Z3105:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人軽金属溶
接構造協会(JLWA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3105:1993は改正され,また,JIS Z 3108:1986及びJIS Z 3109:1988は廃止・統合
され,この規格に置き換えられる。
JIS Z 3105には,次に示す附属書がある。
附属書1(規定)アルミニウム板の突合せ溶接継手の撮影方法及び透過写真の必要条件
附属書2(規定)アルミニウム管の円周溶接継手の撮影方法及び透過写真の必要条件
附属書3(規定)アルミニウム板のT溶接継手の撮影方法及び透過写真の必要条件
附属書4(規定)透過写真によるきずの像の分類方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3105:2003
アルミニウム溶接継手の放射線透過試験方法
Methods of radiographic examination for welded joints in aluminium
1. 適用範囲 この規格は,アルミニウム及びアルミニウム合金(以下,アルミニウムという。)の溶接継
手を,工業用X線フィルムを用いてX線又はγ線(以下,放射線という。)による直接撮影方法によって試
験を行う放射線透過試験方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS K 7627 工業用X線写真フィルム−第1部:工業用X線写真フィルムシステムの分類
JIS Z 2300 非破壊試験用語
JIS Z 2306 放射線透過試験用透過度計
JIS Z 3861 溶接部の放射線透過試験の技術検定における試験方法及び判定基準
JIS Z 4560 工業用γ線装置
JIS Z 4561 工業用放射線透過写真観察器
JIS Z 4606 工業用X線装置
3. 定義 この規格で用いる主な用語の定義は,JIS Z 2300によるほか,次による。
a) 母材の厚さ 使用されたアルミニウム材の呼び厚さ。突合せ溶接継手で母材の厚さが異なる場合は,
通常薄い方の厚さとする。
b) 試験部 試験対象となる溶接金属及び熱影響部を含んだ部分。
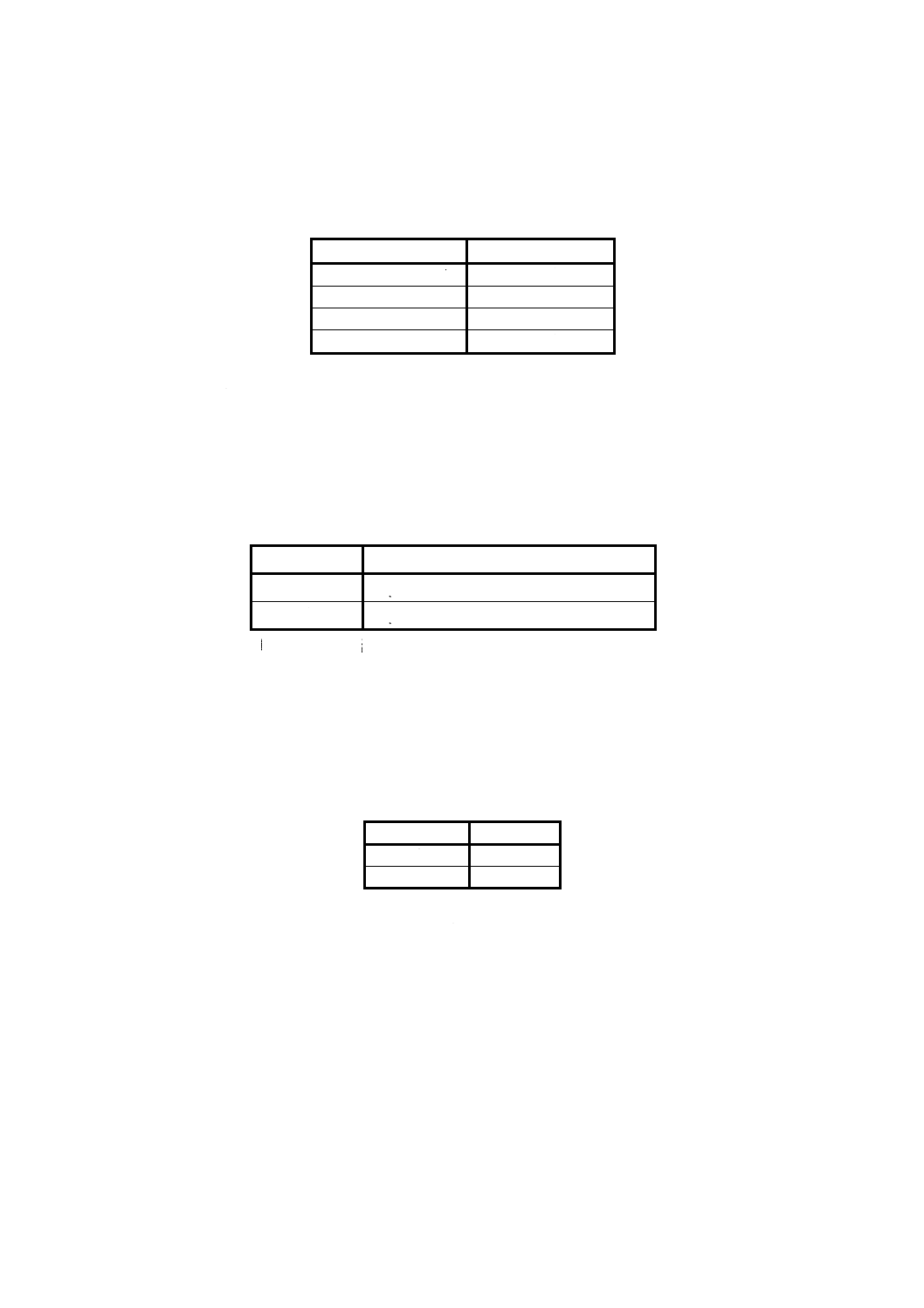
4. 透過写真の像質の種類 透過写真の像質は,A級,B級,P0級, P1級,P2級及びF級の6種類とする。
これらの像質は,溶接継手の形状ごとに表1に示すように適用する。
表 1 透過写真の像質の適用区分
溶接継手の形状
附属書
像質の種類
アルミニウム板の突合せ溶接継手及び撮影時の
幾何学的条件がこれと同等とみなせる溶接継手
附属書1 A級,B級
アルミニウム管の円周溶接継手
附属書2 A級,B級,P0級,P1級,P2級
アルミニウム板のT溶接継手
附属書3 F級
2
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 試験技術者 放射線透過試験を行う技術者は,JIS Z 3861に規定する試験に合格した者又はこれと同
等以上の技量をもつ者とする。
6. 放射線透過装置及び附属機器
6.1
放射線透過装置 放射線透過装置は,JIS Z 4606に規定するX線装置,JIS Z 4560に規定するγ線装
置又はこれらと同等以上の性能をもつ装置とする。
6.2
感光材料 工業用X線フィルム(以下,フィルムという。)は,JIS K 7627に規定するフィルムシス
テムT1クラス(低感度・極超微粒子),T2クラス(低感度・超微粒子),T3クラス(中感度・微粒子)又
はT4クラス(高感度・微粒子)とする。増感紙は,鉛はく増感紙とする。ただし,管電圧が80kV以下の
場合には,増感紙は使用しない。
6.3
透過度計 透過度計は,JIS Z 2306に規定する一般形透過度計のA形又はこれと同等以上の性能を
もつものとする。
なお,円周溶接継手の撮影については,帯形透過度計のA形を用いることとするが,一般形透過度計の
A形及びこれらと同等以上の性能をもつものを用いてもよい。
6.4
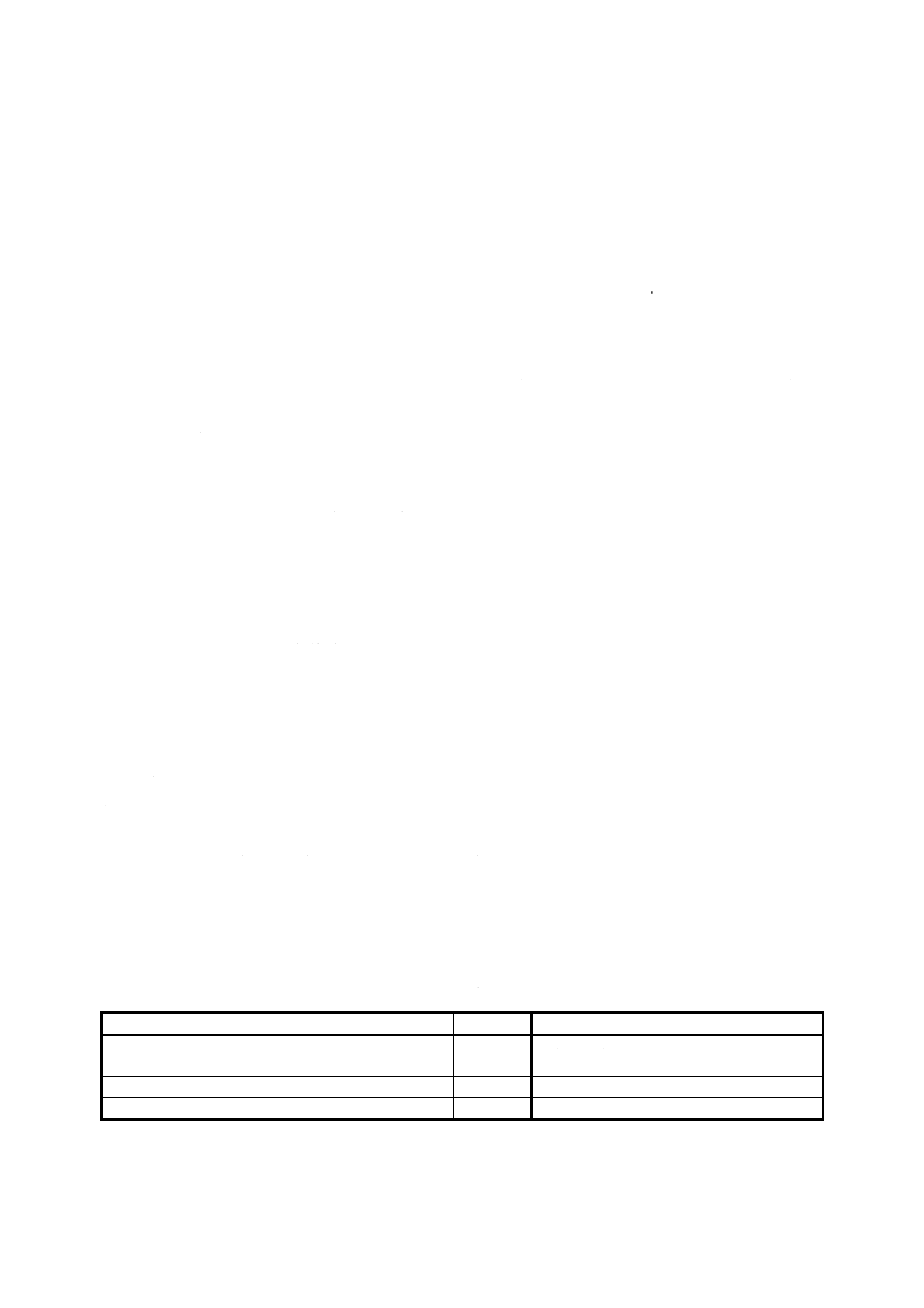
階調計 階調計の種類,構造,寸法及び材質は,次による。
a) 階調計の種類,構造及び寸法は,図1による。
なお,階調計の寸法許容差は,厚さは±5%とし,一辺の長さは±0.5mmとする。
b) 階調計の材質は,JIS H 4000に規定するA1080P,A1070P,A1050P,A1100P,A1200P,A5052P又は
A5083Pとする。
図 1 階調計の種類,構造及び寸法
6.5
観察器 観察器は,JIS Z 4561に規定するもの又はこれと同等以上の性能をもつものとする。
6.6
濃度計 濃度計は,適正な方法で性能が確認されたものとする。
7. 透過写真の撮影方法
10
15
20
25
1
.0
2
.0
3
.0
6
.0
1
0
1
5
2
0
2
5
10形
15形
20形
25形
単位mm
3
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1
線源と感光材料との組合せ 線源と感光材料は,透過度計の識別最小線径が識別できるように組み
合わせる。
7.2
記号 撮影に際しては,透過写真と記録とが照合できるように記号を用いる。
7.3
照射野 撮影に際しては,絞り,照射筒などを用いて照射野を必要以上に大きくしないことが望ま
しい。
7.4
撮影方法 透過写真の撮影方法は,溶接継手の形状に応じて表2に示す附属書による。
8. 透過写真の必要条件 撮影された透過写真の必要条件は,溶接継手の形状に応じて表2に示す附属書
による。
なお,透過写真には,像質の評価及びきずの像の分類の妨げになる現像むら,フィルムきずなどがない
ものとする。
表 2 撮影方法及び透過写真の必要条件を規定する附属書
溶接継手の形状
附属書
アルミニウム板の突合せ溶接継手及び撮影時の
幾何学的条件がこれと同等とみなせる溶接継手
附属書1
アルミニウム管の円周溶接継手
附属書2
アルミニウム板のT溶接継手
附属書3
9. 透過写真の観察
9.1
観察器 透過写真の観察には,6.5に規定する観察器を表3の区分で用いる。
表 3 観察器の使用区分
観察器の種類
透過写真の最高濃度(1)
D10形
1.5以下
D20形
2.5以下
D30形
3.5以下
D35形
4.0以下
注(1)
個々の透過写真において,試験部の示す濃度の最大値
9.2
観察方法 透過写真の観察は,暗い部屋で透過写真の寸法に適合した固定マスクを用いて行う。
10. きずの像の分類方法 透過写真によるきずの像の分類は,附属書4による。
11. 記録 試験成績書は,次に示す事項を記載し,その記録と試験部との照合ができるようにする。
a) 試験部関連
1) 施工業者又は製造業者
2) 工事名又は製品名
3) 試験部位の記号又は番号
4
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 材質
5) 母材の厚さ(管の肉厚,外径)
6) 溶接継手の形状(余盛の有無など)
b) 撮影年月日
c) 試験技術者の所属及び氏名
d) 試験条件
1) 使用装置及び材料
1.1) 放射線透過装置名及び線源寸法
1.2) フィルム及び増感紙の種類
1.3) 透過度計の種類
1.4) 階調計の種類
2) 撮影条件
2.1) 使用管電圧又は放射性同位元素の種類
2.2) 使用管電流又は線源の強さ
2.3) 露出時間
3) 撮影配置
3.1) 線源とフィルム間の距離(L1+L2)
3.2) 試験部の線源側表面とフィルム間の距離(L2)
3.3) 試験部の有効長さL3(二重壁両面:L3=L3ʼ+L3ʼʼ)
4) 現像条件
4.1) 現像液,現像温度及び現像時間(手現像)
4.2) 自動現像機名及び現像液(自動現像)
e) 透過写真の必要条件の確認
1) 観察器の種類及び観察条件
2) 像質の種類(A級,B級,P0級, P1級,P2級又はF級)
3) 透過度計の識別最小線径
4) 試験部の濃度
5) 階調計の値
6) 透過写真の合否
f)
きずの像の分類実施年月日
g) きずの像の分類結果
1) きず点数による分類結果
2) きず長さによる分類結果
3) 割れ及び銅の巻込みの有無
h) その他の必要な事項
i)
備考
5
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定)アルミニウム板の突合せ溶接継手の撮影方法
及び透過写真の必要条件
1. 適用範囲 この附属書は,アルミニウム板の突合せ溶接継手及び撮影時の幾何学的条件がこれと同等
とみなせる溶接継手を放射線によって直接撮影する場合の撮影方法及び透過写真の必要条件について規定
する。
2. 透過写真の撮影方法
2.1
透過写真の像質の種類 透過写真の像質は,A級及びB級とする。A級は通常の撮影によって得ら
れる像質とし,B級はきずの検出感度が高くなるような撮影技術によって得られる像質とする。
2.2
放射線の照射方向 透過写真は,基本的に試験部を透過する厚さが最小になる方向から放射線を照
射して撮影する。
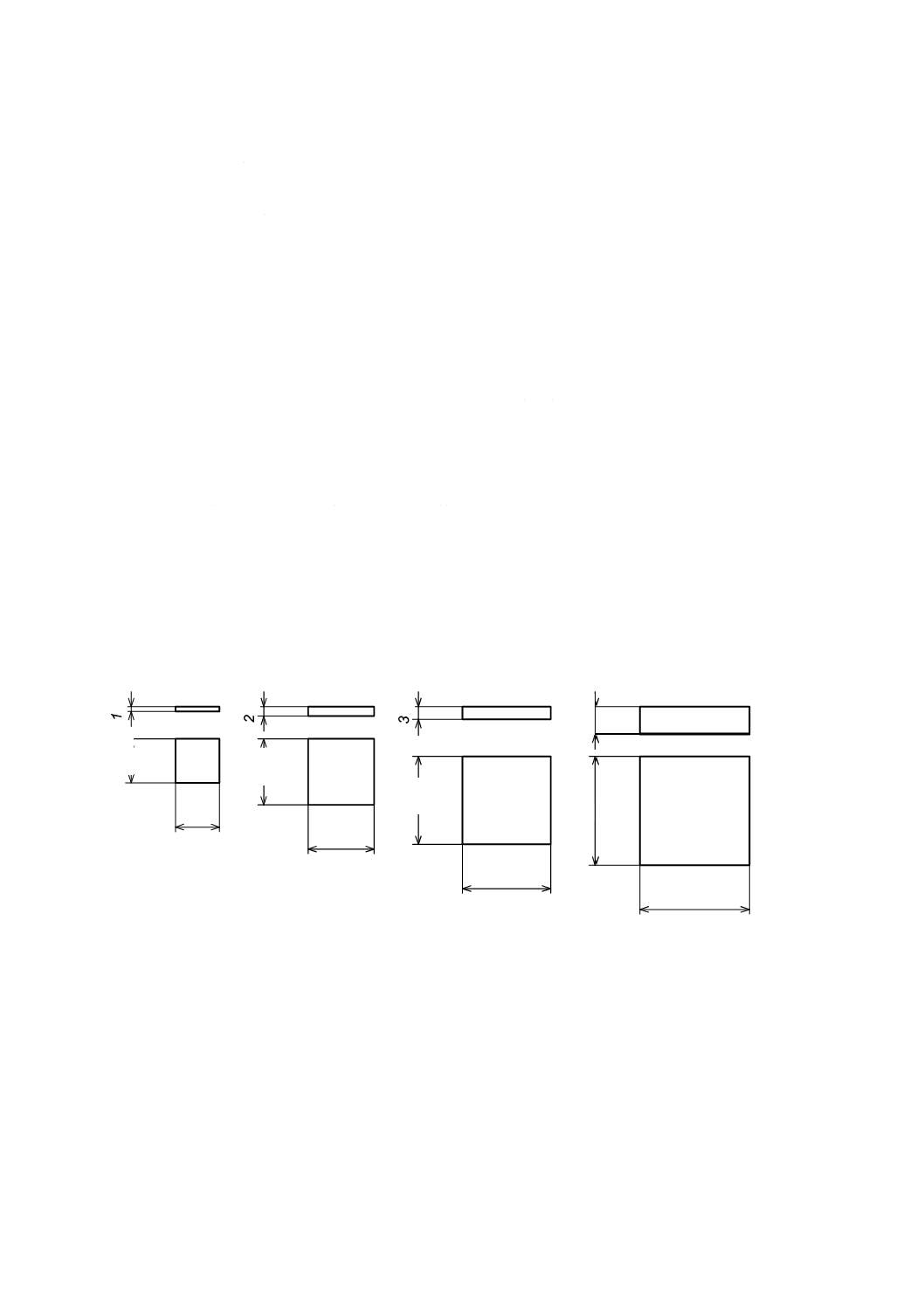
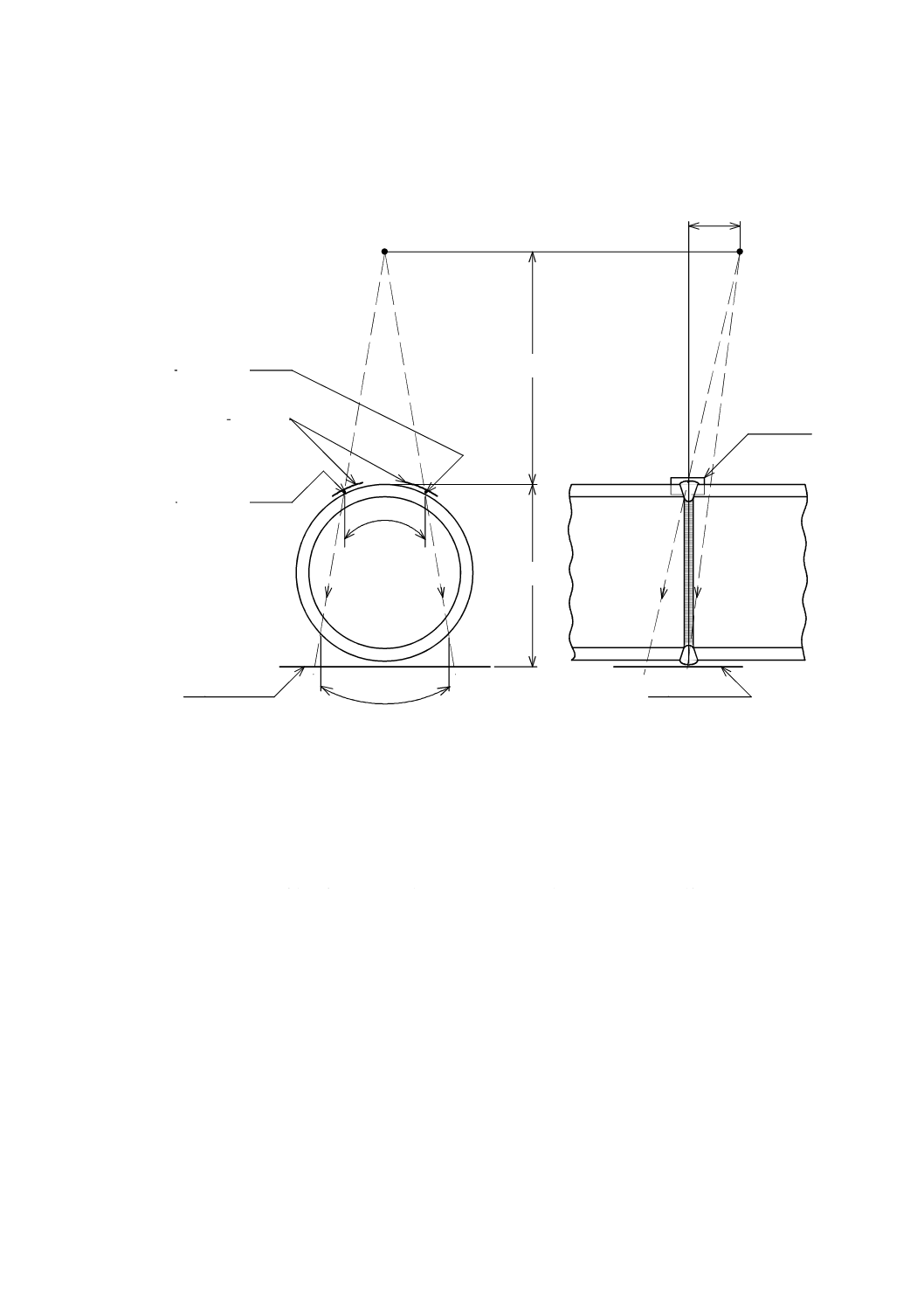
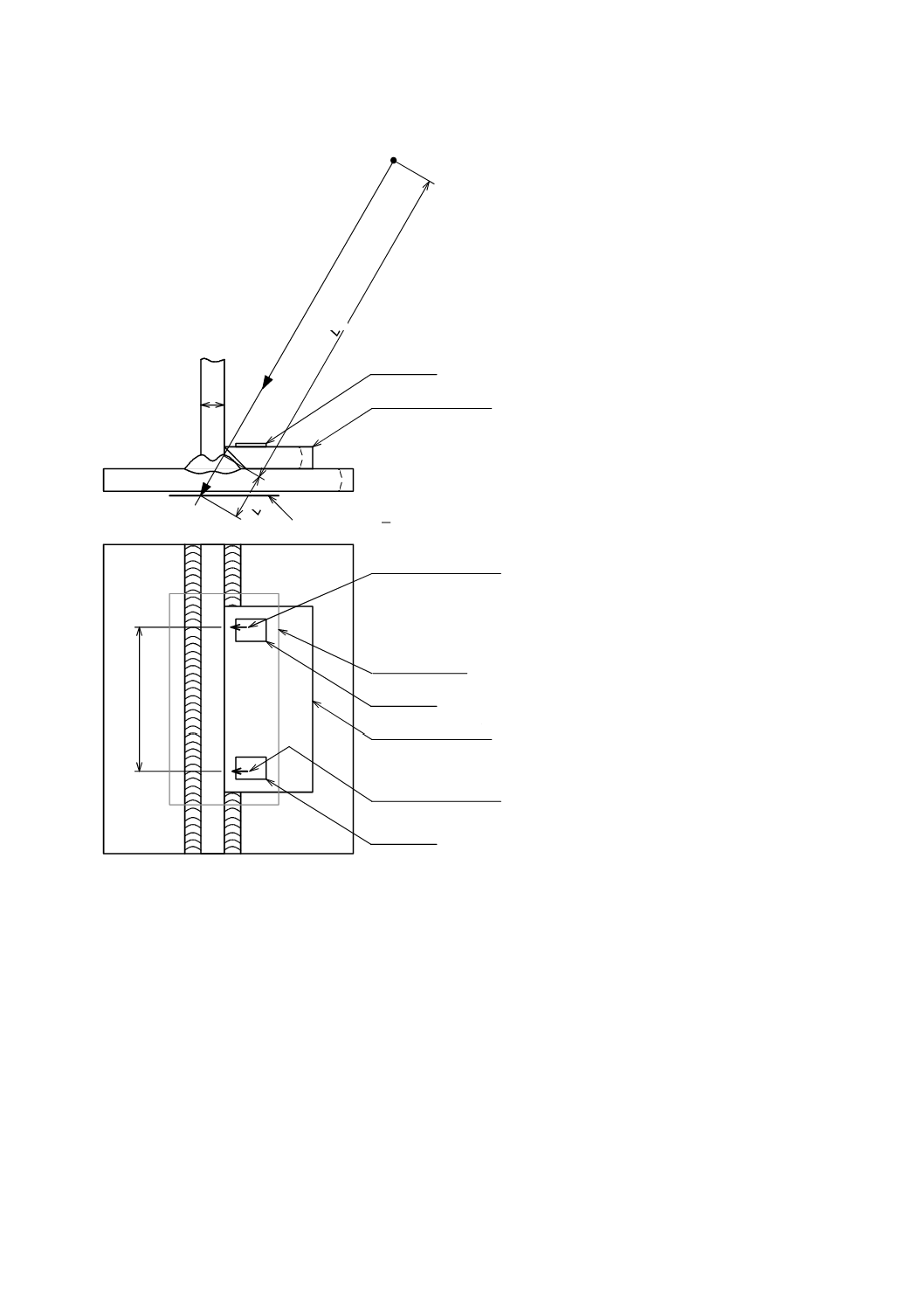
2.3
透過度計の使用 附属書1図に示すように,識別最小線径(附属書1表4参照)を含む透過度計を,
試験部の線源側の表面に溶接継手をまたいで試験部の有効長さL3の両端付近に,透過度計の最も細い線が
位置するように各1個置く。この際,細線が外側になるように置く。透過度計とフィルム間の距離を識別
最小線径の10倍以上離せば,透過度計をフィルム側に置いてもよい。この場合には,透過度計のそれぞれ
の位置又は近傍にFの記号を付けて,透過写真上でフィルム側に置いたことが分かるようにする。
なお,試験部の有効長さが透過度計の幅の3倍以下の場合,透過度計は中央に1個置いてもよい。
附属書1図 撮影配置
線源
透過度計
階調計
X線フィルム
L
1
L
2
L
3
試験部の有効長さ
を示す記号
試験部の有効長さを示す記号
透過度計
透過度計
階調計
6
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4
階調計の使用 階調計は,母材の厚さ50mm以下の溶接継手に対して附属書1表1の区分で用い,試
験部の有効長さの中央付近からあまり離れない母材部の線源側に置く。
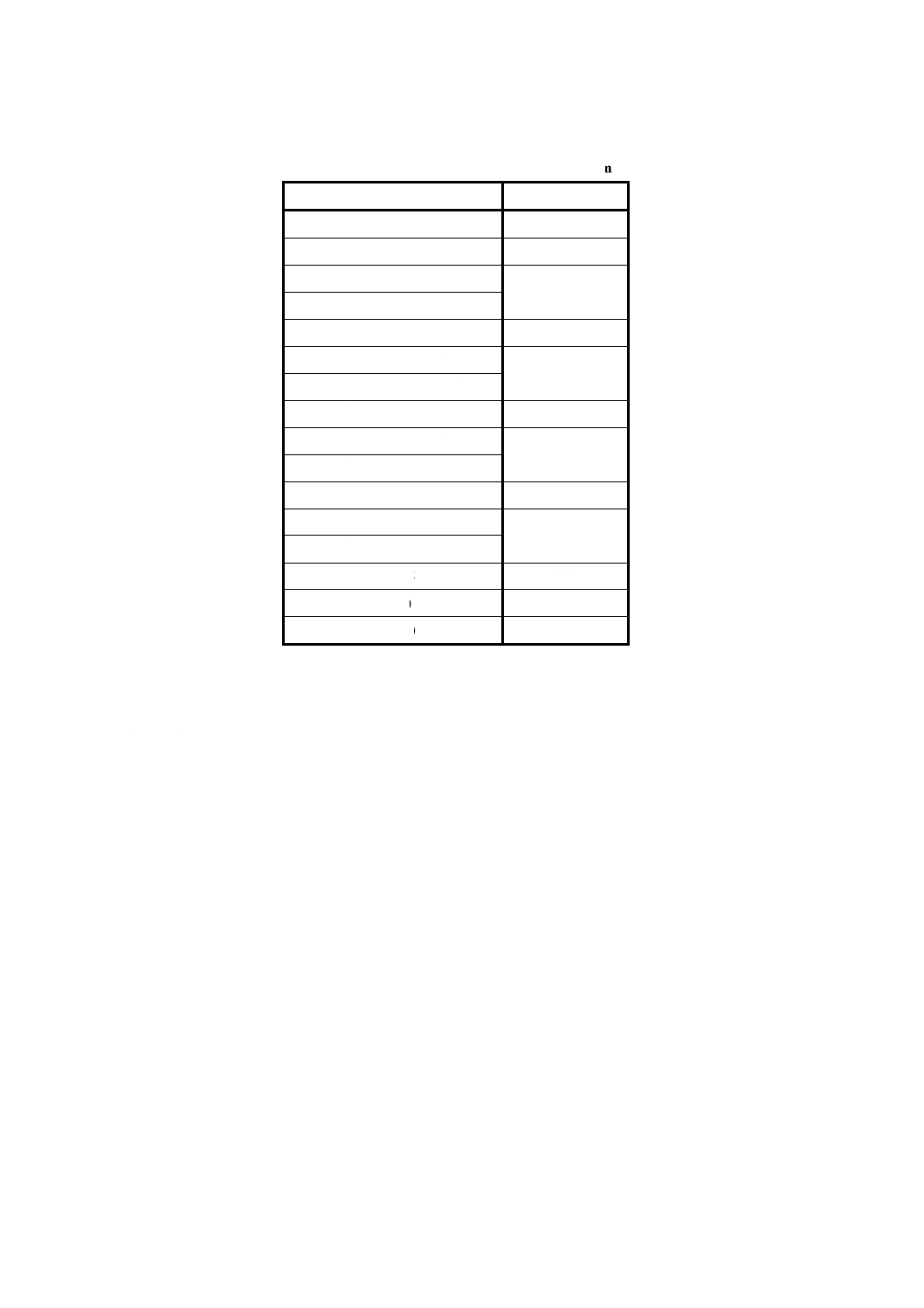
附属書1表 1 階調計の適用区分
母材の厚さ mm
階調計の種類
10以下
10形
10を超え 20以下
15形
20を超え 40以下
20形
40を超え 50以下
25形
2.5
撮影配置 線源,透過度計,階調計及びフィルムの位置関係は,基本的に附属書1図1に示す配置と
する。
a) 線源とフィルム間の距離(L1+L2)は,試験部の線源側表面とフィルム間の距離L2のm倍以上とする。
mの値は,像質の種類によって附属書1表2による。
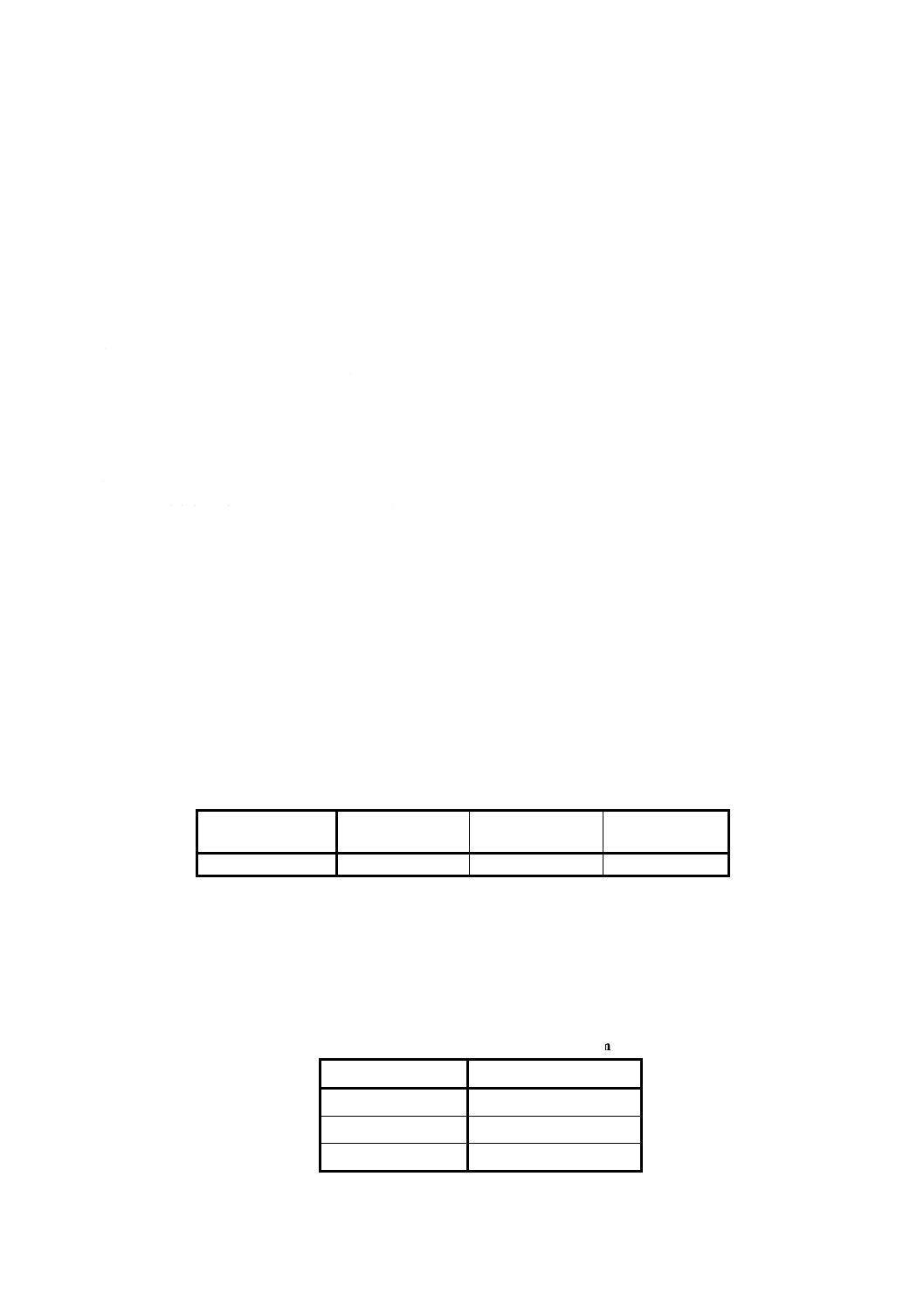
附属書1表 2 係数mの値
像質の種類
係数 m
A級
2 f /d 又は6のいずれか大きい方の値
B級
3 f /d 又は7のいずれか大きい方の値
備考 f : 線源寸法 (mm)
d : 附属書1表4に規定する透過度計の識別最小線径(mm)
b) 線源と試験部の線源側表面間の距離L1は,試験部の有効長さL3のn倍以上とする。nの値は,像質の
種類によって附属書1表3による。
附属書1表 3 係数nの値
像質の種類
係数n
A級
2
B級
3
c) 試験部の有効長さL3を示すフィルム記号は,線源側に置く。
3. 透過写真の必要条件
3.1
透過度計の識別最小線径 撮影された透過写真の試験部で,透過度計の識別最小線径は,附属書1表
4の値以下とする。
7
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
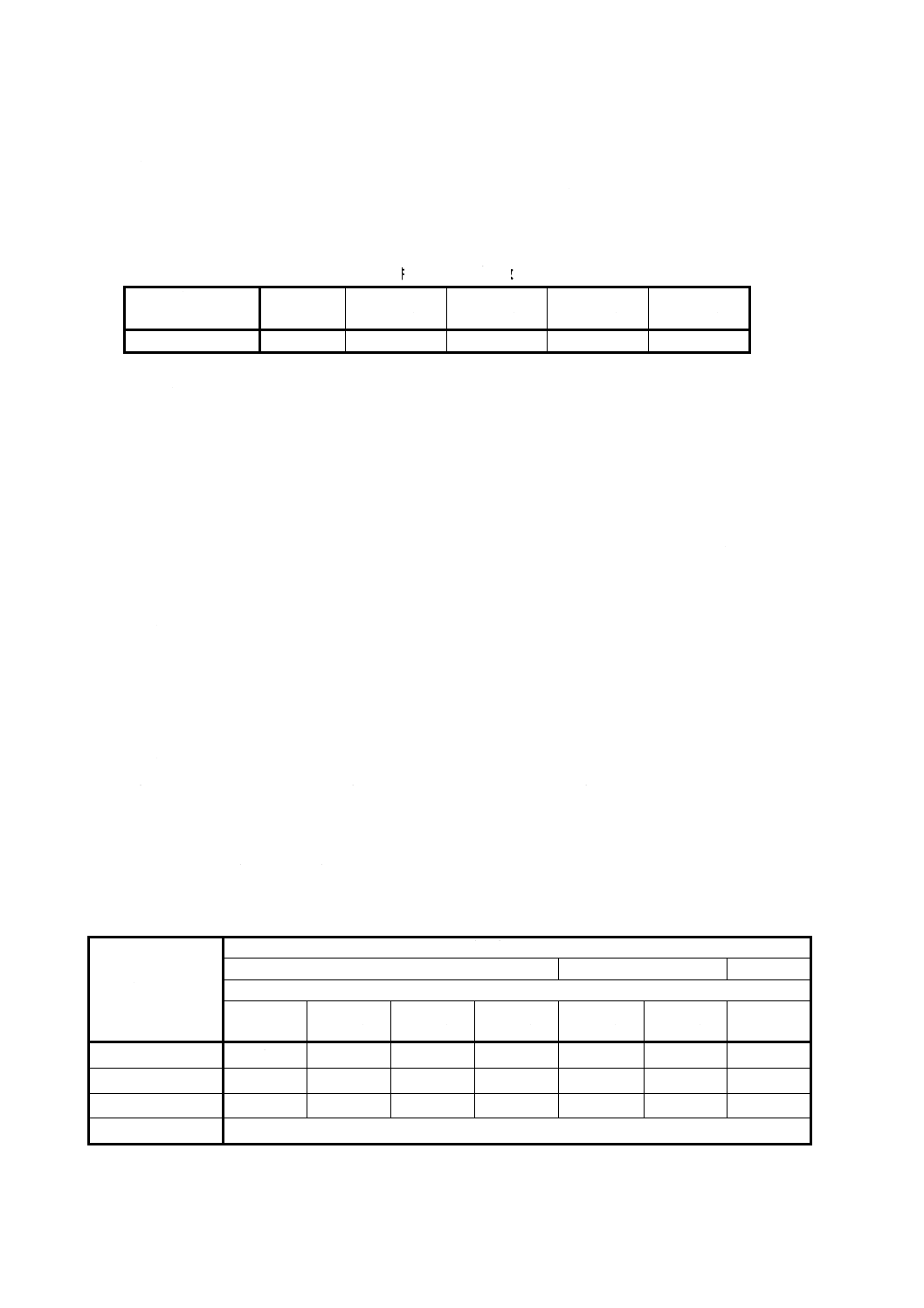
附属書1表 4 透過度計の識別最小線径
単位 mm
母材の厚さ
像質の種類
A級
B級
6.3以下
0.125
0.10
6.3を超え 8.0以下
0.16
0.125
8.0を超え 12.5以下
0.20
0.16
12.5を超え 16.0以下
0.25
0.20
16.0を超え 25.0以下
0.32
0.25
25.0を超え 32.0以下
0.40
0.32
32.0を超え 50.0以下
0.50
0.40
50.0を超え 63.0以下
0.63
0.50
63.0を超え 100 以下
0.80
0.63
100 を超え 125 以下
1.00
0.80
125 を超え 160 以下
1.25
1.00
160 を超え 200 以下
1.60
1.25
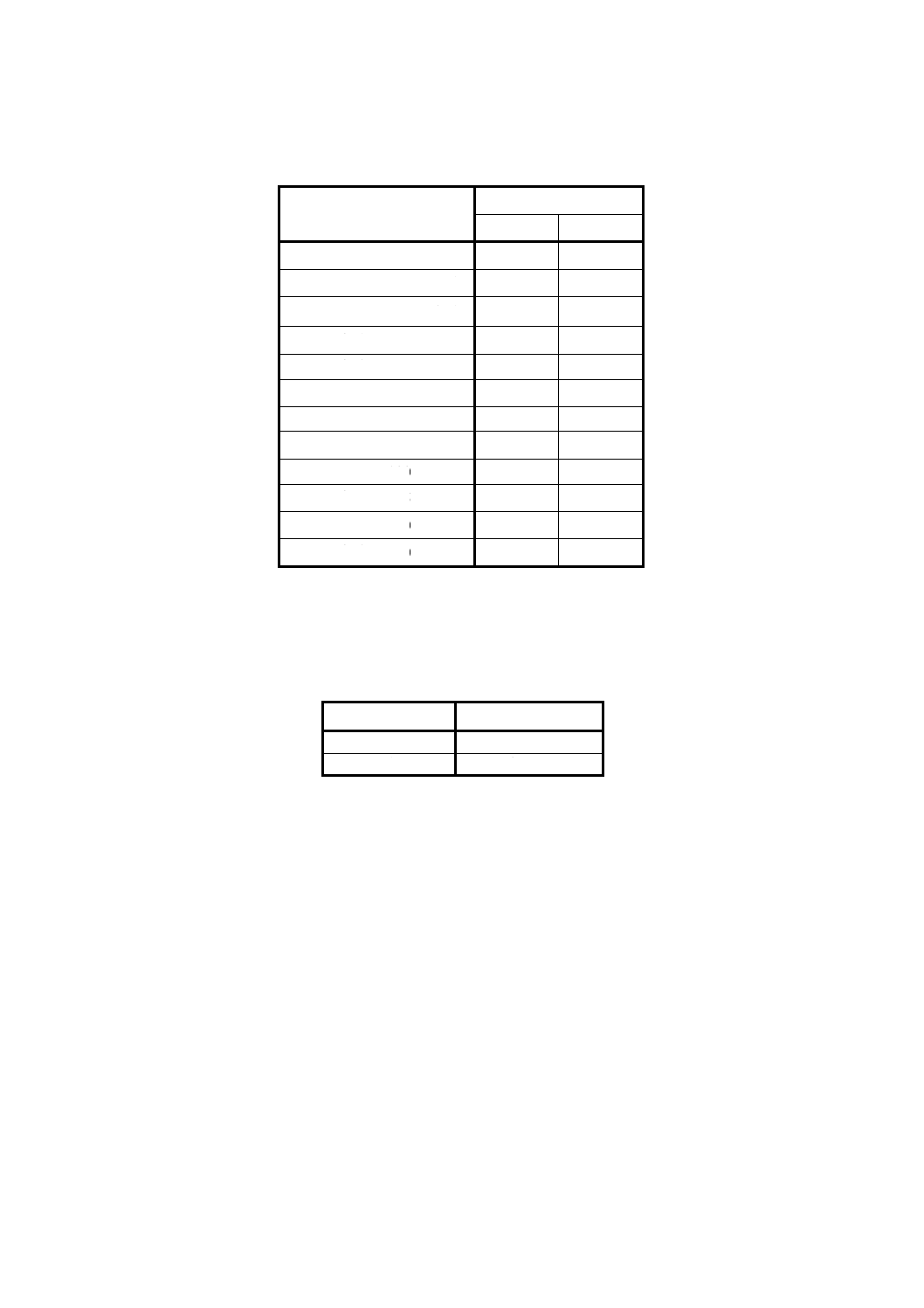
3.2
透過写真の濃度範囲 透過写真の濃度は,濃度計によって測定する。試験部のきずの像以外の部分
の写真濃度は,附属書1表5に示す範囲とする。
附属書1表 5 透過写真の濃度範囲
像質の種類
濃度範囲
A級
1.3以上 4.0以下
B級
1.8以上 4.0以下
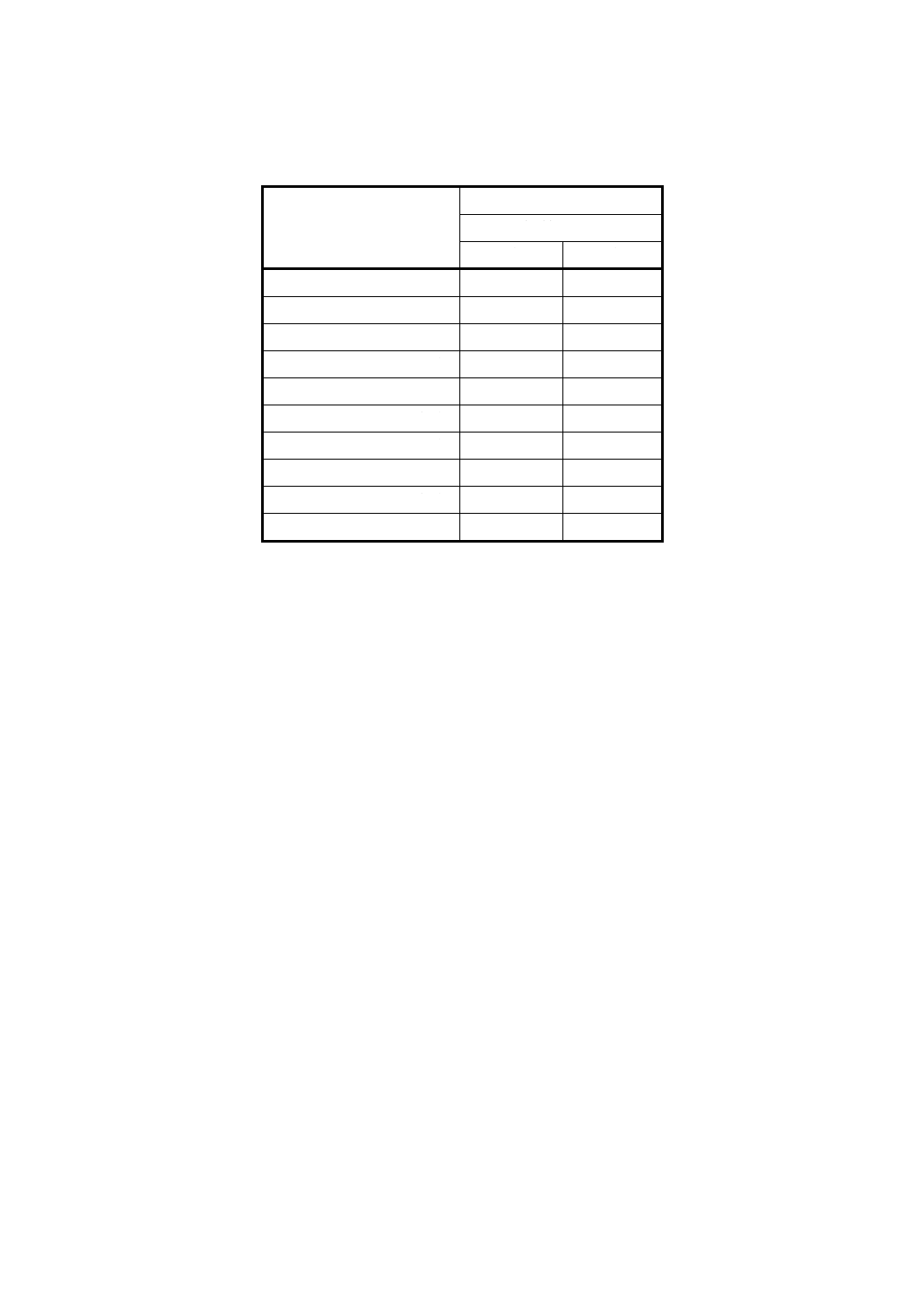
3.3
階調計の値 階調計を使用した透過写真では,階調計に近接した母材の部分の濃度と階調計の中央
の部分の濃度とを濃度計によって測定し,その濃度差を母材の部分の濃度で除した値を階調計の値とする。
階調計の値は,附属書1表6に示す値以上とする。
8
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表 6 階調計の値
母材の厚さ mm
階調計の値(濃度差/濃度)
像質の種類
A級
B級
6.3以下
0.09
0.11
6.3を超え 8.0以下
0.07
0.09
8.0を超え 10.0以下
0.05
0.07
10.0を超え 12.5以下
0.11
0.13
12.5を超え 16.0以下
0.09
0.11
16.0を超え 20.0以下
0.07
0.09
20.0を超え 25.0以下
0.08
0.09
25.0を超え 32.0以下
0.07
0.08
32.0を超え 40.0以下
0.06
0.07
40.0を超え 50.0以下
0.09
0.10
3.4
試験部の有効長さ 1回の撮影における試験部の有効長さL3は,透過度計の識別最小線径,透過写
真の濃度範囲及び階調計の値を満足している範囲とする。
9
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定)アルミニウム管の円周溶接継手の撮影方法
及び透過写真の必要条件
1.□適用範囲 この附属書は,アルミニウム管の円周溶接継手を放射線によって直接撮影する場合の撮
影方法及び透過写真の必要条件について規定する。
2.□透過写真の撮影方法
2.1□撮影方法の種類 アルミニウム管の円周溶接継手の撮影方法は,内部線源撮影方法,内部フィルム撮影方
法,二重壁片面撮影方法及び二重壁両面撮影方法の4種類とする。
2.2□透過写真の像質の種類 撮影方法の種類ごとに適用できる透過写真の像質の種類は,附属書2表1による。
A級は,内部線源撮影方法及び内部フィルム撮影方法で,通常の撮影技術によって得られる像質とする。P1級は,
二重壁片面撮影方法で,通常の撮影技術によって得られる像質とし,P2級は,二重壁両面撮影方法で,通常の撮
影技術によって得られる像質とする。
附属書2表 1 透過写真の像質の適用区分
撮影方法
像質の種類
内部線源撮影方法
A級 B級(1) P0級(2)
内部フィルム撮影方法 A級 B級(1) P0級(2)
二重壁片面撮影方法
P0級(1) P1級 P2級(2)
二重壁両面撮影方法
P1級(1) P2級
注(1) 高い検出感度を必要とする場合に適用する。
(2) 通常の撮影技術の適用が困難な場合に適用する。
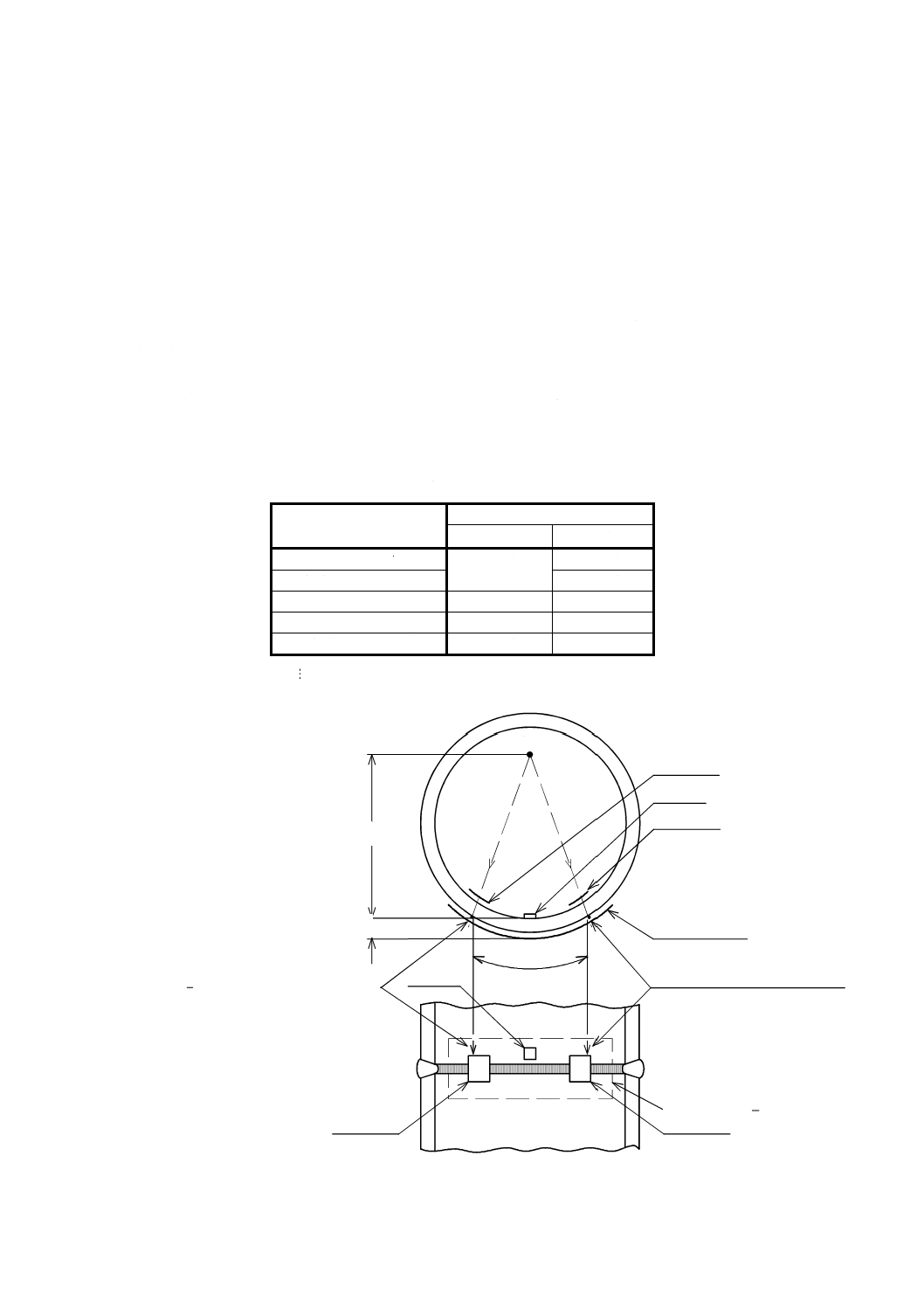
2.3
撮影配置
2.3.1
内部線源撮影方法 内部線源撮影方法における撮影配置は,次による。
a) 線源とフィルム間の距離(L1+L2)は,附属書2図1及び附属書2図2に示すように,試験部の線源側表
面とフィルム間の距離L2のm倍以上とする。mは,2 f /dによって与えられる値とする。ここに,f は
線源寸法(mm)とし,dは附属書2表3に規定する透過度計の識別最小線径(mm)の値とする。ただし,
附属書2図2に示す全周同時撮影の場合,適用する透過度計の像質の種類に対応して,附属書2表3に
規定する透過度計識別最小線径の値を満足すればこの限りではない。
b) 放射線の照射方向は,基本的に放射線束の中心線が試験部の中央になり,また,フィルム面に対して
垂直になるようにする。
c) 帯形透過度計のA形は,識別最小線径(附属書2表3参照)の透過度計を試験部の線源側表面に溶接
継手をまたいで試験部の有効長さL3の両端を含む位置にそれぞれ1個置く。ただし,1個の帯形透過
度計で試験部の有効長さL3を十分覆うことができる場合は,帯形透過度計は1個とする。
d) 一般形透過度計のA形を使用する場合は,附属書2図1に示すように,識別最小線径(附属書2表3参
照)を含む2個の透過度計を,試験部の線源側表面に溶接継手をまたいで置く。この際,それぞれの
透過度計の識別されなければならない線径が,それぞれ有効長さL3の境界線上又はこれより外側にな
るようにするとともに,細線が外側になるように置く。試験部の有効長さL3の範囲内に透過度計を2
10
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
個置くことができない場合は,1個の帯形透過度計を使用する。
e) 透過度計とフィルム間の距離を識別最小線径(附属書2表3参照)の10倍以上とすれば透過度計をフ
ィルム側に置くことができる。この場合には,透過度計のそれぞれの位置又は近傍にFの記号を付け
て,透過写真上でフィルム側に置いたことが分かるようにする。
f)
階調計は,外径100mm以上の円周溶接継手に対して,像質の種類がA級, B級又はP0級の場合に附
属書2表2の区分で用いる。このとき,試験部の中央付近からあまり離れない母材部分の線源側に置く。
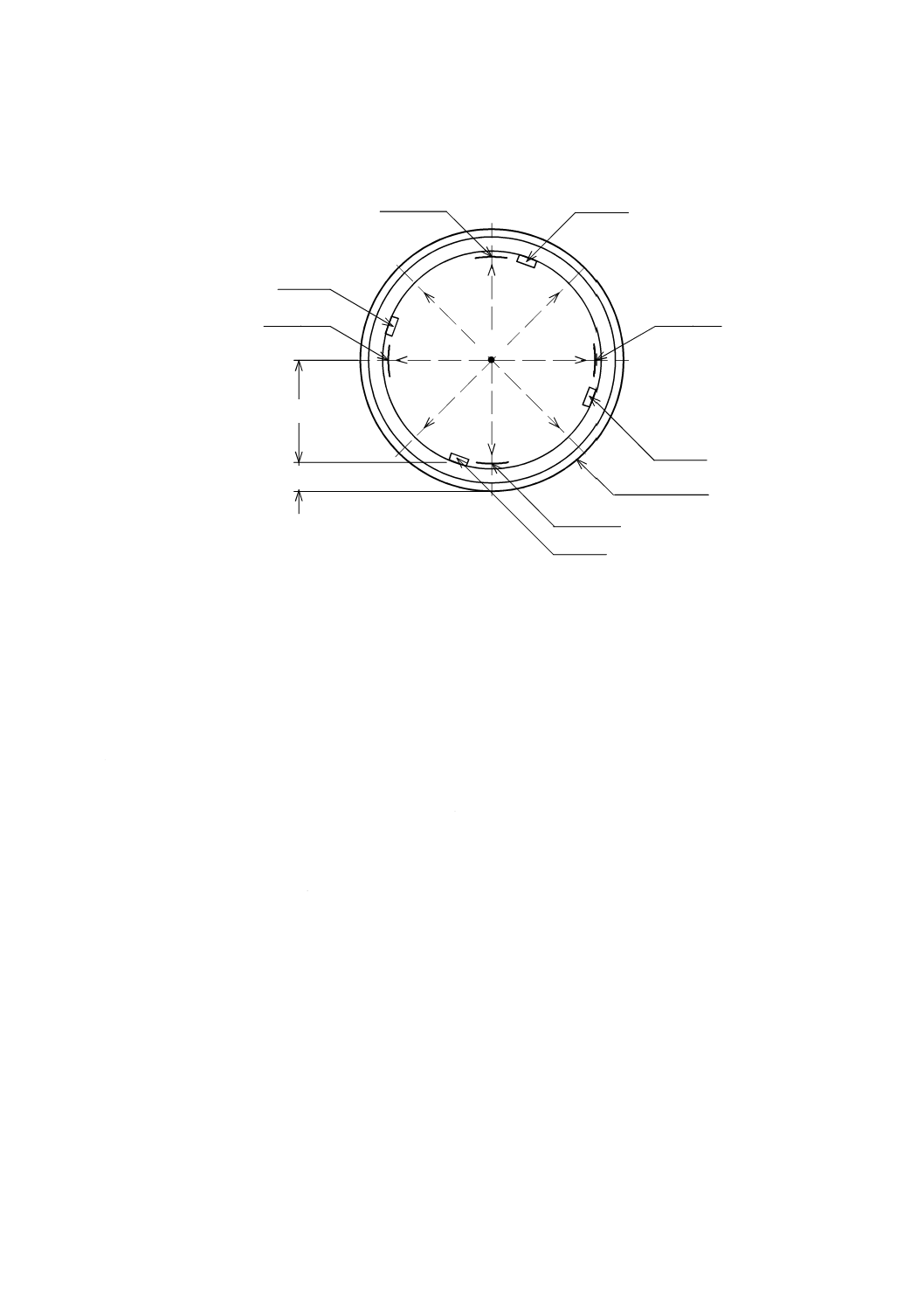
g) 全周同時撮影においては,線源と管の中心間距離は,内半径の1/6を超えてはならない。また,附属
書2図2に示すように4個の透過度計及び階調計を,それぞれ円周をほぼ4等分するような対称の位
置に置く。
h) 試験部の有効長さL3を示す記号は,線源とフィルム間の距離が管の半径より小さい場合は管の内側に
置き,管の半径より大きい場合は管の外側に置く。ただし,線源とフィルム間の距離が管の半径より
小さい場合,撮影配置の幾何学的関係から記号が管の内側と外側に置かれる場合の相対位置をあらか
じめ明らかにすれば,管の外側に置いてもよい。
附属書2表 2 階調計の適用区分
母材の厚さ mm
像質の種類
A級,B級
P0級
5以下
10形
10形
5を超え 10以下
15形
10を超え 20以下
15形
20形
20を超え 40以下 (3)
20形
25形
40を超え 50以下
25形
−
注(3) P0級の場合は25mm以下とする。
附属書2図1 内部線源撮影方法(分割撮影)
透過度計
透過度計
階調計
試験部の有効長さを示す記号
X線フィルム
線源
L
1
L
2
L3
階調計
透過度計
透過度計
X線フィルム
試験部の有効長さを示す記号
11
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図2 内部線源撮影方法(全周同時撮影)
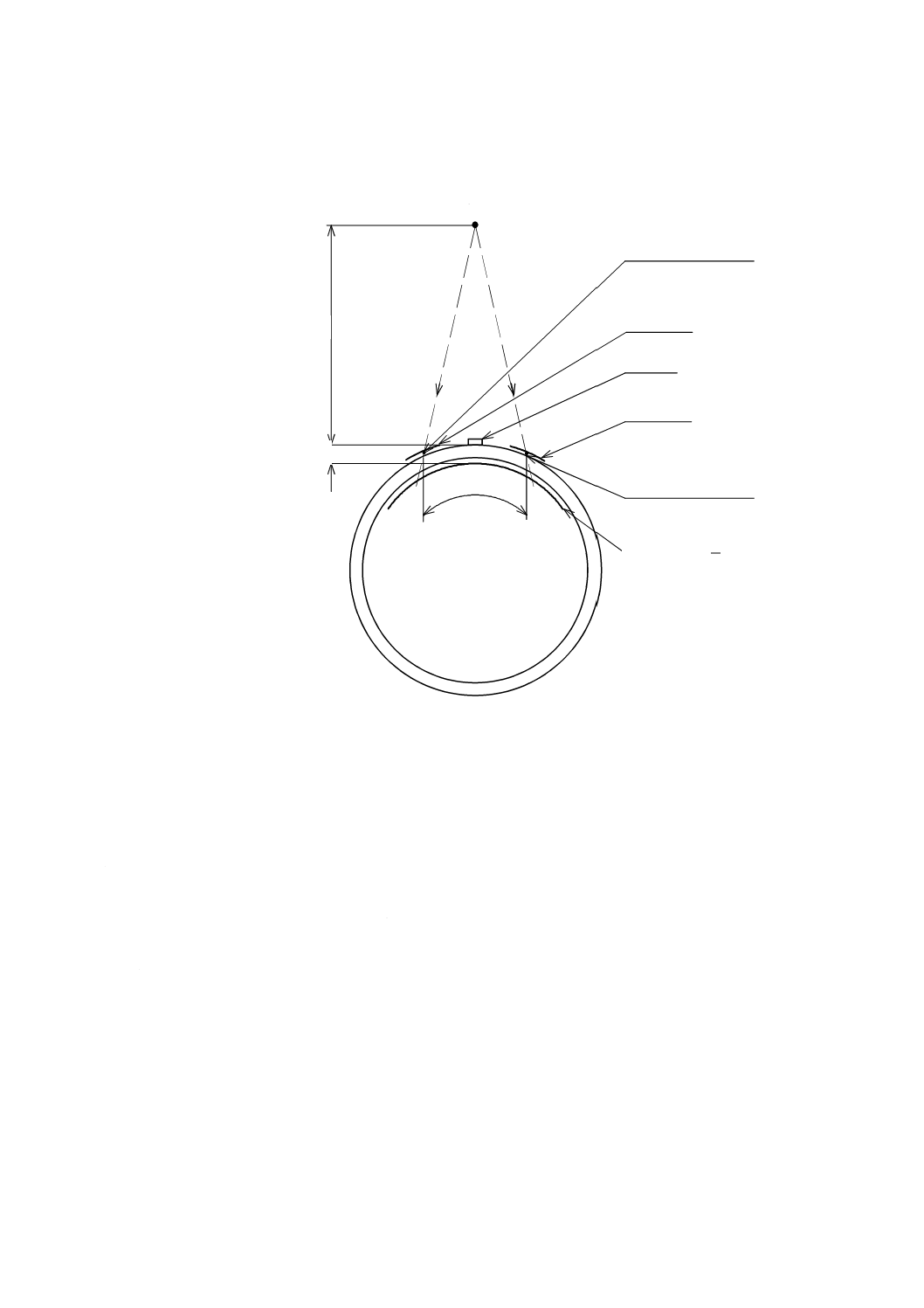
2.3.2
内部フィルム撮影方法 内部フィルム撮影方法の撮影配置は,次による。
a) 線源とフィルム間距離(L1+L2)は,附属書2図3に示すように,試験部の線源側表面とフィルム間距
離L2のm倍以上とする。mは,2.3.1 a) による。
b) 放射線の照射方向は,2.3.1 b) による。
c) 帯形透過度計の使用方法は,2.3.1 c) による。
d) 一般形透過度計を使用する場合は,2.3.1 d) による。
e) 透過度計をフィルム側に置く場合は,2.3.1 e) による。
f)
階調計は,外径100mm以上の円周溶接継手に対して像質の種類がA級, B級又はP0級の場合に用い
る。使用方法は, 2.3.1 f) による。
g) 試験部の有効長さL3を示す記号は,管の外側に置く。
透過度計
透過度計
階調計
L
1
L
2
透過度計
透過度計
階調計
階調計
X線フィルム
階調計
線源
12
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図3 内部フィルム撮影方法
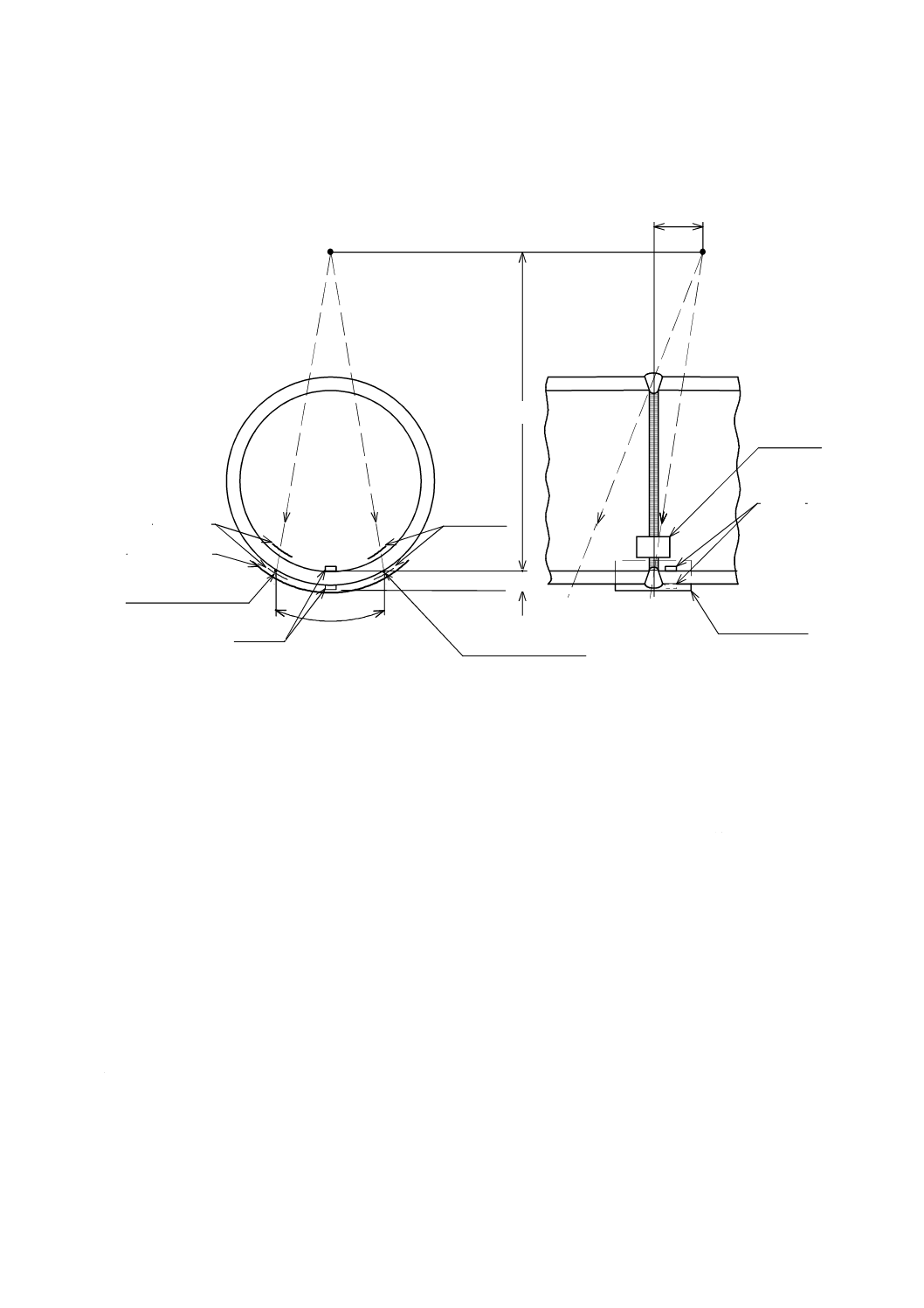
2.3.3
二重壁片面撮影方法 二重壁片面撮影方法の撮影配置は,次による。
a) 線源とフィルム間の距離(L1+L2)は,附属書2図4に示すように,試験部の線源側表面とフィルム間
の距離L2のm倍以上とする。mは2.3.1 a) による。
b) 放射線は,附属書2図4に示す方向から照射する。線源と溶接継手を含む平面間の距離Sは,L1の1/4
以下とする。
c) 帯形透過度計の使用方法は,2.3.1 c) による。
d) 一般形透過度計を使用する場合は,2.3.1 d) による。ただし,撮影方法は附属書2図4とする。
e) 透過度計をフィルム側に置く場合は,2.3.1 e) による。
f)
階調計は,外径100mm以上の円周溶接継手に対して像質の適用区分がP0級の場合に用いる。使用方
法は,2.3.1 f) による。ただし,階調計を線源側に置けない場合は,フィルム側に置いてもよい。この
場合は,階調計の近傍にFの記号を付けて,透過写真上でフィルム側に置いたことが分かるようにす
る。
g) 試験部の有効長さL3を示す記号は管の外側に置く。
L3
試験部の有効長さ
を示す記号
透過度計
階調計
X線フィルム
L
1
L
2
線源
透過度計
試験部の有効長さ
を示す記号
13
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図4 二重壁片面撮影方法
2.3.4
二重壁両面撮影方法 二重壁両面撮影方法の撮影配置は,次による。
a) 線源とフィルム間の距離(L1+L2)は,附属書2図5に示すように,試験部の線源側表面とフィルム間
の距離L2のm倍以上とする。mは,f/dによって与えられる値とする。ここに,fは線源寸法とし,d
は附属書2表3に規定する透過度計の識別最小線径の値とする。ただし,附属書2表3に規定する透過
度計が識別できればこの限りではない。
b) 放射線の照射方向は,附属書2図5に示すように溶接継手を含む平面に対して斜めにする。
c) 透過度計は,基本的に帯形透過度計を使用する。帯形透過度計は,溶接継手の線源側表面に溶接継手
をまたいで置く。1個の帯形透過度計で有効長さL3ʼを十分覆うことができる場合は,1個の帯形透過
度計を置く。ただし,1個の帯形透過度計で有効長さL3ʼを十分覆うことができない場合は,試験部の
有効長さL3ʼの両端を含む位置に,それぞれ1個の帯形透過度計を置く。
d) 一般形透過度計を使用する場合は,2.3.1 d) による。ただし,撮影方法は,附属書2図5とする。
e) 試験部の有効長さL3ʼを示す記号は,管の外側に置く。ただし, 1回の撮影における試験部の有効長さ
はL3ʼ+L3”とする。
透過度計
透過度計
X線フィルム
線源
L
1
L
2
L3
階調計
透過度計
線源
S
試験部の有効長さ
を示す記号
試験部の有効長さ
を示す記号
階調計
X線フィルム
14
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図5 二重壁両面撮影方法
3. 透過写真の必要条件
3.1
透過度計の識別最小線径 撮影された透過写真において,透過度計の識別最小線径は,附属書2表3
の値以下とする。
透過度計
試験部の有効長さ
を示す記号
X線フィルム
線源
線源
L
1
L
2
S
X線フィルム
L3'
透過度計
試験部の有効長さ
を示す記号
L3''
15
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表3 透過度計の識別最小線径
単位 mm
母材の厚さ
像質の種類
A級
B級
P0級
P1級
P2級
4.0以下
0.125
0.10
0.125
0.16
0.20
4.0を超え 6.3以下
0.16
0.20
0.25
6.3を超え 8.0以下
0.16
0.125
0.20
0.25
0.32
8.0を超え 12.5以下
0.20
0.16
0.25
0.32
0.40
12.5を超え 16.0以下
0.25
0.20
0.32
0.40
0.50
16.0を超え 25.0以下
0.32
0.25
0.40
0.50
0.63
25.0を超え 32.0以下
0.40
0.32
0.50
0.63
0.80
32.0を超え 50.0以下
0.50
0.40
0.63
0.80
1.00
3.2
透過写真の濃度範囲 透過写真の濃度は,濃度計によって測定する。試験部のきずの像以外の部分
の写真濃度は,附属書2表4に示す範囲とする。
附属書2表4 透過写真の濃度範囲
像質の種類
濃度範囲
A級
1.3以上 4.0以下
B級
1.8以上 4.0以下
P0級
1.3以上 4.0以下
P1級
1.0以上 4.0以下
P2級
3.3
階調計の値 階調計を使用した透過写真においては,階調計に近接した母材の部分の濃度と階調計
の中央の部分の濃度とを濃度計によって測定し,その濃度差を母材の部分の濃度で除した値を階調計の値
とする。階調計の値は,附属書2表5に示す値以上とする。
16
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表5 階調計の値
母材の厚さ mm
階調計の値(濃度差/濃度)
像質の種類
A級
B級
P0級
4.0以下
0.09
0.11
0.09
4.0を超え 5.0以下
0.07
5.0を超え 6.3以下
0.13
6.3を超え 8.0以下
0.07
0.09
0.11
8.0を超え 10.0以下
0.05
0.07
0.09
10.0を超え 12.5以下
0.11
0.13
0.09
12.5を超え 16.0以下
0.09
0.11
0.08
16.0を超え 20.0以下
0.07
0.09
0.07
20.0を超え 25.0以下
0.08
0.09
0.10
25.0を超え 32.0以下
0.07
0.08
--
32.0を超え 40.0以下
0.06
0.07
40.0を超え 50.0以下
0.09
0.10
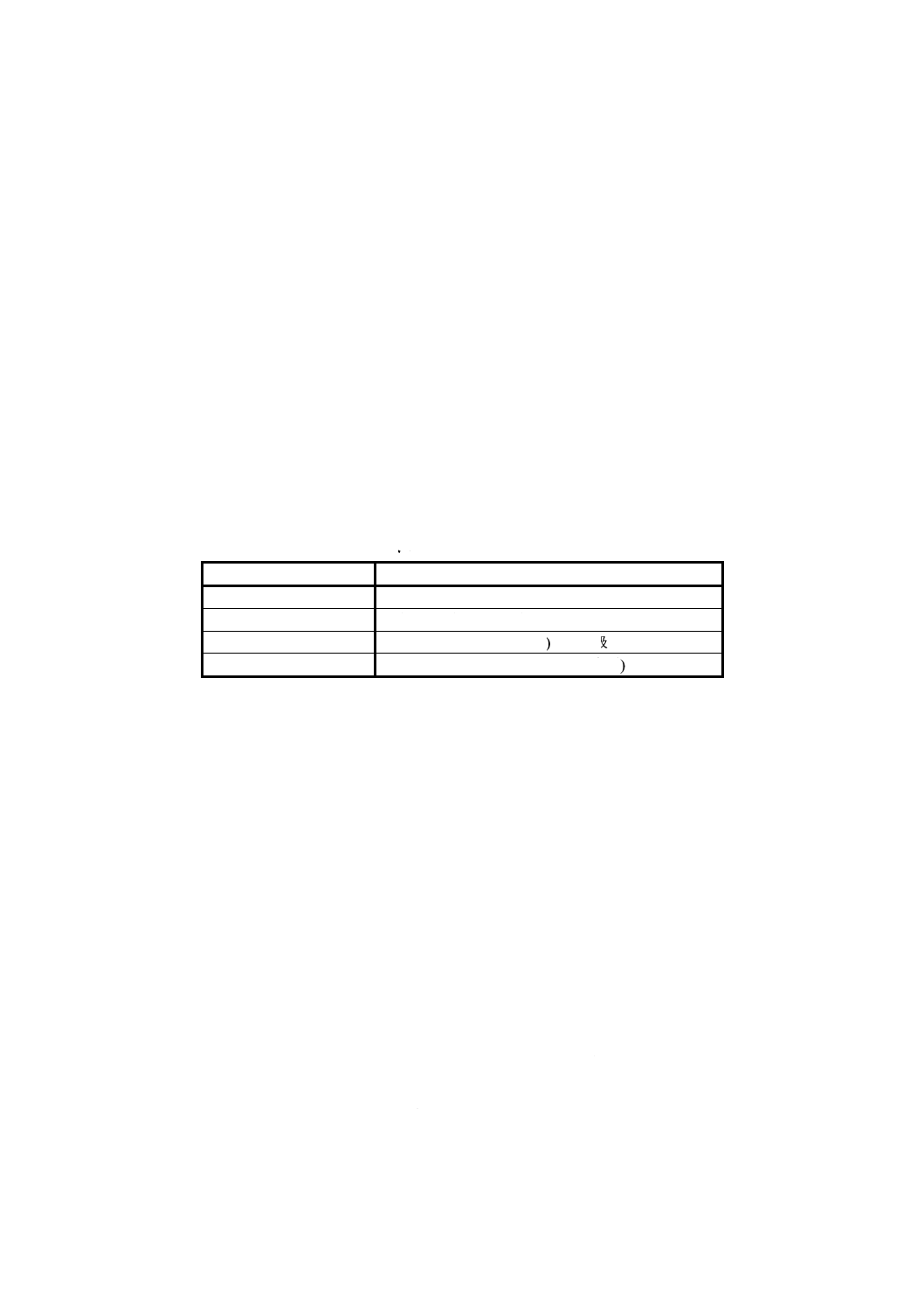
3.4
試験部の有効長さ 1回の撮影における試験部の有効長さL3は,透過度計の識別最小線径,透過写
真の濃度範囲及び階調計の値を満足している範囲とする。ただし,試験部における横割れの検出を特に必
要とする場合は,透過度計の識別最小線径,透過写真の濃度範囲及び階調計の値を満足し,かつ,附属書2
表6を満足している範囲とする。
附属書2表6 試験部の有効長さL3
撮影方法
試験部の有効長さ
内部線源撮影方法
(分割撮影)
線源と試験部の線源側表面間距離L1の1/2以
下
内部フィルム撮影方
法
管の円周長さの1/12以下
二重壁片面撮影方法
管の円周長さの1/6以下
17
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(規定)アルミニウム板のT溶接継手の撮影方法
及び透過写真の必要条件
1. 適用範囲 この附属書は,アルミニウムのT溶接継手を放射線によって直接撮影する場合の撮影方法
及び透過写真の必要条件について規定する。
2. 透過写真の撮影方法
2.1
透過写真の像質の種類 透過写真の像質は,F級とする。
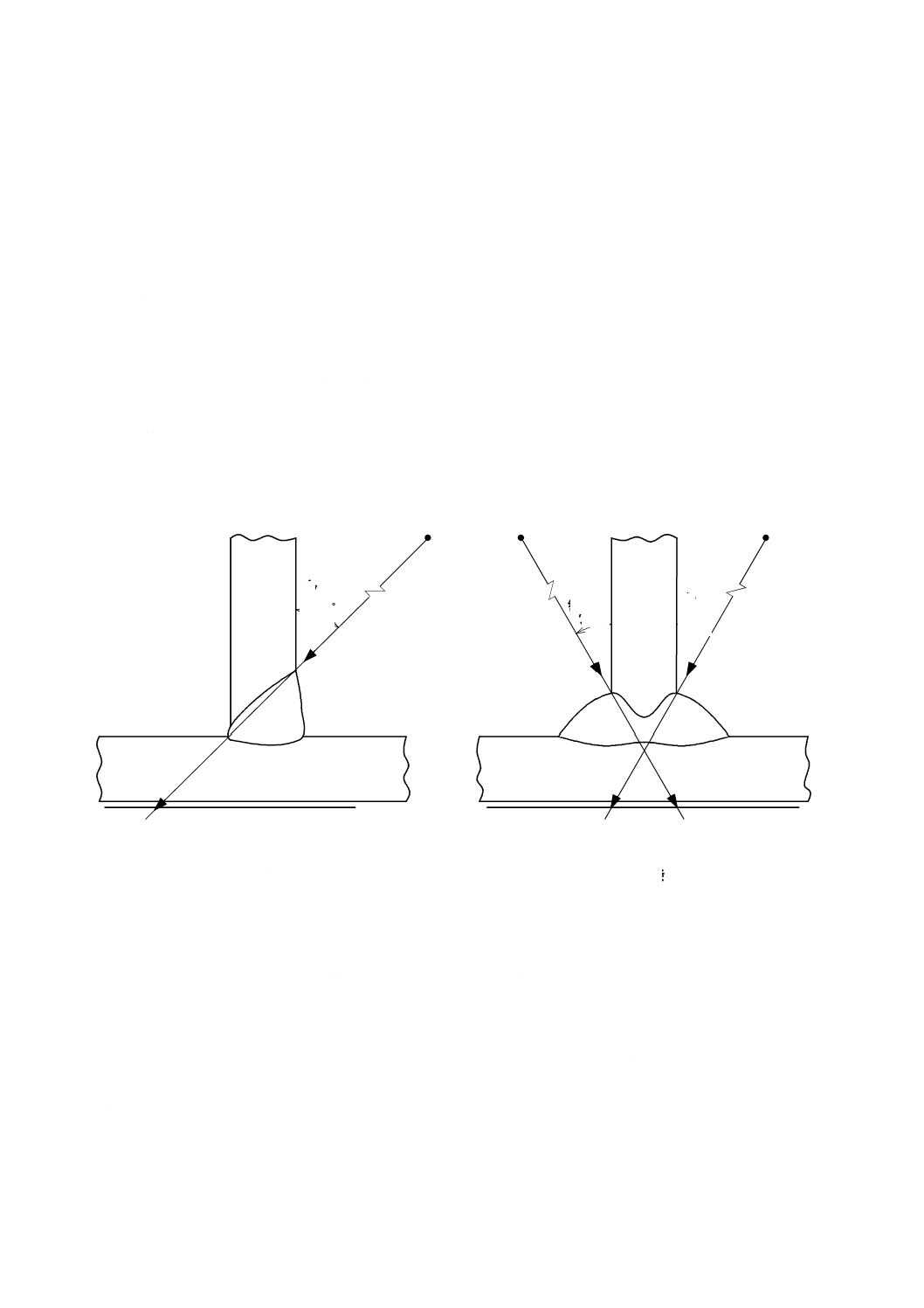
2.2
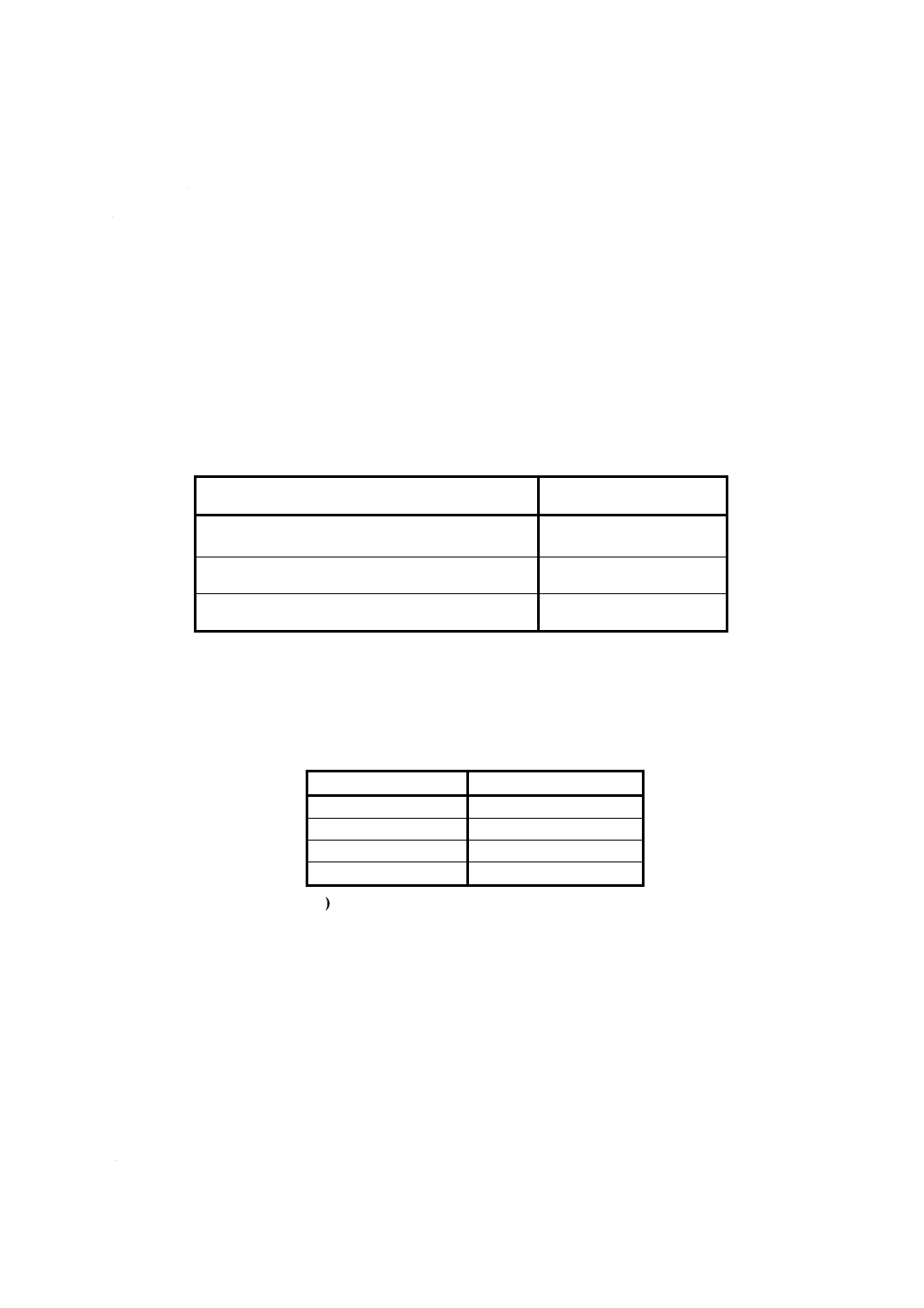
放射線の照射方向 透過写真は,附属書3図1に示すように,a)の場合は1方向,b)の場合は2方向か
ら放射線を照射して撮影する。
a) 片側溶接 b) 両側溶接
附属書3図1 放射線の照射方向
2.3
透過度計の使用 識別最小線径(附属書3表1参照)を含む透過度計を,試験部の有効長さL3の両端
付近(附属書3図2参照)に,透過度計の最も細い線が位置するように各1個置く。この際,細線が外側
になるようにし,肉厚補償用くさびの線源側表面又はT2材のフィルム側表面に置く。
透過度計をフィルム側に置く場合は,透過度計とフィルム間の距離を識別最小線径の10倍以上とする。この場
合には,透過度計の位置又は近傍にFの記号を付けて,透過写真上でフィルム側に置いたことが分かるようにす
る。
45゚
30゚
30゚
T1材
T2材
T2材
T1材
X線フィルム
X線フィルム
線源
線源
線源
約
約
約
18
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4
肉厚補償用くさび 透過写真の撮影には,附属書3図2に示す肉厚補償用くさびを用いる。ただし,
附属書3図1 a)の場合,T1材の厚さがT2材の厚さの1/4又は5mmのいずれかの小さい値以下であれば,肉
厚補償用くさびは使用しなくてもよい。また,附属書3図1 b)の場合,T1材の厚さがT2材の厚さの1/3又
は8mmのいずれか小さい値以下であれば,肉厚補償用くさびを使用しなくてもよい。肉厚補償用くさび
の材質は,JIS H 4000に規定するA1080P, A1070P, A1050P, A1100P, A1200P, A5052P又はA5083Pとする。
2.5
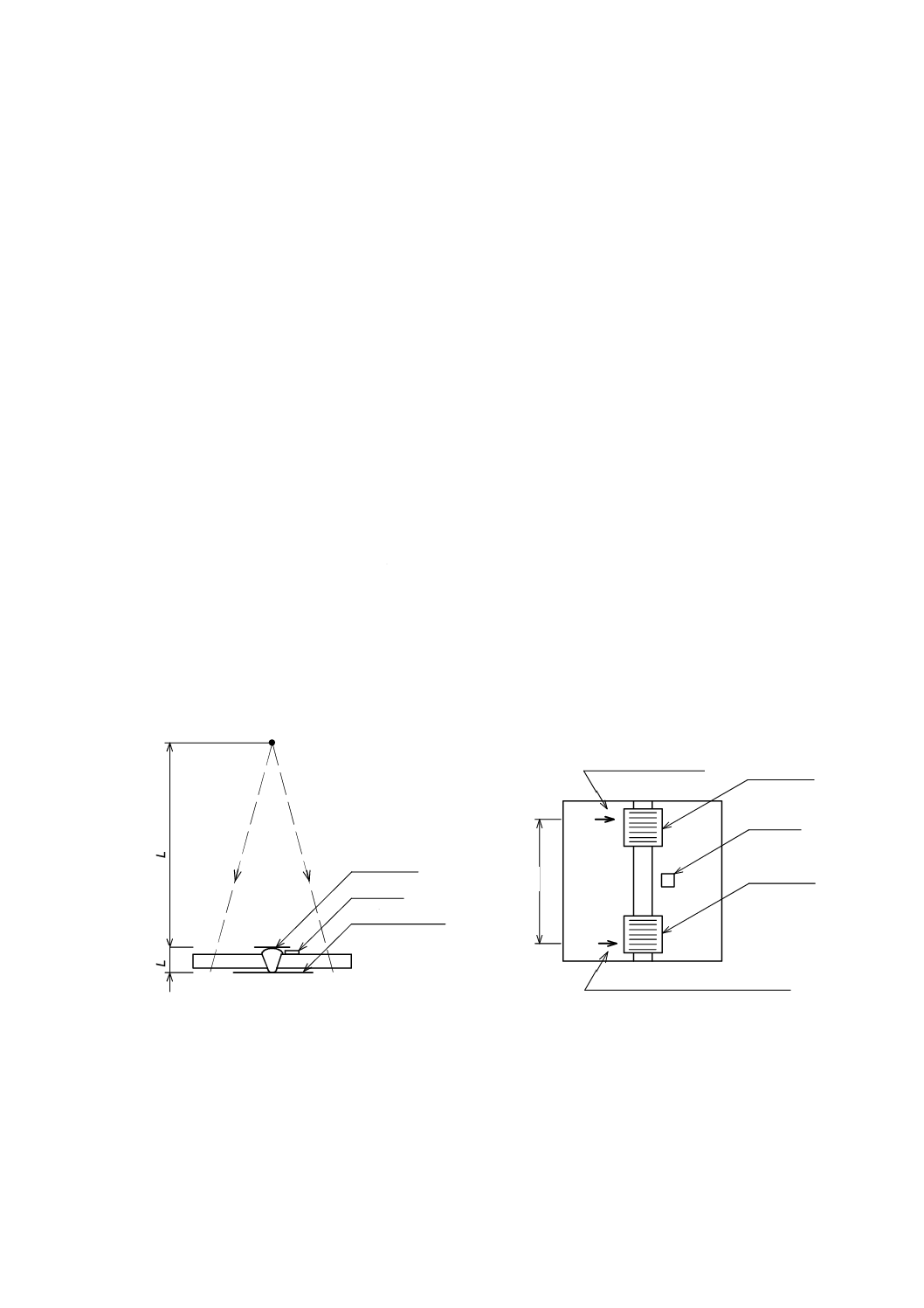
撮影配置 線源,透過度計,肉厚補償用くさび及びフィルムの配置は,次による。
a)
附属書3図2に示す距離(L1+L2)は,試験部の線源側表面とフィルム間の距離L2のm倍以上とする。m
は,6又は2 f/dの値のいずれか大きい方の値とする。ここに,fは線源寸法(mm)とし,dは附属書3表1
に規定する識別最小線径の値とする。
b) 線源と試験部の線源側表面の距離L1は,試験部の有効長さL3の2倍以上とする。
c) 試験部の有効長さL3を示す記号は,線源側表面に置く。
19
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3図2 撮影配置
3.□透過度計の必要条件
3.1□透過度計の識別最小線径 撮影された透過写真において,透過度計の識別最小線径は,附属書3表に示す値
以下とする。
T2材
T1材
T1
T
1
T
2
線源
L1
L2
L
3
透過度計
肉厚補償用くさび
X線フィルム
試験部の有効長さ
を示す記号
X線フィルム
透過度計
肉厚補償用くさび
透過度計
試験部の有効長さ
を示す記号
20
Z3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3表 透過度計の識別最小線径
単位 mm
T1材とT2材の合計の厚さ(4)
識別最小線径
6.3以下
0.125
6.3を超え 8.0以下
0.16
8.0を超え 10.0以下
0.20
10.0を超え 12.5以下
12.5を超え 16.0以下
0.25
16.0を超え 20.0以下
0.32
20.0を超え 25.0以下
25.0を超え 32.0以下
0.40
32.0を超え 40.0以下
0.50
40.0を超え 50.0以下
50.0を超え 63.0以下
0.63
63.0を超え 80.0以下
0.80
80.0を超え 100.0以下
100 を超え 125 以下
1.00
125 を超え 160 以下
1.25
160 を超え 200 以下
1.60
注(4) 肉厚補償用くさびを使用しない場合は,T2材の厚さとする。
3.2
透過写真の濃度範囲 透過写真の濃度は,濃度計によって測定する。試験部のきずの像以外の部分
の写真の濃度は,1.0以上4.0以下とする。
3.3
試験部の有効長さ 1回の撮影における試験部の有効長さL3は,透過度計の識別最小線径,透過写
真の濃度範囲及び階調計の値を満足している範囲とする。
21
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(規定)透過写真によるきずの像の分類方法
1. 適用範囲 この附属書は,透過写真のきずの像の分類方法について規定する。
2. 分類手順 透過写真によるきずの像の分類は,次の手順に従って行う。
a) 分類を行う透過写真は,本体9.によって観察する。
b) 分類を行う透過写真が,本体8.に適合するものであることを確認する。
c) 分類は,母材の厚さで区分して行う。
d) アルミニウム板の突合せ溶接継手の両側で厚さが異なる場合は,薄い方の厚さを母材の厚さとする。
アルミニウム管の円周溶接継手の場合は,薄い方の肉厚を母材の厚さとする。T溶接継手の場合は,
附属書3図1に示すT1材の厚さを母材の厚さとする。
e) ブローホール,タングステンの巻込み,寸法が2.0mm以下の酸化物の巻込み及び密集像は,3.によっ
てきず点数を求め,5.によって分類を行う。
f)
溶込み不良,融合不良及び寸法が2.0mmを超える酸化物の巻込みについては,4.によってきず長さを
測定し,5.によって分類を行う。
g) 割れ及び銅の巻込みについては,5.によって分類を行う。
h) アンダカットなどの表面きずは,この分類の対象としない。
3. きず点数
3.1
試験視野 きず点数を求めるには,試験視野内のきず点数の総和が最も大きくなるように試験視野
を設ける。試験視野の寸法は,母材の厚さによって附属書4表1に示す寸法とする。
附属書4表1 試験視野の寸法
単位 mm
母材の厚さ
20以下
20を超え80以下
80を超えるも
の
試験視野の寸法
10×10
10×20
10×30
3.2
きず点数の求め方 きず点数の算定方法は,次によることとし,これらの総和を求める。ただし,
きずの像の寸法が附属書4表2に示す値以下のものは,きず点数として算定しない。
なお,きずの像が試験視野の境界線上にかかる場合は,試験視野外の部分も含めて測定する。
附属書4表2 算定しないきずの像の寸法
単位 mm
母材の厚さ
像の寸法
20以下
0.4
20を超え 40以下
0.6
40を超えるもの
母材の厚さの1.5%
22
Z 3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ブローホール 1個のブローホールのきず点数は,その像の寸法に応じて附属書4表3の値を用いる。
ブローホールが2個以上の場合のきず点数は,試験視野内に存在するそれらの像のきず点数の総和と
する。
附属書4表3 きず点数
きずの像の寸法
mm
1.0以下
1.0を超え
2.0以下
2.0を超え
4.0以下
4.0を超え
8.0以下
8.0を超え
10.0以下
きず点数
1
2
4
8
16
b) タングステンの巻込み タングステンの巻込みのきず点数は,附属書4表3の1/2とする。
c) 酸化物の巻込み 酸化物の巻込みの寸法が2.0mm以下の場合は,その寸法に応じて附属書4表3の値を
用いる。酸化物の巻込みの寸法が2.0mm以下でブローホールとつながって存在する場合は,ブローホ
ールを含めて測定し,附属書4表3によってきず点数を求める。ただし,酸化物の巻込みの寸法が2.0mm
以下で,その存在位置が余盛の部分に限られていることが明らかであれば,きず点数はつけない。
d) 密集像 附属書4表2に示す値以下の寸法のきずの像が密集して多数存在する場合には,その範囲を一
つのきずの像とみなして附属書4表3によってきず点数を求める。ただし,それらの存在が余盛の部分
に限られていることが明らかであれば,きず点数はつけない。
4. きず長さ 溶込み不良,融合不良及び2.0mmを超える酸化物の巻込みは,これらの像の最も長い寸法
をきず長さとする。これらの像が溶接線方向に一列に並んで2個以上存在し,近接する像と像との間隔が
大きい方のきず長さを超える場合は,それぞれ独立したきずの像とみなすが,大きい方のきず長さ以下の
場合は,連続したきずの像とみなし,それぞれの像のきず長さと間隔の合計をきず長さとする。
5. きず像の分類 きずの像の分類は,次による。
a) ブローホール,タングステンの巻込み及び2.0mm以下の酸化物の巻込みの分類は, きず点数によって
附属書4表4によって行う。表中の数字は, きず点数の最大値を示す。ただし, きずの像の寸法が母材
の厚さの1/3を超えるときは1類にはしない。また, 母材の厚さの2/3又は10.0mmのいずれか小さい方
を超えるきずの像がある場合は4類とする。
附属書4表4 きず点数による分類
分 類
試験視野 mm
10×10
10×20
10×30
母材の厚さ mm
3以下
3を超え
5以下
5を超え
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
るもの
1類
1
2
3
4
6
7
8
2類
3
7
10
14
21
24
28
3類
6
14
21
28
42
49
56
4類
きず点数が3類を超えるもの
23
Z 3105:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 3類のきず点数が連続して試験視野の3倍を超えて存在する場合は,4類とする。
c)
溶込み不良,融合不良及び2.0mmを超える酸化物の巻込みの分類は,そのきず長さによって附属書4表5によ
って行う。これらの像が,5. a)に示すきずの像と混在する場合には, それぞれ分類し, これらの大き
い数字を類とする。共に同じ類であれば一つ大きい数字の類とする。ただし,1類については附属書4
表4のきず点数の1/2及び附属書4表5のきず長さの1/2をそれぞれ超えた場合だけ2類とする。
d) 割れ又は銅の巻込みが存在する場合は,4類とする。
附属書4表5 きず長さによる分類
単位 mm
分 類
母材の厚さ
12以下
12を超え48未満
48以上
1類
3以下
母材の厚さの1/4以下
12以下
2類
4以下
母材の厚さの1/3以下
16以下
3類
6以下
母材の厚さの1/2以下
24以下
4類
きず長さが3類より長いもの