2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3134-1965
T形すみ肉溶接継手の曲げ試験方法
Method of Bend Test for T Type Fillet Welded Joint
1. 適用範囲 この規格は,主として炭素鋼および低合金鋼の溶接性を調べるためのT形スミ肉溶接継手
の曲ゲ試験方法について規定する。
2. 試験片
2.1
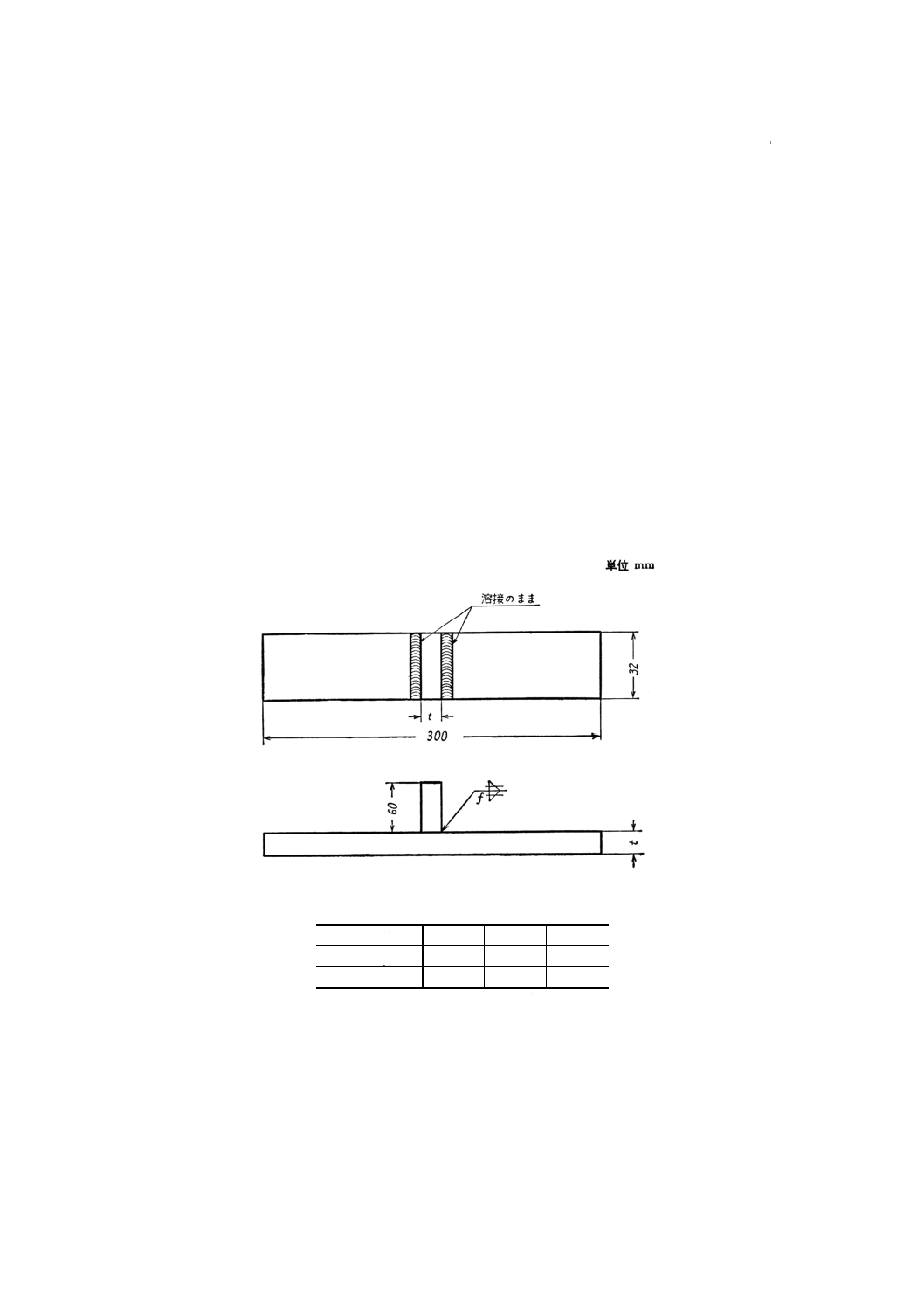
試験片の形状および寸法は,図1による。
なお,試験片の板厚およびスミ肉脚長の標準寸法は,表1による。
図1 試験片
表1
単位 mm
板厚 (t)
6
12
19
脚長 (f)
4
6
9
D
25
50
75
備考 tの値が標準寸法以外の場合には,fは
約0.5tとする。
2.2
試験片は,機械切削により2個採取する。
2.3
溶接部およびその付近の表面は,仕上をしてはならない。
3. 試験材の溶接
3.1
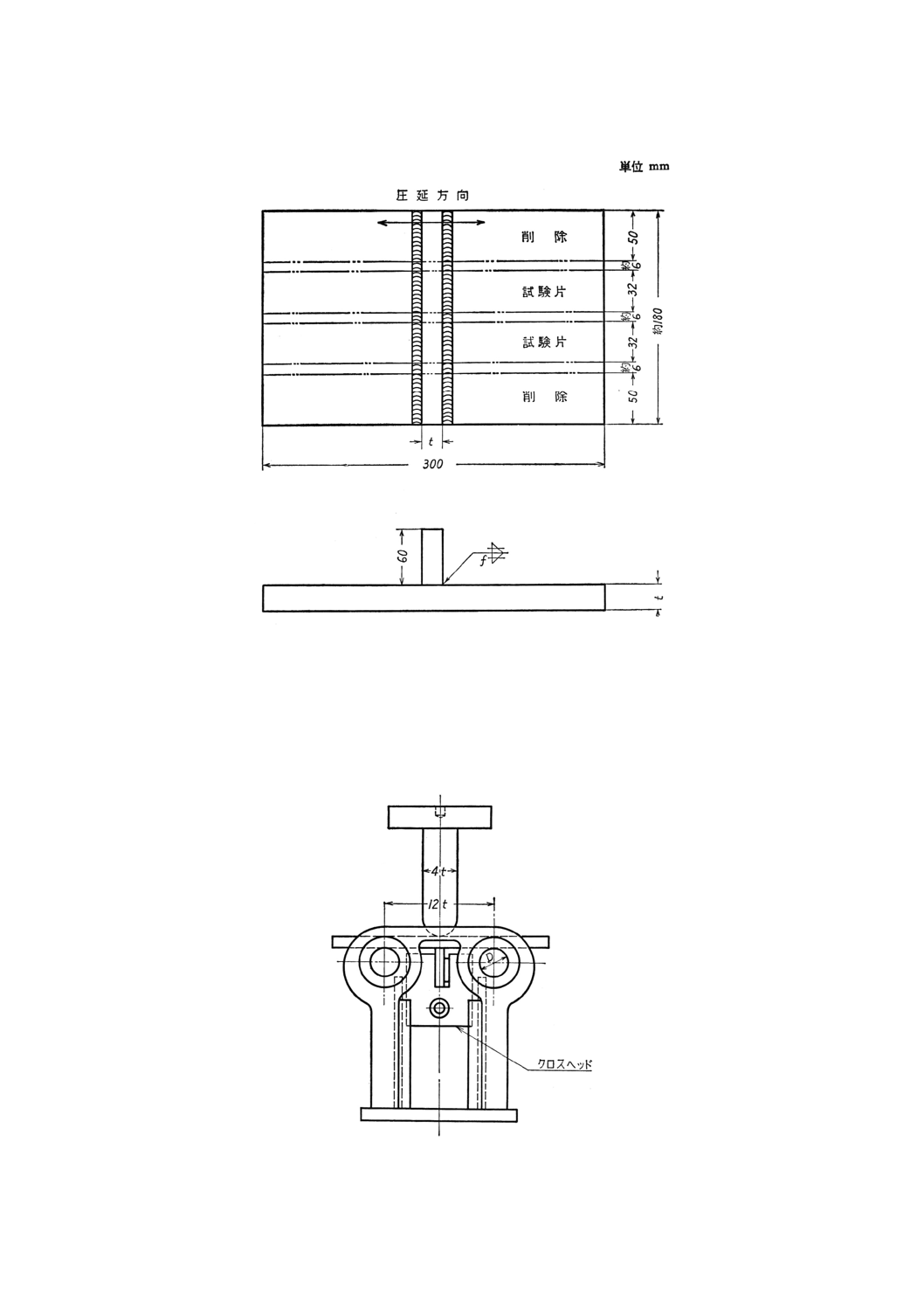
試験材の寸法は,図2による。
2
Z 3134-1965
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 試験材
3.2
試験材は,なるべく圧延方向が図2に示す溶接線と直角になるように採取する。
3.3
溶接は下向姿勢で行ない,反対側の溶接は,試験材を室温まで放冷したのち行なう。
4. 試験方法
4.1
試験ジグの形状および主要部分の寸法は,図3による。
図3 曲ゲ試験ジグ
3
Z 3134-1965
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
曲ゲ試験は,JIS B 7721(引張試験機)またはそのほかの適当な機械によって図3のジグを用い,立
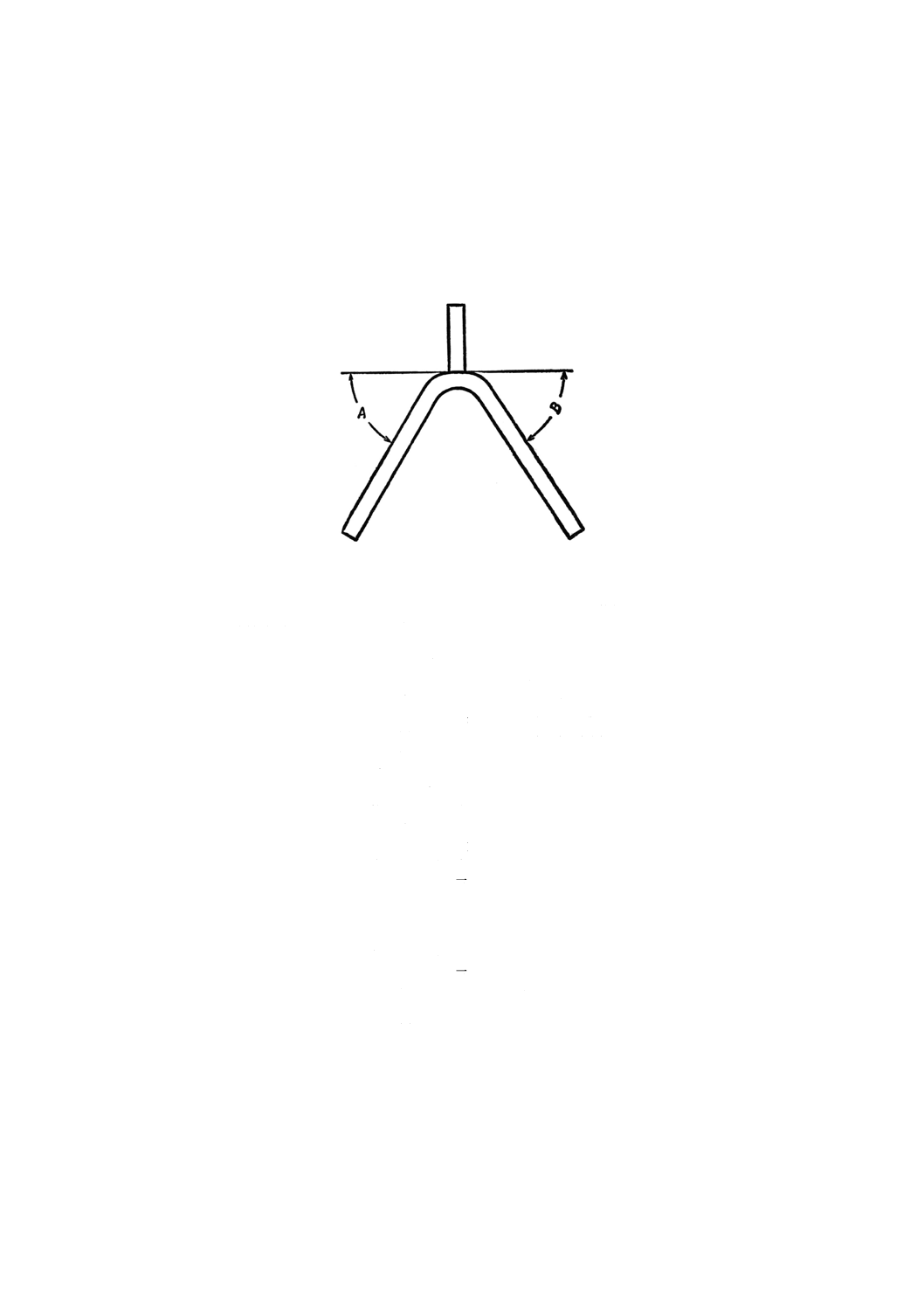
板をクロスヘッドに固定して行なう。試験は試験片の角度(図4に示すA+B)が120度になるまで曲げ
る。
4.3
曲ゲ試験が終わったのち,最大荷重およびワレ発生の有無を調べる。もし破断した場合には破断時
の曲がり角度を測定する。
図4 曲がり角度の測定
溶接部会 溶接試験方法専門委員会 構成表
氏名
所属
(委員会長)
手 塚 敬 三
日本ウエルデングロッド株式会社
稲 垣 道 夫
金属材料技術研究所
中 村 虔 一
機械試験所
安 藤 精 一
鉄道技術研究所
賀 来 信 一
日本海事協会
中 村 孝
株式会社電元社製作所
金 尾 嘉 一
日産自動車株式会社
富 田 真 巳
三菱重工業株式会社
前 田 豊 生
石川島播磨重工業株式会社
小 倉 信 和
船舶技術研究所
梅 主 俊 次
松尾橋梁株式会社
鈴 木 政 夫
東京芝浦電気株式会社
渡 辺 潔
株式会社日立製作所
有 川 正 康
株式会社神戸製鋼所
石 崎 敬 三
八幡溶接棒株式会社
遠 田 彦一郎
富士重工業株式会社
久保田 全 俊
富士溶接棒株式会社
安 藤 良 夫
東京大学
新 居 一 郎
通商産業省
船 橋 敬 三
運輸省
山 口 武 雄
労働省
(事務局)
広 瀬 幾 男
工業技術院標準部材料規格課
中 川 昌 俊
工業技術院標準部材料規格課