2
Z 3137 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
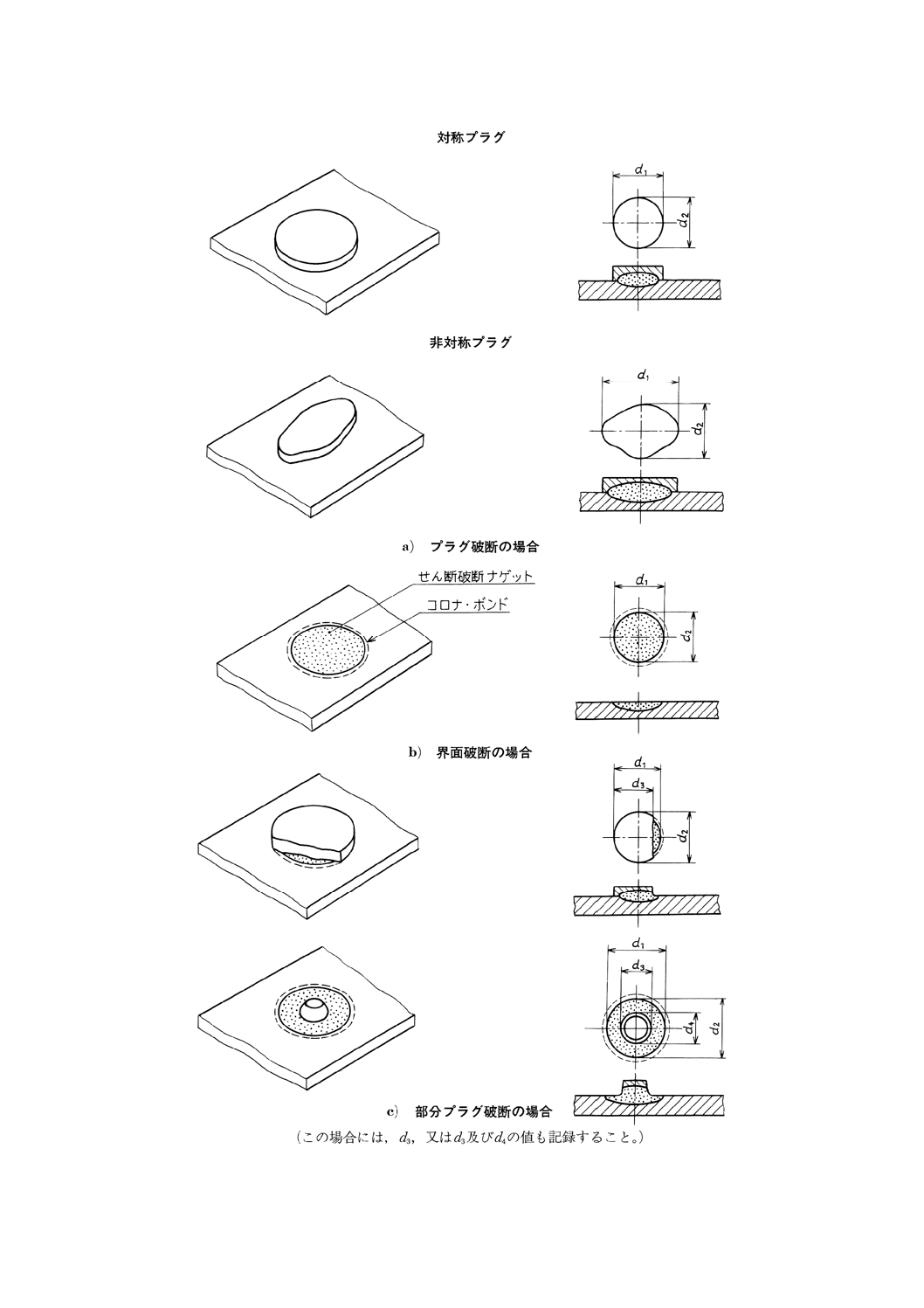
図1 十字引張試験の場合の主な破断形態と溶接径
Z 3137 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS Z 3137 : 1990は改正され,この規格に置き換えられる。
今回の改正では,国際規格との整合を図るために,ISO/DIS 14272 : 1994,Specimen dimensions and
procedure for cross tension testing resistance spot and embossed projection weldsを基礎として用いた。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
t
5
日本工業規格 JIS
Z 3137 : 1999
抵抗スポット及びプロジェクション
溶接継手の十字引張試験に対する
試験片寸法及び試験方法
Specimen dimensions and procedure for cross tension testing
resistance spot and embossed projection welded joints
序文 この規格は,1994年に発行されたISO/DIS 14272,Specimen dimensions and procedure for cross tension
testing resistance spot and embossed projection weldsを元に作成した日本工業規格であるが,次の規定内容を
除いて技術的内容はISO/DIS 14272と同一である。
a) ISO/DISでは最大溶接径を (t:板厚)と規定している。
b) 試験片の個数について,ISO/DISに規定された11個を基本とするが,標準偏差を必要としない場合に
は当事者間の協議によって減少できることとした。
c) 引張試験のためのジグの形状,寸法を規定した。
d) 引張試験ジグに試験片を固定する六角ボルトの呼び径をISO/DISではM12としているが,この規格
ではM12,14,16,18のいずれかによることとし,できるだけ大きな呼び径のものを使用することが
望ましいとした。
1. 適用範囲 この規格は,金属の抵抗スポット及びプロジェクション溶接継手について,板厚が0.5〜
5.0mmで任意の溶接径をもつ試験片の形状・寸法並びに試験方法を規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS Z 2241 金属材料引張試験方法
JIS Z 3001 溶接用語
JIS Z 8401 数値の丸め方
3. 用語の定義 この規格で用いる主な用語の定義は,JIS Z 3001によるほか次による。
a) 十字引張力(十字引張荷重) この試験によって得られた最大力(最大荷重)。
b) 溶接径 プラグ破断の場合の溶接径はプラグの平均径を,界面破断の場合にはコロナ・ボンドを除い
た境界面で測定した溶融領域の平均径をいう。ただし,両破断形式が混在する部分プラグ破断の場合
には,図1に示す平均径をいう。
2
Z 3137 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 十字引張試験の場合の主な破断形態と溶接径
3
Z 3137 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
溶接径dは図1において,すべて次の式で与えられる。
d= (d1+d2) /2
4. 試験片
4.1
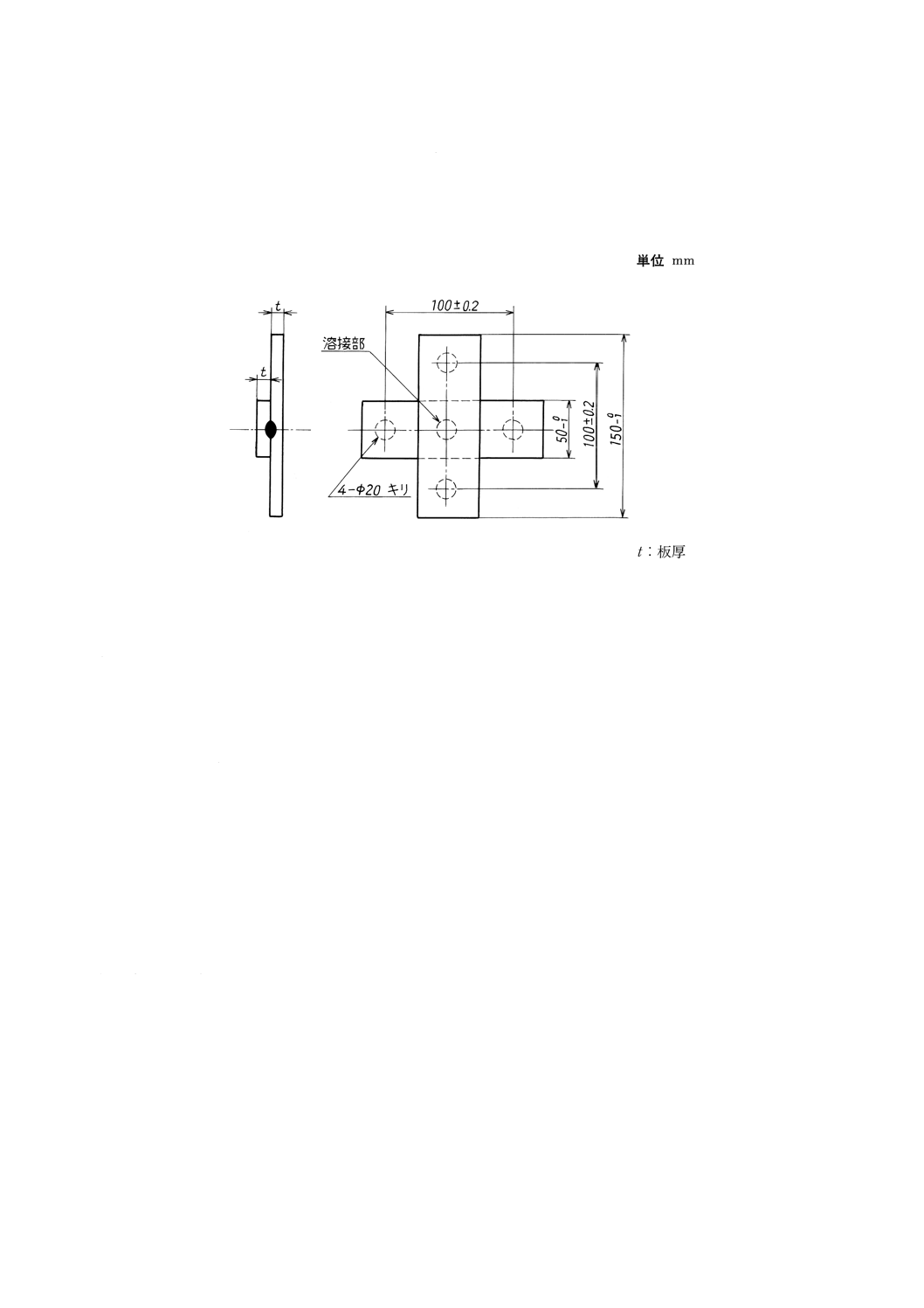
試験片の形状及び寸法 試験片の形状及び寸法は,図2による。
図2 試験片の形状及び寸法
4.2
試験片の作製 試験片を作製する場合は適当なジグを用いて,図2に示すように板幅の中心線が互
いに直交するように各単片試験板の位置決めを行い,更にできるだけ十字重ね部分の中心に溶接を行うこ
と。
4.3
試験片の個数 試験片の個数は同一条件について11個とする。ただし,試験結果について標準偏差
を必要としない場合には,当事者間の協定によって減少できるものとする。
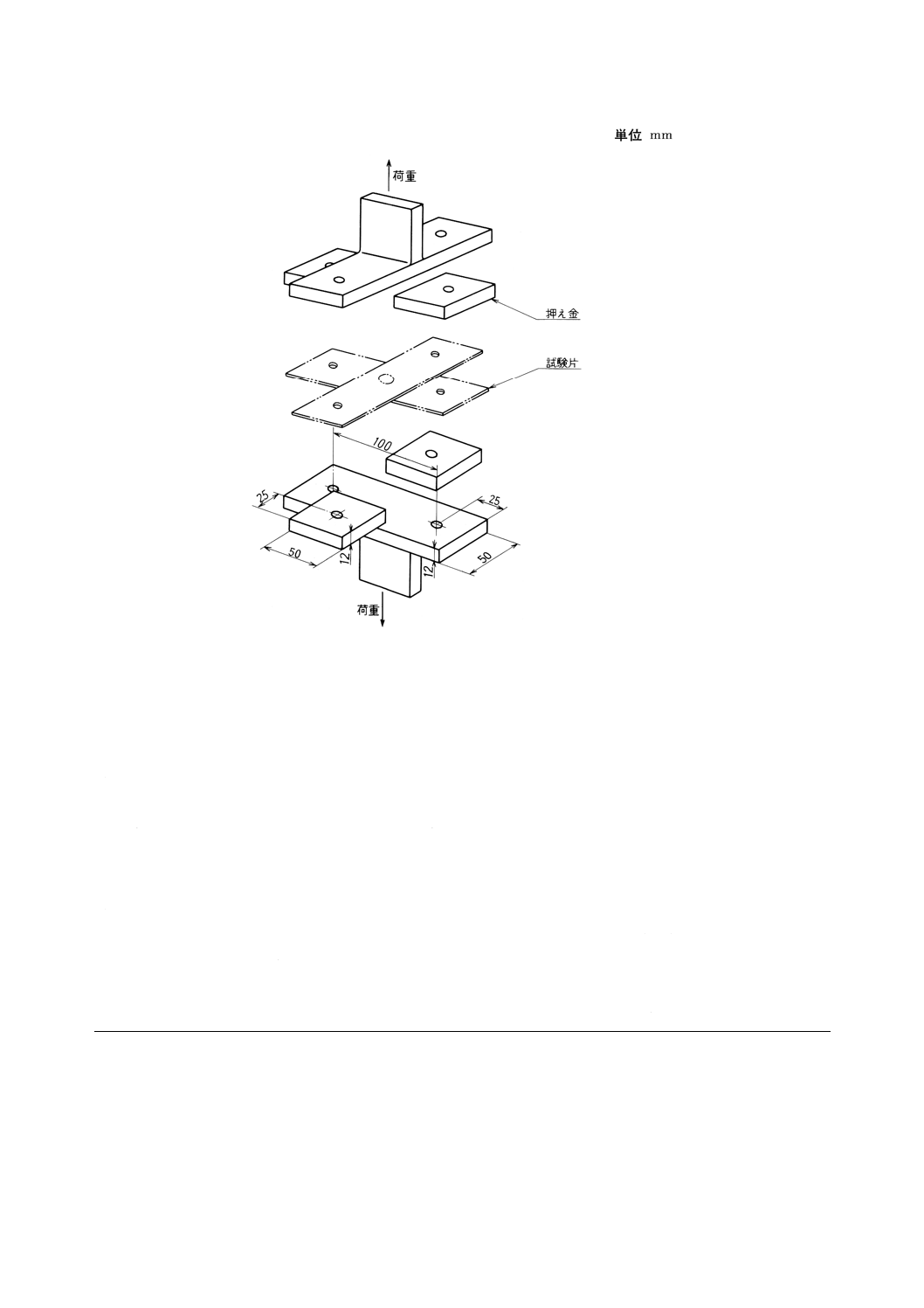
5. 試験装置及び試験手順 試験装置及び試験手順は,次による。
試験は,JIS Z 2241に規定された装置及び方法に従うものとする。
まず,図3に示すような十字引張試験用ジグに,呼び径がM12,14,16又は18のいずれかで,呼び長
さが45の六角ボルトを用いて試験片を取り付け,これを試験機にクランプした後,徐々に引っ張る。
なお,ジグのボルト穴径はすべてφ20とする。試験結果のばらつきを小さくするためには,呼び径がで
きるだけ大きな六角ボルトを使用し,ボルト穴径とねじ外径とのすきまを小さくすることが望ましい。引
張速度は,軟鋼の場合は5〜200mm/min,その他の材料の場合は10mm/min以下とする。
試験片が破断するまでの最大引張荷重を測定し,十字引張力を求める。また,破断した試験片から溶接
径を求める。試験は室温で行う。
4
Z 3137 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 十字引張試験用治具と試験片
6. 記録 試験を行った後,次の項目について記録する。ただし,試験結果を報告する場合には,当事者
間の協定によってその一部を省略することができる。
a) 試験年月日,試験場所
b) 試験材料の種類及び板厚
c) 試験材料の化学成分及び機械的性質
d) 溶接方法(スポット又はプロジェクション溶接)
e) 溶接機の種類及び溶接条件
f)
試験の種類(十字引張試験)
g) 試験機の名称,形式,最大ひょう量など
h) 十字引張力の個々の値,平均値,必要ある場合には標準偏差(JIS Z 8401参照)
i)
溶接径の個々の値,破断形態,平均値,必要ある場合には標準偏差(JIS Z 8401参照)
j)
その他の特記事項
参考 できれば,試験片の変形の情報を与えることのできる荷重−伸び曲線を記録する。
関連規格 JIS Z 3136 抵抗スポット及びプロジェクション溶接継手のせん断試験に対する試験片寸法及
び試験方法
JIS Z 3138 スポット溶接継手の疲れ試験方法
JIS Z 3139 スポット溶接継手の断面試験方法
JIS Z 3144 スポット及びプロジェクション溶接部の現場試験方法
5
Z 3137 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3137改正原案作成委員会 構成表
氏名
所属
(委員長)
佐 藤 次 彦
大阪工業大学
(幹事)
高 橋 靖 雄
新日本製鉄株式会社鉄鋼研究所
(委員)
小 島 彰
通商産業省基礎産業局
天 野 徹
工業技術院標準部
山 村 修 蔵
財団法人日本規格協会技術部
大石橋 宏 次
財団法人鉄道綜合技術研究所
中 村 孝
株式会社電元社製作所
松 山 欽 一
大阪大学工学部
小笠原 幸 生
トヨタ自動車株式会社第2生産技術部
金 志 真 彦
ホンダエンジニアリング株式会社
谷 口 庸 彦
三菱自動車工業株式会社材料技術部
和 田 晃
日産自動車株式会社第3技術部
高 橋 雄 二
マツダ株式会社車体技術部
藤 村 利 明
日産車体株式会社生産技術部
富 沢 幸 夫
川崎重工業株式会社車両事業部
平 松 良 一
東急車両製造株式会社
松 田 恭 典
日本鋼管株式会社福山研究所
登 坂 章 男
川崎製鉄株式会社鉄鋼研究所
青 木 欣 一
株式会社木村電熔機技術部
永 井 啓 彦
ナストーア株式会社近江工場
(事務局)
池 原 平 晋
社団法人日本溶接協会