Z 3140:2017
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 溶接部の等級 ··················································································································· 2
5 検査項目························································································································· 2
5.1 検査及び試験 ················································································································ 2
5.2 対応する試験方法 ·········································································································· 3
6 溶接試験片 ······················································································································ 3
6.1 試験片作製上の留意点 ···································································································· 3
6.2 試験片の作製 ················································································································ 4
7 試験方法························································································································· 4
7.1 外観試験 ······················································································································ 4
7.2 くぼみ深さ試験 ············································································································· 4
7.3 断面試験 ······················································································································ 5
7.4 現場試験 ······················································································································ 5
7.5 硬さ試験 ······················································································································ 5
7.6 引張せん断試験 ············································································································· 5
7.7 十字引張試験 ················································································································ 5
8 合否判定基準 ··················································································································· 5
8.1 溶接部の外観 ················································································································ 5
8.2 くぼみ深さ ··················································································································· 5
8.3 ナゲット径又は溶接径 ···································································································· 6
8.4 ナゲットの溶込み率 ······································································································· 6
8.5 溶接部断面に認められる割れ及びブローホール ···································································· 6
8.6 溶接部の硬さ ················································································································ 7
8.7 引張せん断強さ ············································································································· 7
8.8 十字引張強さ ················································································································ 9
9 記録······························································································································ 10
Z 3140:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3140:1989は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
Z 3140:2017
スポット溶接部の検査方法及び判定基準
Method of inspection and acceptance levels for resistance spot welds
1
適用範囲
この規格は,板厚が0.4 mm以上,5.0 mm以下の軟鋼,低合金鋼,高強度鋼,ステンレス鋼,アルミニ
ウム及びアルミニウム合金のスポット溶接部(以下,溶接部という。)の等級及び検査方法,並びにその判
定基準について規定する。この規格は,表面処理材に適用してもよい。
なお,この規格は,溶接部にナゲット(溶融部)が形成された場合にだけ適用できる。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3001-6 溶接用語−第6部:抵抗溶接
JIS Z 3136 抵抗スポット及びプロジェクション溶接継手のせん断試験に対する試験片寸法及び試験
方法
JIS Z 3137 抵抗スポット及びプロジェクション溶接継手の十字引張試験に対する試験片寸法及び試
験方法
JIS Z 3139 スポット,プロジェクション及びシーム溶接部の断面試験方法
JIS Z 3144 スポット及びプロジェクション溶接部の現場試験方法
JIS Z 3400 金属材料の融接に関する品質要求事項
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1,JIS Z 3001-2,JIS Z 3001-6,JIS Z 3144及びJIS Z
3400によるほか,次による。
3.1
高強度鋼
母材の引張強さが,370 MPa以上で1 180 MPa以下の強度をもつ鋼。
3.2
第1種試験
溶接条件設定,溶接機器の性能評価,材料の溶接性の確認などに用いるため,単点のスポット溶接試験
片又は多点のスポット溶接によって得られた試験材から切り出した単点のスポット溶接試験片による試験。
2
Z 3140:2017
3.3
第2種試験
製品若しくは製品相当部材の溶接部から切り出した試験片を用いて行う試験,又は製品から溶接部を切
り出さないで直接溶接部を対象として行う試験。
注記 この試験は,主に,製品の溶接部の品質検査に用いられる。
3.4
合否判定基準
試験又は検査によって要求事項を満足しているか否かを決めるための基準。
4
溶接部の等級
溶接部の等級は,溶接部のナゲット径及び表面の平面性によって,表1のとおり区分する。ナゲット径
の代わりに,溶接径を用いてもよい。溶接部の等級がA級,AF級及びB級,BF級の場合,引張せん断強
さ及び十字引張強さが要求される。したがって,溶接部強度については,それぞれ表7,表8,表9に記
載の要求強度を満足する必要がある。この要求等級は,溶接施工要領書又は設計情報としてあらかじめ文
書として記載しておく。
注記 溶接施工要領書の作成方法に関しては,JIS Z 3400で規定されている。
表1−溶接部の等級
溶接部の等級
要求するナゲットの径及び表面の平面性
A級
平均値で5√t以上の径のナゲットが形成される溶接部
B級
平均値で4√tの径のナゲットが形成される溶接部
C級
平均値で3.5√tの径のナゲットが形成される溶接部
AF級
A級の大きさのナゲットが形成し,かつ,表面の平面性を要する溶接部
BF級
B級の大きさのナゲットが形成し,かつ,表面の平面性を要する溶接部
CF級
C級の大きさのナゲットが形成し,かつ,表面の平面性を要する溶接部
注記 t:板厚(mm)
5
検査項目
5.1
検査及び試験
検査の項目は,溶接部の等級によって第1種試験又は第2種試験とし,表2による。ただし,具体的に
試験する項目は,受渡当事者間の協議で決定し,表2の一部を省いてもよい。採用する検査項目の種類は,
溶接施工要領書に記載する。
ナゲット径又は溶接径のいずれを選択するかは,被溶接材料の種類,試験片寸法及び溶接部の寸法によ
って判断し,利用しやすいものとする。
A級及びB級に対する第1種試験の場合で,ナゲット径又は溶接径と引張せん断強さとの関係が事前に
明確になっている場合には,受渡当事者間の協定によってナゲット径(又は溶接径)の測定又は引張せん
断強さの測定のいずれか一方を省略することができる。
溶接部の硬さ及び十字引張強さは,特に必要とされる場合にだけ測定する。
注記 ナゲット径及び溶接径の定義については,JIS Z 3001-6で規定されている。
3
Z 3140:2017
表2−検査の項目
溶接部の等級
第1種試験による場合
第2種試験による場合
A級,B級
溶接部の外観
ナゲット径又は溶接径
ナゲットの溶込み率
溶接部の割れ及びブローホール
溶接部の硬さ
引張せん断強さ
十字引張強さa)
溶接部の外観
ナゲット径又は溶接径
C級
溶接部の外観
ナゲット径又は溶接径
溶接部の外観
ナゲット径又は溶接径
AF級,BF級
溶接部の外観
くぼみ深さ(平面性)
ナゲット径又は溶接径
ナゲットの溶込み率
溶接部の割れ及びブローホール
溶接部の硬さ
引張せん断強さ
十字引張強さa)
溶接部の外観
くぼみ深さ(平面性)
ナゲット径又は溶接径
CF級
溶接部の外観
くぼみ深さ(平面性)
ナゲット径又は溶接径
溶接部の外観
くぼみ深さ(平面性)
ナゲット径又は溶接径
注a) 十字引張試験は,鋼材に対してだけ適用する。
5.2
対応する試験方法
溶接部のそれぞれの検査項目に対応する試験方法を,表3に示す。
表3−溶接部を評価するための試験方法
検査項目
対応する試験方法
試験の箇条
溶接部の外観
外観試験
7.1
くぼみ深さ(平面性)
くぼみ深さ試験
7.2
ナゲット径
断面試験
7.3
溶接径a)
現場試験
7.4
ナゲットの溶込み率
断面試験
7.3
溶接部の割れ及びブローホール
断面試験b)
7.3
溶接部の硬さ
硬さ試験
7.5
引張せん断強さ
引張せん断試験
7.6
十字引張強さ
十字引張試験
7.7
注a) 溶接径は,超音波試験などの非破壊試験によって測定してもよい。この非破壊試験は,第2種
試験での溶接径の測定にも利用できる。
b) 断面試験で割れ及びブローホールを観察する場合は,断面を腐食する前に行う。
6
溶接試験片
6.1
試験片作製上の留意点
6.1.1
材料
試験片の作製に使用する材料は,材質,板厚,熱処理,表面性状などについて,実際の製品に使用する
材料と同じか又は同等のものでなければならない。
4
Z 3140:2017
6.1.2
溶接設備
試験片を作製するための電源設備,溶接機などの溶接設備は,実際の作業に使用するもの又は同等のも
のでなければならない。
6.1.3
電極
試験片を作製するための電極は,実際の作業で使用するものと同等のものでなければならない。
6.2
試験片の作製
6.2.1
第1種試験用試験片
6.2.1.1
引張せん断試験片
引張せん断試験片は,単点溶接継手試験片又は多点溶接継手試験材から切り出して,JIS Z 3136によっ
て作製する。
6.2.1.2
十字引張試験片
十字引張試験片は,JIS Z 3137の4.1(試験片の形状及び寸法)及び4.2(試験片の作製)によって作製
する。
6.2.1.3
断面試験片及び硬さ試験片
断面試験片及び硬さ試験片は,JIS Z 3139の箇条5(試験片)によって作製する。ただし,溶接試験片
の作製の際に電極先端面の性状を安定化させてから試験する場合は,JIS Z 3139の5.2(試験片作製のため
の溶接電極管理上の注意)による。
6.2.2
第2種試験用試験片
試験片は,溶接施工要領書に決められた手順で,製品又は製品と同等のものから切り出して作製する。
ただし,試験片を切り出さないで製品そのものを直接試験してもよい。
6.2.3
試験片の数
各試験に使用する試験片の数は,箇条5で規定する溶接施工要領書による。ただし,合否判定するため
には,第1種試験では,硬さ試験の試験片の数は1個以上とし,その他の各試験に対して試験片の数は少
なくとも2個以上,5個までとする。試験片の数の例を表4に示す。各測定値の標準偏差を算出するため
には,各測定における試験片の数は11個とする。
表4−試験片の数の例(試験片数を5とした場合)
等級
試験の項目
外観試験
くぼみ深さ試験
断面試験又は現場試験
硬さ試験
引張せん断試験
十字引張試験
A級
5
−
5
1
5
5
B級
5
−
3
1
5
5
C級
−
−
1
−
−
−
AF級
5
5
5
1
5
5
BF級
5
5
3
1
5
5
CF級
5
5
1
−
−
−
7
試験方法
7.1
外観試験
外観試験は,溶接部表面の割れ及びピットの有無について,目視で調べる。必要に応じて,3〜5倍程度
の低倍率のルーペなどの補助器具を利用してもよい。
7.2
くぼみ深さ試験
溶接部表面の平面性を調べるくぼみ深さ試験は,JIS Z 3139の6.1.4[くぼみ(インデンテーション)の
5
Z 3140:2017
測定方法)]又は溶接施工要領書に規定する方法による。
7.3
断面試験
断面試験によるナゲット径及びナゲットの溶込み率の測定は,JIS Z 3139の6.1(断面マクロ試験)によ
る。
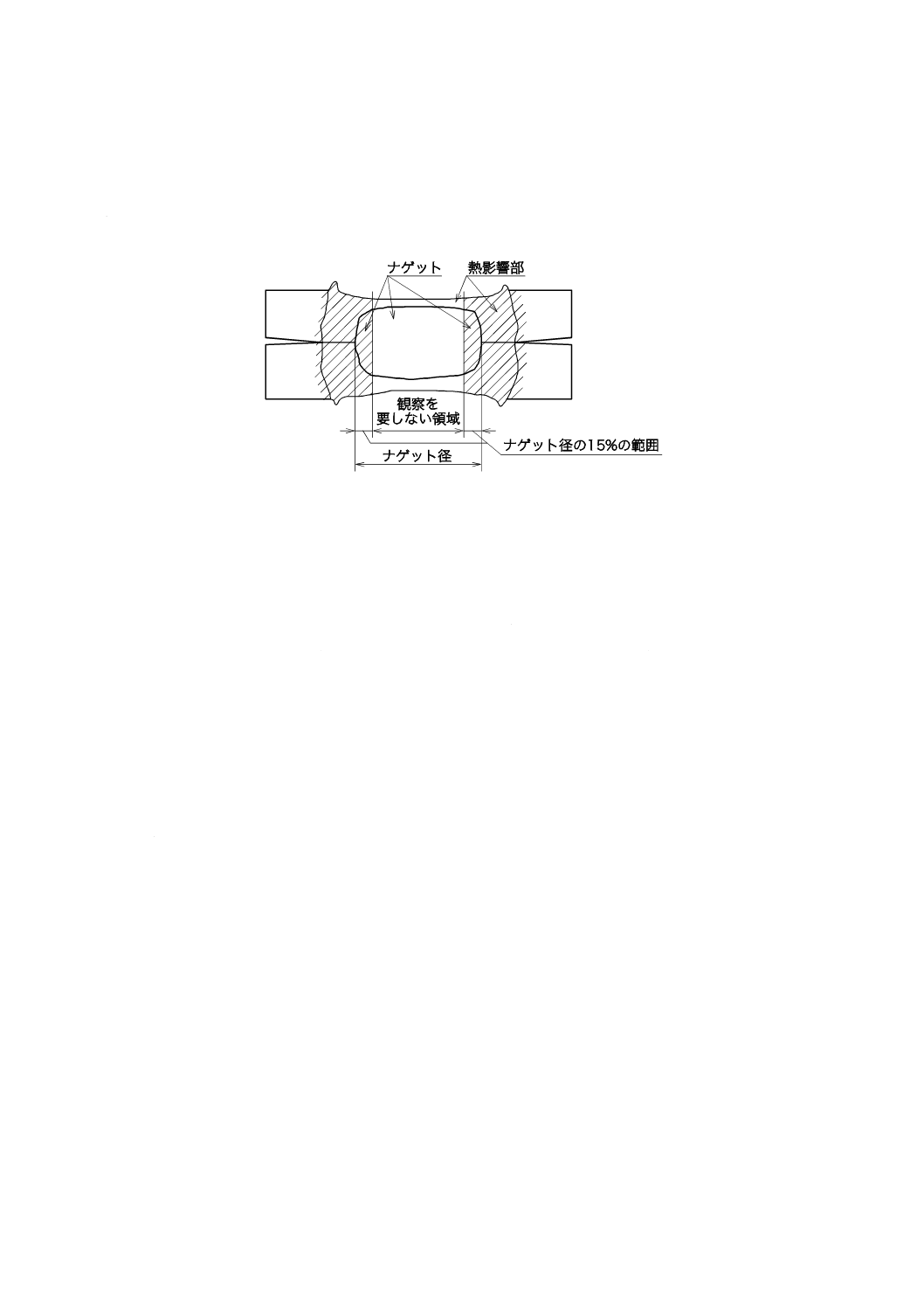
観察すべき領域は,斜線部とする。
図1−断面試験で割れ及びブローホールを観察する領域(斜線で表示)
ナゲット断面に存在する割れ及びブローホールは,断面を研磨した後,腐食を行う前に観察する。この
腐食前の断面で割れ及びブローホールが観察された場合は,腐食してその形成位置を同定する。図1に斜
線で表す,ナゲット端から測ってナゲット径の15 %の値を減じた位置から熱影響部の外側近傍にかけた領
域に割れ及びブローホールが存在する場合は,その長さを記録する。複数個存在する場合は,その個数及
び長さの合計を記録する。
7.4
現場試験
現場試験は,JIS Z 3144の箇条6(試験方法)によって,たがね試験,ピール試験又はねじり試験のい
ずれかを行い,JIS Z 3144の箇条7(破断形態の分類及び溶接径の測定)によって破面形態を分類し,破
断部の溶接径及びプラグ径を測定する。
7.5
硬さ試験
硬さ試験は,JIS Z 3139の6.2(断面硬さ試験)によって行い,溶接部断面での硬さ分布を測定する。
7.6
引張せん断試験
引張せん断試験は,JIS Z 3136によって行い,引張せん断強さを測定する。
7.7
十字引張試験
十字引張試験は,JIS Z 3137によって行い,十字引張強さを測定する。
8
合否判定基準
8.1
溶接部の外観
外観試験では,溶接部表面に現れている割れの有無を確認し,溶接部表面の周辺に割れがあってはなら
ない。
なお,ピットに関しては,受渡当事者間の協議による。
8.2
くぼみ深さ
くぼみ深さ試験は,板の表面の指定された側で行い,AF,BF及びCFの各級だけに適用する。くぼみ深
6
Z 3140:2017
さの測定値は,測定された板厚の10 %又は0.15 mmのうち,いずれか大きい方の値を超えてはならない。
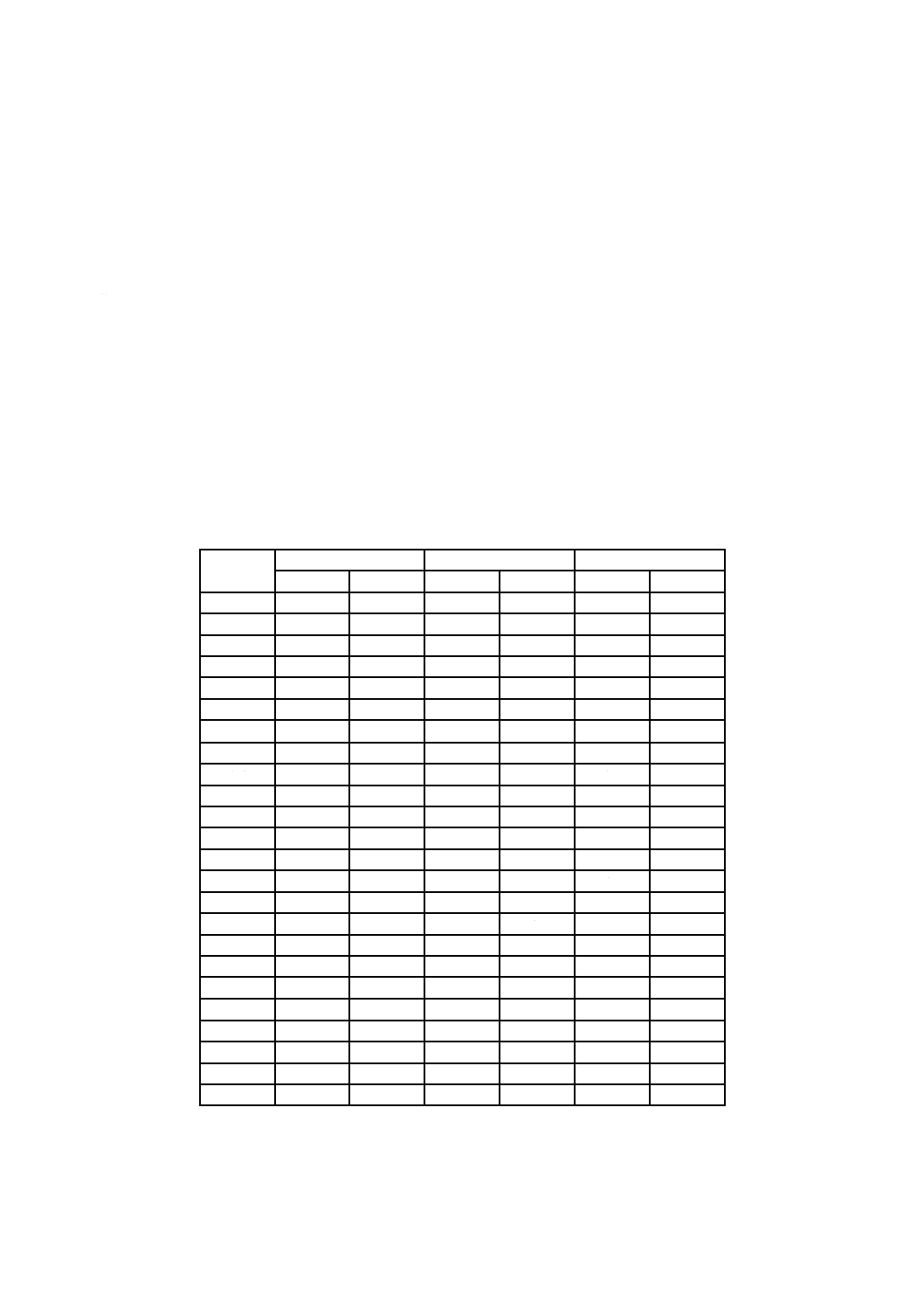
8.3
ナゲット径又は溶接径
第1種試験で求めたナゲット径の最小値及び平均値は,全ての値が表5又は表6の値以上でなければな
らない。第2種試験で求めたナゲット径の最小値は,表5又は表6の値以上でなければならない。
板厚が異なる場合又は3枚以上の板を重ね合わせた場合のナゲット径は,力を受ける板のうち最も薄い
板の板厚に準拠する。また,表5及び表6で,試験片の板厚が板厚の中間にある場合には,試験片よりも
薄い板厚に準拠する。
なお,断面試験の代わりに現場試験などを用いる場合には,ナゲット径を溶接径と読み替える。
8.4
ナゲットの溶込み率
溶込み率は,対象となる板厚の10 %以上で,表面までは溶けてはならない。
8.5
溶接部断面に認められる割れ及びブローホール
割れ及びブローホールの長さ,又はその長さの合計(それらが複数個ある場合)は,溶接施工要領書の
値を超えてはならない。
表5−ナゲット径又は溶接径(鋼)
単位 mm
板厚
A級,AF級
B級,BF級
C級,CF級
最小値
平均値
最小値
平均値
最小値
平均値
0.4
2.7
3.2
2.2
2.5
1.9
2.2
0.5
3.0
3.5
2.4
2.8
2.1
2.5
0.6
3.3
3.9
2.6
3.1
2.3
2.7
0.7
3.6
4.2
2.8
3.3
2.5
2.9
0.8
3.8
4.5
3.0
3.6
2.7
3.1
0.9
4.0
4.7
3.2
3.8
2.8
3.3
1.0
4.3
5.0
3.4
4.0
3.0
3.5
1.2
4.7
5.5
3.7
4.4
3.3
3.8
1.4
5.0
5.9
4.0
4.7
3.5
4.1
1.5
5.2
6.1
4.1
4.9
3.6
4.3
1.6
5.4
6.3
4.3
5.1
3.8
4.4
1.8
5.7
6.7
4.6
5.4
4.0
4.7
2.0
6.0
7.1
4.8
5.7
4.2
5.0
2.3
6.4
7.6
5.2
6.1
4.5
5.3
2.5
6.7
7.9
5.4
6.3
4.7
5.5
2.6
6.9
8.1
5.5
6.5
4.8
5.6
2.8
7.1
8.4
5.7
6.7
5.0
5.9
3.0
7.4
8.7
5.9
6.9
5.2
6.1
3.2
7.6
8.9
6.1
7.2
5.3
6.3
3.6
8.1
9.5
6.5
7.6
5.6
6.6
3.8
8.3
9.7
6.6
7.8
5.8
6.8
4.0
8.5
10.0
6.8
8.0
6.0
7.0
4.5
9.0
10.6
7.2
8.5
6.3
7.4
5.0
9.5
11.2
7.6
8.9
6.7
7.8
7
Z 3140:2017
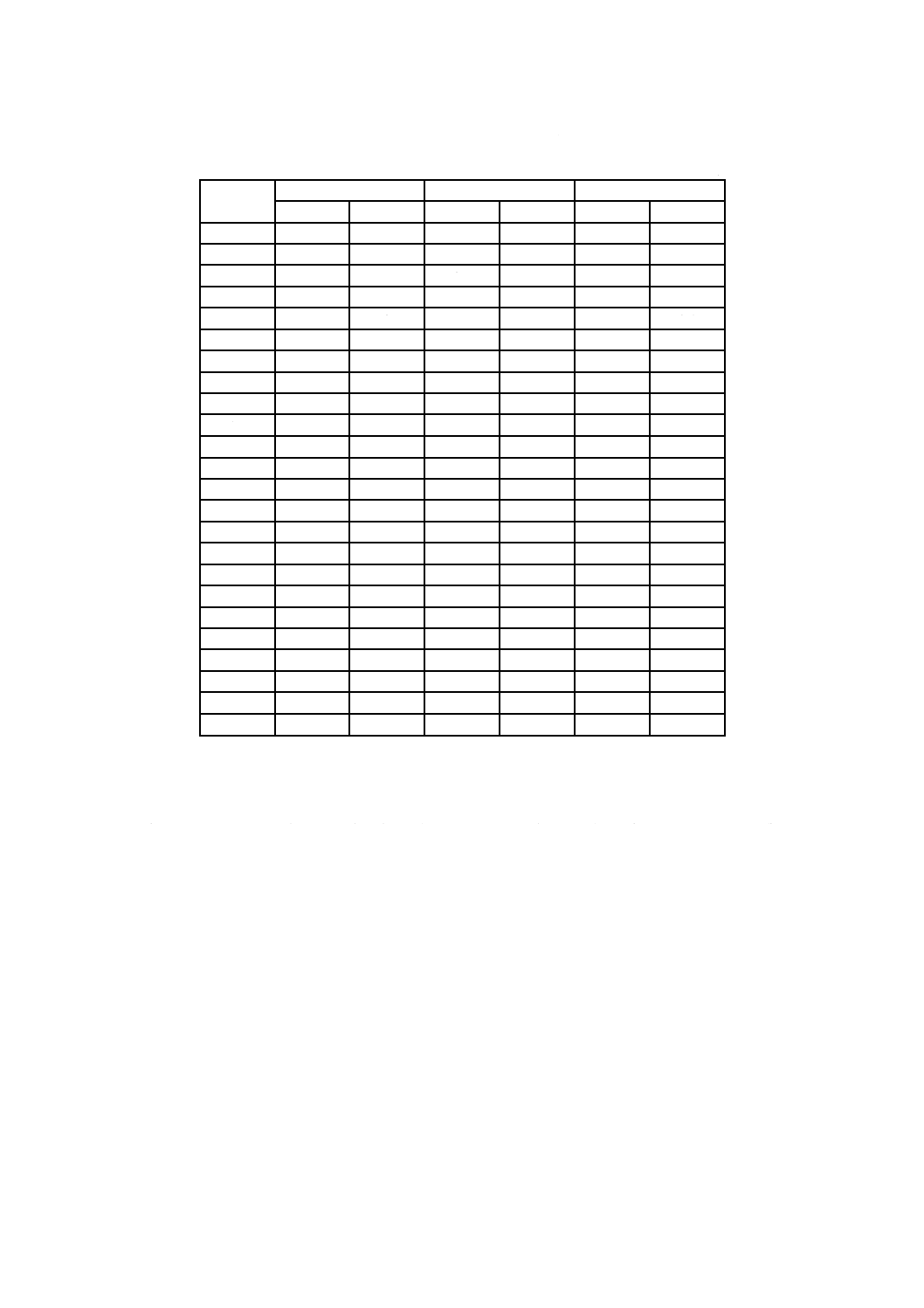
表6−ナゲット径又は溶接径(アルミニウム及びアルミニウム合金)
単位 mm
板厚
A級,AF級
B級,BF級
C級,CF級
最小値
平均値
最小値
平均値
最小値
平均値
0.4
2.5
3.2
2.0
2.5
1.8
2.2
0.5
2.8
3.5
2.2
2.8
2.0
2.5
0.6
3.1
3.9
2.5
3.1
2.2
2.7
0.7
3.3
4.2
2.6
3.3
2.3
2.9
0.8
3.6
4.5
2.9
3.6
2.4
3.1
0.9
3.8
4.7
3.0
3.8
2.7
3.3
1.0
4.0
5.0
3.2
4.0
2.8
3.5
1.2
4.4
5.5
3.5
4.4
3.1
3.8
1.4
4.7
5.9
3.8
4.7
3.3
4.1
1.5
4.9
6.1
3.9
4.9
3.4
4.3
1.6
5.1
6.3
4.1
5.1
3.5
4.4
1.8
5.4
6.7
4.3
5.4
3.8
4.7
2.0
5.7
7.1
4.6
5.7
4.0
5.0
2.3
6.1
7.6
4.9
6.1
4.2
5.3
2.5
6.3
7.9
5.0
6.3
4.4
5.5
2.6
6.4
8.1
5.2
6.5
4.5
5.6
2.8
6.7
8.4
5.4
6.7
4.7
5.9
3.0
6.9
8.7
5.5
6.9
4.8
6.1
3.2
7.2
8.9
5.8
7.2
5.0
6.3
3.6
7.6
9.5
6.1
7.6
5.3
6.6
3.8
7.8
9.7
6.2
7.8
5.5
6.8
4.0
8.0
10.0
6.4
8.0
5.6
7.0
4.5
8.5
10.6
6.8
8.5
5.9
7.4
5.0
9.0
11.2
7.1
8.9
6.3
7.8
8.6
溶接部の硬さ
溶接部の測定で求めた硬さの値は,溶接施工要領書に記載された要求値範囲を超えてはならない。ただ
し,要求値範囲を超えた場合には,溶接条件(特に,後熱処理条件など)を変更した試験片を作製し,再
試験する。再試験の内容については,受渡当事者間の協定による。
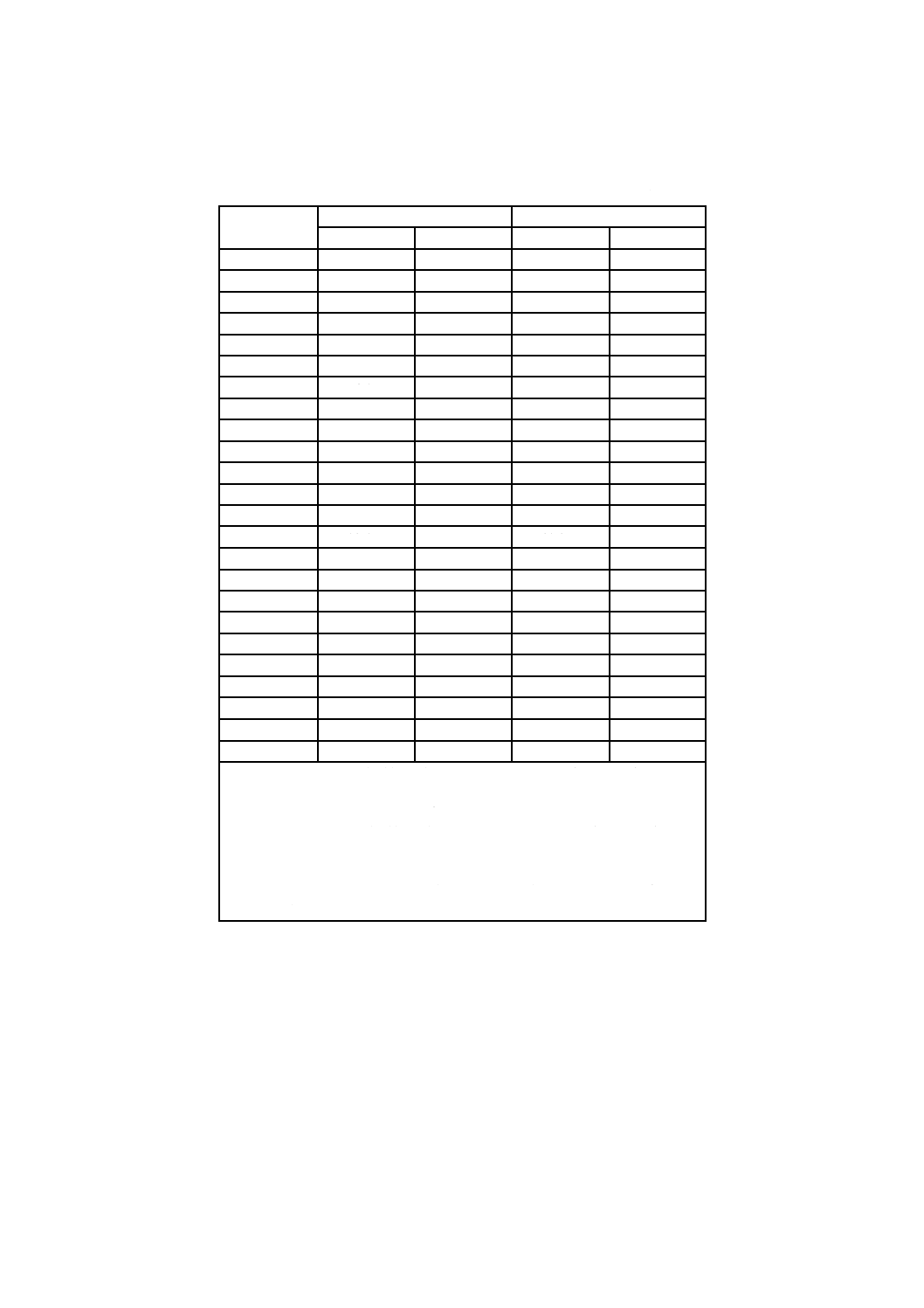
8.7
引張せん断強さ
引張せん断強さの最小値及び平均値は,表7及び表8の値以上でなければならない。
板厚が異なる場合又は3枚以上の板を重ね合わせた場合には,力を受ける板のうち薄い方の板厚の値を
採用する。表7及び表8で試験片の板厚が各表に示す板厚の中間にある場合には,試験片よりも薄い板厚
の値を採用する。
板厚と材質とが同時に異なる組合せの場合は,(板厚×母材の引張強さ)の値の小さな側の板厚の値を採
用する。
8
Z 3140:2017
表7−引張せん断強さ(鋼)
(表中の数値は,母材引張強さが270〜370 N/mm2の場合で表示)
単位 kN
板厚
(mm)
A級,AF級
B級,BF級
最小値
平均値
最小値
平均値
0.4
1.23
1.45
1.07
1.27
0.5
1.65
1.94
1.44
1.69
0.6
2.10
2.47
1.82
2.14
0.7
2.57
3.02
2.23
2.62
0.8
3.08
3.62
2.65
3.12
0.9
3.61
4.25
3.10
3.65
1.0
4.17
4.90
3.57
4.20
1.2
5.34
6.28
4.56
5.36
1.4
6.59
7.76
5.61
6.60
1.5
7.25
8.53
6.16
7.24
1.6
7.92
9.32
6.72
7.91
1.8
9.33
11.0
7.90
9.28
2.0
10.8
12.7
9.11
10.7
2.3
13.1
15.4
11.0
13.0
2.5
14.7
17.3
12.4
14.6
2.6
15.6
18.3
13.1
15.4
2.8
17.3
20.3
14.5
17.0
3.0
19.0
22.4
15.9
18.7
3.2
20.8
24.5
17.4
20.5
3.6
24.6
28.9
20.5
24.2
3.8
26.6
31.2
22.2
26.1
4.0
28.6
33.6
23.8
28.0
4.5
33.8
39.7
28.1
33.0
5.0
39.2
46.1
32.6
38.3
・母材の引張強さσB(の最小値)が370〜590 N/mm2の鋼板の場合,引張せ
ん断強さ(TSS)は,次の式で計算する。
TSS=(この表の値)×σB / 370.0
(kN)
・母材の引張強さσB(の最小値)が590 N/mm2を超える鋼板の場合,TSS
は,次の式で計算する。
TSS=(この表の値)×(−0.000 001σB2+0.002 3σB+0.60) (kN)
なお,母材の引張強さσBの単位は,N/mm2(材料規格では,通常,MPa
と表示。)とする。
9
Z 3140:2017
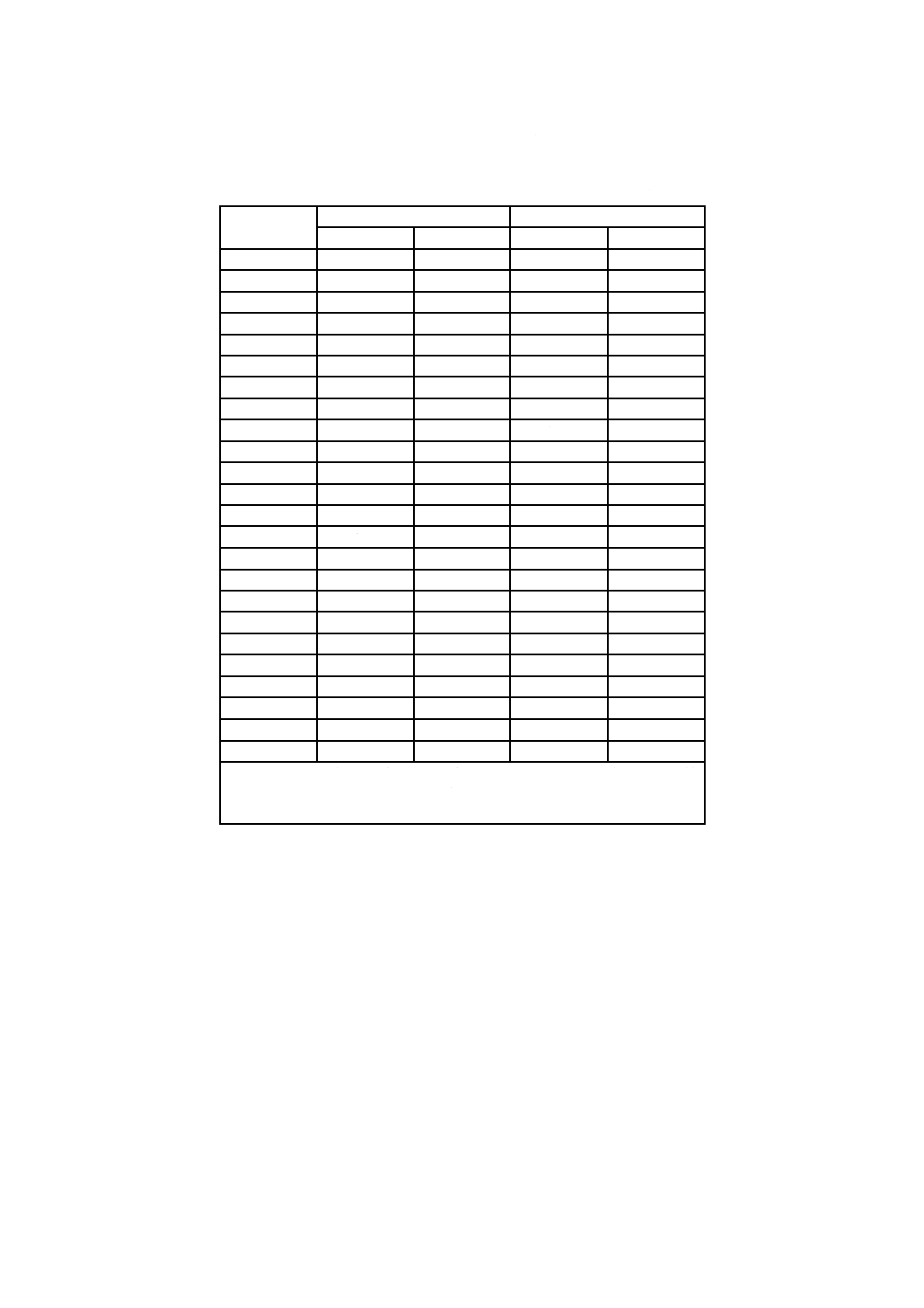
表8−引張せん断強さ(アルミニウム及びアルミニウム合金)
(表中の数値は,母材引張強さが100 N/mm2の場合で表示)
単位 kN
板厚
(mm)
A級,AF級
B級,BF級
最小値
平均値
最小値
平均値
0.4
0.27
0.38
0.22
0.31
0.5
0.34
0.48
0.27
0.39
0.6
0.41
0.58
0.33
0.47
0.7
0.47
0.68
0.38
0.55
0.8
0.54
0.78
0.44
0.63
0.9
0.61
0.86
0.49
0.71
1.0
0.68
0.96
0.55
0.79
1.2
0.81
1.16
0.66
0.93
1.4
0.95
1.34
0.77
1.10
1.5
1.01
1.44
0.82
1.17
1.6
1.08
1.54
0.88
1.25
1.8
1.22
1.74
0.98
1.40
2.0
1.35
1.92
1.09
1.56
2.3
1.55
2.22
1.26
1.80
2.5
1.69
2.40
1.37
1.95
2.6
1.76
2.50
1.42
2.03
2.8
1.89
2.70
1.53
2.19
3.0
2.03
2.89
1.64
2.34
3.2
2.16
3.08
1.75
2.49
3.6
2.43
3.46
1.97
2.81
3.8
2.57
3.66
2.08
2.96
4.0
2.70
3.85
2.19
3.12
4.5
3.04
4.34
2.46
3.51
5.0
3.38
4.82
2.74
3.90
母材の質別O(Oの規定がない場合は,H12又はFとする。)の規格の最
小引張強さが100 N/mm2以外の場合には,それぞれの母材の最小引張強さ
×1/100を表8の値に乗じる。
8.8
十字引張強さ
十字引張強さは,鋼材溶接部に対してだけに規定する。板厚2.5 mm以下の鋼板に対する十字引張強さ
の最小値及び平均値は,表9の値以上でなければならない。
板厚2.5 mmを超える鋼板に対する十字引張強さの値は,受渡当事者間の協定による。
10
Z 3140:2017
表9−十字引張強さ(鋼)
単位 kN
板厚
(mm)
A級,AF級
B級,BF級
最小値
平均値
最小値
平均値
0.4
0.45
0.53
0.36
0.42
0.5
0.65
0.77
0.52
0.62
0.6
0.89
1.05
0.71
0.84
0.7
1.16
1.36
0.92
1.09
0.8
1.45
1.71
1.16
1.37
0.9
1.77
2.09
1.42
1.67
1.0
2.13
2.50
1.70
2.00
1.2
2.90
3.41
2.32
2.73
1.4
3.77
4.43
3.01
3.54
1.5
4.23
4.98
3.39
3.98
1.6
4.72
5.56
3.78
4.44
1.8
5.77
6.79
4.62
5.43
2.0
6.90
8.12
5.52
6.50
2.3
8.75
10.3
7.00
8.24
2.5
10.1
11.9
8.07
9.50
注記 十字引張強さの値は,母材の引張強さには関係しない。
9
記録
記録に記載する項目は,次による。
a) 試験年月日及び試験場所
b) 試験担当者氏名及び所属
c) 試験材料の種類及び板厚
d) 試験材料の化学成分及び機械的性質
e) 溶接方法
f)
溶接機の種類及び識別番号
g) 電極の種類及び溶接条件(必要に応じて後熱処理条件も記載)
h) 等級及び試験片の種類
i)
検査項目ごとの試験結果(測定値)及び合否判定結果
j)
その他必要な事項