Z 3001-5:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 分類······························································································································· 1
4 用語及び定義 ··················································································································· 1
4.1 溶接の基本 ··················································································································· 1
4.2 レーザ溶接一般 ············································································································· 2
4.3 レーザ光の性質 ············································································································· 2
4.4 レーザの種類 ················································································································ 7
4.5 レーザ出力特性 ············································································································ 12
4.6 レーザ加工装置 ············································································································ 16
4.7 レーザ加工 ·················································································································· 19
4.8 レーザ安全関連 ············································································································ 22
Z 3001-5:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本溶接協会(JWES)から,
工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経
済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS Z 3001の規格群には,次に示す部編成がある。
JIS Z 3001-1 第1部:一般
JIS Z 3001-2 第2部:溶接方法
JIS Z 3001-3 第3部:ろう接
JIS Z 3001-4 第4部:溶接不完全部
JIS Z 3001-5 第5部:レーザ溶接
JIS Z 3001-6 第6部:抵抗溶接
JIS Z 3001-5:2013は,JIS Z 3001の規格群の第5部として,レーザ溶接に関わる用語を規定した。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3001-5:2013
溶接用語−第5部:レーザ溶接
Welding and allied processes-Vocabulary-Part 5: Laser welding
序文
この規格は,レーザ溶接分野において術語として用いる用語について規定した日本工業規格である。
なお,対応国際規格は現時点では制定されていない。
1
適用範囲
この規格は,レーザ溶接関係で術語として用いる主な用語及びその定義について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS C 6802:2011 レーザ製品の安全基準
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
3
分類
用語の分類は,次による。
a) 溶接の基本
b) レーザ溶接一般
c) レーザ光の性質
d) レーザの種類
e) レーザ出力特性
f)
レーザ加工装置
g) レーザ加工
h) レーザ安全関連
4
用語及び定義
4.1
溶接の基本
溶接の基本に関する用語は,JIS Z 3001-1の4.1.1による。
2
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
レーザ溶接一般
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
52001 レーザ
主に誘導放出を制御することによって,180 nm〜1 mmの波
長範囲での電磁放射を発生又は増幅することができるデバ
イス(JIS C 6802:2011の3.41参照)。
注記1 laserは“light amplification by stimulated emission of
radiation”の頭文字である。
注記2 レーザ光を単にレーザと呼ぶ場合がある。
laser,
laser light
11145の
3.25
52002 レーザ光
レーザ(52001)で放出される光。次の特徴をもつ。①単色
性に優れる,②指向性に優れる,③光の位相がそろっている。
レーザビームともいう。
laser light,
laser beam
11145の
3.29,
TR
17671-6
52003 レーザ溶接
エネルギー媒体(JIS Z 3001-1の11105)としてレーザ光
(52002)を用いて行う溶接。レーザ光溶接又はレーザビー
ム溶接ともいう。
laser welding,
laser beam
welding
857-1の
4.2.5.1,
TR
17671-6
の箇条12
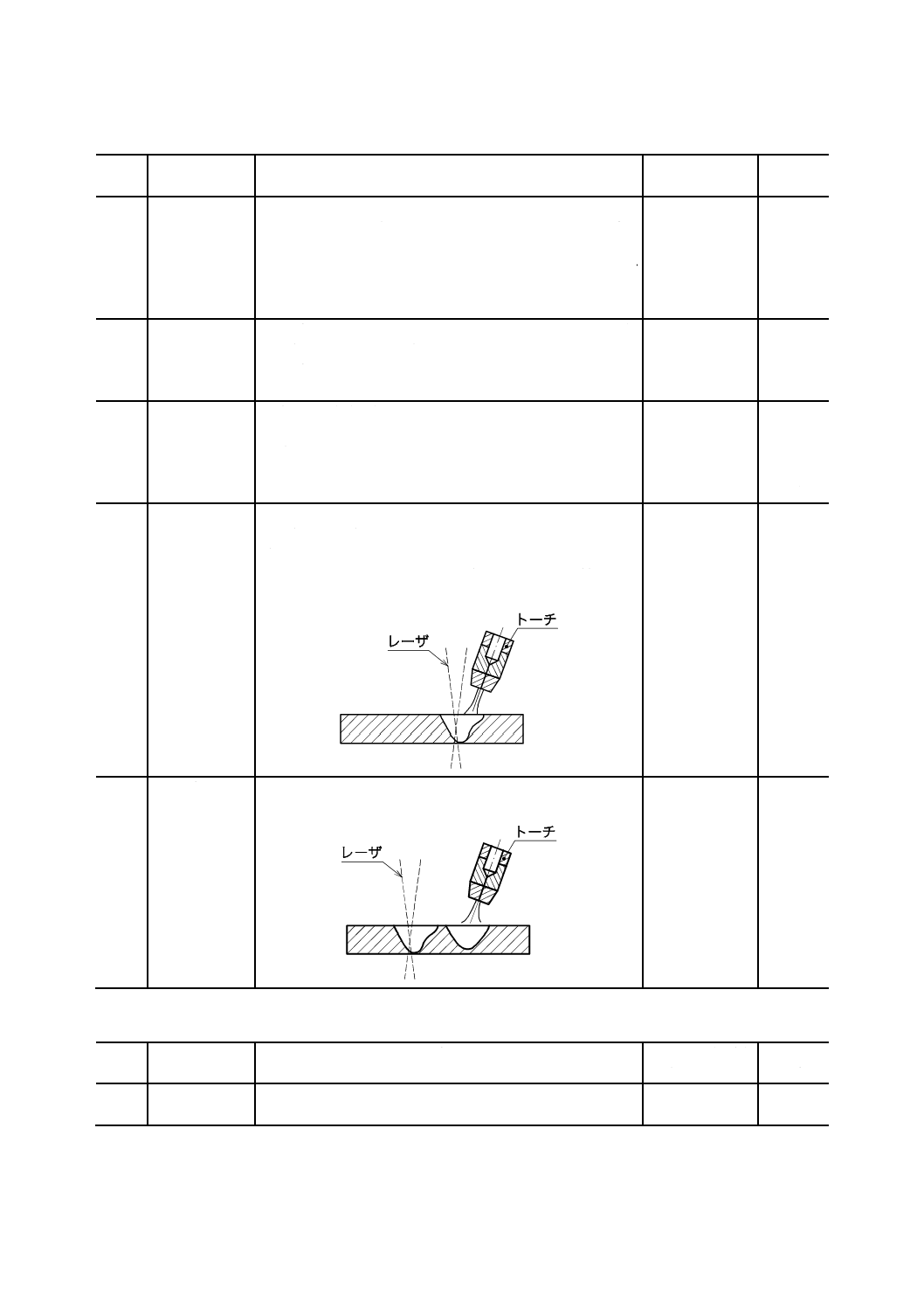
52004 レーザ・アーク
ハイブリッ
ド溶接
レーザ光及びアークを同時に照射し,一つの溶融池を形成し
た状態で行う溶接。
注記 溶接方向に対してレーザ光が先行する場合をレーザ
先行,アークが先行する場合をアーク先行と併記する
ことがある。
laser/arc hybrid
welding
15609-6
の3.1,
TR
17671-6
の12.1.9
52005 レーザ・アーク
コンバイン
ド溶接
レーザ光及びアークを同時に照射し,少なくとも二つの分離
した溶融池を形成した状態で行う溶接。
laser/arc
combined
welding
15609-6
の3.1
4.3
レーザ光の性質
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
53001 コヒーレンス
波動が可干渉性で位相がそろっているという特性。
注記 レーザ光はコヒーレンスをもつ。
coherence
11145の
3.15
3
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
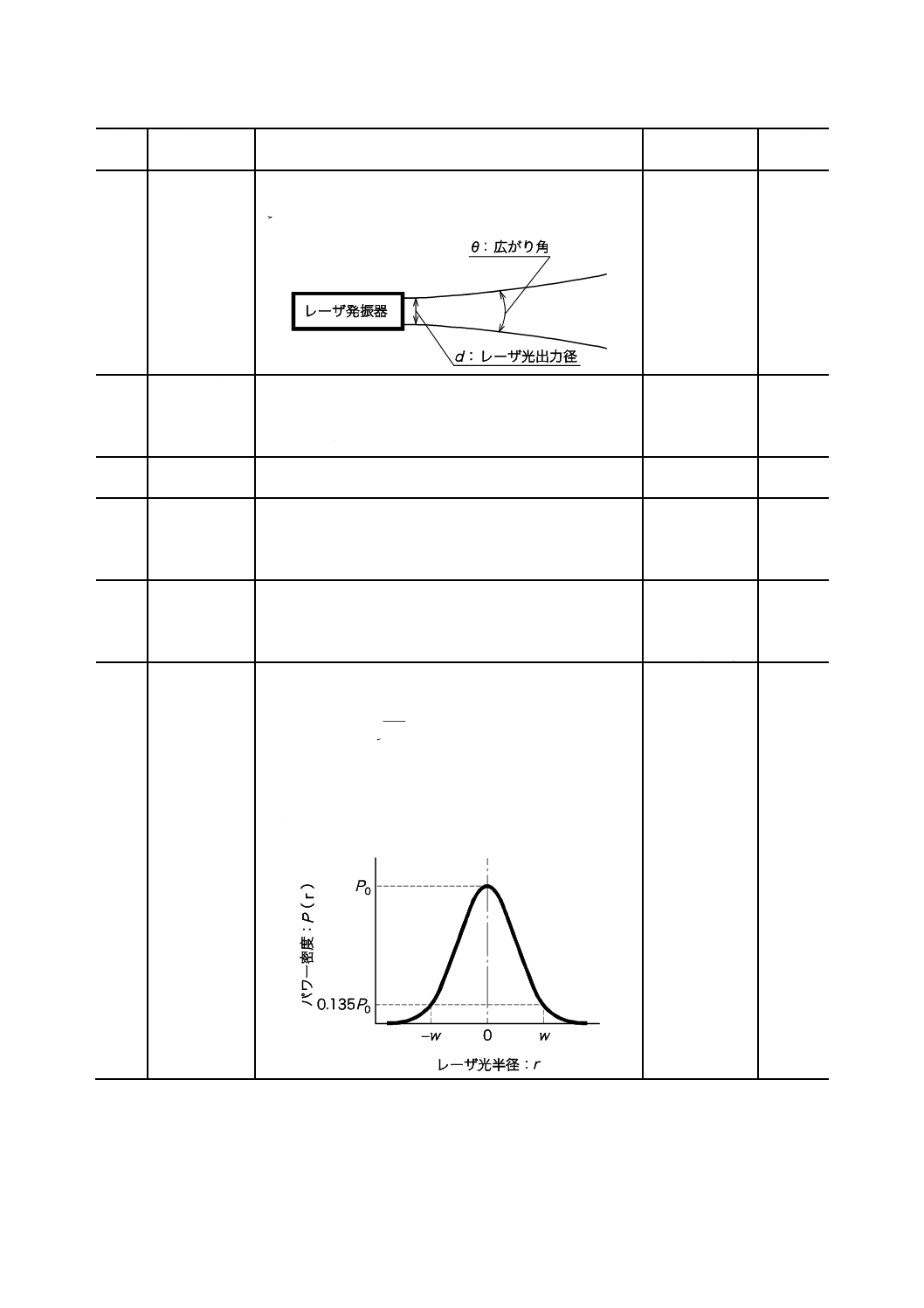
53002 ビーム広がり
角
レーザ光軸断面の形状において,増加するビーム幅で形成さ
れる漸近円すい(錐)の角度(全角)。ビーム発散角ともい
う。
beam divergence
angle
11145の
3.19
53003 コリメーショ
ン
ビーム広がり角をもつレーザ光を平行に近い状態にするこ
と。
注記 コリメーションを行う光学機器をコリメータ(56008)
という。
collimation
53004 コリメートビ
ーム
コリメーションによってほぼ平行になった状態のレーザ光。 collimated beam
53005 ビームモード
レーザ発振器(54001)から放射されたレーザ光が,ある安
定した固有の強度分布をもつ状態。
注記 横モード及び縦モードがあるが,一般的には横モード
を指す。
beam mode
53006 横モード
レーザ光の伝ぱ(播)方向に垂直な面のエネルギー強度分布。
横電磁モード(TEM)ともいう。
注記 エネルギー強度分布の違いによってTEMmn(m,nは
整数)と表示して区別される。
transverse mode,
transverse
electromagnetic
mode (TEM)
11145の
3.36
53007 シングルモー
ド
レーザ光の空間的強度分布が,次の式のガウス分布で表され
る横モード。ガウスモード又はTEM00ともいう。
()
2
2
2
0
w
r
e
P
r
P
−
=
P(r) :パワー密度
P0 :最大パワー密度
r :分布中心からの半径方向の距離
w :パワー密度がP0の0.135倍(=1/e2倍)になる半径
[ビーム径(53013)を参照]
single mode,
Gaussian mode,
TEM00
4
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
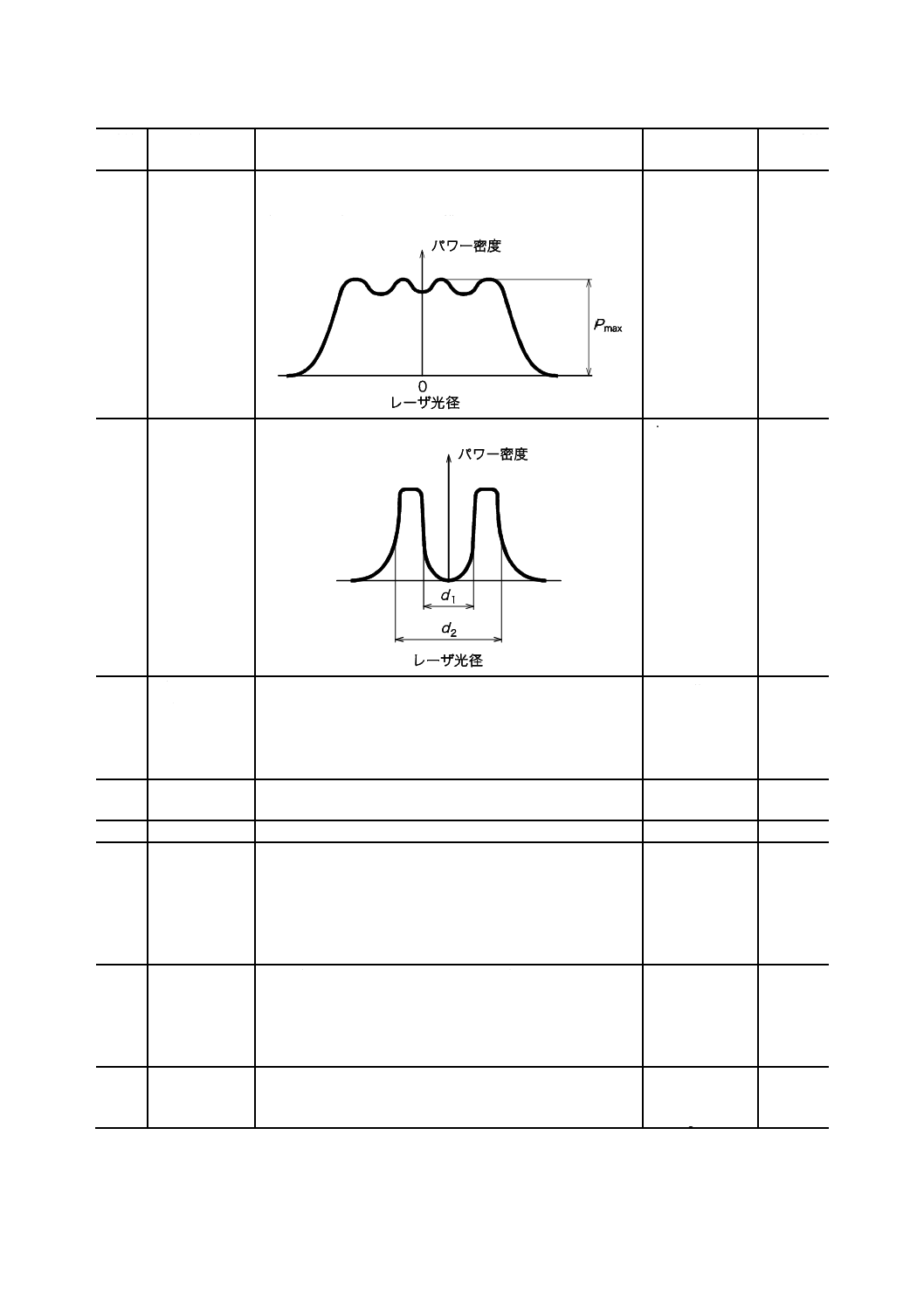
53008 マルチモード
レーザ光の空間的強度分布が,複数のピークをもった横モー
ド。
注記 シングルモード以外の横モードをいう。
multi-mode
53009 リングモード
レーザ光の空間的強度分布がリング状の横モード。
ring mode
53010 バーンパター
ン
レーザ光をアクリル,感光紙などに短時間照射した際に,ア
クリルの蒸発,感光紙の感光などで観察されるビーム照射痕
の形状。
注記 レーザ光の強度分布すなわち横モードを簡易的に観
察する際に用いられる。
burn pattern
53011 遠視野像
ビームウェスト(53020)からレイリー長(53019)より十分
大きい距離の離れたところの光強度分布。
far field
11145の
3.24
53012 近視野像
レーザ放射源に近い位置での光強度分布。
near field
53013 ビーム径
測定位置におけるレーザ光の直径。
注記1 全レーザパワーのu %を含んだ最小円の直径をビー
ム径としてduと表記する。
注記2 レーザ加工ではu %を87 %とすることが多い。
注記3 JIS C 6802:2011の3.13では63 %を含んだ直径d63
を使用している。
beam diameter
11145の
3.3
53014 ビーム軸
レーザ光断面の空間的中心を結んだ直線。
beam axis
11145の
3.1,
TR
17671-6
のA.3.2.2
53015 焦点
レンズ,集光ミラーなどの集光光学系によって集光されたレ
ーザ光の直径又は面積が最小となる位置(JIS Z 8120:2001
の01.02.24参照)。
focus,
focal point,
focal spot
15609-4
の3.10
5
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
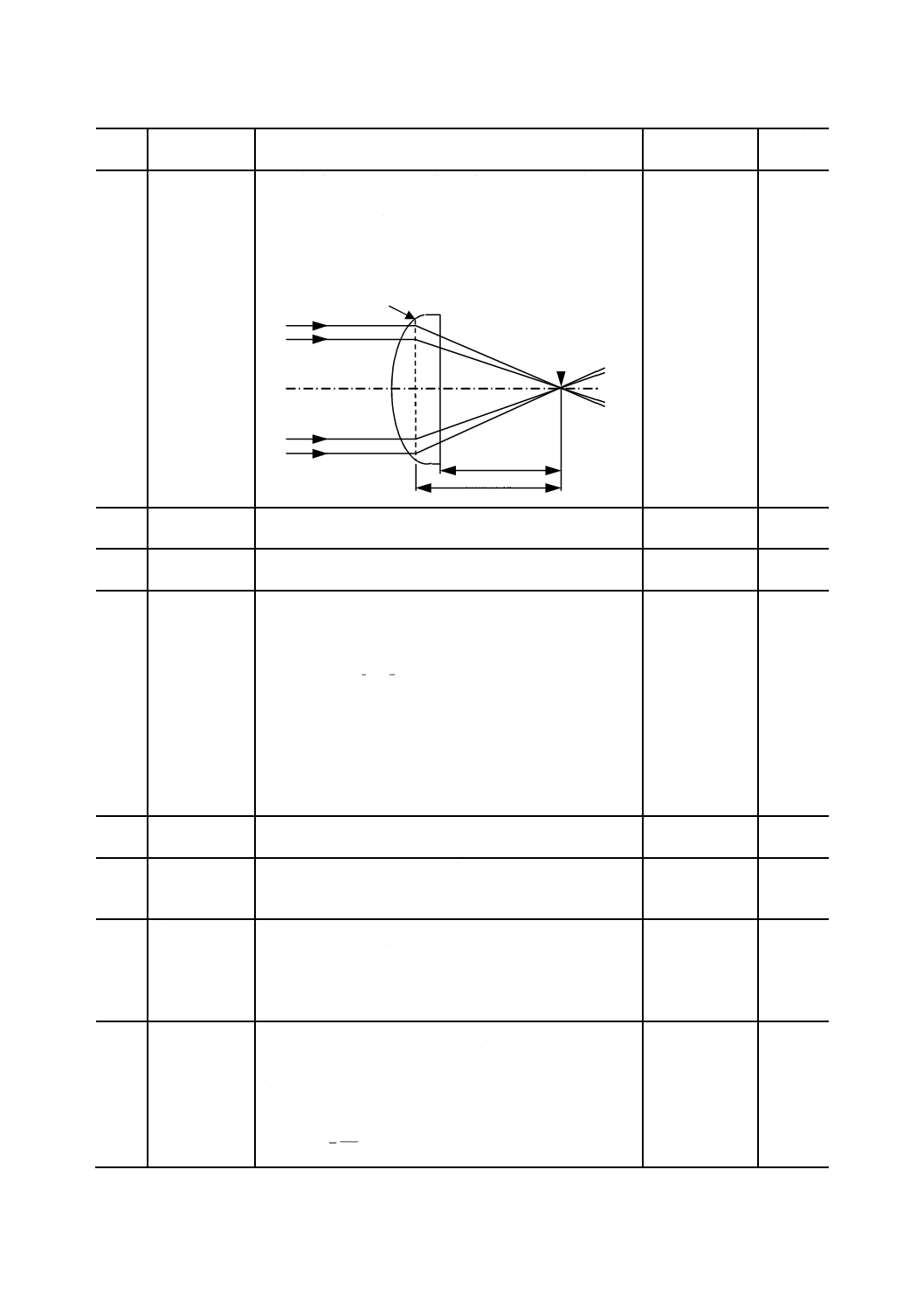
53016 焦点距離
レンズ,集光ミラーなどの集光光学系において,光学系に入
射するビームと出射するビームの投影とが交差する面,すな
わち,主平面から焦点(53015)までの距離。
注記 光学系の設定時に,レンズ又は集光ミラーの焦点側表
面と焦点までの距離である後側焦点距離(バックフォ
ーカス)を使用することもある。
focal length
15609-4
の3.9
53017 スポット径
レンズ又は集光ミラーによって集光されたレーザ光の,ワー
ク表面又は測定位置における直径。
spot diameter
53018 焦点深度
焦点(53015)の前後でビーム径の変化が少ない領域。
注記 レイリー長(53019)で代表されることが多い。
depth of focus
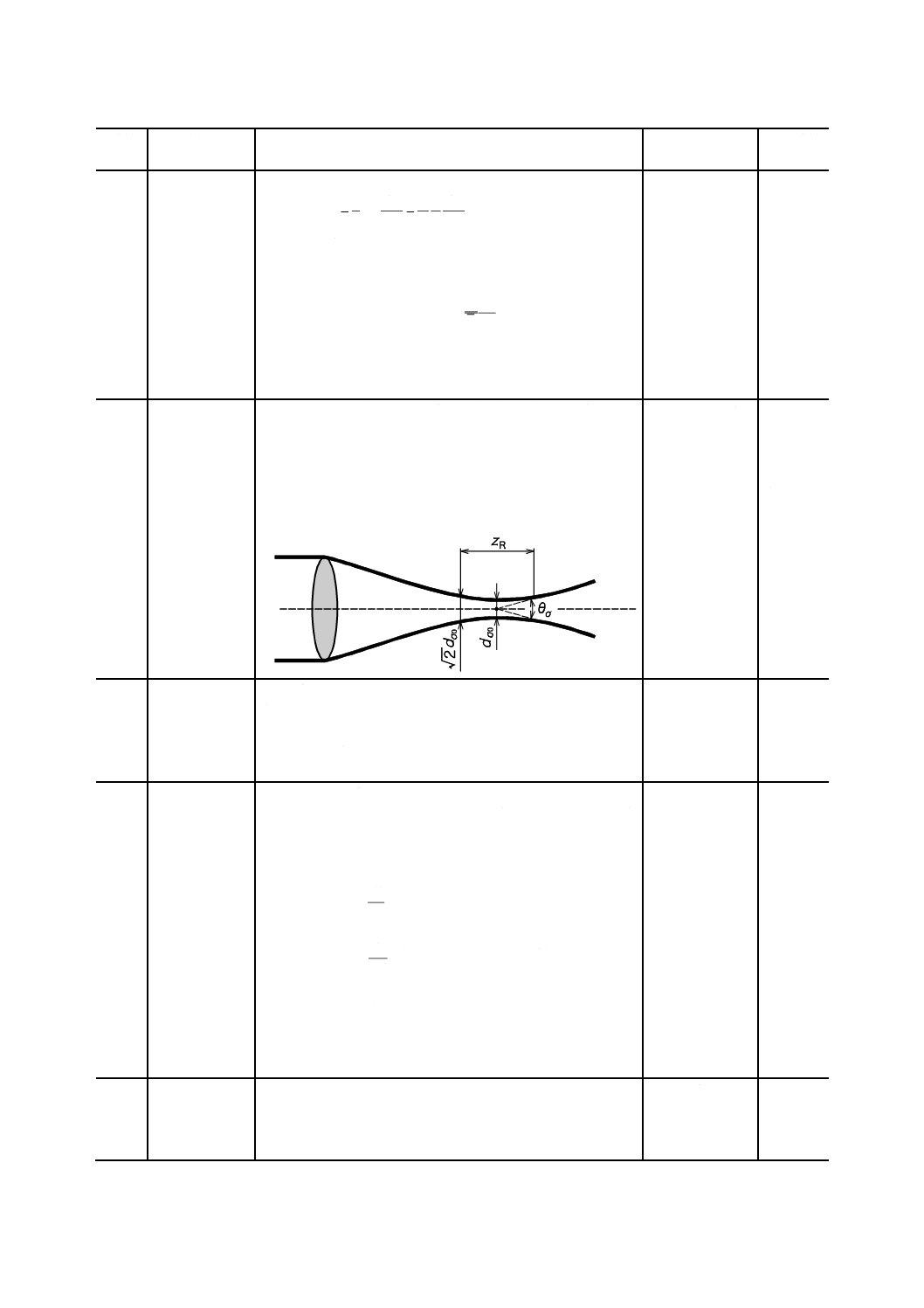
53019 レイリー長
ビーム径が,ビームウェストでの値の2倍以下である領域
の長さ。
注記1 レイリー長は,次の式で表される。
λ
πσ
4
2
0
R
d
z=
ここに, zR :レイリー長
dσ0 :ビームウェスト径
λ :レーザ波長
注記2 ガウスモード(53007)のレーザ光に対しては,一
般的にzR=dσ0/θσ(θσ:ビーム広がり角)が成り立つ。
BPP(53025)の図を参照。
Rayleigh length
11145の
3.55
53020 ビームウェス
ト
レーザ発振器から放出された,又は集光光学系によって集光
されたレーザ光の径が最小となる部分。
beam waist
11145の
3.10
53021 ビームウェス
ト径
ビームウェストにおけるレーザ光の直径。
注記 ビームウェストにおけるレーザ光の半径はビームウ
ェスト半径という(53025図参照)。
beam waist
diameter
11145の
3.11
53022 ビーム品質
M2値(53024),BPP(ビームパラメータ積)(53025)など
で評価されるレーザ光の集光性。
注記 一般的に,M2値が1に近いほど,またBPP(ビーム
パラメータ積)が小さいほど集光性が高く,ビーム品
質がよいとされる。
beam quality
53023 F値
レーザ光の集光特性を表す数値で,レンズ又は集光ミラーの
焦点距離とレンズ又はミラーに入射するビームの直径との
比率。
注記 F値は,焦点距離fと入射ビーム直径dσとで次の式の
ように定義される。
σ
d
f
=
F
F-number,
effective
f-number
11145の
3.20
主平面
後側焦点距離
焦点距離
焦点
6
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
53024 M2値
レーザ光の品質を示す次の式で表される指標。
λ
π
λ
θ
π
σ
σ
σ
0
0
2
F
1
4
4
M
d
d
=
=
ここに,
θσ :ビーム広がり角
dσ0 :ビームウェスト径
λ :レーザ波長
F :F値(
σ
d
f
=
F
)
注記 M2値は,理論的に完全なガウス分布をもつビームの
場合で1となり,実際のレーザ光ではいかなる場合も
1より大きくなる。
M2-value (beam
propagation
ratio)
11145の
3.7
53025 BPP(ビームパ
ラメータ積)
ビームウェスト径とビーム広がり角(53002)との積を4で
除した次の式で表される値。
BPP=dσ0θσ/4
ここに, dσ0 :ビームウェスト径
θσ :ビーム広がり角
注記 図中のzRはレイリー長(53019)を示す。
beam parameter
product
11145の
3.6,
TR
17671-6の
Annex B
53026 円偏光
レーザ光の振動の振幅が一定であり,振動方向がビームの放
射周波数に等しい周波数で伝ぱ(播)方向に対して回転して
いる状態。
注記 レーザ切断であらゆる方向での切断品質を同等にす
る際に使用する。
circular
polarization
11145の
3.38,
TR
17671-6
のA.3.2.3
53027 回折限界
高品質のレーザ光がもつ特性で,球面収差(JIS Z 8120:2001
の01.02.59参照)が起こらないような集光光学系によって集
光した場合の限界。
注記 回折限界におけるビームウェスト径(53021)の最小
サイズは,次の式で表される。
D
fλ
22
.1
=
∆
又は,
NA
λ
61
.0
=
∆
(レイリーの回折限界式)
ここに, f :集光光学系の焦点距離
λ :レーザ波長
D :入射レーザ光の径
NA :集光光学系の開口数(JIS Z 8120:2001
の01.02.46参照)
diffraction
limited
53028 熱レンズ効果
透過光学部品又は固体レーザにおける発振媒体をレーザ光
が伝搬する際に,吸収されたエネルギーによって中心部と周
辺部との間に温度差が生じ,この温度差によって熱変形及び
/又は屈折率の勾配が生じて,焦点位置が変動する現象。
thermal lens
effect
7
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4
レーザの種類
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
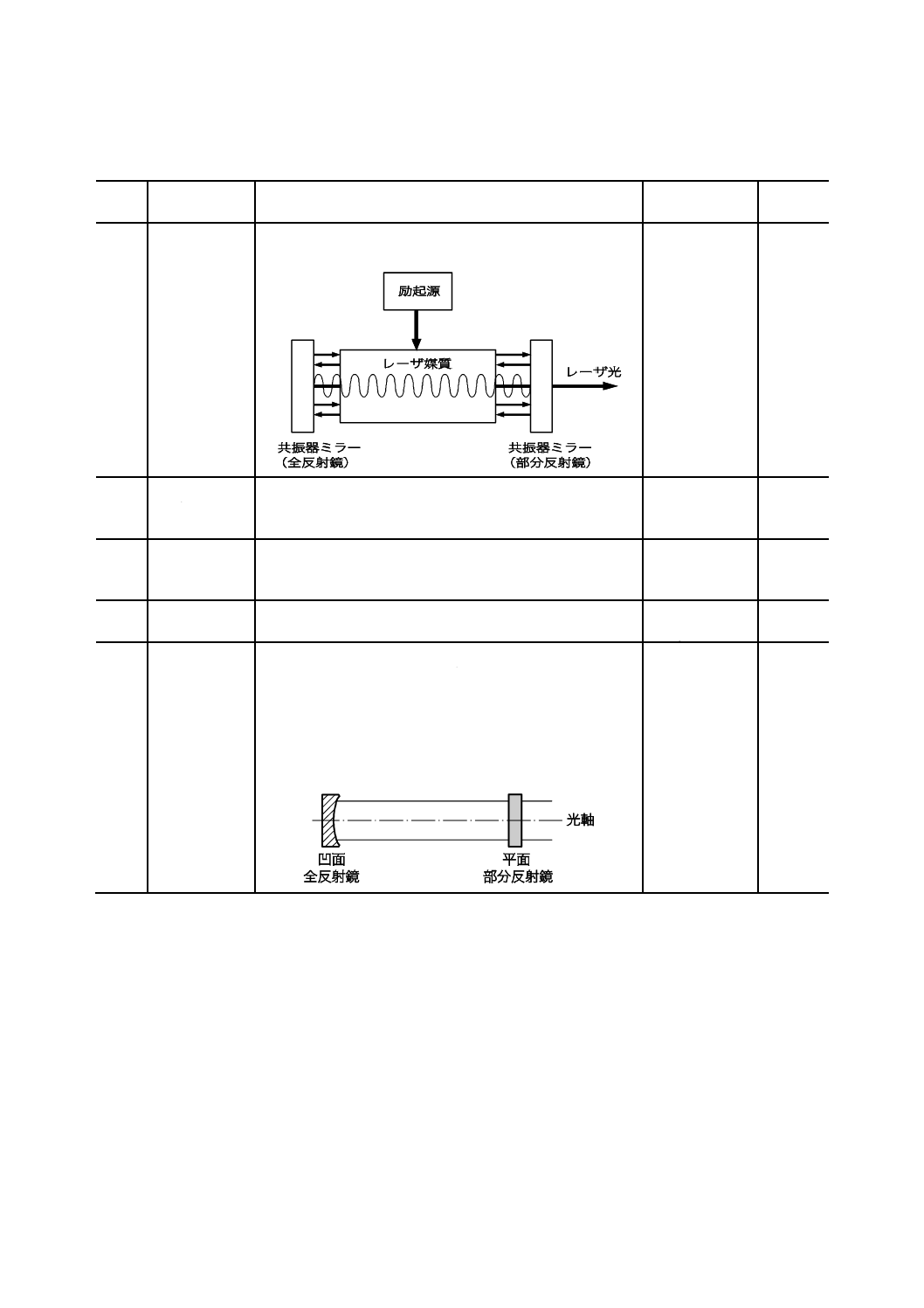
54001 レーザ発振器
レーザ光(52002)を発振する機器。
注記 主に共振器,励起源,レーザ媒質で構成される。
laser oscillator
54002 連続発振レー
ザ
レーザ出力を0.25秒以上連続で発振するレーザ。CWレー
ザともいう。
continuous wave
laser,
cw laser
11145の
3.26
54003 パルス発振レ
ーザ
レーザ出力を単一のパルス又はパルス列の形で放出するレ
ーザ。パルスの持続時間は0.25秒未満(JIS C 6802:2011の
3.68参照)。
pulsed laser
11145の
3.27
54004 共振器
光増幅が起こるようにレーザ媒質から放出された光を一対
のミラーなどで増幅する装置。キャビティともいう。
resonator,
cavity
54005 安定形共振器
レーザ
凹面全反射鏡及び平面又は凹面部分反射鏡を備えることに
よって共振器を形成するレーザ。
注記1 往復反射する光が凹面鏡によって光軸側に絞られ
るため,光が光軸の外に外れ出てしまうことがない
ので安定形と呼ばれる。
注記2 安定形共振器レーザでは部分反射鏡を透過する光
をレーザ出力として利用する。
stable resonator
type laser
11145の
3.57
8
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
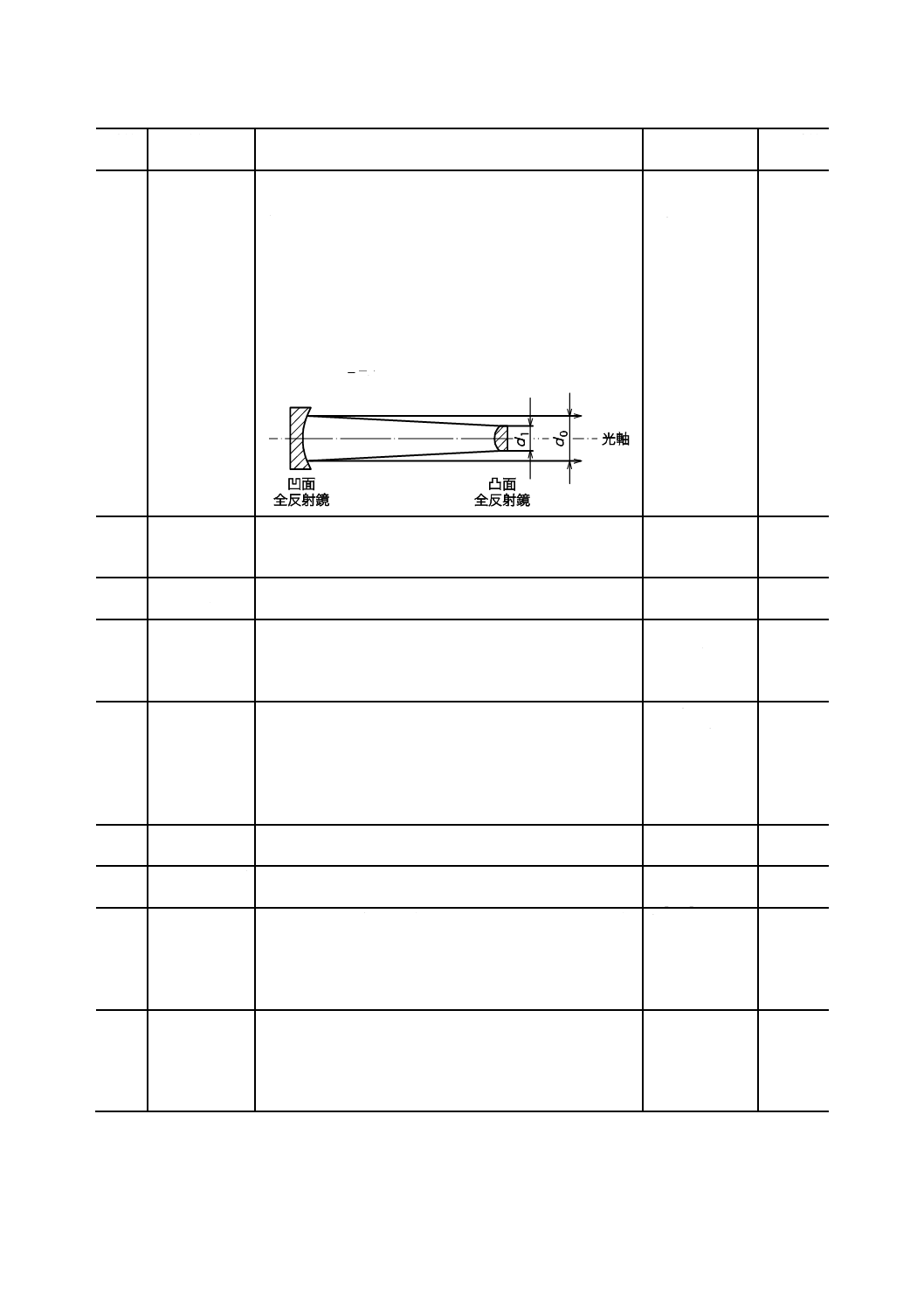
54006 不安定形共振
器レーザ
凹面全反射鏡と凸面全反射鏡との組合せによって共振器を
形成するレーザ。
注記1 往復反射する光は,最後には出力取り出し側反射鏡
の外径の外に外れ出るので不安定形と呼ばれる。
注記2 不安定形共振器レーザでは,出力取り出し側反射鏡
から外れ出た光をレーザ出力として利用する。
注記3 発振器出口における出力光はリング状をしており,
そのリング状ビームの外径(d0)と内径(d1)との
比をビーム拡大率(M)という。
1
0
M
d
d
=
unstable
resonator type
laser
11145の
3.58
54007 励起
レーザ媒質内の原子又は分子に外からエネルギーを与え,エ
ネルギーの低い基底状態から高い状態へと変化させること。
注記 このエネルギーの高い状態を励起状態という。
excitation
54008 直流放電励起
レーザ
励起に直流放電を用いたガスレーザ。DC放電形ともいう。 DC discharge
exited laser
54009 高周波放電励
起レーザ
励起に高周波放電を用いたガスレーザ。RF放電励起レーザ
(radio-frequency discharge exited laser)ともいう。
high frequency
current
discharge
excited laser
54010 TEAレーザ
1気圧かそれ以上の圧力中で,光軸に対して垂直方向の電気
放電によって,レーザ媒質の励起が行われる気体レーザ。
注記1 TEAレーザは,“横方向励起大気圧レーザ”の頭文
字。
注記2 このタイプのレーザにTEACO2レーザがあり,主に
マーキングに使用される。
TEA laser,
transversely
excited
atmospheric
(TEA)
54011 ランプ励起レ
ーザ
励起にフラッシュランプ又はDCランプを用いる固体レー
ザ。
lamp pumped
laser
54012 LD励起レーザ 半導体レーザを励起光源として用いる固体レーザ。
注記 ランプ励起と比べて高効率である。
laser diode
pumped laser
54013 レーザ媒質
励起によって反転分布(JIS Z 8120:2001の01.05.23参照)
を形成し,レーザ光を放射する物質。
注記1 レーザ媒質には,気体,液体,固体がある。
注記2 レーザ媒質の種類ごとに特性の異なるレーザ光が
放出される。
laser medium
54014 ガスレーザ
レーザ媒質が気体であるレーザ。気体レーザともいう。
注記 このタイプのレーザは媒質によって,原子(ヘリウ
ム・ネオンレーザ),分子(炭酸ガスレーザ)又はイ
オン(アルゴン,クリプトン,キセノン,ヘリウム・
カドミウムレーザなど)に分類される。
gas laser
TR
25901
の2.169
9
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
54015 炭酸ガスレー
ザ
炭酸ガス(CO2ガス)の媒質が励起されて発振するレーザ。
CO2レーザともいう。
注記1 通常は,レーザの特性を改善するために,炭酸ガス
のほかに窒素ガス及びヘリウムガスを混合したガ
スが用いられており,更に,一酸化炭素(CO)ガ
スなどを追加混合する場合もある。
注記2 一般には,波長10.6 μm主体の遠赤外光を発振光と
して利用している。
carbon dioxide
(CO2) laser
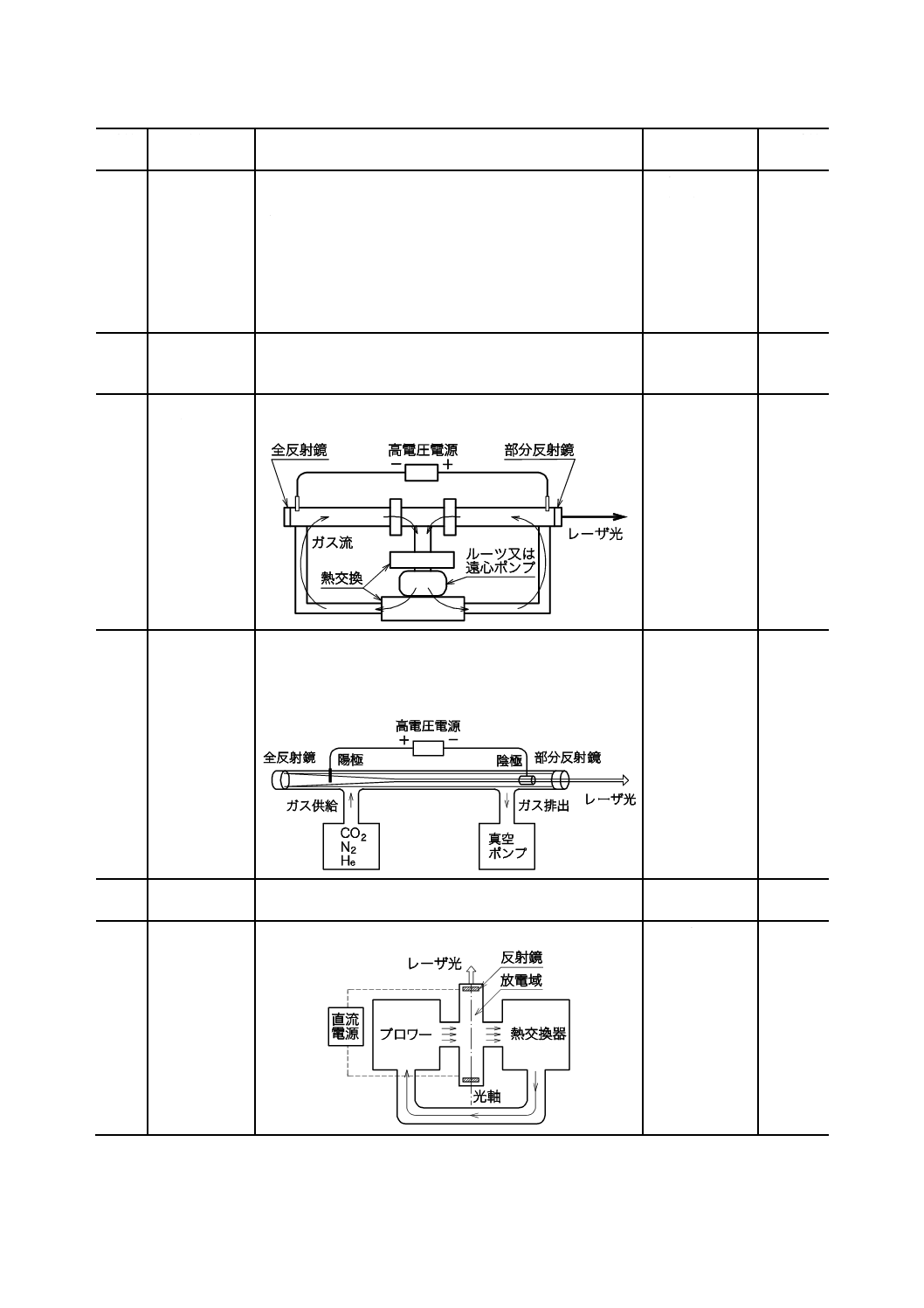
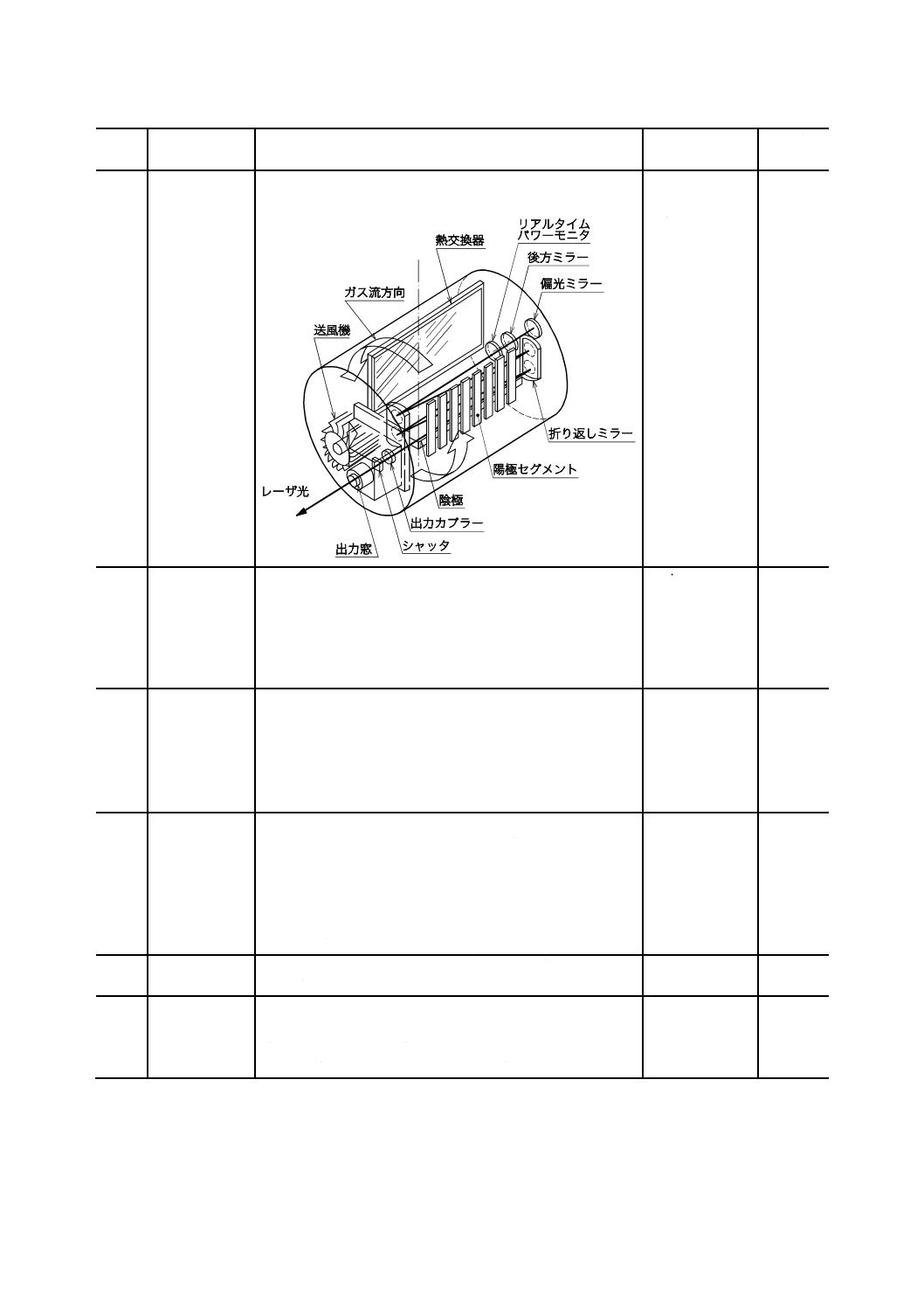
54016 同軸形レーザ
レーザ光軸とレーザ媒質のガス流方向及び放電方向とが一
致しているレーザ。軸流形レーザ(axial flow type laser)と
もいう。
coaxial type laser
54017 高速軸流レー
ザ
レーザ媒質をポンプ,ブロワーなどで高速に強制循環させる
同軸形レーザ。
fast axial flow
(FAF) laser
54018 低速軸流レー
ザ
気体の流れがレーザ光の軸に沿っているが,気体からの無駄
な熱の損失が主にチューブの壁から冷却媒体への熱伝導に
よって起こるような比較的低速度で循環するタイプの同軸
形レーザ。
slow flow laser
54019 直交形レーザ
レーザ媒質のガス流とレーザ光軸又は放電の方向とが直交
しているレーザ。
transverse type
laser
54020 2軸直交形レ
ーザ
レーザ媒質のガス流とレーザ光軸とが直交しているレーザ。
two-axis
transverse type
laser
10
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
54021 3軸直交形レ
ーザ
レーザ媒質のガス流とレーザ光軸及び放電方向とがそれぞ
れ直交しているレーザ。
three-axis
transverse type
laser
54022 エキシマレー
ザ
アルゴン,キセノン,クリプトンなどの不活性ガス及びふっ
素,塩素などのハロゲンなどの混合ガス中で,パルス放電に
よって,励起状態にある不活性ガス及びハロゲンからなるエ
キシマと呼ばれる励起分子を形成し,これが遷移する際にパ
ルス発振する紫外域レーザ。
注記 主な発振波長は,193〜353 nm。
excimer laser
54023 固体レーザ
レーザ媒質として,ガラス又は結晶中にレーザ作用をする活
性種[プラス3価クロム(Cr3+),プラス3価ネオジム(Nd3 +),
プラス3価イッテルビウム(Yb3+)など]を少量添加(ド
ーピング)した透明固体を用いるレーザ。
注記 代表的なレーザとして,ルビーレーザ,Nd:YAGレー
ザ,ディスクレーザ,ファイバーレーザなどがある。
solid state laser
TR
25901の
2.341
54024 ルビーレーザ
レーザ媒質がクロムイオンをドーピングした単結晶のアル
ミニウム酸化物(ルビー)であるレーザ。
注記1 円筒形のルビーロッドがパルス状のキセノンフラ
ッシュランプで励起され,694 nmの波長の赤色光レ
ーザを出力する。
注記2 ルビーは1960年にレーザ発振が初めて示された材
料である。
ruby laser
54025 ロッドレーザ
研磨された端面をもつ円筒形の透明なレーザ媒質を用いた
レーザ。
rod laser
54026 ガラスレーザ
レーザ媒質がネオジムなどをドーピングした光学ガラスで
あるレーザ。
注記 ガラスはYAG結晶と比べて特に大きなサイズのもの
を製造しやすいが,熱的特性は劣る。
glass laser
11
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
54027 YAGレーザ
ネオジム,イッテルビウムなどをドーピングしたイットリウ
ム・アルミニウム・ガーネット(YAG)結晶をレーザ媒質と
した固体レーザ。
注記1 代表的な発振波長は,1.064 μmである。
注記2 LD励起及びランプ励起がある。
注記3 ネオジムをドーピングしたNd:YAGレーザ及びイッ
テルビウムをドーピングしたYb:YAGレーザがあ
る。
YAG laser,
Nd:YAG laser,
Yb:YAG laser
54028 ディスクレー
ザ
薄いディスク状のレーザ媒質に,励起用半導体レーザ光を照
射することによって発振するLD励起固体レーザ。
注記1 レーザ媒質にはイッテルビウムを添加(ドーピン
グ)したYAG結晶などが使われる。
注記2 ディスク状のレーザ媒質が裏面から熱吸収体によ
って十分冷却されるため,温度分布が均一で,品質
の高いレーザ光が高効率で発振される。
disk laser
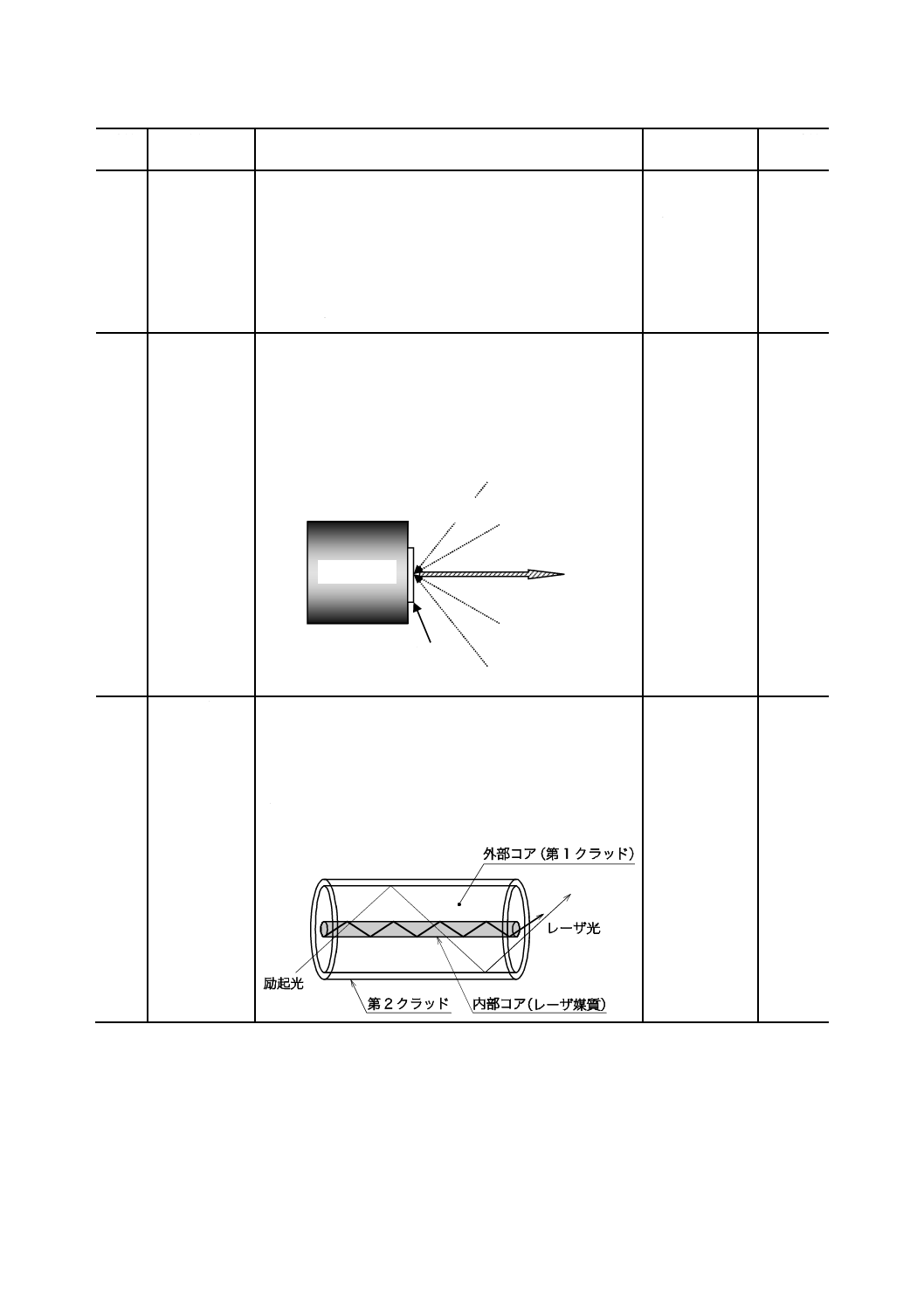
54029 ファイバーレ
ーザ
光ファイバーをレーザ媒質に用いたLD励起固体レーザ。
注記1 一般的にはファイバーが二重構造になっており,内
部コアにイッテルビウムなどをドーピングした細
径ガラスファイバーなどを用い,外部コア内に励起
用半導体レーザ光を導光してレーザ光を発振する。
注記2 レーザ媒質の温度分布が均一で,高品質なレーザ光
が高効率で発振される。
fibre laser
熱吸収体
半導体レーザ照射
レーザ光
ディスク
(Yb:YAGなど)
12
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
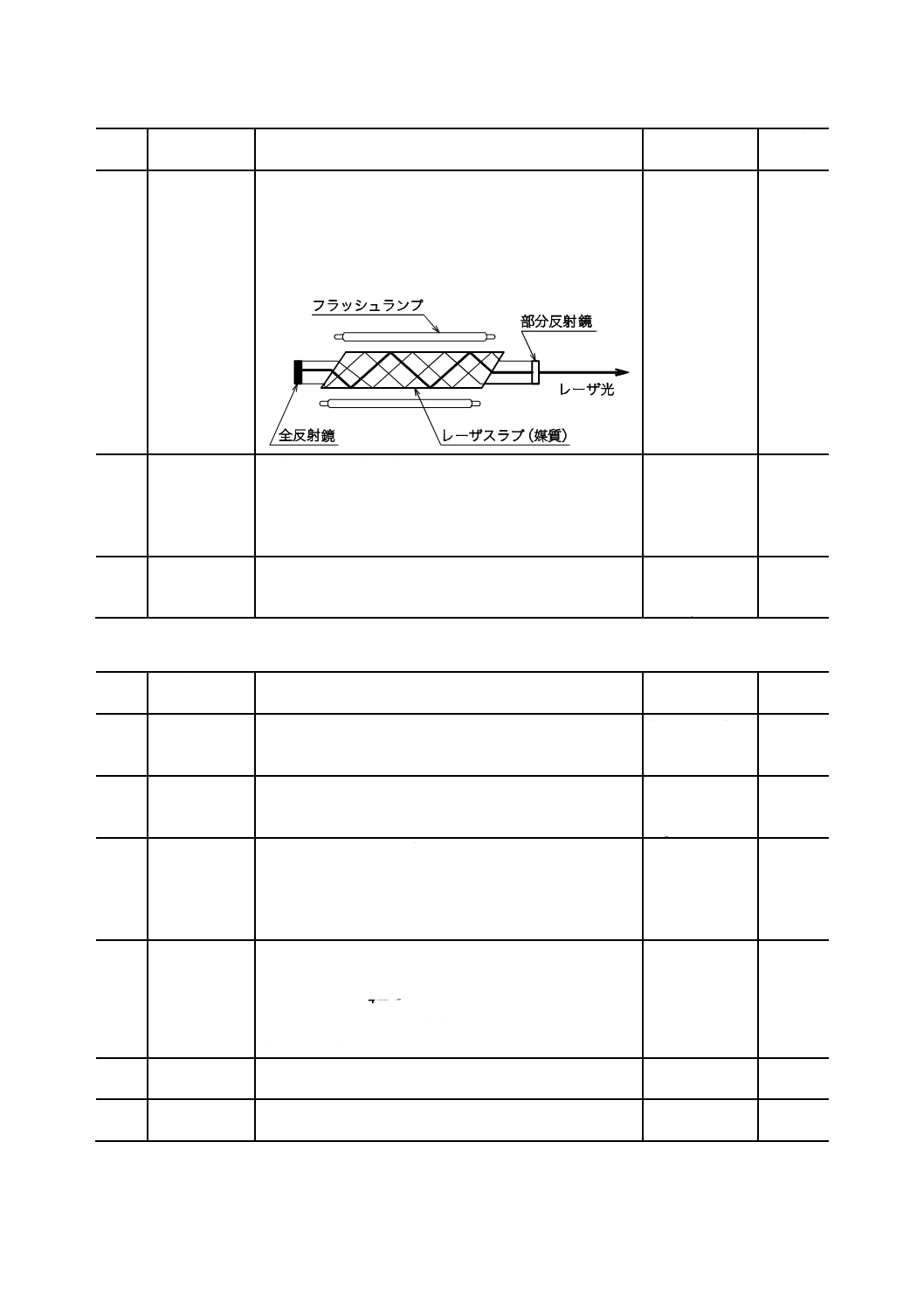
54030 スラブレーザ
板状(スラブ状)のレーザ媒質を用いたレーザ。
注記1 ロッド状のレーザ媒質に比べ,レーザ媒質の温度分
布を均一にできるため,品質の高いレーザ光が発振
される。
注記2 炭酸ガスのスラブレーザも同様に高いビーム品質
が得られる。
slab laser
54031 半導体レーザ
半導体のpn接合領域の両端から電位をかけることによって
電子及び正孔を注入し,これらが再結合する際の発光を利用
したレーザ。ダイオードレーザ,レーザダイオードともいい,
LDと表記される。
注記 構成する半導体によって発光する波長が異なる。
diode laser,
semiconductor
laser,
LD
54032 ダイレクト半
導体レーザ
(DDL)
LDスタックからのレーザ光を集光して,ファイバーを介さ
ず直接対象物に照射するタイプのレーザ発振器。
注記 DDLとも表記される。
DDL
(direct diode
laser)
4.5
レーザ出力特性
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
55001 レーザ出力
連続発振レーザ又はパルス発振レーザから放出されるレー
ザ光の出力。レーザパワーともいう。
注記 通常,単位はWで示す。
laser power (laser
output power)
55002 連続発振出力
連続発振レーザの出力。
注記 通常,単位はWで示す。
cw-power,
continuous laser
power
11145の
3.45
55003 パワー密度
単位面積当たりのレーザ出力。
注記1 レーザ光の一部分の特性を表す。
注記2 通常,単位はW/cm2又はW/mm2で示す。
beam power
density,
power density
TR
25901の
2.42,
11145の
3.46
55004 平均パワー密
度
平均出力をビーム断面積で除したもの。
注記1 レーザ光の断面形状が円の場合は,次の式となる。
Pρm
2
0
4dP
π
=
Pρm:平均パワー密度,P0:平均出力,d:ビーム径
注記2 通常,単位はW/cm2又はW/mm2で示す。
average power
density
11145の
3.44,
TR
25901の
2.23
55005 パルス出力
パルスエネルギーをパルス幅で割った値。
注記 通常,単位はWで示す。
pulse power
11145の
3.47
55006 平均出力(パル
スレーザの)
パルスエネルギーの平均とパルス周波数との積。
注記 通常,単位はWで示す。
average power
11145の
3.48
13
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
55007 ピーク出力
パルス発振出力のせん頭値。
注記 通常,単位はWで示す。
peak power
11145の
3.49
55008 パルスエネル
ギー
パルス発振されるレーザ光の単一パルスのエネルギー。
注記 通常,単位はJで示す。
pulse energy
11145の
3.22
55009 エネルギー密
度
単位面積当たりのレーザエネルギー。
注記1 レーザ光の一部分の特性を表す。
注記2 通常,単位はJ/cm2又はJ/mm2で示す。
energy density
11145の
3.23
55010 平均エネルギ
ー密度
平均エネルギーをビーム断面積で除したもの。
注記 通常,単位はJ/cm2又はJ/mm2で示す。
average energy
density
11145の
3.21
55011 パルス周波数
パルス発振レーザの1秒当たりのパルス数。パルス繰返し数
ともいう。
注記 通常,単位はHzで示す。
pulse frequency,
pulse repetition
rate
11145の
3.52
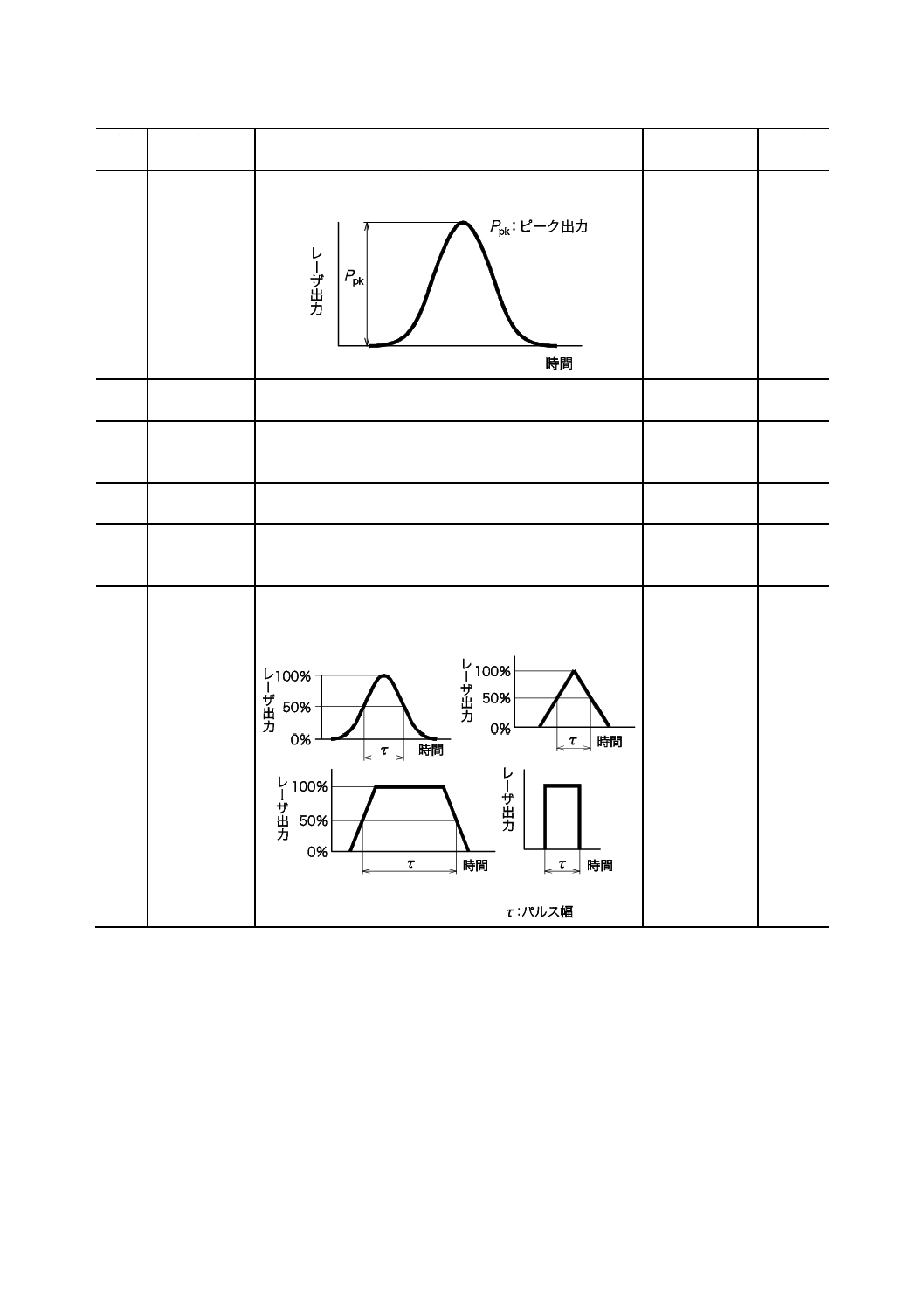
55012 パルス幅
パルスピーク値の立ち上がり半値点と立ち下がりの半値点
との間の時間間隔(JIS C 6802:2011の3.67参照)。
パルス長ともいう。く(矩)形波の場合は,その幅となる。
pulse duration
11145の
3.50
14
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
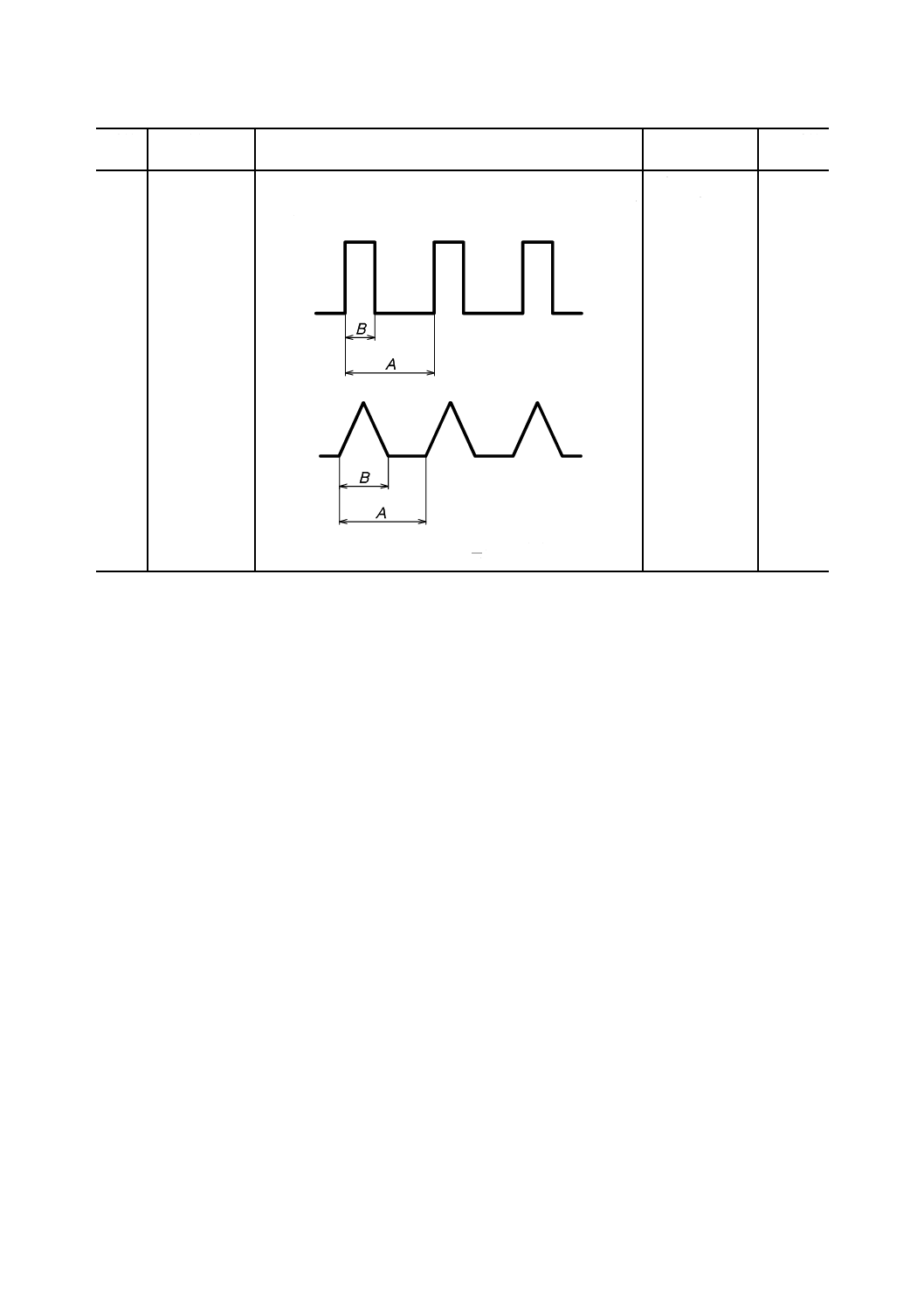
55013 パルスデュー
ティ
周期的なパルス発振において,パルス周期に対するパルス出
力を生成している時間の割合。デューティサイクル(duty
cycle)ともいう。
パルスデューティ=
100
×
A
B
(%)
pulse duty,
duty cycle
15
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
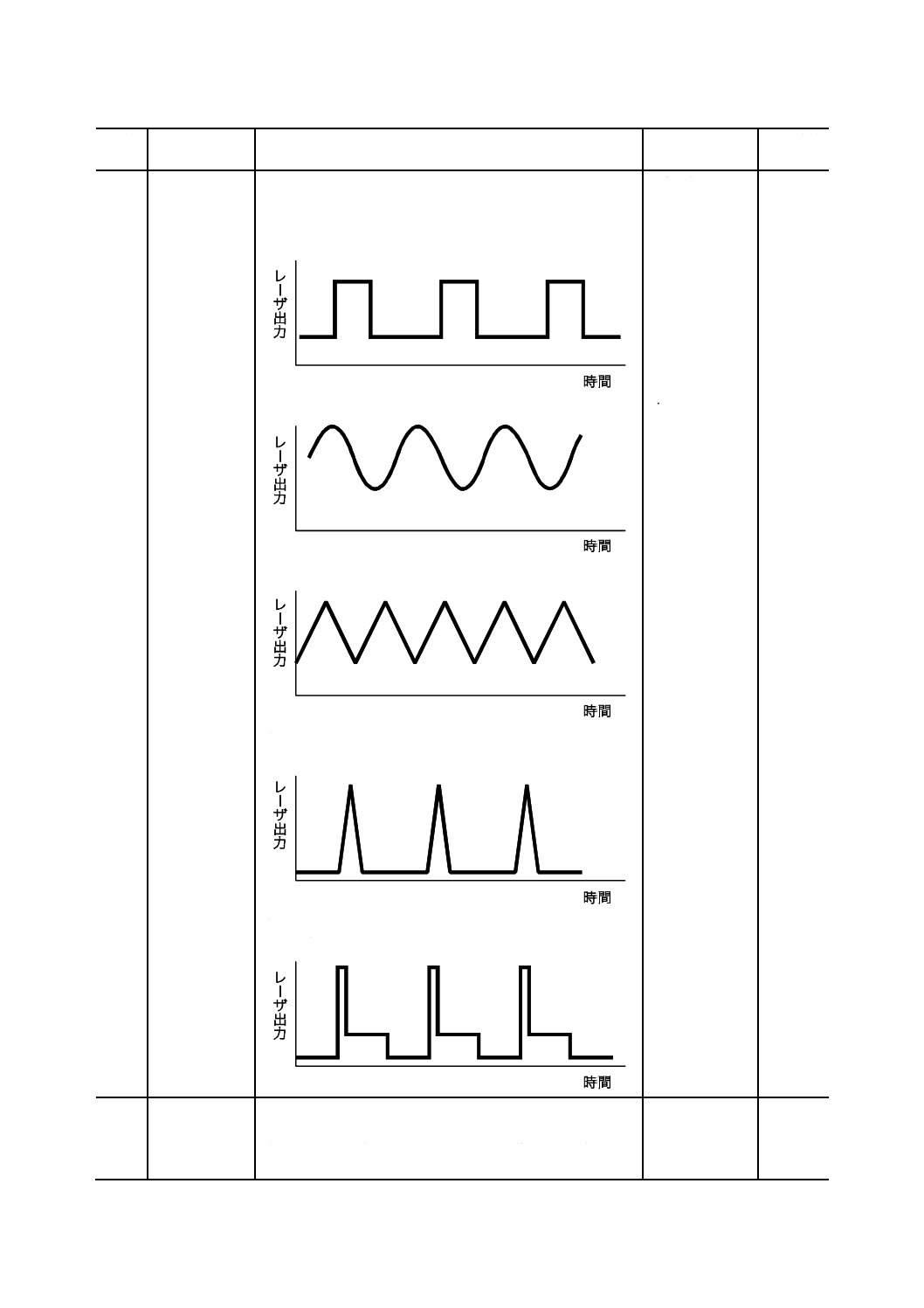
55014 パルス波形
パルス期間中の一つのレーザパルス振幅の時間変化。
注記 代表例を次に示す。縦軸はレーザ出力,横軸は時間を
示す。
pulse shape
a) く(矩)形波
gated pulse,
b) 正弦波
sine wave,
c) 三角波
triangular wave,
d) スパイクパルス 瞬間的なピーク出力が平均出力より,
非常に大きい。
spike pulse,
e) エンハンストパルス 非常に大きなピーク出力に続き,
小さな出力に移行する。
enhanced pulse
55015 Qスイッチ
ルビー,YAGレーザなどから非常に短時間で強いパルスを
生成するのに使用される光学部品。
注記 大量のエネルギーが休止時間中に蓄積され,集中的エ
ネルギーが作動時間中に放出される。
Q-switch
16
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
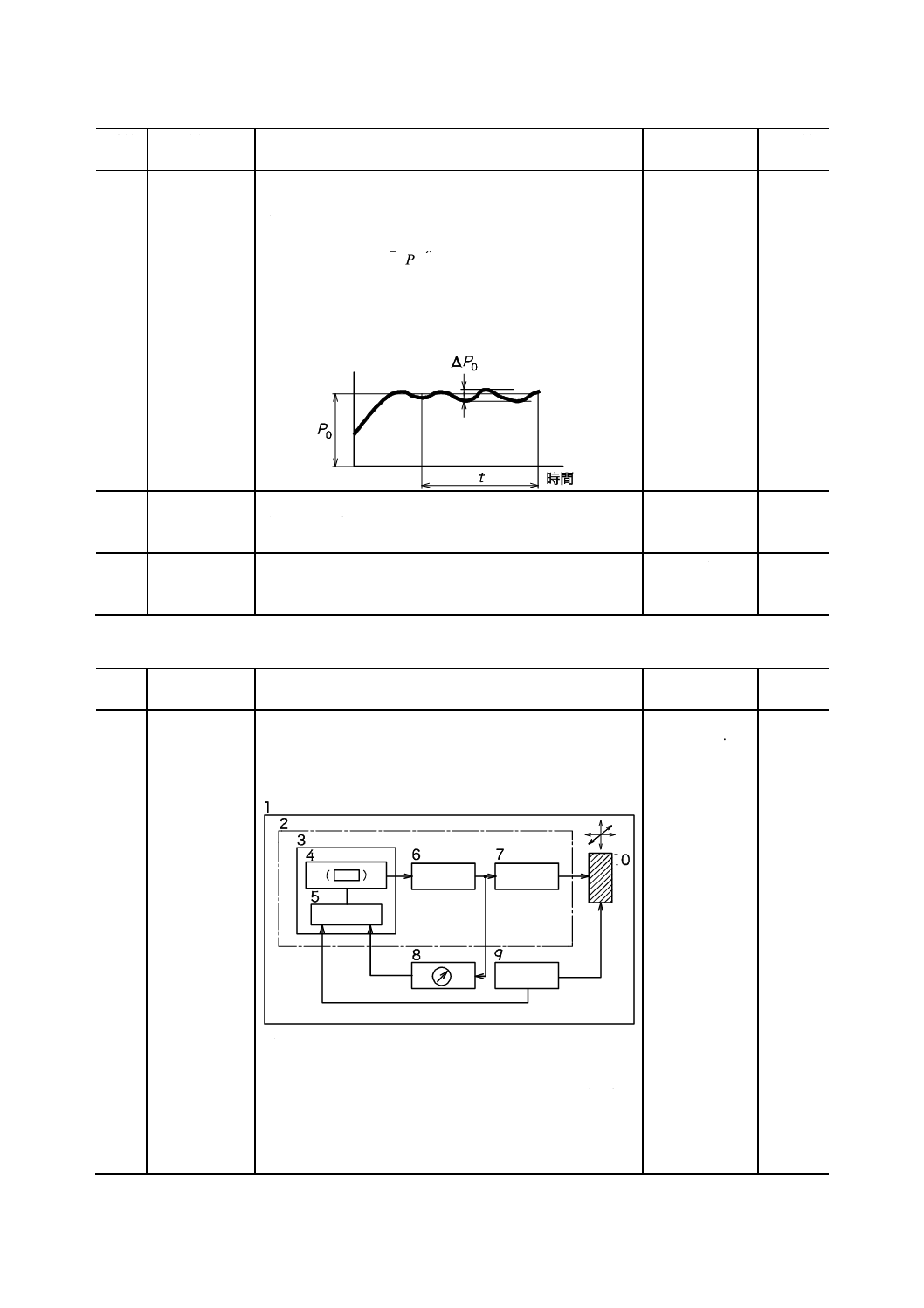
55016 出力安定度
飽和値に達した後の時間tの間の平均出力に対する1 Hz以
下のレーザ出力最大値及び最小値との差の比率。
注記 パーセントで表示するとともに時間tを併記する。
出力安定度
100
Δ
0
0×
=PP
(%)
ここに, P0 :時間tの間の出力の平均値
ΔP0 :時間tの間の出力の最大値及び最小
値の差
なお,ΔP0/2の比率で±(%) 表示することもある。
output power
stability
55017 加工点出力
被加工物表面でのレーザ出力。
注記 レーザ出力は光学系などで損失が発生するため,レー
ザ発振器の出力とは異なる。通常,単位はWで示す。
laser power at
workpiece
55018 パワーメータ
レーザ光のパワー又はエネルギーを測定するために使用す
る機器。熱量計ともいう。
注記 パルスエネルギーを測定する機器もある。
power meter,
calorimeter
4.6
レーザ加工装置
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
56001 レーザ加工シ
ステム
レーザ装置,レーザ光の伝送装置,加工点にレーザ光を集光
する加工ヘッド,必要に応じて加工物,加工ヘッドを駆動す
るハンドリング機器などを備え,これらを統括制御する装置
からなる機構。レーザ加工装置ともいう。
laser assembly,
laser processing
system
11145の
3.28
1 レーザ加工システム
2 レーザ加工機
3 レーザ装置
4 レーザ発振器
5 供給源(電力,冷却器)
6 ビーム伝送装置(鏡,ファ
イバー,レンズ)
7 加工ヘッド(加工光学系,
集光系)
8 計測及び制御
9 ハンドリング機器(ロボッ
ト,ポジショナー)
10 加工物
注記 安全機器は含めていない。
17
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
56002 レーザ溶接機
レーザ光を熱源として溶接を行うための装置。レーザ溶接装
置ともいう。
laser welding
machine
56003 レーザ切断機
レーザ光を熱源として切断を行うための装置。レーザ切断装
置ともいう。
laser cutting
machine
56004 装置効率
レーザ光の全出力(エネルギー)と,付帯システムを含む全
入力(エネルギー)との割合。全効率,総効率ともいう。
注記 発振効率は,発振器単体の場合をいう。
device efficiency 11145の
3.18
56005 エアロダイナ
ミックウィ
ンドウ
高出力気体レーザ(>10 kW)において,固体のレーザ出力
窓の代わりに発振器内外を隔離するため気体を高速で流す
流体力学窓。
aerodynamic
window
56006 アッテネータ
レーザ光の光量を減衰させるための光学部品。
attenuator
56007 アパーチャ
レーザ光の輪郭補正用の光学部品。
注記1 光路を通過するレーザ光の断面積を制限するため
に設ける絞り又は開口のこと。
注記2 通常,薄い金属板に丸又は四角の穴を空けた部品を
使用している。
aperture
56008 コリメータ
コリメートビーム(53004)を生成する光学システム。
collimator
56009 ビームエキス
パンダ
レーザ光の直径を増加するために使用される光学システム。
アップコリメータともいう。
注記 レーザではこの装置はビームのコリメーション
(53003)にも使用される。
beam expander
56010 カレイドスコ
ープ
反射膜を蒸着したミラーの内壁をもつ筒又は外壁をもつロ
ッドの光学部品。
注記 この中を多重反射しながらレーザ光を伝送すること
で輝度分布が均一化されたトップフラットな横モー
ドを得る。
kaleidoscope
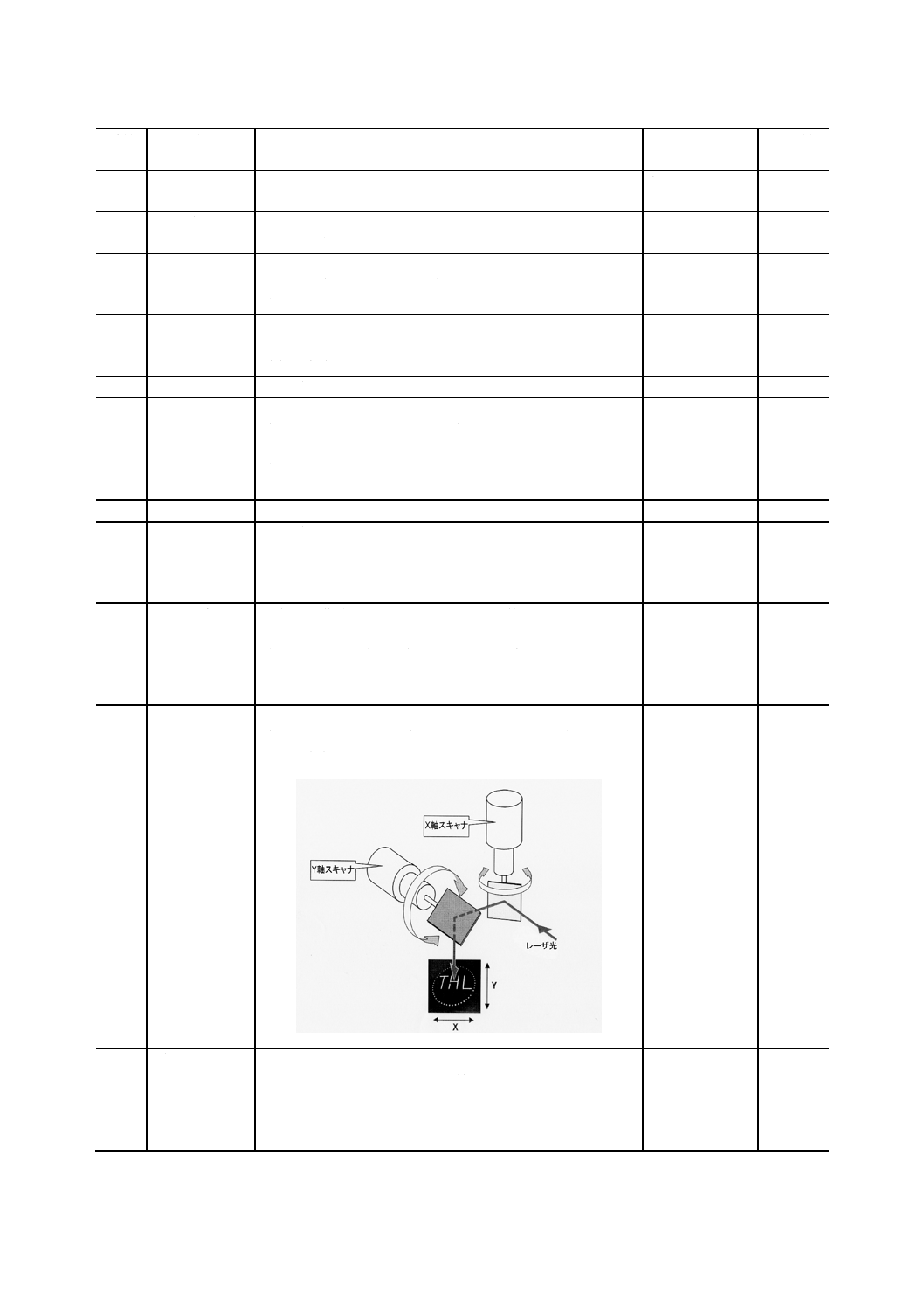
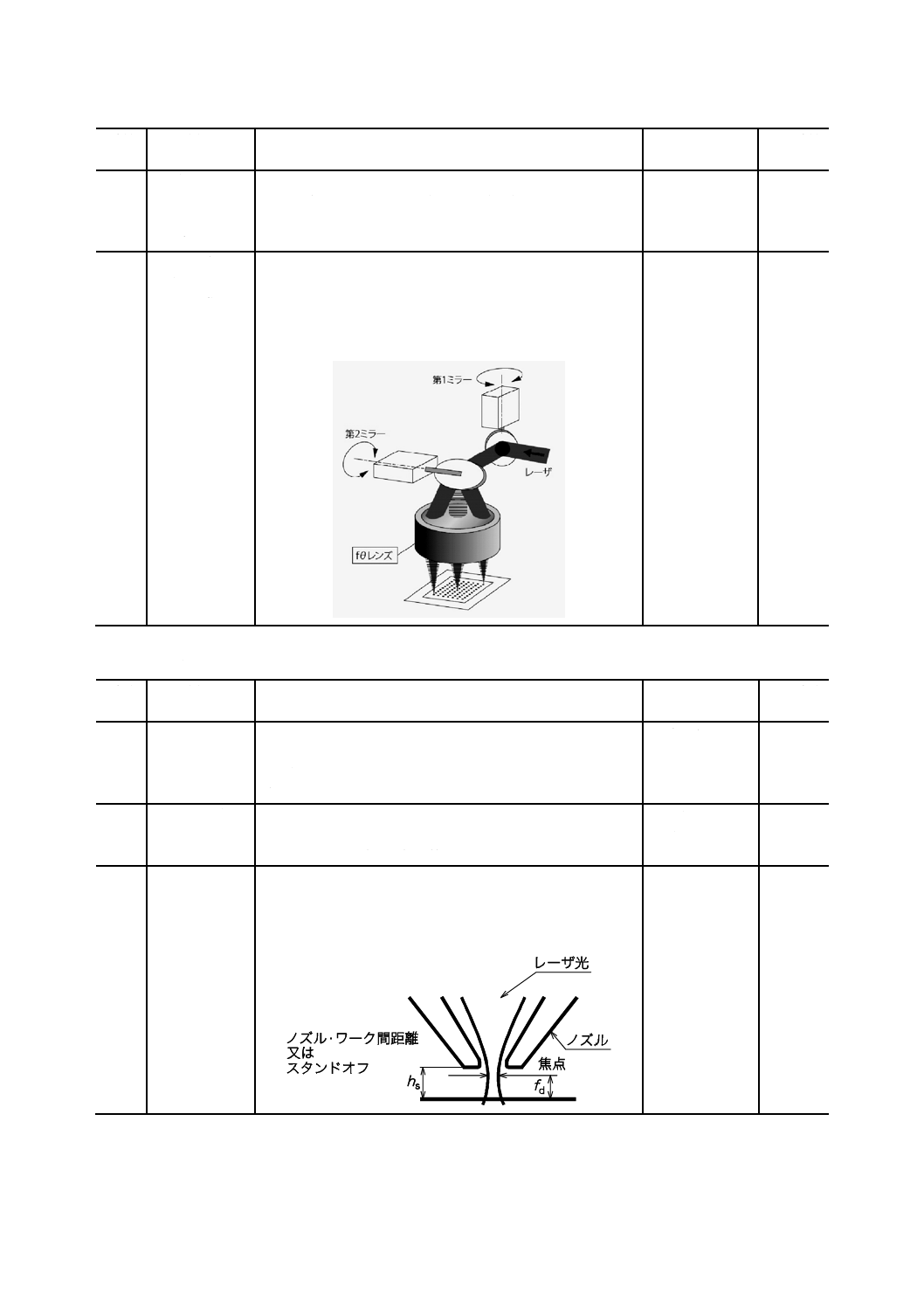
56011 ビームスキャ
ナ
ガルバノミラーなどでレーザ光を走査する光学部品。
注記 スキャナを組み合わせることによって立体空間を高
速度に操作できる。
beam scanner
56012 ビーム伝送シ
ステム
レーザ光が安全な方法で精密に所定の位置に伝送するよう
に配置されたミラー,レンズ,管,ファイバーなどの光学部
品を使用した装置。
注記 通常,炭酸ガスレーザはミラー伝送,固体レーザはフ
ァイバー伝送が使われる。
beam delivery
system
18
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
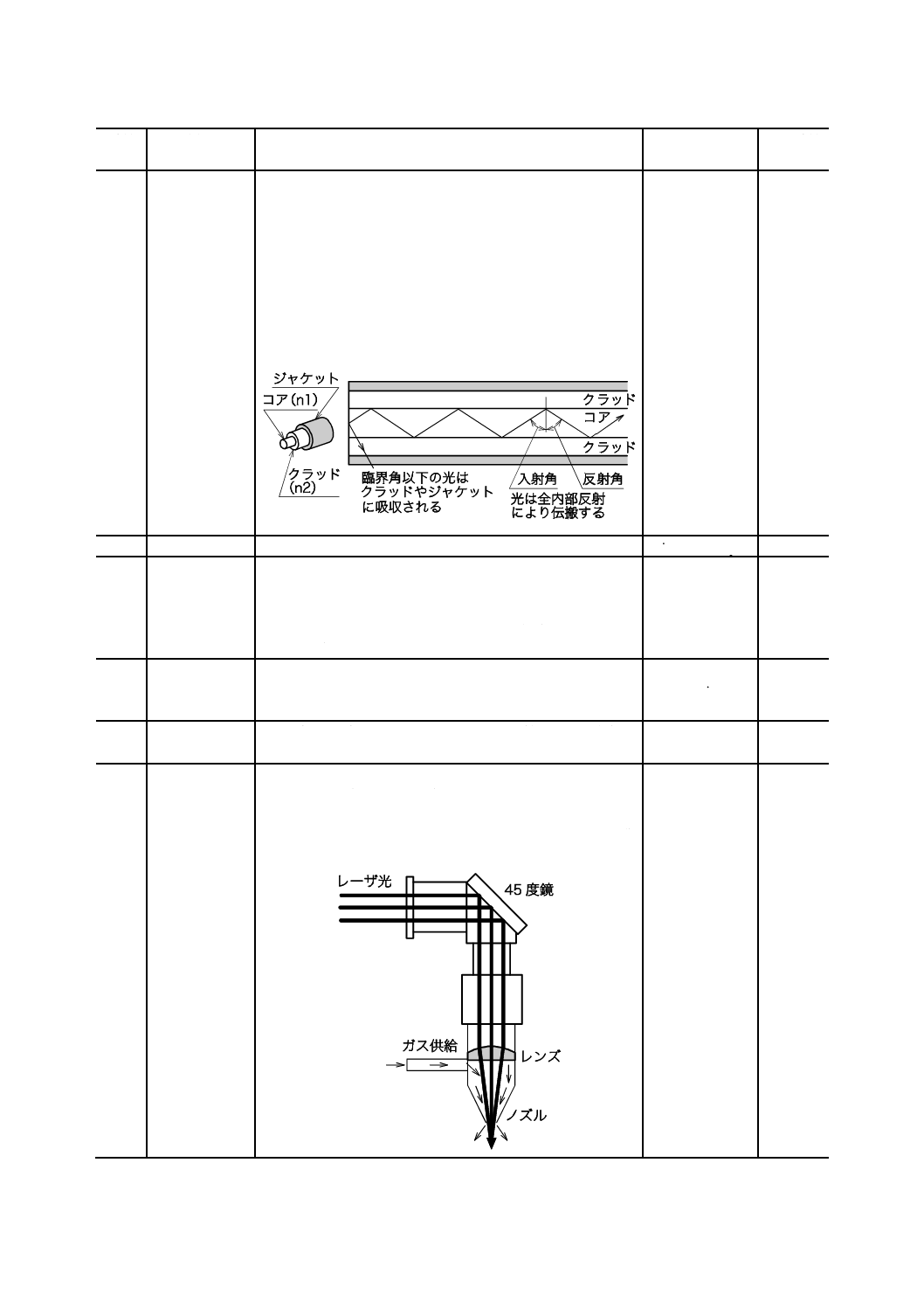
56013 ファイバー伝
送
光ファイバーを使用してレーザ光を加工物に伝送する方法。
注記1 ファイバーはレーザ光が全反射して伝搬するよう
に屈折率の異なる被覆材(クラッド)がコアファイ
バーにコーティングされている。
注記2 コアファイバーは細長い石英,シリカなどで作ら
れ,その外周は通常ポリマーで保護される。
注記3 ファイバー光学系のビーム供給システムは,レーザ
の出力を加工面に伝送し,小半径に曲げることがで
き,ミラーの使用を省略できる。
fibre optic,
fibre delivery
56014 ミラー伝送
レーザの出力をミラーを使用して加工物に伝送する方法。
mirror delivery
56015 吸収係数
光がある媒質に入射したとき,その媒質がどれくらいの光を
吸収するのかを示す定数。
注記 媒質透過後の光強度Iは,媒質に入射した強度をIo,
透過距離をxとしたとき,I=Io exp(-αx) で表され,こ
の式中のαを吸収係数と呼ぶ。
absorption
coefficient
56016 光軸
レーザ光の中心が光学システムを通過する想像上の線。
注記 通常,レンズ,ミラー,アパーチャ,利得媒体などの
全ての光学素子の中心点を通る。
beam axis,
optical axis
11145の
3.1
56017 ビームアライ
メント
レーザ光の光軸がレンズ,ミラー,ビーム管などの光学軸と
一致するよう光学素子を調整すること。
beam alignment
56018 集光ヘッド
伝送されたレーザ光を材料加工面に収束するために使用さ
れる装置。光学ヘッド又は加工ヘッドともいう。
注記 装置は一つかそれ以上の集光レンズ又はミラーから
なり,アシストガス及びパージガス供給システム,集
光点の調整機構,光学部品の保護機器などを含む。
focusing head
19
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
56019 ノズル(レーザ
溶接及びレ
ーザ切断の
−)
レーザ加工領域にガスを直接吹き付ける出口をもつ集光ヘ
ッドの突き出ている部分(56018図参照)。
nozzle
56020 fθレンズ
(エフシータ
レンズ)
ビームスキャナ(56011)で偏向されたレーザ光をf(レンズ
の焦点距離)×θ(レンズへの入射角)が一定になるように
集光し,かつ,走査速度が一定になるように補正するレンズ。
注記 スキャナミラーの角速度が一定な場合,加工面でレー
ザ光が等速度で走査される。
f-theta lens
4.7
レーザ加工
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
57001 入射角
レーザ加工において,入射するレーザ光の光軸と試料又は光
学部品の法線又は垂線との角度(JIS Z 8120:2001の01.01.27
参照)。
注記 垂直角が最もよく使用される。
angle of
incidence
57002 ワーキングデ
ィスタンス
溶接物の表面と正確な集光レンズ又はミラーに起因する装
置の標準の基準点との距離。
注記 現場での基準距離に使用される。
working
distance
15609-4
の3.3
57003 焦点はずし距
離
焦点(53015)とワーク表面との位置関係を表す距離。焦点
位置(focal position)ともいう。
注記 通常,焦点がワークの内側にある場合を(−),外側
にある場合を(+)とする。
defocusing
distance,
focal position
20
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
57004 プルーム
レーザを照射した箇所から発生する発光体。
注記1 形状が羽毛状をしていたことから命名された。
注記2 発光体の温度が高くイオン化している場合を区別
して,レーザ誘起プラズマ(57005)という。
plume
57005 レーザ誘起プ
ラズマ
レーザ溶接時に,キーホール(57011)内部及び直上におい
て,蒸発粒子又は雰囲気ガスが一部電離することによって形
成されるプラズマ。
注記 炭酸ガスレーザ溶接を,アルゴン,窒素などのシール
ドガスで行うと,ガスがプラズマ化してレーザ光を吸
収し,溶接ビードの溶込み深さが低減することがあ
る。
laser induced
plasma,
laser plasma
57006 クロスジェッ
ト
レーザ溶接で発生するスパッタ,金属蒸気,プルームなどを
ビーム経路から飛散させ,これらの保護ガラスへの付着,ビ
ームの散乱・屈折などを防止するために用いるガス流。
crossing jet
57007 プラズマ除去
ガス
レーザ誘起プラズマを除去する目的でプラズマに噴射する
ガス。
plasma control
gas
57008 スロープアッ
プ
溶接開始時にレーザ出力を徐々に上昇させること。
slope up
15609-4
の3.1
57009 スロープダウ
ン
溶接終了時にレーザ出力を徐々に低下させること。
slope down
15609-4
の3.2
57010 ビームオシレ
ーション(レ
ーザ溶接の
−)
光学部品を揺動させることによって,レーザ光を一定の周期
で走査すること。
beam oscillation
57011 キーホール(レ
ーザ溶接の
−)
材料を蒸発させるのに十分なパワー密度のレーザ光を照射
した際に形成される,溶融金属に囲まれた穴。
keyhole
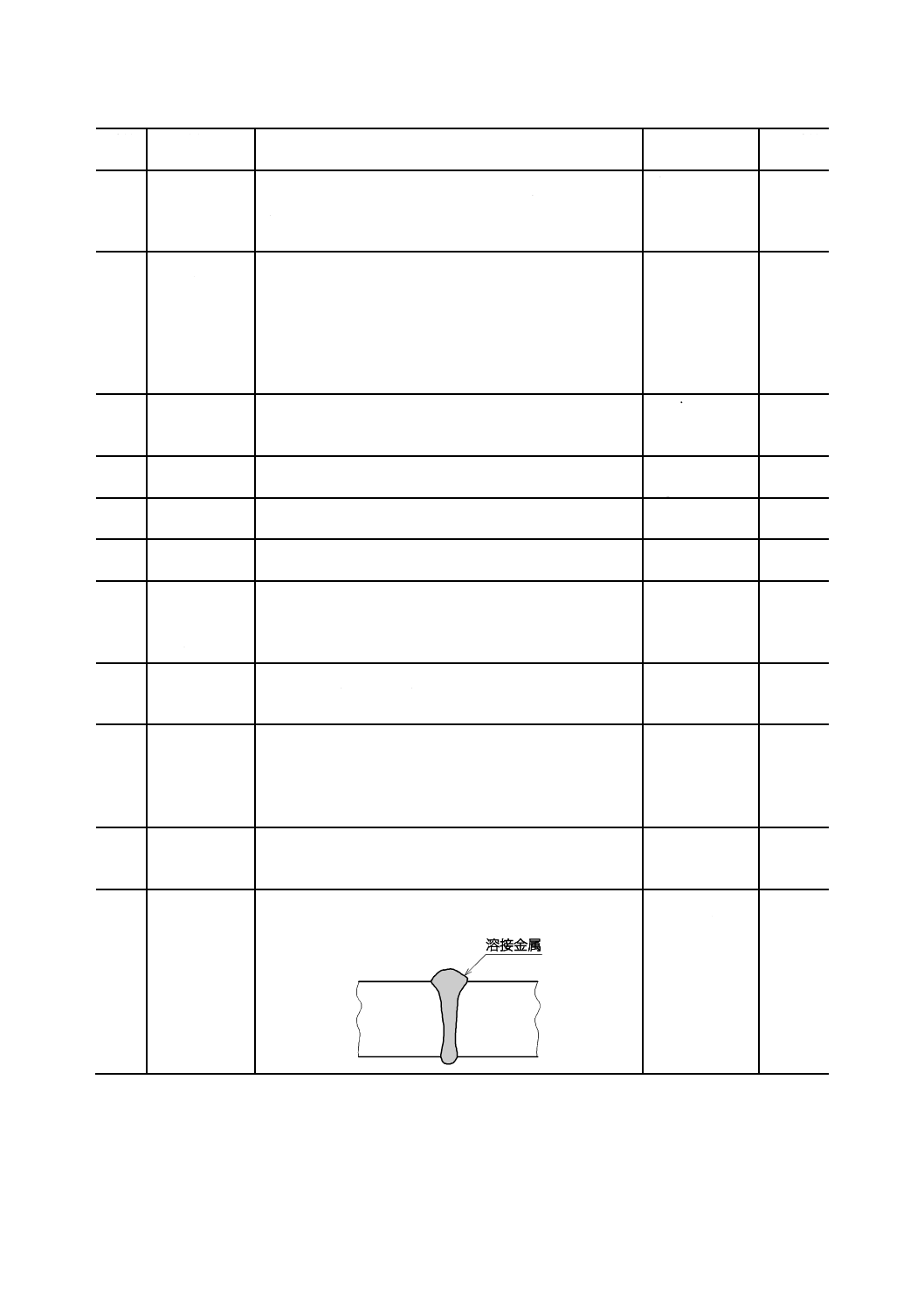
57012 キーホール溶
接
溶融池先端近傍にキーホールを形成し,溶込み比の大きい部
分溶込み又は完全溶込みを得る技法。
注記 キーホール溶接では,熱源の進行に伴い溶融金属はキ
ーホール周囲を流れ,溶融池後部で凝固することで連
続した溶接部を形成する。
keyhole mode
welding,
keyhole welding
TR
17671-6
の12.1.2
57013 熱伝導形溶接
入射エネルギーが溶融金属中の熱伝導と対流とによってだ
け溶接ルート部に伝わる溶接。
conduction mode
welding
TR
17671-6
の12.1.2
57014 貫通溶接(レー
ザ溶接の−)
キーホール溶接(57012)において,1パスで行う完全溶込
み溶接(JIS Z 3001-2の24120)。
single pass full
penetration
welding
21
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO番号
(参考)
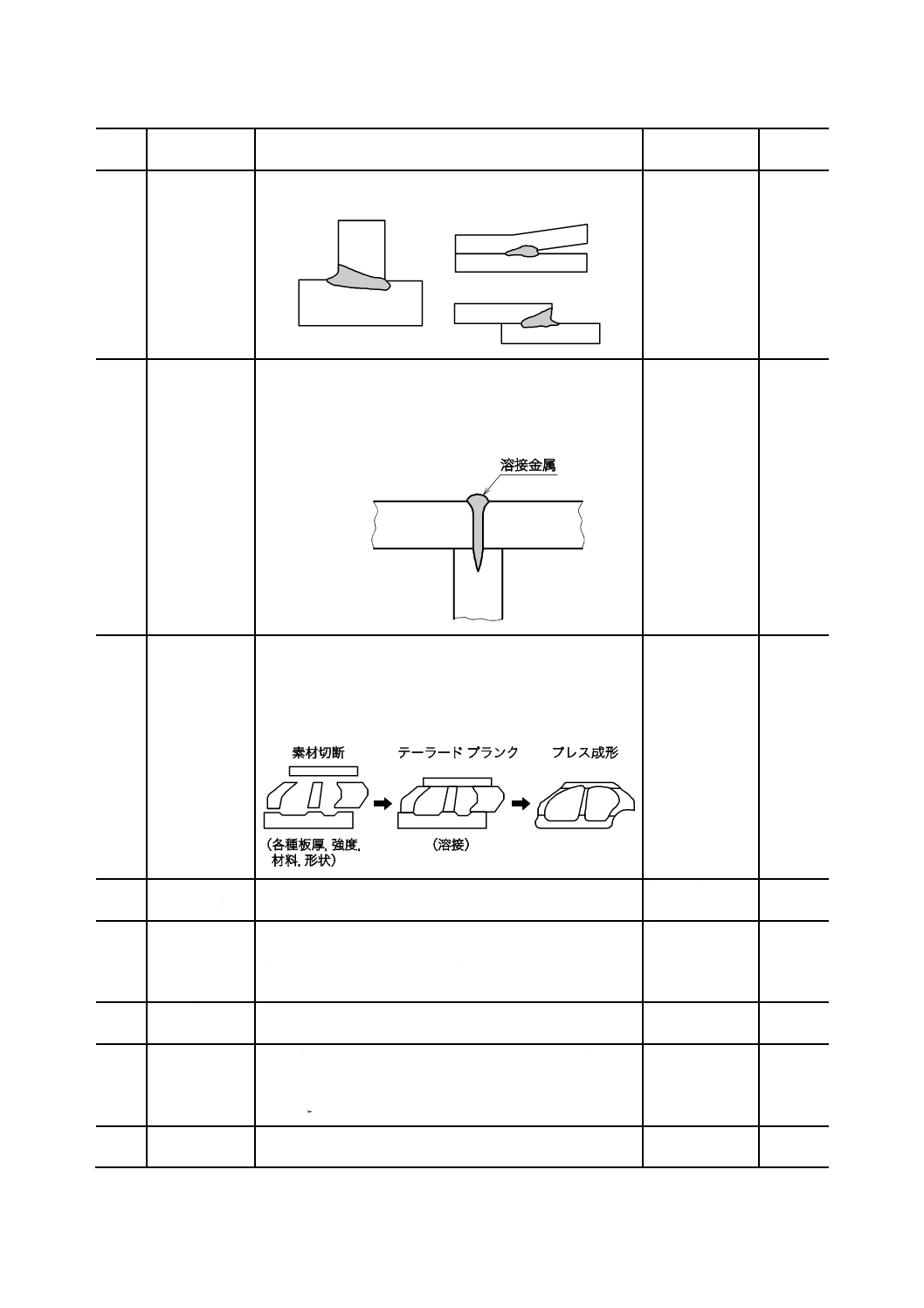
57015 キッシング溶
接
T形継手の一つの面又は重ね継手の接合面に対し小さな角
度でレーザ光を照射する溶接。
kissing weld
57016 ステイク溶接
横板及び縦板をT字形に重ね,横板側から横板を貫通して
縦板と溶接する方法。
注記1 サンドイッチパネルの製作によく用いられる。
注記2 縦板が波板,折板など様々な形状である場合もい
う。
stake welding
DIS
2553.2
の4.4.1
57017 テーラードブ
ランク(レー
ザ溶接の−)
薄板部品のプレス加工において,プレス加工前に板厚,強度,
材料,形状が異なる複数のプレス素材を溶接で一体化したブ
ランク。
注記 テーラードブランクの溶接には,溶接部の成形性が優
れているレーザ溶接が広く適用されている。
tailored blank,
tailor welded
blank
57018 レーザスクラ
イビング
レーザ光のエネルギーを利用して材料表面に割断するため
の溝を作る方法。
laser scribing
57019 レーザ割断
レーザ光のエネルギーを利用して材料表面を溝加工した際
の熱応力で亀裂を進展させて分断する方法。
注記 ガラス,セラミック,半導体基板などの切断に利用さ
れる。
laser cleaving
57020 レーザトリミ
ング
レーザ光のエネルギーを利用して材料の一部分を微細除去
加工する方法。
laser trimming
57021 レーザドリリ
ング
レーザ光のエネルギーを利用して材料表面にせん(穿)孔加
工する方法。
注記 パルスショットによるせん孔をパーカッションとい
う。
laser drilling
57022 トレパニング
レーザ光を円弧移動しながら材料表面にせん孔加工する方
法。
trepanning
22
Z 3001-5:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.8
レーザ安全関連
レーザ安全関連に関する用語は,JIS C 6802:2011による。
参考文献 JIS Z 3001-2:2008 溶接用語−第2部:溶接方法
JIS Z 8120:2001 光学用語
ISO 857-1:1998,Welding and allied processes−Vocabulary−Part 1: Metal welding processes
ISO 9013:2002,Thermal cutting−Classification of thermal cuts−Geometrical product specification
and quality tolerances
ISO 11145:2006,Optics and photonics−Lasers and laser-related equipment−Vocabulary and symbols
ISO 15609-4:2004,Specification and qualification of welding procedures for metallic materials−
Welding procedure specification−Part 4: Laser beam welding
ISO 15609-6:2013,Specification and qualification of welding procedures for metallic materials−
Welding procedure specification−Part 6: Laser-arc hybrid welding
ISO/TR 11552:1997,Lasers and laser-related equipment−Laser materials-processing machines−
Performance specifications and benchmarks for cutting of metals
ISO/TR 17671-6:2005,Welding−Recommendations for welding of metallic materials−Part 6: Laser
beam welding
ISO/TR 25901:2007,Welding and related processes−Vocabulary
ISO/DIS 2553.2:2012,Welding and allied processes−Symbolic representation on drawings−Welded,
brazed and soldered joints