2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3131-1976
前面すみ肉溶接継手の引張試験方法
Method of Tension Test for Front Fillet Welded Joint
1. 適用範囲 この規格は,金属材料の前面すみ肉溶接継手の引張試験方法について規定する。
引用規格:
JIS Z 2241 金属材料引張試験方法
2. 試験の種類 試験の種類は,あて金前面すみ肉溶接継手引張試験及び十字形すみ肉溶接継手引張試験
の2種類とする。
3. 試験片
3.1
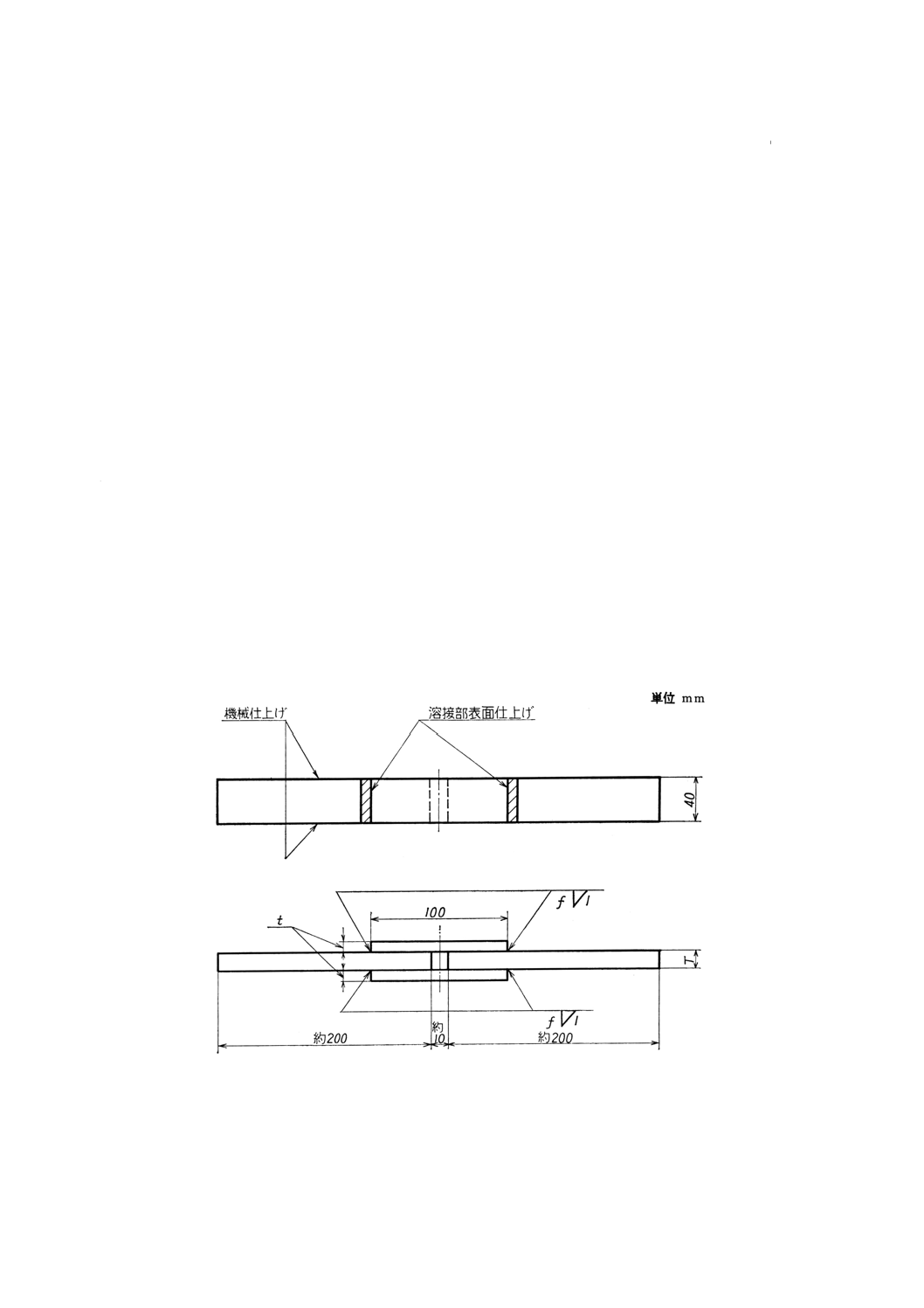
あて金前面すみ肉溶接継手の引張試験の試験片は,溶接部の表面を仕上げる場合は図1(1号試験片),
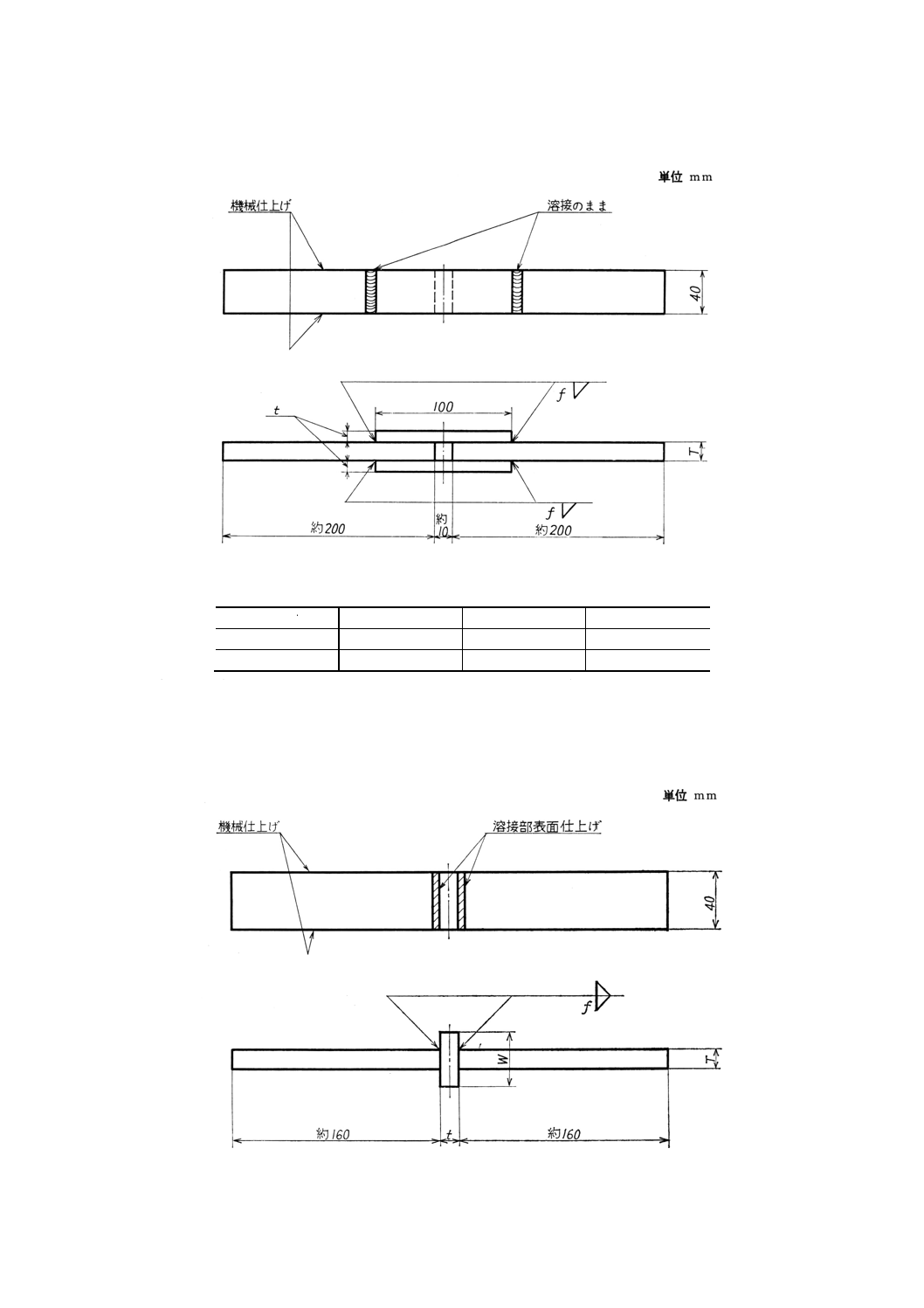
溶接部の表面が溶接のままの場合は,図2(2号試験片)による。
なお,試験片及びすみ肉脚長の標準寸法は,表1による。
図1 あて金前面すみ肉溶接継手の引張1号試験片
2
Z 3131-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 あて金前面すみ肉溶接継手の引張2号試験片
表1
単位 mm
脚長f
6
9
12
板厚t
9以上
12以上
16以上
板厚T
12以上
19以上
25以上
3.2
十字形すみ肉溶接継手の引張試験片は,溶接部の表面を仕上げる場合は図3(3号試験片),溶接部
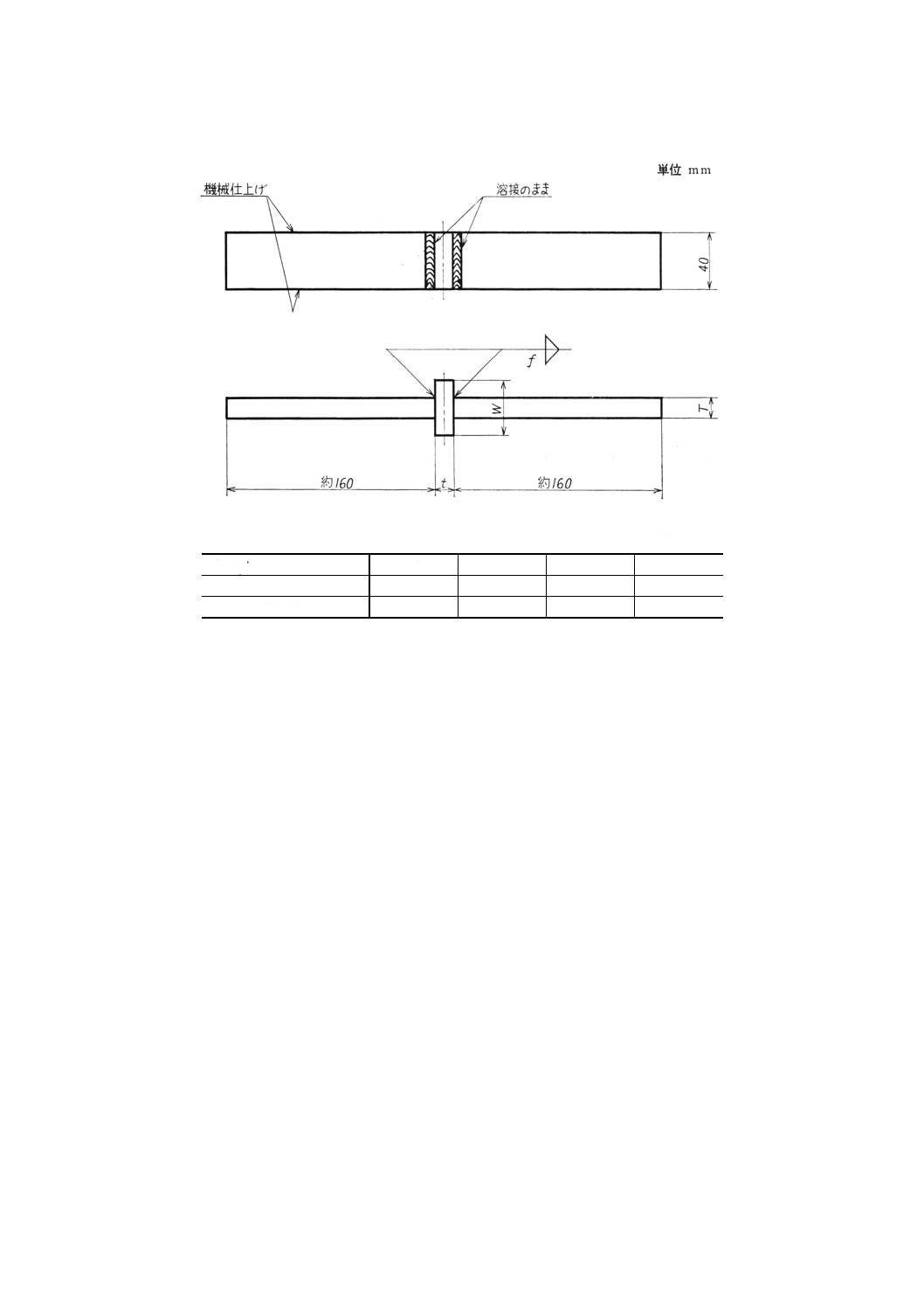
の表面が溶接のままの場合は,図4(4号試験片)による。
なお,試験片及びすみ肉脚長の標準寸法は,表2による。
図3 十字形すみ肉溶接継手の引張3号試験片
3
Z 3131-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 十字形すみ肉溶接継手の引張4号試験片
表2
単位 mm
脚長f
3
6
9
12
板厚T及びt(最小)
6
12
19
25
板幅W(最小)
30
40
55
70
備考 Tとtとの値は異なってもよい。
3.3
試験片の切り取りは,機械切削とする。ただし,ガス切断による場合は,削りしろを3mm以上とし
なければならない。
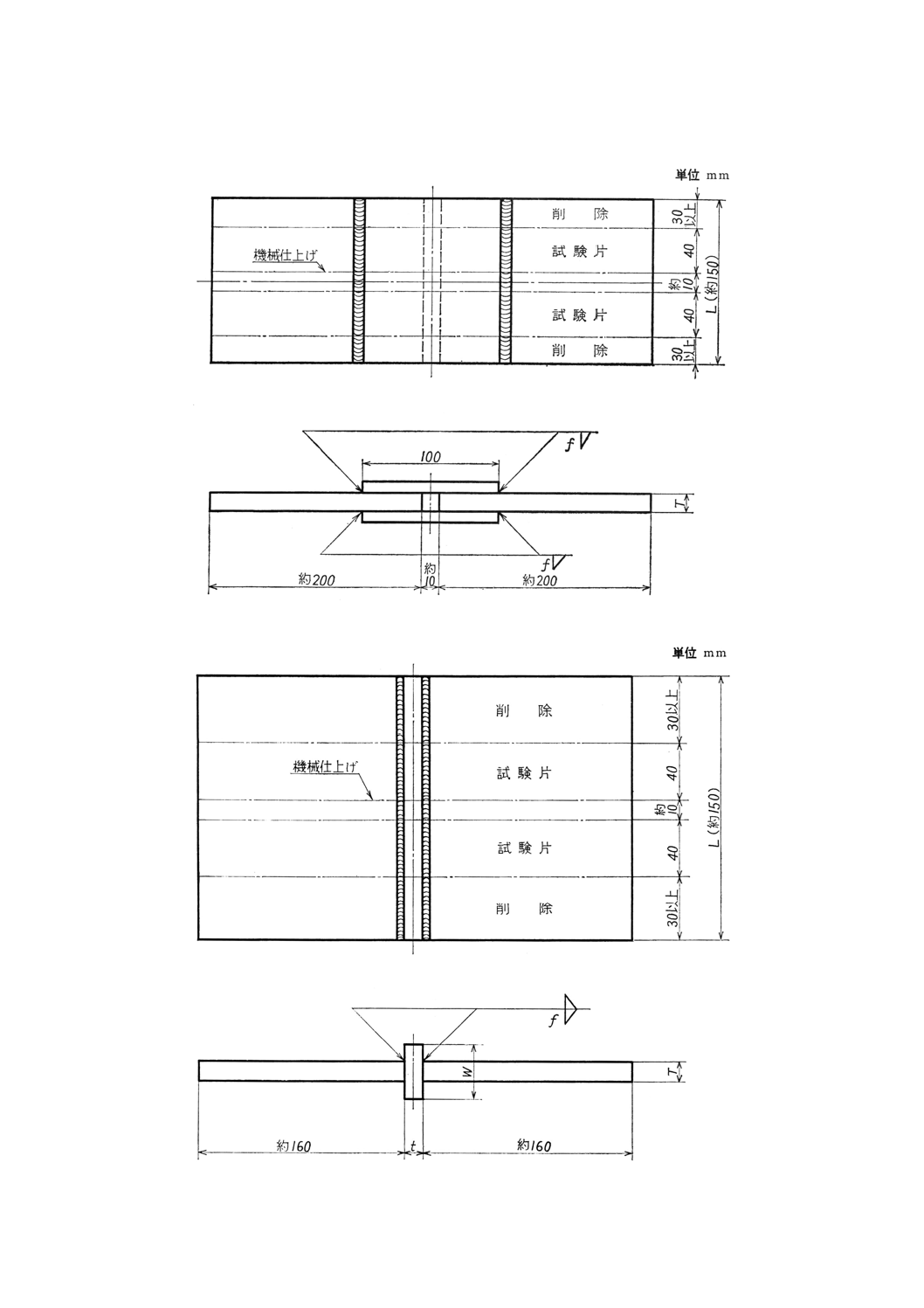
4. 試験材の溶接 あて金前面すみ肉溶接継手の試験材の溶接は図5,十字形すみ肉溶接継手の試験材の
溶接は図6による。ただし,溶接方法によってはLを大きくしてもよい。
4
Z 3131-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 あて金前面すみ肉溶接継手の引張試験材(1号又は2号試験片用)の溶接
図6 十字形すみ肉溶接継手の引張試験材(3号又は4号試験片用)の溶接
5
Z 3131-1976
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 試験方法
5.1
試験片は,JIS Z 2241(金属材料引張試験方法)により引張り,その最大荷重を測定する。
5.2
前面すみ肉溶接継手の引張強さ (S) の算出には,次の式を用いる。
l
f
P
S
m
×
= 7.0
ここに
S: 前面すみ肉溶接継手の引張強さ (kgf/mm2) {N/mm2}*
P: 最大引張荷重 (kgf) {N}*
fm: 試験片の両端面における8個のすみ肉脚長の平均 (mm)
l: すみ肉溶接の4個の長さの平均 (mm)
注*
{ }を付けて示してある単位は,国際単位系 (SI) によるものであって,参考として併記し
たものである。
溶接部会 溶接試験方法専門委員会 構成表(昭和45年1月1日改正のとき)
氏名
所属
(委員会長)
手 塚 敬 三
日本ウェルデングロッド株式会社
石 山 菊 三
工業技術院機械技術研究所
太 田 省三郎
日本国有鉄道鉄道技術研究所
賀 来 信 一
財団法人日本海事協会
小宮山 賢 郎
東京都立工業技術センター
中 村 孝 一
株式会社電元社製作所
有 川 正 康
株式会社神戸製鋼所
村 井 一 夫
日鉄溶接工業株式会社
田知本 一 雄
石川島播磨重工業株式会社
高 田 繁 一
松尾橋梁株式会社
渋 沢 昌 之
富士重工業株式会社
渡 辺 潔
株式会社日立製作所
富 田 眞 己
三菱重工業株式会社
川 口 義 男
日産自動車株式会社
(事務局)
中 川 昌 俊
工業技術院標準部材料規格課
(事務局)
中 川 昌 俊
工業技術院標準部材料規格課(昭和51年3月1日改正のとき)
土 居 修 身
工業技術院標準部材料規格課(昭和51年3月1日改正のとき)