Z 3063:2019
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 試験技術者 ······················································································································ 2
5 探傷装置の機能・性能及び点検 ··························································································· 2
5.1 探傷器の機能及び性能 ···································································································· 2
5.2 斜角探触子の型式及び性能 ······························································································ 2
5.3 接触媒質 ······················································································································ 3
5.4 標準試験片 ··················································································································· 3
5.5 探傷装置の点検 ············································································································· 3
6 探傷試験の準備 ················································································································ 3
6.1 確認事項 ······················································································································ 3
6.2 探傷試験の時期 ············································································································· 3
6.3 探傷面の手入れ ············································································································· 3
6.4 K走査基準線のけがき ···································································································· 3
7 探傷装置の調整 ················································································································ 4
7.1 音速の調整 ··················································································································· 4
7.2 測定範囲の調整 ············································································································· 4
7.3 基準レベルの設定 ·········································································································· 4
7.4 合否判定レベルの設定 ···································································································· 5
8 探傷試験························································································································· 5
8.1 探傷方法 ······················································································································ 5
8.2 走査方法及び走査範囲 ···································································································· 5
8.3 走査速度 ······················································································································ 7
9 合否判定························································································································· 7
10 記録 ····························································································································· 7
附属書A(規定)汎用探傷器の機能及び性能 ············································································· 8
附属書B(規定)溶接継手専用探傷器の機能及び性能 ·································································· 9
附属書C(規定)二面振動子斜角探触子の型式・寸法及び性能····················································· 11
Z 3063:2019
(2)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,公益社団法人日本鉄筋継手協会(JRJI)及び
一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を制定すべきとの申出があ
り,日本産業標準調査会の審議を経て,経済産業大臣及び国土交通大臣が制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣,国土交通大臣及び日本産業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
注記 工業標準化法に基づき行われた申出,日本工業標準調査会の審議等の手続は,不正競争防止法
等の一部を改正する法律附則第9条により,産業標準化法第12条第1項の申出,日本産業標準
調査会の審議等の手続を経たものとみなされる。
日本産業規格 JIS
Z 3063:2019
鉄筋コンクリート用異形棒鋼溶接部の
超音波探傷試験方法及び判定基準
Method and acceptance criteria of ultrasonic examination for
butt welding of deformed steel bars for concrete reinforcement
1
適用範囲
この規格は,JIS G 3112に規定する呼び名D19以上の異形棒鋼(以下,鉄筋という。)の溶接部の超音
波探傷試験方法及び試験結果の判定基準について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3112 鉄筋コンクリート用棒鋼
JIS Z 2300 非破壊試験用語
JIS Z 2345-4 超音波探傷試験用標準試験片−第4部:斜角探傷試験用標準試験片
JIS Z 2350 超音波探触子の性能測定方法
JIS Z 2352 超音波探傷装置の性能測定方法
JIS Z 3001-4 溶接用語−第4部:溶接不完全部
JIS Z 3062 鉄筋コンクリート用異形棒鋼ガス圧接部の超音波探傷試験方法及び判定基準
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300,JIS Z 3001-4及びJIS Z 3062によるほか,次による。
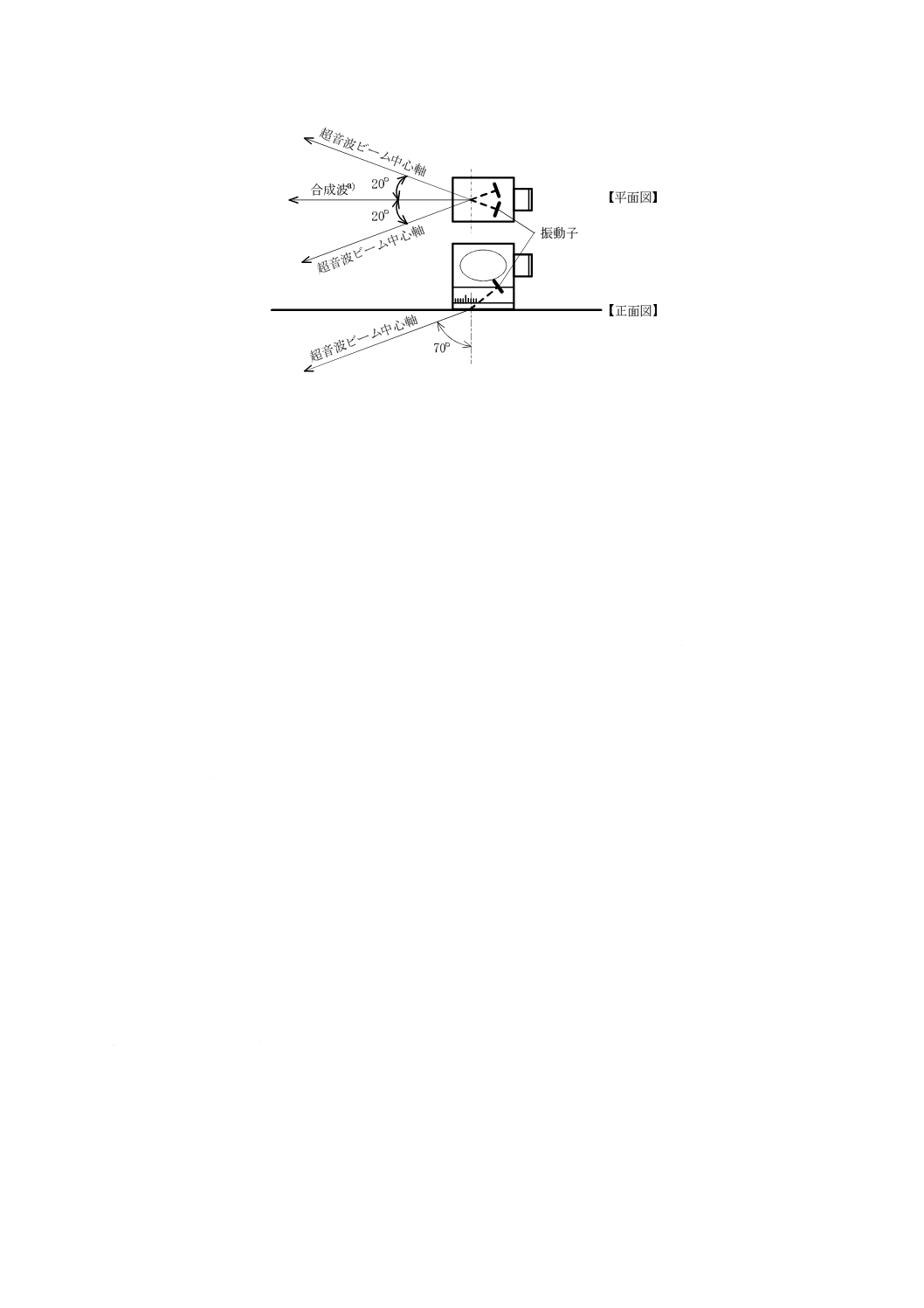
3.1
二面振動子斜角探触子
左右20°の傾斜角をもつ二つの振動子(5 mm×5 mm)からなる公称屈折角70°の鉄筋専用の斜角探触
子(図1参照)。
2
Z 3063:2019
注a) 二つ以上の波が重なってできた波
図1−二面振動子斜角探触子
3.2
K走査法
鉄筋溶接部の溶接不完全部を検出するために,相対するリブの上に斜角探触子を配置し,一方の斜角探
触子で超音波パルスを送信して,溶接不完全部で反射された超音波パルスを他方の斜角探触子で受信する
走査方法。
3.3
K走査基準線
K走査法において,送受信用斜角探触子を連動して前後走査する際の基準となる線。
3.4
Y距離
溶接継手のリブ上に設けた溶接部の中心から鉄筋軸方向の距離。
3.5
溶接継手専用探傷器
鉄筋溶接継手部の超音波探傷試験のために,探傷器の調整及び操作を簡易化したパルス反射式超音波探
傷器。
4
試験技術者
鉄筋溶接継手部の超音波探傷試験に従事する技術者は,要員認証機関から認証された適格性証明書をも
つ有資格者とし,二面振動子斜角探触子によるK走査法の原理及び鉄筋溶接継手に関する知識をもち,か
つ,その超音波探傷試験方法について十分な技術及び経験をもたなければならない。
5
探傷装置の機能・性能及び点検
5.1
探傷器の機能及び性能
探傷器は,附属書Aに規定する機能及び性能をもつ汎用探傷器又は附属書Bに規定する機能及び性能を
もつ溶接継手専用探傷器とする。
5.2
斜角探触子の型式及び性能
斜角探触子は,附属書Cに規定する型式・寸法及び性能をもつものとする。
3
Z 3063:2019
5.3
接触媒質
接触媒質は,濃度75 %(質量分率)以上のグリセリン水溶液,グリセリンペースト又はこれらと同等以
上の音響結合性能をもつものとする。
5.4
標準試験片
標準試験片は,JIS Z 2345-4に規定するA3形系STB(以下,A3形系STBという。)とする。
5.5
探傷装置の点検
探傷装置は,次の点検を行い,異常の有無を確認する。
a) 点検の種類及び時期
1) 始業時点検 始業時の点検は,探傷作業開始前に行う。
2) 作業中点検 作業中の点検は,作業中1時間ごと又は1時間以内であっても少なくとも試験箇所30
か所ごとに行う。
3) 終業時点検 終業時の点検は,探傷作業終了後速やかに行う。
4) 定期点検 定期点検は,点検を行った日の翌月1日から起算して12か月以内ごとに行う。
5) 特別点検 特別点検は,次の場合に行う。
− 探傷装置の修理を行ったとき。
− 探傷装置の一部の部品などを交換したとき。
− 特別に点検する必要があると認められたとき。
b) 点検の方法
1) 始業時,作業中及び終業時の点検の方法は,次による。
− 透過走査を行って,基準レベルが設定できることを確認する。
− 基準レベルに基づいて合否判定レベルを設定した後,透過走査を行って透過パルスが容易に受信
できることを確認する。
2) 定期点検及び特別点検の方法は,次による。
− 汎用探傷器及び斜角探触子の点検方法は,表A.1及び表C.2による。
− 溶接継手専用探傷器及び斜角探触子の点検方法は,表B.1及び表C.2による。
c) 異常の場合の処置 a)及びb)の点検で異常が発見された場合は,次による。
1) 点検で異常が認められた探傷装置は,使用しない。
2) 作業中及び終業時点検で異常が認められた場合には,その点検の直前の点検以降に実施した試験は
無効とする。
6
探傷試験の準備
6.1
確認事項
探傷試験を開始する前に,溶接継手工法,被検材の鉄筋の種類,呼び名及びリブ間距離を確認する。
6.2
探傷試験の時期
探傷試験は,溶接継手部の温度が常温になってから行う。
6.3
探傷面の手入れ
斜角探触子を接触させるリブ上に,超音波の伝達を妨げるもの(浮いたスケール,コンクリート,セメ
ントペースト,著しいさび,塗料など)が存在する場合には,これらを除去する。
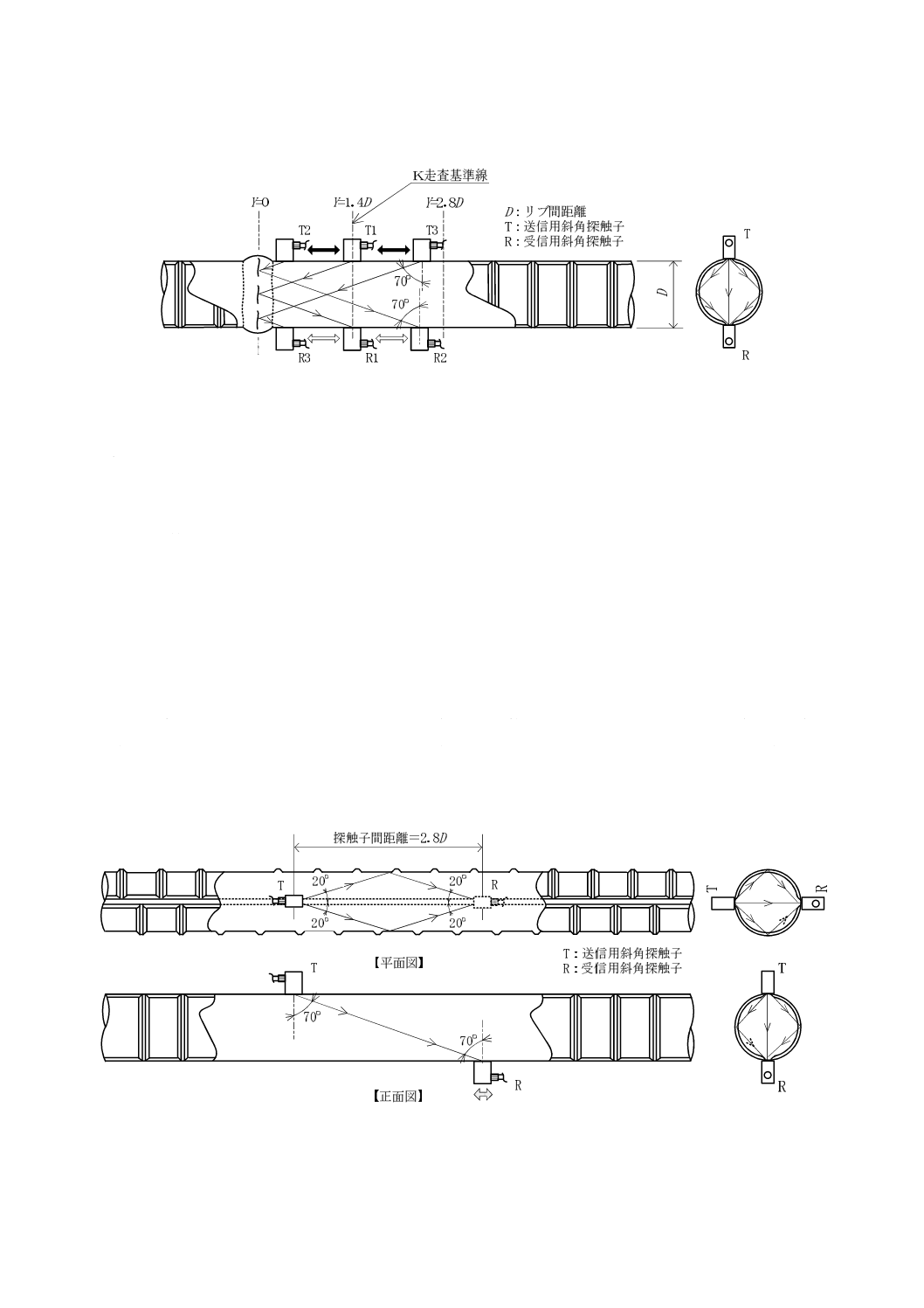
6.4
K走査基準線のけがき
探傷試験に先立ち,溶接継手のリブ上には溶接部の中心(Y=0)から鉄筋軸方向の1.4D(D:リブ間距
4
Z 3063:2019
離)のY距離に,K走査基準線を設ける(図2参照)。
図2−K走査基準線のけがき
7
探傷装置の調整
7.1
音速の調整
被検材の鉄筋の試験に用いる音速は,3 240 m/sとする。音速の調整ができない超音波探傷器の場合は,
A3形系STBを用いて,測定範囲の調整及び音速の調整を同時に行う。
7.2
測定範囲の調整
測定範囲の調整は,汎用探傷器の場合には,被検材の鉄筋の透過走査における透過パルスが時間軸の範
囲内に表示できるように,A3形系STBを用いて行う。また,溶接継手専用探傷器の場合には,ゲートの
設定を被検材の鉄筋の呼び名に合わせる。
7.3
基準レベルの設定
基準レベルは,被検材の鉄筋の製造業者,種類及び呼び名が異なるごとに,設定する。汎用探傷器の場
合には,探触子間距離を2.8Dとした透過走査(図3参照)によって透過パルスの最大値を求めた後,透過
パルスの高さを表示器目盛の50 %となるようにゲインを調整し,基準レベルとする。また,溶接継手専用
探傷器の場合には,探触子間距離を2.8Dとした透過走査(図3参照)において,溶接継手専用探傷器の警
報ランプ又はバー表示によって最も高い透過パルスを求めた後,透過パルスの高さが各溶接継手専用探傷
器の指定の高さとなるようにゲインを調整し,基準レベルとする。
図3−透過走査による基準レベルの設定方法
5
Z 3063:2019
7.4
合否判定レベルの設定
合否判定レベルは,基準レベルの−20 dBとする。
8
探傷試験
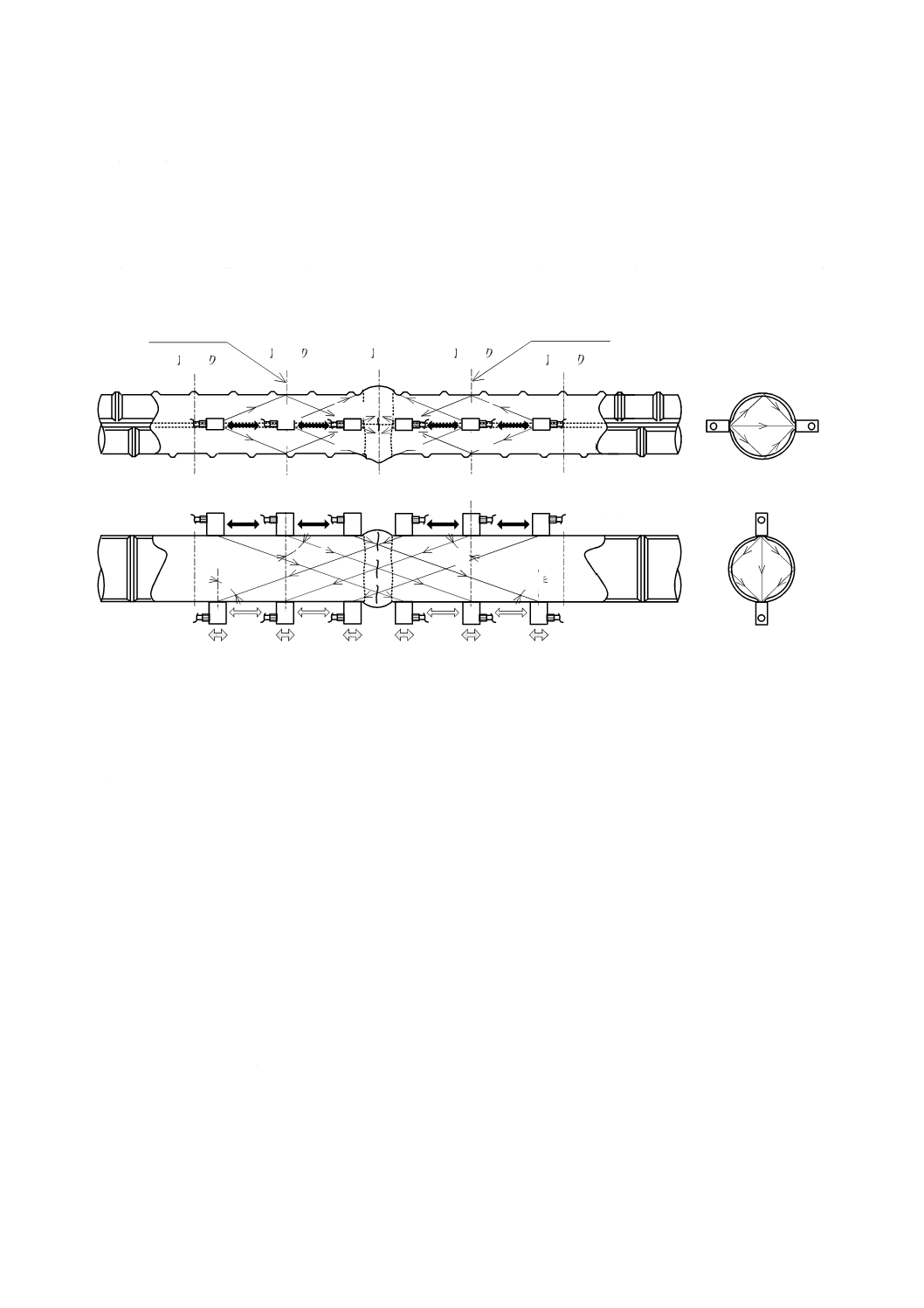
8.1
探傷方法
溶接継手部の探傷試験は,合否判定レベル以上にゲインを調整した後に,溶接部を挟んだ両面両側の被
検材の鉄筋の相対するリブ上から,二面振動子斜角探触子によるK走査法に基づいて行う(図4参照)。
T:送信用斜角探触子
R:受信用斜角探触子
T
R
A-T2
A-T1
A-T3
A-R3
A-R1
A-R2
70°
70°
B-T2
B-T1
B-T3
B-R3
B-R1
B-R2
70°
70°
A側表面
B側表面
A側裏面
B側裏面
T
R
A-R3
A-T2
A-T1
A-T3
A-R1
A-R2
B-R3
B-T2
B-T1
B-T3
B-R1
B-R2
=0
=1.4
=2.8
K走査基準線
=1.4
=2.8
K走査基準線
【平面図】
【正面図】
図4−二面振動子斜角探触子によるK走査法に基づく探傷方法
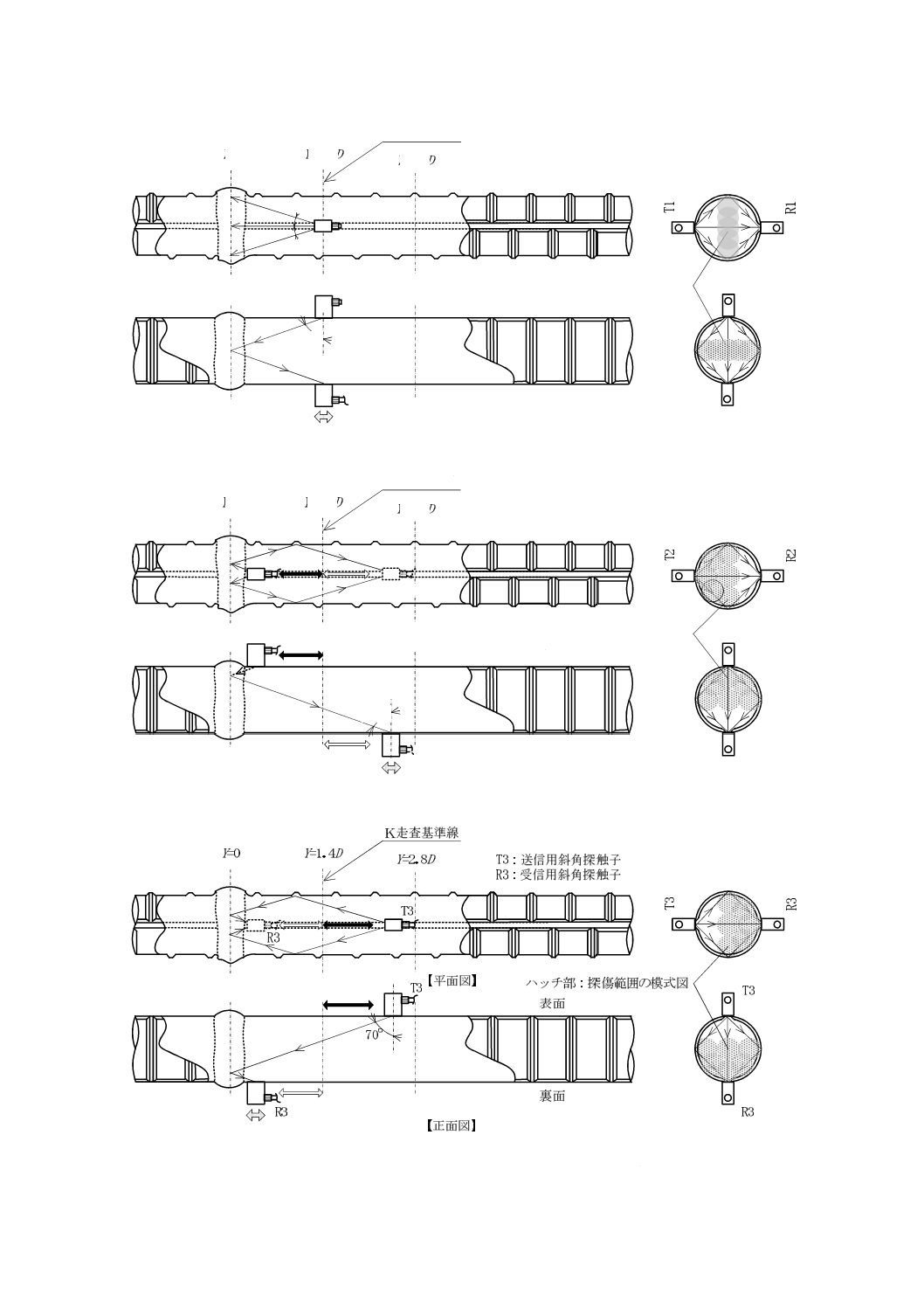
8.2
走査方法及び走査範囲
二面振動子斜角探触子の走査方法及び走査範囲は,次による。
a) まず,溶接部の中心(Y=0)から鉄筋軸方向のY距離に設けたK走査基準線上のT1に,リブに平行
に送信用斜角探触子を置き,他方の受信用斜角探触子をR1にリブに平行に配置し,左右90°方向の
鉄筋外周部及び中心部の探傷を行う[図5 a)参照]。
b) 次に,送信用斜角探触子を溶接部に向かってT2の位置まで前後走査する。同時に,送信用斜角探触
子の走査に連動させて受信用斜角探触子をR2の位置まで前後走査させ,左右90°方向の鉄筋外周部
及び中心部から送信探触子を配置した表面1/2断面部分の探傷を行う[図5 b)参照]。
c) 最後に,送信用斜角探触子を溶接部から遠ざかるT3の位置まで前後走査する。同時に,送信用斜角
探触子の走査に連動させて受信用斜角探触子をR3の位置まで前後走査させ,左右90°方向の鉄筋外
周部及び中心部から受信探触子を配置した裏面1/2断面部分の探傷を行う[図5 c)参照]。
d) 上記a)〜c)の走査において,溶接部からのエコーが識別できる場合には,さらに,若干の前後・左右
走査によって送受信用斜角探触子の配置を微調整して最大エコーを検出した後で,溶接不完全部から
のエコーとして評価する。
6
Z 3063:2019
R1
T1
70°
T1
R1
20°
20°
T1
R1
=0
=1.4
=2.8
K走査基準線
T1:送信用斜角探触子
R1:受信用斜角探触子
ハッチ部:探傷範囲の模式図
【平面図】
【正面図】
表面
裏面
a) 左右90°方向の鉄筋外周部及び中心部の探傷
T2
R2
T2
R2
70°
T2
R2
=0
=1.4
=2.8
K走査基準線
T2:送信用斜角探触子
R2:受信用斜角探触子
ハッチ部:探傷範囲の模式図
【平面図】
【正面図】
表面
裏面
b) 左右90°方向の鉄筋外周部及び中心部から送信探触子を配置した表面1/2断面部分の探傷
c) 左右90°方向の鉄筋外周部及び中心部から受信探触子を配置した裏面1/2断面部分の探傷
図5−二面振動子斜角探触子によるK走査法の走査方法及び走査範囲
7
Z 3063:2019
8.3
走査速度
走査速度は,60 mm/s以下とする。
9
合否判定
溶接継手部を挟んだ両側における二面振動子斜角探触子によるK走査法に基づく探傷試験で,7.4に定
める合否判定レベル以上の溶接不完全部からのエコーが検出されなかった場合を合格とする。
10 記録
探傷試験を行った後,次の事項を記録する。
a) 工事名
b) 鉄筋の製造業者名並びに鉄筋の種類及び呼び名
c) 溶接継手工法
d) 溶接工事施工業者名
e) 試験年月日
f)
試験技術者の氏名及び資格
g) 探傷器の型式及び製造番号並びに点検日時
h) 斜角探触子の製造業者名及び製造番号並びに点検日時
i)
接触媒質
j)
試験箇所
k) 合否判定結果
l)
その他参考となる事項(指定事項,協議事項,抜取方法など)
8
Z 3063:2019
附属書A
(規定)
汎用探傷器の機能及び性能
A.1 機能
機能は,次による。
a) 探傷器 Aスコープ表示のパルス反射式超音波探傷器とする。
b) 探傷方法 一探触子法又は二探触子法のいずれでも使用できるものとする。
c) 周波数 5 MHzで作動できるものとする。
d) ゲイン調整器 調整量の最小値が1 dB以下で,総調整量が70 dB以上のものとする。
e) 電源 電源の電圧が適正範囲を逸脱して降下した場合には,その状態を表示し,かつ,電源を遮断す
る機能をもつものとする。
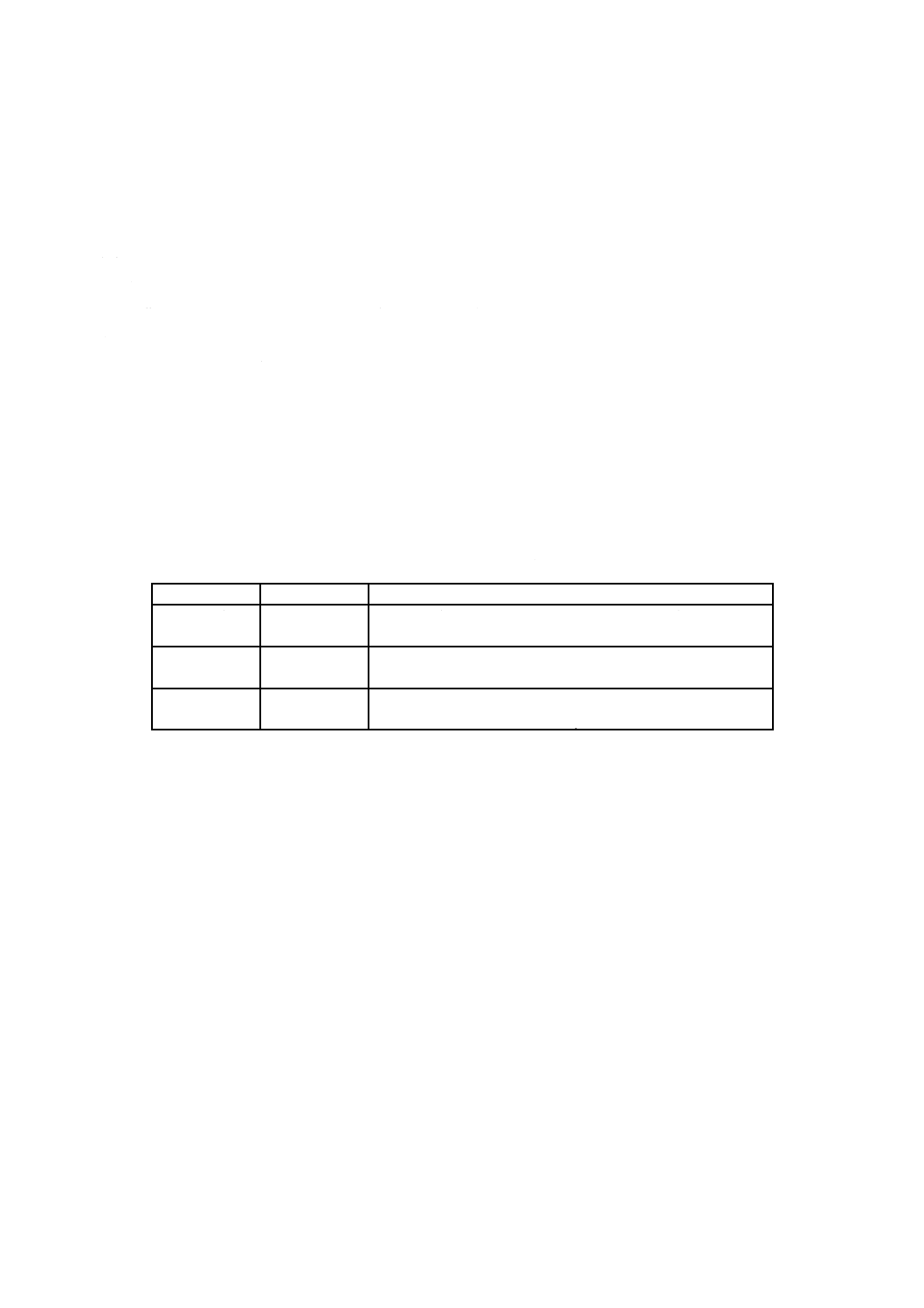
A.2 性能
性能は,表A.1による。
表A.1−汎用探傷器の性能基準及び性能測定方法
項目
性能基準
性能測定方法
時間軸直線性
±1 %
時間軸直線性は,JIS Z 2352の6.1.1(時間軸直線性)によって
測定する。
増幅直線性
±3 %
増幅直線性は,JIS Z 2352の6.2.2[増幅直線性(測定方法A)]
によって測定する。
感度余裕値
30 dB以上
感度余裕値は,A1感度とし,JIS Z 2352の6.6(斜角探傷の
A1感度及びA2感度)の6.6.2 a) によって測定する。
9
Z 3063:2019
附属書B
(規定)
溶接継手専用探傷器の機能及び性能
B.1
機能
機能は,次による。
a) 探傷器 調整及び操作を簡易化したパルス反射式超音波探傷器とする。
b) 探傷方法 二探触子法が使用できるものとする。
c) 周波数 5 MHzで作動できるものとする。
d) ゲイン調整器 調整量の最小値が1 dB以下で,総調整量が64 dB以上のものとする。
e) 合否判定レベルの設定及び表示機能 合否判定レベルの設定ができ,その状態が表示できるものとす
る。
f)
ゲートの設定 呼び名D19以上の鉄筋ごとに,ゲートの起点及び幅が同時に設定できるものとする。
g) 合否の表示及び受信パルスのレベルモニタ機能 合否は,警報ランプ又はバー表示などで目視できる
ものとする。また,受信パルスのレベルモニタ機能は,透過走査における透過パルスのレベルが連続
的にモニタできるものとする。
h) 記録機能 試験番号,被検材となる鉄筋の呼び名,溶接不完全部のエコー高さ,合否判定結果などが
記録できるものとする。
i)
電源 電源の電圧が適正範囲を逸脱して降下した場合には,その状態を表示し,かつ,電源を遮断す
る機能をもつものとする。
B.2
性能
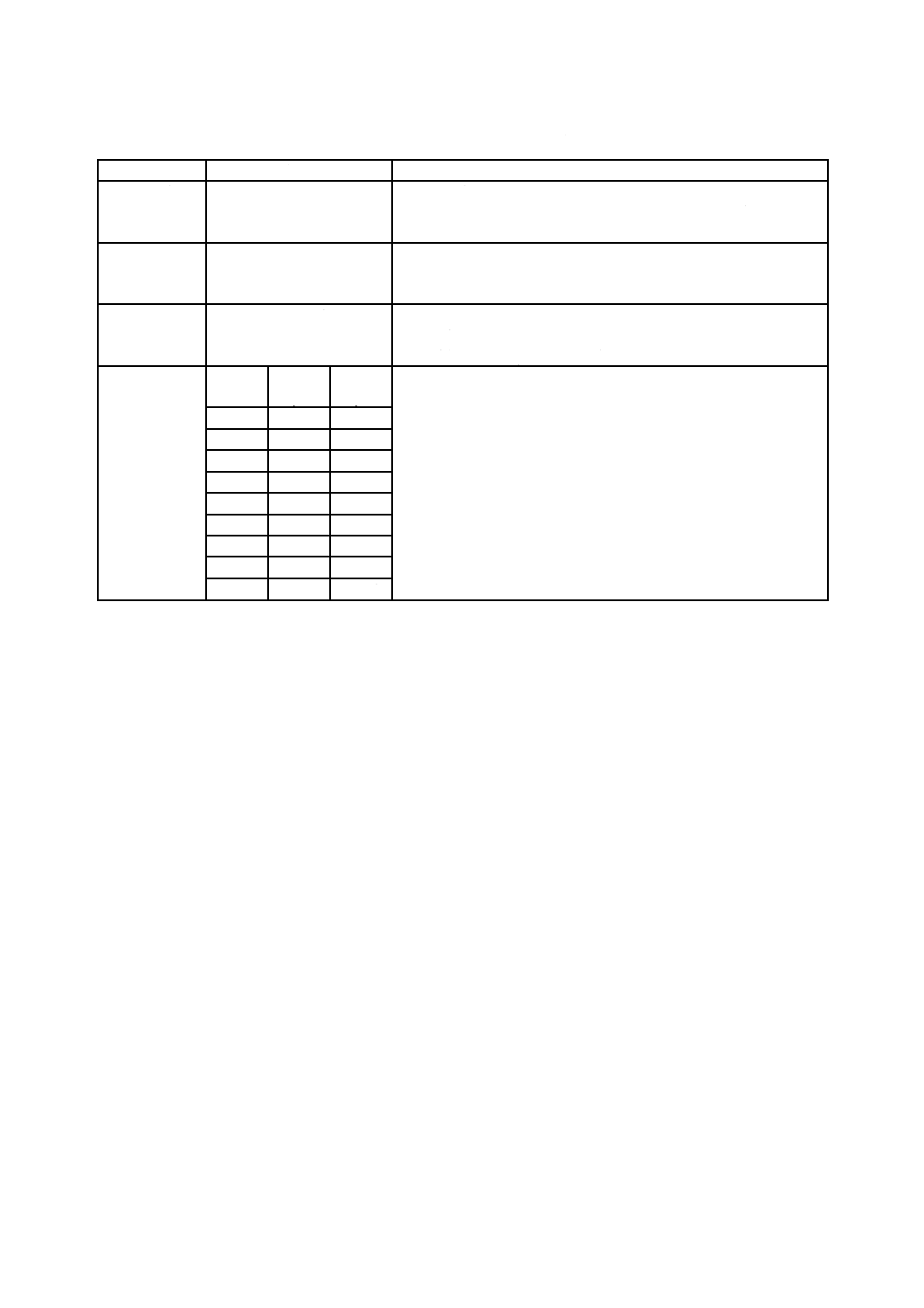
性能は,表B.1による。
10
Z 3063:2019
表B.1−溶接継手専用探傷器の性能基準及び性能測定方法
項目
性能基準
性能測定方法
時間軸直線性
±1 %
時間軸直線性は,信号発生器,オシロスコープなどの電子測定器を
接続して波形を表示し,JIS Z 2352の6.1.1(時間軸直線性)によっ
て測定する。
増幅直線性
±3 %
増幅直線性は,信号発生器,オシロスコープなどの電子測定器を接
続して波形を表示し,JIS Z 2352の6.2.2[増幅直線性(測定方法A)]
によって測定する。
感度余裕値
30 dB以上
感度余裕値はA1感度とし,オシロスコープなどの電子測定器を接
続して波形を表示し,JIS Z 2352の6.6(斜角探傷のA1感度及び
A2感度)の6.6.2 a)によって測定する。
ゲートの起点
及び幅
呼び名
起点
(μs)
幅
(μs)
ゲートの起点は,送信パルスの立ち上がり点からゲート起点までの
時間とし,幅はゲート起点からゲート終点までの時間とし,オシロ
スコープなどの電子測定器を用いて測定する。
D19
22±4
14以上
D22
24±5
14以上
D25
26±5
14以上
D29
29±6
20以上
D32
31±6
20以上
D35
33±7
20以上
D38
35±7
20以上
D41
37±8
28以上
D51
46±9
28以上
11
Z 3063:2019
附属書C
(規定)
二面振動子斜角探触子の型式・寸法及び性能
C.1 型式及び寸法
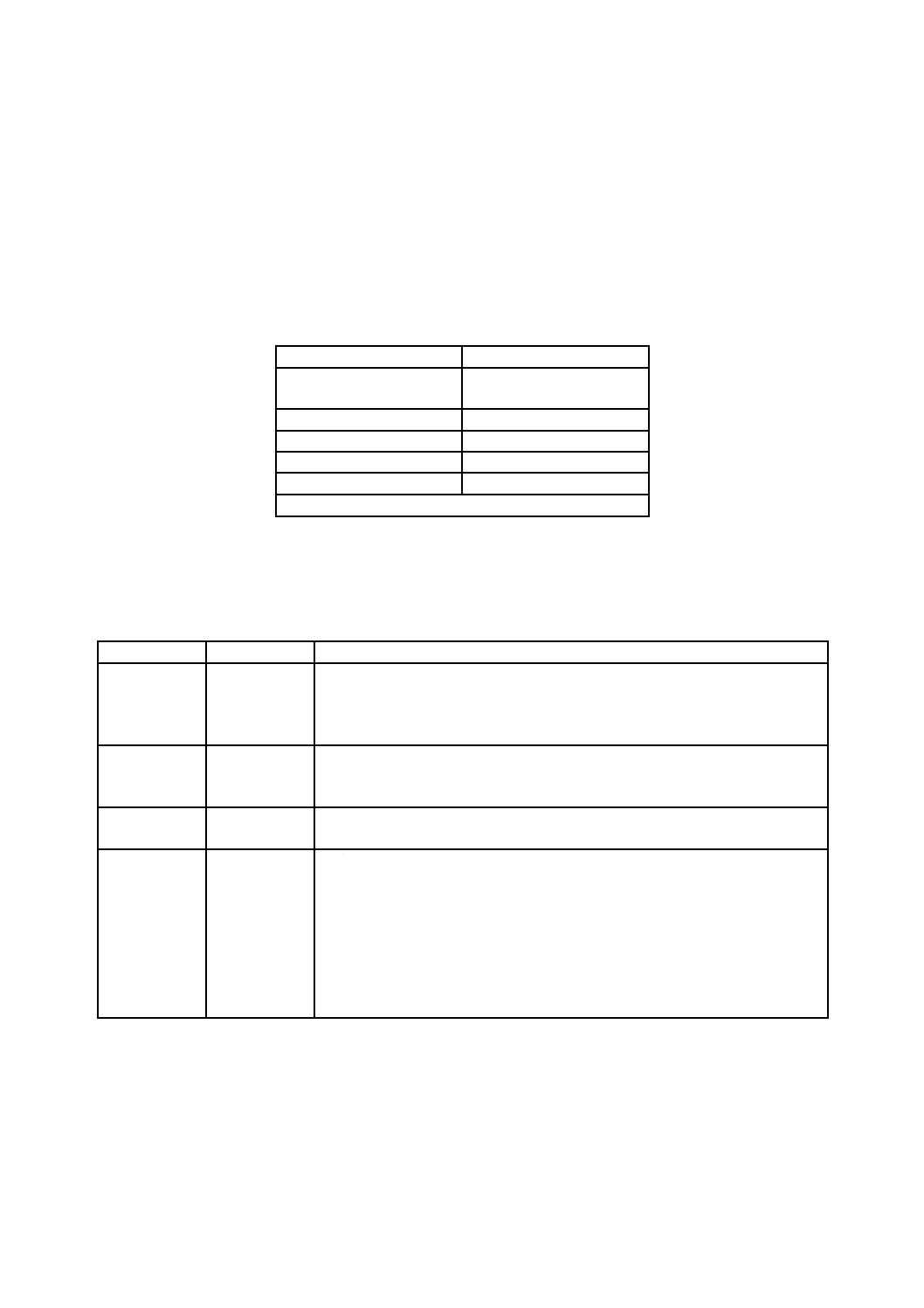
型式は,二面振動子斜角探触子とし,寸法は,表C.1による。
表C.1−二面振動子斜角探触子の寸法
項目
寸法
振動子の公称寸法
5 mm×5 mm(右向)
5 mm×5 mm(左向)
傾斜角
20°
接触面の長さ
20 mm以下
接触面の形状a)
−
探触子ケーブル長さ
5 m以下
注a) 接触面は,平板状又は曲面状のいずれかとする。
C.2 性能
性能は,汎用探傷器に接続して測定し,表C.2による。
表C.2−二面振動子斜角探触子の性能基準及び性能測定方法
項目
性能基準
性能測定方法
試験周波数
5 MHz±1 MHz 試験周波数は,接触面が平板状の場合はA3形系STB,曲面状の場合はJIS Z 3062
の附属書E(対比試験片)に規定する対比試験片(RB-PW)[以下,対比試験片
(RB-PW)という。]のR50のエコーを用いて,JIS Z 2350によって中心周波数
を測定する。
接近限界長さ
10 mm以下
接近限界長さは,探触子の先端から入射点までの距離で,接触面が平板状の場合
はA3形系STB,曲面状の場合は対比試験片(RB-PW)のR50のエコーを用い
て測定する。
公称屈折角
70°±2°
公称屈折角は,接触面が平板状の場合はA3形系STBの貫通穴(φ8 mm),曲面
状の場合は対比試験片(RB-PW)の貫通穴(φ8 mm)を用いて測定する。
感度(Sr)
30 dB以上
感度の測定は,次による。
Sr=S1−S2
ここに,S1:探触子を探傷器に接続しない状態で,ゲート内の雑音レベル
が表示器目盛の10 %となる範囲で,探傷器の感度をできるだ
け高くしたときのゲイン調整器の調度。
S2: 接触面が平板状の場合はA3形系STB,曲面状の場合は対比
試験片(RB-PW)の貫通穴(φ8 mm)のエコー高さが表示
器目盛の50 %となるように調整したときのゲイン調整器の
調度。
C.3 表示
表示は,超音波の方向を示すマーク,入射点を測定するための目盛,製造業者名(又は略号),製造番号
(又は識別番号)及び斜角探触子の記号とする。