Z 3070 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによって,JIS Z 3070 : 1998は,新しく制定される。
この規格に対応する国際規格は存在しない。制定に当たっては,手で行われる超音波探傷試験の規格で
あるJIS Z 3060“鋼溶接部の超音波探傷試験方法”との整合性を考慮した。
この規格の一部が,技術的特性をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案,又は出願公開後の実用新案登録
出願にかかわる確認について,責任はもたない。
JIS Z 3070には,次に示す附属書がある。
附属書(規定) エコー収録ゲート及び収録する事項の性能測定方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3070 : 1998
鋼溶接部の超音波自動探傷方法
Methods for automatic ultrasonic testing
for welds of ferritic steel
序文 この規格は,1998年に新しく制定された規格である。制定に当たっては,手で行われる超音波探傷
試験の規格であるJIS Z 3060“鋼容接部の超音波探傷試験方法”との整合性を考慮した。
なお,この規格に対応する国際規格は存在しない。
1. 適用範囲 この規格は,厚さ6mm以上のフェライト系鋼の完全溶込み溶接部の,一探触子法又は二
探触子法のパルス反射法による超音波斜角探傷試験において試験を自動を行う場合の装置,探傷方法及び
探傷画像の表示方法について規定する。ただし,鋼管の製造工程中の継手溶接部及び原子力プラントの溶
接部には適用しない。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS Z 2300 非破壊試験用語
JIS Z 2345 超音波探傷試験用標準試験片
JIS Z 2352 超音波探傷装置の性能測定方法
JIS Z 3060 鋼溶接部の超音波探傷試験方法
3. 定義 この規格で用いる主な用語の定義は,JIS Z 2300及びJIS Z 3060によるほかは,次による。
a) 超音波自動探傷装置 超音波自動探傷器,探触子,走査装置及び画像表示装置の構成からなる探傷装
置。
b) 超音波自動探傷器 走査される探触子の各々の位置において,探触子の音響結合の状態,所定の条件
を満たすエコーのビーム路程及びエコー高さを自動で収録でき,かつ,距離振幅の補正を行える探傷
器。
c) 探傷画像 任意に設定できる表示の下限値を超えるエコー高さが得られる反射源の位置を,ビーム路
程及び屈折角を用いて評価し,その有無,位置及びエコー高さ又は領域を座標上に表示させた画像。
d) エコー収録ゲート 時間軸上及びエコー高さ軸上に設定するエコーを収録する範囲。
e) カップリングチェック 探触子と試験体との音響結合が,確実に行われているか否かチェックする。
f)
画像表示装置 カップリングチェック画像及び探傷画像を表示又は出力する装置。
g) 走査装置 1個又は複数個,送受1組又は複数組の探触子を自動で走査できる装置。
h) 一次探傷 評価の対象とするきずの有無を確認するために,試験体の試験対象範囲に対して行う探傷
2
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
方法。
4. 技術者 溶接部の超音波自動探傷試験に従事する技術者は,探傷の原理及びフェライト系鋼の溶接部
に関する知識,並びにその探傷についての十分な知識と経験をもち,かつ,超音波自動探傷装置の使用に
関する教育及び訓練を受けた者とする。
5. 超音波自動探傷装置の構成
5.1
装置の基本構成
5.1.1
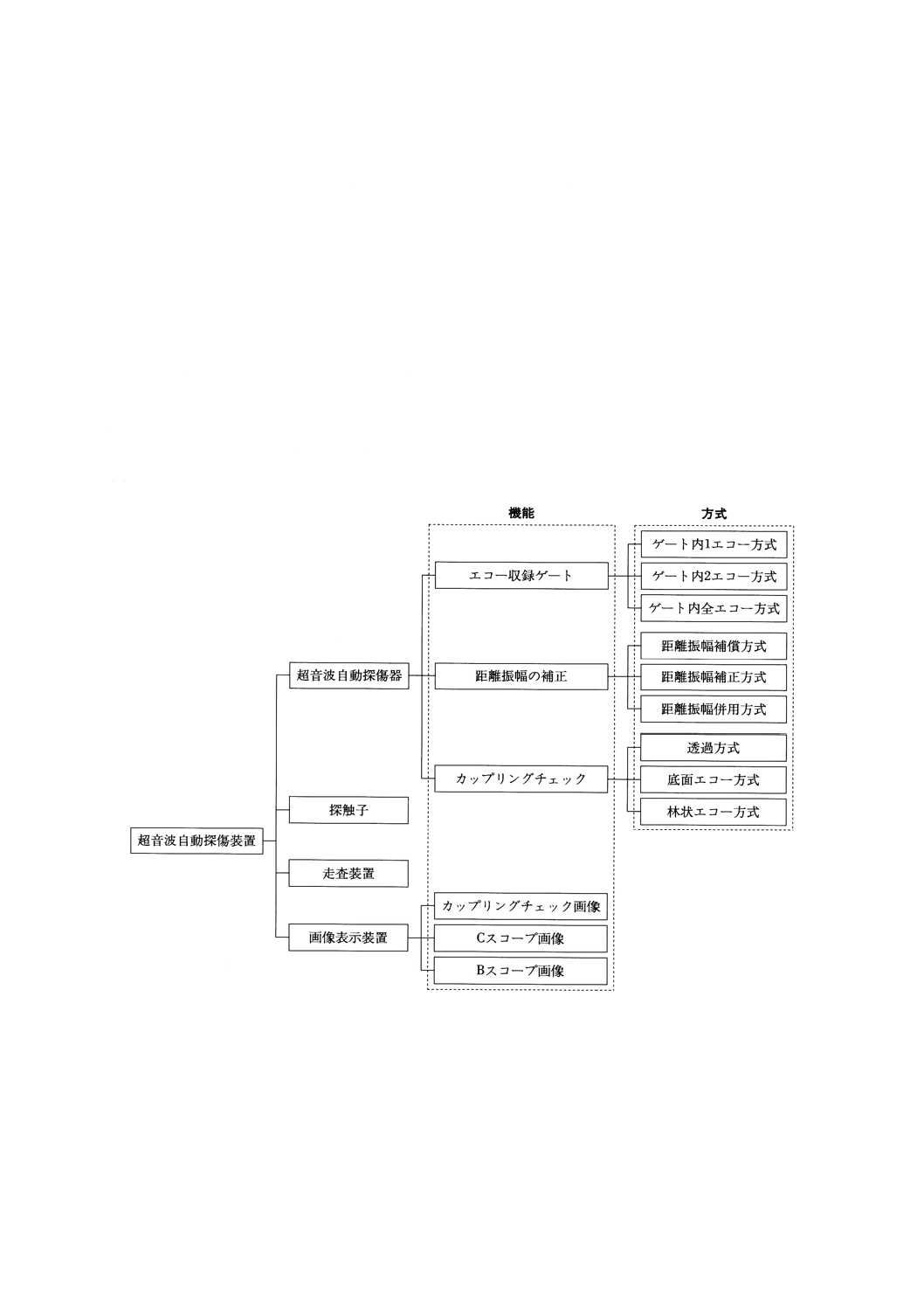
超音波自動探傷の定義 超音波自動探傷装置は,超音波自動探傷器,探触子,走査装置及び画像表
示装置の構成からなり,それらは次に示す機能をもっているものとする。
a) 超音波自動探傷器は,所定のデータを自動で収録できるもの。
b) 走査装置は,自動で探触子を走査できるもの。
c) 画像表示装置は,収録データを探傷画像として表示できるもの。
5.1.2
装置の基本構成 超音波自動探傷装置の基本的な構成を,図1に示す。
図1 超音波自動探傷装置の構成
5.2
超音波自動探傷器 超音波自動探傷器は,一般的な探傷器に要求される機能とともに,付加機能と
してエコー収録ゲートを用いて所定の条件を満たすエコーのビーム路程及びエコー高さを探触子の位置に
応じて収録する機能,距離振幅の補正を自動的に行う機能並びに探触子と試験体との音響結合が確実に行
われているか否かを収録する機能をもつものとする。
5.2.1
エコー収録ゲート
3
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
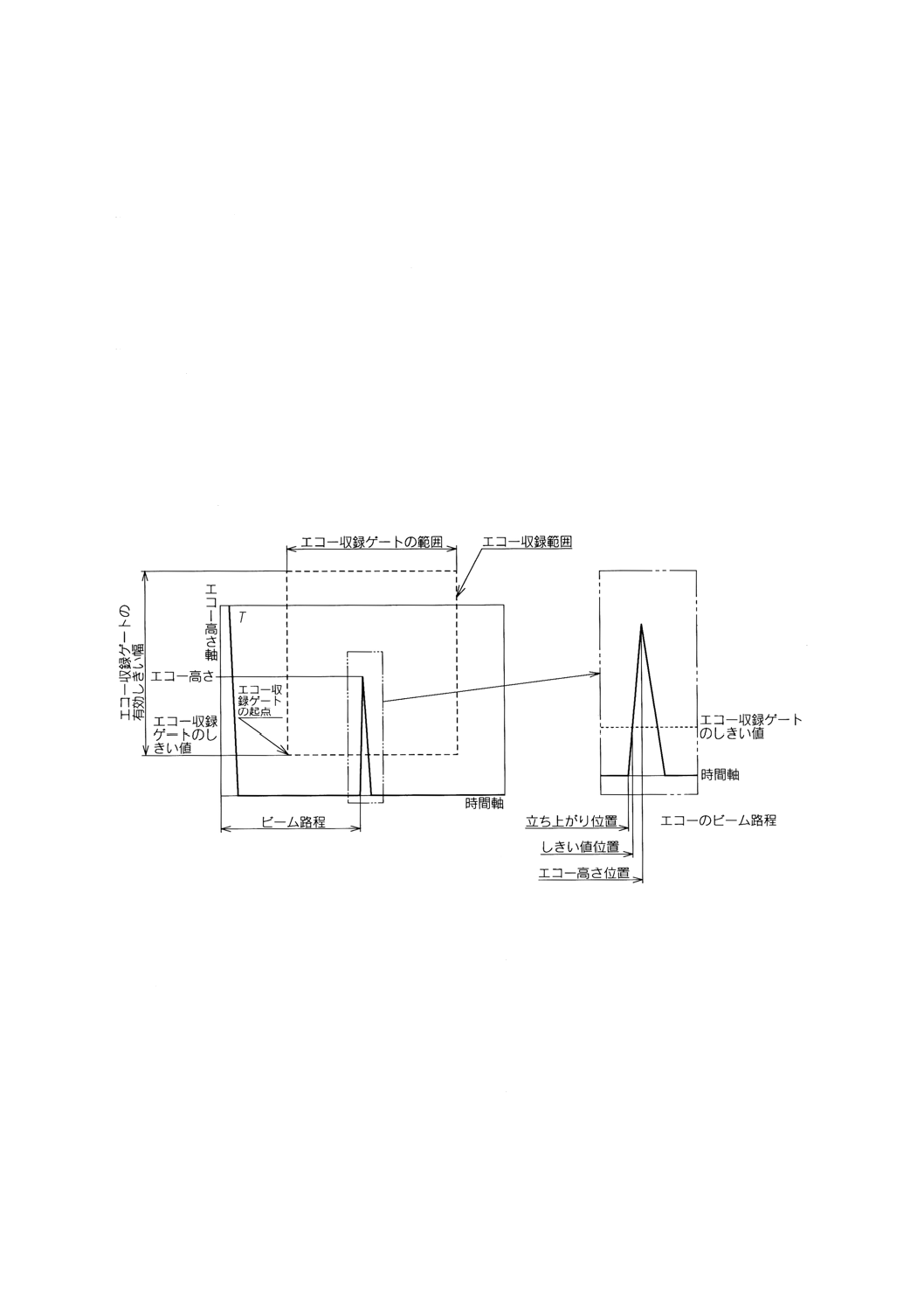
a) 用語 エコー収録ゲートは,図2に示すように,次の事項を規定する。
1) エコー収録ゲートの起点 エコー収録範囲の時間軸上の開始点。
2) エコー収録ゲートの範囲 エコー収録範囲の時間軸上の開始点からの幅。
3) エコー収録ゲートのしきい値 エコー収録範囲のエコー高さ軸上の開始点。
4) エコー収録ゲートの有効しきい幅 エコー収録範囲のエコー高さ軸上のしきい値からの幅。
5) エコー高さ軸 エコー高さを表示する軸。
6) しきい値位置 エコーがしきい値を超える時間軸上の位置。
7) エコー高さ位置 エコーの最大の高さを示す時間軸上の位置。
8) エコーのビーム路程 当該エコーの立ち上がり位置,又はしきい値位置,若しくはエコー高さ位置
のいずれかの位置。
9) 収録対象エコー 表示器上のエコーのうち,エコー収録ゲートの範囲内にビーム路程があり,かつ,
エコー高さがしきい値を超えるエコー。
10) 収録事項 収録するエコーとみなしたものにあっては,ビーム路程とエコー高さを収録する。ただ
し,エコー高さが有効しきい幅を超えるものは,そのエコー高さが有効しきい幅を超えたことを収
録できればよい。
図2 エコー収録ゲート
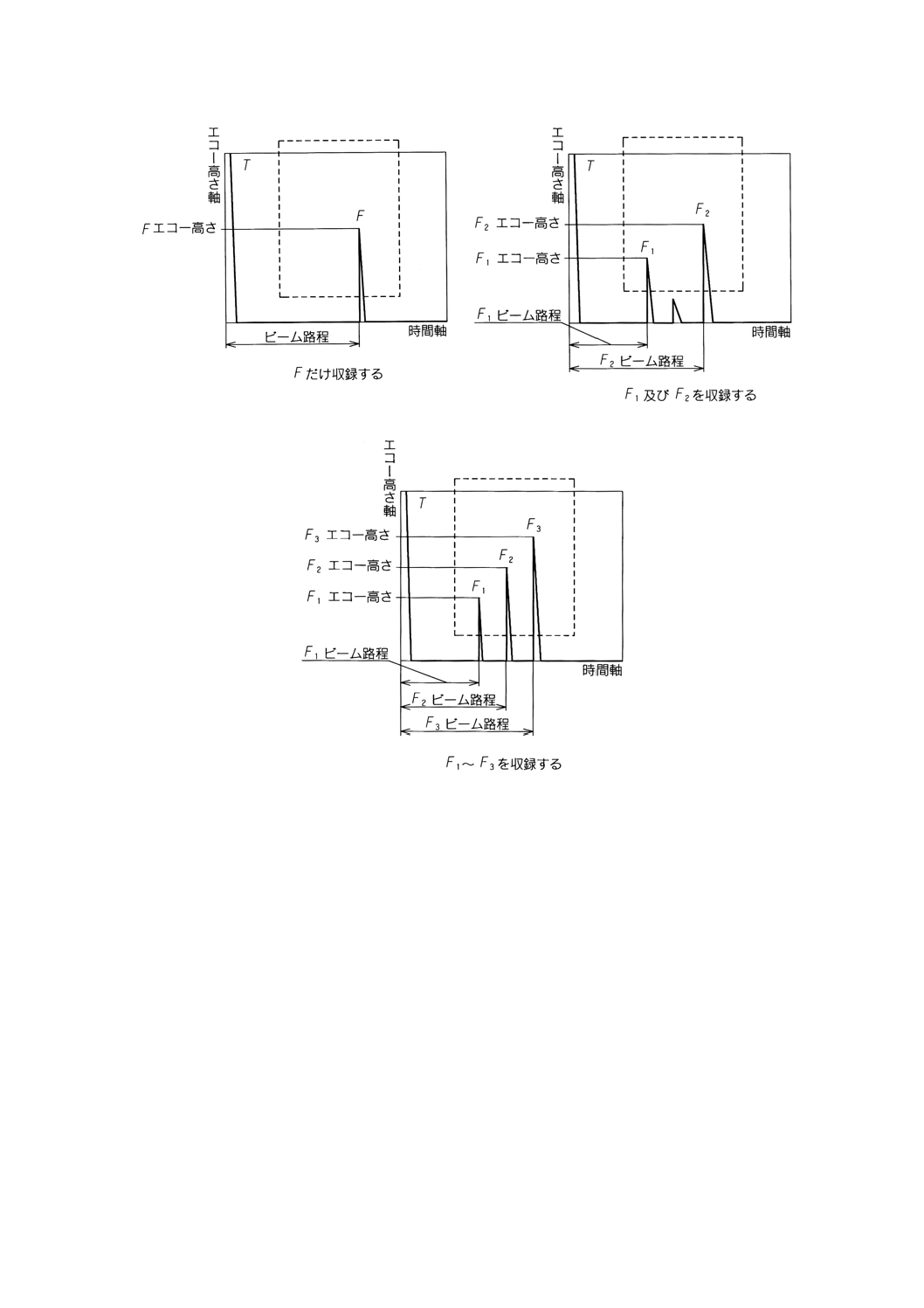
b) エコー収録ゲート内エコーの収録方式 エコー収録ゲート内のエコーの収録は,次の3方式とする。
1) ゲート内1エコー方式 図3に示すように,収録対象エコーのうち一つのエコーだけ収録する。
2) ゲート内2エコー方式 図4に示すように,収録対象エコーのうち最大で二つのエコーまでを収録
する。
なお,3個以上のエコーが収録対象となった場合は,適宜そのうちの二つまでのエコーを選択し
て収録する。
3) ゲート内全エコー方式 図5に示すように,収録対象エコーすべてを収録する。
4
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 ゲート内1エコー方式
図4 ゲート内2エコー方式
図5 ゲート内全エコー方式
5.2.2
距離振幅の補正
a) 距離振幅の補正の方式 距離振幅の補正は,次の三つの方式によって,エコー収録を行う前又は後,
若しくは前後に自動的に行う。
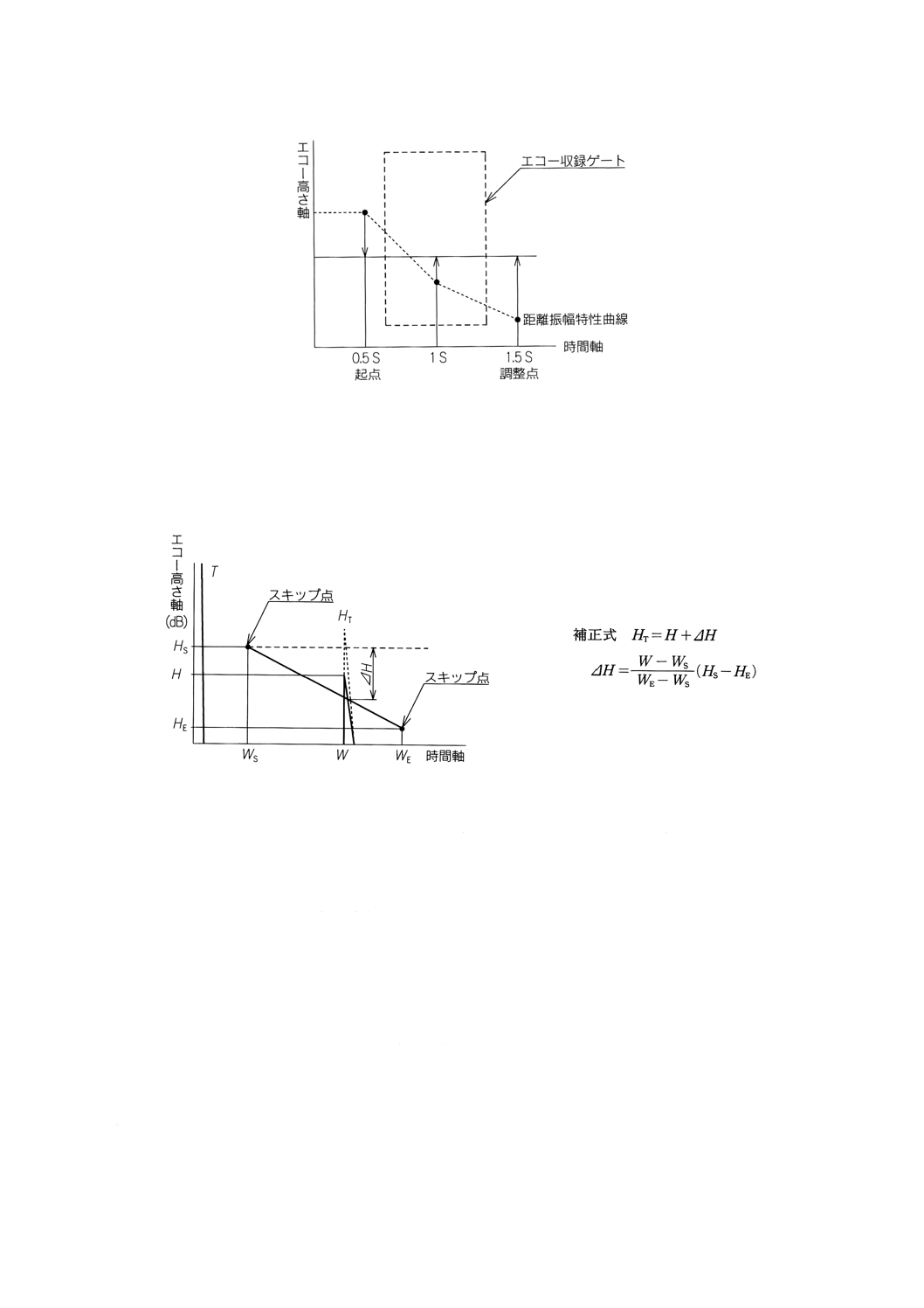
1) 距離振幅補償方式 図6に示すように,DAC回路を用いて電子的に距離振幅の補正をエコーの収録
前に行う方式。
5
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 距離振幅補償方式の例
2) 距離振幅補正方式 図7に示すように,あらかじめ測定しておいたエコー高さ区分線(H線)に基
づいて,収録したすべてのエコーに対して距離振幅の補正をエコーの収録後に行う方式。ビーム路
程W,エコー高さHで収録したエコーは,当該ビーム路程を挟むスキップ点で作成するエコー高さ
区分線から求められる補正式によって,エコー高さはHTに補正する。
図7 距離振幅補正方式の例
3) 距離振幅併用方式 距離振幅補償方式を用いても距離振幅の補正が不十分な場合,エコーの収録後
に収録したすべてのエコーに対して距離振幅補正方式を用いて距離振幅の補正を行う方式。
5.2.3
カップリングチェック
a) 用語 超音波自動探傷時におけるカップリングチェックは,次に示す事項を規定する。
1) カップリング監視信号 音響結合の状態を監視するエコー。
2) カップリング基準レベル 音響結合が最良な場合のエコー高さのレベル。
3) カップリングチェックレベル 音響結合が良好な場合のエコー高さのレベル。
4) チェックゲート カップリング監視信号を収録するために設定するゲート。
5) チェック用探触子 カップリング監視信号を収録するために配置する探触子。
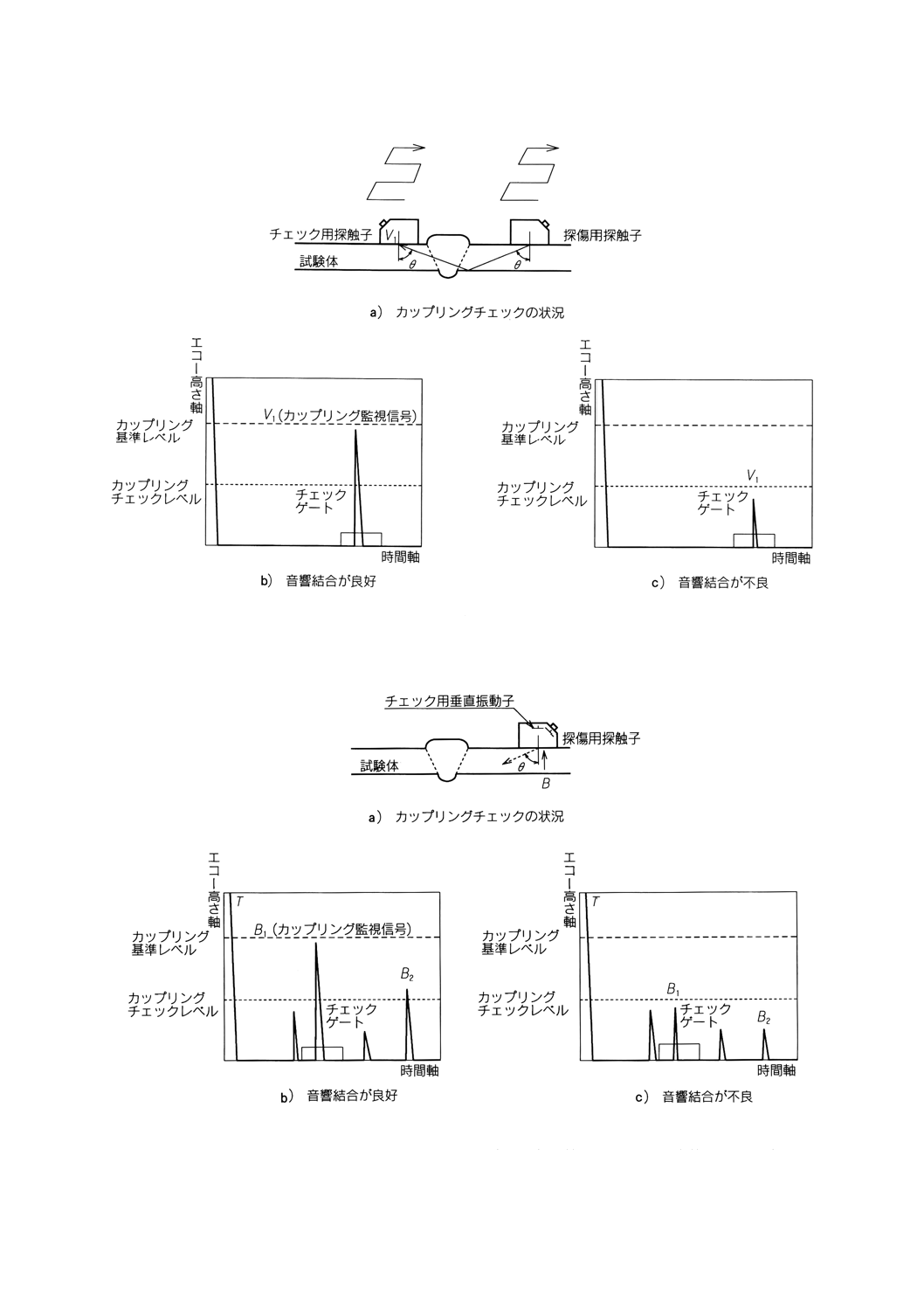
b) カップリングチェックの方式 超音波自動探傷器は,カップリングチェック方式に応じて得られるエ
コーを収録して画像表示装置で表示し,音響結合の状態を判定する。カップリングチェック方式は,
次に示す3方式又はこれと同等以上の方式とする。
1) 透過方式 図8に示すように,使用斜角探触子の主ビームが到達する母材表面に,探傷用と同一構
造の受信用斜角探触子を配置し,走査して透過パルスの高さをカップリング監視信号とする。
6
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8 透過方式
2) 底面エコー方式 図9に示すように,使用斜角探触子内に斜角探傷用振動子と入射点が同じとなる
垂直探傷用振動子を組み込んで,母材の底面エコーのエコー高さをカップリング監視信号とする。
図9 底面エコー方式
3) 林状エコー方式 図10に示すように,エコー収録ゲート内の林状エコーの平均的なエコー高さをカ
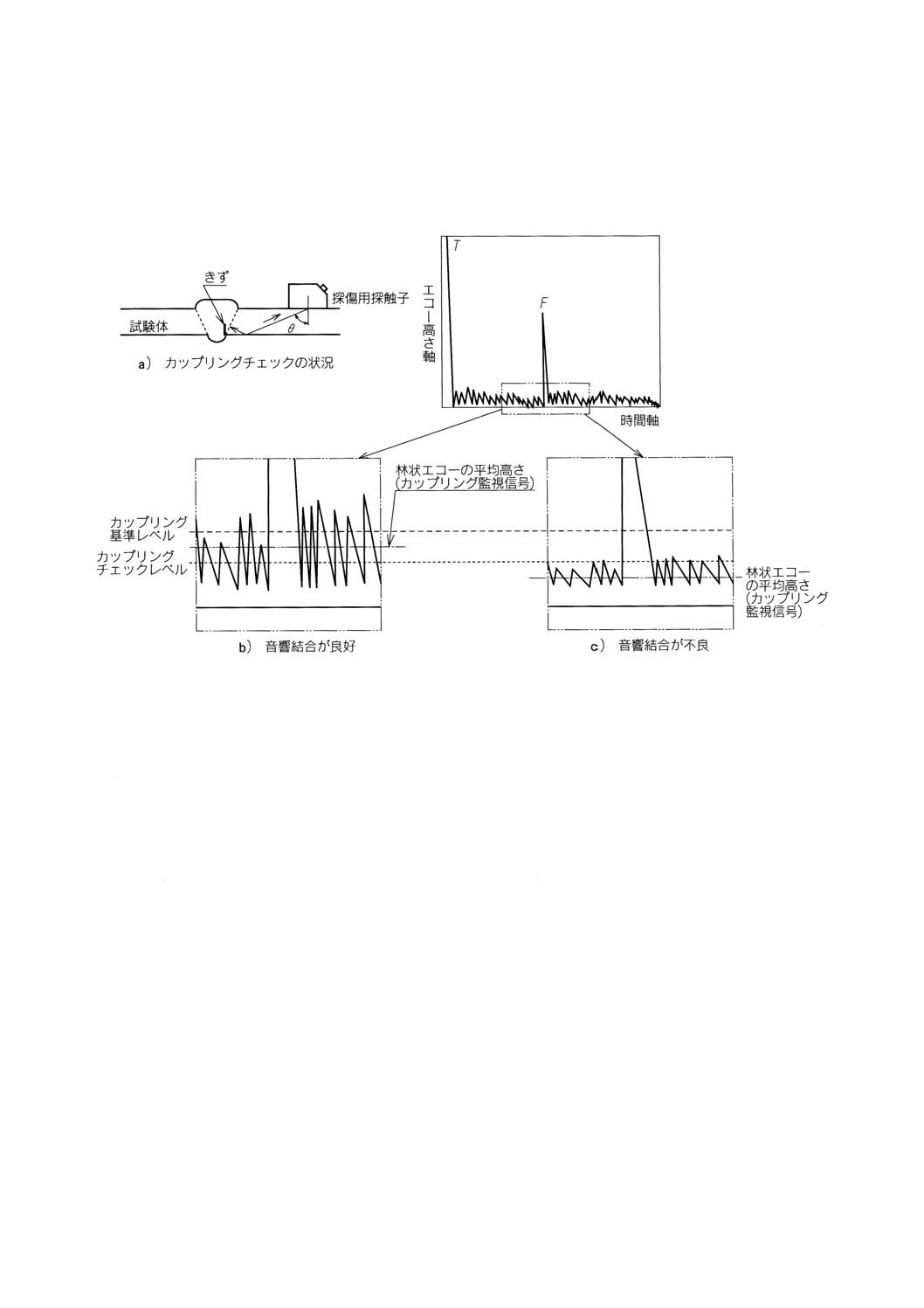
7
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ップリング監視信号とする。
なお,ダイナミックレンジに十分に余裕のある対数増幅器を用いてエコー収録範囲にある波形を
すべて記録する方式の超音波自動探傷器は,林状エコー方式とみなし,特にチェックゲートを設け
たり,改めてカップリング監視信号を収録する必要はない。
図10 林状エコー方式
5.3
探触子 探触子は,JIS Z 3060の規定による。
5.4
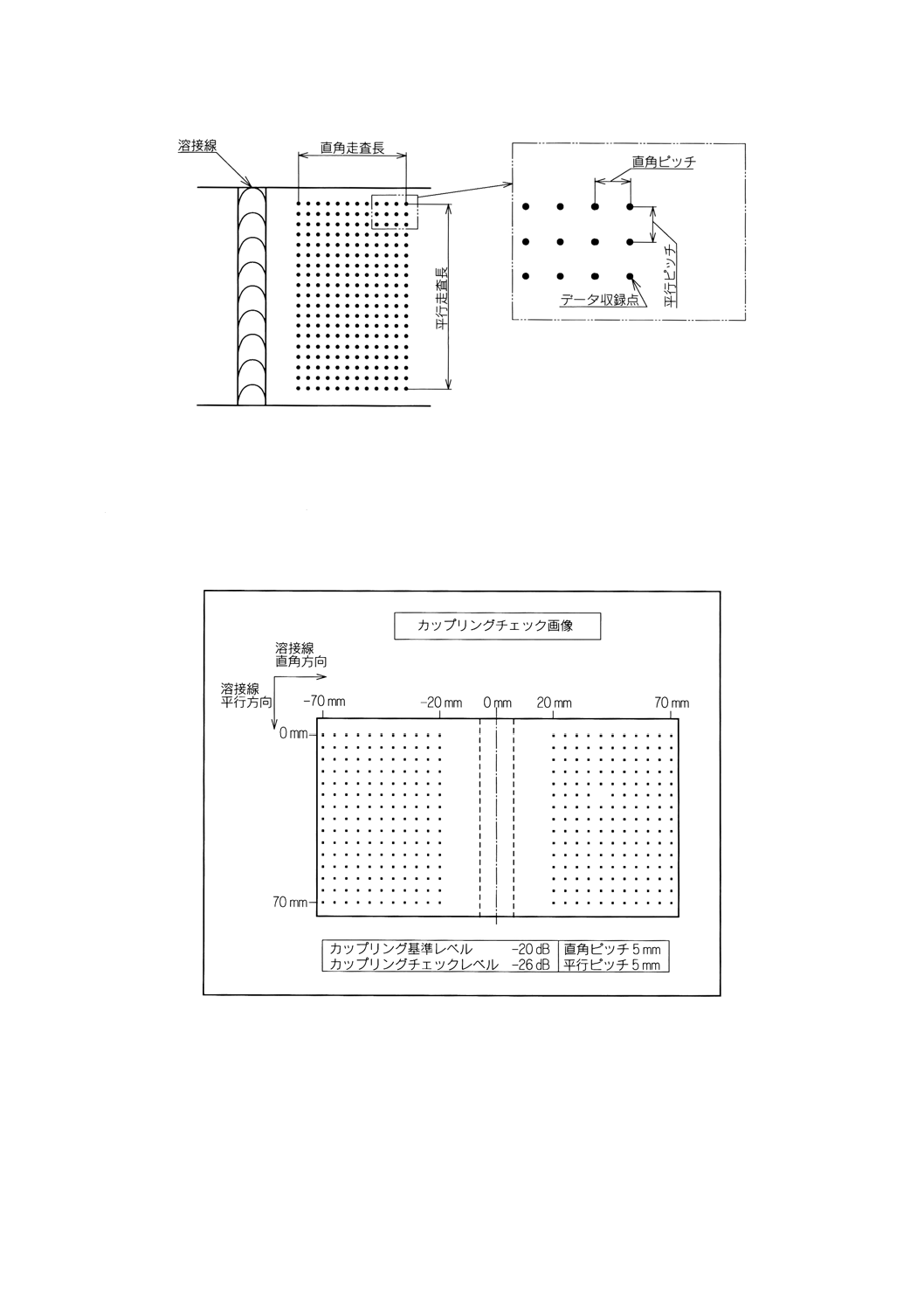
走査装置 走査装置は,図11に示すように,試験対象範囲を探触子が走査できるものとする。
a) 用語 走査装置の走査は,次に示す事項を規定する。
1) データ収録点 評価の対象とする最小のきず長さに応じて,直角ピッチ及び平均ピッチで決められ
るデータを収録する位置。
2) 直角ピッチ 溶接線に対して直角方向のデータ収録点間隔。
3) 平行ピッチ 溶接線に対して平行方向のデータ収録点間隔。
4) 直角走査長 1回の探傷試験で探触子を走査させる溶接線に対して直角方向長さ。
5) 平行走査長 1回の探傷試験で探触子を走査させる溶接線に対して平行方向長さ。
8
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図11 走査
5.5
画像表示装置
5.5.1
表示する画像
a) カップリングチェック画像 カップリングチェック画像は,図12に示すように,溶接線に対して平行
方向及び直角方向を座標軸として,収録したカップリング監視信号とカップリングチェックレベルと
の比較による音響結合の良否を,座標上の探触子位置に画像で表示したもの。
図12 カップリングチェック画像の例
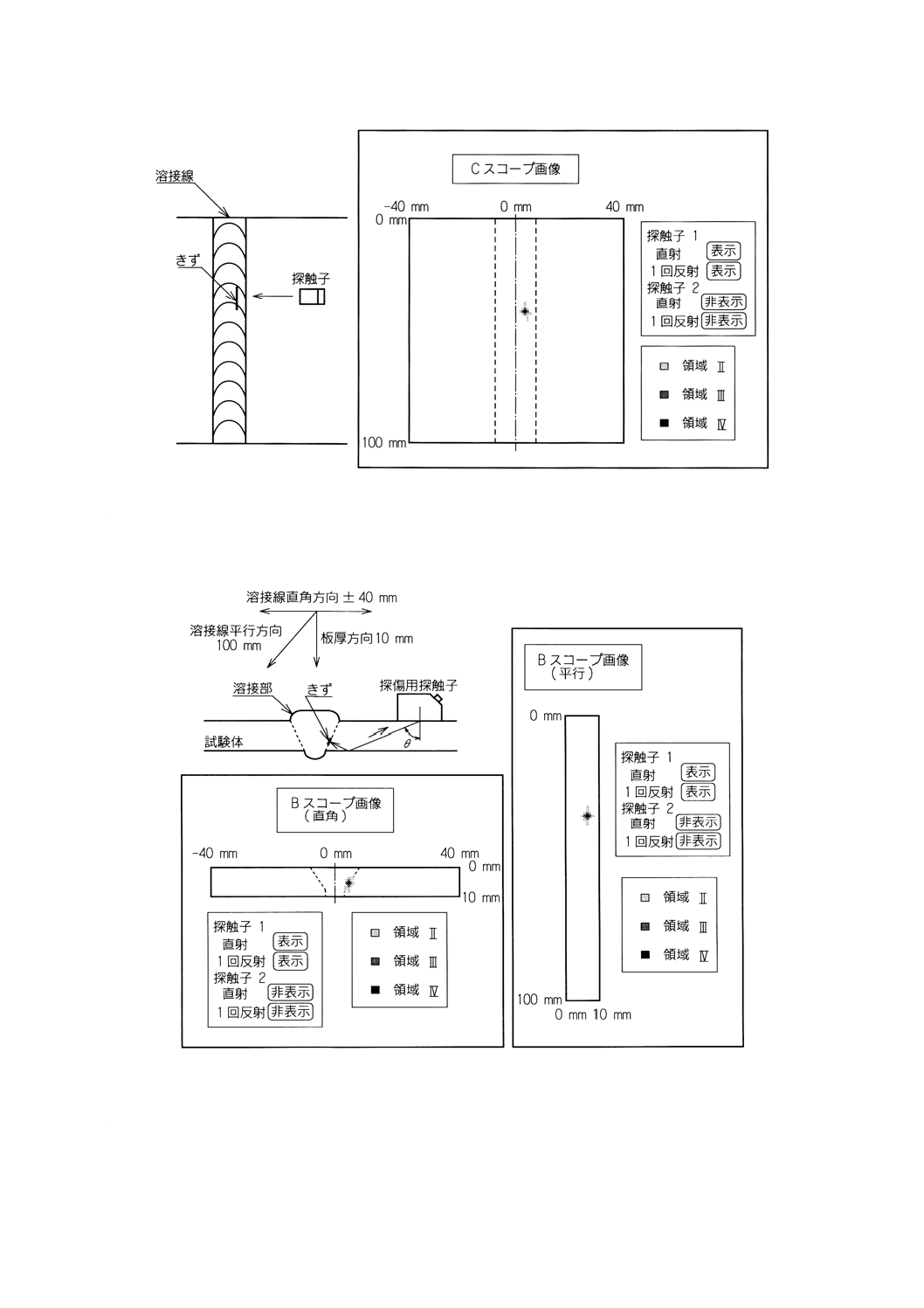
b) Cスコープ画像 Cスコープ画像は,図13に示すように,溶接線に対して平行方向及び直角方向を座
標軸として,所定のエコー高さを超えるエコーに対して,ビーム路程及び屈折角を用いて反射源の座
標を評価し,反射源の座標位置及びエコー高さ又は領域を平面の画像で表示したもの。
9
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図13 Cスコープ画像の例
c) Bスコープ画像 Bスコープ画像は,図14に示すように,溶接線に対して平行方向又は直角方向及び
板厚方向を座標軸として,所定のエコー高さを超えるエコーに対して,ビーム路程及び屈折角を用い
て反射源の座標を評価し,反射源の座標位置及びエコー高さ又は領域を断面の画像で表示したもの。
図14 Bスコープ画像の例
5.5.2
その他の表示事項 その他画像の表示は,次による。
a) 表示の種類(カップリングチェック画像,Cスコープ画像,Bスコープ画像)
b) 各座標軸の両端における座標値
10
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 表示させるエコー高さ又は領域の下限
d) 表示区分(探触子別及びスキップ別)
e) 必要に応じて溶接中心線位置
6. 超音波自動探傷器に必要な機能及び性能
6.1
一般に必要な機能及び性能 超音波自動探傷器に固有の機能であるエコー収録ゲート,距離振幅の
補正,カップリングチェック及びデータ収録に必要な機能及び性能を除く,基本的な機能及び性能は次に
よる。
6.1.1
機能
a) 超音波自動探傷器は,探傷目的及び探傷方法に応じて,一探触子法又は二探触子法のいずれかで使用
できるものとする。
b) 超音波自動探傷器のゲイン調整器は,1ステップ1dB以下で,合計の調整量は,50dB以上とする。
c) 表示器は,屋外の作業においても各種調整に支障のないよう鮮明なものとする。
6.1.2
性能
a) 増幅直線性は,JIS Z 2352の4.1(増幅直線性)で測定し,±3%の範囲内とする。
b) 時間軸の直線性は,JIS Z 2352の4.2(時間軸直線性)で測定し,±1%の範囲内とする。
c) 感度余裕値は,JIS Z 2352の4.3(垂直探傷の感度余裕値)で測定し,40dB以上とする。
d) 電源電圧変動に対する安定度は,JIS Z 3060の4.1.2(探傷器に必要な性能)の(5)による。
e) 周囲温度に対する安定度は,JIS Z 3060の4.1.2の(6)による。
6.2
エコー収録ゲート
6.2.1
エコー収録ゲートに必要な機能
a) エコー収録ゲートの起点及び範囲を,時間軸上の任意の点に調整できる機能をもつものとする。
b) エコー収録ゲートのしきい値を,エコー高さ軸上の任意の点に調整できる機能をもつものとする。
6.2.2
エコー収録ゲートに必要な性能
a) 時間軸及びエコー高さ軸の性能 エコー収録ゲートの起点及び範囲の設定値の変動は,JIS Z 3060に
基づいて調整する測定範囲に応じて,表1による。エコー収録ゲートのしきい値の変動は,表2によ
る。エコー収録ゲートに必要な性能の測定方法は,附属書(規定)による。
表1 エコー収録ゲートの時間軸の性能
単位mm
測定範囲
エコー収録ゲートの変動
50
±0.2
100
±0.5
125
±0.5
200
±1
250
±1
500
±2
表2 エコー収録ゲートのエコー高さ軸の性能
増幅器の種類
エコー収録ゲートの変動
線型増幅器
%
±1
対数増幅器
dB
±0.5
備考 線型増幅器では,標準穴のエコー高さを
100%に調整した場合とする。
6.2.3
収録する事項に必要な性能
a) 時間軸及びエコー高さ軸の性能 時間軸上のビーム路程収録の精度は,表3によって収録する。エコ
ー高さ軸上のエコー高さ収録の精度は,表4によって収録する。収録する事項に必要な性能の測定方
法は,附属書(規定)による。
11
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 時間軸の性能
単位mm
測定範囲
ビーム路程収録の精度
50
±0.2
100
±0.5
125
±0.5
200
±1
250
±1
500
±2
表4 エコー高さ軸の性能
増幅器の種類
エコー高さ収録の精度
線型増幅器
%
±3
対数増幅器
dB
±1
備考 線型増幅器では,標準穴のエコー高さを
100%に調整した場合とする。
6.3
距離振幅の補正
6.3.1
距離振幅補償方式
a) 距離振幅補償方式に必要な機能 超音波自動探傷器にDAC回路を内蔵し,DACの起点,調整点及び
傾斜を自動又は手動で調整できる機能をもつものとする。
b) 距離振幅補償方式に必要な性能
1) DAC回路は,30dB以上補償できる性能をもつものとする。
2) DACの起点から左の増幅特性は,DAC回路を使用していないときの状態と同等とする。
3) DACは,少なくともエコー収録ゲート範囲において有効で,エコー収録ゲート内及びそれを超える
スキップ点間ごとに設定されるものとする。
4) 距離振幅補償後の各スキップ点における感度差は,表4に示す値以下とする。
6.3.2
距離振幅補正方式
a) 距離振幅補正方式に必要な機能
1) エコー高さ区分線をエコー収録ゲート範囲を超える範囲においてあらかじめ作成し,スキップ点間
ごとにビーム路程と補正量の補正用1次式を作成できる機能をもつものとする。
2) 収録事項を用いて,収録後のエコー高さに対してあらかじめ用意した補正式によって,距離振幅補
正を自動的に行える機能をもつものとする。
b) 距離振幅補正方式に必要な性能
1) 収録データに対する距離振幅補正は,30dB以上補正できる性能をもつものとする。
2) エコー収録範囲で有効である。
3) 距離振幅補正後の各スキップ点における感度差は,表4に示す値以下とする。
6.3.3
距離振幅併用方式
a) 距離振幅併用方式に必要な機能 超音波自動探傷器に6.3.1 a)に規定する機能をもち,かつ,DAC回
路を使用している状態で6.3.2 a)に規定する機能をもつものとする。
b) 距離振幅併用方式に必要な性能 6.3.1 b)1),2),3)及び6.3.2 b)に示す事項について,規定する性能を
もつものとする。
6.4
カップリングチェックに必要な性能
a) チェックゲートは,エコー収録ゲートと同一の性能をもつものとする。ただし,フルスケールの設定
はエコー収録ゲートと同一でよい。
b) カップリング監視信号を収録する。
6.5
データ収録 超音波自動探傷器は,次のデータを収録する。
a) 探傷前
1) カップリング基準レベル
12
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 距離振幅補正方式又は距離振幅併用方式を採用した場合には,距離振幅特性
b) 探傷中
1) 溶接線平行方向距離
2) 探触子・溶接部距離
3) 収録対象エコーのビーム路程及びエコー高さ
4) カップリング監視信号
7. 走査装置に必要な機能及び性能
7.1
走査装置に必要な機能 走査装置は,自動又は手動で次の事項を調整する。
a) 走査間隔
b) 直角走査長
c) 平行走査長
7.2
走査装置に必要な性能
a) 走査速度は,所定のデータ収録点においてデータ収録を行える速度以下とする。
b) データ収録点のずれは,所定の平行ピッチ及び直角ピッチに対して±1mmの範囲内とする。
c) 直角走査長に対する試験実績の位置ずれの最大値は,所定の直角走査長の0〜+5%の範囲内とする。
d) 平行走査長に対する試験実績の位置ずれの累積量は,所定の平行走査長の0〜+5%の範囲内とする。
8. 画像表示装置に必要な機能及び性能
8.1
画像表示装置に必要な機能
a) 溶接線平行方向は,所定の平行走査長以上を表示する。
b) 溶接線直角方向は,カップリングチェック画像において探触子の直角走査長以上を,Bスコープ画像
及びCスコープ画像において探傷する溶接部を表示する。
c) 板厚方向は,Bスコープ画像において母材の板厚以上を表示する。
なお,一つの画面で所定の機能を満たさない場合には,複数の画像に分割して表示してもよい。
8.2
画像表示装置に必要な性能
a) 表示するエコー高さ又は領域の下限は,任意の高さに変えられるものとする。
b) 探傷方向及びスキップ別は,識別又は確認できるものとする。
c) 各座標軸は,1mm以下の精度で反射源の位置を評価し,表示できるものとする。
d) 反射源は,画像上において明りょうに確認できるものとする。
e) 表示されるすべての反射源は,収録したエコーのエコー高さ又は領域別に,2種以上の濃淡又は色合
いで確認できるものとする。
9. 超音波自動探傷試験の準備
9.1
エコー収録ゲート内エコーの収録方式の選定 エコー収録ゲート内エコーの収録方式は,溶接部か
らの妨害エコーの出方によって,選定する。
9.2
距離振幅の補正方式の選定 距離振幅の補正方式は,超音波自動探傷装置の付随機能及びエコー収
録ゲート内エコーの収録方式によって,選定する。
9.3
カップリングチェック方式の選定 カップリングチェック方式は,超音波自動探傷装置の付随機能
及びエコー収録ゲート内エコーの収録方式によって,選定する。
13
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.4
データ収録点間隔の選定 平行ピッチ及び直角ピッチは,評価の対象とする最小のきず長さに応じ
て表5に示す値以下とする。ただし一次探傷では,いずれかのピッチが1mm未満となる場合は探傷のピ
ッチとする。
表5 平行ピッチ及び直角ピッチ
単位mm
探傷方法
評価の対象とする
最小のきず長さ
最大
平行ピッチ
最大
直角ピッチ
一次探傷
t以上
t/2
D/2
t/2以上
t/4
D/2
t/2未満
t/6
D/2
探傷
−
1
1
備考 tは,開先を取った側の母材の厚さ。ただし,突き合わ
せ溶接で母材の厚さが異なる場合は,薄い方の板厚と
する。
Dは,使用する斜角探触子の振動子の高さとする。
9.5
試験片の選定 試験片は,探傷目的,試験体の板厚及び音響異方性の有無に従って選定する。
a) 標準試験片 標準試験片は,JIS Z 2345に規定するA1形標準試験片及びA2形系標準試験片,又は
A3形系標準試験片とする。
b) 対比試験片 対比試験片は,JIS Z 3060の4.3.2(対比試験片)による。
c) 自動用対比試験片 自動用対比試験片は,10.1,10.2,10.3,10.5及び10.6に示す事項について,測定
及び調整を行った結果が,標準試験片又は対比試験片と同一であることが確認されている場合には用
いることができる。
9.6
探触子の選定 探傷に用いる探触子は,探傷目的に従って選定する。
9.7
検出レベルの選定 検出レベルは,探傷目的に従って選定する。
9.8
探傷の時期 溶接部に溶接後熱処理などの指定のある場合の探傷の時期は,最終熱処理後とする。
9.9
探傷面の手入れ 探傷面は,スパッタ,浮いたスケール,超音波の伝達を妨げるような著しいさび,
塗料などが存在しないものとする。もし,これらが存在する場合には除去する。
9.10 走査装置接地面の手入れ 走査装置接地面に,走査を妨げるようなスパッタ,ジグ跡などが存在す
る場合は除去する。
9.11 母材の探傷 超音波が通過する部分の母材は,必要に応じてあらかじめ垂直探傷を行って,探傷の
妨害となるきずがないことを確認する。その方法は,JIS Z 3060の5.9(母材の探傷)による。
9.12 音響異方性の検定 公称屈折角70°又は65°の探触子を使用して探傷する場合で,溶接部の母材に
おける音響異方性の有無が明らかでない場合には,探傷面となる母材の音響異方性の推定を行う。音響異
方性があると推定された場合は,公称屈折角60°の探触子を用いて屈折角度差の測定又は横波音速比の測
定を行う。ここで,音響異方性があると判定された場合,公称屈折角65°又は60°の探触子を使用する。
その方法は,JIS Z 3060の5.10(音響異方性の検定)による。
10. 超音波自動探傷装置の調整及び点検
10.1 入射点の測定 入射点の測定は,A1形標準試験片又はA3形系標準試験片若しくは自動用対比試験
片を用いて,1mm単位で行う。
14
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.2 測定範囲の調整 測定範囲は,使用するビーム路程以上で,必要最小限とする。調整は,A1形標準
試験片又はA3形系標準試験片若しくは自動用対比試験片を用いて,±1%の精度で行う。ただし,試験体
が音響異方性をもつ場合には,0.5スキップに相当するビーム路程を加えた値以上で,かつ,必要最小限と
する。
10.3 屈折角の測定 屈折角は,選定した試験片を用いて測定する。
a) STB屈折角の測定 STB屈折角の測定は,A1形標準試験片又はA3形系標準試験片を用いて,0.5°
単位で行う。
b) 自動用対比試験片による屈折角の測定 自動用対比試験片を用いて,0.5゜単位で行う。
c) 探傷屈折角の測定 試験体が音響異方性をもち,公称屈折角60゜又は65゜の探触子を使用する場合の
探傷屈折角の測定は,試験体又は試験体と同一鋼板から採取された平板状試験片を用いて,V透過法
によって行う。
10.4 エコー収録ゲートの調整
a) エコー収録ゲートの起点の調整 エコー収録ゲートの起点は,使用する探触子の不感帯を考慮し,探
傷目的に応じて調整する。
b) エコー収録ゲートの範囲の調整 エコー収録ゲートの範囲は,溶接部の探傷する範囲に応じて調整す
る。
10.5 距離振幅の補正の調整 エコー収録ゲート範囲に対して,エコーの距離振幅の補正のための調整を
行う。
10.5.1 距離振幅補償方式の調整 (DAC)
a) DACの起点は,DAC回路を使用しない状態で,使用するA2形系標準試験片又は対比試験片若しくは
自動用試験片の標準穴を直射法で探傷し,最大エコー高さが得られる点のビーム路程とする。その最
大エコー高さを任意の高さに調整する。
b) DACの最終の調整点は,使用する試験片の標準穴を,エコー収録ゲート範囲を超える最小のビーム路
程に対応するスキップ点で探傷し,最大エコー高さが得られるビーム路程とする。
c) スキップ点ごとに使用する試験片の標準穴のエコー高さが,それぞれ表4に示す精度にあることを確
認する。
d) 使用する探触子を用いて,A1形標準試験片又はA3形系標準試験片若しくは自動用対比試験片によっ
て,定められた測定範囲に時間軸が調整されていることを確認する。
10.5.2 距離振幅補正方式の調整
a) エコー高さ区分線の作成 使用するA2形系標準試験片又は対比試験片若しくは自動用対比試験片の
標準穴を用いて,少なくともエコー収録ゲートの範囲を超えるスキップ点のビーム路程及びエコー高
さを測定し,エコー高さ区分線(H線)を作成して収録する。
b) 距離振幅補正式の作成 図7に示す方式によって,補正式を作成する。
c) 距離振幅補正の確認 使用する試験片の標準穴を用いて,直射を含む2個以上のスキップ点を探傷し,
そのエコー高さが,表4に示す精度にあることを確認する。
なお,距離振幅補正は,しきい値を超えたエコーに対し,各ビーム路程ごとに,データ収録後又は
画像表示前に行う。
10.5.3 距離振幅併用方式の調整
a) 距離振幅補償方式の調整 10.5.1 a),b),d)に規定する調整を行う。
b) 距離振幅補正方式の調整 a)の状態で10.5.2に規定する調整を行う。
15
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.6 探傷感度の調整
a) A2形系標準試験片による場合 公称屈折角60°,65°又は70°を使用する場合は,φ4×4mmの標準
穴のエコー高さが,H線に一致するようにゲインを調整し,必要に応じて感度補正量を加えて探傷感
度とする。
公称屈折角45°を使用する場合は,φ4×4mmの標準穴のエコー高さが,H線に一致するようにゲ
インを調整した後,感度を6dB高め,必要に応じて感度補正量を加えて探傷感度とする。
感度補正量の求め方は,JIS Z 3060の附属書による。
b) 対比試験片による場合 標準穴のエコー高さが,H線に一致するようにゲインを調整し,探傷感度と
する。
c) 自動用対比試験片による場合 A2形系標準試験片又は対比試験片による場合と,同等となるようにす
る。
10.7 カップリングチェックの調整
10.7.1 チェックゲートの調整 チェックゲートをエコー収録ゲートとは別に設定する場合は,きずエコー
などとの比較が容易な範囲に調整する。
10.7.2 カップリングチェックレベルの設定
a) 人工きずを用いる場合
1) 人工きずの選定 人工きずが設けられた,超音波自動探傷を行う試験体の探傷面と同一の表面状態
の試験片を用意する。
なお,試験片の人工きずは,エコー高さが安定的に得られ,その最大エコー高さがH線からL線
の間にあるものとする。
2) 超音波自動探傷 用意した試験片に対して,試験体と同一の探傷条件で超音波自動探傷を3回以上
行い,カップリング監視信号のエコー高さを測定する。
3) カップリング基準レベルの設定 3回行った超音波自動探傷において,人工きずの最大エコー高さ
の差が10% (2dB) 以内である場合には,平均的なカップリング監視信号のエコー高さをカップリン
グ基準レベルとする。
4) カップリングチェックレベルの設定 カップリングチェックレベルは,カップリング基準レベルよ
り6dB低い値に設定する。
b) 試験体を用いる場合
1) 超音波自動探傷 試験体と同一の探傷条件で試験体の一部を用いて,Aスコープ波形をモニターし
て音響結合の状態を確認しながら,超音波自動探傷を行う。
2) カップリング基準レベルの設定 音響結合が最良な状態で収録したカップリング監視信号のエコー
高さを,カップリング基準レベルとする。
3) カップリングチェックレベルの設定 カップリングチェックレベルは,カップリング基準レベルよ
り6dB低い値に設定する。
10.8 走査装置の調整
10.8.1 走査装置の安定 走査装置は,探触子を探傷面に良好な音響結合で保持するように調整する。
10.8.2 走査装置の調整 走査装置は,選定された走査範囲,走査間隔及び走査速度に調整する。
10.8.3 走査装置の確認 走査装置は,超音波自動探傷を開始する前に試験体に装着し,所定の走査条件で
自動走査を行い,直角走査長及び平行走査長のずれの累積量が必要な性能を満たすことを確認する。
16
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.9 超音波自動探傷装置の調整及び点検時期 入射点,STB屈折角,自動用対比試験片による屈折角,
探傷屈折角,探傷感度,エコー収録ゲート,距離振幅の補正,カップリング基準レベル及び走査装置は作
業開始時に調整する。
また,これらは作業時間8時間ごとに点検し,調整の条件が維持されていることを確認する。
11. 超音波自動探傷試験
11.1 一次探傷 一次探傷は,次に示す手順によって行う。ただし,最初から探傷を適用する場合には,
一次探傷を省略することができる。
a) エコー収録ゲートしきい値の設定 エコー収録ゲートのしきい値は,検出レベルより6dB以上低い値
に設定する。
なお,距離振幅補正方式又は距離振幅併用方式を選択した場合には,ゲート内最大ビーム路程時に
おける距離振幅補正量を更に加えて,エコー収録ゲートのしきい値を設定する。
b) データ収録点間隔の設定 データ収録点間隔は,評価の対象とする最小のきず長さに応じて,表5に
示す値以下に設定する。
c) 超音波自動探傷の実施 超音波自動探傷装置を用いて,試験体の試験対象範囲における探傷対象とな
る範囲を検出する。
d) カップリングチェック カップリングチェック画像を用いて,カップリング監視信号のエコー高さに
カップリングチェックレベルより低い点がないことを確認する。
e) 探傷対象となる範囲の決定 Cスコープ画像の表示のしきい値は,検出レベルより6dB低い値に設定
して表示し,探傷対象となる範囲を決める。
11.2 探傷 探傷は,一次探傷で探傷の範囲が決められた場合に行う試験方法で,次に示す手順で行う。
a) 探傷範囲 一次探傷において決められた探傷対象となる範囲及びその前後一次探傷における1平行ピ
ッチ分以上及び1直角ピッチ分以上を走査範囲に設定する。
b) エコー収録ゲートのしきい値の設定 エコー収録ゲートのしきい値は,評価の対象となる感度又はそ
れよりも低い値に設定する。
なお,距離振幅補正方法又は距離振幅併用方式を選択した場合には,ゲート内最大ビーム路程時に
おける距離振幅補正量を加えて,エコー収録ゲートのしきい値を設定する。
c) 超音波自動探傷の実施 超音波自動探傷装置を用いて,探傷範囲におけるきずの探傷を行う。
d) カップリングチェック カップリングチェック画像を用いて,表5に示す最大の平行ピッチ及び直角
ピッチで定められるデータ収録点領域において,カップリング監視信号のエコー高さにカップリング
チェックレベルより低い点がないことを確認する。
e) きずの有無の確認 きずの有無は,表示のしきい値を検出レベルに設定して表示したCスコープ画像
及びBスコープ画像によって,確認する。
f)
きずのエコー高さ領域の読取り Cスコープ画像及びBスコープ画像によって,きずの最大エコーの
領域を読み取る。
g) きずの指示長さの評価 表示のしきい値を評価の対象となる感度に設定して表示したCスコープ画像
及びBスコープ画像によって,きずの指示長さを測定する。
h) きず位置の読取り Cスコープ画像及びBスコープ画像を用いて,表示のしきい値を変えながら,き
ずの横断面位置及び平面位置を読み取る。
なお,横断面位置は,最大エコーが得られるきずの深さ (d) 及び溶接線に直角方向の位置 (k) で,
17
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,平面位置は,きずの指示長さ (l) の始点 (Xs) 及び終点 (Xe) で読み取る。
12. 記録 超音波自動探傷試験を行った後の記録は,次によることが望ましい。
a) 試験年月日
b) 施工業者名又は製造業者名
c) 工事名又は製品名
d) 試験番号又はその記号
e) 技術者及び資格
f)
材質及び寸法
g) 溶接方法及び開先形状
h) 評価の対象とする最小のきず長さ
i)
使用した超音波自動探傷装置名
j)
超音波自動探傷器の主な仕様
k) エコー収録ゲート
1) エコー収録ゲートの起点位置
2) エコー収録ゲートの範囲
3) エコー収録ゲートのしきい値
4) エコー収録ゲートの有効しきい幅
5) エコー収録ゲート内エコーの収録方式
6) エコー収録ゲートの性能及び点検時期
l)
距離振幅補償方式
1) 各探触子の距離振幅特性曲線
2) 起点及び調整点の点数
3) 各起点及び各調整点の位置
4) 各調整点の補正量(各起点調整点間の傾斜値)
5) 距離振幅補償方式の性能及び点検日時
m) 距離振幅補正方式
1) 各探触子のエコー高さ区分線
2) 補正式
3) 距離振幅補正方式の性能及び点検日時
n) 距離振幅併用方式
1) 各探触子の距離振幅特性曲線
2) 起点及び調整点の点数
3) 各起点及び各調整点の位置
4) 各調整点の補正量(各起点調整点間の傾斜値)
5) 距離振幅補償方式の性能及び点検日時
6) 各探触子のエコー高さ区分線
7) 補正式
8) 距離振幅補正方式の性能及び点検日時
o) カップリングチェック
18
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) カップリングチェックの方式
2) チェックゲートの起点の位置
3) チェックゲートの範囲
4) カップリング基準レベル及びカップリングチェックレベル
5) カップリングチェックの性能及び点検日時
p) 走査装置
1) 走査装置の仕様
2) 走査方法
3) 一次探傷の走査の開始点及び終了点の位置
4) 一次探傷の直角ピッチ
5) 一次探傷の平行ピッチ
6) 一次探傷の直角走査長
7) 一次探傷の平行走査長
8) 探傷の走査の開始点及び終了点の位置
9) 探傷の直角ピッチ
10) 探傷の平行ピッチ
11) 探傷の直角走査長
12) 探傷の平行走査長
13) 走査装置の性能及び点検日時
q) 画像表示装置の仕様(最小の表示ピッチ・座標軸の表示分解能など)
r) 使用した探触子の仕様,性能及び点検日時
s)
使用した標準試験片,対比試験片及び自動用対比試験片
t)
探傷部分の状態及び手入れ方法
u) 走査装置接地面の手入れ方法
v) 接触媒質
w) 探傷画像
1) カップリングチェック画像
2) Cスコープ画像
3) Bスコープ画像
x) 探傷データ(最大エコー高さ又は領域,きずの指示長さ)
y) きずの横断面位置(深さ,溶接線に直角方向の位置)及び平面位置(きずの指示長さの始端又は終端)
z) 検定の結果,音響異方性をもつと検定された場合,次の記録を行う。
1) 公称屈折角
2) STB屈折角
3) 屈折角
4) L,C, (Q) 方向及びきずを検出した方向の探傷屈折角
5) 屈折角度差 (∆θ)
6) 横波音速比及びその測定方法
aa) タンデム探傷法を適用した場合は,次の事項を記録する。
1) 探傷不能領域
19
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 探傷ジグの仕様
3) タンデム基準線の位置
4) きずの板厚方向の位置(深さ)
ab) その他の事項(指定事項,協議事項,抜取方法など)
20
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) エコー収録ゲート及び収録する事項の性能測定方法
1. 適用範囲 この附属書は,超音波自動探傷器のエコー収録ゲート及び収録する事項の性能を測定する
方法について規定する。
2. 性能測定項目
2.1
エコー収録ゲートの起点の変動 4.2によって測定する。
2.2
エコー収録ゲートの範囲の変動 4.3によって測定する。
2.3
エコー収録ゲートのしきい値の変動 4.4によって測定する。
2.4
ビーム路程及びエコー高さ収録の精度 4.5によって測定する。
3. 使用機材
a) 超音波自動探傷器 実際の超音波自動探傷試験に使用するもの。
b) 探触子 実際の超音波自動探傷試験に使用するもの。
c) 試験片 使用する試験片は,本体の9.5に示す標準試験片又は対比試験片若しくは自動用対比試験片
とする。
d) 接触媒質 実際の超音波自動探傷試験に使用するもの。
4. 性能測定方法
4.1
測定の準備
a) 超音波自動探傷器の測定範囲を,実際の探傷時と同じ設定にする。
b) 試験片の標準穴からのエコーの高さが最大となるように,探触子の位置及び接触状態を調整し,この
エコー高さが表示器の目盛板のフルスケールの100%となるように,ゲイン調整器を調整する。すべ
ての測定が終了するまで,同じ状態を維持する。
c) 標準穴のエコーがエコー収録ゲートのエコー収録範囲内になるように,エコー収録ゲートを設定する。
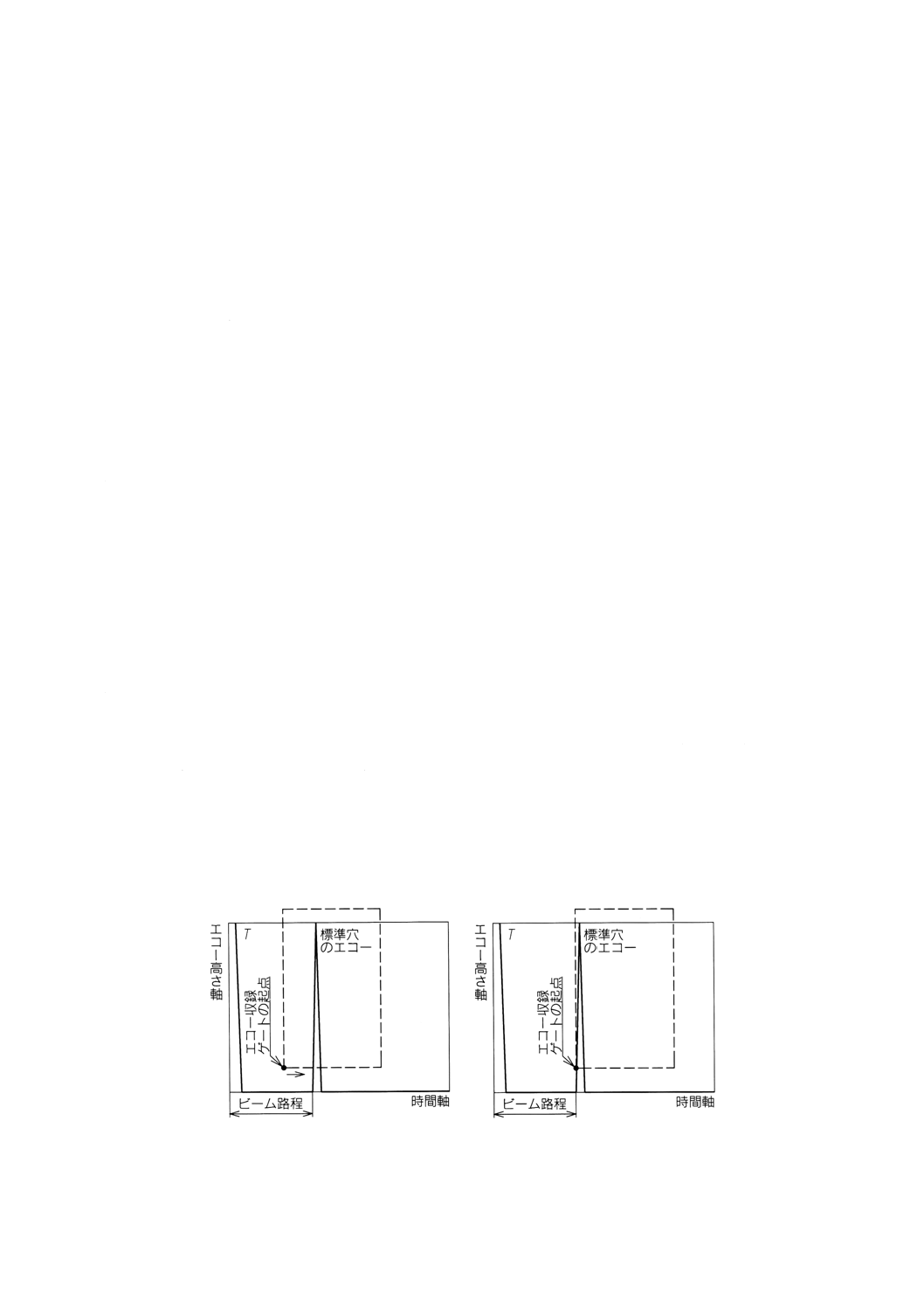
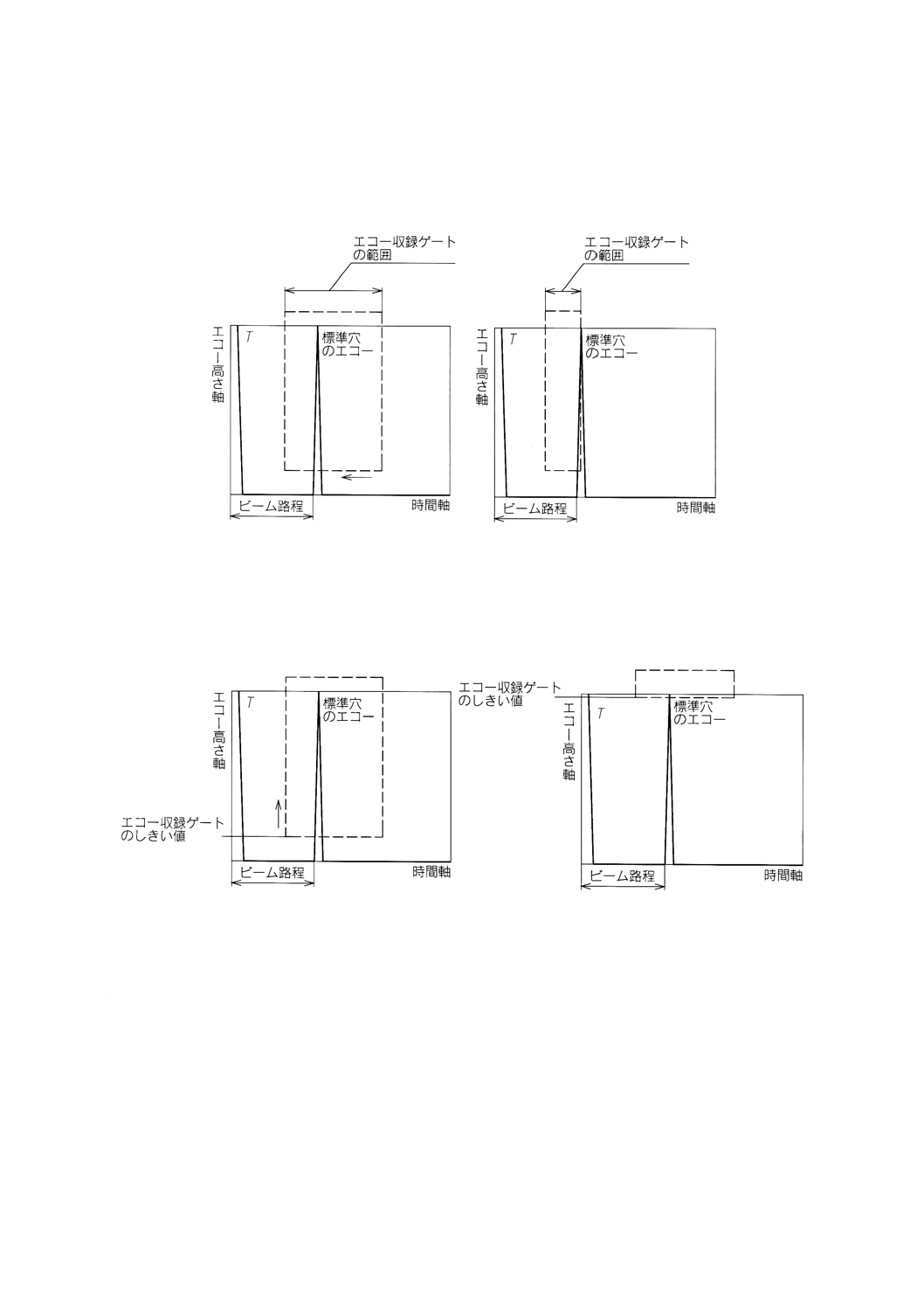
4.2
エコー収録ゲートの起点の変動
a) 設定されたエコー収録ゲートの起点の設定値を,附属書図1に示すように増加して,エコーを認識す
る最大の起点の位置を読み取る。
附属書図1 エコー収録ゲートの起点の変動測定方法
21
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 同様の測定を合計3回行い,起点の変動が本体の表1に示す値以下であることを確認する。
4.3
エコー収録ゲートの範囲の変動
a) 設定されたエコー収録ゲートの範囲の設定値を,附属書図2に示すように減少して,エコーを認識す
る最小の範囲を読み取る。
附属書図2 エコー収録ゲートの範囲の変動測定方法
b) 同様の測定を合計3回行い,範囲の変動が本体の表1に示す値以下であることを確認する。
4.4
エコー収録ゲートのしきい値の変動
a) 設定されたエコー収録ゲートのしきい値の設定値を,附属書図3に示すように増加して,エコーを認
識する最大のしきい値の位置を読み取る。
附属書図3 エコー収録ゲートのしきい値の変動測定方法
b) 同様の測定を合計3回行い,しきい値の変動が本体の表2に示す値以下であることを確認する。
4.5
ビーム路程及びエコー高さ収録の精度
a) 標準穴のエコーのビーム路程及びエコー高さを表示器上で読み取る。
b) 標準穴のエコーを3回収録し,読取り値と比較して,ビーム路程及びエコー高さの精度が本体の表3
又は表4に示す値以下であることを確認する。
22
Z 3070 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3070(銅溶接部の超音波自動探傷方法)原案作成委員会 構成表
氏名
所属
(委員長)
福 原 煕 明
科学技術庁金属材料技術研究所
(幹事)
菊 池 晋 一
株式会社エー・アンド・ディ
小 倉 幸 夫
日立建機株式会社
増 田 智 紀
東京ガス株式会社
名 取 孝 夫
株式会社ジャスト研究所
(委員)
高 橋 昌 行
工業技術院標準部材料規格課
山 村 修 蔵
財団法人日本規格協会
宇田川 建 志
社団法人日本鉄鋼連盟(株式会社日鐵テク
ノリサーチ)
堀 川 浩 甫
社団法人日本溶接協会(大阪大学接合科学
研究所)
鈴 木 孝 信
社団法人非破壊検査振興協会(株式会社帝
通電子研究所)
立 川 克 美
千葉県機械金属試験場
山 田 尚 雄
神奈川県産業技術総合研究所
小 池 光 裕
三菱電機株式会社
八 木 健
株式会社トキメック
南 康 雄
日本クラウトクレーマー株式会社
久 下 幹 雄
株式会社アスペクト
花 井 猛
東京理学検査株式会社
倉 持 貢
清水建設株式会社
堀 部 信 義
株式会社富士検査工業
八 木 隆 行
石川島播磨重工業株式会社
寺 田 邦 男
日本検査コンサルタント株式会社
高 橋 雅 和
ジャパンプローブ株式会社
(事務局)
加 藤 和 彦
社団法人日本非破壊検査協会
(文責 花井 猛)