3
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
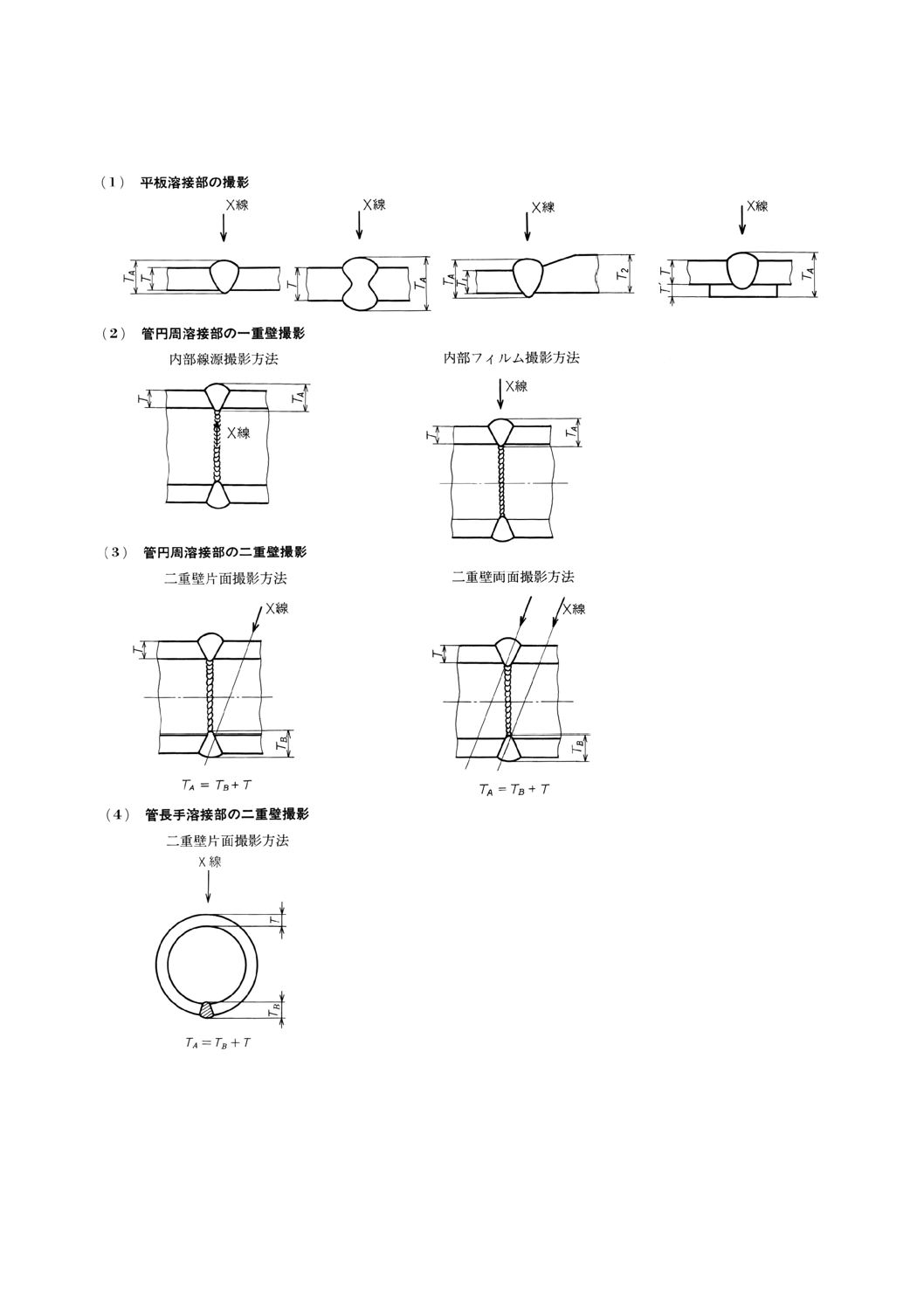
図1 各種溶接部における母材の厚さと材厚(各部寸法が測定可能な場合)
備考 TA:材厚
T,T1,T2:母材の厚さ
T':裏当て金の厚さ
TB:管の場合の二重壁片面撮影方法及び二重壁両面撮影方法における母材の厚さに余盛を加えた値
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3107-1993
チタン溶接部の放射線透過試験方法
Methods of radiographic examination for titanium welds by X-ray
1. 適用範用 この規格は,チタンの平板及び管の溶接部の透過厚さ(以下,材厚という。)25mm以下の,
工業用X線フィルムを用いた直接撮影方法によるX線透過試験方法について規定する。
備考1. X線透過試験を行う場合は,“労働安全衛生法”などを遵守し,X線による被ばくの防止に十
分注意を払うことが必要である。
2. この規格の引用規格を,次に示す。
JIS K 7605 写真濃度の測定方法
JIS K 7652 写真−濃度測定−第2部 透過濃度の幾何条件
JIS K 7653 写真−濃度測定−第3部 分光条件
JIS Z 2300 非破壊試験用語
JIS Z 2306 放射線透過試験用透過度計
JIS Z 4561 工業用放射線透過写真観察器
JIS Z 4606 工業用X線装置
2. 用語の定議 この規格で用いる主な用語の定議は,JIS Z 2300によるほか,次による。
(1) 母材の厚さ 使用されたチタン板及び管の呼び厚さ。母材の厚さが溶接部の両側で異なる場合は,薄
い方の厚さ。
(2) 試験部 溶接金属及び熱影響部を含んだ部分。
(3) 試験部の有効長さ 試験部の線源側表面上における溶接線方向の長さであって,透過写真上で透過度
計及び濃度に関する必要条件を満足する範囲。
(4) 線源 X線管の焦点。
3. 一般事項
3.1
試験技術者 試験を行う技術者は,チタンの溶接に関する知識並びにX線装置,X線の安全管理,
写真処理を含むX線透過試験方法及び透過写真のきずの像の分類方法について,技術と経験を有する者と
する。
3.2
協議事項 試験受注者は,あらかじめ試験発注者と協議して,試験体の用途,設計及び仕様を検討
し,試験する溶接部の撮影範囲及び透過写真のきずの像の許容分類方法を決めておくことが望ましい。
4. X線透過装置,感光材料及び観察用器材
4.1
X線透過装置 X線透過装置は,原則としてJIS Z 4606に規定するものを使用する。
2
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
感光材料 感光材料は,ノンスクリーン形超微粒子タイプ又は微粒子タイプの工業用X線フィルム
を使用する。増感紙を使用する場合は,厚さ0.03mmの鉛はく(箔)増感紙とする。ただし,管電圧80kV
未満の撮影の場合には,増感紙は使用しない。
4.3
観察器 観察器は,JIS Z 4561に規定するものを使用する。
4.4
濃度計 濃度計は,JIS K 7652及びJIS K 7653を満足するものを使用する。
5. 透過写真の撮影方法
5.1
X線の照射方向 透過写真は,原則として試験部の材厚が最小となる方向からX線を照射して撮影
する。ただし,この方向では撮影できないか,又は不適当な場合には,それぞれに適した方向からX線を
照射して撮影してもよい。
5.2
母材の厚さ及び材厚
5.2.1
各部の寸法が測定可能な場合 各部の寸法が測定可能な場合は,図1によって各部の寸法を測定す
る。
3
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 各種溶接部における母材の厚さと材厚(各部寸法が測定可能な場合)
備考 TA:材厚
T,T1,T2:母材の厚さ
T':裏当て金の厚さ
TB:管の場合の二重壁片面撮影方法及び二重壁両面撮影方法における母材の厚さに余盛を加えた値
4
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.2
各部の寸法が測定困難な場合 各部の寸法が測定困難な場合は,次による。
(1) 母材の厚さは,使用された板又は管の呼び厚さを用いる。
(2) 材厚は,各種溶接部について表1に示す値を用いる。
表1 各種溶接部における母材の厚さと材厚(各部寸法が測定困難な場合)
溶接部の種類
母材の
厚さ (mm)
溶接部の形状
材厚
(mm)
平板溶接部,管円周溶接部(一重壁撮影)
T
余盛なし
T
平板溶接部,管円周溶接部(一重壁撮影)
T
片面余盛あり
T+1
平板溶接部,管円周溶接部(一重壁撮影)
T
両面余盛あり
T+2
平板溶接部,管円周溶接部(一重壁撮影)
T
片面余盛あり,裏当て金あり
(厚さT'′mm)
T+1+T′
管円周及び管長手溶接部(二重壁撮影)
T
余盛なし
T′×2
管円周及び管長手溶接部(二重壁撮影)
T
片面余盛あり
T′×2+1
管円周及び管長手溶接部(二重壁撮影)
T
両面余盛あり
T′×2+2
備考 溶接部において母材の厚さが異なる場合は,薄い方の厚さをTとする。
5.3
透過度計の使用 透過写真の撮影に際しては,JIS Z 2306に規定する針金形透過度計の一般形で,
表2に示す呼び番号の透過度計を用いて試験部と同時に撮影する。ただし,管の円周溶接部撮影の場合は,
表3の材厚に応じた透過度計の識別最小線径と同じ呼び番号の帯形を使用してもよい。
表2 使用する透過度計の種類
呼び番号
材厚区分
T01
5.0mm未満
T02
3.0以上 12.5mm未満
T04
10.0以上 25.0mm以下
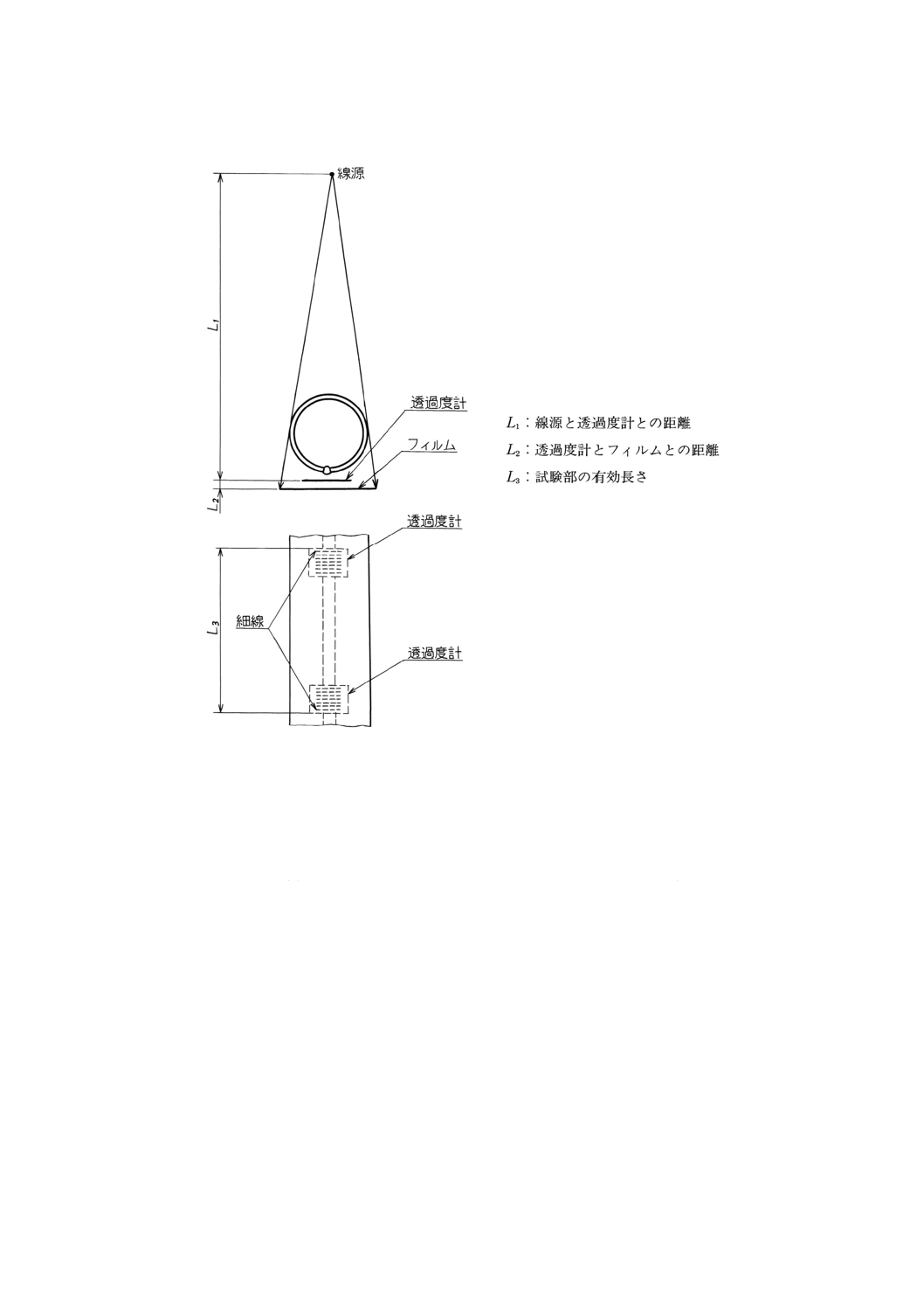
5.4
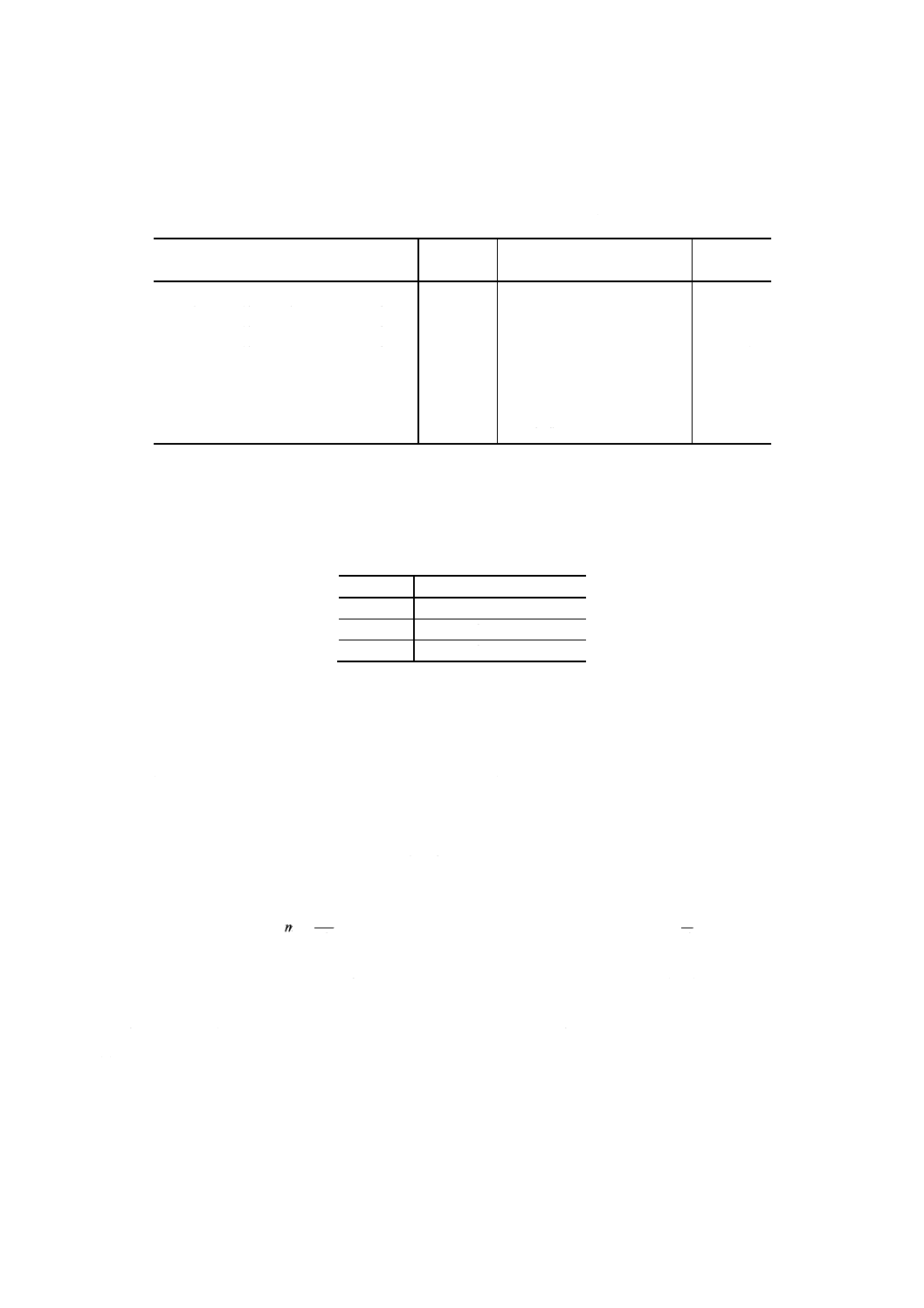
撮影配置 撮影配置は,次による。
(1) 線源,透過度計及びフィルムの配置は,原則として図2〜7のいずれかによる。
(2) 透過度計は,試験部の線源側の面上に溶接部をまたいで試験部の有効長さL3の両端付近に,透過度計
の最も細い線が外側になるように各1個置く。管円周方向溶接部の場合,試験部の有効長さL3の範囲
に透過度計を2個置くことができない場合は,帯形透過度計を1個置いてもよい。
(3) 透過度計を線源側の面上に置くことが困難な場合及び管長手溶接部の二重壁片面撮影方法の場合は,
透過度計を試験部のフィルム側の面上に密着させて置く。
(4) 線源とフィルム間の距離 (L1+L2) は,透過度計とフィルム間の距離L2のm倍以上とする。mの値は
5又は次の式で与えられる値のいずれか大きい方の値とする。
d
f
m2
=
ただし,二重壁両面撮影方法の場合は
d
f
m=
ここに, f: 線源寸法の最大値 (mm)
d: 7.1に規定する透過度計の識別最小線経 (mm)
(5) 線源と透過度計間の距離L1は,試験部の有効長さL3の2倍以上とする。
(6) 撮影された透過写真が,記録と照合できるように記号を同時に撮影する。
(7) 撮影に際しては,照射野を必要以上に大きくしないために絞りを用いる。
5
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 平板溶接部における撮影配置
図3 管円周溶接部の内部線源
撮影方法における撮影配置
図4 管円周溶接部の内部フィルム
撮影方法における撮影配置
6
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
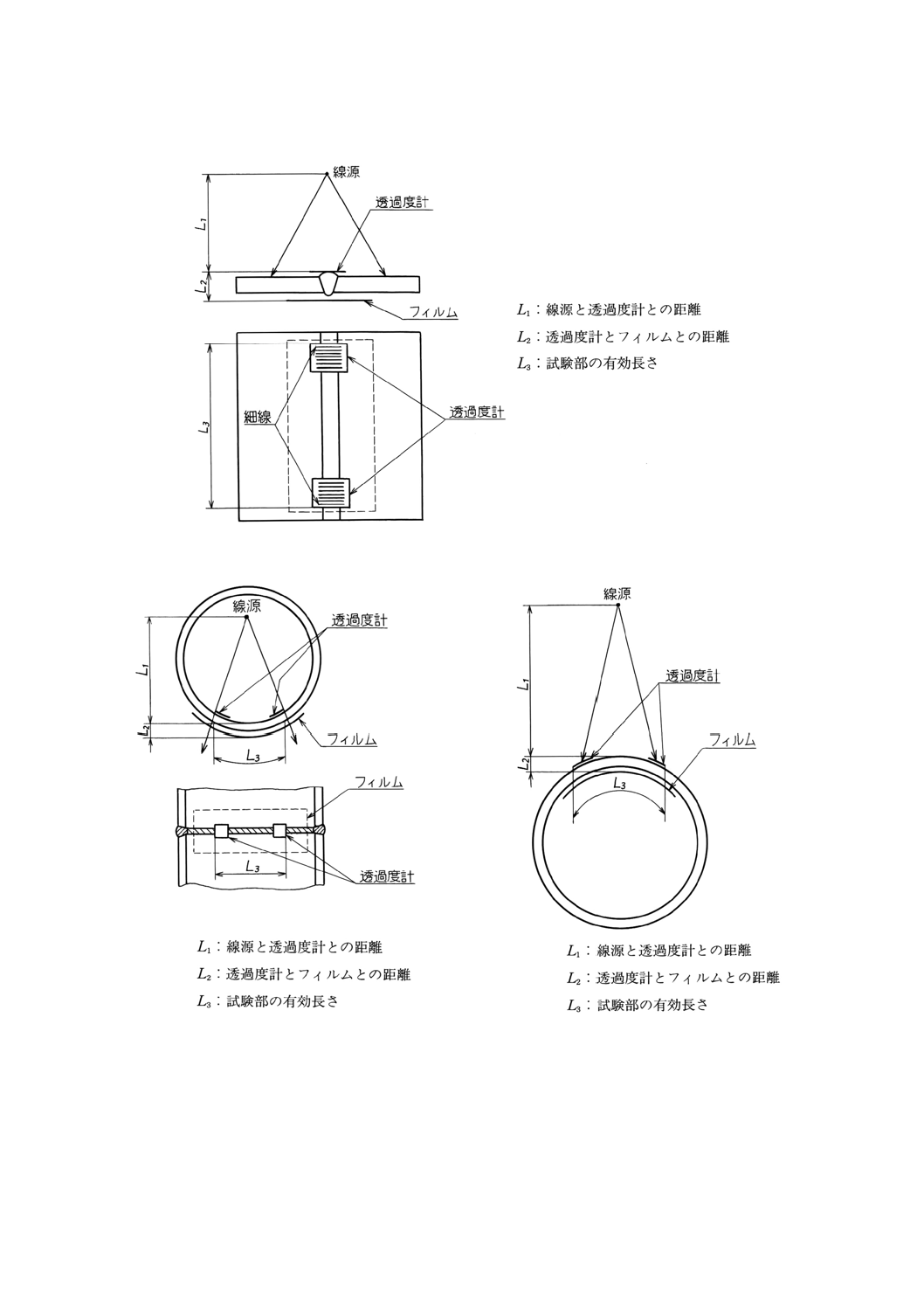
図5 管円周溶接部の二重壁片面撮影方法における撮影配置
備考 Sは,L1の41以下とし,試験部から見込む焦点寸法が実効焦点寸法より大きくならないこと。
図6 管円周溶接部の二重壁両面撮影方法における撮影配置
備考1. Sは,L1の41以下とし,試験部から見込む焦点寸法が実効焦点寸法より大きくならないこと。
2. 試験部の有効長さL3は,L3′にL3″を加えた長さとする。
7
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
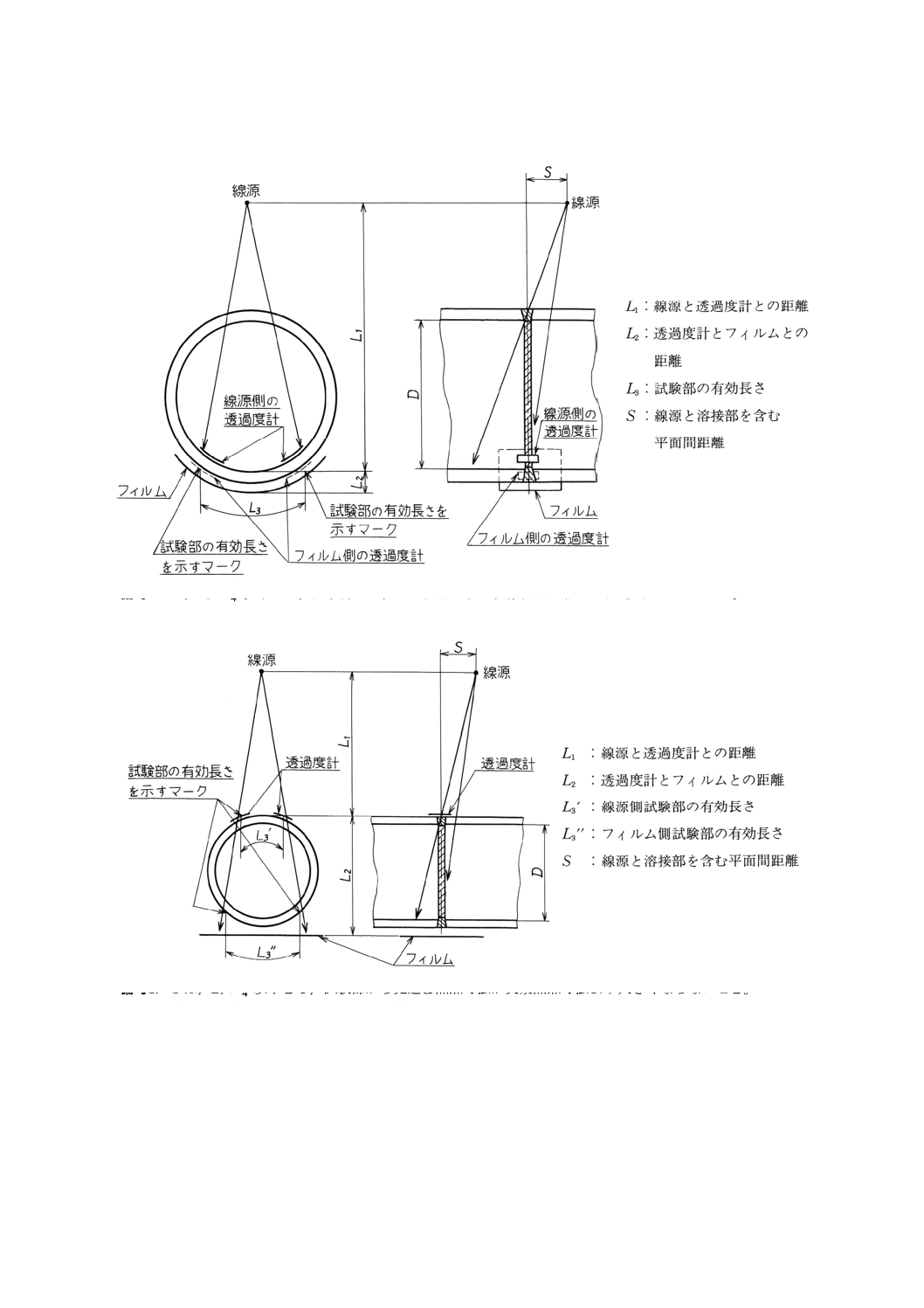
図7 管長手溶接部の二重壁片面撮影方法における撮影配置
6. 透過写真の観察方法 透過写真の観察方法は,4.3の観察器によって,原則として透過写真の寸法に適
合した固定マスクを用いて観察する。透過写真を観察する場所は,暗室とする。
7. 透過写真の必要条件
7.1
透過度計の識別最小線経 撮影された透過写真において透過度計の識別最小線経は,表3に示す値
以下でなければならない。
8
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 透過度計の識別最小線経
単位 mm
材厚
透過度計の線径
1.0未満
0.063
1.0以上 3.0未満
0.08
3.0以上 5.0未満
0.10
5.0以上 8.0未満
0.125
8.0以上 10.0未満
0.16
10.0以上 12.5未満
0.20
12.5以上 16.0未満
0.25
16.0以上 20.0未満
0.32
20.0以上 25.0以下
0.40
7.2
透過写真の濃度範囲 透過写真の濃度は,4.4の濃度計によって測定し,試験部のきず以外の部分の
写真濃度は,1.5以上3.5以下とする。ただし,JIS Z 4561に規定するD35形観察器を使用して,表3に示
した透過度計の線径が識別される場合は,上限の値を超えてもよい。
なお,写真濃度の測定は,JIS K 7605による。
7.3
透過写真の仕上げ 透過写真には,透過写真によるきずの像の分類の妨げとなるような現像むら,
しみ,きずなどがあってはならない。
8. 透過写真によるきずの像の分類方法 透過写真によるきずの像の分類方法は,附属書による。
9. 記録 試験成績書には,原則として次に示す事項を記載する。
(1) 試験部に関するもの
(a) 施工業者名又は製造業者
(b) 工事名又は製品名
(c) 試験部位の記号又は番号
(d) 母材の材質
(e) 母材の厚さ
(f) 溶接部の形状(余盛の有無)
(2) 撮影年月日
(3) 技術者氏名
(4) 試験条件
(a) X線透過装置名及び感光材料
(b) 透過度計の種類
(c) 撮影条件
(d) 撮影配置
(e) 現像条件
(5) フィルム観察器,濃度計及び観察条件
(6) 透過写真の必要条件の確認
(a) 透過度計の識別最小線径
(b) 写真濃度範囲
(c) 透過写真の合否
9
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(7) 透過写真によるきずの像の分類実施年月日
(8) 透過写真によるきずの像の分類結果
(a) きず点数による分類結果
(b) 割れ,溶込み不足及び融合不足の有無
(9) その他の必要な事項
(10) 備考
関連規格 JIS H 4600 チタン板及び条
JIS H 4630 配管用チタン管
JIS H 4631 熱交換器用チタン管
10
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 透過写真によるきずの像の分類方法
1. 適用範囲 この附属書は,透過写真によるきずの像の分類方法について規定する。
2. 分類手順 透過写真によるきずの像の分類は,次の手順に従って行う。
(1) 分類を行う透過写真は,本体6.によって観察する。
(2) 分類を行う透過写真が,本体7.に適合するものであることを確認する。
(3) ブローホール,タングステンの巻込みについては,3.によってきず点数を求め,4.によって分類を行う。
(4) 割れ,溶込み不良及び融合不良については,4.によって分類を行う。
(5) アンダカットなどの表面きずは,この分類の対象としない。
3. きず点数
3.1
試験視野 きず点数を求めるには,試験視野内のきず点数の総和が最も大きくなるように試験視野
を設ける。試験視野の寸法は,10×15mmとする。
3.2
きず点数の求め方 ブローホール及びタングステンの巻込み1個のきず点数は,それぞれのきずの
像の寸法に応じて附属書表1の値を用いる。きずの像が2個以上のきず点数は,試験視野内に存在するき
ずの像のきず点数の総和とする。ただし,きずの像の寸法が附属書表2に示す値以下のものは,きず点数
として算定しない。
なお,きずの像が試験視野の境界線上にかかる場合は,試験視野外の部分も含めて測定する。
附属書表1 きずの像の寸法ときず点数
きずの像の寸法 (mm)
きず点数
1.0以下
1
1.0を超え2.0以下
2
2.0を超え4.0以下
4
附属書表2 算定しないきずの像の寸法
単位 mm
母材の厚さ
きずの像の寸法
10.0以下
0.3
10.0を超え20.0以下
0.4
20.0を超え25.0以下
0.7
4. きずの像の分類
(1) ブローホール及びタングステンの巻込みの分類は,きず点数を附属書表3によって行うものとする。
表中の数字は,きず点数の最大値を示す。ただし,きずの像の寸法が母材の厚さの30%又は4.0mmの
いずれか小さい値を超えるきずの像がある場合は4類とする。
なお,きずの像の寸法が,附属書表3に示す値以下のものでも試験視野内に,1類については10個
以上,2類については20個以上,3類については30個以上ある場合は,一つ下位の分類とする。
11
Z 3107-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表3 母材の厚さときず点数による分類
分類
母材の厚さ
3.0mm未満
3.0mm以上
5.0mm未満
5.0mm以上
10.0mm未満
10.0mm以上
20.0mm未満
20.0mm以上
25.0mm未満
1類
1
2
3
4
5
2類
2
4
6
8
10
3類
4
8
12
16
20
4類
きず点数が3類より多いもの。
備考 溶接部において母材の厚さが異なる場合は,薄い方を母材の厚さとする。
(2) 割れ,溶込み不良及び融合不良が存在する場合は,4類とする。
改正案作成委員会 構成表
氏名
所属
(委員長)
高 木 幹 雄
東京大学生産技術研究所
江 川 幸 一
航空宇宙技術研究所
松 山 格
東京都立工業技術センター
古 賀 英 宣
通商産業省基礎産業局
服 部 幹 雄
工業技術院標準部
恩 地 健 雄
財団法人電力中央研究所狛江研究所
後 藤 藤太郎
財団法人造水促進センター
林 資 之
三菱重工業株式会社高砂製作所
板 橋 幸 彦
東芝株式会社京浜事業所
佐 藤 和 夫
株式会社日立製作所日立工場
長 崎 幸 治
三井造船株式会社玉野事業所
加 藤 薫
株式会社笹倉機械製作所
(小委員長)
○ 山 口 久 雄
住友金属工業株式会社
○ 伊 藤 篤 志
株式会社神戸製鋼所高砂製作所
○ 入 江 暢 泰
新日本製鐵株式会社光製鐵所
○ 中 村 徳 英
古河電気工業株式会社
○ 中 森 邦 夫
住友軽金属工業株式会社伸銅所
○ 早乙女 昭
日本鉱業株式会社
○ 北 岡 一 泰
社団法人チタニウム協会
(原案作成協力者)
佐々木 武 志
日鐵テクノス株式会社
(事務局)
伊 藤 均
社団法人チタニウム協会
備考 ○印が付してある者は,小委員会委員も兼ねる。
なお,規格原案作成においては,社団法人チタニウム協会技術委員会非破壊
検査分科会の協力を得たことを付記する。