Z 3001-7:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 分類······························································································································· 1
4 用語及び定義 ··················································································································· 1
4.1 溶接の基本 ··················································································································· 2
4.2 溶接方法 ······················································································································ 2
4.3 溶接施工一般 ················································································································ 8
4.4 溶接材料 ····················································································································· 21
4.5 溶接機器 ····················································································································· 24
附属書A(参考)新旧用語番号の対比表 ·················································································· 27
Z 3001-7:2018
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本溶接協会(JWES)から,
工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経
済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS Z 3001の規格群には,次に示す部編成がある。
JIS Z 3001-1 第1部:一般
JIS Z 3001-2 第2部:溶接方法
JIS Z 3001-3 第3部:ろう接
JIS Z 3001-4 第4部:溶接不完全部
JIS Z 3001-5 第5部:レーザ溶接
JIS Z 3001-6 第6部:抵抗溶接
JIS Z 3001-7 第7部:アーク溶接
日本工業規格 JIS
Z 3001-7:2018
溶接用語−第7部:アーク溶接
Welding and allied processes-Vocabulary-Part 7: Arc welding
序文
この規格は,2008年に制定されたJIS Z 3001規格群再編成の一環として,第1部及び第2部に分散して
いたアーク溶接関係の用語を統合して,制定した日本工業規格である。
なお,対応国際規格は,制定されていないが,2016年に発行されたISO/TR 25901-4を参考にしている。
1
適用範囲
この規格は,アーク溶接関係で術語として用いる主な用語及び定義について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001-1 溶接用語−第1部:一般
3
分類
用語の分類は,次による。
a) 溶接の基本
b) 溶接方法
c) 溶接施工一般
d) 溶接材料
e) 溶接機器
4
用語及び定義
注記1 用語の読み方が紛らわしいものは,用語の後ろに括弧“( )”で振り仮名を記載した。
注記2 用語欄の括弧付き用語は,括弧内の用字を含めた用語と括弧内の用字を省略した用語との二
通りの用語を用いてよいことを示しているが,括弧内の用字を省略した用語を優先した。
注記3 表の右端の見出し欄に参考としたISO/TR番号を設け,表内の各用語に対応する番号を記載
した。見出し欄のISO/TR番号と異なるISO/TR又はISO規格を参考にしている場合は,各
用語に対応する番号に括弧付きでその規格番号を併記した。ただし,ISO/TR 25901-1はPart
1と,ISO/TR 25901-3はPart 3とそれぞれ記載した。
注記4 用語の旧番号と新番号の対比表は,附属書Aに記載した。
2
Z 3001-7:2018
4.1
溶接の基本
溶接の基本に関する用語は,JIS Z 3001-1の4.1(共通)による。
4.2
溶接方法
4.2.1
溶接法
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
72101
アーク溶接
電気アークを熱源とする融接。
arc welding
2.2.2.4.1-
(Part 3)
72102
被覆アーク溶
接
被覆アーク溶接棒による手動のアーク溶接。手溶接又は
SMAWともいう。
manual metal arc
welding,
shielded metal arc
welding,
SMAW
2.2.2.4.4-
(Part 3)
72103
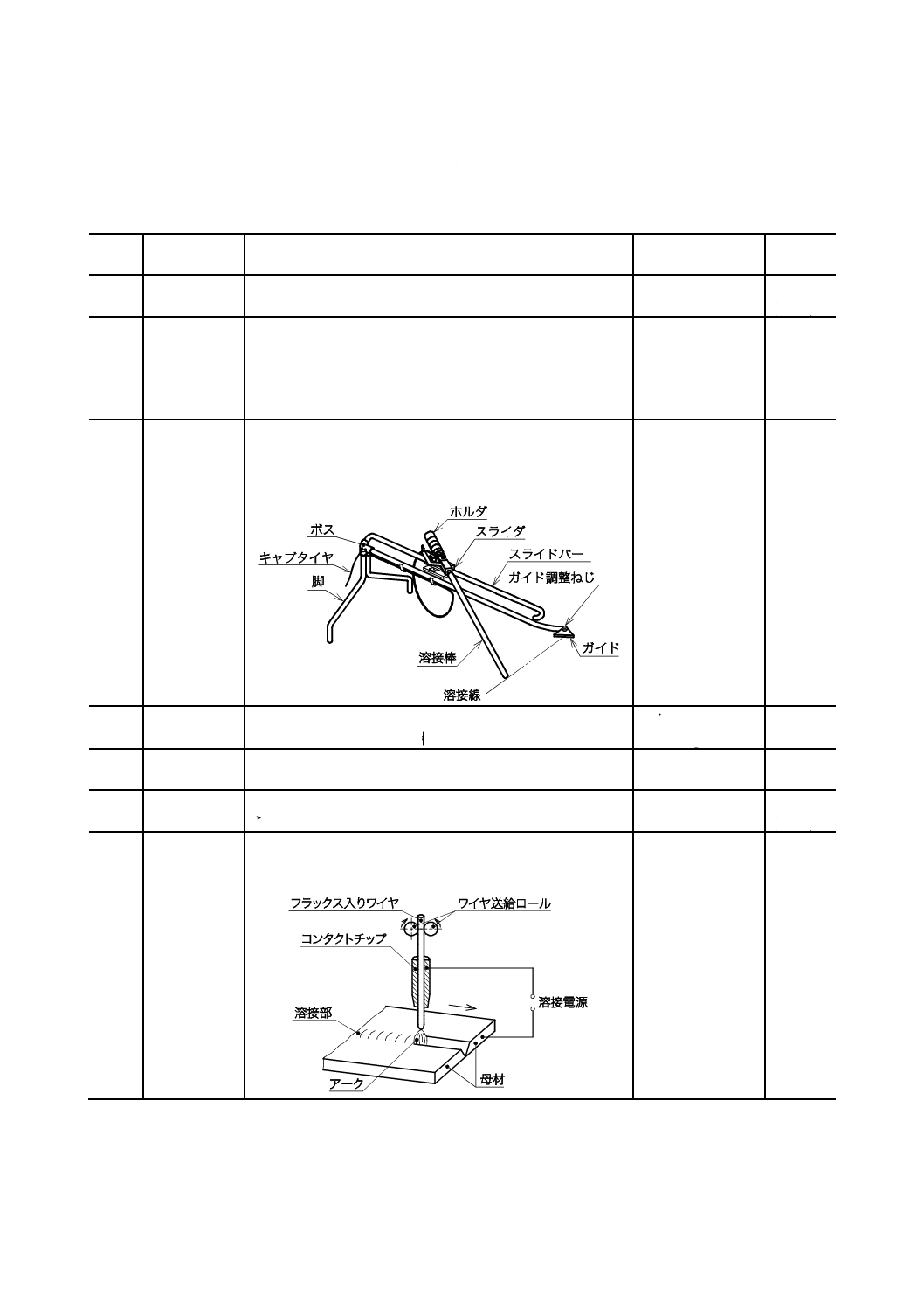
グラビティ溶
接
被覆アーク溶接棒が溶融するに従って,溶接棒支持部が重力
によって下降し,溶接棒が母材と一定角度を保ちながら溶接
線に沿って移動するようにして行う溶接。重力式溶接ともい
う。
gravity welding,
gravity welding
with covered
electrode
2.2.2.4.5-
(Part 3)
72104
低角度溶接
被覆アーク溶接棒を,ばねなどの力で溶接線に対して低角度
に保持し,溶接線に沿って棒端を接触させながら行う溶接。
spring contact arc
welding
72105
横置き溶接
被覆アーク溶接棒を開先に密着させておき,一端からアーク
を発生させてアークの進行によって自動的に行う溶接。
firecracker welding
72106
溶極式アーク
溶接
消耗電極を使用するアーク溶接。メタルアーク溶接ともい
う。
metal arc welding
2.2.2.4.2-
(Part 3)
72107
セルフシール
ドアーク溶
接
フラックス入りワイヤを用いて,外部からシールドガスを供
給しないで行うアーク溶接。ノンガスシールドアーク溶接と
もいう。
self-shielded
tubular cored
arc welding
2.2.2.4.6-
(Part 3)
3
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
72108
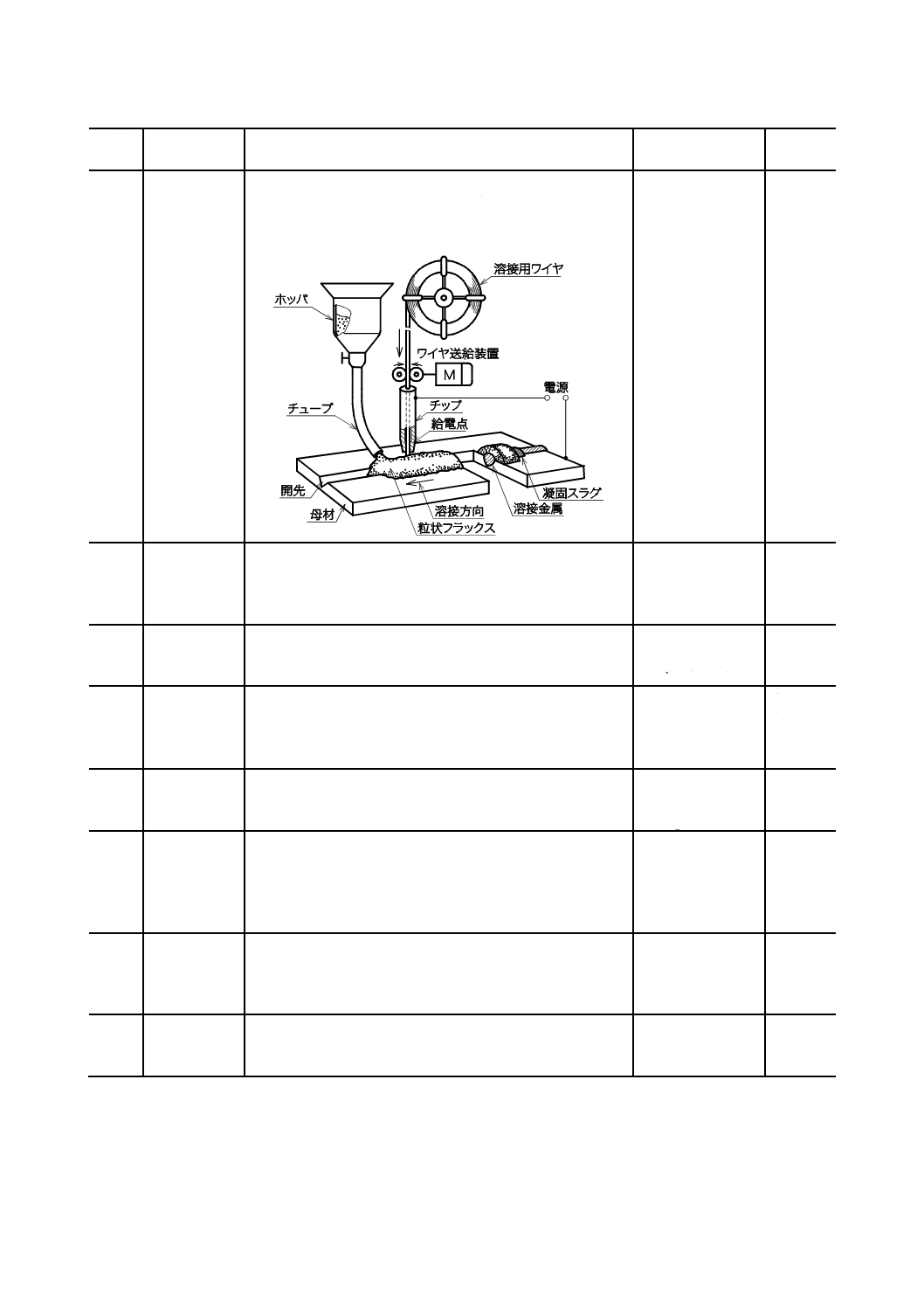
サブマージア
ーク溶接
溶接継手に散布された粒状フラックスの溶融スラグにアー
クが覆われた状態で,単数若しくは複数の電極,又は帯状電
極を用いて行う溶極式アーク溶接。SAWともいう。
注記 通常,自動アーク溶接の形で用いられる。
submerged arc
welding,
SAW
2.2.2.4.7-
(Part 3)
72109
ソリッドワイ
ヤサブマー
ジアーク溶
接
ソリッドワイヤ電極を用いるサブマージアーク溶接。
submerged arc
welding with
solid wire
electrode
2.2.2.4.8-
(Part 3)
72110
単電極サブマ
ージアーク
溶接
単電極(ワイヤ電極1本)を使用するサブマージアーク溶接。 submerged arc
welding with one
wire electrode
72111
多電極サブマ
ージアーク
溶接
多電極(2本以上のワイヤ電極)を使用するサブマージアー
ク溶接。
submerged arc
welding with
multiple wire
electrode
Annex B-
(Part 3)
72112
帯状電極サブ
マージアー
ク溶接
中実又はフラックス入りの帯状電極を用いるサブマージア
ーク溶接。バンドアーク溶接ともいう。
submerged arc
welding with
strip electrode
2.2.2.4.9-
(Part 3)
72113
フラックス入
りワイヤサ
ブマージア
ーク溶接
フラックス入りワイヤ電極を使用する単電極又は多電極の
サブマージアーク溶接。
注記 通常,フラックスを入れていることが多いため,フラ
ックス入りワイヤサブマージアーク溶接ということ
が多い。
submerged arc
welding with
tubular cored
electrode
2.2.2.4.11-
(Part 3)
72114
コアード帯状
電極サブマ
ージアーク
溶接
フラックス又は金属粉入りコアード帯状電極を用いるサブ
マージアーク溶接。
submerged arc
welding with
cored strip
electrode
2.2.2.4.12-
(Part 3)
72115
ガスシールド
アーク溶接
エレクトロガスアーク溶接,フラックス入りワイヤ電極アー
ク溶接,溶極式ガスシールドアーク溶接,ティグ溶接及びプ
ラズマ溶接のようなシールドガスを用いるアーク溶接。
gas-shielded arc
welding
4
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
72116
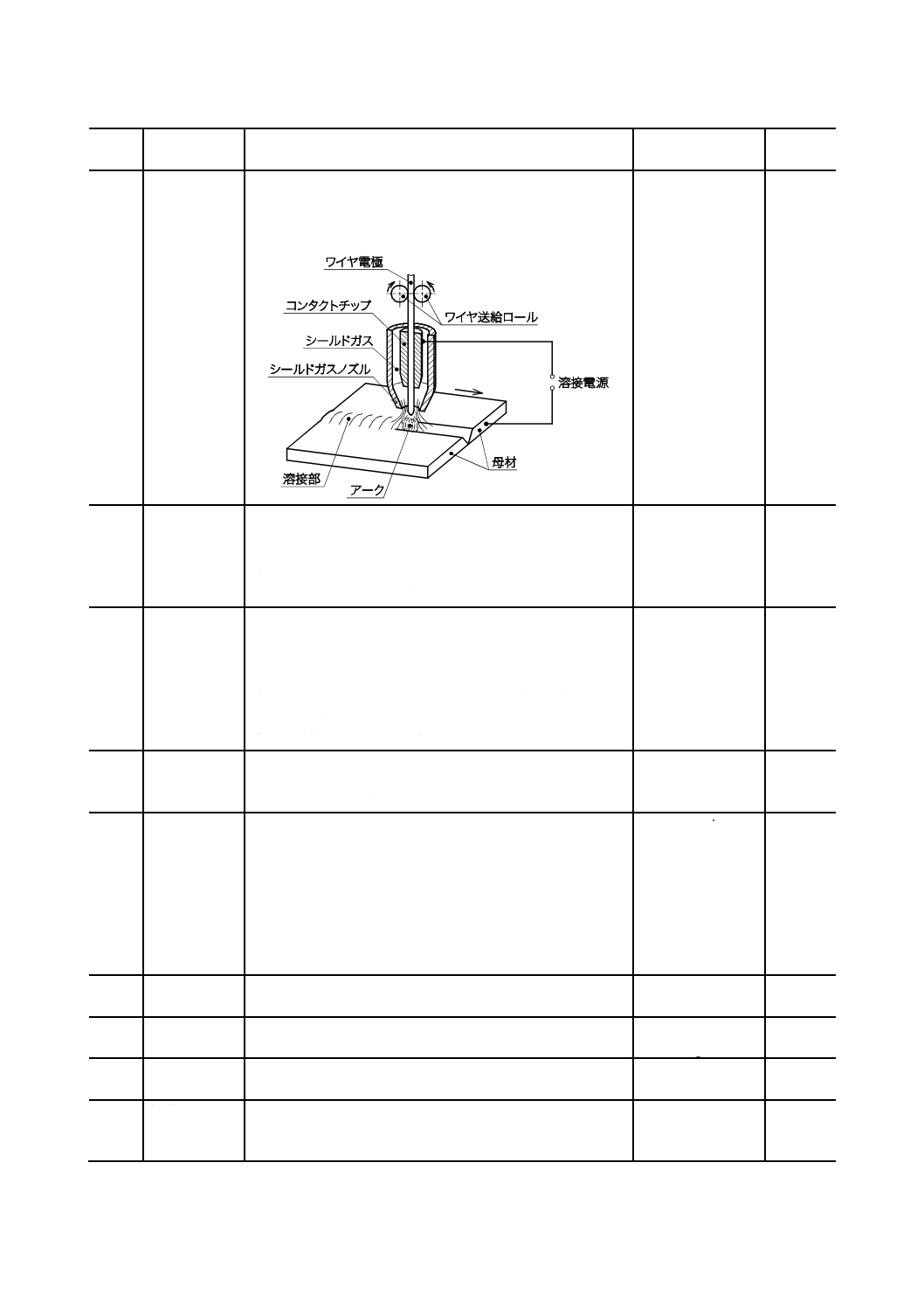
溶極式ガスシ
ールドアー
ク溶接
ワイヤ電極を用いるメタルアーク溶接で,アーク及び溶融池
を外部から供給されるガスによって大気から遮蔽しながら
行うガスシールドアーク溶接。GMA溶接又はGMAWとも
いう。
gas-shielded metal
arc welding,
gas metal arc
welding,
GMA welding,
GMAW
2.2.2.4.13-
(Part 3)
72117
ミグ溶接
不活性ガスでワイヤ電極と溶接部とをシールドするガスシ
ールドアーク溶接。MIG溶接ともいう。
注記1 MIGは,metal inert gasの頭文字。
注記2 シールドガスにアルゴン,ヘリウム又はアルゴンと
ヘリウムとの混合ガスを用いる。
MIG welding
2.2.2.4.13-
(Part 3)
72118
マグ溶接
不活性ガスに炭酸ガス又は酸素を混合した活性ガスでワイ
ヤ電極と溶接部とをシールドするガスシールドアーク溶接。
MAG溶接ともいう。
注記1 MAGは,metal active gasの頭文字。
注記2 シールドガスには,0.5 %以上の酸素又は炭酸ガスの
混合ガスを用いる。
注記3 炭酸ガス100 %も含む。
MAG welding
2.2.2.4.13-
(Part 3)
72119
炭酸ガスアー
ク溶接
100 %炭酸ガスをシールドガスとして用いるマグ溶接。
注記 ソリッドワイヤを用いる方法とフラックス入りワイ
ヤを用いる方法とがある。
CO2 (gas shielded)
arc welding
72120
フラックス入
りワイヤア
ーク溶接
フラックス入りワイヤを用いるアーク溶接で,シールドガス
を用いる場合と用いない場合とがある。FCAWともいう。
注記1 シールドガスに活性ガスを用いるフラックス入り
ワイヤマグ溶接と不活性ガスを用いるフラックス
入りワイヤミグ溶接とがある。
注記2 シールドガスを用いないフラックス入りワイヤア
ーク溶接には,セルフシールドアーク溶接(72107
参照)がある。
flux cored wire arc
welding
72121
パルスアーク
溶接
電流を周期的に増減させ,電流波形をパルス状にして行うア
ーク溶接。
pulsed arc welding
72122
パルスマグ溶
接
パルス電流を用いるマグ溶接。
pulsed MAG
welding
2.1.1
72123
パルスミグ溶
接
パルス電流を用いるミグ溶接。
pulsed MIG
welding
2.1.2
72124
短絡アーク溶
接
ミグ溶接及びマグ溶接において,溶接ワイヤが溶融池に接触
することでワイヤ電極端の溶融金属が母材へ移行する形態
のアーク溶接。ショートアーク溶接ともいう。
short circuiting arc
welding
5
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
72125
非消耗電極式
ガスシール
ドアーク溶
接
タングステンなどの非消耗電極を用いて行うガスシールド
アーク溶接。
gas-shielded
welding with
non-consumable
electrode
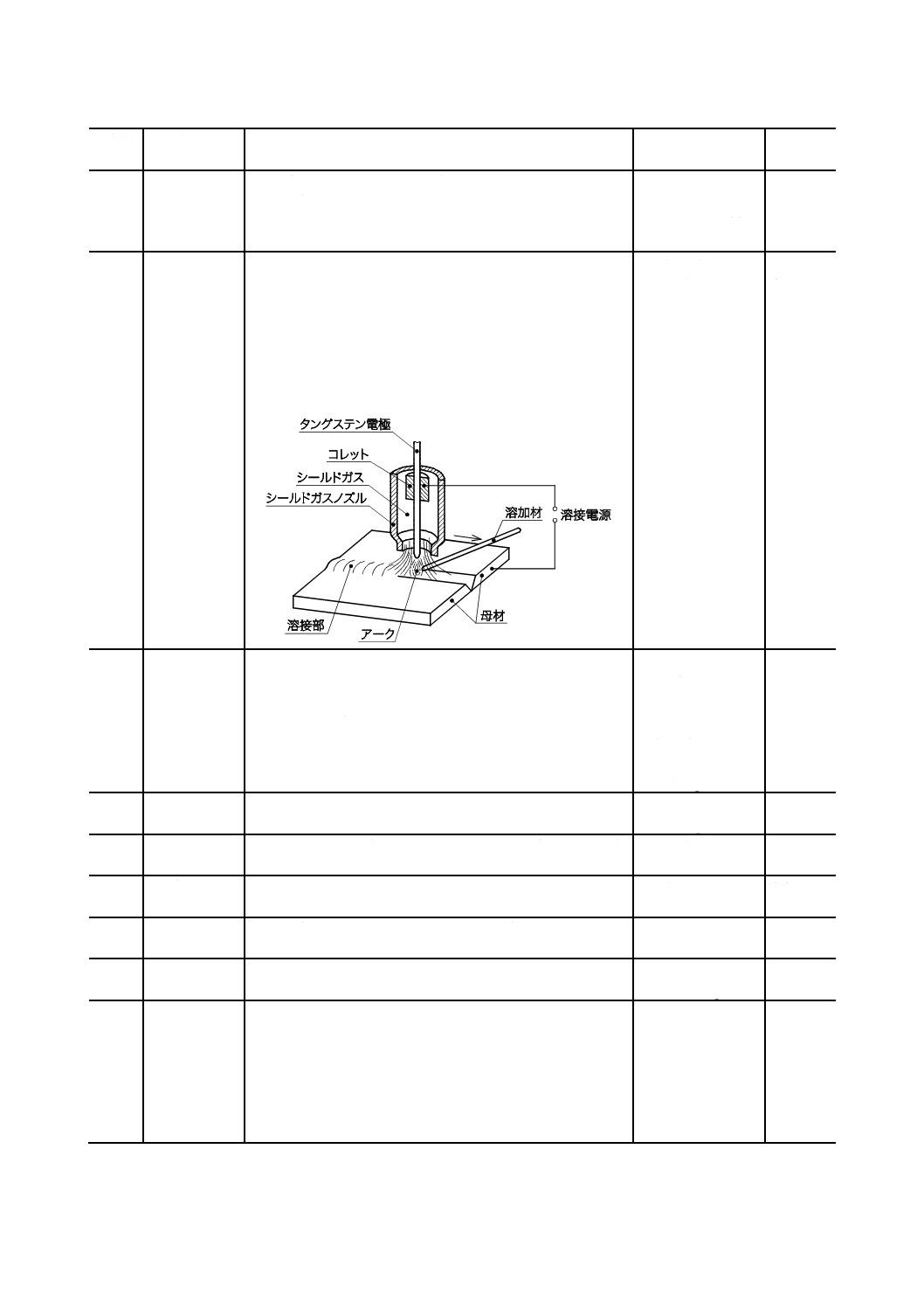
72126
ティグ溶接
非消耗の純タングステン又は酸化物入りタングステンを電
極に用い,電極部と溶融池とをシールドガスで保護するガス
シールドアーク溶接。非消耗タングステン電極溶接,TIG溶
接又はGTAWともいう。
注記1 TIGは,tungsten inert gasの頭文字。
注記2 シールドガスは,アルゴン,ヘリウム又は両者の混
合ガスを使用する。
注記3 溶加材を用いる場合と用いない場合とがある。
gas tungsten arc
welding,
gas-shielded arc
welding with
non-consumable
tungsten
electrode,
TIG welding,
GTAW
2.2.2.4.21-
(Part 3)
72127
タグ溶接
アーク及び溶融池が活性ガスで保護された非消耗タングス
テン電極式ガスシールドアーク溶接。非消耗タングステン電
極式活性ガスシールドアーク溶接又はTAG溶接ともいう。
注記1 TAGは,tungsten active gasの頭文字。
注記2 シールドガスは,0.5 %以上の酸素又は炭酸ガスを混
合したガスを使用する。
TAG welding,
gas-shielded arc
welding with
non-consumable
tungsten
electrode using
active gas
2.2.2.4.27-
(Part 3)
72128
パルスティグ
溶接
パルス電流を用いるティグ溶接
pulsed TIG
welding
2.1.3
72129
アークスポッ
ト溶接
重ね部材をアーク溶接で相手材まで貫通して溶融させ,接合
界面を融合させるアーク溶接。
arc spot welding
2.1.4
72130
ミグスポット
溶接
ミグ溶接を用いて行うアークスポット溶接。
MIG spot welding
2.1.5
72131
ティグスポッ
ト溶接
ティグ溶接を用いて行うアークスポット溶接。
TIG spot welding
2.1.6
72132
イナートガス
アーク溶接
ティグ溶接及びミグ溶接の総称。不活性ガスアーク溶接とも
いう。
inert gas shielded
arc welding
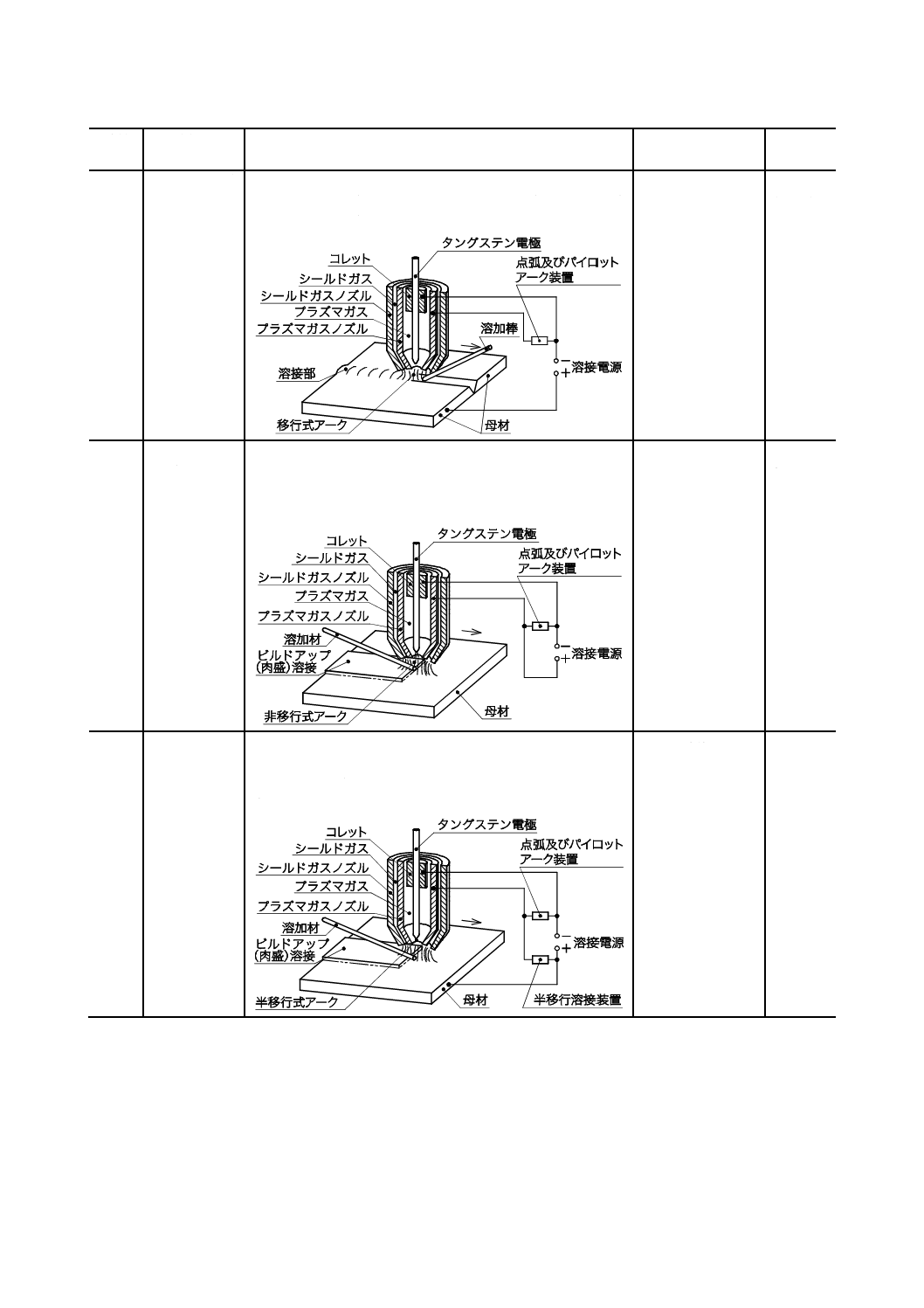
72133
プラズマ溶接 拘束されたアークによって形成されたプラズマを用いるア
ーク溶接。プラズマアーク溶接ともいう。
注記1 溶接部の保護は,シールドガスで行われる。溶加材
は使用可能。
注記2 電極と部材との間にアークを発生する移行式及び
電極とノズルとの間にアークを発生する非移行式
に分かれる。
plasma arc welding 2.2.2.4.28-
(Part 3)
6
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
72134
移行式プラズ
マ溶接
拘束ノズルを介して電極と部材との間にアークを発生させ
て行うプラズマ溶接。トランスファプラズマ溶接又は移行式
プラズマアーク溶接ともいう。
plasma arc welding
with transferred
arc
2.2.2.4.31-
(Part 3)
72135
非移行式プラ
ズマ溶接
電極とノズルとの間で発生したプラズマを,ノズルからプラ
ズマジェットとして吹き出して,この熱を利用して行うプラ
ズマ溶接。ノントランスファプラズマ溶接,非移行式プラズ
マアーク溶接又はプラズマジェット溶接ともいう。
plasma arc welding
with
non-transferred
arc,
plasma jet welding
2.2.2.4.32-
(Part 3)
72136
半移行式プラ
ズマ溶接
発生するアークを移行式又は非移行式に切り換えられるプ
ラズマ溶接。セミトランスファプラズマ溶接又は半移行式プ
ラズマアーク溶接ともいう。
注記 この方式は,通常,肉盛りに使われる。
plasma arc welding
with partially
transferred arc
2.2.2.4.33-
(Part 3)
7
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
72137
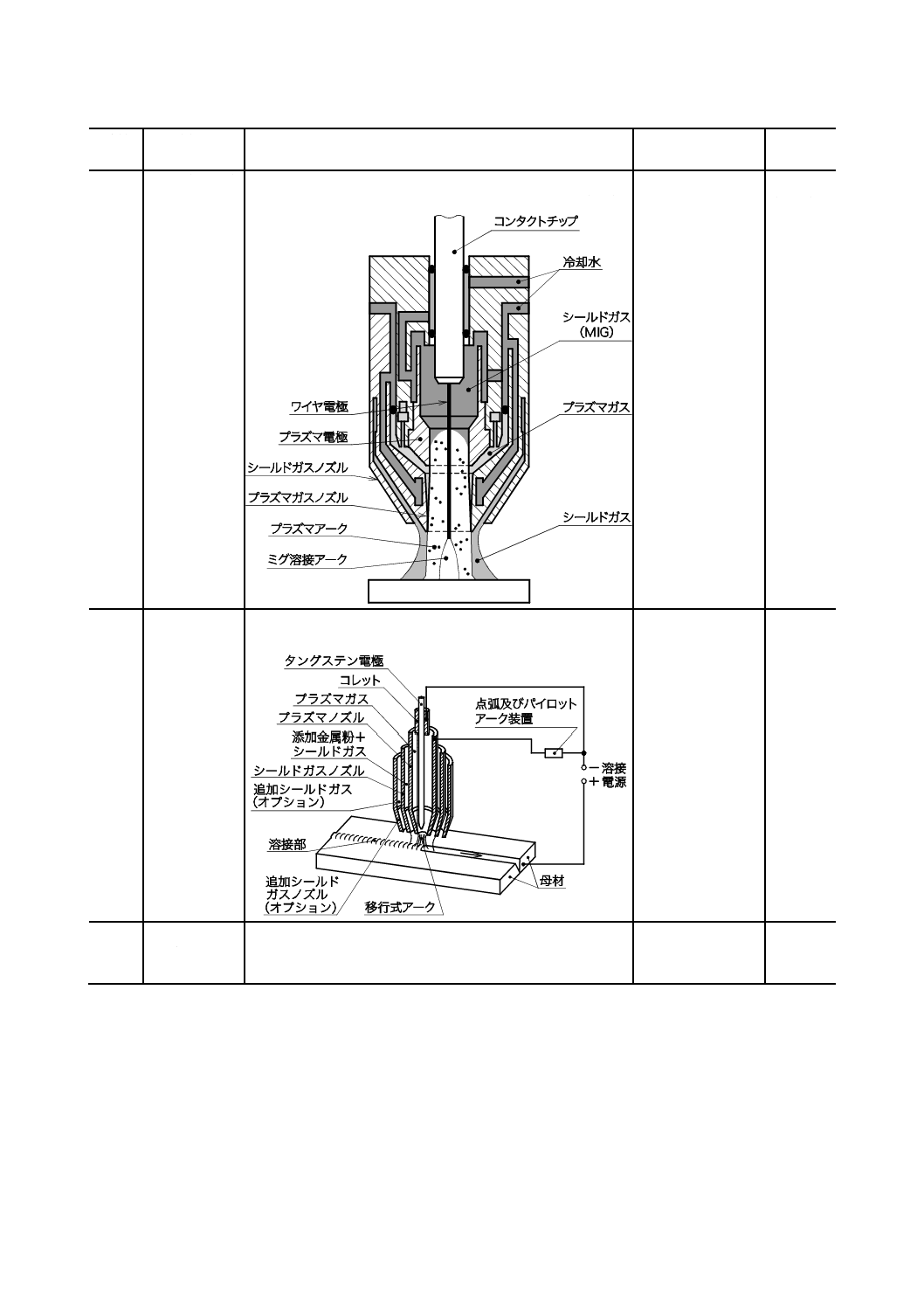
プラズマミグ
溶接
ミグ溶接とプラズマ溶接との組合せ溶接。
注記 これは,ハイブリッド溶接である(JIS Z 3001-2参照)。
plasma MIG
welding
2.2.2.4.29-
(Part 3)
72138
パウダプラズ
マ溶接
金属粉末を供給しながら行う移行式アークを用いたプラズ
マ溶接。パウダプラズマアーク溶接ともいう。
powder plasma arc
welding
2.2.2.4.30-
(Part 3)
72139
マイクロプラ
ズマアーク
溶接
溶接電流が,通常,10 A以下のプラズマ溶接。
microplasma arc
welding
2.1.7
8
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
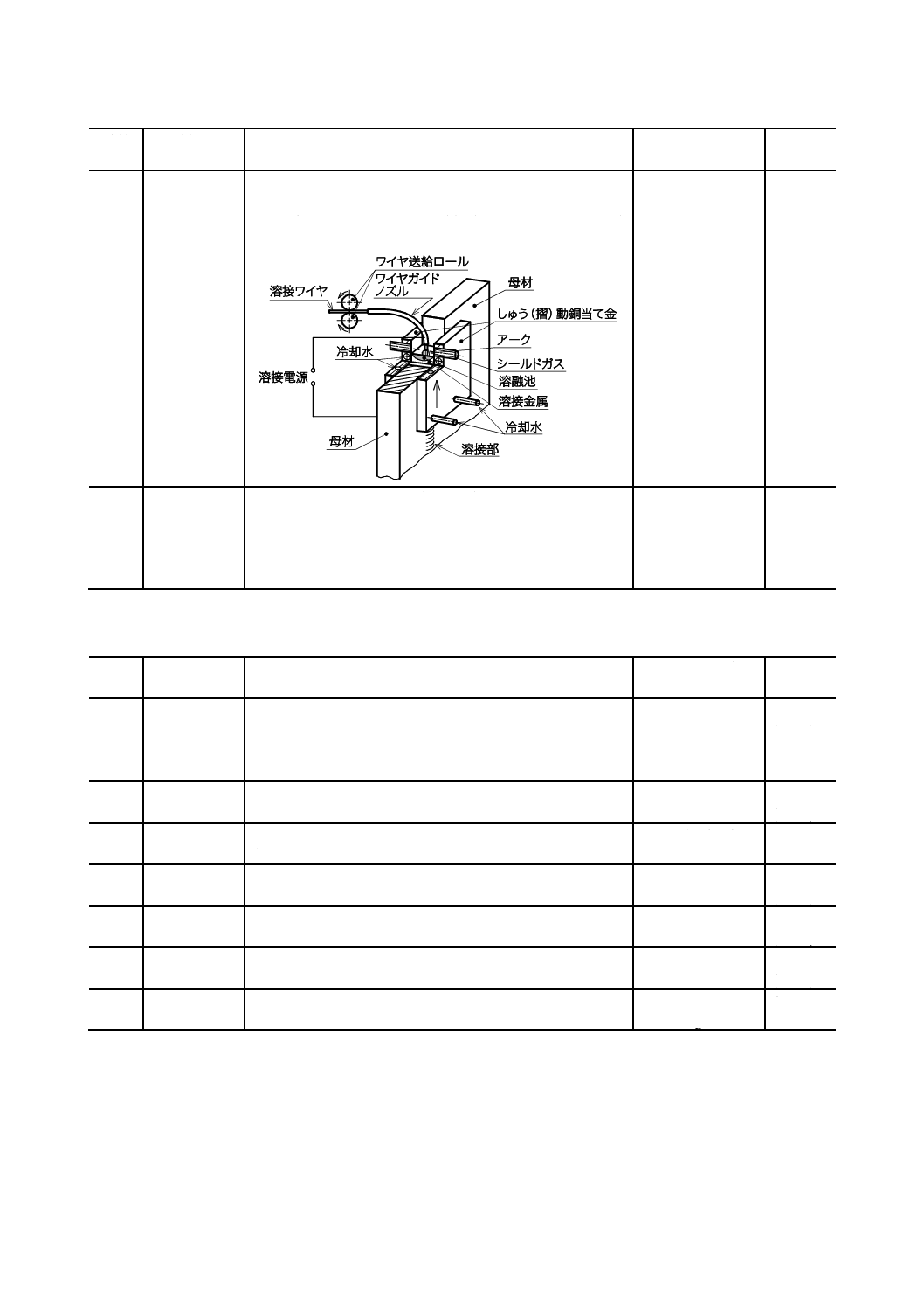
72140
エレクトロガ
スアーク溶
接
溶接の進行に従って上進するしゅう(摺)動式水冷銅当て金
によって溶融池を支え,この溶融池に溶着金属をワイヤ又は
帯状電極を使用して供給する溶極式ガスシールドアーク溶
接。EGWともいう。
electrogas welding,
EGW
2.2.2.4.20-
(Part 3)
72141
ナロウギャッ
プ溶接
母材の合せ面の間隔及び/又は角度が非常に小さいアーク
溶接。溶接作業には,特別な溶接機が使用される。狭開先溶
接ともいう。
注記 通常,溶加材の量を減らして,厚板部材を接合するた
めに使用される。
narrow gap
welding
2.1.8
4.3
溶接施工一般
4.3.1
溶接施工
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73101
パス
被覆アーク溶接棒,アーク溶接トーチ又はガス溶接トーチが
溶接線に沿って移動して,1回分の溶接作業を行う操作。ラ
ンともいう。
注記 ランは,ビーム溶接で使われる。
run,
pass
2.1.8.4-
(Part 1)
73102
ビード
1回の溶接パスによって作られる結果としての1回分の溶接
部又は溶接金属。溶接ビードともいう。
bead
2.1.8.4-
(Part 1)
73103
裏波ビード
片側溶接において,電極と反対側(裏側)に形成されるビー
ド。
penetration bead
73104
1パス溶接
1パスで完了させる溶接。
single-run welding
2.1.8.23-
(Part 1)
73105
2パス溶接
2パスで完了させる溶接。
two-run welding
Annex B-
(Part 1)
73106
マルチパス溶
接
2パス以上のパス数で溶接部を形成させる溶接。
注記 パスの数によって呼称してもよい(例 3パス溶接)。
multirun welding
2.1.8.28-
(Part 1)
73107
多電極溶接
2個以上の電極を並べて行う溶接。
multiple-electrode
welding
Annex B
9
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
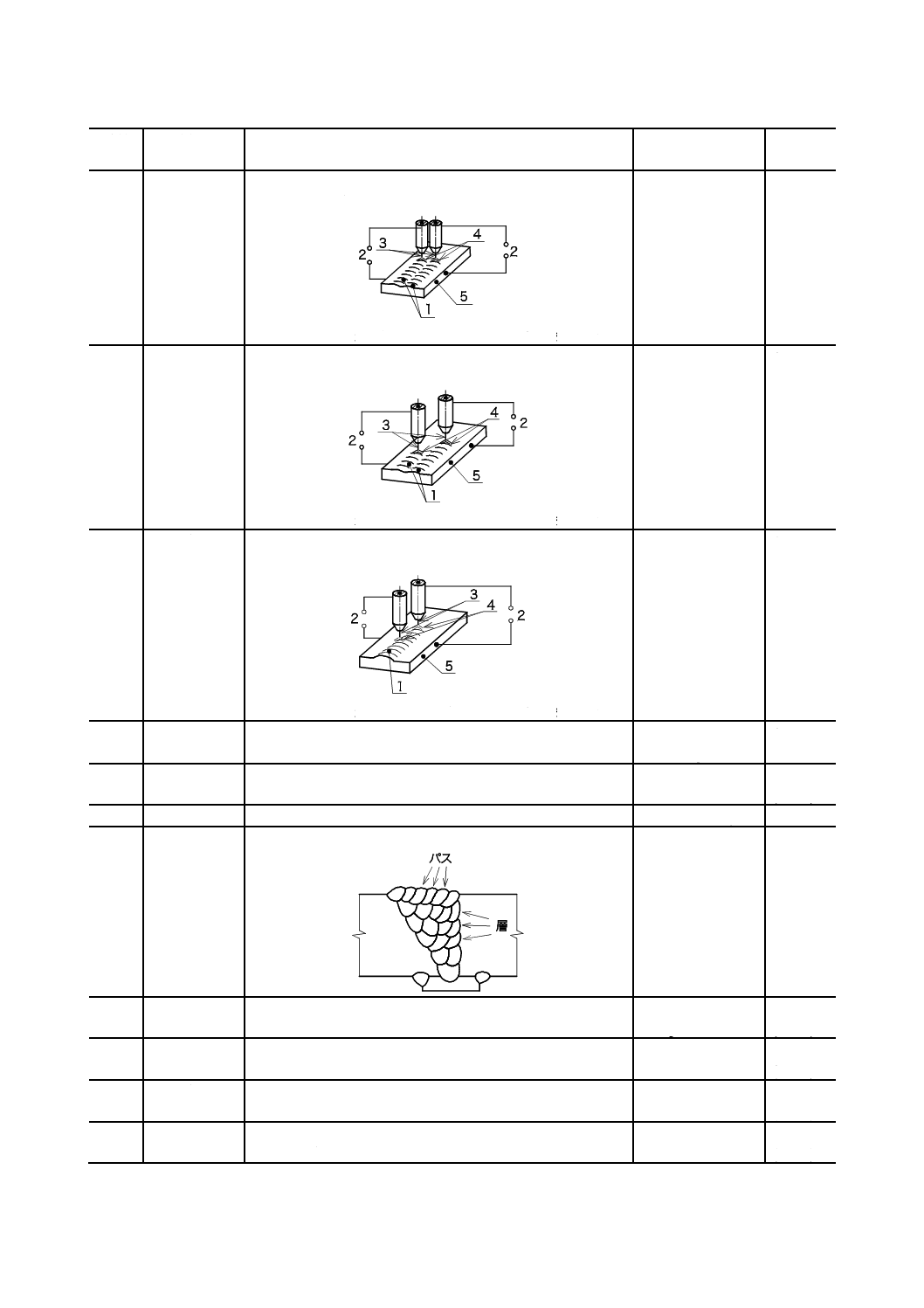
73108
パラレル溶接 2個の電極を溶接の進行方向に対して直角に,かつ,並行に
配列して行う溶接。
1 溶接部 2 電源 3 電極 4 アーク 5 母材
parallel welding
Annex B
73109
がん(雁)行
溶接
2個の電極を溶接の進行方向に対して斜め並行に配列して行
う溶接。
1 溶接部 2 電源 3 電極 4 アーク 5 母材
staggered welding
Annex B
73110
タンデム溶接 2個の電極を溶接の進行方向に対して縦列に並べて行う溶
接。
1 溶接部 2 電源 3 電極 4 アーク 5 母材
tandem welding
Annex B
73111
連続配列溶接 2個以上の非消耗電極又は溶加材を溶接の進行方向に対して
連続的に並べて行う溶接。
serially arranged
welding
Annex B
73112
層
一つ又は二つ以上のパスから成る溶接金属(73114の図参
照)。
layer
2.1.8.13-
(Part 1)
73113
積層
溶接線に沿って行う2層以上の溶接操作。
lamination of layers
73114
多層溶接
ビードを2層以上重ねる溶接。
multilayer welding
73115
ルートラン
マルチパス溶接のルート部に溶着させた初層パス。ルートパ
スともいう。
root run,
root pass
2.1.8.19-
(Part 1)
73116
フィリングラ
ン
多層溶接でルートランの後から仕上げ溶接の前までに溶着
した溶接パス。充塡パス,盛上げパスともいう。
filling run
2.1.8.20-
(Part 1)
73117
仕上げ溶接
多層溶接において,溶接完了後に溶接面の外観となる最終層
のパス。キャッピングランともいう。
capping run
2.1.8.11-
(Part 1)
73118
最終溶接
溶接部の欠陥の除去及び良好な溶接部の品質を得るために
行われる溶接。
finishing welding
2.1.8.14-
(Part 1)
10
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
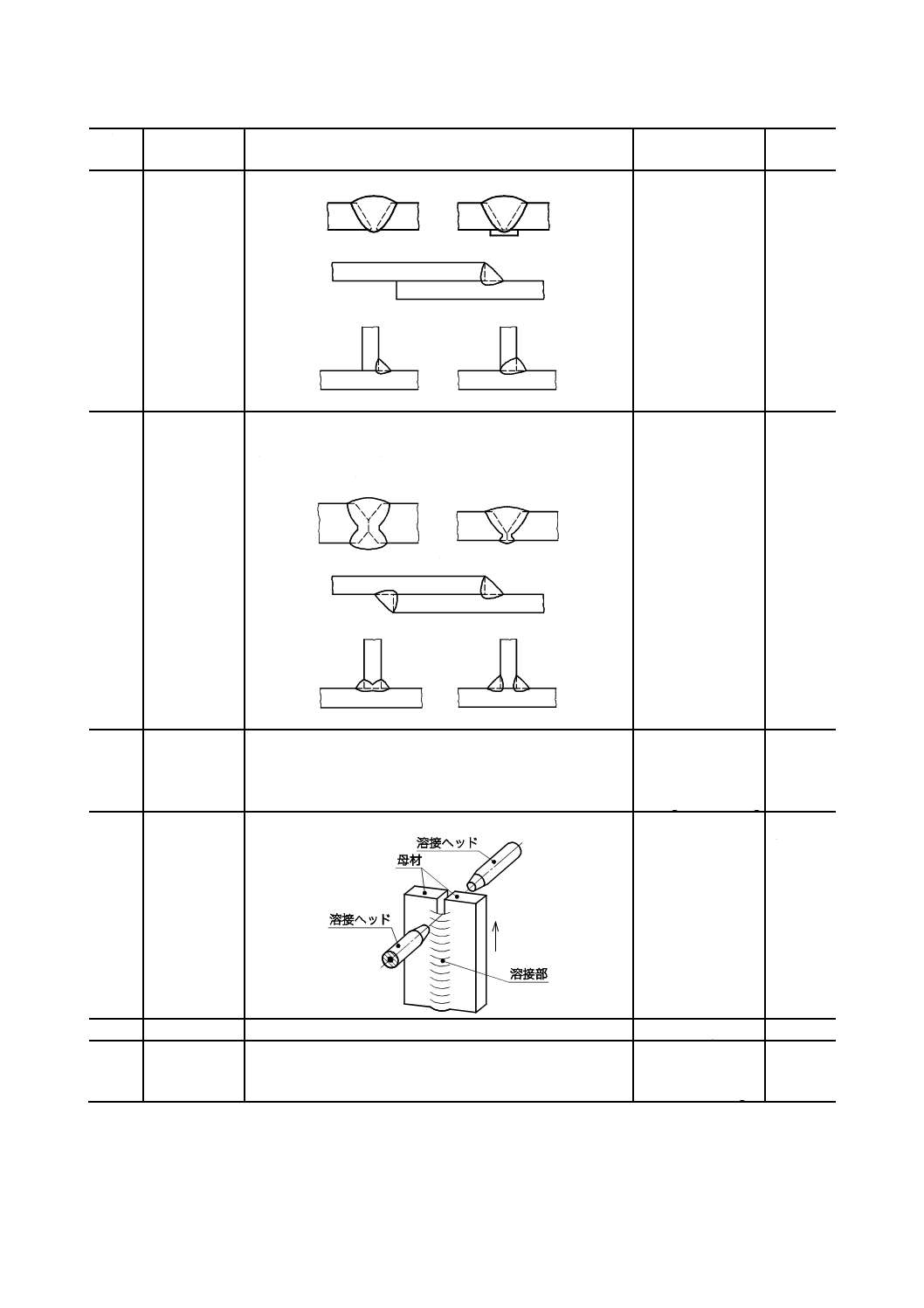
73119
片側溶接
母材の片側から行われる溶接。片面溶接ともいう。
a)
b)
c)
single-side welding,
one side welding
2.1.8.24-
(Part 1)
73120
両側溶接
母材の両側から行う溶接。両面溶接,ツイン溶接[図c)の場
合]ともいう。
注記 図c)は,すみ肉継手で立板の両側にトーチを配して同
時に行う溶接。
a)
b)
c)
both-side welding,
double-side
welding,
two side welding
2.1.8.25-
(Part 1)
73121
両側1パス溶
接
母材の両側から各1パスで行う溶接。
both-side single-run
welding,
double-side
single-run welding
2.1.8.26-
(Part 1)
73122
両側同時溶接 母材の両側で同時に行う溶接。
simultaneous
double-side
welding
Annex B-
(Part 1)
73123
裏溶接
主な溶接面の反対面から行う溶接。
back welding
73124
裏波溶接
裏当て材を用いずに美麗な裏波ビードが得られる片側溶接。 penetration bead
welding,
back bead welding
11
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73125
裏溶接パス
多層溶接のルート部に裏面から積層する最終パス(JIS Z
3021参照)。
back run
2.1.8.21-
(Part 1)
3.13-(ISO
2553)
73126
裏当て溶接
溶接によって形成された裏当て。例えば,V形開先溶接前に
施工される。バッキング溶接ともいう。
backing weld
3.14-(ISO
2553)
73127
開先溶接
すみ肉溶接を除く開先又は突合せ部の溶接。
groove weld
2.1.6.3-
(Part 1)
73128
エンクローズ
溶接
溶融金属が溶接部から流れ出ないように,溶融池を当て金で
囲んで行うアーク溶接。
enclosed arc
welding
73129
連続溶接
継手の全長にわたって連続した溶接。
continuous weld
2.1.8.22-
(Part 1)
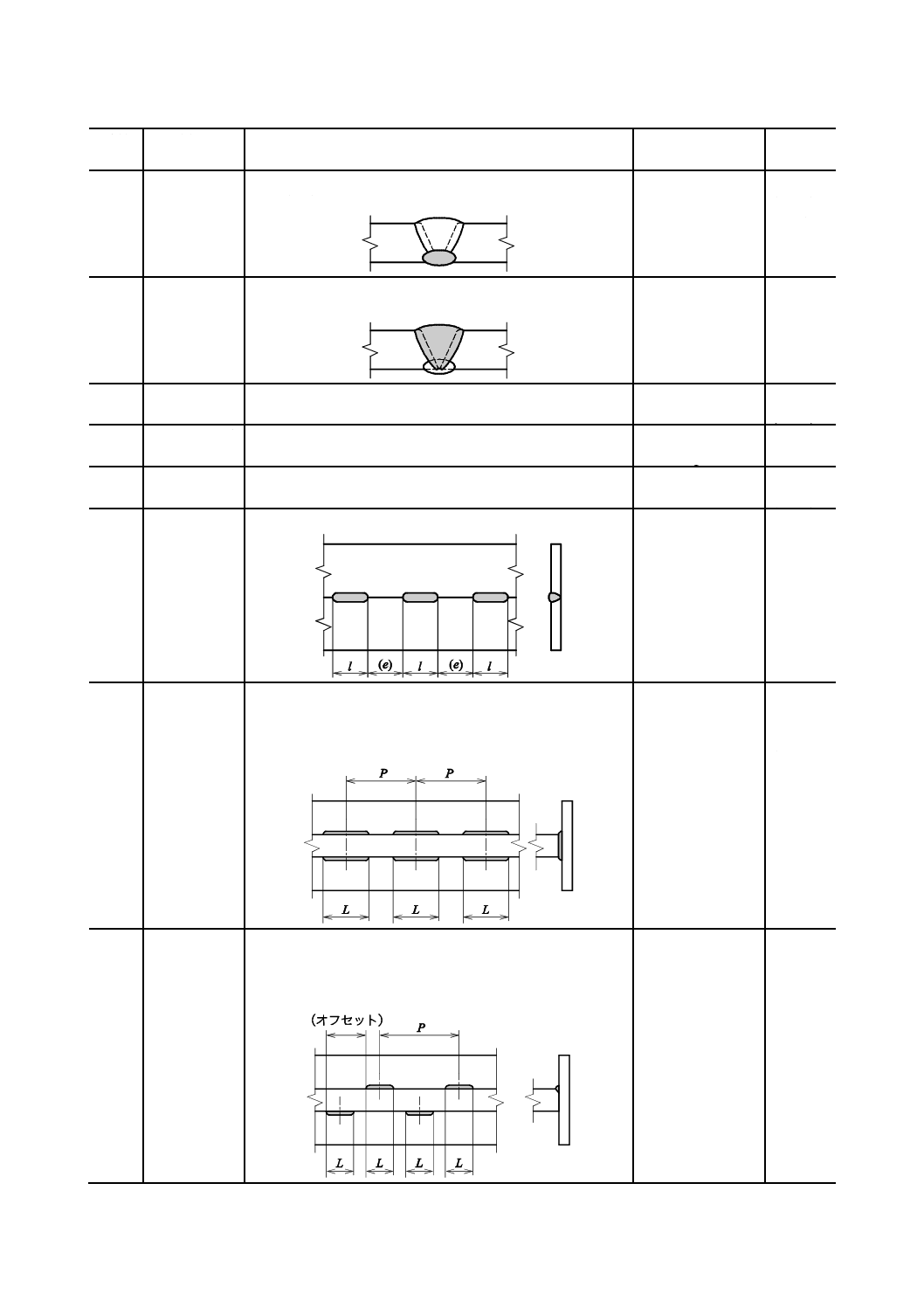
73130
断続溶接
継手に沿って間隔をあけて断続的にビード形成を行う溶接。
intermittent weld
2.1.6.15-
(Part 1)
3.11-(ISO
2553)
73131
並列断続溶接 継手に沿って両側で反対側と対称な形に施工した継手のそ
れぞれの側の断続溶接(JIS Z 3021参照)。
注記 T継手及び重ね継手のすみ肉溶接部には,通常,この
形がある。
chain intermittent
weld
2.1.6.17-
(Part 1)
3.11.1-
(ISO
2553)
73132
千鳥断続溶接 継手に沿って両側で反対側と交互に施工した継手のそれぞ
れの側の断続溶接(JIS Z 3021参照)。
注記 T継手及び重ね継手のすみ肉溶接部には,通常,この
形がある。
staggered
intermittent
weld
2.1.6.16-
(Part 1)
3.11.2-
(ISO
2553)
12
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73133
(千鳥断続溶
接の−)オ
フセット
千鳥断続溶接における片側の溶接始点と反対側の溶接始点
との間隔(JIS Z 3021参照)。
offset
3.12-(ISO
2553)
73134
凸(とつ)す
み肉溶接
ビード表面が膨らみをもったすみ肉溶接。
convex fillet weld
73135
凹(おう)す
み肉溶接
ビード表面がへこみをもったすみ肉溶接。前面すみ肉溶接と
もいう。
concave fillet weld
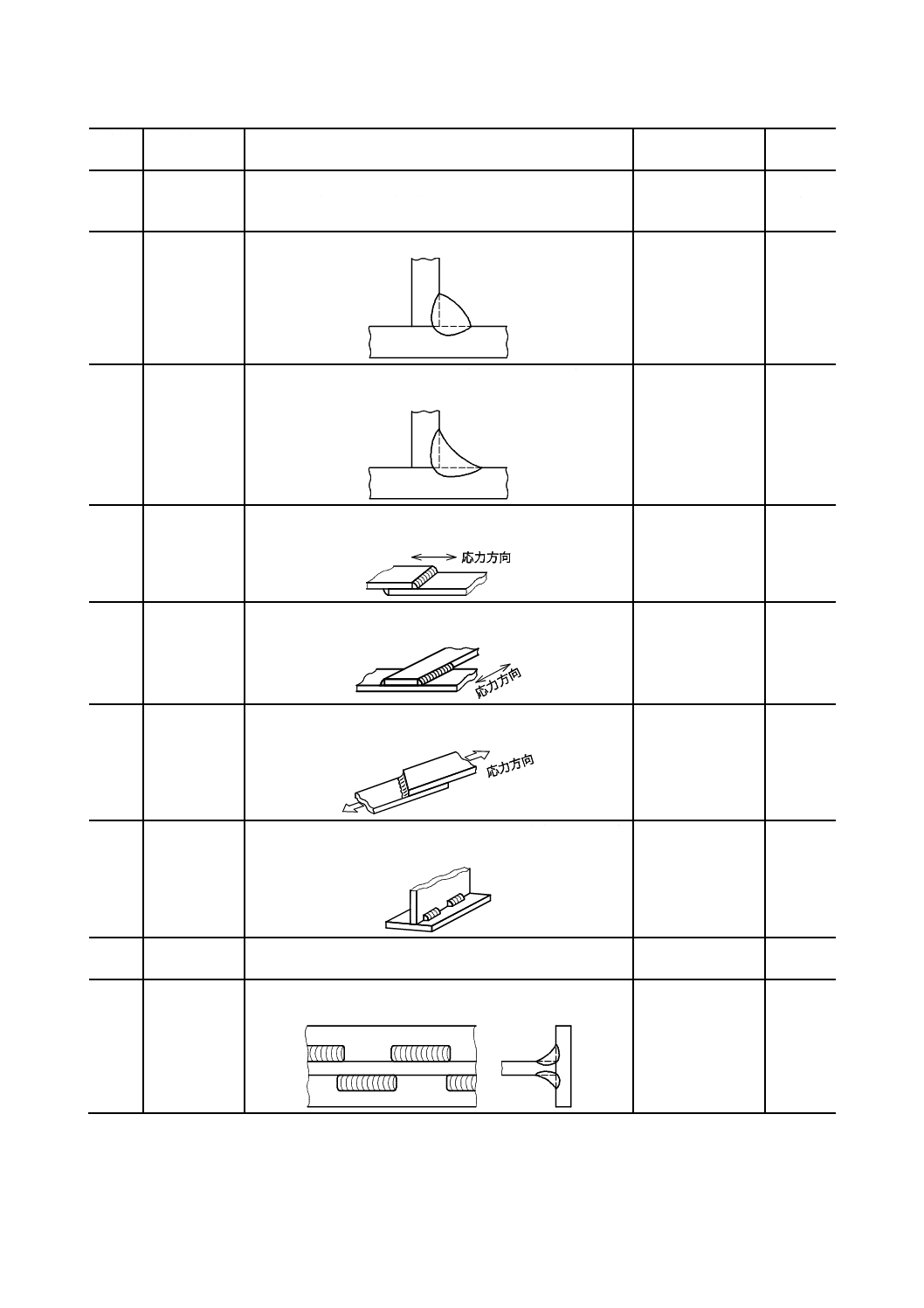
73136
前面すみ肉溶
接
溶接線の方向が,伝達する応力の方向にほぼ直角なすみ肉溶
接。
front fillet weld
73137
側面すみ肉溶
接
溶接線の方向が,伝達する応力の方向にほぼ平行なすみ肉溶
接。
side fillet weld
73138
斜方すみ肉溶
接
溶接線の方向が,伝達する応力の方向に対して斜めになるす
み肉溶接。
oblique fillet weld
73139
断続すみ肉溶
接
溶接した部分と溶接しない部分とが交互に存在するすみ肉
溶接。
intermittent fillet
weld
C.3.1-
(ISO
2553)
73140
連続すみ肉溶
接
連続して行うすみ肉溶接。断続すみ肉溶接と区別するときに
用いる。
continuous fillet
weld
73141
千鳥断続すみ
肉溶接
溶接継手の両側から断続すみ肉溶接を行う場合に,それぞれ
の溶接ビードを互い違いに置く溶接。
staggered
intermittent fillet
weld
13
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
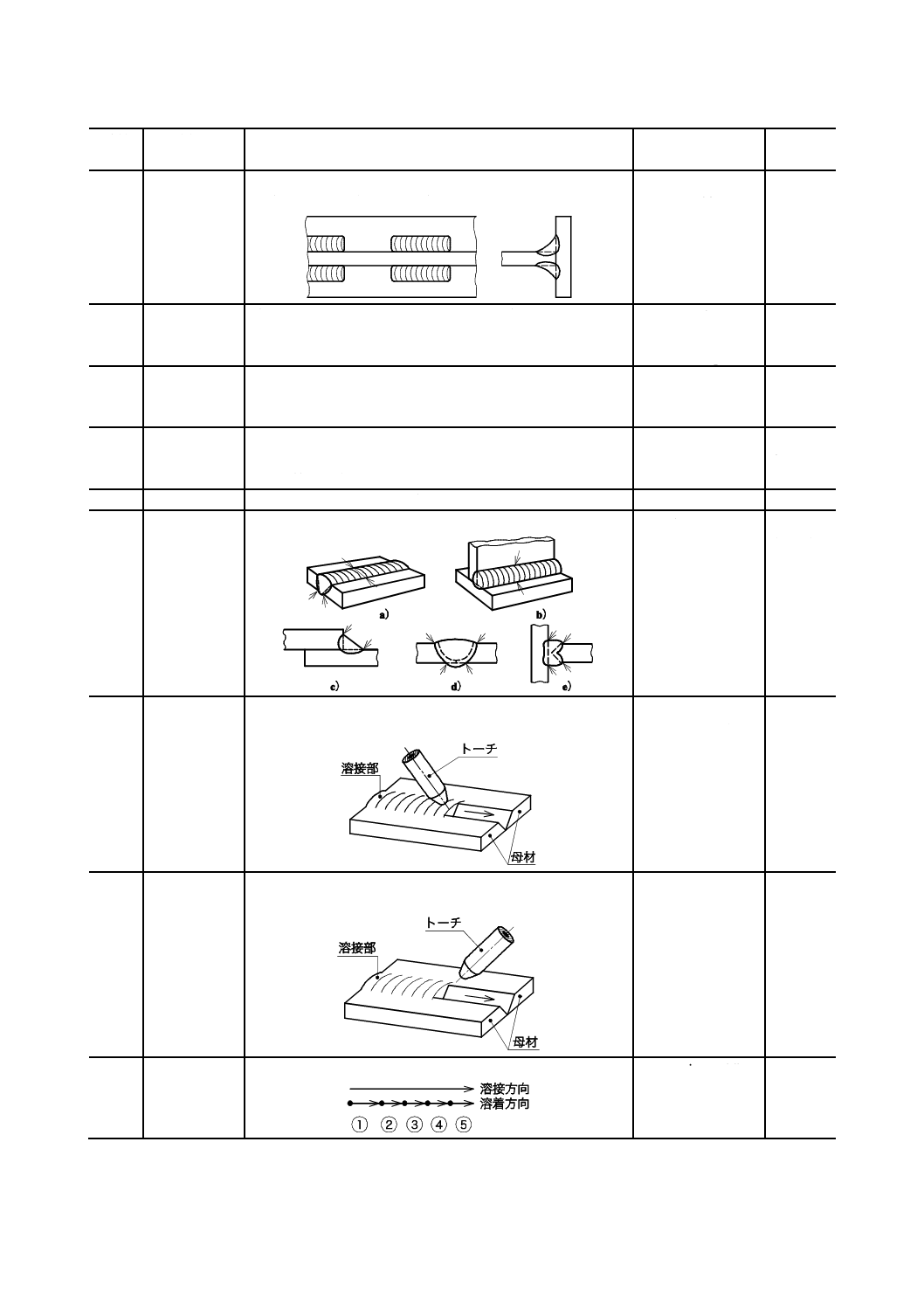
73142
並列断続すみ
肉溶接
溶接継手の両側から断続すみ肉溶接を行う場合に,それぞれ
の溶接ビードを並べて置く溶接。
parallel intermittent
fillet weld
73143
溶融池
溶接中にアークなどの熱によってできた溶融金属のたまり。
注記 スラグ溶接では,スラグ浴を含む。
molten pool,
weld pool,
molten weld pool
73144
キーホール
溶融池の先端で熱源が母材裏側へ貫通して形成される円孔。
注記 レーザ溶接では,貫通しないで深穴になった部分も指
す。
keyhole
73145
キーホール法 集中した熱源が母材を溶かし,溶融池の前面に穴を形成(キ
ーホール)する溶接技法。
注記 熱源が移動すると,穴もそれと共に動く。
keyhole technique
2.1.8.3-
(Part 1)
73146
クレータ
ビードの終端にできるくぼみ。
crater
73147
止端
母材の面と,溶接ビードの表面とが交わる点。
weld toe,
toe of weld
2.1.8.18-
(Part 1)
73148
前進溶接
溶接棒又はトーチの方向を溶接の進行方向に向けながら行
う溶接技法。プッシュ溶接法ともいう。
push technique,
forehand welding
2.2.1
73149
後進溶接
溶接棒又はトーチの方向が,溶接の進行方向とは反対の方向
に向けながら行う溶接技法。プル溶接法ともいう。
pull technique,
backhand welding
2.2.2
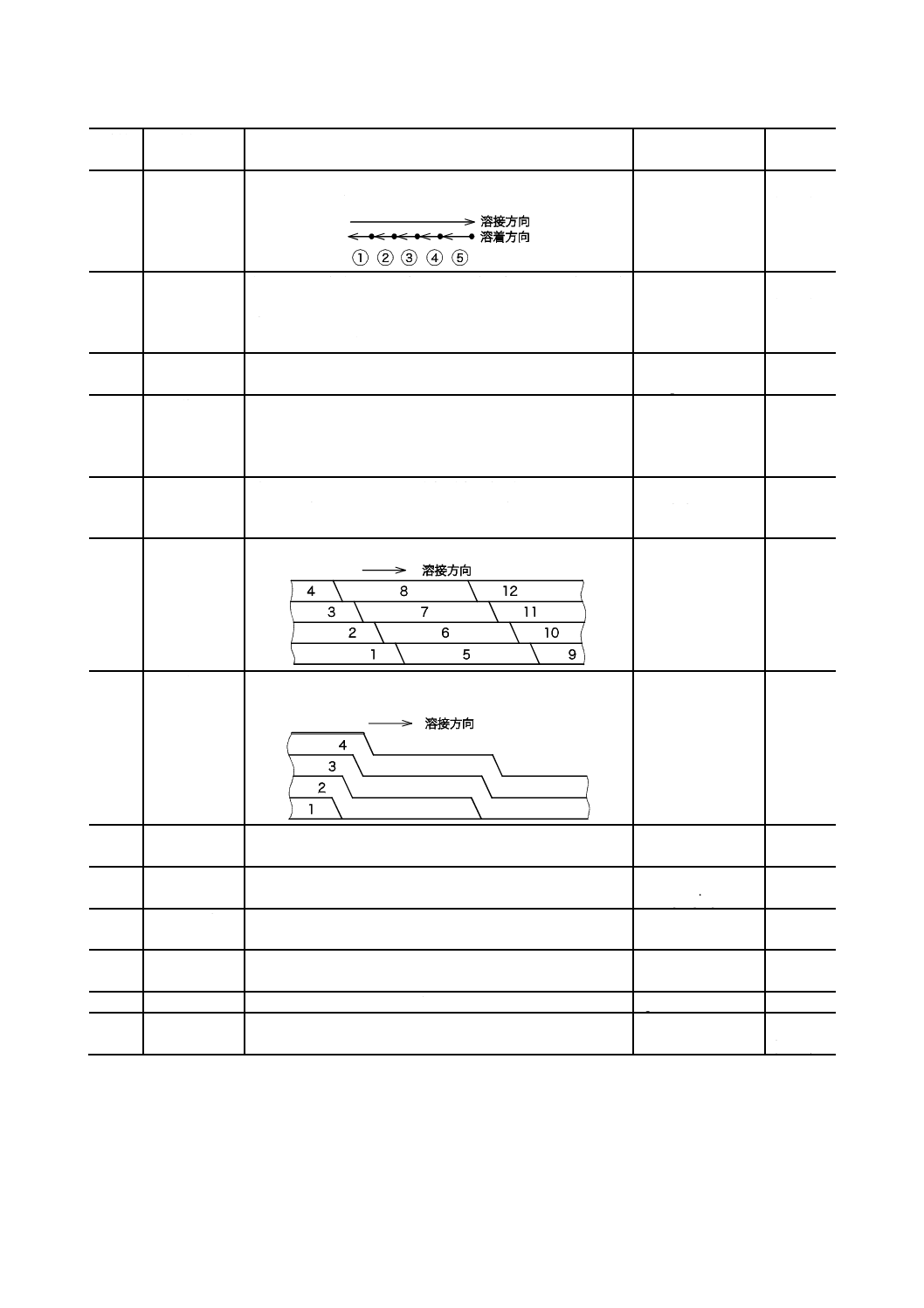
73150
(溶着順序の
−)前進法
溶接方向と溶着方向とが同一になるように溶着する方法。
progressive welding
14
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73151
(溶着順序の
−)後退法
溶接方向と溶着方向とが反対となるように溶着する方法。バ
ックステップ溶接ともいう。
back-step welding
2.1.8.30-
(Part 1)
73152
(溶着順序の
−)後退法
シーケンス
短い長さの溶着金属が,溶接継手の溶接方向と反対方向に溶
着されることを繰り返す溶接の溶着順序。
注記 溶接方向と溶着方向とが同一になるように溶着する
方法は,前進法という。
back-step sequence 2.1.8.29-
(Part 1)
73153
(溶着手順の
−)対称法
溶接線長手中央部から両端に対称的に溶接を行う方法。振分
け法ともいう。
symmetrical
sequence
73154
(溶着手順の
−)飛石
(とびいし)
法
飛び飛びに一定区間に区切って溶接を行う方法。スキップ溶
接ともいう。
intermitted welding
73155
後戻りスター
ト運棒法
溶接開始点の10〜20 mm前方(溶接方向)でアークを発生
した後,溶接開始点に後戻りして改めて溶接ビードを置く方
法。
retract start
technique
73156
(溶着手順の
−)ブロッ
ク法
多層盛溶接のとき,1ブロックごとに完成していく方法。
block sequence,
block welding
73157
(溶着手順の
−)カスケ
ード法
多層盛溶接のとき,滝が流れ下るように盛り付けていく方
法。
cascade sequence
73158
埋もれアーク アーク長を短く保ち,アークで掘られた溶融池の中までワイ
ヤが突っ込んだ状態で発生するアーク。
buried arc
73159
裏はつり
開先溶接(73127)で,開先底部の欠陥部又は第1層目の溶
接部分を裏面からはつり取る操作。
back chipping,
back gouging
73160
ホットスター
ト
アーク発生のときに,短時間溶接電流を大きくして行うアー
クのスタート方式。
hot start
73161
スパッタ
アーク溶接,ガス溶接,ろう接などにおいて,溶接中に飛散
するスラグ及び金属粒。
spatter
73162
スパッタ損失 スパッタによる金属の質量損失。
spatter loss
73163
スラグ
電極の被覆剤又はフラックスが溶融し,凝固後に溶接金属を
部分的又は全体的に覆っている非金属物質。
slag
2.1.10.9-
(Part 1)
15
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
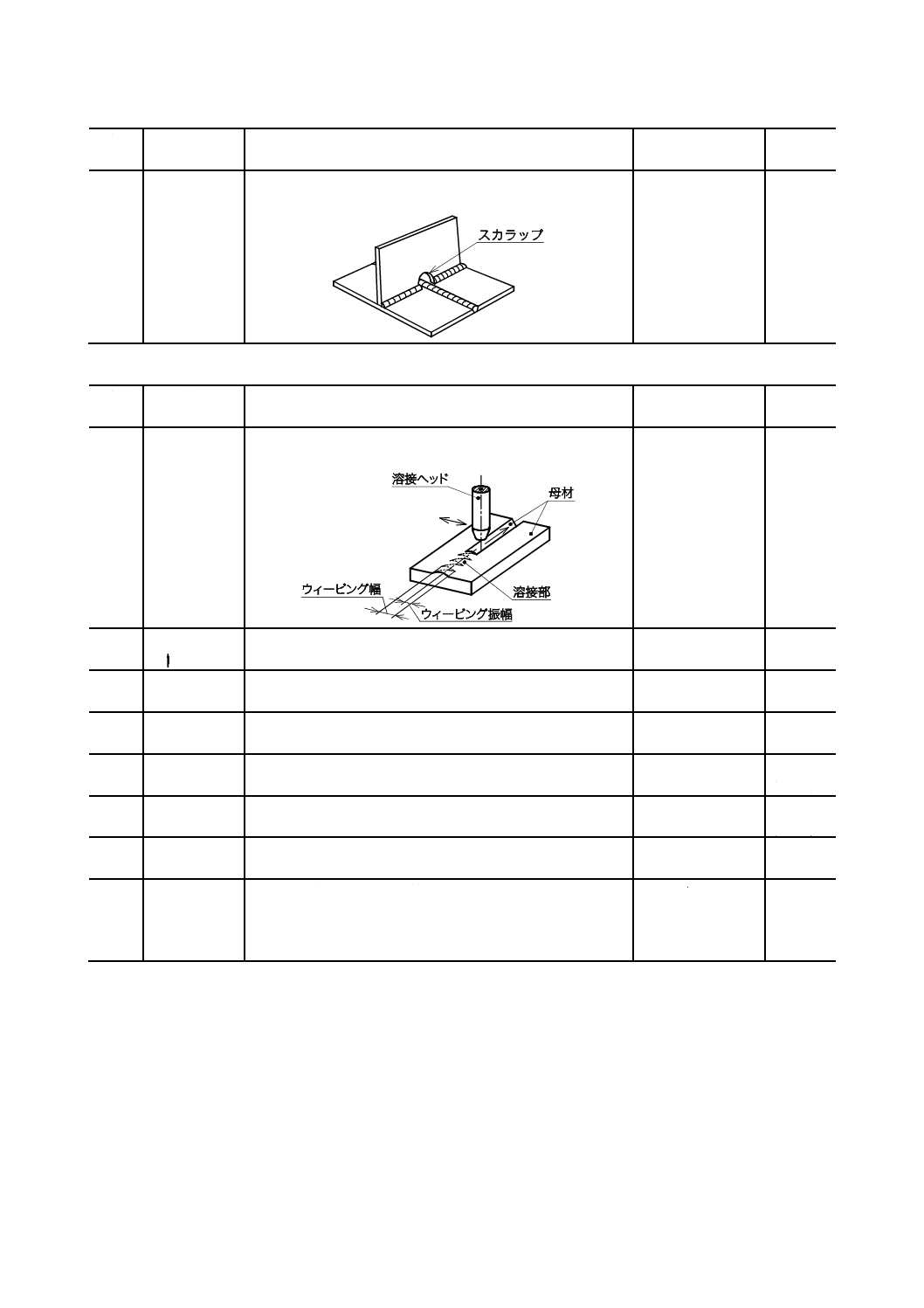
73164
スカラップ
溶接線の交差を避けるために,一方の母材に設ける扇形の切
欠き。
scallop,
weld access hole
4.3.2
溶接諸条件
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
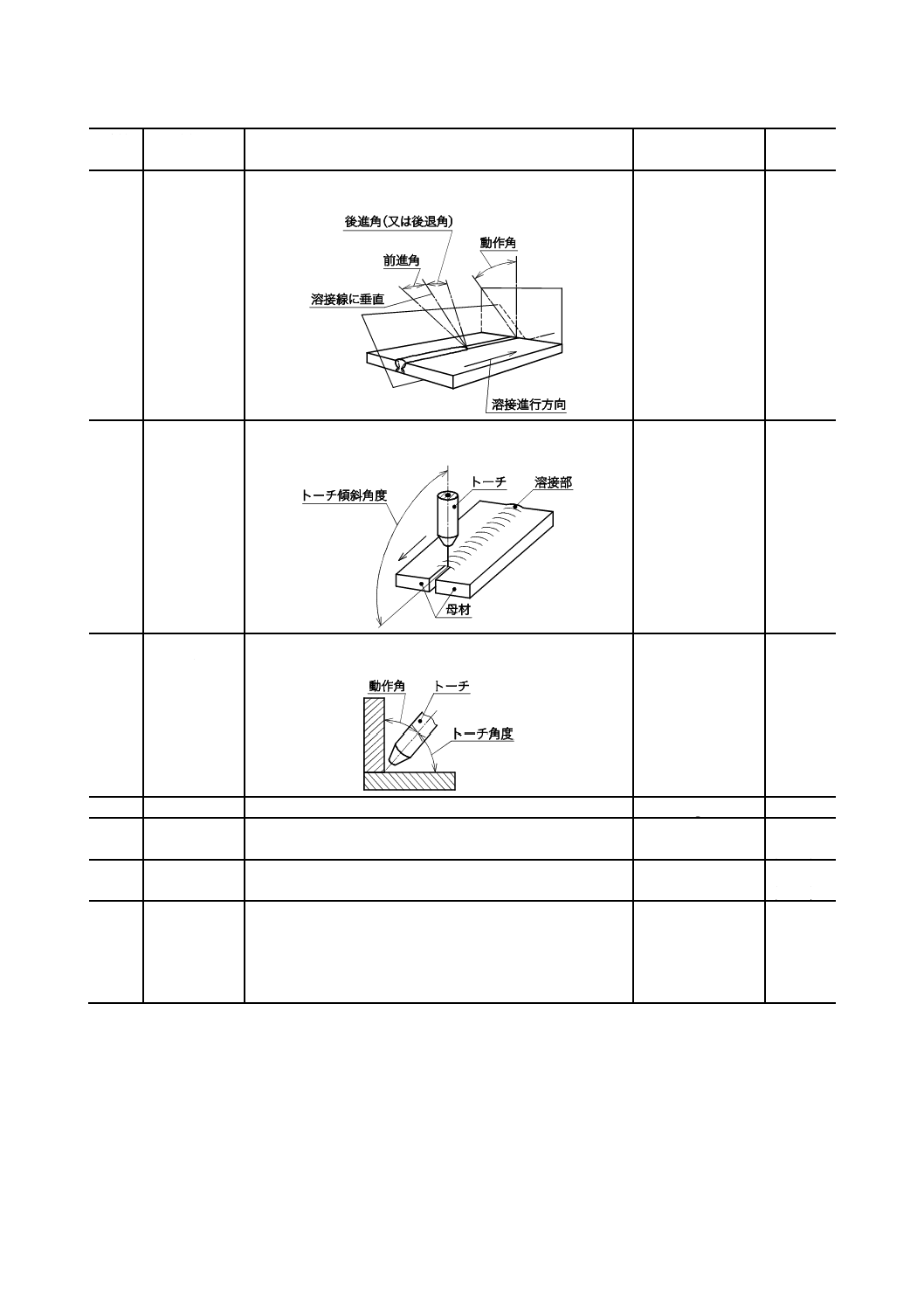
73201
ウィービング
法
溶接棒又はトーチを溶接方向に対してほぼ横方向に交互に
動かしながら溶接ビードを置いていく溶接技法。
weaving
2.2.3
73202
ウィービング
幅
ウィービングにおける横方向の移動範囲。
weaving width
2.2.4
73203
ウィービング
振幅
ウィービング幅の半分の値。
weaving amplitude
2.2.5
73204
ウィービング
周波数
単位時間当たりのウィービングの回数。
weaving frequency
2.2.6
73205
滞留時間
融接において,(ウィービング操作で)各揺動作業中に熱源
を停止する時間。
dwell time
2.4.9-
(Part 1)
73206
ストリンガー
ビード
ウィービングをしないで直線状に置いたビード。
stringer bead
2.1.8.5-
(Part 1)
73207
ウィービング
ビード
ウィービング操作を利用して作られたビード。
weave bead
2.2.7
73208
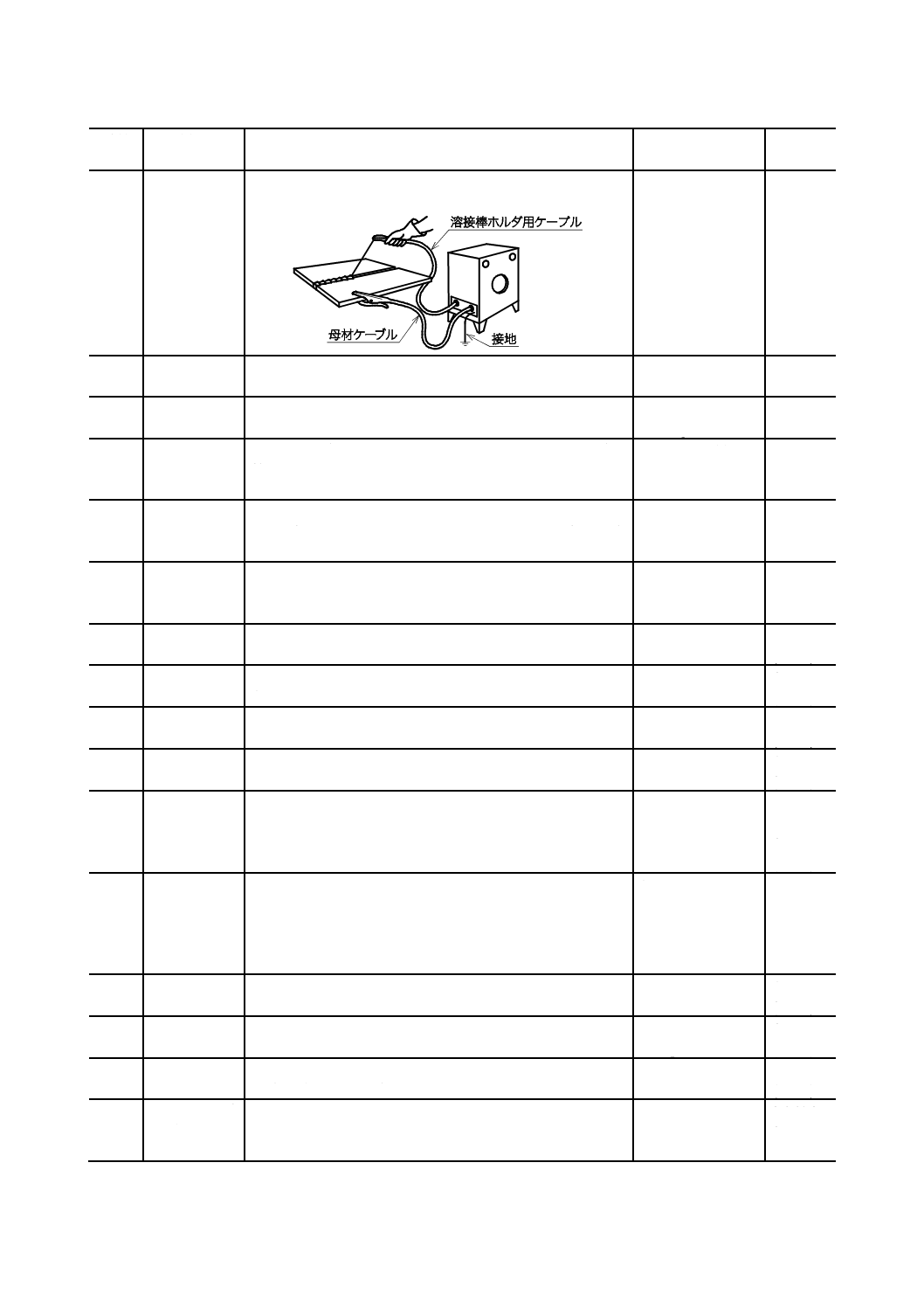
運棒角
溶接時に被覆アーク溶接棒又はワイヤ電極が部材表面に垂
直な面となす角度。
注記 移動角と動作角とに分けられ,前者には前進角と後退
角とがある(73209の図参照)。
angle of
manipulation
16
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73209
動作角
溶接面に対して垂直となる面からのトーチ中心軸の傾き角
度。ワーク角ともいう。
work angle
2.2.9
73210
トーチ傾斜角
度
トーチの中心線と溶接される長手軸とのなす角度。
注記 この傾斜を溶接進行方向から見た角度。
electrode angle,
torch inclination
2.2.10
73211
(すみ肉溶接
の−)トー
チ角度
トーチの中心線と母材の溶接進行方向に直交する基準面に
対する水平面との角度。
torch angle
2.2.10
73212
走行角度
トーチ傾斜角度の余角(73210の図参照)。
travel angle
2.2.11
73213
溶接速度
溶融溶接において,1パス又はマルチパス溶接で単位時間当
たりに最終パスまで完了した溶接長さ。
welding speed
2.4.6-
(Part 1)
73214
走行速度
母材に対して熱源が進行する速度。
travel speed
2.4.7-
(Part 1)
73215
ワイヤ送給速
度
単位時間に送給したワイヤの長さ。
wire feed rate,
wire feed speed,
filler metal feed,
filler metal feeding
rate
2.2.12
17
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73216
母材接続
溶接作業を行うときに,溶接電源の一方の端子と母材との間
を溶接用ケーブルで接続する操作。帰線接続ともいう。
workpiece
connection,
work connection
73217
母材ケーブル 母材接続に使用される溶接ケーブル。帰線ともいう。
workpiece
connection cable
73218
接地
安全のために溶接機の外箱を電気的に大地へ接続する操作
(73216の図参照)。
grounding,
earthing
73219
棒プラス
直流アーク溶接において,母材を電源のマイナス側に,溶接
棒又は電極をプラス側にする接続法。ワイヤ電極の場合は,
ワイヤプラスともいう。DCEPともいう。
electrode positive,
DCEP
73220
棒マイナス
直流アーク溶接において,母材を電源のプラス側に,溶接棒
又は電極をマイナス側に接続する接続法。ワイヤ電極の場合
は,ワイヤマイナスともいう。DCENともいう。
electrode negative,
DCEN
73221
溶接方向
溶接が進行する方向。
注記 溶接方向は,ビードが形成されていく方向によって定
義する。
direction of
welding,
welding direction
Annex B-
(Part 1)
73222
溶接作業
部材が溶接によって接合される作業。
welding operation
Annex B-
(Part 1)
73223
溶接開始点
溶接が開始する又は開始された部材上の点。溶接始点ともい
う。
start of weld
Annex B-
(Part 1)
73224
溶接再開始点 溶接が再開する又は再開されたパス上の点。
re-start of weld
Annex B-
(Part 1)
73225
溶接終端
溶接操作が打ち切られる又は打ち切られた部材上の点。
end of weld
Annex B-
(Part 1)
73226
溶接領域
溶接が行われる又は行われた部材の部分。
注記 溶接金属部を指すこともあるが,それより広い部分を
指すこともある。
weld zone,
weld area
2.1.2.3
(Part 1)
Annex B-
(Part 1)
73227
一時的溶接
ハンドリング,出荷又は溶接物上での作業に一時的に使用す
るために,溶接物に(つり上げ金具などの)小部品を取り付
ける溶接。
注記 それぞれの目的を達した後には除去されて,最終製品
には残らない。
temporary weld
2.1.8.38-
(Part 1)
73228
タック溶接計
画
タック溶接の位置及び寸法並びにタック溶接する順序を規
定した計画。
tack welding
schedule
Annex B-
(Part 1)
73229
タック溶接の
順序
タック溶接を実施する順序。
tack welding
sequence
Annex B-
(Part 1)
73230
ガスシールド 周囲の大気との化学反応から溶融池を保護するために,溶接
領域を覆うガス雰囲気。
gas shield
2.1.11.2-
(Part 1)
73231
トレーリング
ガスシール
ド
冷却中の溶接部及び溶接領域を保護するために,シールドガ
スの覆う範囲をビード後方に拡げたシールド。
trailing gas shield
2.1.11.3-
(Part 1)
18
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73232
溶接順序計画 部材上で溶接部が施工されるときの溶接順序及び溶接方向
を規定する計画。
welding sequence
schedule
Annex B-
(Part 1)
73233
溶着順序
一つの溶接部にパスを置く順序。
注記 1本のパス(溶接線)を溶接する場合は,溶接操作に
よって溶着金属が溶接部に溶着する順序。多層溶接の
場合は,積層順序を含む。
weld run sequence
2.1.8.37-
(Part 1)
73234
溶接順序
一つの部材上で溶接を行う順序。
注記 溶接構造物が多くの溶接継手によって構成される場
合,それぞれの溶接を行う順序を含む。
weld sequence
2.1.8.36-
(Part 1)
73235
溶接計画
溶接施工方法(例えば,溶接順序,溶接条件及び溶接パラメ
ータ)を規定する計画。
welding schedule
Annex B-
(Part 1)
4.3.3
溶接特性
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73301
溶滴
ワイヤ電極又は溶加材がアークなどの熱で溶けて形成され
た溶融金属の粒滴。
droplet
73302
溶滴移行
アーク発生部を横切って,溶滴が消耗電極から溶融池に向か
って移行する現象。
注記 この現象は,溶接方法,溶接条件などによって形態が
変化し,主な移行形態には,グロビュール移行,スプ
レー移行,短絡移行などがある。
droplet transfer,
metal transfer
2.3.1
73303
グロビュール
移行
ワイヤ電極(の径)より大きな径の溶滴が移行する溶滴移行。 globular transfer
2.3.2
73304
スプレー移行 ワイヤ電極(の径)より小さい径の急速に加速された溶滴が
移行する溶滴移行。
spray transfer
2.3.3
73305
短絡移行
(溶融ワイヤ先端が母材と短絡したときの)短絡電流が(溶
融池と)橋絡している溶融したワイヤ電極先端の分離を加速
される電磁ピンチ効果を利用した溶滴移行。
short circuiting
transfer,
dip transfer
2.3.4
73306
溶滴移行頻度 アーク中を通過する溶滴が消耗電極の先端から移行する頻
度。
particle transfer
frequency,
droplet transfer
frequency
2.3.5
73307
メインアーク プラズマ溶接において,溶接熱を供給するアーク。
main arc
2.3.6
73308
パイロットア
ーク
プラズマ溶接トーチの電極と拘束ノズルとの間を流れる小
さな電流のアーク。このアークで,ガスをイオン化し,溶接
のためのメインアークを起動させる。
pilot arc
2.3.7
73309
移行式アーク プラズマトーチの電極と部材との間に形成されるアーク。
transferred arc
2.3.8
73310
非移行式アー
ク
プラズマトーチ及び溶射トーチの電極と拘束ノズルとの間
に形成されたアーク。
注記 部材は(アーク電流を流す)電気回路の構成要素では
ない。
non-transferred
arc
2.3.9
73311
アーク電圧
アークの両端間(電極と部材との間)の電位差(電圧)。
arc voltage
2.3.10
73312
溶接電圧
電極と母材との間の電圧。アークが発生すると,アーク電圧
という。
welding voltage
73313
溶接電流
溶接中に溶接電源から供給される電流。出力電流ともいう。
注記 交流は実効値,直流は平均値で表す。
welding current
2.2.8
19
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73314
アーク起動電
圧
アークの点弧(放電を開始するの)に必要な最小電圧。アー
ク点弧電圧ともいう。
striking voltage,
arc striking voltage,
ignition voltage
2.3.11
3.3-(JIS
C 9300-3)
73315
(アーク溶接
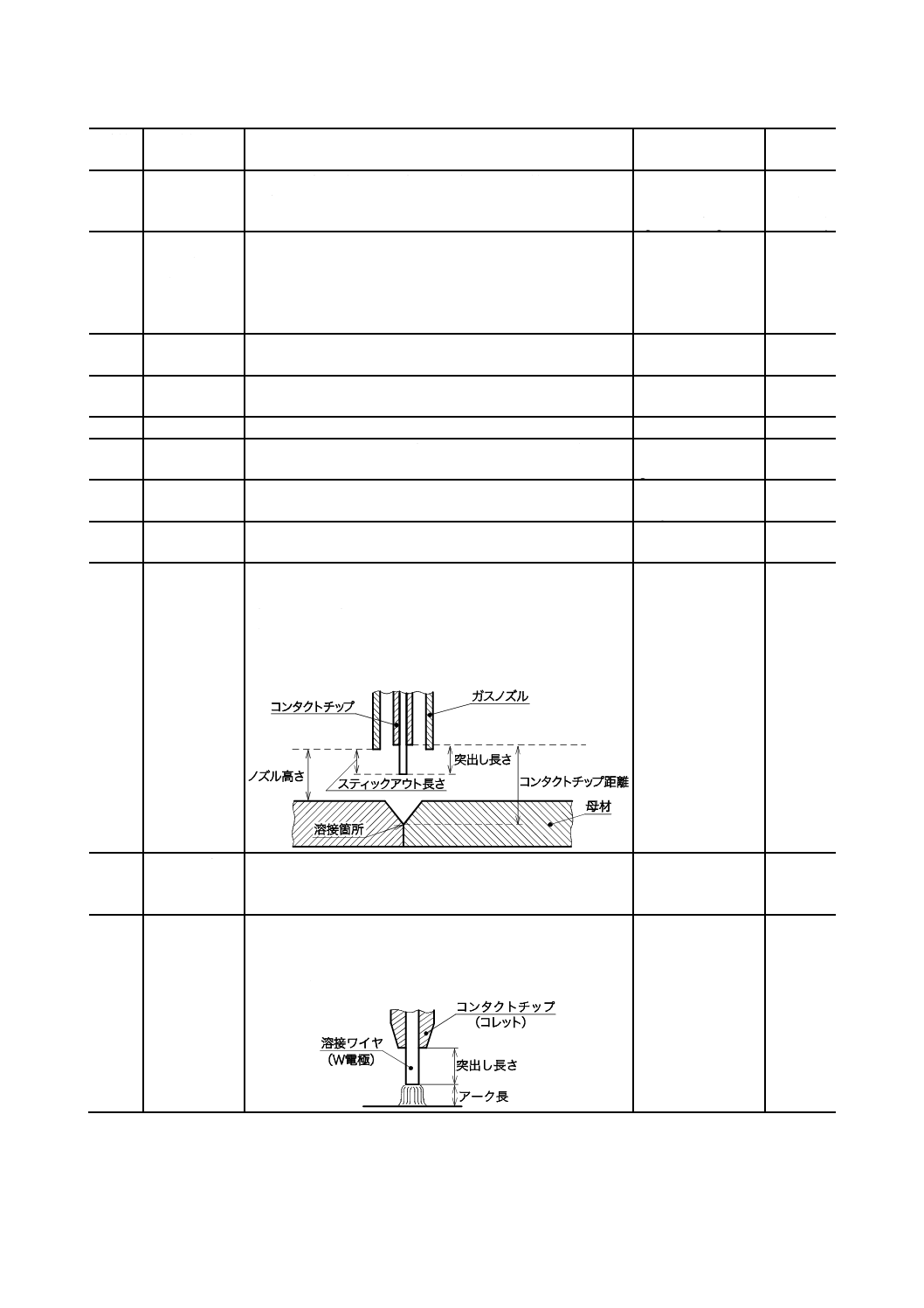
の−)アー
ク長
溶接電極の先端から溶融池の表面までの距離(73324の図参
照)。
注記 実際のアーク長は,溶極式ガスシールドアーク溶接に
おける溶滴の形状,クリーニングの状況,電極及び母
材上の極点の振る舞いなどによって変わる。
arc length
2.3.12
73316
アークタイム アークの発生を維持している時間。
arcing time,
arc time
2.3.13
73317
アークの安定
性
アークの安定の程度で,アーク長,アークの指向性などが一
定している度合い。
arc stability
73318
初アーク
新しい溶接棒で最初に出すアーク。
initial arc
73319
パルス時間
パルス電流波形での各1個のパルスの継続時間。単パルス
は,普通は孤立パルスを意味する。
pulse time,
pulse duration
2.3.14
73320
磁気吹き
アークが,電流の磁気作用によって意図した方向から片寄る
現象。アークブローともいう。
arc blow,
magnetic arc blow
2.3.16
73321
クリーニング
作用
イナートガスアーク溶接で,アークの陰極点の作用によって
酸化皮膜が除去され,母材の表面が清浄化される現象。
cleaning action
73322
ノズル高さ
アーク溶接のシールドガスノズル先端から部材までの距離。
ノズル−母材間距離ともいう。
注記1 ガス溶接及びガス切断では,火口高さという。
注記2 プラズマ溶接では,ノズル先端と母材との距離,プ
ラズマ切断では,ノズルと切断材表面との距離をい
う。
stand-off distance
2.3.17
73323
スティックア
ウト長さ
シールドガスノズル先端からワイヤ電極先端までの距離。
注記 ガスノズル先端からワイヤ電極がはみ出している長
さをいう(73322の図参照)。
stickout
2.3.18
73324
突出し長さ
コンタクトチップ又はコレットの先端からワイヤ電極又は
非消耗電極の先端までの距離。
注記 電極チップ先端から測ったワイヤが突き出た長さを
いう。
electrode extension
2.3.19
20
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
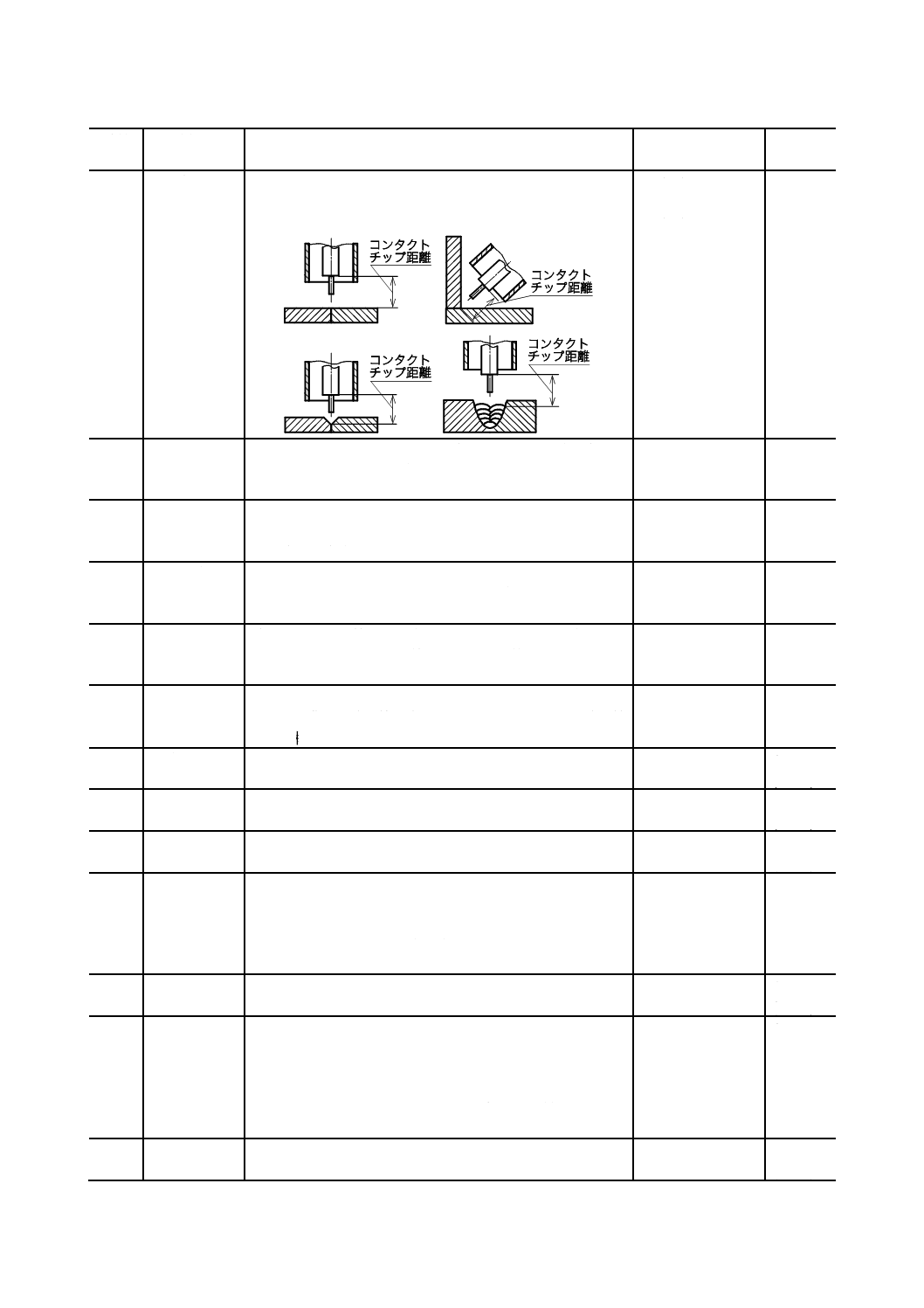
73325
コンタクトチ
ップ距離
コンタクトチップ先端から溶接点までの距離。
注記 コンタクトチップ先端からアークを発生する部材の
表面(多層溶接部では前層の表面)までの距離をいう。
contact tip
distance,
contact tube
distance
2.3.20
73326
比溶融量
与えられた電極に対して,標準条件下で求めた単位溶接電
流・単位時間当たりに溶着した金属の質量。質量/(電流×時
間)で表される。
deposition
coefficient
2.3.21
73327
溶着率
被覆アーク溶接棒を標準条件で溶接したときの溶着金属の
質量の消費した溶接棒の全質量に対する比率。その場合,棒
端は除く。溶着効率ともいう。
deposition
efficiency
2.3.22
73328
有効溶着率
被覆アーク溶接棒を標準条件で溶接したときの溶着金属の
質量の消費(実際に消耗)した溶接棒心線の全質量に対する
比率。その場合,棒端は除く。
effective electrode
efficiency
2.3.23
73329
公称溶着率
被覆アーク溶接棒を標準条件で溶接したときの溶着金属の
質量の消耗した溶接棒心線の公称径で計算した質量に対す
る比率。
nominal electrode
efficiency
2.3.24
73330
全溶着率
被覆アーク溶接棒を標準条件で溶接したときの溶着金属の
質量の消費した溶接棒の全質量に対する比率。その場合,被
覆及び棒端を含む。全溶着効率ともいう。
overall weld metal
recovery
2.3.25
73331
溶着比
溶加材が消費した長さに対する置かれたビードの長さの比
率。被覆アーク溶接棒を用いる場合,運棒比ともいう。
deposition ratio
Annex B-
(Part 1)
73332
溶融速度
単位時間当たりに溶ける溶加材の長さ又は質量。
melting rate,
burn-off rate
2.1.8.9-
(Part 1)
73333
溶着速度
単位溶接時間当たりに溶着した金属の質量。
deposition rate
2.1.8.10-
(Part 1)
73334
冷却時間
二つの与えられた温度間を冷却するのに要する時間。
注記 一般に,冷却時間の値(の範囲)は,溶接パス及びそ
の熱影響部のために規定される。
例えば,t8/5は800 ℃から500 ℃まで冷却するのに要
する時間を表す。
cooling time
Annex B-
(Part 1)
73335
(溶加材の−)
溶融時間
溶加材が溶ける時間。
melting time
Annex B-
(Part 1)
73336
加熱時間
溶接部が二つの与えられた温度間を加熱で上昇するのに要
する時間。
注記 一般に,加熱時間の値(の範囲)は,溶接金属又はそ
の熱影響部のために規定される。
例えば,t5/8は500 ℃から800 ℃まで上昇するのに要
する時間を表す。
heating time
Annex B-
(Part 1)
73337
溶接時間
アークタイムとサービス時間とを合わせた,溶接を行うのに
必要な時間。準備及び仕上げ時間は除く。
welding time
2.4.8-
(Part 1)
21
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
73338
生産的溶接時
間
準備から仕上げを含めた溶接作業に関わる全ての時間。
productive welding
time
Annex B-
(Part 1)
73339
サービス時間 溶接に伴う補助作業に要する時間(例 溶接棒の交換,スラ
グ除去)。以前は,整備時間といった。
servicing time
Annex B-
(Part 1)
73340
予熱
溶接に先立って部材の適切な範囲を加熱する作業。
preheating
2.4.13-
(Part 1)
73341
予熱温度(Tp) 熱影響部を含めた溶接部の部材の溶接実施直前の温度。
注記 その温度は,一般に下限値で示し,予熱保持温度の下
限に等しい(JIS Z 3703参照)。
preheat
temperature,
preheating
temperature
2.4.14-
(Part 1)
73342
予熱保持温度
(Tm)
溶接が中断されたときに保持しなければならない溶接部(熱
影響部を含む。)の最低温度(JIS Z 3703参照)。
preheat
maintenance
temperature
2.4.15-
(Part 1)
73343
パス間温度
(Ti)
多層溶接において,次のパスを溶接する直前の溶接パス及び
近傍の母材の温度。
注記 通常,上限温度で表す(JIS Z 3703参照)。
interpass
temperature
2.4.12-
(Part 1)
73344
後熱
溶接部,ガス切断部などに後から熱を加える作業。
postheating
73345
溶接入熱(E1) 単位溶接長さ当たりの溶接で消費される電気エネルギー量。
注記 溶接入熱の値は,次の式で計算する。
E1=(I U)/ν
ここに, U :アーク電圧
I :溶接電流
ν :溶接速度
energy input per
unit length
Annex B
73346
実効入熱(Q1) 溶接中に,溶接部に与えられた熱量。単に入熱ともいう。
注記1 溶接部へ実際に入った入熱量のことで,アーク溶接
では,次の式で計算する。
Q1=El η
ここに, El:溶接入熱
η:熱効率
注記2 入熱は,通常,単位長さ当たりの値で表示する。
heat input
2.4.10-
(Part 1)
73347
熱効率(H)
アーク溶接の場合,アークに供給されたエネルギー(溶接入
熱)に対する,実際に母材に投入されたエネルギー(実効入
熱)の比率。
Η=Q1/E1
thermal efficiency
Annex B
73348
電極先端の汚
れ
溶接中の金属又はスラグによって非消耗電極,特に先端部が
汚染する状態。電極先端の汚染ともいう。
electrode pick-up
2.3.26
4.4
溶接材料
4.4.1
消耗材料
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
74101
被覆アーク溶
接棒
被覆剤を施した金属製の心線からなる棒状の消耗電極。手溶
接棒ともいう。
covered electrode,
stick electrode
2.4.1
74102
酸性溶接棒
被覆剤に多量の酸性系材料を含む被覆アーク溶接棒。酸化性
溶接棒ともいう。
acid electrode
2.4.2
74103
塩基性溶接棒 被覆剤に多量の炭酸石灰及びふっ化物を含む被覆アーク溶
接棒。
basic electrode
2.4.3
74104
セルロース系
溶接棒
被覆剤に多量のセルロースを含む被覆アーク溶接棒。
cellulosic electrode
2.4.4
22
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
74105
低水素系溶接
棒
溶着金属に拡散性水素量の少ない溶接部が得られる被覆ア
ーク溶接棒。
hydrogen controlled
electrode
2.4.5
74106
ルチール系溶
接棒
被覆剤に多量の酸化チタンを含む被覆アーク溶接棒。
rutile electrode
2.4.6
74107
鉄粉入り溶接
棒
被覆剤に多量の鉄粉系材料を含み,少なくとも100 %の有効
溶着率が得られる被覆アーク溶接棒。
iron powder
electrode
2.4.7
74108
高能率溶接棒 125 %以上の有効溶着率が得られる鉄粉入り被覆アーク溶接
棒。
high efficiency
electrode
2.4.8
74109
接触形溶接棒 アーク長の制御を容易にするために,母材との接触距離を一
定に保つことができる特殊な被覆剤を被覆した被覆アーク
溶接棒。
contact electrode
2.2.13
74110
フラックス入
り溶加棒
フラックス又は金属粉を充塡して管状に成形した溶加棒。こ
の溶加棒は,溶接電気回路の一部を構成しない。
tubular cored rod
2.4.18
74111
溶接ワイヤ
溶接に使用するコイル状の長いソリッドワイヤ又はフラッ
クス入りワイヤ。
注記 電極として使用する場合と溶加材として使用する場
合とがある。
wire electrode,
welding wire
2.4.9
74112
ソリッドワイ
ヤ
中実の溶接ワイヤ。ミグ溶接・マグ溶接では消耗電極として
用い,ティグ溶接などでは溶加ワイヤとして用いる。
solid wire,
solid wire electrode
2.4.17
2.4.10
74113
フラックス入
りワイヤ
フラックスを充塡して管状に成形した溶接ワイヤ。管状コア
ードワイヤともいう。
tubular cored
electrode,
flux cored
electrode,
tubular cored wire
2.4.11
2.4.12
2.4.19
74114
金属粉入りワ
イヤ
芯材に金属粉が入ったフラックス入りワイヤ。メタル系フラ
ックス入りワイヤともいう。
metal cored
electrode
2.4.13
74115
溶加棒
溶接電気回路の一部を構成しない棒状の溶加材。
filler rod,
welding rod
2.1.10.5-
(Part 1)
74116
ソリッド溶加
棒
中空でない中実の棒状の溶加材。ソリッド棒ともいう。
注記 溶接電気回路の一部を構成しない。
solid rod
2.1.10.6-
(Part 1)
74117
溶加ワイヤ
溶接電気回路の一部を構成するワイヤ形状の溶加材。フィラ
ワイヤともいう。
filler wire
2.1.10.7-
(Part 1)
74118
スプール
溶接ワイヤの単位量を巻き付け,ワイヤを円滑に引き出せる
ような構造にしたプラスチック,ハードボード,金属などで
作られた巻き枠。
spool
74119
ワイヤリール 自動溶接・半自動アーク溶接に用いるワイヤのコイルを取り
付け,ワイヤが円滑に引き出せるような構造にした器具。
wire reel
74120
ペールパック 溶接用ワイヤをスパイラル状に重ねて収納する円筒状の容
器。
pail pack
74121
溶融フラック
ス
原料を電気炉などで溶融してから粉砕し,ふるい分けによっ
て粒度を整えたフラックス。サブマージアーク溶接及びエレ
クトロスラグ溶接に用いる。
fused flux
74122
ボンドフラッ
クス
粉状原料に液状固着剤を混合して練り,キルンなどを使用し
て造粒及び乾燥(400〜600 ℃)を行った後,ふるい分けに
よって粒度を整えたフラックス。サブマージアーク溶接に用
いる。
bonded flux
23
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
74123
焼結フラック
ス
粉状原料に液状固着剤を混合して練り,キルンなどを使用し
て造粒及び焼結(700〜1 000 ℃)を行った後,ふるい分け
によって粒度を整えたフラックス。サブマージアーク溶接に
用いる。
sintered flux
74124
帯状電極
帯状の形状をした消耗電極。
strip electrode
2.4.14
74125
ソリッド帯状
電極
中空でないコアードの帯状電極。
solid strip
electrode
2.4.15
74126
コアード帯状
電極
芯に別材料を入れた帯状電極。
cored strip
electrode
2.4.16
74127
消耗ノズル
エレクトロスラグ溶接において,溶接ワイヤを溶接部に案内
するとともに電流の供給を行う金属管で,溶融して溶着金属
の一部となる溶接材料。
consumable nozzle
74128
シールドガス 溶接中にアークと溶融金属とを覆い,空気が溶接雰囲気内に
侵入することを防ぐために用いるガス。
shielding gas
2.1.10.10-
(Part 1)
74129
パージングガ
ス
ガスバッキングを行うための空間部分の大気を取り除くた
めのガス。
purging gas
2.1.11.8-
(Part 1)
74130
キャリアガス 金属粉末を溶融池に供給するために用いるガス。搬送ガスと
もいう。
注記 主なキャリアガスは,アルゴン,ヘリウム及び窒素で
ある。
carrier gas
2.1.11.4-
(Part 1)
74131
消耗電極
溶着金属となるアーク溶接電極。
consumable
electrode
74132
非消耗電極
溶着金属とならないアーク溶接電極。
non-consumable
electrode
74133
ベーキング
溶接金属中に拡散性水素を過剰に含有させないようにする
ことを目的に,溶接材料を300 ℃〜400 ℃で加熱し,溶接
材料中の水分を除去する操作。主として低水素系溶接棒を対
象とする。
baking
2.1.10.12-
(Part 1)
74134
乾燥
除湿のために溶接材料を加熱する操作。主として低水素系溶
接棒を除く被覆アーク溶接棒に適用する。
drying
2.1.10.13-
(Part 1)
74135
被覆剤
被覆アーク溶接棒の心線に塗布してあるフラックス。
covering,
coating flux
74136
心線
被覆アーク溶接棒における金属線。
core wire
74137
棒径
溶加棒の直径又は被覆アーク溶接棒の心線の直径。
rod diameter
74138
(溶接棒の−)
偏心率
棒径の実測値と片側被覆の厚さとの和の,最大値と最小値と
の差の,最小値に対する百分率。
eccentricity of
electrode
74139
スタブ
溶接棒又は溶加棒で,溶接後に使えなくなっている廃棄処分
される部分。スタブ端,残頭又は残棒ともいう。
stub end,
stub
2.4.21
74140
つかみ
被覆アーク溶接棒の一部で,溶接棒ホルダによって保持し,
通電するための被覆のない部分。
exposed core
74141
(ワイヤの−)
キャスト
2巻き又は3巻き切断して拘束をかけないで平面に置いた場
合,広がったワイヤの輪の直径。
cast (−of filler
wire)
74142
(ワイヤの−)
へリックス
2巻き又は3巻き切断して拘束をかけないで平面に置いた場
合,その平面からのワイヤの最大の立上がり距離。
helix (−of filler
wire)
74143
裏当て
開先溶接において,片側から溶接施工するため又は溶落ち,
欠陥の発生などを防止するために,開先の底部に裏から当て
る金属板又は粒状フラックス。金属板であって母材とともに
溶接される場合は,裏当て金ともいう。
backing
2.1.11.5-
(Part 1)
24
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
74144
永久裏当て
溶接後の母材の接合部に永久に残すように設計された裏当
て。
permanent backing 2.1.11.12-
(Part 1)
74145
仮裏当て
溶接後に母材から除去するよう設計された裏当て。
temporary backing 2.1.11.13-
(Part 1)
74146
フラックスバ
ッキング
大気との反応を防ぐためにフラックスを主にしたバッキン
グの方法。
注記 サブマージアーク溶接のフラックスバッキングは,溶
融池の溶落ちも防いでいる。
flux backing
2.1.11.10-
(Part 1)
74147
ガスバッキン
グ
大気との反応を防止する目的で主にガス圧を利用するバッ
キングの方法。バックシールドともいう。
gas backing,
backing shield
2.1.11.7-
(Part 1)
4.4.2
補助材料
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
74201
補助材料
裏当て材料,タブ板など溶接完成品には残らない溶接消耗
品。副資材ともいう。
auxiliary material
2.1.11.1 -
(Part 1)
74202
裏当て材
溶融池を保持するために裏当てに用いる材料。
material backing
2.1.11.11-
(Part 1)
74203
裏当てフラッ
クス
フラックスバッキングに使用するフラックス。
backing flux
2.1.11.9-
(Part 1)
74204
裏当てガス
ガスバッキングのためのガス。
backing gas,
root gas
2.1.11.6-
(Part 1)
74205
融合インサー
ト
突合せ溶接において,あらかじめルート部に挿入しておい
て,溶接によって溶接金属を構成する溶加材。消耗インサー
トともいう。
consumable insert,
fusible insert
2.1.10.2-
(Part 1)
74206
始端タブ
継手の開始点で完全な溶接部ができるようにするために,継
手の始端に取り付けられる補助板。
run-on plate
2.1.11.14-
(Part 1)
74207
終端タブ
継手の終端点で完全な溶接部ができるようにするために,継
手の終端に取り付けられる補助板。エンドタブともいう。
run-off plate
2.1.11.15-
(Part 1)
74208
ストロングバ
ック
突合せ溶接のとき,母材相互の目違いを修正するとともに,
角変形,ねじれなどを防止するために,一時的に取り付ける
ジグ。
strongback
74209
拘束ジグ
ひずみの発生を少なくするために,溶接部を拘束するジグ。 restraint jig
4.5
溶接機器
4.5.1
溶接電源
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
75101
(溶接電源の
−)静特性
標準負荷を接続した溶接電源の出力端子における出力電流
と負荷電圧との関係を示す静的な外部特性。静的な外部特性
ともいう。
注記 標準負荷とは,無誘導の抵抗負荷である。
static characteristic
(−of power
source)
2.5.1
75102
(溶接電源の
−)動特性
1パラメータ(例えば,アーク長)が突然変化したときの溶
接電源の主パラメータ間(電圧と電流との間)の動的な変化
の関係。
dynamic
characteristic (−
of power source)
2.5.2
75103
垂下特性
標準的な溶接(電流)範囲で,電源の外部特性の負の傾きの
程度が7 V/100 A以上となる溶接電源の外部特性。
drooping
characteristic
2.5.3
3.1.8-(IEC
60974-1)
25
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
75104
定電圧特性
標準的な溶接(電流)範囲で電流が増加したとき,電圧が減
少する割合が7 V/100 A未満又は電圧の増加する割合が10
V/100 A未満となる溶接電源の外部特性。フラット特性とも
いう。
flat characteristic,
constant voltage
characteristic
2.5.4
3.1.9-(IEC
60974-1)
75105
負荷電圧
出力電流を供給しているときの出力端子間の電圧。
注記 交流では実効値,直流では平均値で表す。
load voltage
75106
無負荷電圧
出力回路が開路しているときの出力端子間の電圧。開路電圧
ともいう。
注記1 アークの点弧又は安定化のための重畳電圧は除く。
注記2 交流では実効値,直流では平均値で表す。
no-load voltage,
open-circuit
voltage
2.5.5
75107
使用率
断続負荷の状態において,全体の時間に対する通電時間の比
率。百分率(%)で表す。
注記 アーク溶接では,あらかじめ決められた全時間として
は10分を採用する。
duty cycle
2.3.15
75108
溶接整流器
交流電源から溶接用直流電流を供給するための整流器。
welding rectifier
2.6.7
75109
溶接コンバー
タ
電気モータ及び直流溶接発電機から構成されたアーク溶接
電源。
welding converter
2.6.8
75110
アーク溶接変
圧器
アーク溶接のために電気エネルギーを供給するように設計
された変圧器。
arc welding
transformer
2.6.9
75111
溶接発電機
溶接アークに電気エネルギーを供給するように設計された
発電機。
welding generator
2.6.10
75112
エンジン駆動
溶接電源
エンジンと直流溶接発電機とで構成されるアーク溶接電源。
エンジン溶接電源ともいう。
engine driven
welding power
source
2.6.11
75113
アーク溶接電
源
アーク溶接又は関連する方法に適した要求された特性をも
つ電源装置。
arc welding power
source
2.6.12
75114
インバータ式
アーク溶接
電源
インバータ(商用の交流電源を周波数の異なった交流電力に
変換する装置)を用いて出力制御するアーク溶接用電源。
inverter controlled
arc welding
power source
75115
垂下特性溶接
電源
垂下特性をもつアーク溶接電源。
drooping
characteristic
welding power
source
2.6.13
75116
定電圧特性溶
接電源
定電圧特性をもつアーク溶接電源。
constant-voltage
welding power
source
2.6.14
4.5.2
周辺機器
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
75201
溶接ユニット 溶接設備と周辺機器とで構成される機器。周辺機器には,ジ
グ,固定具,ロボット,マニピュレータ,回転台などが含ま
れる。
welding unit
2.3.2-
(Part 1)
75202
溶接設備
溶接に使用する溶接装置,溶接アクセサリ,排気設備などか
ら構成される設備。
welding
installation
2.3.3-
(Part 1)
75203
(アーク溶接
の−)溶接
装置
電源,ワイヤ送給装置,溶接ガン,溶接ヘッド,トーチなど
溶接に用いる装置。溶接機ともいう。
welding equipment 2.3.1-
(Part 1)
26
Z 3001-7:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-4
75204
溶接アクセサ
リ
安全機器,ガスボンベ,ケーブルなど溶接装置に接続する周
辺の機器。溶接電源周辺機器ともいう。
welding accessories 2.3.5-
(Part 1)
75205
(アーク溶接
の−)ポジ
ショナ
溶接物を取り付けて自由に転回し,溶接部を常に溶接しやす
い位置に置くことができるようにした作業台。マニピュレー
タともいう。
manipulator,
welding positioner
2.3.4-
(Part 1)
75206
乾燥器
あらゆる湿気の除去又は浸入を防止するために,溶接材料を
乾燥させる加熱装置。
drying oven,
baking oven
2.1.10.14-
(Part 1)
75207
溶接棒保管容
器
被覆アーク溶接棒を乾燥した状態に維持するための携帯用
容器。クイバー又はイングドライヤともいう。
quiver
2.6.15
75208
(アーク溶接
の−)電極
アークを利用して溶接又は切断をするための電気エネルギ
ーを母材に伝える溶接ワイヤなどの部品。
electrode
2.3.8-
(Part 1)
75209
コレット
アーク溶接トーチの非消耗電極を固定する部品。
collet
2.6.1
75210
コンタクトチ
ップ
ワイヤ電極を決められた方向に向けるとともに,溶接電流を
供給するトーチの先端に固定される交換可能な金属製部品。
コンタクトチューブともいう。
contact tip,
contact tube
2.6.2
75211
(アーク溶接
の−)溶接
ガン
トーチ本体をしっかりと垂直に操作するための持ち手がつ
いたトーチ。ガンともいう。
welding gun,
gun
2.6.3
75212
溶接棒ホルダ アーク溶接で溶接棒を保持して電流を通じる手溶接用の器
具。ホルダともいう(JIS C 9300-11参照)。
electrode holder
2.6.4
75213
(アーク溶接
の−)溶接
ヘッド
溶接トーチが取り付けられる溶接機又はロボットの先端部
分。
welding head
2.6.5
75214
ワイヤ送給装
置
溶接用ワイヤをモータで機械的に送給する装置。
wire feeder
75215
電撃防止装置 アーク溶接において,アークを出さないときには溶接機の二
次無負荷電圧を低くして,溶接技能者への電撃の危険を防止
する装置(JIS C 9311参照)。
voltage reducing
device
27
Z 3001-7:2018
附属書A
(参考)
新旧用語番号の対比表
A.1 一般
この用語の旧番号と新番号の対比表は,表A.1に記載する。
表A.1−新旧用語番号の対比表
用語
番号
用語
番号
2013年
2018年
2013年
2018年
アーク溶接
(23301)
72101
タグ溶接,非消耗タングステン電
−
72127
被覆アーク溶接,手溶接,SMAW
(23304)
72102
極式活性ガスシールドアーク溶
グラビティ溶接,重力式溶接
23305
72103
接,TAG溶接
低角度溶接
23306
72104
パルスティグ溶接
−
72128
横置き溶接
23307
72105
アークスポット溶接
(23334)
72129
溶極式アーク溶接,メタルアーク
(23302)
72106
ミグスポット溶接
−
72130
溶接
ティグスポット溶接
−
72131
セルフシールドアーク溶接,ノン
(23308)
72107
イナートガスアーク溶接,不活性
(23326)
72132
ガスシールドアーク溶接
(23303)
ガスアーク溶接
サブマージアーク溶接,SAW
(23309)
72108
プラズマ溶接,プラズマアーク溶
(23327)
72133
ソリッドワイヤサブマージアーク
−
72109
接
溶接
移行式プラズマ溶接,トランスフ
(23328)
72134
単電極サブマージアーク溶接
(23310)
72110
ァプラズマ溶接,移行式プラズ
多電極サブマージアーク溶接
(23312)
72111
マアーク溶接
帯状電極サブマージアーク溶接,
(23311)
72112
非移行式プラズマ溶接,ノントラ
(23329)
72135
バンドアーク溶接
ンスファプラズマ溶接,非移行
フラックス入りワイヤサブマー
(23314)
72113
式プラズマアーク溶接,プラズ
ジアーク溶接
マジェット溶接
コアード帯状電極サブマージア
−
72114
半移行式プラズマ溶接,セミトラ
(23330)
72136
ーク溶接
ンスファプラズマ溶接,半移行
ガスシールドアーク溶接
(23315)
72115
式プラズマアーク溶接
溶極式ガスシールドアーク溶接,
−
72116
プラズマミグ溶接
(23322)
72137
GMA溶接,GMAW
パウダプラズマ溶接,パウダプラ
(23331)
72138
ミグ溶接,MIG溶接
(23316)
72117
ズマアーク溶接
マグ溶接,MAG溶接
(23317)
72118
マイクロプラズマアーク溶接
−
72139
炭酸ガスアーク溶接
(23318)
72119
エレクトロガスアーク溶接,EGW
(23323)
72140
フラックス入りワイヤアーク溶
(23320)
72120
ナロウギャップ溶接,狭開先溶接
(24117)
72141
接,FCAW
(23321)
パス,ラン
(24101)
73101
パルスアーク溶接
23332
72121
ビード,溶接ビード
(24102)
73102
パルスマグ溶接
−
72122
裏波ビード
(24103)
73103
パルスミグ溶接
−
72123
1パス溶接
24104
73104
短絡アーク溶接,ショートアーク
(23333)
72124
2パス溶接
(24105)
73105
溶接
マルチパス溶接
(24106)
73106
非消耗電極式ガスシールドアーク
23324
72125
多電極溶接
(24408)
73107
溶接
パラレル溶接
24409
73108
ティグ溶接,非消耗タングステン
(23325)
72126
がん(雁)行溶接
24410
73109
電極溶接,TIG溶接,GTAW
タンデム溶接
(24411)
73110
28
Z 3001-7:2018
表A.1−新旧用語番号の対比表(続き)
用語
番号
用語
番号
2013年
2018年
2013年
2018年
連続配列溶接
(24412)
73111 (溶着手順の−)対称法,振分け法
24139
73153
層
(24107)
73112
(溶着手順の−)飛石(とびいし)
24140
73154
積層
24108
73113
法,スキップ溶接
多層溶接
(24109)
73114
後戻りスタート運棒法
24141
73155
ルートラン,ルートパス
−
73115
(溶着手順の−)ブロック法
24142
73156
フィリングラン,充塡パス,盛上
−
73116
(溶着手順の−)カスケード法
24143
73157
げパス
埋もれアーク
(24156)
73158
仕上げ溶接,キャッピングラン
−
73117
裏はつり
24170
73159
最終溶接
−
73118
ホットスタート
14216
73160
片側溶接,片面溶接
24110
73119
スパッタ
24172
73161
両側溶接,両面溶接,ツイン溶接
(24111)
73120
スパッタ損失
(24173)
73162
両側1パス溶接
24112
73121
スラグ
(24174)
73163
両側同時溶接
24113
73122
スカラップ
24175
73164
裏溶接
24114
73123
ウィービング法
(24144)
73201
裏波溶接
−
73124
ウィービング幅
24145
73202
裏溶接パス
−
73125
ウィービング振幅
(24146)
73203
裏当て溶接,バッキング溶接
−
73126
ウィービング周波数
(24147)
73204
開先溶接
(24116)
73127
滞留時間
−
73205
エンクローズ溶接
24118
73128
ストリンガービード
24149
73206
連続溶接
−
73129
ウィービングビード
(24148)
73207
断続溶接
(14321)
73130
運棒角
−
73208
並列断続溶接
−
73131
動作角,ワーク角
−
73209
千鳥断続溶接
−
73132
トーチ傾斜角度
(24204)
73210
(千鳥断続溶接の−)オフセット
−
73133
(すみ肉溶接の−)トーチ角度
(24205)
73211
凸(とつ)すみ肉溶接
24123
73134
走行角度
−
73212
凹(おう)すみ肉溶接,前面すみ
(24124)
73135
溶接速度
(24211)
73213
肉溶接
走行速度
−
73214
前面すみ肉溶接
24125
73136
ワイヤ送給速度
(24210)
73215
側面すみ肉溶接
24126
73137
母材接続,帰線接続
(24164)
73216
斜方すみ肉溶接
−
73138
母材ケーブル,帰線
−
73217
断続すみ肉溶接
24127
73139
接地
24165
73218
連続すみ肉溶接
24128
73140
棒プラス,ワイヤプラス,DCEP
(24166)
73219
千鳥断続すみ肉溶接
24129
73141
棒マイナス,ワイヤマイナス,
(24167)
73220
並列断続すみ肉溶接
24130
73142
DCEN
溶融池
(24131)
73143
溶接方向
(24208)
73221
キーホール
(24132)
73144
溶接作業
(24201)
73222
キーホール法
−
73145
溶接開始点,溶接始点
(24233)
73223
クレータ
24133
73146
溶接再開始点
(24234)
73224
止端
24134
73147
溶接終端
(24235)
73225
前進溶接,プッシュ溶接法
(24135)
73148
溶接領域
(24236)
73226
後進溶接,プル溶接法
(24136)
73149
一時的溶接
(24239)
73227
(溶着順序の−)前進法
24137
73150
タック溶接計画
(24240)
73228
(溶着順序の−)後退法,バック
24138
73151
タック溶接の順序
24241
73229
ステップ溶接
ガスシールド
−
73230
(溶着順序の−)後退法シーケンス
−
73152
トレーリングガスシールド
−
73231
29
Z 3001-7:2018
表A.1−新旧用語番号の対比表(続き)
用語
番号
用語
番号
2013年
2018年
2013年
2018年
溶接順序計画
(24242)
73232
予熱保持温度(Tm)
(24223)
73342
溶着順序
(24243)
73233
パス間温度(Ti)
(24224)
73343
溶接順序
(24244)
73234
後熱
24225
73344
溶接計画
(24245)
73235
溶接入熱(E1)
(24226)
73345
溶滴
(24159)
73301
実効入熱(Q1),入熱
(24227)
73346
溶滴移行
(24160)
73302
熱効率(H)
(24228)
73347
グロビュール移行
(24162)
73303
電極先端の汚れ,電極先端の汚染
−
73348
スプレー移行
(24163)
73304
被覆アーク溶接棒,手溶接棒
(14101)
74101
短絡移行
(24161)
73305
酸性溶接棒,酸化性溶接棒
−
74102
溶滴移行頻度
−
73306
塩基性溶接棒
−
74103
メインアーク
−
73307
セルロース系溶接棒
−
74104
パイロットアーク
−
73308
低水素系溶接棒
−
74105
移行式アーク
−
73309
ルチール系溶接棒
−
74106
非移行式アーク
−
73310
鉄粉入り溶接棒
−
74107
アーク電圧
(24150)
73311
高能率溶接棒
−
74108
溶接電圧,アーク電圧
−
73312
接触形溶接棒
−
74109
溶接電流,出力電流
(24168)
73313
フラックス入り溶加棒
−
74110
アーク起動電圧,アーク点弧電圧
−
73314
溶接ワイヤ
(14107)
74111
(アーク溶接の−)アーク長
(24151)
73315
ソリッドワイヤ
(14108)
74112
アークタイム
(24152)
73316
フラックス入りワイヤ,管状コア
(14109)
74113
アークの安定性
24153
73317
ードワイヤ
初アーク
24154
73318
金属粉入りワイヤ,メタル系フラ
−
74114
パルス時間
−
73319
ックス入りワイヤ
磁気吹き,アークブロー
(24157)
73320
溶加棒
(11115)
74115
クリーニング作用
(24158)
73321
ソリッド溶加棒,ソリッド棒
−
74116
ノズル高さ,ノズル−母材間距離
−
73322
溶加ワイヤ,フィラワイヤ
−
74117
スティックアウト長さ
−
73323
スプール
14208
74118
突出し長さ
(24206)
73324
ワイヤリール
14209
74119
コンタクトチップ距離
(24207)
73325
ペールパック
14210
74120
比溶融量
−
73326
溶融フラックス
14115
74121
溶着率,溶着効率
(24213)
73327
ボンドフラックス
14116
74122
有効溶着率
−
73328
焼結フラックス
14117
74123
公称溶着率
−
73329
帯状電極
(14112)
74124
全溶着率,全溶着効率
−
73330
ソリッド帯状電極
−
74125
溶着比,運棒比
(24214)
73331
コアード帯状電極
−
74126
溶融速度
(24209)
73332
消耗ノズル
14118
74127
溶着速度
(24212)
73333
シールドガス
14114
74128
冷却時間
(24215)
73334
パージングガス
−
74129
(溶加材の−)溶融時間
(24216)
73335
キャリアガス,搬送ガス
−
74130
加熱時間
(24217)
73336
消耗電極
14211
74131
溶接時間
(24218)
73337
非消耗電極
14212
74132
生産的溶接時間
24219
73338
ベーキング
−
74133
サービス時間
(24220)
73339
乾燥
−
74134
予熱
(24221)
73340
被覆剤
14104
74135
予熱温度(Tp)
(24222)
73341
心線
14102
74136
30
Z 3001-7:2018
表A.1−新旧用語番号の対比表(続き)
用語
番号
用語
番号
2013年
2018年
2013年
2018年
棒径
14103
74137
溶接コンバータ
−
75109
(溶接棒の−)偏心率
14106
74138
アーク溶接変圧器
(11118)
75110
スタブ,スタブ端,残頭,残棒
−
74139
溶接発電機
−
75111
つかみ
14105
74140
エンジン駆動溶接電源,エンジン
(14201)
75112
(ワイヤの−)キャスト
14110
74141
溶接電源
(ワイヤの−)へリックス
14111
74142
アーク溶接電源
−
75113
裏当て,裏当て金
24303
74143
インバータ式アーク溶接電源
14202
75114
永久裏当て
24304
74144
垂下特性溶接電源
−
75115
仮裏当て
24305
74145
定電圧特性溶接電源
−
75116
フラックスバッキング
−
74146
溶接ユニット
−
75201
ガスバッキング,バックシールド
(24306)
74147
溶接設備
−
75202
補助材料,副資材
−
74201
(アーク溶接の−)溶接装置,溶
(11117)
75203
裏当て材
−
74202
接機
裏当てフラックス
−
74203
溶接アクセサリ,溶接電源周辺機
−
75204
裏当てガス
−
74204
器
融合インサート,消耗インサート
(14113)
74205
(アーク溶接の−)ポジショナ,
(14204)
75205
始端タブ
(24301)
74206
マニピュレータ
終端タブ,エンドタブ
(24302)
74207
乾燥器
−
75206
ストロングバック
(24307)
74208
溶接棒保管容器,クイバー,イン
−
75207
拘束ジグ
24308
74209
グドライヤ
(溶接電源の−)静特性,静的な
−
75101
(アーク溶接の−)電極
−
75208
外部特性
コレット
−
75209
(溶接電源の−)動特性
−
75102
コンタクトチップ,コンタクトチ
(14207)
75210
垂下特性
(14213)
75103
ューブ
定電圧特性,フラット特性
(14214)
75104 (アーク溶接の−)溶接ガン,ガン
−
75211
負荷電圧
−
75105
溶接棒ホルダ,ホルダ
14206
75212
無負荷電圧,開路電圧
(14215)
75106
(アーク溶接の−)溶接ヘッド
−
75213
使用率
(24169)
75107
ワイヤ送給装置
(14205)
75214
溶接整流器
−
75108
電撃防止装置
(14203)
75215
注記1 定義した見出し語以外に“ともいう”とした語(慣用語)の記載は,イタリック体で記載した。
例 溶加材,フィラーメタル
注記2 括弧付きの用語番号は,新番号では定義が修正されている。
31
Z 3001-7:2018
参考文献 JIS C 9300-3 アーク溶接装置−第3部:アーク起動及びアーク安定化装置
JIS C 9300-11 アーク溶接装置−第11部:溶接棒ホルダ
JIS C 9311 交流アーク溶接電源用電撃防止装置
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3021 溶接記号
JIS Z 3703 溶接−予熱温度,パス間温度及び予熱保持温度の測定方法の指針
ISO 2553,Welding and allied processes−Symbolic representation on drawings−Welded joints
ISO/TR 25901-1,Welding and allied processes−Vocabulary−Part 1: General terms
ISO/TR 25901-3,Welding and allied processes−Vocabulary−Part 3: Welding processes
ISO/TR 25901-4,Welding and allied processes−Vocabulary−Part 4: Arc welding
IEC 60974-1,Arc welding equipment−Part 1: Welding power sources