Z 3001-4:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 分類······························································································································· 1
4 用語及び定義 ··················································································································· 2
4.1 溶接の基本 ··················································································································· 2
4.2 溶接不完全部一般 ·········································································································· 2
4.3 割れ ···························································································································· 2
4.4 空洞 ···························································································································· 4
4.5 介在物 ························································································································· 7
4.6 融合不良・溶込不良 ······································································································· 8
4.7 形状不良 ······················································································································ 8
4.8 その他の不完全部 ········································································································· 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 13
Z 3001-4:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3001-4:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS Z 3001の規格群には,次に示す部編成がある。
JIS Z 3001-1 第1部:一般
JIS Z 3001-2 第2部:溶接方法
JIS Z 3001-3 第3部:ろう接
JIS Z 3001-4 第4部:溶接不完全部
JIS Z 3001-5 第5部:レーザ溶接
JIS Z 3001-6 第6部:抵抗溶接
JIS Z 3001-4:2013は,JIS Z 3001の規格群の第4部として,ISO 6520-1:1998に対応する溶接の不完全部
に関わる用語を規定した。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3001-4:2013
溶接用語−第4部:溶接不完全部
Welding and allied processes-Vocabulary-
Part 4: Imperfections in welding
序文
この規格は,1998年に第1版として発行されたISO 6520-1を基として,対応国際規格には規定されて
いない溶接不完全部に関する用語(この規格の右欄のISO番号のないもの)を日本工業規格として追加す
るとともに,技術的内容を変更して2008年に制定され,その後の規格群再編成に対応するために作成した
日本工業規格である。
この改正において抵抗溶接に関わる不完全部についての用語を追加したため,表題を融接不完全部から
溶接不完全部に変更している。
対応国際規格は不完全部を番号で識別するための分類を目的としているが,我が国には番号で不完全部
を識別する習慣はなく,この規格は用語の定義を目的としている。このため,識別番号は参考とし,対応
国際規格において説明文のない用語,説明文が見出し語の繰返しに過ぎない用語は省いた。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,溶接不完全部の関係で術語として用いる主な用語及び定義について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6520-1:1998,Welding and allied processes−Classification of geometric imperfections in metallic
materials−Part 1: Fusion welding(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001-1 溶接用語−第1部:一般
3
分類
用語の分類は,次による。
a) 溶接の基本
b) 溶接不完全部一般
2
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 割れ
d) 空洞
e) 介在物
f)
融合不良・溶込不良
g) 形状不良
h) その他の不完全部
4
用語及び定義
4.1
溶接の基本
溶接の基本に関する用語は,JIS Z 3001-1の4.1.1による。
4.2
溶接不完全部一般
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
42001
溶接不完全部
理想的な溶接部からの逸脱。
imperfection of
welds
2.1
42002
溶接欠陥
許容されない不完全部。
defect of welds
2.2
4.3
割れ
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
43001
溶接割れ
冷却又は応力の影響で発生する固相の局部破壊によ
る不連続部。
crack
100
43002
微小割れ
顕微鏡を用いてしか観察できない微小な割れ。
マイクロクラックともいう。
microcrack
1001
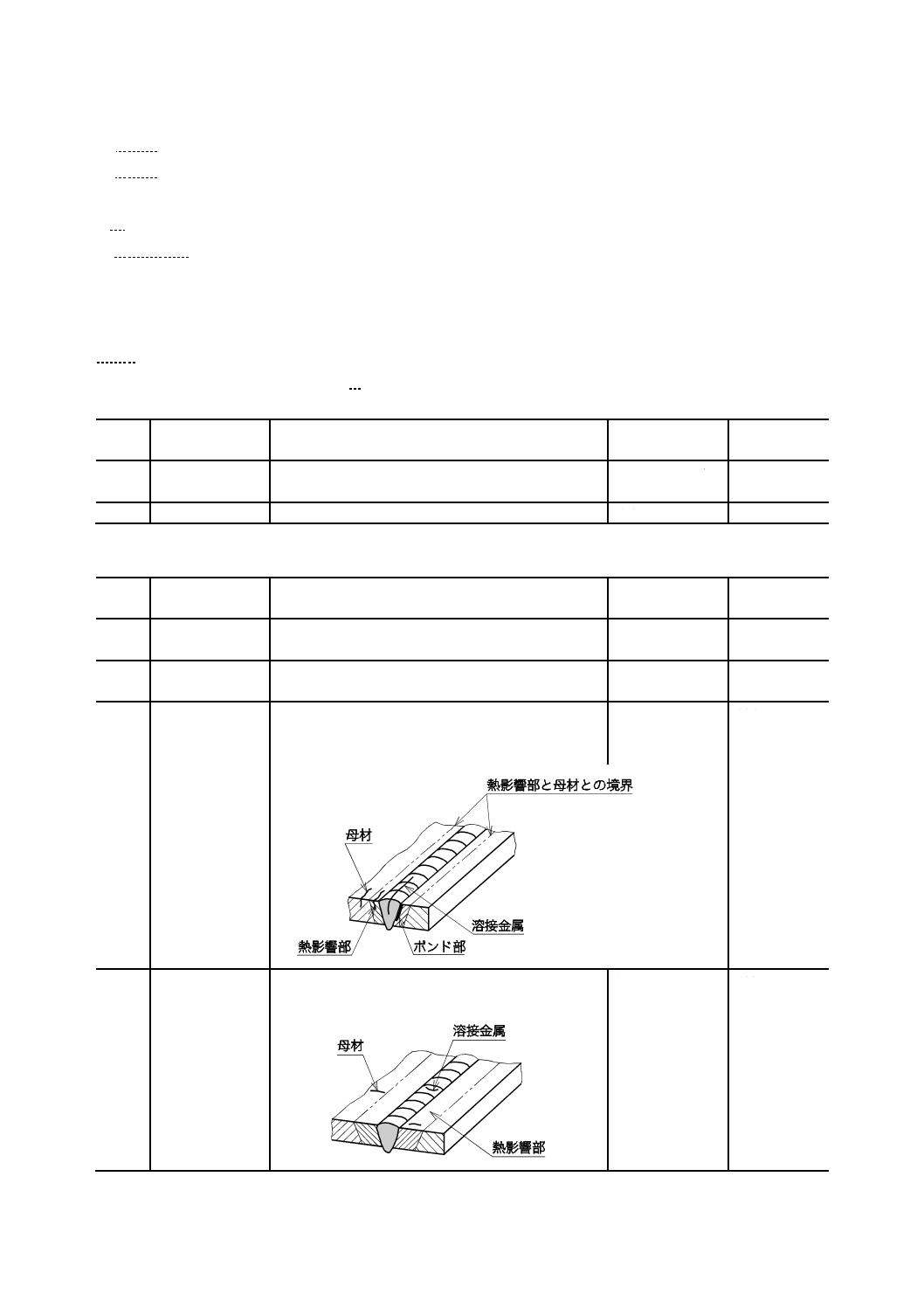
43003
縦割れ
溶接線に平行方向に対して生じる割れ。
注記 溶接金属,ボンド部,熱影響部,母材などに
存在する。
longitudinal
crack
101
43004
横割れ
溶接線に対して直角方向に生じる割れ。
注記 溶接金属,熱影響部,母材などに存在する。
transverse crack
102
3
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
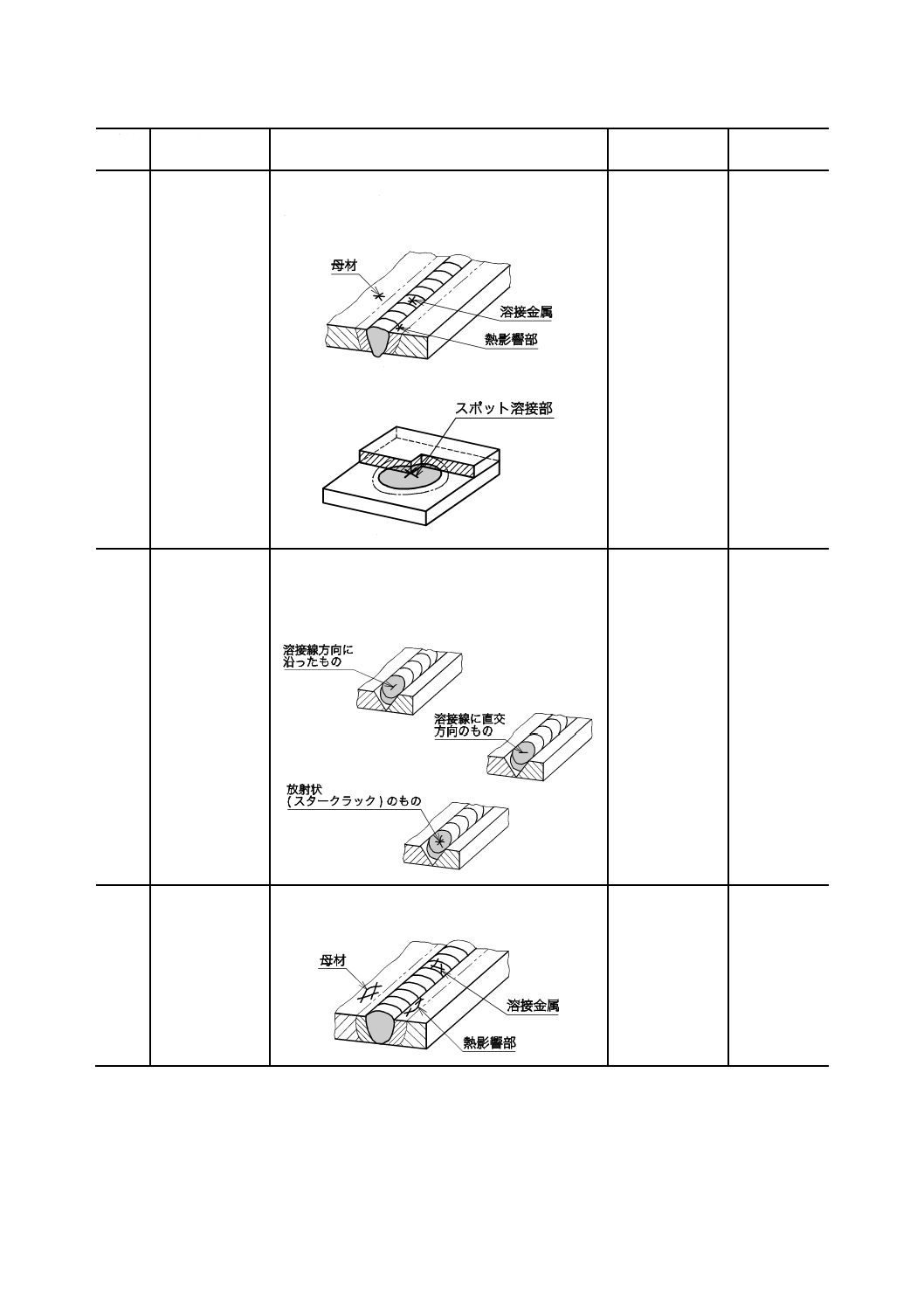
43005
放射割れ
同じ位置から放射状に生じる割れ。
小さなものは星割れ,スタークラックともいう。
注記 溶接金属,熱影響部,母材などに存在する。
a) アーク溶接の例
b) スポット溶接の例
radiating cracks
103
6520-2の
P 1100
43006
クレータ割れ
溶接部終端部のクレータに生じる割れ。
注記 溶接線方向に沿ったもの,溶接線に直交方向
のもの,放射状(スタークラック)のものな
どがある。
crater crack
104
43007
分割割れ
いろいろな方向に分離して存在する割れ。
注記 溶接金属,熱影響部,母材などに存在する。
group of
disconnected
cracks
105
4
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
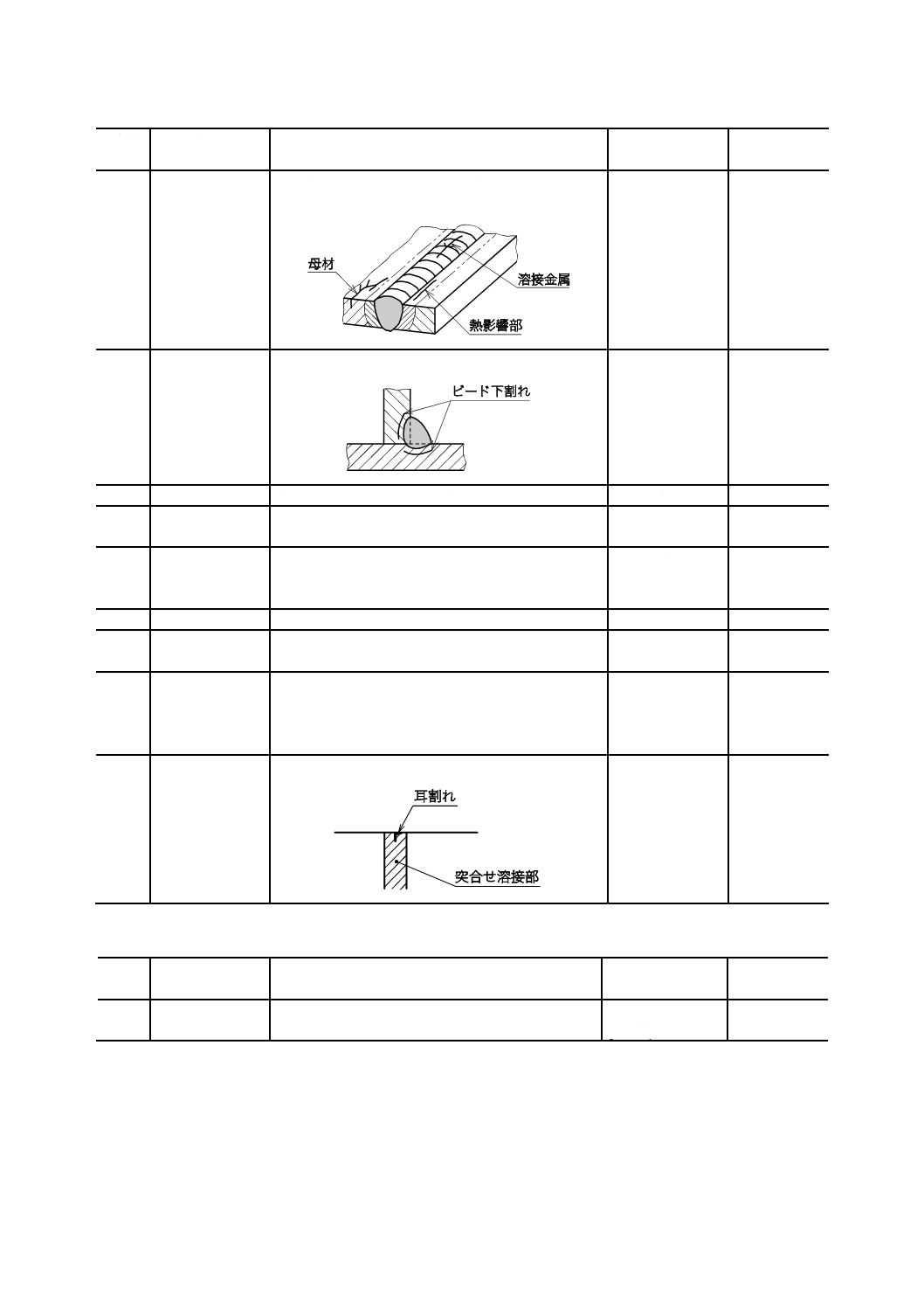
43008
分岐割れ
ある割れに端を発し,分岐した割れ。
注記 溶接金属,熱影響部,母材などに存在する。
branching cracks 106
43009
ビード下割れ
ビードの下側に発生する割れ。
underbead crack
43010
止端割れ
溶接部の止端から発生する割れ。
toe crack
43011
高温割れ
溶接部の凝固温度範囲又はその直下のような高温で
発生する割れ。
hot crack
43012
低温割れ
溶接後,溶接部の温度が常温付近に低下してから発
生する割れの総称。ルート割れ,ビード下割れ,止
端割れなどはこの割れに属する。
cold crack
43013
再熱割れ
溶接部の再加熱において発生する割れ。
reheat crack
43014
ルート割れ
溶接のルートの切欠きによる応力集中部分から生じ
る割れ。
root crack
43015
ラメラテア
十字形突合せ継手及びすみ肉多層盛継手のように,
母材表面に直角方向の強い引張拘束応力が生じる継
手において,熱影響部及びその隣接部に母材表面と
平行に生じる割れ。
lamellar tear
43016
耳割れ
ばり除去処理後,接合部端面に認められる割れ。
edge crack
4.4
空洞
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
44001 ポロシティ
ガスを巻き込むことによって生じた空洞。
gas cavity,
porosity
201
5
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
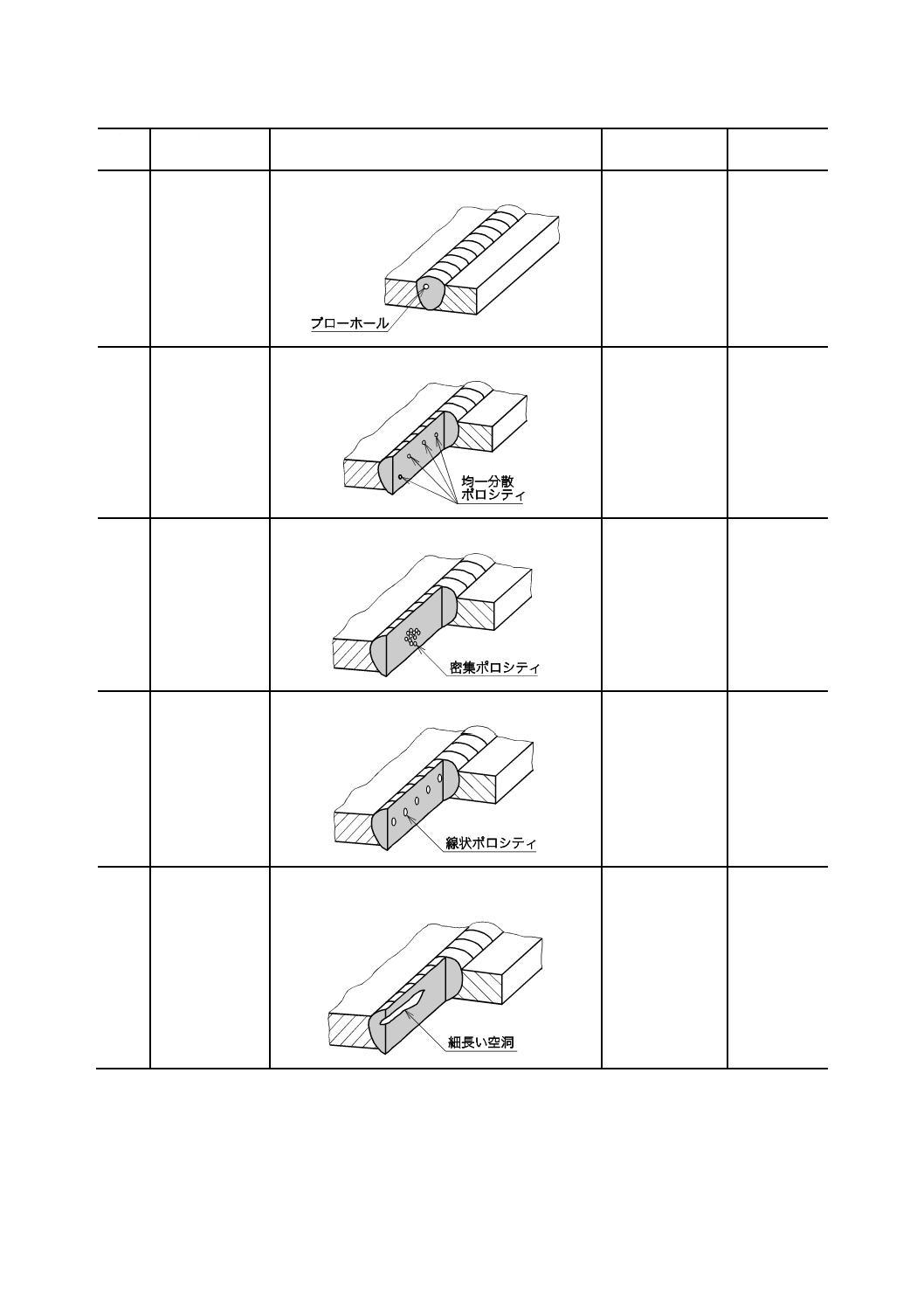
44002 ブローホール
溶接金属中に生じる球状の空洞。
gas pore,
blow hole
2011
44003 均一分散ポロシ
ティ
溶接金属に均一に分散する空洞。
uniformly
distributed
porosity
2012
44004 密集ポロシティ
溶接金属に不規則に分散して存在する空洞。
clustered
(localized)
porosity
2013
44005 線状ポロシティ
溶接金属に線状に並んだ空洞。
linear porosity
2014
44006 細長い空洞
長軸が溶接線にほぼ平行で,より大きな寸法をもつ
だ円状の空洞。
elongated cavity
2015
6
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
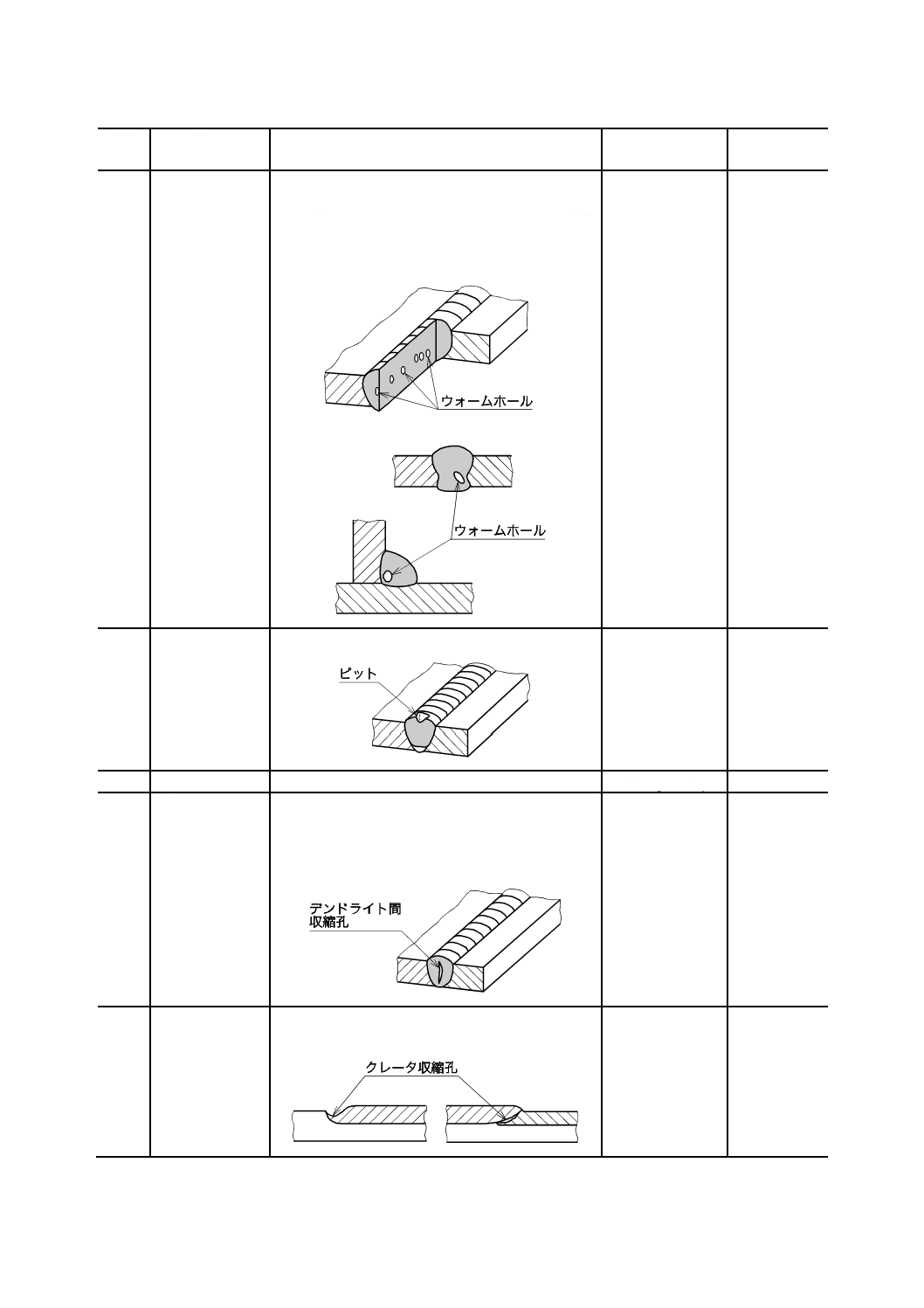
44007 ウォームホール
ガス放出で溶接金属に発生する筒状の空洞。
注記 ウォームホールの形状及び位置は,凝固の形
態及びガス源によって決まる。一般に群集
し,魚骨状に分布する。溶接表面まで達し,
開口する場合もある。
worm-hole
2016
44008 ピット
溶接部の表面まで達し,開口した気孔。
surface pore,
pit
2017
44009 収縮孔
凝固収縮によってできる空洞。ひけ巣ともいう。
shrinkage cavity
202
44010 デンドライト間
収縮孔
冷却中に結晶粒界に形成された,ガスを巻き込んだ
長く伸びた収縮孔。
注記 一般にこのような不完全部は,溶接表面に対
し垂直方向に見られる。
interdendritic
shrinkage
2021
44011 クレータ収縮孔
溶接ビード端部の収縮孔で,後続ビード(パス)の
溶接前又は溶接中には消滅しないもの。
crater pipe
2024
7
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
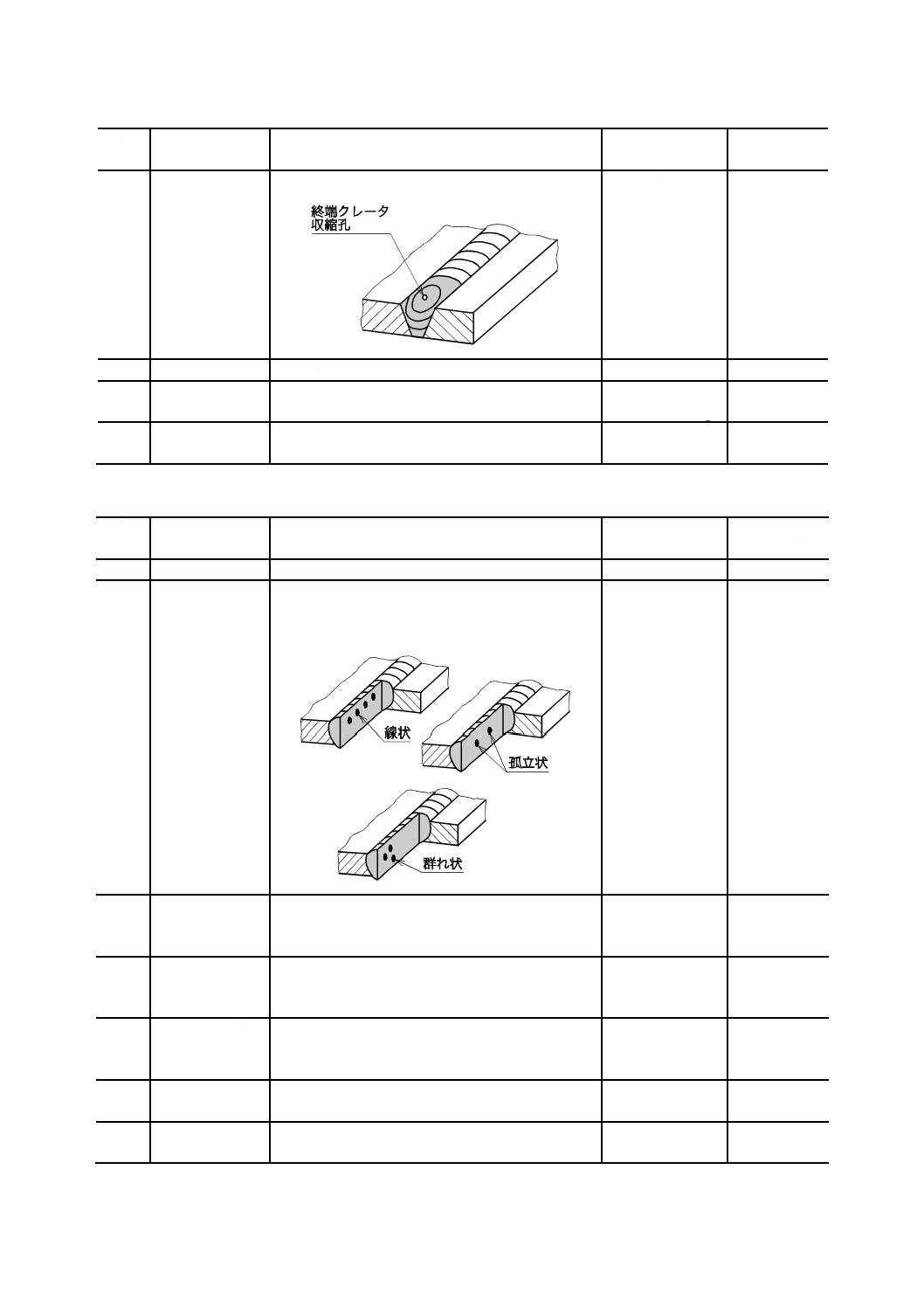
44012 終端クレータ収
縮孔
溶接部断面減少によって開放されたクレータ。
end crater pipe
2025
44013 微小収縮孔
顕微鏡だけで観察できる収縮孔。
microshrinkage
203
44014 デンドライト間
微小収縮孔
粒界の冷却時に樹枝状晶間にできる細長い収縮孔。 interdendritic
microshrinkage
2031
44015 貫粒微小収縮孔
凝固過程で結晶粒内を貫通する細長い収縮孔。
transgranular
microshrinkage
2032
4.5
介在物
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
45001
固形物巻込み
溶接金属に巻き込まれた固形異物。
solid inclusion
300
45002
スラグ巻込み
溶接金属に巻き込まれたスラグ。
注記 その形成状況によって,線状,孤立状,群れ
状などがある。
slag inclusion
301
45003
フラックス巻込
み
溶接金属に巻き込まれたフラックス。
注記 その形成状況によって,線状,孤立状,群れ
状などがある。
flux inclusion
302
45004
酸化物巻込み
凝固過程で溶接金属に巻き込まれた金属酸化物。
注記 その形成状況によって,線状,孤立状,群れ
状などがある。
oxide inclusion
303
45005
パッカリング
ガスシールド不良と溶融池とのかく乱が重なって
発生する大きな酸化皮膜のひだ。
注記 アルミニウム合金で見られる。
puckering
3034
45006
異種金属巻込み
溶接部に巻き込まれた異種金属。
注記 タングステン,銅,その他の金属などがある。
metallic inclusion
304
45007
残存酸化膜
未溶接部に残存した膜状の金属酸化物。
remained oxide
film
8
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.6
融合不良・溶込不良
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
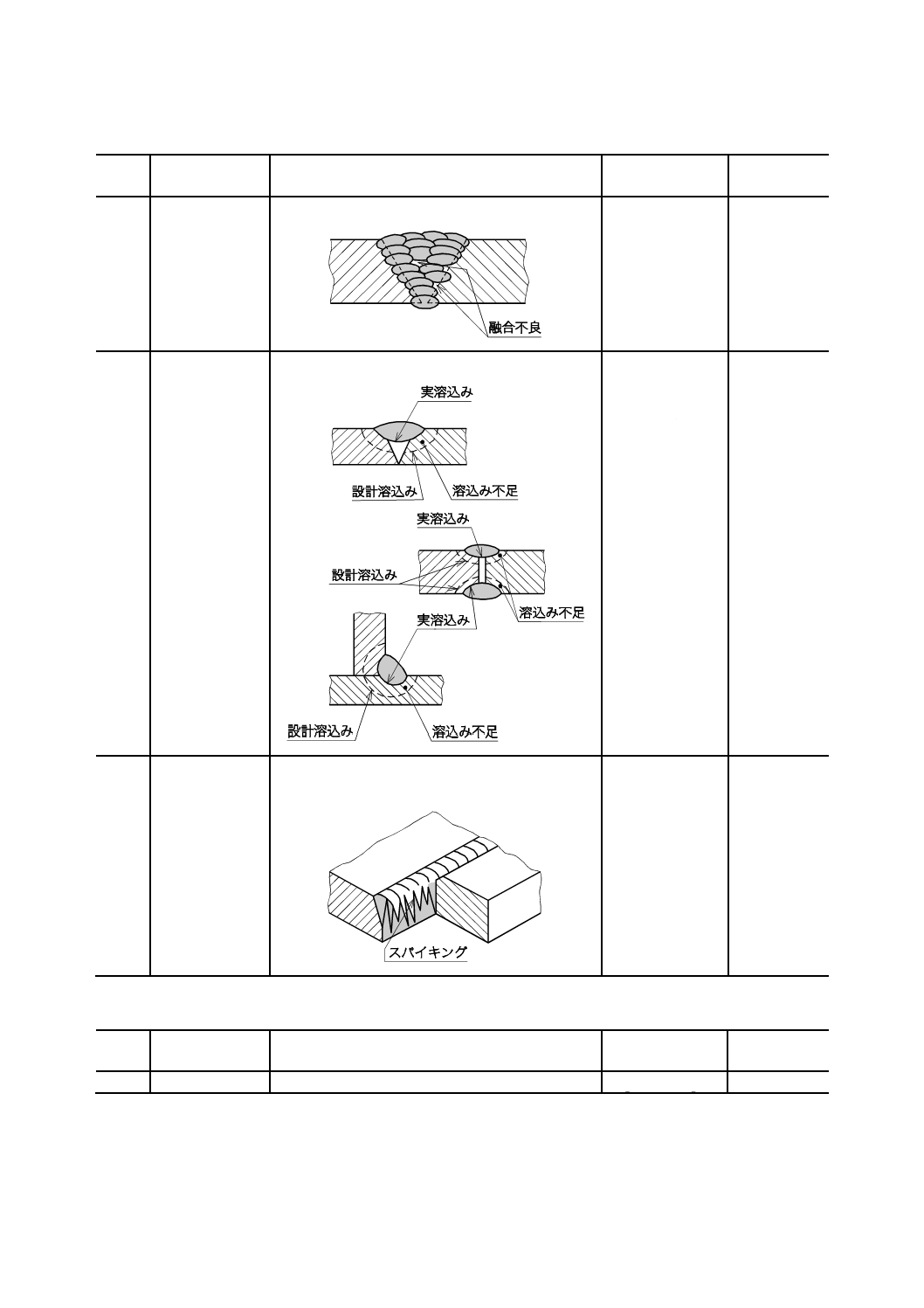
46001
融合不良
溶接境界面が互いに十分に溶け合っていないこと。
lack of fusion
(incomplete
fusion)
401
46002
溶込不良
設計溶込みに比べ実溶込みが不足していること。
lack of
penetration,
incomplete
penetration
402
46003
スパイキング
電子ビーム,レーザ溶接などで生じるのこ(鋸)刃
状の極度に不均一な溶込み。
spiking
403
4.7
形状不良
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
47001
形状不良
要求されたとおりでない形状。
imperfect shape
500
9
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
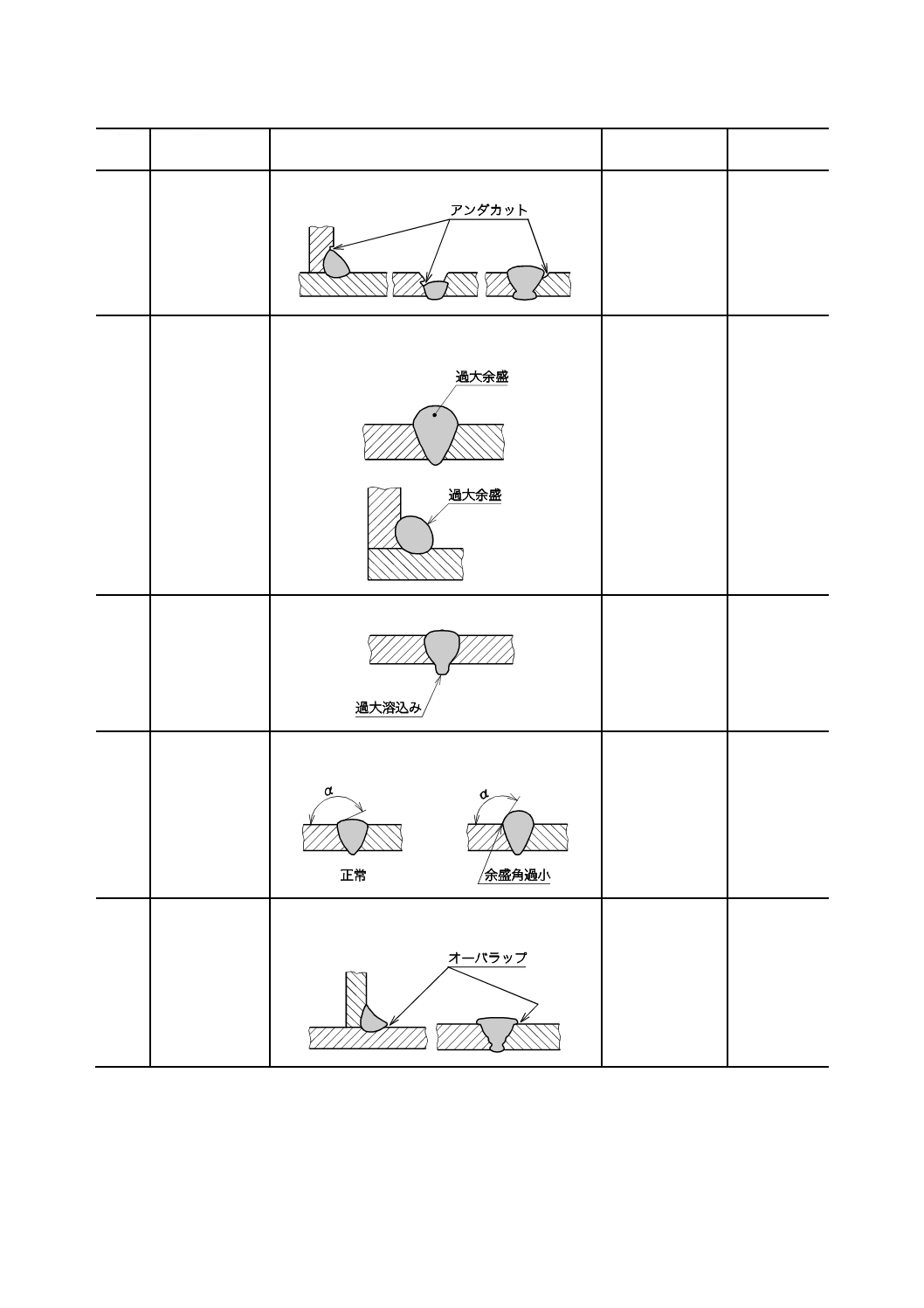
47002
アンダカット
母材又は既溶接の上に溶接して生じた止端の溝。
undercut
501
47003
過大余盛
開先溶接又はすみ肉溶接で必要寸法以上に表面か
ら盛り上がった溶接金属。
excess weld metal,
excessive
convexity
502
503
47004
過大溶込み
溶接のルートを突き出た過大溶接金属。
excessive
penetration
504
47005
余盛角過小
溶接止端での溶接表面の接線と母材表面との角度
の過小。
incorrect weld toe,
insufficient toe
angle
505
47006
オーバラップ
溶接金属が止端で母材に融合しないで重なった部
分。
overlap
506
10
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
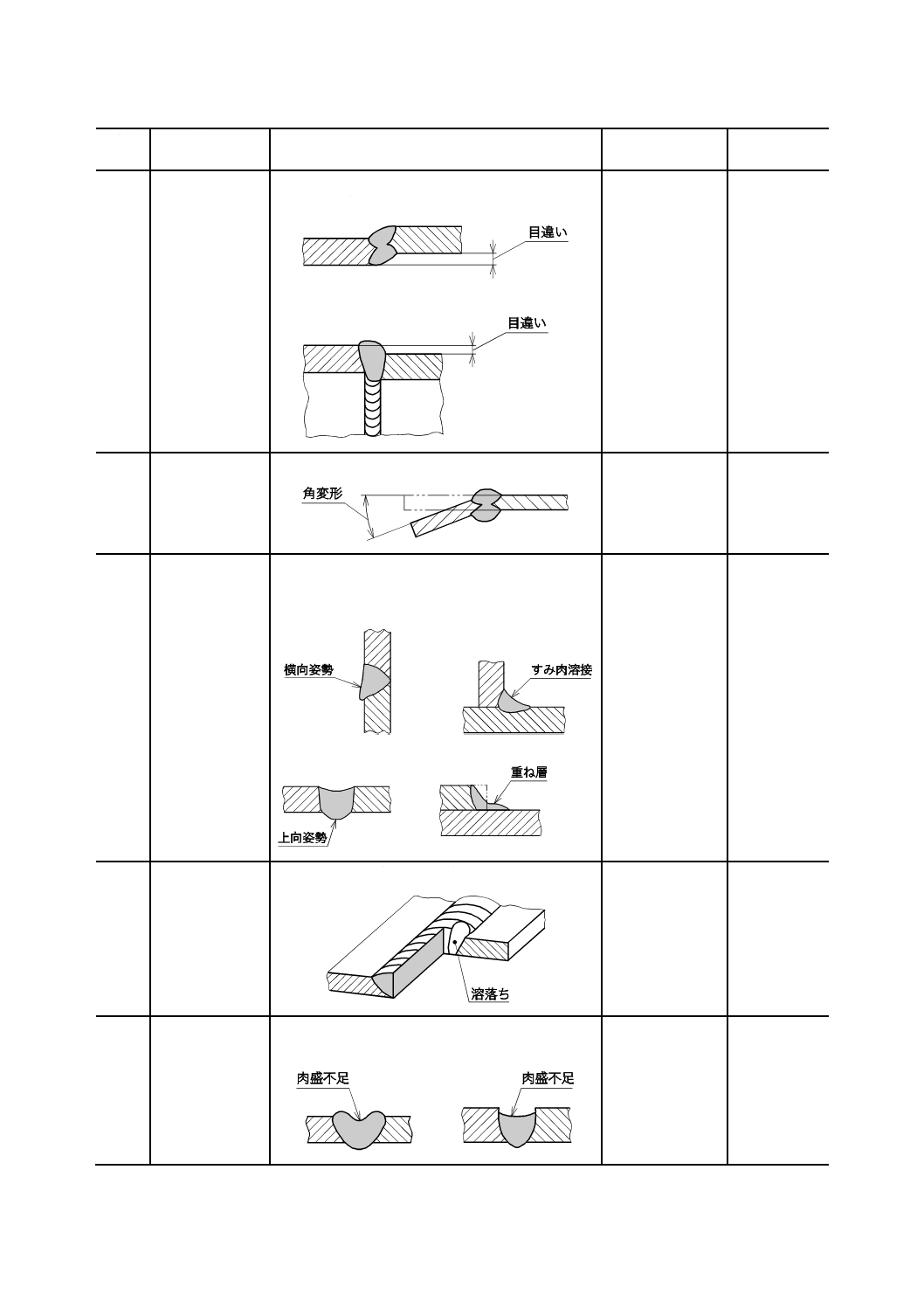
47007
目違い
溶接後の2枚の母材が,要求された同一平面になっ
ていない状態。
linear
misalignment
507
47008
角変形
2枚の母材が要求された角度でない状態。
angular
misalignment,
angular distortion
508
47009
垂れ
重力に起因する溶接金属の垂れ。
注記 横向姿勢,上向姿勢,すみ肉溶接,重ね層な
どに生じる。
sagging
509
47010
溶落ち
開先の反対側に溶け落ちた溶融金属。
burn through
510
47011
肉盛不足
フィラーメタルの不足によって溶接表面に生じる
溝。
incompletely filled
groove
511
11
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
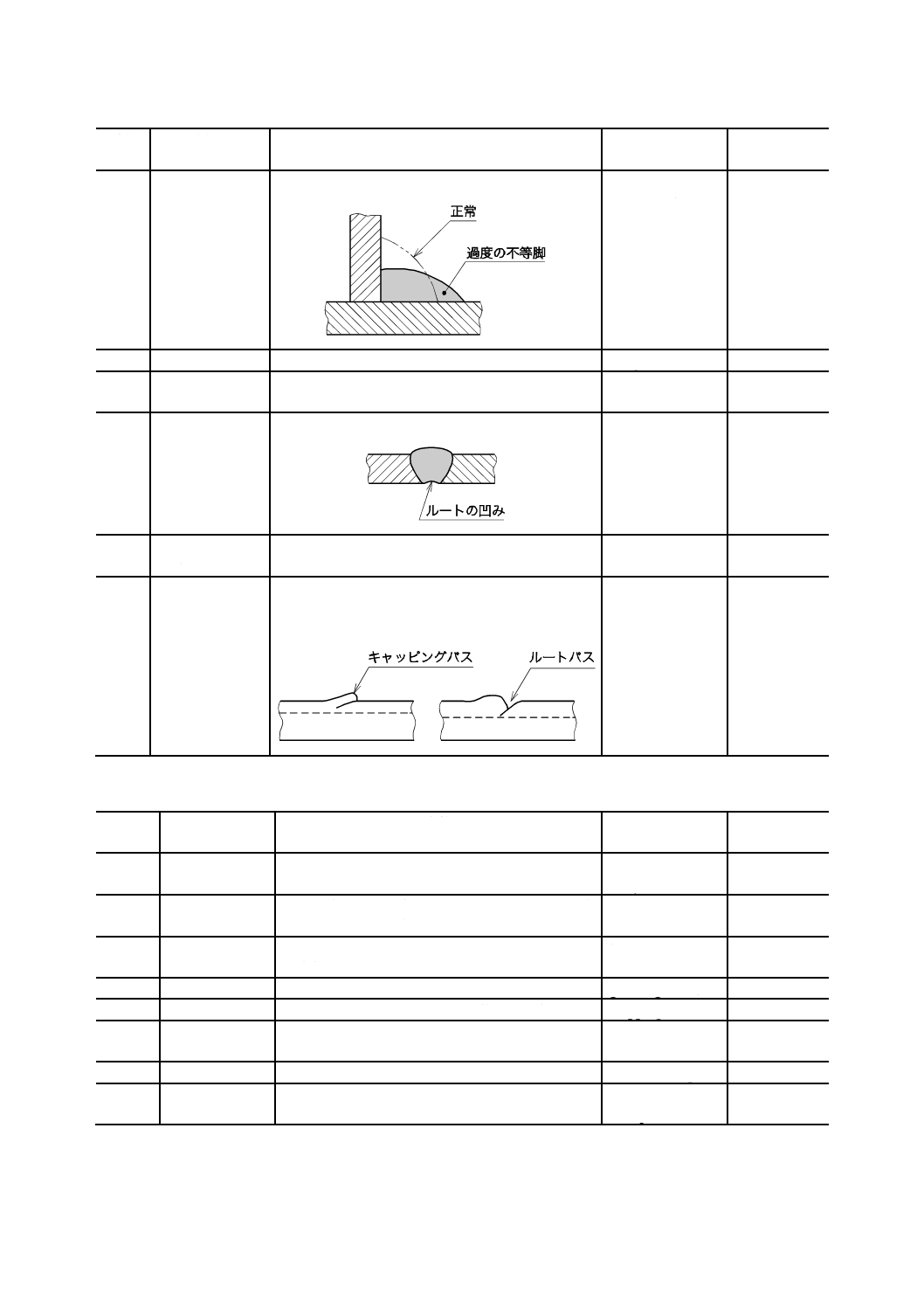
47012
過度の不等脚
すみ肉溶接の脚長が過度な不等脚になること。
excessive
asymmetry of
fillet weld,
excessive unequal
leg length
512
47013
溶接幅不揃い
溶接幅の過大変動。
irregular width
513
47014
ビード表面のみ
だれ
ビード表面の不規則な凹凸。
irregular surface
514
47015
ルートの凹み
突合せ溶接の収縮によるルートの凹み。
root concavity
515
47016
ルートポロシテ
ィ
溶融時の気泡によってルートに生じたポロシティ。 root porosity
516
47017
再スタート部不
良
溶接再スタートで生じた部分的表面不良。
注記 キャッピングパス,ルートパスに生じること
がある。
poor restart
517
4.8
その他の不完全部
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
48001
アークストライ
ク
母材の上に瞬間的にアークを飛ばし,直ちにアー
クを切ったときに生じる不完全部。
arc strike,
stray arc
601
48002
スパッタ
アーク溶接,ガス溶接,ろう接などにおいて,溶
接中に飛散し,付着した金属粒。
spatter
602
48003
引きちぎりきず 溶接した一時取付品の取外しで表面に発生する不
完全部。
torn surface
603
48004
グラインダきず グラインダによる局部的な不完全部。
grinding mark
604
48005
たがねきず
たがね又は他の工具による局部的な不完全部。
chipping mark
605
48005A
クランプ跡
クランプダイによってワークピース表面に付けら
れたきず。
clamp marks
6520-2の
P 5267
48006
過剰グラインダ グラインダのかけ過ぎによる厚さ不足。
underflushing
606
48007
タック溶接不良 拙劣なタック溶接による不完全部。
tack weld
imperfection
607
12
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 6520-1の
番号(参考)
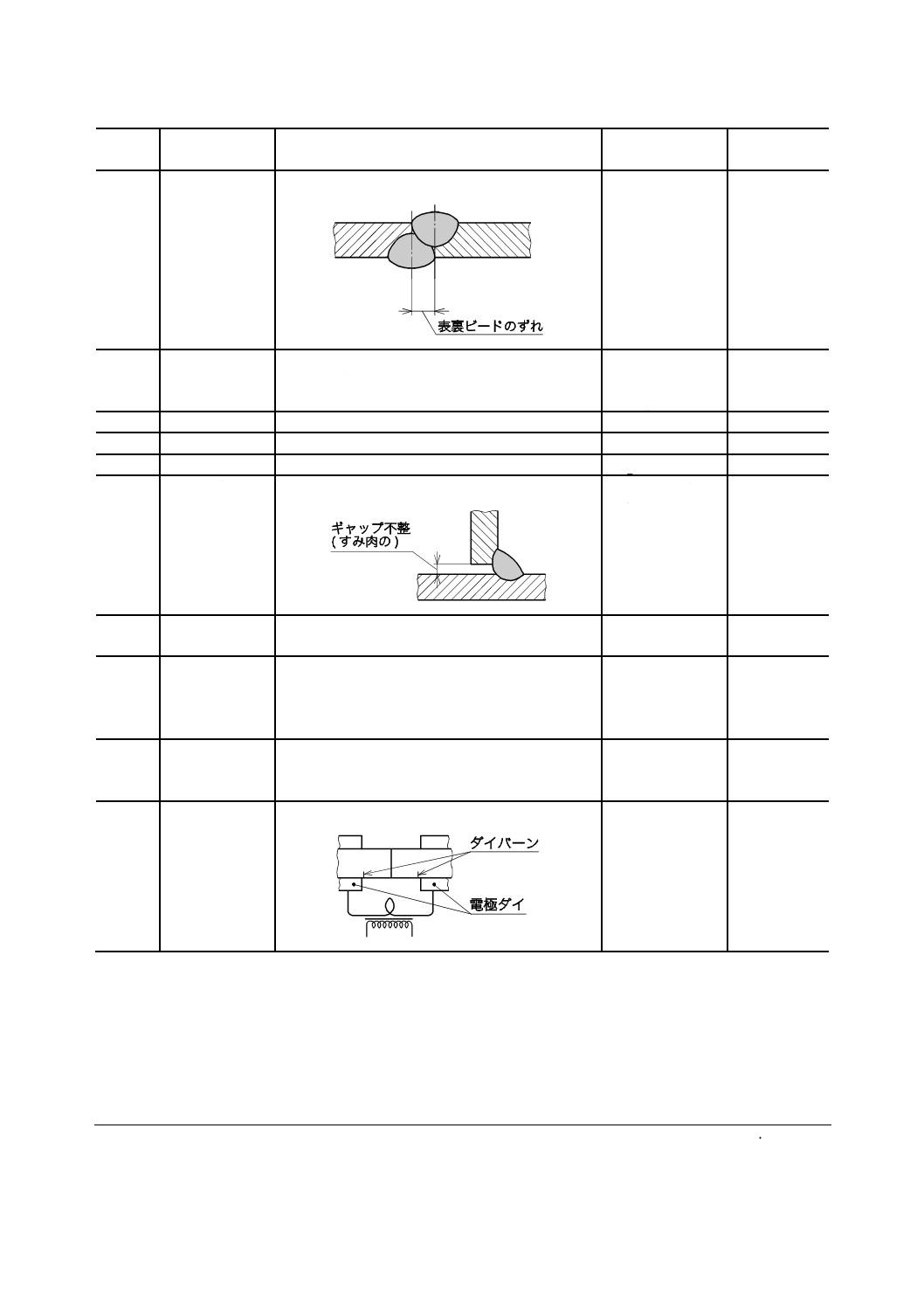
48008
表裏ビードのず
れ
継手両側のビード中心線のずれ。
misalignment of
opposite runs
608
48009
テンパカラー
焼戻し温度域に加熱された熱影響部表面に現れる
酸化膜の色。
temper colour
(visible oxide
film)
610
48010
表面さび
溶接部の表面が酸化された状態
scaled surface
613
48011
残留フラックス 除去が不十分で表面に残留したフラックス。
flux residue
614
48012
残留スラグ
除去が不十分で表面に残留したスラグ。
slag residue
615
48013
ギャップ不整(す
み肉の−)
すみ肉溶接における過大な母材間ギャップ。
incorrect root gap
for fillet welds
617
48014
銀点
溶接金属の破面に現れる銀白色をした魚の眼状の
不完全部。
fish eye
48015
ペネトレータ
フラッシュ溶接及び電縫管の溶接において,不適
切な溶接条件のため接合端面が酸化した状態で圧
接されたために生じる内部欠陥。フラットスポッ
トともいう。
penetrator,
flat spot
48016
マクロフラット 連続的かつ広範囲にフラットスポットのような波
面が観察されるもの。アプセット溶接ではフラッ
ト破面ともいう。
macro-flat,
flat fracture
48017
ダイバーン
電極と接触する母材の局所的に溶けた部分。
die burn
6520-2の
P 5266
参考文献 ISO 6520-2,Welding and allied processes−Classification of geometric imperfections in metallic
materials−Part 2: Welding with pressure
13
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 3001-4:2013 溶接用語−第4部:溶接不完全部
ISO 6520-1:1998 Welding and allied processes−Classification of geometric
imperfections in metallic materials−Part 1: Fusion welding
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 用語の分類とその
定義。
1 適用範囲
用語の分類,定義と
数値表示
削除
数値表示を削除
数値表示は我が国になじまない。
2 引用規格
3 分類
8項目を規定。
追加
JIS Z 8301の様式による。
技術的差異はない。
4.1 溶接の
基本
JIS Z 3001-1の
4.1.1による。
追加
部編成の各部にまたがる用語。 技術的差異はない。
4.2 溶接不
完全部一般
2語。
2 定義
2語。
一致
4.3 割れ
16語。
Group 1 割れ
8語。
追加
8語追加。
我が国における使用の現状によ
る。
4.4 空洞
15語。
Group 2 空洞
15語。
一致
4.5 介在物
7語。
Group 3 介在
物
6語。
追加
1語追加。
4.6 融合不
良・溶込不
良
3語。
Group 4 融合
及び溶込みの
不足
3語。
一致
4.7 形状不
良
17語。
Group 5 形状
不良
18語。
変更
2語を1語に統合。
4.8 その他
の不完全部
18語。
Group 6 その
他の不完全部
14語。
変更
5語追加。
1語(swelling)削除。
JISと国際規格との対応の程度の全体評価:ISO 6520-1:1998,MOD
2
Z
3
0
0
1
-4
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14
Z 3001-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
Z
3
0
0
1
-4
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。