Z 3120:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 試験の種類 ······················································································································ 2
5 試験片···························································································································· 2
6 試験方法························································································································· 2
6.1 外観試験 ······················································································································ 2
6.2 引張試験方法 ················································································································ 3
6.3 曲げ試験方法 ················································································································ 3
7 判定基準························································································································· 3
7.1 外観試験の判定基準 ······································································································· 3
7.2 引張試験の判定基準 ······································································································· 4
7.3 曲げ試験の判定基準 ······································································································· 4
8 再試験···························································································································· 4
8.1 再試験の条件 ················································································································ 4
8.2 再試験における試験片 ···································································································· 4
8.3 再試験の判定基準 ·········································································································· 4
9 その他の要求事項 ············································································································· 5
9.1 鋼種の異なる鉄筋を接合する場合······················································································ 5
9.2 径の異なる鉄筋を接合する場合 ························································································ 5
10 記録 ····························································································································· 5
Z 3120:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,公益社団法人日本
鉄筋継手協会(JRJI)及び一般財団法人建材試験センター(JTCCM)から,工業標準原案を具して日本工
業規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,国土交通大臣が改正した日本工
業規格である。これによって,JIS Z 3120:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。国土交通大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
Z 3120:2014
鉄筋コンクリート用棒鋼ガス圧接継手の試験方法
及び判定基準
Method and acceptance criteria of test for gas pressure welded joint of steel
bars for concrete reinforcement
1
適用範囲
この規格は,JIS G 3112に規定する棒鋼(以下,鉄筋という。)を用いた構造物の鉄筋の手動ガス圧接法,
自動ガス圧接法及び熱間押抜ガス圧接法によるガス圧接継手の試験方法及び判定基準について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3112 鉄筋コンクリート用棒鋼
JIS G 3191 熱間圧延棒鋼及びバーインコイルの形状,寸法,質量及びその許容差
JIS Z 2241 金属材料引張試験方法
JIS Z 2248 金属材料曲げ試験方法
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2によるほか,次による。
3.1
ガス圧接継手
鉄筋を酸素・アセチレンを使用したガス炎を用いて加熱し,機械的圧力を加えて接合する突合せ継手。
3.2
手動ガス圧接法
バーナーの操作を手動で行うガス圧接方法。
3.3
自動ガス圧接法
加熱・加圧工程とバーナーの駆動とを自動的に制御するガス圧接装置を使用して行うガス圧接方法。
3.4
熱間押抜ガス圧接法
ガス圧接を行った後,熱間でガス圧接部のふくらみをせん断刃によって押し抜く方法。
2
Z 3120:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5
圧接面
圧接によって得られた接合面。
3.6
圧接部
圧接によって得られた接合面及び熱影響部を含む継手部の総称。
3.7
再試験
試験材料の欠陥などによって,外観試験,引張試験又は曲げ試験において判定基準を満足しなかった場
合に行う試験。
4
試験の種類
試験の種類は,外観試験及び引張試験とする。ただし,やむを得ない場合は,継手施工の受渡当事者間
の合意によって,引張試験を曲げ試験に代えてもよい。
5
試験片
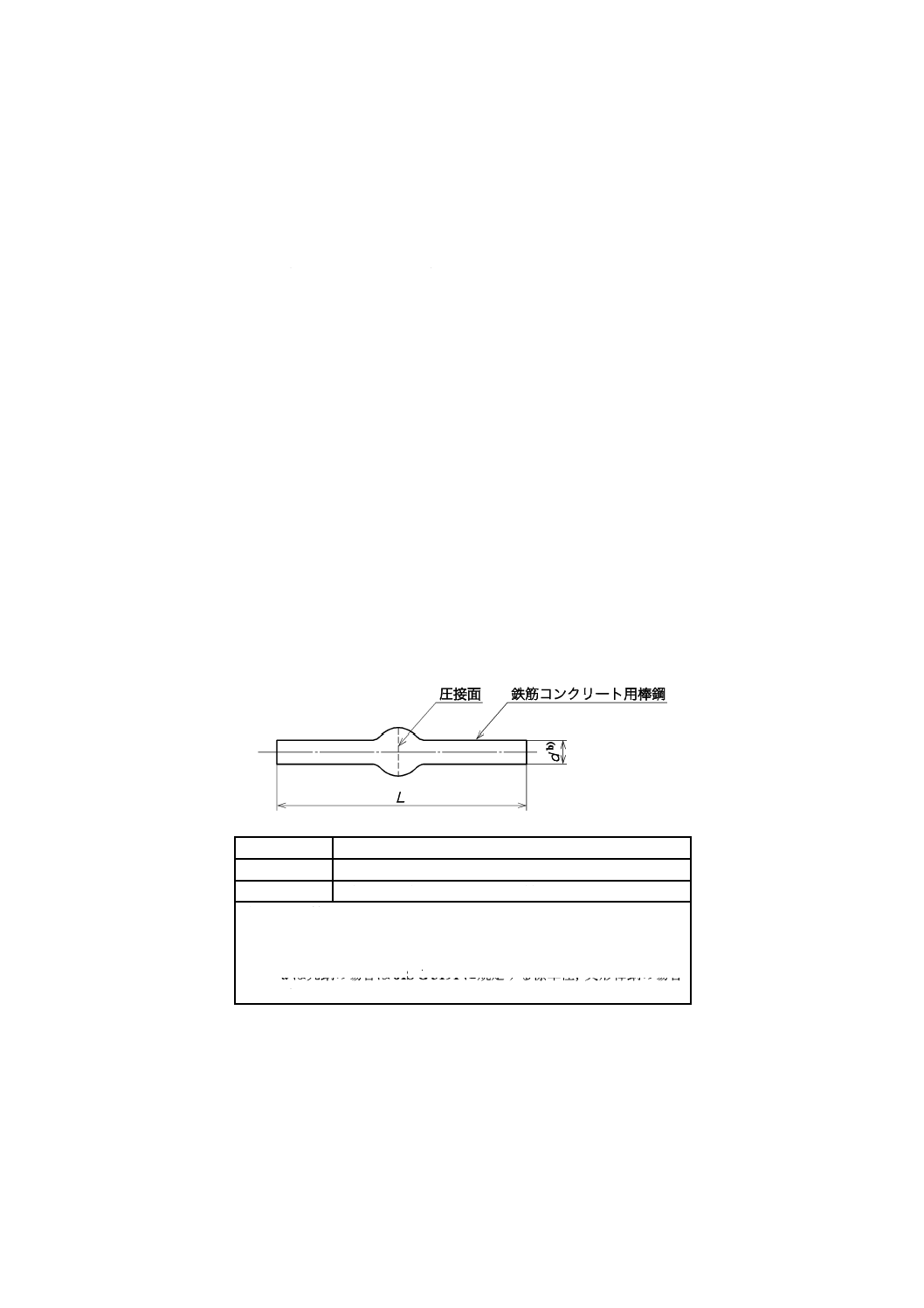
試験片の形状及び寸法は,表1による。試験片はガス圧接のままとし,引張試験片又は曲げ試験片は外
観試験に合格したものを用いる。ただし,手動ガス圧接法又は自動ガス圧接法によって作製した曲げ試験
片については,試験片を正しく曲げるために,押し金具が当たる側のふくらみを母材外接線まで削る。
表1−ガス圧接継手試験片の形状及び寸法
試験片
長さ L mm
引張試験片
[8d a)+つかみ代]以上
曲げ試験片
(10d+100)以上。ただし,最小300 mmとする。
注a) 異形棒鋼は公称直径が25.4 mm以上の場合,及び丸鋼はJIS G
3191の表1に規定する標準径が25 mmを超える場合は8dを5d
とする。
b) dは丸鋼の場合はJIS G 3191に規定する標準径,異形棒鋼の場合
はJIS G 3112に規定する公称直径とする。
6
試験方法
6.1
外観試験
圧接部の外観試験は,ふくらみの直径・長さ,圧接面のずれ,圧接部における鉄筋中心軸の偏心量,圧
接部の折れ曲がり,片ふくらみ,過熱による著しい垂れ下がり,へこみ及び焼き割れについて,目視又は
必要に応じてノギス,スケールなどの器具を用いて行う。
3
Z 3120:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
引張試験方法
引張試験方法は,JIS Z 2241による。ただし,継手の引張強さを求める場合の断面積は,異形棒鋼につ
いてはJIS G 3112に規定する公称断面積とし,丸鋼についてはJIS G 3191に示す標準径によって求めた断
面積とする。
6.3
曲げ試験方法
曲げ試験方法は,JIS Z 2248に規定する押曲げ法による。ただし,曲げ角度は45°以上とし,内側半径
はJIS G 3112による。
7
判定基準
7.1
外観試験の判定基準
全ての試験片が次の判定基準を満足した場合を合格とする。
a) 手動ガス圧接法及び自動ガス圧接法によって作製された試験片の場合は,次による。
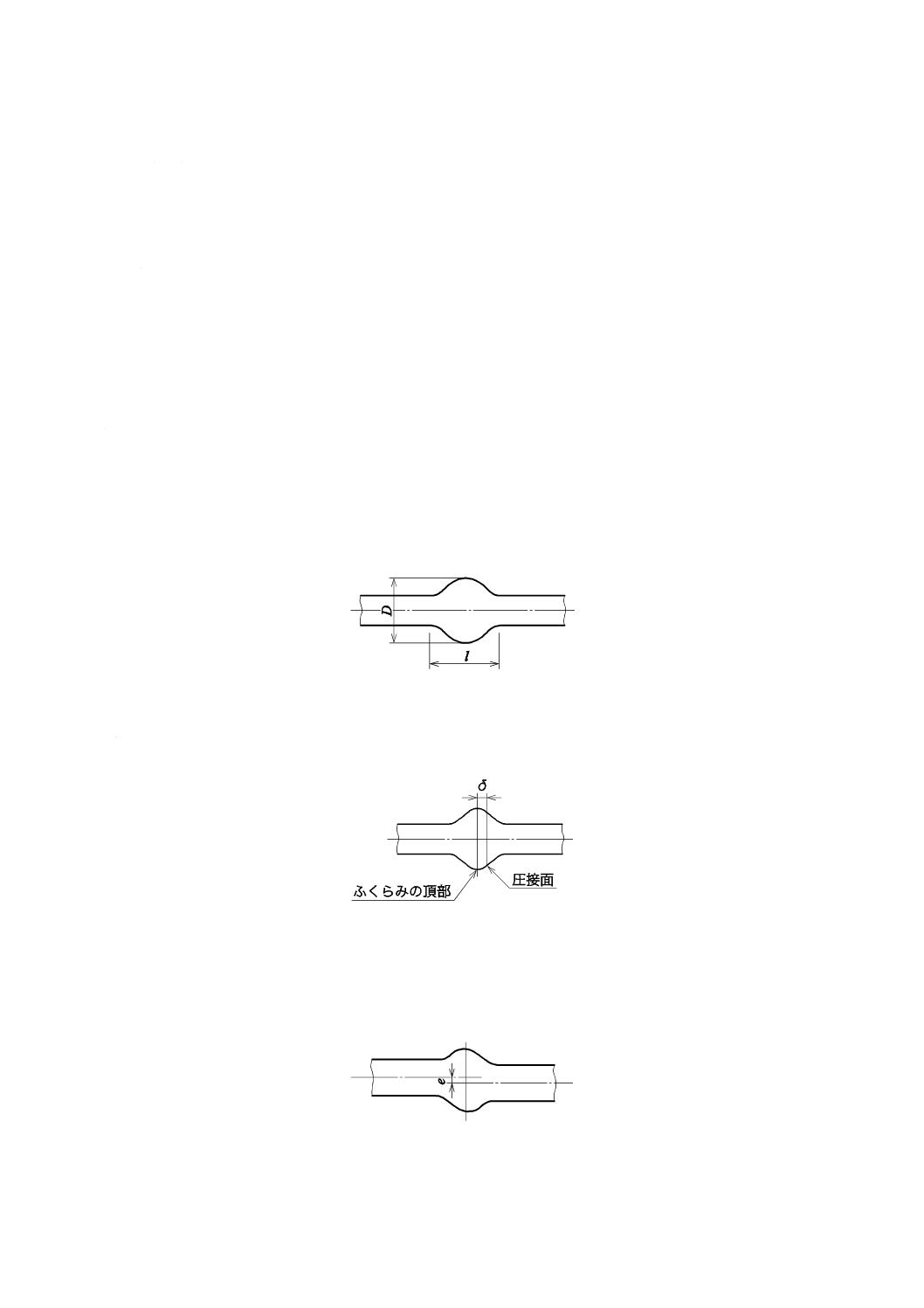
1) 圧接部のふくらみの直径(D)は,鉄筋の径又は公称直径の1.4倍以上とする。ただし,JIS G 3112
に規定するSD490の場合は1.5倍以上とする(図1参照)。
2) 圧接部のふくらみの長さ(l)は,鉄筋の径又は公称直径の1.1倍以上とする。ただし,JIS G 3112
に規定するSD490の場合は1.2倍以上とする(図1参照)。
図1−圧接部のふくらみの直径及びふくらみの長さ
3) 圧接面のずれ(δ)は,鉄筋の径又は公称直径の1/4以下とする(図2参照)。
図2−圧接面のずれ
4) 圧接部における相互の鉄筋中心軸の偏心量(e)は,鉄筋の径又は公称直径の1/5以下とする(図3
参照)。
図3−偏心量
4
Z 3120:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
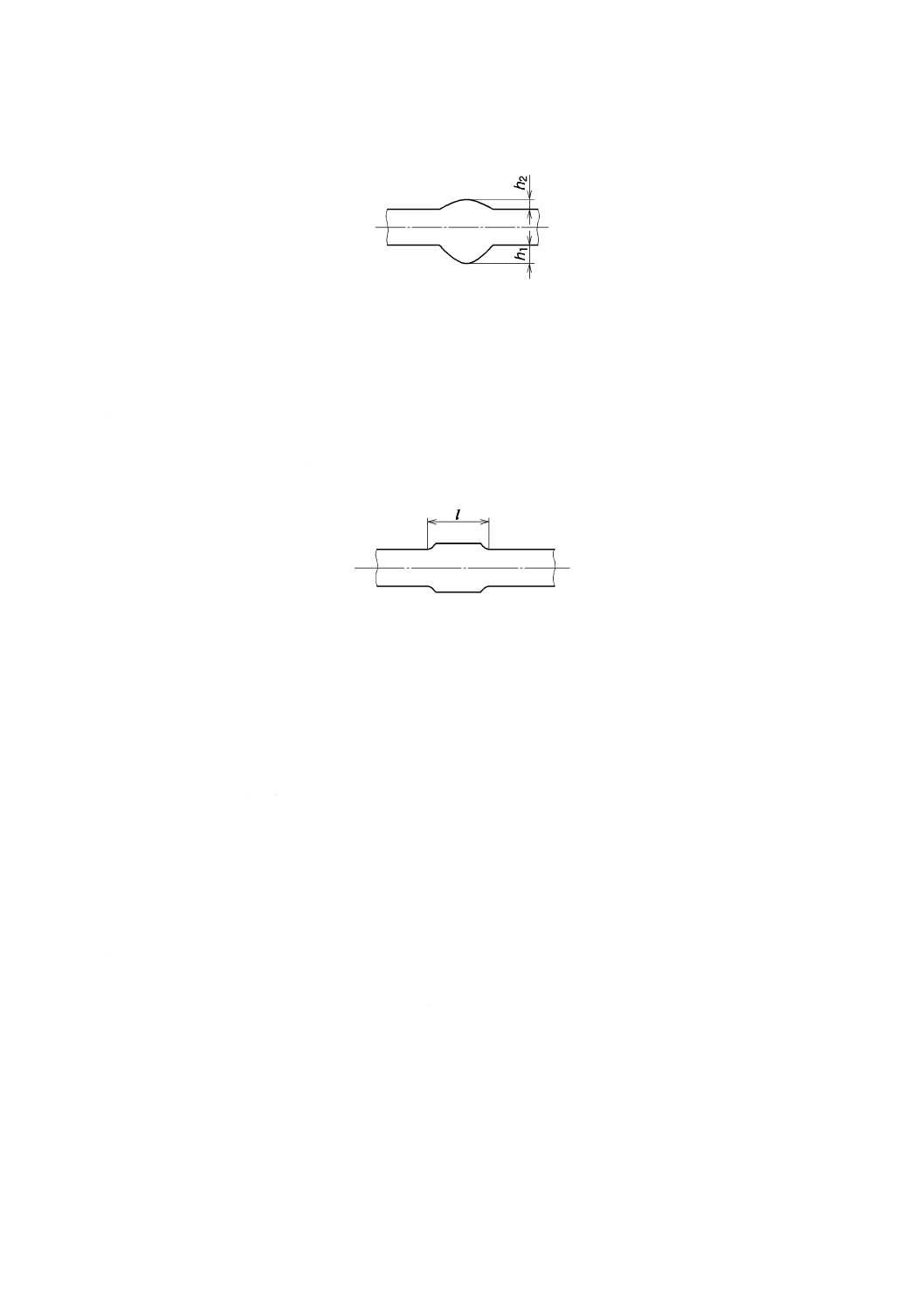
5) 圧接部の片ふくらみ(Δh)は,鉄筋径又は公称直径の1/5以下とする(図4参照)。
Δh=h1−h2
図4−片ふくらみ
6) 目視によって明らかな圧接部の折れ曲がりがないものとする。
7) 目視によって圧接部に過熱による著しい垂れ下がり,へこみ及び焼き割れがないものとする。
b) 熱間押抜ガス圧接法によって作製された試験片の場合は,次による。
1) 圧接部のふくらみの長さ(l)は,鉄筋の径又は公称直径の1.1倍以上とする。ただし,JIS G 3112
に規定するSD490の場合は1.2倍以上とする(図5参照)。
図5−圧接部のふくらみの長さ
2) 押抜き後の圧接面に対応する位置の圧接部表面に割れ及びへこみがないものとする。
3) 押抜き後の圧接部表面に過熱による表面不整がないものとする。
7.2
引張試験の判定基準
全ての試験片の引張強さがJIS G 3112の規定に適合した場合を合格とする。
7.3
曲げ試験の判定基準
全ての試験片が曲げ角度45°まで圧接面で折損しない場合を合格とする。
8
再試験
8.1
再試験の条件
再試験は,引張試験又は曲げ試験の不合格の原因が次のいずれかに該当する場合は,1回に限り行うこ
とができる。
a) 試験材料(スラグなどの介在物,割れ,パイプ,気孔などの存在)に起因すると認められる場合。
b) 試験片作製時の外的損傷に起因すると認められる場合。
c) 試験操作の誤りに起因すると認められる場合。
d) 曲げ試験の結果,45°未満の曲げ角度で,圧接面以外で折損した場合。
8.2
再試験における試験片
再試験における試験片は,不合格となった試験片1本につき,更に1本の試験片を同一条件で作製した
他の継手から採取する。
8.3
再試験の判定基準
全ての試験片が箇条7の規定に適合した場合を合格とする。
5
Z 3120:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
その他の要求事項
9.1
鋼種の異なる鉄筋を接合する場合
6.3の曲げ半径及び7.2の引張強さについては,強度の低い方の鉄筋の規定を適用する。
9.2
径の異なる鉄筋を接合する場合
箇条5及び7.1の鉄筋の径又は公称直径,及び6.3の曲げ半径については,径の細い方の鉄筋の値を適用
する。
10 記録
試験を行った後,次の事項について記録する。
a) 工事名
b) 圧接工事施工業者名(会社名)
c) 圧接工法
d) 試験年月日
e) 合否判定結果
f)
鉄筋の製造業者名,種類及び呼び名
g) その他