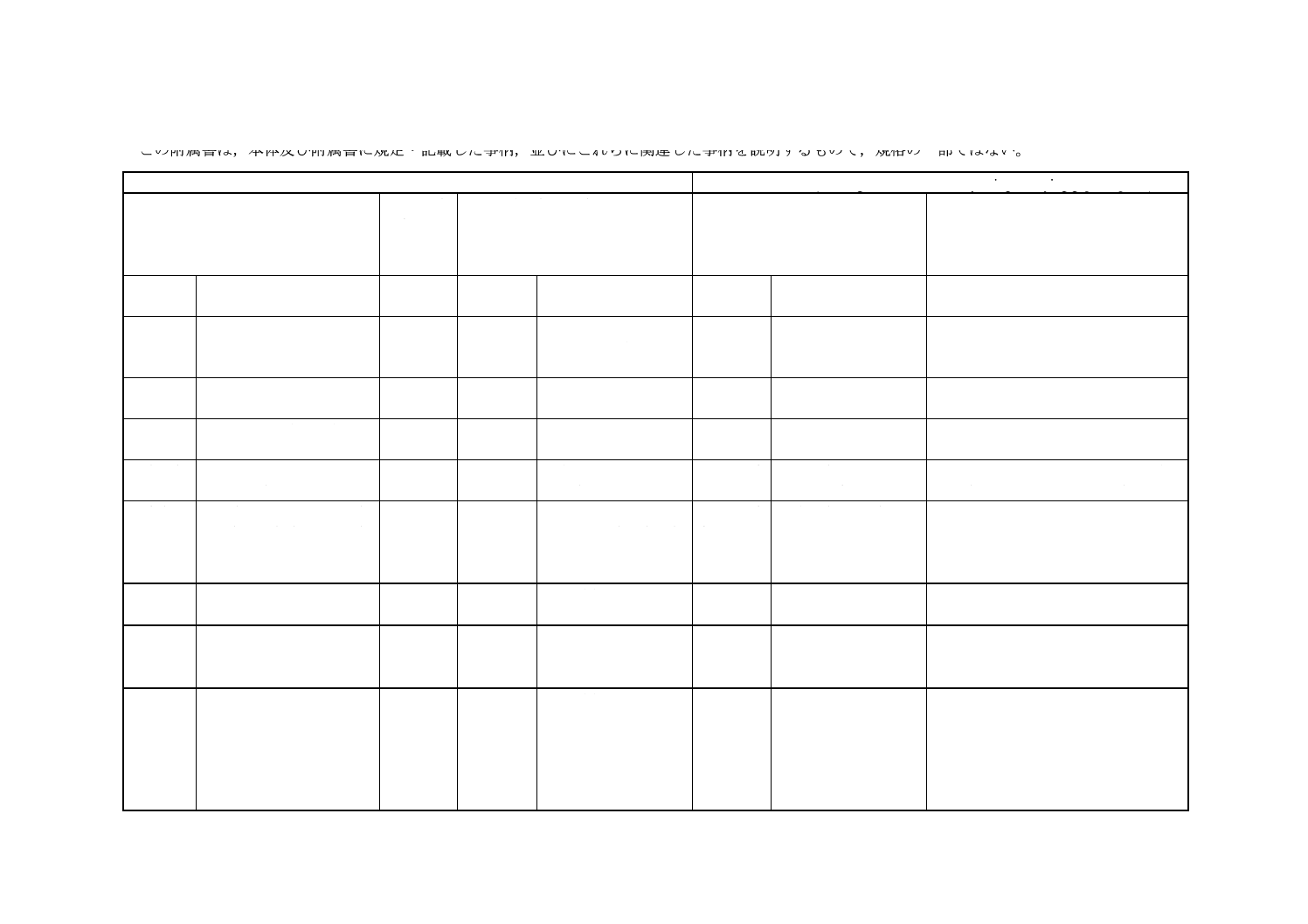
附属書(参考)JISと対応する国際規格との対比表
この附属書は,本体及び附属書に規定・記載した事柄,並びにこれらに関連した事柄を説明するもので,規格の一部ではない。
JIS Z 3191:ろうのぬれ試験方法
ISO 5179:1983,(Investigation of brazeability using a varying gap test piece)
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本文の左側
表示方法:傍線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
ISO5179
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範
囲
ろうの広がり試験方法及
び間げき、ぬれ試験につい
て規定
間げきぬれ試験方法
によるろう付性につ
いて規定
MOD/追
加
国際規格には広がり
試験は含まれない
我が国で広く使われている広がり試験
を追加した。将来ISOに提案を行う。
2.引用規
格
JIS G 3101, JIS G 4304
JIS H 3100, JIS Z 3001
引用規格なし
MOD/追
加
3.定義
JIS Z 3001で用いる用語
MOD/追
加
4.試験片
板状試験片、直径の異なる
パイプ組合せ
直径の異なるパイプ
の組合せ
MOD/追
加
国際規格には広がり
試験片は含まれない
我が国で広く使われている広がり試験
片を追加した。将来ISOに提案を行う。
5.試験材
圧延鋼材、ステンレス鋼
板、銅及び銅合金板及び銅
パイプ鋼材
一般鋼材、低合金鋼、
ステンレス鋼、銅、銅
合金、軽合金のパイプ
加工材
MOD/追
加
国際規格には広がり
試験材は含まれない
我が国で広く使われている広がり試験
材を追加した。将来ISOに提案を行う。
6.加熱装
置
電気炉加熱、トーチ加熱、
高周波誘導加熱
JISに同じ
IDT
7.試験方
法
広がり面積の測定、X線透
過試験による組織観察
X線透過試験方法、顕
微鏡による組織観察
MOD/追
加
国際規格には広がり
面積の測定は含まれ
ない
我が国で広く使われている広がり面積
の測定を追加した。将来ISOに提案を
行う。
8.試験結
果の記録
次の試験結果を記録する
母材、試験番号、ろうの種
類、フラックスの種類、加
熱方法、目次、観察、結果、
放射線試験結果、ろう付部
の硬さ分布、組織写真
JISに同じ
IDT
9
Z
3
1
9
1
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
― MOD/選択……… 国際規格の規定内容と別の選択肢がある。
― NEQ…………… 技術的差異があり,かつ,それがはっきりと識別され説明されていない。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― IDT……………… 国際規格と一致している。
― MOD…………… 国際規格を修正している。
― NEQ…………… 技術的内容及び構成において,国際規格と同等でない。
1
0
Z
3
1
9
1
:
2
0
0
3