2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3115-1973
溶接熱影響部のテーパかたさ試験方法
Method of Taper Hardness Test in Weld Heat−Affected Zone
1. 適用範囲 この規格は,鋼材のアーク溶接熱影響部の硬化性を調べるためテーパ試験片を用いて
800℃から500℃までの冷却時間と最高かたさとの関係を求める試験(以下,テーパかたさ試験という。)
方法について規定する。
引用規格:
JIS Z 3101 三溶接熱影響部の最高かたさ試験方法
2. 試験片
2.1
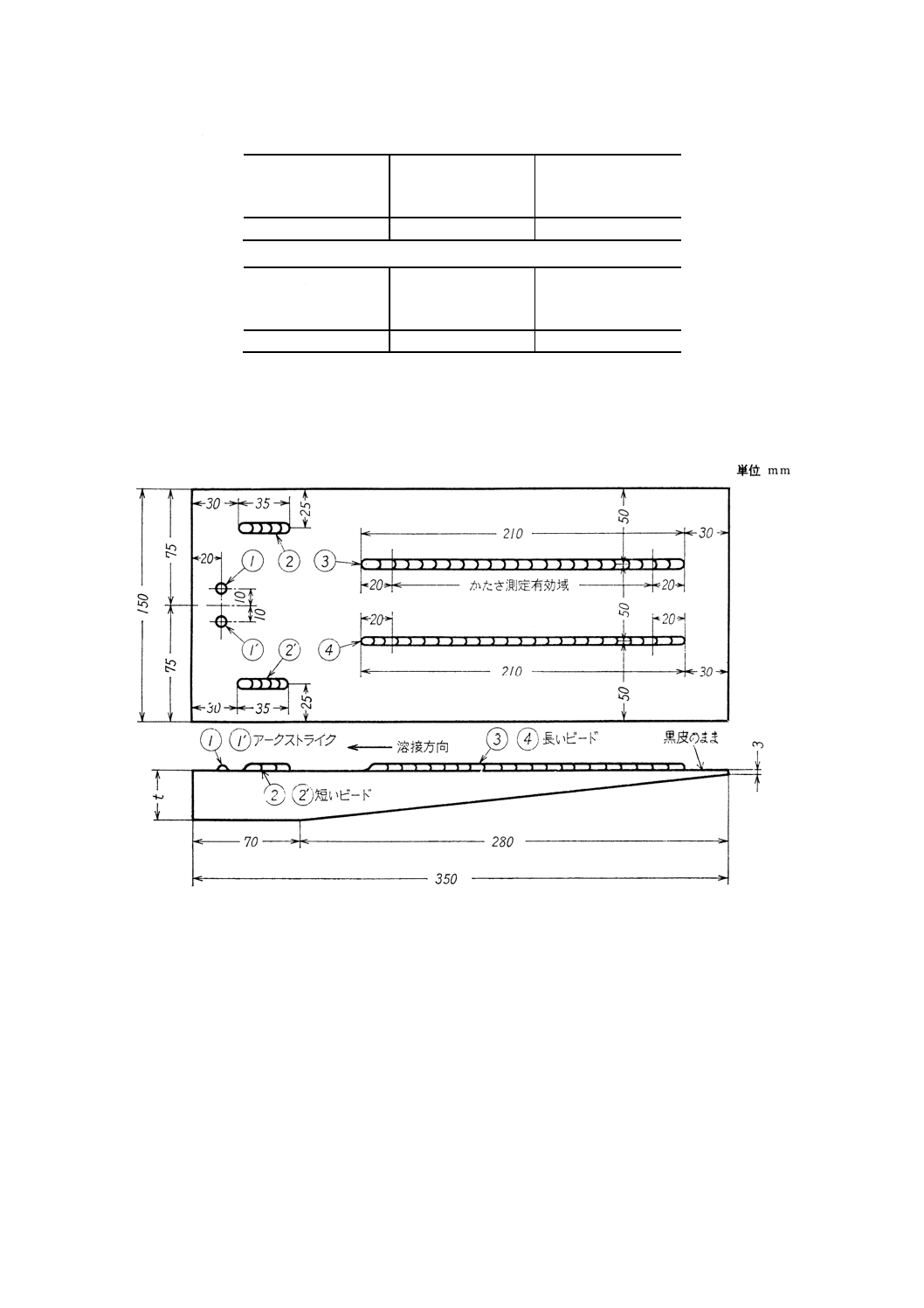
試験片の形状・寸法は図1による。ただし,試験片の厚さ (t) は,鋼材の厚さが30mmをこえる切
合は片側から30mmに機械切削し,鋼材の厚さが30mm以下15mm以上の場合には,原厚のままとする。
2.2
試験片の側面は,ガス切断のままでよい。
3. 溶接
3.1
アークストライク,短いビードおよび長いビードは,図1に示す位置に置く。長いビードは,所定
の長さをそれぞれ1本の溶接棒で中断することなく試験片の薄い方から厚い方へ溶接する。
3.2
アークストライクおよびビードを置く順序は,図1に示す①,◯
1',②,◯
2',③,④の順とし,各溶
接ごとに試験片は大気中で放冷し,その温度が約40℃以下まで冷却した後につぎのビードを置く。ただし,
この場合,試験片の厚さが30mm未満のときは,短いビードは置かない。
3.3
溶接棒は,原則として供試鋼材に適合した棒径4mmで所定の再乾燥処理を行なった低水素系溶接棒
を用いる。
3.4
溶接前の板の表面は黒皮のままとし,適当な方法によって溶接に有害な油,さび,過度のスケール,
水分などを除去する。
3.5
試験片は溶接時にその長手方向の両端で支持し,裏側にじゅうぶんな空間をあける。
3.6
溶接条件は,原則として表1による。
2
Z 3115-1973
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 溶接条件
溶接条件
溶接番号
溶接電流
A
アーク電圧
V
溶接速度
cm/min
溶接入熱
J/cm
①◯
1'
170±10
26±3
アークストライク
−
②◯
2'
170±10
26±3
15±1
約 17700
③
170±10
26±3
15±1
約 17700
④
170±10
26±3
28±1
約
9500
備考1. 溶接番号は,図1の丸わく内の数字に対応する。
2. 溶接入熱=60EI/v (J/cm)
ここにE:アーク電圧 (A)
I :溶接電流 (V)
v :溶接速度 (cm/min)
3.7
試険片の初温は,室温を原則とする。
3.8
試険片には,溶接後いかなる熟処理をも施してはならない。
4. かたさ測定方法
4.1
かたさ測定試料は,長さ35mmの短いビードおよびアークストライクでは,その中央で試験片の長
手方向に直角に切断し,その片側から採取する。
長いビードでは,その両端20mm程度を除外し,テーパ部の局部的な板厚(以下,局部板厚という。)
が2mm増すごとに測定試料を採取する。
4.2
最高かたさの測定方法は,JIS Z 3101(溶接熱影響部の最高かたさ試験方法)の4.の規定による。
5. 記録
5.1
各局部板厚につき測定された各点のかたさは,すべて記録する。
5.2
溶接時の試験片の初温および溶接条件を記録する。
5.3
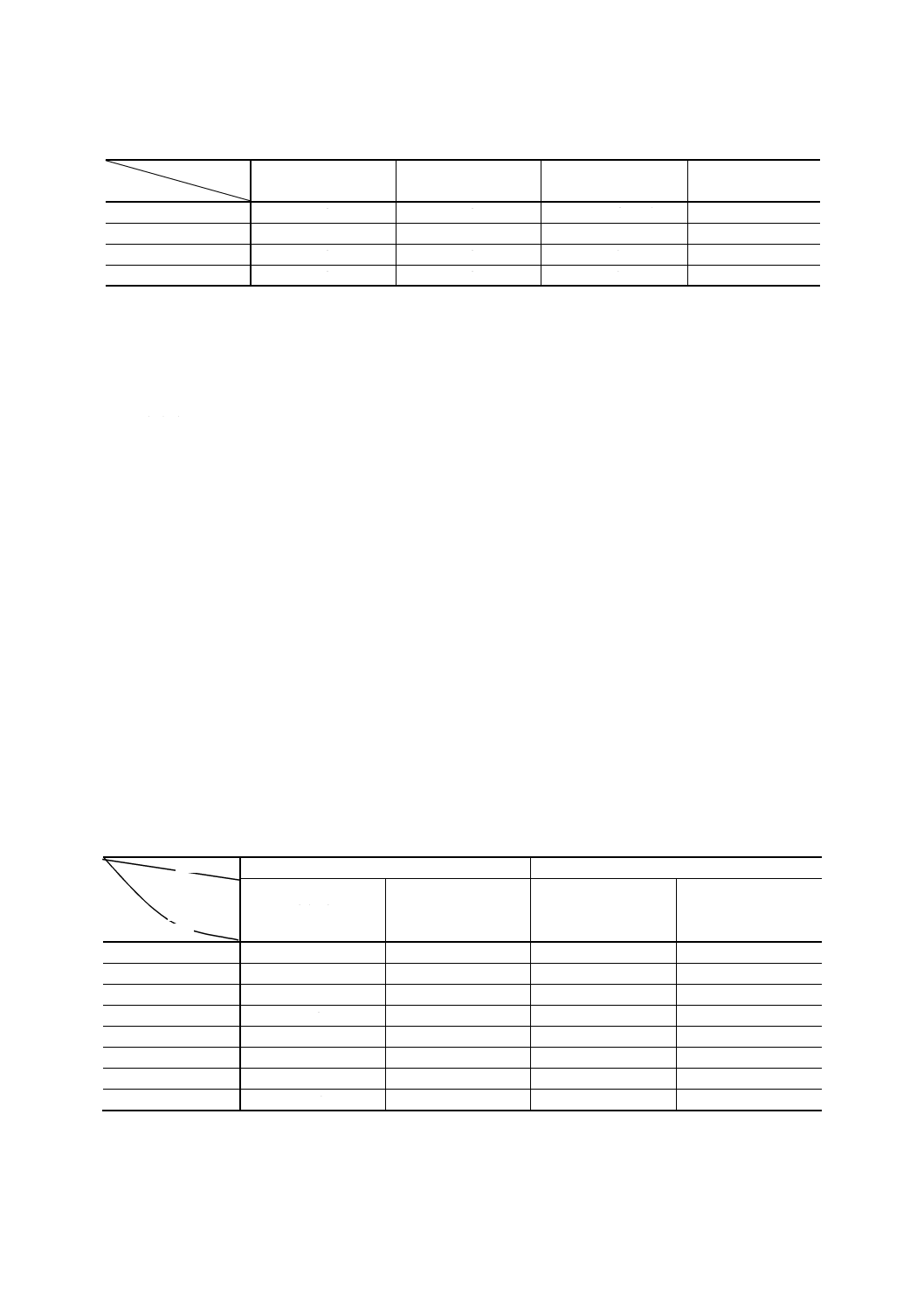
溶接熱影響部の最高かたさの値は,2.の試験片を用い表1の溶接条件による場合,表2の様式により
表示する。
表2 溶接熱影響部の800℃から500℃までの冷却時間と最高かたさ記録
(イ)長いビードの場合
溶接の条件
溶接速度15cm/min
溶接速度28cm/min
冷却時間と
800℃→500℃
の冷却時間
s
最高かたさ
Hv (10)
800℃→500℃
の冷却時間
s
最高かたさ
Hv (10)
最高かたさ
局部板厚mm
10
19
6
12
15
5
14
11
4
16
9
3.5
18
7
3.5
20
6.5
3.5
22
6
3.5
24
6
3.5
3
Z 3115-1973
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(ロ)短いビードの場合(溶接速度15cm/min)
板厚
mm
800℃→500℃
の冷却時間
s
最高かたさ
Hv (10)
30
5
(ハ)アークストライクの場合
板厚
mm
800℃→500℃
の冷却時間
s
最高かたさ
Hv (10)
t
0.5
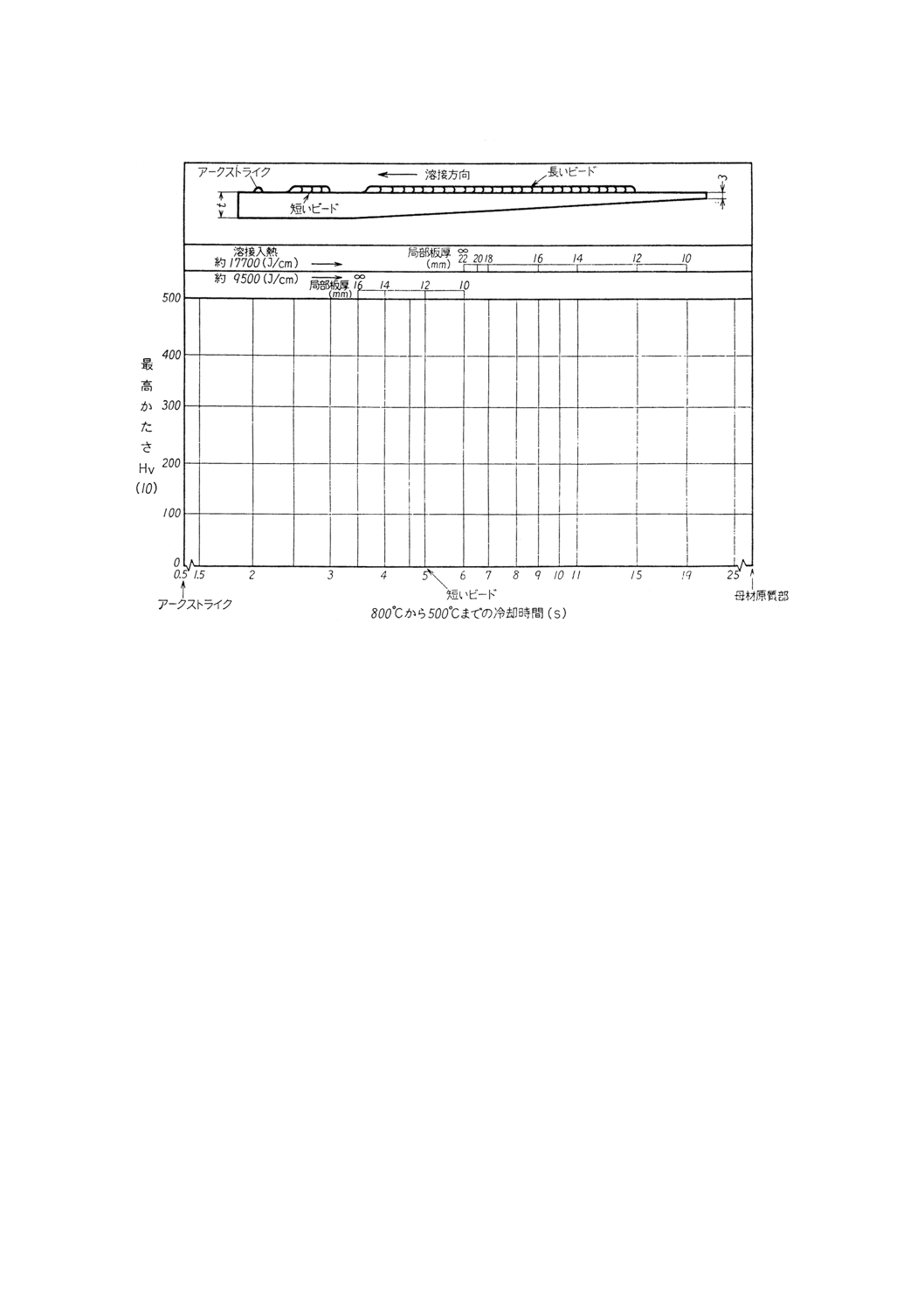
5.4
溶接熱影響部の最高かたさは,2.1の試験片を用い表1の溶接条件による場合,図2の様式により図
示する。
なお,図中にアークストライクの最高かたさおよび母材原質部の平均かたさを記入する。
図1 テーパかたさ試験片の形状・寸法と溶接要領
4
Z 3115-1973
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 テーパかたさ試験結果の図示方法
5
Z 3115-1973
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
溶接部会 溶接部最高かたさ専門委員会 構成表
氏名
所属
(委員会長)
稲 垣 道 夫
科学技術庁金属材料技術研究所
安 藤 精 一
日本大学生産工学科
小 倉 信 和
横浜国立大学
内 藤 健
東京都立工業技術センター
中 村 吉 宗
工業技術院機械技術研究所
小 川 峻
東京芝浦電気株式会社電機技術研究所
越 賀 房 夫
日本鋼管株式会社
小 谷 守 彦
株式会社日本製鋼所
武 富 孝 作
株式会社神戸製鋼所
松 橋 清三郎
社団法人日本溶接協会
水 野 幸四郎
日本鉄鋼協会
村 木 徹五郎
新日本製鉄株式会社
朝 倉 重 次
株式会社日立製作所日立研究所
荒 井 宏
日産自動車株式会社
岡 義 宣
石川島播磨重工業株式会社
賀 来 信 一
日本海事協会
品 田 幸三郎
三菱重工業株式会社
寺 本 冨 彦
日本車輌製造株式会社
(事務局)
中 川 昌 俊
工業技術院標準部材料規格課
山 田 隆 三
工業技術院標準部材料規格課