Z3184:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会 (JWES)/財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによ
って,JIS Z 3184:1992は改正され,この規格に置き換えられる。
今回の改正は,日本工業規格を国際規格に整合させるため,ISO 6847:2000 (Welding consumables−
Deposition of a weld metal pad for chemical analysis) を基礎として用いた。
JIS Z 3184には,次に示す附属書がある。
附属書(参考) JISと対応する国際規格との対比表
Z 3184:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··················································································· 1
1. 適用範囲 ············································································ 1
2. 引用規格 ············································································ 1
3. 定義 ················································································ 1
4. 試験板 ·············································································· 1
4.1 試験板の材質 ······································································· 2
4.2 試験板の寸法 ······································································· 2
4.3 試験板の表面 ······································································· 2
5. 溶着金属の作製方法 ·································································· 2
6. 分析試料の採取方法 ·································································· 3
附属書(参考) JISと対応する国際規格との対比表 ·········································· 4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3184:2003
化学分析用溶着金属の作製方法
及び試料の採取方法
Method of preparing deposited metal pad and samples for chemical analysis
序文 この規格は,2000年に第2版として発行されたISO 6847,Welding consumables−Deposition of a weld
metal pad for chemical analysisを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格を変更している事項である。変更の一覧
表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,軟鋼及び細粒鋼,高張力鋼,耐熱鋼,ステンレス鋼,ニッケル及びニッケル
合金,並びに銅及び銅合金に適用される被覆アーク溶接棒,ガスシールドアーク溶接用ソリッドワイヤ,
ガスシールド及びセルフシールドアーク溶接用フラックス入りワイヤ,ティグ溶接用フラックス入り溶加
棒,並びにサブマージアーク溶接用ソリッドワイヤ及びフラックスによる化学分析用溶着金属の作製方法
及び試料の採取方法について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 6847:2000,Welding consumables−Deposition of a weld metal pad for chemical analysis (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構成
するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その最
新版(追補を含む。)を適用する。
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS Z 3001 溶接用語
JIS Z 3253 アーク溶接及びプラズマ切断用シールドガス
備考 ISO 14175:1997,Welding consumables−Shielding gases for arc welding and cuttingからの引用
事項は,この規格の該当事項と同等である。
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3001による。
4. 試験板
2
Z 3184:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
試験板の材質 試験板の材質は,溶着金属と同等の化学成分をもつもの又はJIS G 3101に規定する
SS400若しくはJIS G 3106に規定するSM400A〜C とする。ただし,溶接材料の日本工業規格又は受渡当
事者間の協定において,他の材質の使用を認めた場合は,その材質の試験板を使用することができる。
4.2
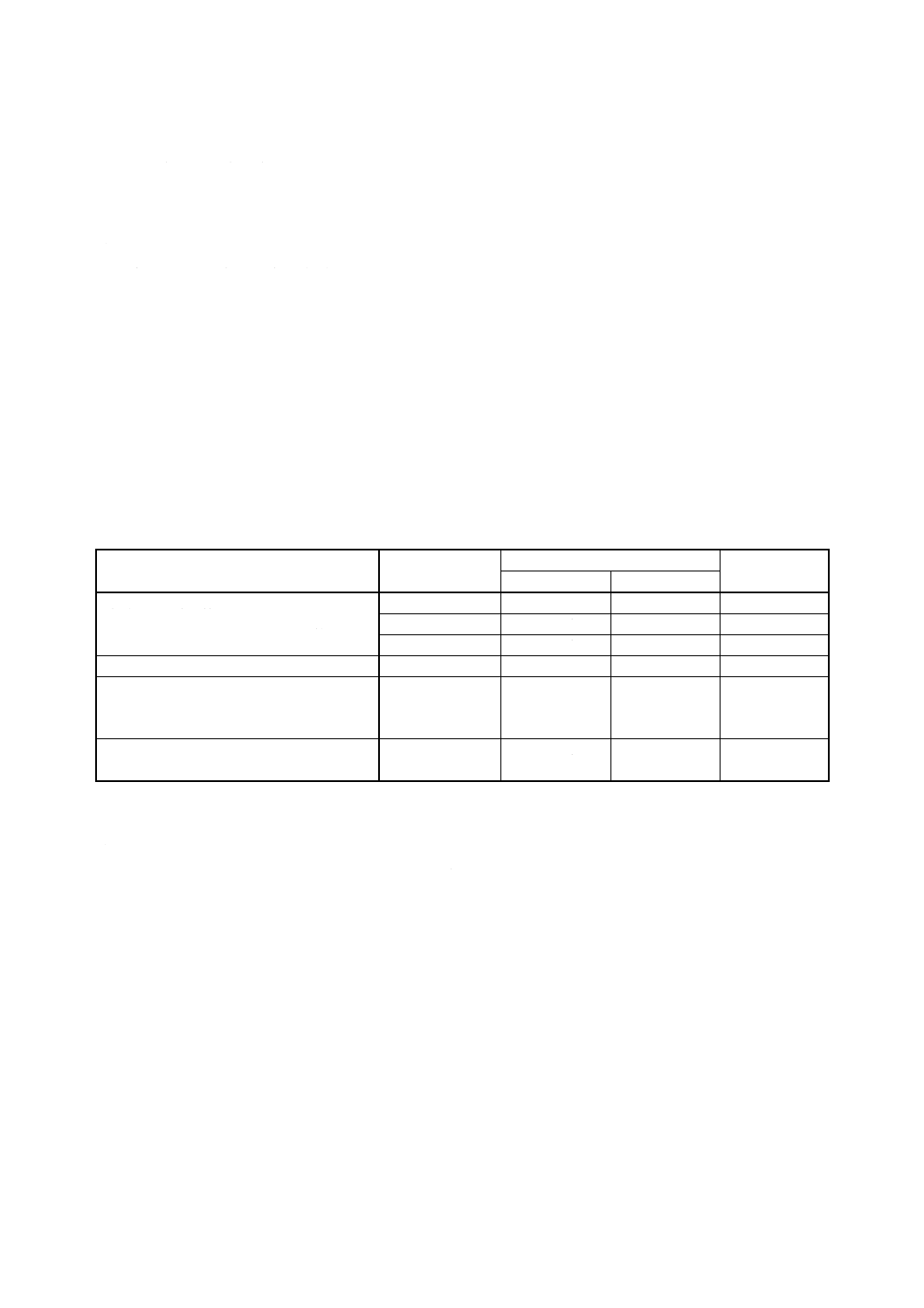
試験板の寸法 試験板の寸法は,表1による。
表 1 試験板の寸法
単位 mm
溶接材料
溶接材料の寸法
試験板の寸法
長さ
厚さ
被覆アーク溶接棒,
1.6 〜 4.0
55 以上
10 以上
ティグ溶接用フラックス入り溶加棒
4.1 〜 8.0
65 以上
ガスシールドアーク溶接用ソリッドワイヤ
0.6 〜 2.5
100 以上
10 以上
ガスシールドアーク及び
セルフシールドアーク溶接用
フラックス入りワイヤ
0.6 〜 4.0
100 以上
10 以上
サブマージアーク溶接用
1.2 〜 4.0
200 以上
15 以上
ソリッドワイヤ及びフラックス
4.1 〜 6.4
300 以上
4.3
試験板の表面 試験板の溶接する面は,研削その他の方法で酸化膜や汚れを除去する。
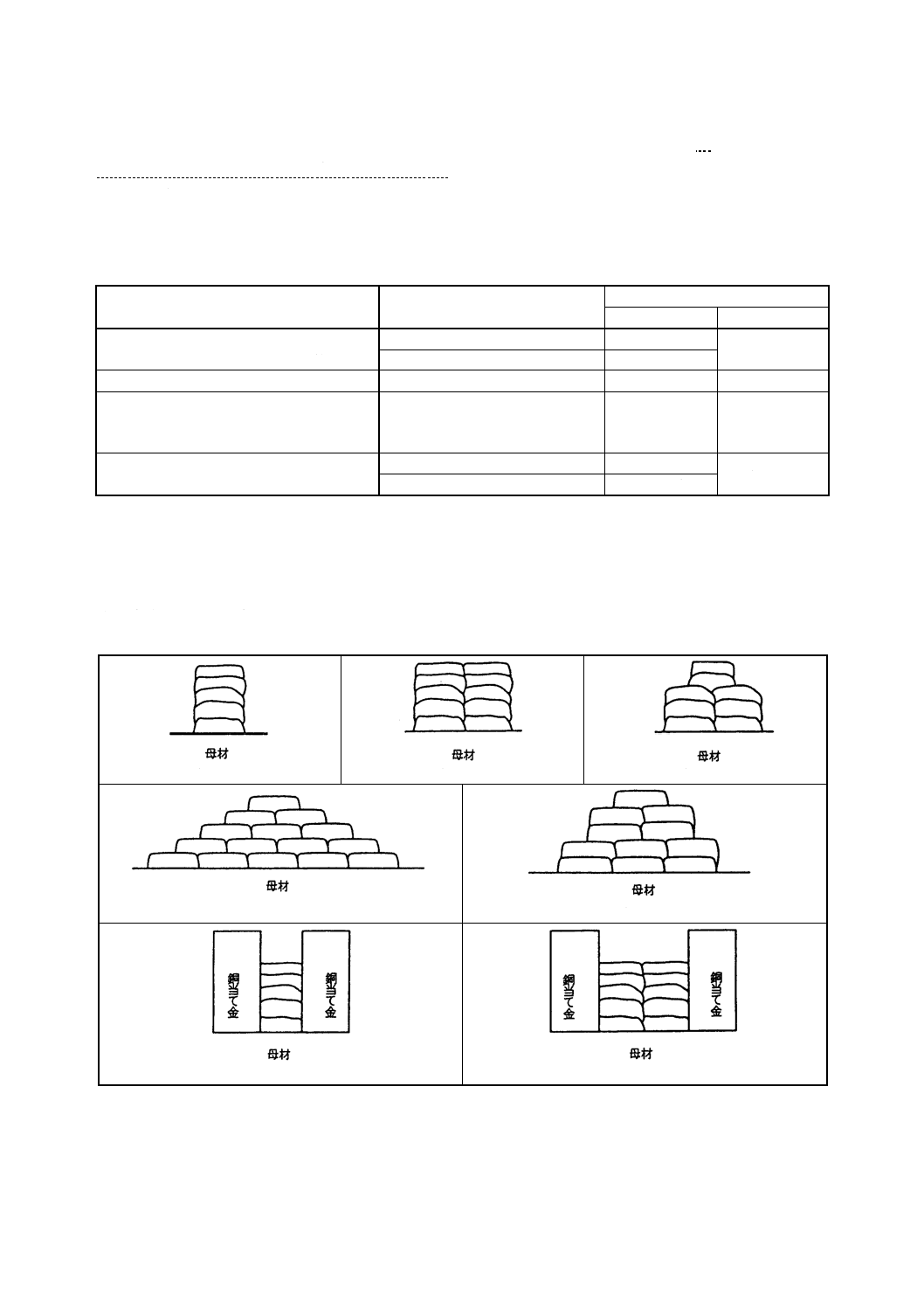
5. 溶着金属の作製方法 溶着金属の作製方法は,次による。
a) 溶着金属の積層方法は,図1による。
方法:A
方法:B
方法:C
方法:D
方法:E
方法:F
方法:G
図 1 溶着金属の積層方法
3
Z 3184:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 溶接は,溶接材料に表示されている電流の種類で行う。ただし,交流及び直流の両方が表示されてい
る場合は,交流で試験する。
c) 溶接材料(被覆アーク溶接棒及びサブマージアーク溶接用フラックス)の乾燥は,製造業者が推奨す
る条件で行う。
d) 溶接姿勢は,下向とする。
e) 溶接電流は,製造業者が推奨する電流範囲の最大値の70〜90 %の値とする。
f)
被覆アーク溶接棒の場合,アークの長さは,アークが安定する範囲で短く保つ。
g) ガスシールドアーク溶接及びティグ溶接で使用するシールドガスは,JIS Z 3253による。
h) 各パスは,ストリンガビードとする。被覆アーク溶接棒の場合,ビード幅が棒径の1.5〜2.5倍となる
ような溶接速度で溶接を行う。
i)
スラグは,各溶接パスごとに除去する。各パスの溶接を終了するごとに約30秒間水中で冷却し,試験
材を十分乾燥し,次の溶接を行う。
j)
溶接は,各層ごとに交互に方向を変えて行い,溶着金属試料の寸法及び溶接層数が表2の値となるよ
うに積層する。
表 2 溶着金属試料の寸法及び溶接層数
単位 mm
溶接材料
溶接材料の寸法
試料の寸法
溶接層数
(層)
幅
長さ
被覆アーク溶接棒,
ティグ溶接用フラックス入り溶加棒
1.6 〜 2.6
12 以上
30 以上
5 以上
2.7 〜 5.0
12 以上
40 以上
5 以上
5.1 〜 8.0
12 以上
55 以上
5 以上
ガスシールドアーク溶接用ソリッドワイヤ
0.6 〜 2.5
12 以上
80 以上
5 以上
ガスシールドアーク及び
セルフシールドアーク溶接用
フラックス入りワイヤ
0.6 〜 4.0
12 以上
80 以上
5 以上
サブマージアーク溶接用
ソリッドワイヤ及びフラックス
1.2 〜 6.4
12 以上
150 以上
5 以上
6. 分析試料の採取方法 分析試料の採取方法は,次による。
a) 分析試料の採取位置表面の酸化物は,切削又は研削によって除去する。
b) 分析試料の採取は,フライス盤,形削盤又はボール盤によって行う。この際,切削油の使用は避けな
ければならない。
c) 分析試料は,スタート部及びクレータ部を含まない溶着金属の5層目以上から採取しなければならな
い。
4
Z 3184:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
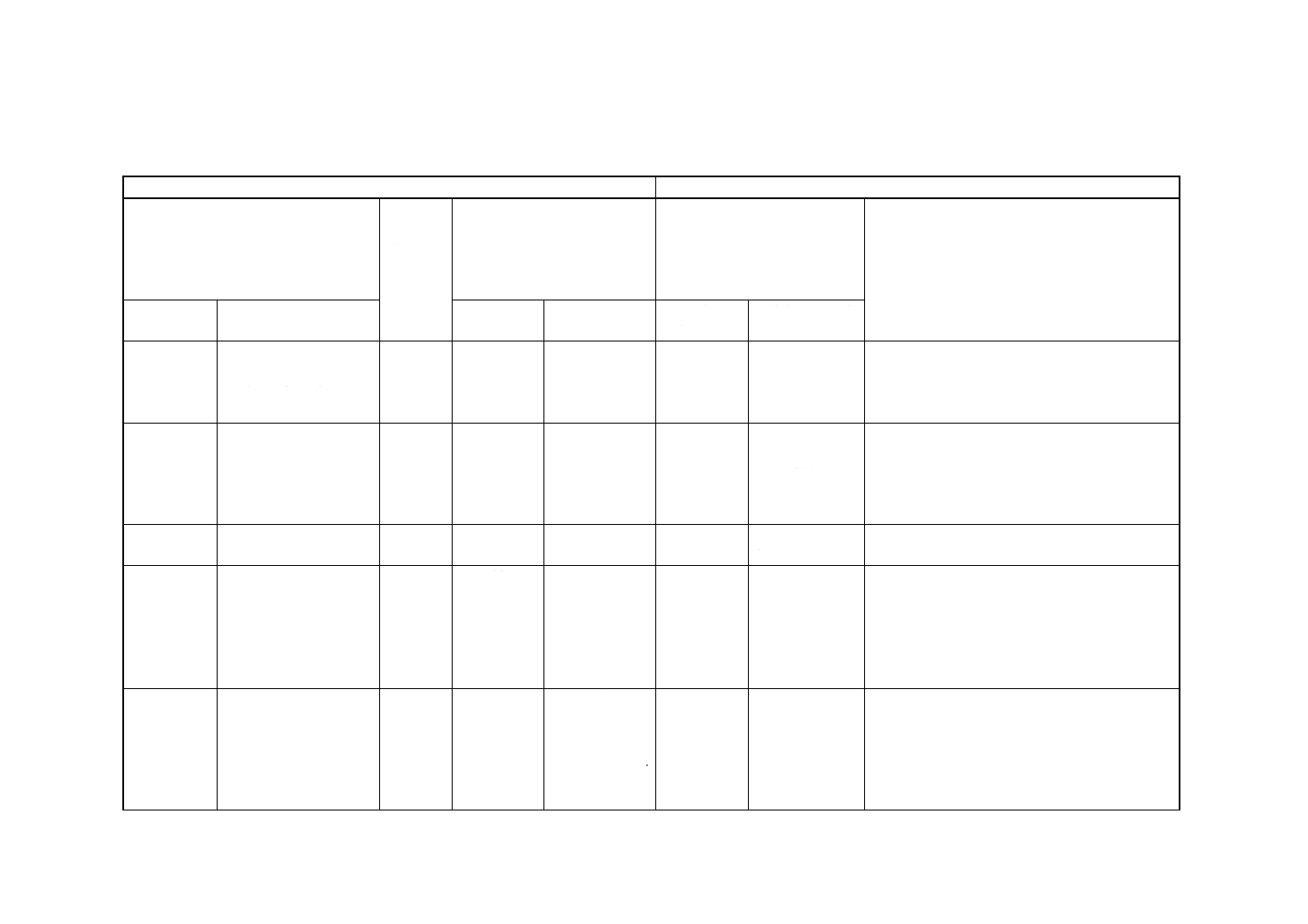
附属書(参考)JISと対応する国際規格との対比表
JIS Z 3184:2002 化学分析用溶着金属の作製方法及び試料の採取方法
ISO 6847:2000 溶接材料−化学分析用溶着金属試料作製方法
(Ⅰ)JISの規定
(Ⅱ)国
際規格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術
的差異の項目ごとの評価及び
その内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的差異の理由及び
今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内
容
1. 適用範囲
溶接材料の化学分析用
溶着金属の作製方法及
び試料の採取方法につ
いて規定
ISO 6847 1. 適用範囲
JISに同じ
IDT
−
2. 引用規格
JIS G 3101
JIS G 3106
JIS Z 3001
JIS Z 3253
2. 引用規格
ISO 6947
ISO 14175
MOD/追加
MOD/追加
MOD/変更
MOD/変更
JISを引用
JISを引用
JISは用語,ISO
は姿勢を規定
ISOの規定内容に相当するJISを引用している。
ISOの規定内容に相当するJISを引用している。
JISの用語の中に姿勢が規定されている。
3. 定義
用語の定義はJIS Z
3001による。
−
−
MOD/追加
JISの定義を追
加
JISの様式に基づくが,ISOでは規定されていな
い。
4. 試験板
試験板の材質,寸法及
び表面の状態について
規定
3. 母材
JISに同じ
ただし,試験板
の材質としてC
≦0.2 %溶接用
C−Mn鋼の使
用を規定
MOD/変更
JISは試験板の
材質において鋼
材のJISを規定
JISとISOでは,技術的差異はない。
5. 溶着金属
の作製方法
溶着金属の積層方法,
溶接方法並びに溶着金
属試料の寸法及び溶接
層数を規定
4. 溶着金属
試料の作製
方法
5. 溶接金属
試料の寸法
JISに同じ
ただし,JISの
箇条書きに対
してISOは4.
と5. に分け項
目ごとに記載
MOD/変更
様式の変更
JISとISOでは,技術的差異はない。
5
Z 3184:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
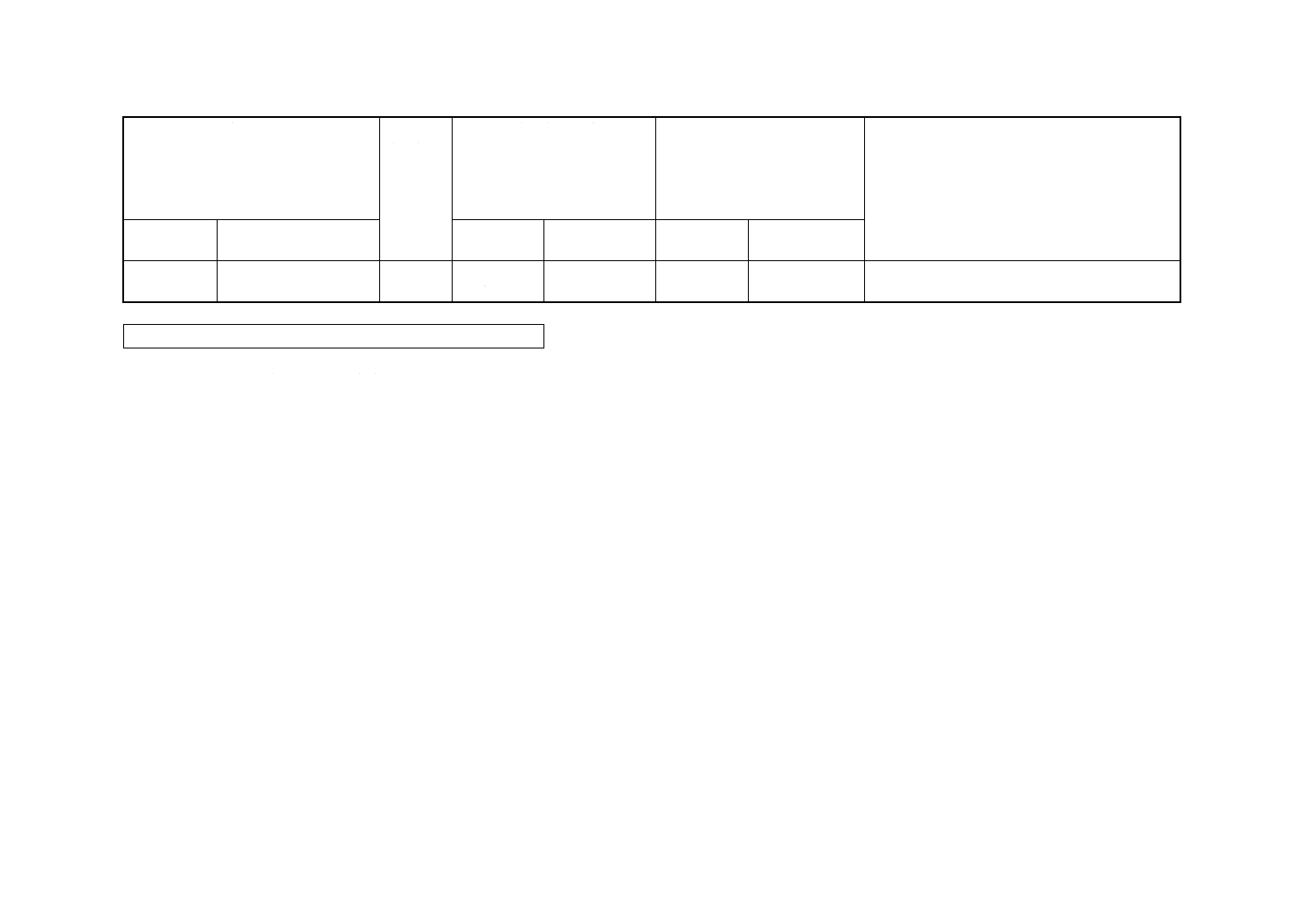
(Ⅰ)JISの規定
(Ⅱ)国
際規格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術
的差異の項目ごとの評価及び
その内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的差異の理由及び
今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内
容
6. 分析試料
の採取方法
分析試料の採取方法を
規定
6. サンプリ
ング
JISに同じ
IDT
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
5
Z
3
1
8
4
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。