2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3044-1991
ニッケル及びニッケル合金クラッド鋼
溶接施工方法の確認試験方法
Method of welding procedure qualification test
for Nickel and Nickel alloy clad steels
1. 適用範囲 この規格は,JIS G 3602に規定するニッケル及びニッケル合金クラッド鋼(肉盛クラッド
鋼を除く。以下,クラッド鋼という。)の突合せ溶接を行う場合,あらかじめ,その溶接施工方法の適否を
確認するための試験方法について規定する。
備考 この規格の引用規格を,付表1に示す。
2. 用語の定義 この規格で用いる主な用語の定義は,JIS Z 3001及びJIS G 0601による。
3. 溶接施工方法の確認事項
3.1
クラッド鋼の種別による確認事項の対象
3.1.1
クラッド鋼1種 溶接施工方法の確認事項の対象は,母材と合せ材の組合せとする。
3.1.2
クラッド鋼2種 溶接施工方法の確認事項の対象は,次の(1)又は(2)のいずれかとする。
(1) 母材と合せ材の組合せを対象とする。
(2) 母材だけを対象とする。ただし,合せ材側の溶接施工方法の確認試験方法については,当事者間の協
定による。
3.2
確認事項の区分 溶接施工方法の確認事項は,3.3〜3.14までの各事項について,それぞれの規定す
る事項の区分の組合せが異なるごとに確認試験を行う。
3.3
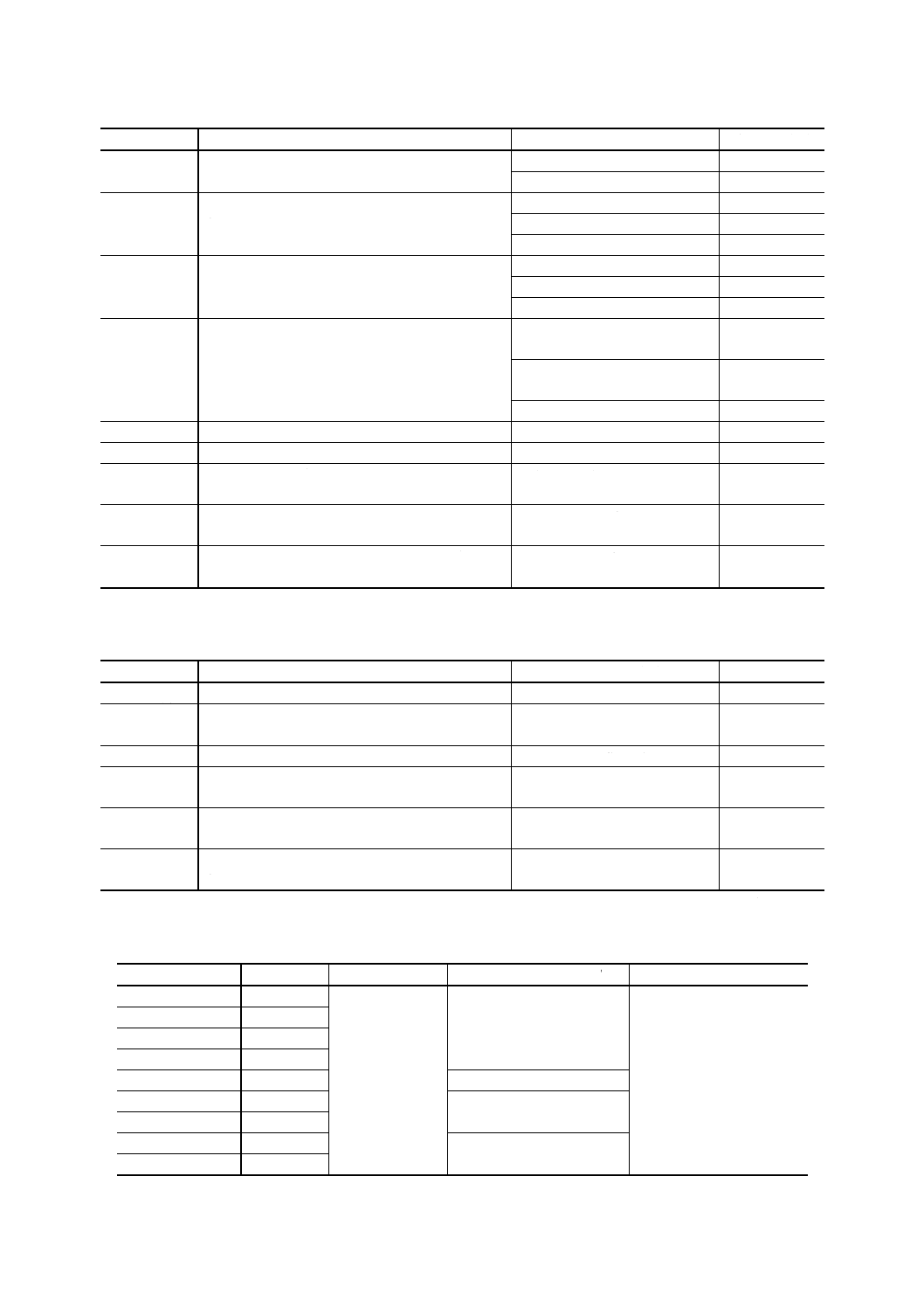
溶接方法の区分 溶接方法の区分は,表1に示すとおりとする。母材と合せ材の溶接方法で,二つ
以上の溶接方法を併用する場合は,その組合せを1区分とする。
表1 溶接方法の区分
溶接方法の区分
種類
溶接操作の分類
A
被覆アーク溶接
手動
U
サブマージアーク溶接
自動
T
ティグ溶接
手動,半自動,自動
M
ミグ溶接
半自動,自動
C
マグ溶接(炭酸ガスアーク溶接を含む。)
半自動,自動
S
その他の
溶接
セルフシールドアーク溶接,ガス溶接,エレクト
ロスラグ溶接,エレクトロガスアーク溶接,プラ
ズマアーク溶接,電子ビーム溶接など種類ごとの
区分とする。
手動,半自動,自動
2
Z 3044-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
母材及び合せ材の区分 母材及び合せ材の区分は,表2のP番号及びグループ番号によるものとし,
表2以外のものについては母材及び合せ材の種類及び成分の組合せとする。
また,母材及び合せ材の各区分を組み合わせて,その組合せを1区分とする。
3.5
溶接材料の区分
3.5.1
被覆アーク溶接棒の区分 被覆アーク溶接棒の区分は,表3によるものとし,それ以外のものにつ
いては溶接棒の種類及び成分の組合せとする。
また,母材及び合せ材を溶接する溶接棒の組合せを1区分とする。
3.5.2
溶接ワイヤ及び溶接棒の区分 ガスシールドアーク溶接ワイヤ及び溶接棒の区分は表4によるも
のとし,サブマージアーク溶接ワイヤの区分は表5による。表4及び表5以外のものについては,溶接ワ
イヤ及び溶接棒の種類,成分の組合せによる。
また,母材及び合せ材を溶接する溶接ワイヤ及び溶接棒の組合せを1区分とする。
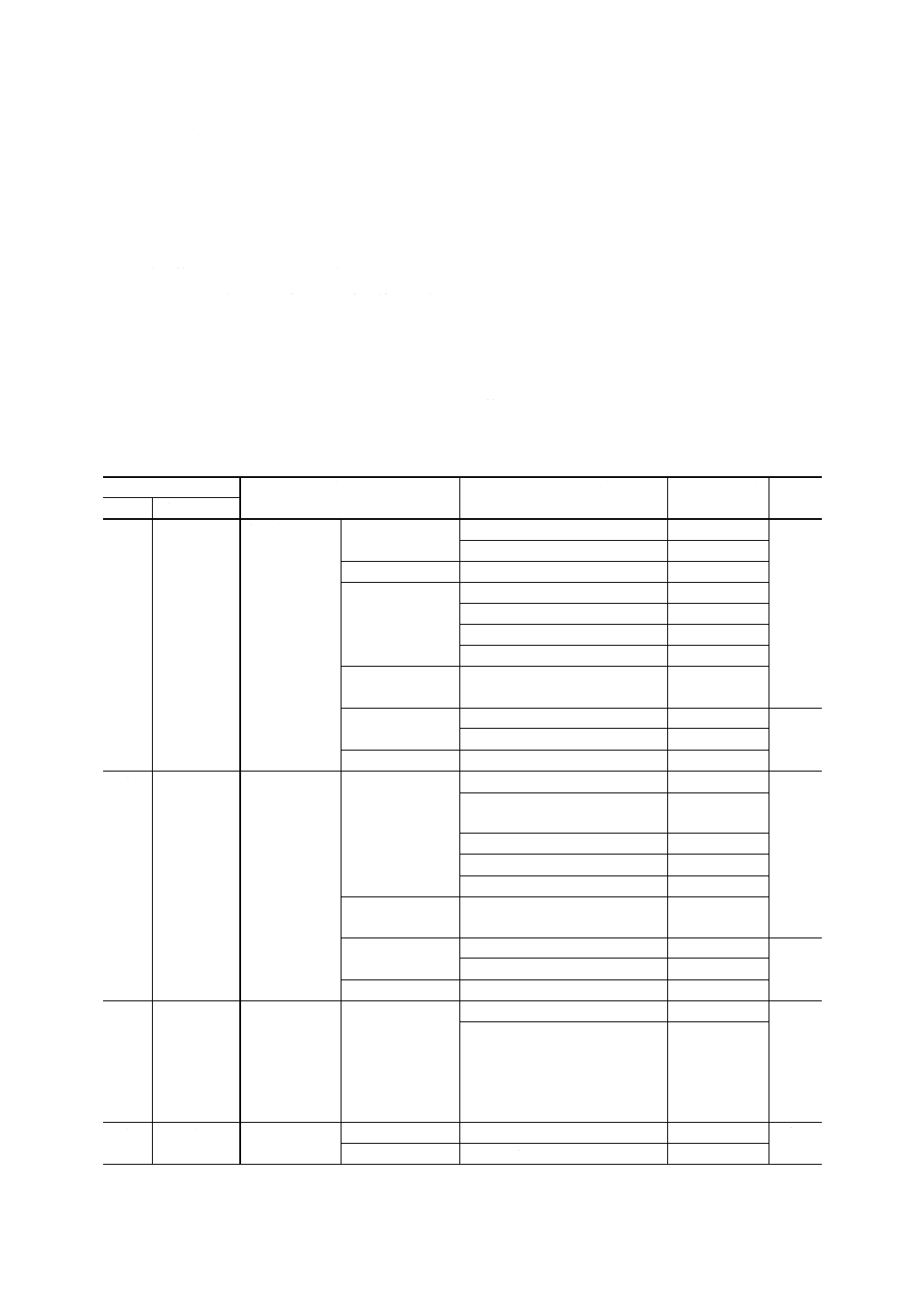
表2 母材及び合せ材の区分
母材の区分
成分系
種類の記号(例)
規格番号(例) 形状
P番号 グループ番号
1
1
炭素鋼のうち
日本工業規格
で規定する最
小引張強さが
480N/mm2未満
のもの
C系
SS400
JIS G 3101
板
SM400A
JIS G 3106
C-Si系
SB410, SB450
JIS G 3103
C-Mn-Si系
SM400B〜C
JIS G 3106
SPV235
JIS G 3115
SGV410, SGV450
JIS G 3118
SLA235A〜B, SLA325A〜B
JIS G 3126
C-Mn-Si-Cu-Cr-
(Ni) 系
SMA400AW〜CW, SMA400AP
〜CP
JIS G 3114
C-Si系
SF490A, SF440A
JIS G 3201
鍛鋼品
SFVC1
JIS G 3202
C-Mn-Si系
SFL1
JIS G 3205
1
2
炭素鋼のうち
日本工業規格
で規定する最
小引張強さが
480N/mm2以上
550N/mm2未満
のもの
C-Mn-Si系
SB480
JIS G 3103
板
SM490A〜C, SM520B〜C,
SM490YA〜YB
JIS G 3106
SPV315, SPV355
JIS G 3115
SGV480
JIS G 3118
SLA360
JIS G 3126
C-Mn-Si-Cu-Cr-
(Ni) 系
SMA490AW〜CW, SMA490AP
〜CP
JIS G 3114
C-Si系
SF490A
JIS G 3201
鍛鋼品
SFVC2A〜2B
JIS G 3202
C-Mn-Si系
SFL2
JIS G 3205
1
3
炭素鋼のうち
日本工業規格
で規定する最
小引張強さが
550N/mm2以上
のもの
C-Mn-Si系
SM570
JIS G 3106
板
SPV450, SPV490
JIS G 3115
3
1
耐熱低合金鋼
C-1/2Mo系
SB450M
JIS G 3103
板
1/2Cr-1/2Mo系
SCMV1 1
JIS G 4109
3
Z 3044-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
母材の区分
成分系
種類の記号(例)
規格番号(例) 形状
P番号 グループ番号
3
2
耐熱低合金鋼
のうち日本工
業規格で規定
する最小引張
強さが
480N/mm2以上
550N/mm2未満
のもの
C-1/2Mo系
SB480M
JIS G 3103
板
Mn-1/2Mo系
SBV1A
JIS G 3119
Mn-Si-Cu-Mo系
SEV245, SEV295
JIS G 3124
1/2Cr-1/2Mo系
SCMV1 2
JIS G 4109
C-1/2Mo系
SFVAF1
JIS G 3203
鍛鋼品
3/4Cr-1/2Mo系
SFVAF2
JIS G 3203
3
3
耐熱低合金鋼
のうち日本工
業規格で規定
する最小引張
強さが
550N/mm2以上
のもの
Mn-1/2Mo系
SBV1B
JIS G 3119
板
SQV1A, SQV1B
JIS G 3120
Mn-1/2Mo-1/2Ni
系
SBV2
JIS G 3119
SQV2A, SQV2B
JIS G 3120
Mn-1/2Mo-3/4Ni
系
SBV3
JIS G 3119
SQV3A, SQV3B
JIS G 3120
Mn-Si-Cu-Mo系
SEV345
JIS G 3124
3/4Ni-1/2Mo-1/4Cr
-V系
SFVQ1A, SFVQ1B
JIS G 3204
鍛鋼品
3/4Ni-1/2Mo-1/3Cr
-V系
SFVQ2A
JIS G 3204
1/2Ni-1/4Cr-0.6Mo
系
SFVQ2B
JIS G 3204
3
・
1/2Ni-1
・
3/4Cr-1/2Mo系
SFVQ3
JIS G 3204
4
1
耐熱低合金鋼
1Cr-1/2Mo系
SCMV2 1〜2
JIS G 4109
板
1・1/4Cr-1/2Mo系 SCMV31〜2
JIS G 4109
1Cr-1/2Mo系
SFVA F12
JIS G 3203
鍛鋼品
1・1/4Cr-1/2Mo系 SFVA F11A, SFVAF11B
JIS G 3203
5
1
耐熱低合金鋼
2・1/4Cr-1Mo系 SCMV4 1〜2
JIS G 4109
板
3Cr-1Mo系
SCMV5 1〜2
JIS G 4109
2・1/4Cr-1Mo系 SFVA F22A〜B
JIS G 3203
鍛鋼品
3Cr-1Mo系
SFVAF21A〜B
JIS G 3203
5
2
耐熱低合金鋼
5Cr-1Mo系
SCMV6 1〜2
JIS G 4109
板
5Cr-1Mo系
SFVA F5A〜D
JIS G 3203
鍛鋼品
9Cr-1Mo系
SFVA F9
JIS G 3203
41
−
常炭素ニッケル
低炭素ニッケル
NNCP
NLCP
JIS H 4551
板
42
−
ニッケル銅合金
NCuP
JIS H 4551
43
−
ニッケル−クロム−鉄合金
ニッケル−クロム−モリブデン−
鉄合金
ニッケル−クロム−モリブデン−
ニオブ−鉄合金
NCF600, NCF601
JIS G 4902
NCrMFP
JIS H 4551
−
−
44
−
ニッケル−モリブデン合金
NM1P, NM2P
JIS H 4551
ニッケル−クロム−モリブデン合
金
NMCrP
JIS H 4551
4
Z 3044-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
母材の区分
成分系
種類の記号(例)
規格番号(例) 形状
P番号 グループ番号
45
−
ニッケル−クロム−鉄−モリブデ
ン銅合金
NCrFMCu1P, NCrFMCu2P
JIS H 4551
鉄−ニッケル−クロム合金
NCF800, NCF800H
JIS G 4902
鉄−ニッケル−クロム−モリブデ
ン−銅合金
NCF825
JIS G 4902
鉄−ニッケル−クロム−モリブデ
ン−ニオブ−銅合金
−
−
鉄−ニッケル−クロム−モリブデ
ン−銅−チタン合金
−
−
鉄−ニッケル−クロム−モリブデ
ン−チタン合金
−
−
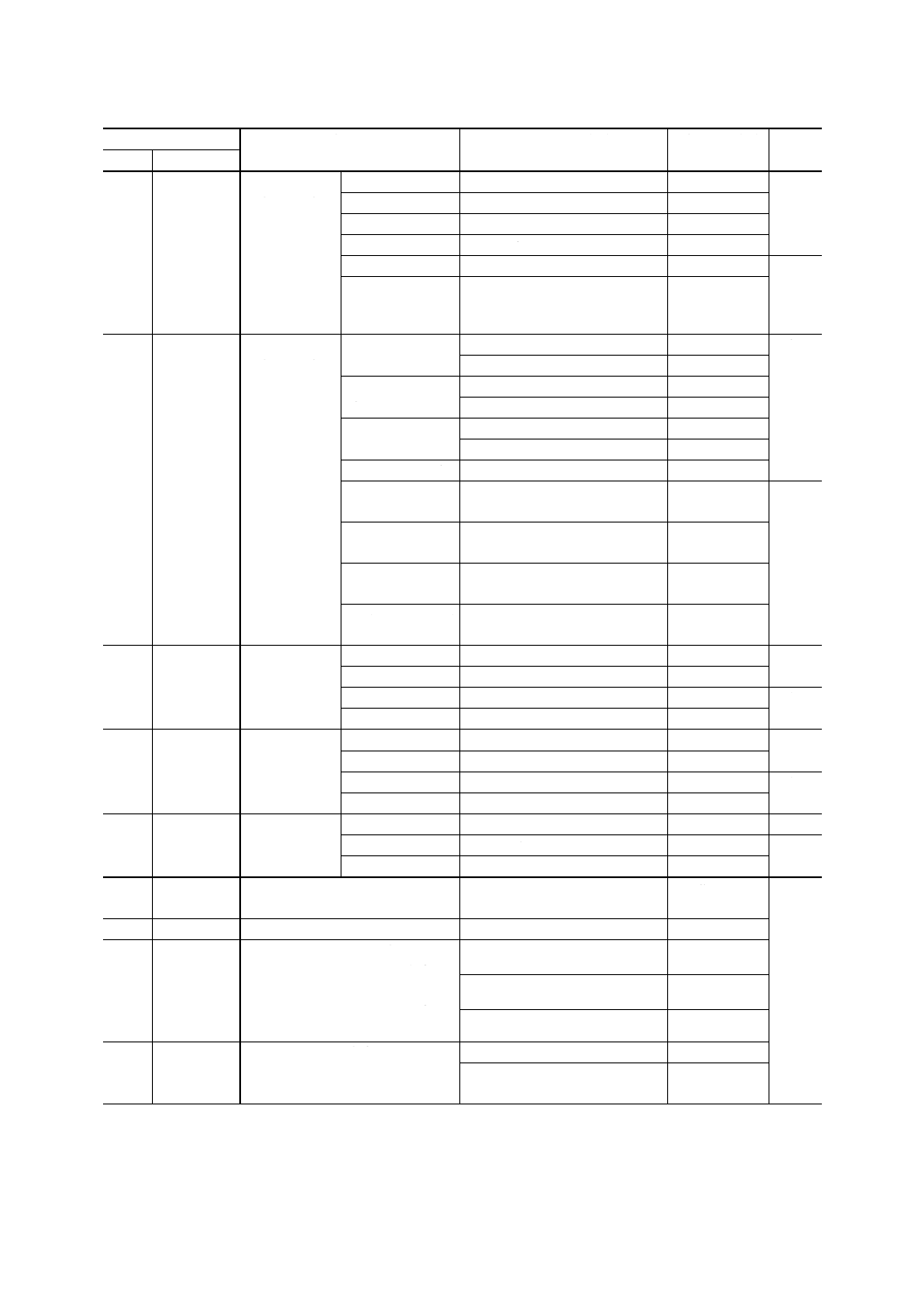
表3 被覆アーク溶接棒の区分
区分
成分系
種類の記号(例)
規格番号(例)
F-1-(1)
軟鋼及び490N/mm2級鋼に用いられ,低水素系以
外のもの
D4301, D4303, D4311, D4313,
D4324, D4327
JIS Z 3211
D5001, D5003
JIS Z 3212
F-1-(2)
軟鋼及び490N/mm2級鋼に用いられ,低水素系の
もの
D4316, D4326
JIS Z 3211
D5016, D5026, D5316, D5326
JIS Z 3212
F-1-(3)
低温用鋼に用いられ,溶着金属のニッケル量が
2%未満のもの
DL5016-3XY, DL5016-4XY,
DL5016-6XY, DL5016-10XY,
DL5026-3XY, DL5026-4XY,
DL5026-6XY
JIS Z 3241
F-2
590N/mm2級鋼に用いられ,低水素系のもの
D5816, D5826
D6216, D6226
JIS Z 3212
F-3
主としてP-3材に用いられ,溶着金属の基本合金
成分がP-3材と同程度のもの
DT1216
JIS Z 3223
F-4
主としてP-4材に用いられ,溶着金属の基本合金
成分がP-4材と同程度のもの
DT2313, DT2315, DT2316,
DT2318
JIS Z 3223
F-5
主としてP-5材に用いられ,溶着金属の基本合金
成分がP-5材と同程度のもの
DT2413, DT2415, DT2416,
DT2418, DT2516
JIS Z 3223
F-41
純ニッケル系
DNi-1
JIS Z 3224
F-42
ニッケル銅合金系
DNiCu-1, DNiCu-4, DNiCu-7
JIS Z 3224
F-43
ニッケルクロム合金系
DNiCrFe-1, DNiCrFe-1J,
DNiCrFe-2, DNiCrMo-2,
DNiCrMo-3
JIS Z 3224
F-44
ニッケルモリブデン又はニッケルクロムモリブ
デン合金系
DNiMo-1, DNiCrMo-4,
DNiCrMo-5
JIS Z 3224
備考 溶接材料記号中の “X” の記号は,日本工業規格でそれぞれの数値(1,2,3など)又は記号 (C, A, G) が
定められており,そのいずれかに該当することを示す。
表4 ガスシールドアーク溶接棒及びワイヤの区分
ワイヤの区分
成分系
種類の記号
規格番号(例)
Y-1-(1)
軟鋼及び490N/mm2級鋼に用いられるもの
YGW1X
JIS Z 3312
YFW2X, YFW3X
JIS Z 3313
YGT50
JIS Z 3316
Y-1-(2)
低温用鋼に用いられ,溶着金属のニッケル量の
2%未満のもの
YGL1-XX
JIS Z 3325
5
Z 3044-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ワイヤの区分
成分系
種類の記号
規格番号(例)
Y-2
590N/mm2級鋼に用いられるもの
YGW2X
JIS Z 3312
YGT60, YGT62
JIS Z 3316
Y-3
主としてP-3材に用いられ,溶着金属の基本合金
成分がP-3材に相当するもの
YGTM, YGTML
JIS Z 3316
YGM-X, YGCM-X
JIS Z 3317
YFM-X, YFCM-X
JIS Z 3318
Y-4
主としてP-4材に用いられ,溶着金属の基本合金
成分がP-4材に相当するもの
YGT1CM, YGT1CML
JIS Z 3316
YG1CM-X
JIS Z 3317
YF1CM-X
JIS Z 3318
Y-5
主としてP-5材に用いられ,溶着金属の基本合金
成分がP-5材に相当するもの
YGT2CM, YGT2CML,
YGT3CM, YGT5CM
JIS Z 3316
YG2CM-X, YG3CM-X,
YG5CM-X
JIS Z 3317
YF2CM-X
JIS Z 3318
Y-41
純ニッケル系
YNi-1
JIS Z 3334
Y-42
ニッケル銅合金系
YNiCu-X
JIS Z 3334
Y-43
ニッケルクロム合金系
YNiCr-3, YNiCrFe-X
YNiCrMo-2, YNiCrMo-3
JIS Z 3334
Y-44
ニッケルモリブデン又はニッケルクロムモリブ
デン合金系
YNiCrMo-X, YNiCrMo-4
JIS Z 3334
Y-45
ニッケル鉄クロム又は鉄ニッケルクロム合金系
YNiCrMo-1, YNiCrMo-8,
YNiFeCr-1
JIS Z 3334
備考 溶接材料記号中の “X” の記号は,日本工業規格でそれぞれの数値(1,2,3など)又は記号 (C, A, G) が定
められており,そのいずれかに該当することを示す。
表5 サブマージアーク溶接ワイヤの区分
ワイヤの区分
成分系
種類の記号(例)
規格番号(例)
YS-1-(1)
軟鋼及び490N/mm2級鋼に用いられるもの
YS-SX, YS-M1, YS-M2
JIS Z 3351
YS-1-(2)
低温用鋼に用いられ,溶着金属のニッケル量の
2%未満のもの
YS-N1
JIS Z 3351
YS-2
590N/mm2級鋼に用いられるもの
YS-CM1〜3, YS-NM1
JIS Z 3351
YS-3
主としてP-3材に用いられ,溶着金属の基本合金
成分がP-3材に相当するもの
YS-M3〜5, YS-CMX
JIS Z 3351
YS-4
主としてP-4材に用いられ,溶着金属の基本合金
成分がP-4材に相当するもの
YS-1CMX
JIS Z 3351
YS-5
主としてP-5材に用いられ,溶着金属の基本合金
成分がP-5材に相当するもの
YS-2CMX, YS-3CMX, YS-5CMX
JIS Z 3351
備考 溶接材料記号中の “X” の記号は,日本工業規格でそれぞれの数値(1,2,3など)又は記号 (C, A, G) が定
められており,そのいずれかに該当することを示す。
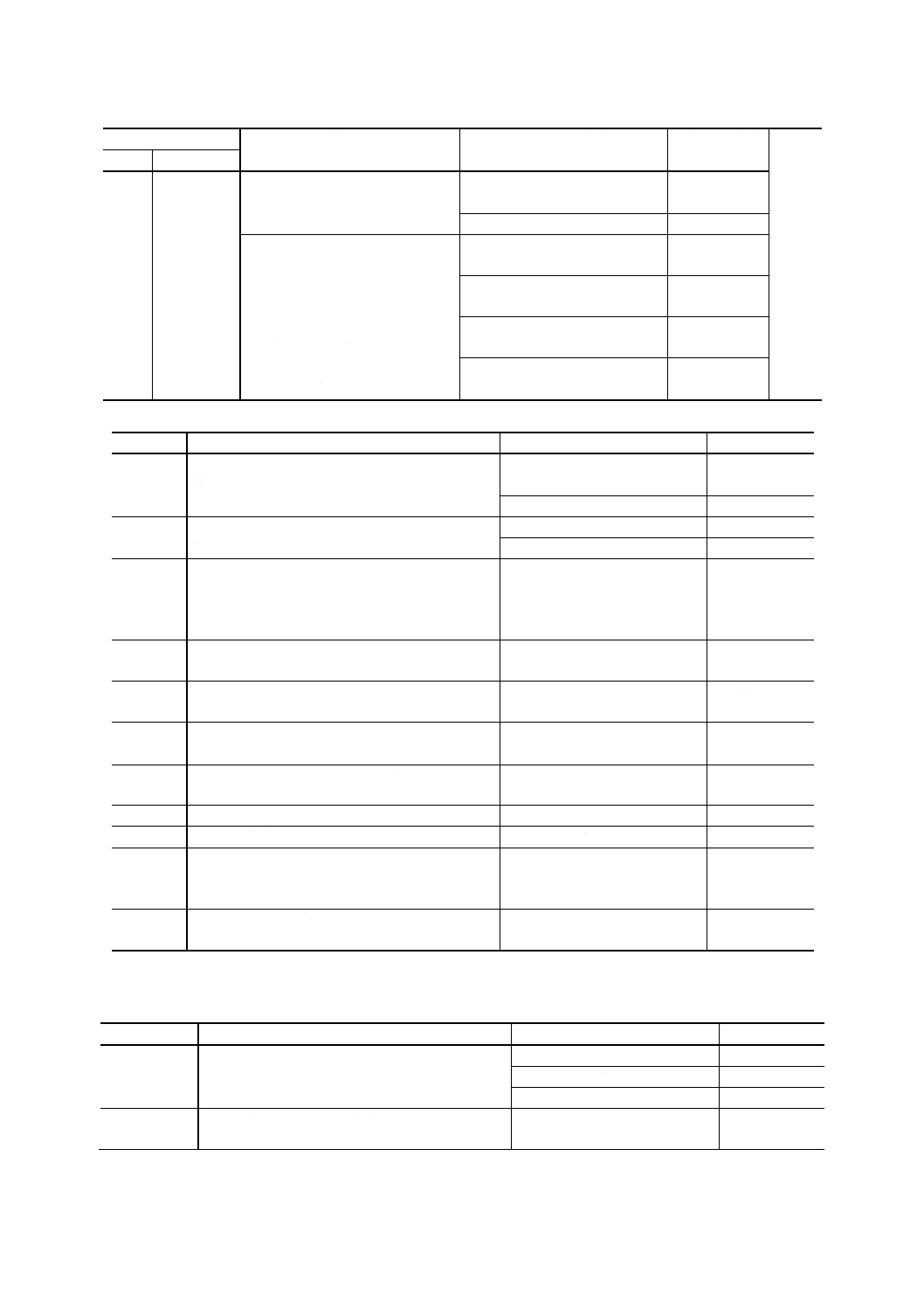
表6 サブマージアーク溶接用フラックスの区分
フラックスの区分
種類
規格番号
フラックスのタイプ
適用できる母材及び合せ材
G-1
FS-FG1
JIS Z 3352
溶融フラックス
炭素鋼又は耐熱低合金鋼
G-2
FS-FG2
G-3
FS-FG3
G-4
FS-FG4
G-5
FS-FP1
溶融フラックス(軽石状)
G-6
FS-BN1
ボンドフラックス
G-7
FS-BN2
G-8
FS-BT1
ボンドフラックス(鉄粉系)
G-9
FS-BT2
6
Z 3044-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5.3
フラックスの区分 フラックスの区分は,表6によることとし,表6以外のものについてはその種
類及び成分の組合せとする。
3.5.4
シールドガスの区分 シールドガスの区分は,その種類ごととする。
なお,2種類以上のガスを混合する場合は,その組合せ及びガス組成をそれぞれ1区分とする。
3.6
溶接棒の使用の区分 ティグ溶接及びプラズマアーク溶接における溶接棒の使用区分は,その使用
の有無による。
3.7
予熱の区分 予熱の区分は,その使用の有無による。ただし,予熱温度が以前に確認した最低温度
より50℃以上低い場合は,新たな区分とする。
3.8
溶接後熱処理の区分 溶接後熱処理の区分は,その有無による。溶接後熱処理を行う場合の区分は,
温度の下限及び最低保持時間の組合せとする。
3.9
電極の区分 電極の区分は,単極又は多極とする。
3.10 衝撃試験の区分 衝撃試験の区分は,その有無による。衝撃試験を必要とする場合の区分は,衝撃
温度の下限を区分とする。
3.11 合せ材の溶接の区分 合せ材の溶接の区分は,次の事項を区分とする。
(1) 合せ材の溶接の層盛りの区分は,溶接層数とする。ただし,多層盛りについては以前確認した層数よ
り多層で溶接する場合は,新たな確認試験を省略することができる。
(2) 合せ材の溶接電流の区分は,交流又は直流とする。直流を用いる場合の極性の区分は棒マイナス (SP),
棒プラス (RP) とする。
(3) パス間温度の区分は,その温度の最高値とする。
3.12 合せ材の溶接における被覆アーク溶接の区分 合せ材の被覆アーク溶接の区分は,以前に確認した
初層溶接の溶接電流値より10%以上増加する場合は,新たな区分とする。
3.13 合せ材の溶接におけるティグ溶接,ミグ溶接及びその他の溶接の区分 合せ材の溶接におけるティ
グ溶接,ミグ溶接及びその他の溶接の区分は,次の事項を区分とする。
(1) 溶接のウィービングの区分は,その有無による。
(2) ミグ溶接及びその他の溶接の電極の直径を区分とする。
また,ティグ溶接の溶接棒の直径が20%以上変わる場合は,新たな区分とする。
(3) 以前に確認した初層溶接の入熱量の範囲より10%以上増加した場合は,新たな区分とする。
(4) 以前に確認した2層目以降の溶接の入熱量の範囲より20%以上増加した場合は,新たな区分とする。
(5) 電源の種類の区分は,パルスの有無による。
3.14 クラッド鋼の厚さの区分 クラッド鋼の厚さの区分は,表7による母材と合せ材の厚さの組合せと
する。
表7 確認される母材及び合せ材並びに試験材の母材及び合せ
材の厚さの区分
(1) 母材
単位mm
試験材の母材の厚さ (t)
確認される母材の厚さ (T)
10未満
2t以下
10以上 19未満
5以上 2t以下
19以上
5以上 2t以下 ただし,最大200
7
Z 3044-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 合せ材
単位mm
試験材の合せ材の厚さ (t)
確認される合せ材の厚さ (T)
1.5未満
t以上 2t以下
1.5以上 10未満
1.5以上 2t以下
10以上
5以上 2t以下
備考1. 次による場合の母材及び合せ材の厚さの上限は1.1t
とする。
(a) ガス溶接の場合。
(b) 各パスの溶接厚さが13mmを超えるとき。
2. 母材の厚さ (T) が200mmを超えるときの試験材の母
材の厚さtは1.1T以上 (mm) とし,それによって確認さ
れる厚さは2t〜1.1tまでとする。
4. 確認試験
4.1
試験材の種類 クラッド鋼の1種及び2種における溶接試験材の種類は,クラッド鋼の突合せ溶接
とする。ただし,受渡当事者間の協定による場合は,この限りではない。
4.2
試験材の厚さ 確認を行う母材及び合せ材の厚さに対応する試験材の母材及び合せ材の厚さは,表7
のとおりとする。
4.3
溶接姿勢 試験材の溶接姿勢は,下向とする。ただし,これによって行うことが適当でないと認め
られるものは,実作業の姿勢とする。
4.4
試験片及び試験方法
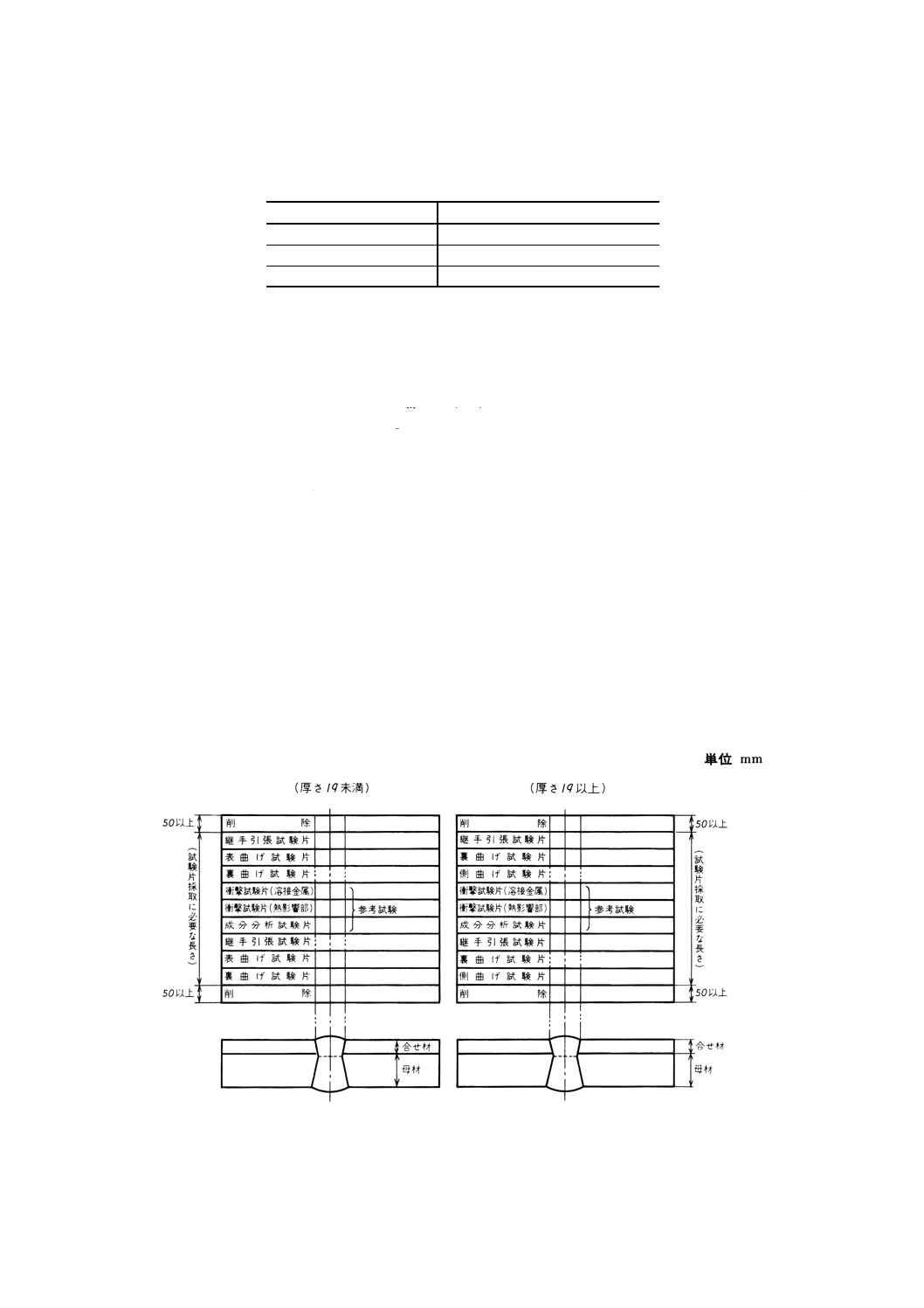
4.4.1
試験の種類 試験片の採取は図1のとおりとし,試験の種類及び試験片の数は,表8のとおりとす
る。
図1 試験材と試験片採取要領
備考 フェライト量試験は,任意の位置で行う。
8
Z 3044-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8 試験の種類及び試験片の数
単位個
試験材の
厚さmm
クラッド
鋼の種類
試験項目
参考試験項目
継手引張試験
表曲げ
試験
裏曲げ
試験
側曲げ
試験
母材側の
衝撃試験
成分分析
クラッド鋼
母材
19未満
1種
2
−
2
2
−
溶接金属
3
熱影響部
3
合せ材側
の溶接金
属1
2種
−
2
−
2
−
19以上
1種
2
−
−
2
2
2種
−
2
−
−
2
備考1. 表曲げ試験は合せ材を外側にして曲げ,裏曲げ試験は母材側を外側にして曲げる。
2. 衝撃試験は,母材に要求がある場合に行う。
4.4.2
突合せ溶接の試験片の形状,寸法及び試験方法 突合せ溶接の試験片の形状,寸法及び試験方法は,
次による。
(1) 継手引張試験は,JIS Z 3121による。
なお,クラッド鋼の2種における継手引張試験は,合せ材を取り除いて行う。
(2) 曲げ試験は,JIS Z 3122による。
(3) 衝撃試験は,JIS Z 2202の4号試験片(切欠きは板厚方向に設ける。)で行うものとし,試験方法は,
JIS Z 2242による。母材の厚さが10mm未満の場合には7.5mm,5mm又は2.5mm幅とする試験片を
用いることができる。
なお,試験片の採取位置は,JIS Z 3040による。
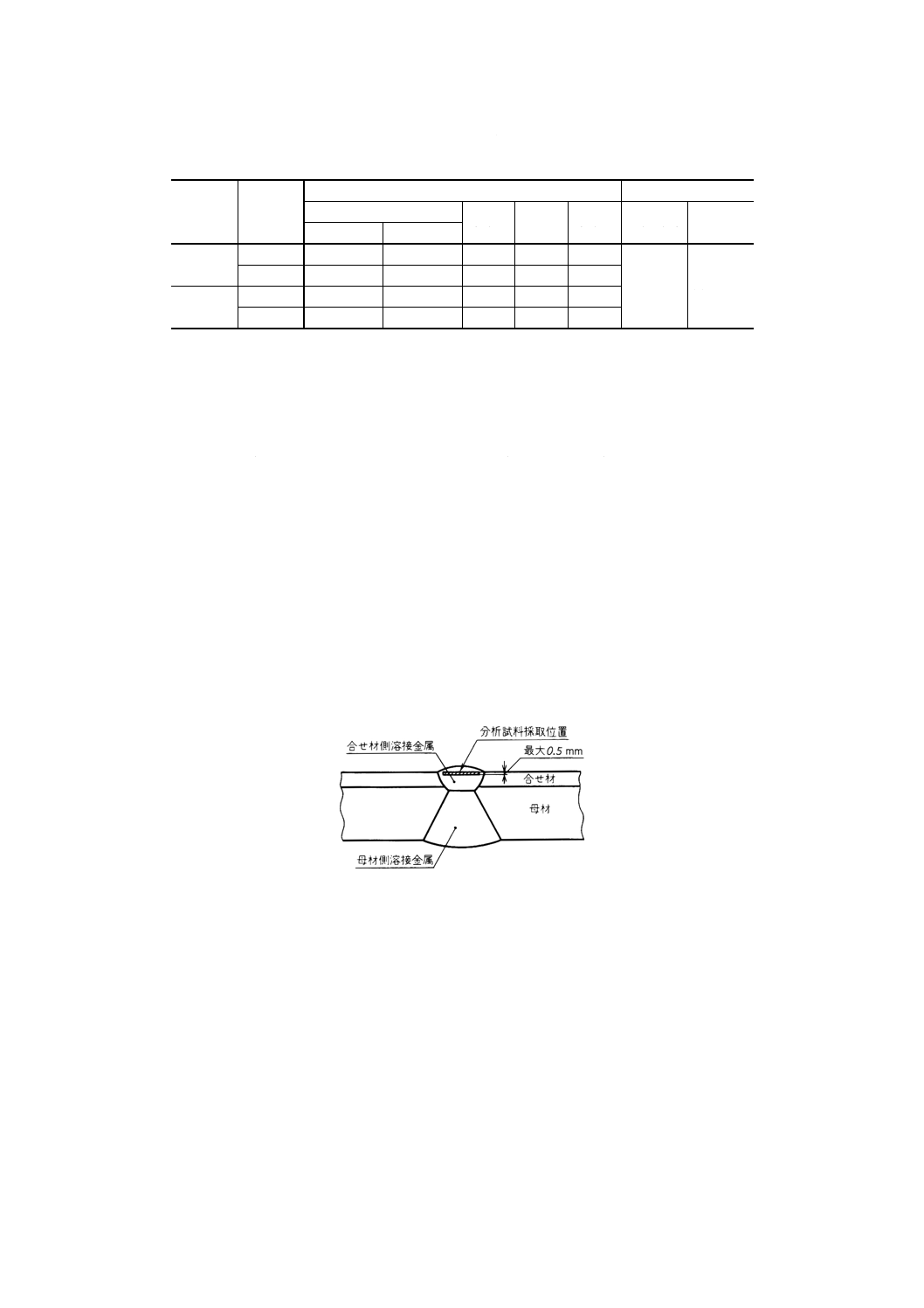
(4) 成分分析は,図2に示す合せ材の溶接金属によって分析試料を採取して,JIS Z 3224及びJIS Z 3334
に規定する分析試験方法によって行う。ただし,分析試料の採取位置及び分析成分については,受渡
当事者間の協定によって決定する場合は,この限りではない。
図2 溶接金属の分析試料採取位置
4.5
試験結果の判定 試験結果の判定は,次による。
(1) 継手引張試験については,次による。
(a) クラッド鋼1種については,試験片の引張強さがJIS G 3602による引張強さの最小値以上である場
合を合格とする。日本工業規格に規定する最小引張強さが異なるクラッド鋼の溶接継手については,
二つのうちいずれか低い方の最小引張強さ以上とする。
(b) クラッド鋼2種については,試験片の引張強さが,母材の日本工業規格に規定する引張強さの最小
値以上である場合を合格とする。日本工業規格に規定する最小引張強さが異なる母材を用いるとき
には,二つのうちいずれか低い方の最小引張強さ以上とする。
(2) 曲げ試験については,試験片の曲げ表面に,長さ3.0mm以上の割れ(縁角に生じる小さな割れを除く。)
が生じない場合は合格とする。
(3) 衝撃試験については,すべての試験結果のシャルピー吸収エネルギーの値が母材の規格値以上とする。
9
Z 3044-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 化学成分については,JIS Z 3221及びJIS Z 3321に規定される成分値の範囲内の場合は合格とする。
ただし,受渡当事者間の協定によって合否を決定する場合は,この限りではない。
4.6
確認試験の省略 一つ以上の溶接方法について以前確認を行った場合であって,それらの溶接方法
の組合せを併用する場合には,確認試験を省略することができる。ただし,溶接方法以外の確認事項はす
べて満足しなければならない。
5. 記録 溶接施工方法の確認試験結果報告として,クラッド鋼の試験成績書の写し,溶接記録(溶接装
置,溶接材料,溶接条件),熱処理記録,確認試験成績書を作成する。
また,必要に応じて次のものを含める。
(1) 非破壊試験(液体浸透探傷試験,放射線透過試験など)の成績書
(2) 溶接部の硬さ分布を示す記録
6. 再試験 溶接施工方法の確認試験を行い,その結果,不合格となった場合は,溶接施工方法において
不合格となった原因の検討を行い,必要に応じて修正のうえ再試験を行うことができる。
付表1 引用規格
JIS G 0601 クラッド鋼の試験方法
JIS G 3101 一般構造用圧延鋼材
JIS G 3103 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板
JIS G 3106 溶接構造用圧延鋼材
JIS G 3114 溶接構造用耐候性熱間圧延鋼材
JIS G 3115 圧力容器用鋼板
JIS G 3118 中・常温圧力容器用炭素鋼鋼板
JIS G 3119 ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
JIS G 3120 圧力容器用調質型マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
JIS G 3124 中・常温圧力容器用高強度鋼鋼板
JIS G 3126 低温圧力容器用炭素鋼鋼板
JIS G 3201 炭素鋼鍛鋼品
JIS G 3202 圧力容器用炭素鋼鍛鋼品
JIS G 3203 高温圧力容器用合金鋼鍛鋼品
JIS G 3204 圧力容器用調質型合金鋼鍛鋼品
JIS G 3205 低温圧力容器用鍛鋼品
JIS G 3602 ニッケル及びニッケル合金クラッド鋼
JIS G 4109 ボイラ及び圧力容器用クロムモリブデン鋼鋼板
JIS G 4902 耐食耐熱超合金板
JIS H 4551 ニッケル及びニッケル合金板及び条
JIS Z 2202 金属材料衝撃試験片
JIS Z 2242 金属材料衝撃試験方法
JIS Z 3001 溶接用語
JIS Z 3040 溶接施工方法の確認試験方法
10
Z 3044-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3121 突合せ溶接継手の引張試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
JIS Z 3211 軟鋼用被覆アーク溶接棒
JIS Z 3212 高張力鋼用被覆アーク溶接棒
JIS Z 3221 ステンレス鋼被覆アーク溶接棒
JIS Z 3223 モリブデン鋼及びクロムモリブデン鋼被覆アーク溶接棒
JIS Z 3224 ニッケル及びニッケル合金被覆アーク溶接棒
JIS Z 3241 低温用鋼用被覆アーク溶接棒
JIS Z 3312 軟鋼及び高張力鋼用マグ溶接ソリッドワイヤ
JIS Z 3313 軟鋼及び高張力鋼用アーク溶接フラックス入りワイヤ
JIS Z 3316 軟鋼及び低合金鋼用ティグ溶接棒及びワイヤ
JIS Z 3317 モリブデン鋼及びクロムモリブデン鋼用マグ溶接ソリッドワイヤ
JIS Z 3318 モリブデン鋼及びクロムモリブデン鋼用マグ溶接フラックス入りワイヤ
JIS Z 3321 溶接用ステンレス鋼棒及びワイヤ
JIS Z 3325 低温用鋼用マグ溶接ソリッドワイヤ
JIS Z 3334 ニッケル及びニッケル合金溶加棒及びソリッドワイヤ
JIS Z 3351 炭素鋼及び低合金鋼用サブマージアーク溶接ワイヤ
JIS Z 3352 炭素鋼及び低合金鋼用サブマージアーク溶接フラックス
原案作成委員会 構成表
氏名
所属
(委員長)
稲 垣 道 夫
財団法人日本溶接技術センター
恩 沢 忠 男
東京工業大学工学部生産機械工学科
池 田 要
通商産業省工業技術院標準部材料規格課
久保田 彰
旭化成工業株式会社化薬事業部
夏 目 松 吾
株式会社神戸製鋼所溶接棒事業部技術部
原 修 一
住友金属工業株式会社鋼板技術部
大 尾 和 彦
日本鋼管株式会社商品技術センター鋼材技
術部
関 村 和 義
株式会社日本製鋼所室蘭製作所鋼材部
近 藤 正 義
新日本製鐵株式会社チタン部
浅 見 正 則
三菱金属株式会社桶川第1製作所高性能材
料室管理Gr
高 橋 研 二
株式会社日立製作所笠戸工場製造部
浜 田 晋 作
株式会社北海鉄工所
福 井 一 郎
株式会社新潟鐵工所エンジニアリング事業
部品質保証部
近 藤 康 章
日立造船株式会社陸機設計所原子力設計部
片 岡 浩 三
三井造船株式会社千葉事業所総務部
大 浦 基 宏
川崎製鉄株式会社
大 屋 武 夫
ステンレス協会
石 井 正 義
日石エンジニアリング株式会社
吉 田 康 文
三菱重工業株式会社広島研究所
(事務局)
高 野 兼 清
社団法人日本高圧力技術協会