Z 3001-3:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 分類······························································································································· 1
4 用語及び定義 ··················································································································· 2
4.1 溶接の基本 ··················································································································· 2
4.2 ろう接一般 ··················································································································· 2
4.3 ろう接方法 ··················································································································· 3
4.4 ろう接材料 ··················································································································· 8
4.5 ろう接条件 ·················································································································· 10
4.6 ろう接継手 ·················································································································· 11
4.7 ろう接品 ····················································································································· 11
4.8 ろう接施工 ·················································································································· 12
4.9 ろう接試験 ·················································································································· 13
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 14
Z 3001-3:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本溶接協会(JWES)から,工業標
準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業
大臣が制定した日本工業規格である。これによって,JIS Z 3001:1999は廃止され,その一部を分割して制
定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS Z 3001の規格群には,次に示す部編成がある。
JIS Z 3001-1 第1部:一般
JIS Z 3001-2 第2部:溶接方法
JIS Z 3001-3 第3部:ろう接
JIS Z 3001-4 第4部:融接不完全部
JIS Z 3001-3:2008は,JIS Z 3001規格群の第3部として,ISO 857-2:2005に対応するろう接関係の用語
を制定した。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3001-3:2008
溶接用語−第3部:ろう接
Welding and allied processes−Vocabulary−Part 3: Soldering and brazing
序文
この規格は,2005年に第1版として発行されたISO 857-2を基に作成した日本工業規格であるが,対応
国際規格には規定されていない溶接方法に関する用語(この規格の右欄のISO番号のないもの及びAから
始まるアルファベット付のISO番号のもの)を日本工業規格として追加するとともに,技術的内容を変更
して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,ろう接関係で術語として用いる主な用語及びその定義について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 857-2:2005,Welding and allied processes−Vocabulary−Part 2: Soldering and brazing processes
and related terms (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001-1 溶接用語−第1部:一般
3
分類
用語の分類は,次による。
a) 溶接の基本
b) ろう接一般
c) ろう接方法
d) ろう接材料
e) ろう接条件
f)
ろう接継手
g) ろう接品
h) ろう接施工
2
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
i)
ろう接試験
4
用語及び定義
4.1
溶接の基本
溶接の基本に関する用語は,JIS Z 3001-1の4.1.1による。
4.2
ろう接一般
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
32001
ろう接
はんだ又はろうを用いて継手とのぬれ現象及びす
き間の毛管現象を利用し,母材をできるだけ溶融
しないで接合する方法。はんだ付及びろう付の総
称。
soldering / brazing
3.1
32002
はんだ付
450 ℃未満の低い融点をもつはんだを用いて母材
をできるだけ溶解しないで行う接合方法。ソルダ
リングともいう。
soldering
3.1.1
32003
ろう付
450 ℃以上の融点をもつろうを用いて母材をでき
るだけ溶融しないで行う接合方法。ブレージング
ともいう。
brazing
3.1.2
32004
コーティング
所要の性質,寸法などを得るために母材表面に層
を加える操作。
注記 サーフェシング(JIS Z 3001-1の11109)の
一種である。
coating
3.1.3
32005
ぬれ
溶融したろう,はんだ又はフラックスが母材表面
になじんで広がる現象。
wetting
3.1.4.1
32006
ディウェッティン
グ
溶融したろう又ははんだが,母材に一度ぬれた後,
収縮してはじかれた状態。
de-wetting
3.1.4.2
32007
ボイド
ろう接継手の中で,ろう又は はんだのゆきわたっ
ていない空洞。
void
32008
ぬれ性
溶融したろう,はんだ又はフラックスの母材面に
なじんでの広がりやすさ。
wettability
32009
フローパス
溶融したろう,はんだ又はフラックスが母材表面,
すき間などに広がる面積又は距離。
flow path
3.1.4.3
32010
毛管引力
溶融したろう又ははんだが,表面張力によって母
材すき間にぬれて引き入れられる現象。
capillary attraction
3.1.4.4
3
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3
ろう接方法
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
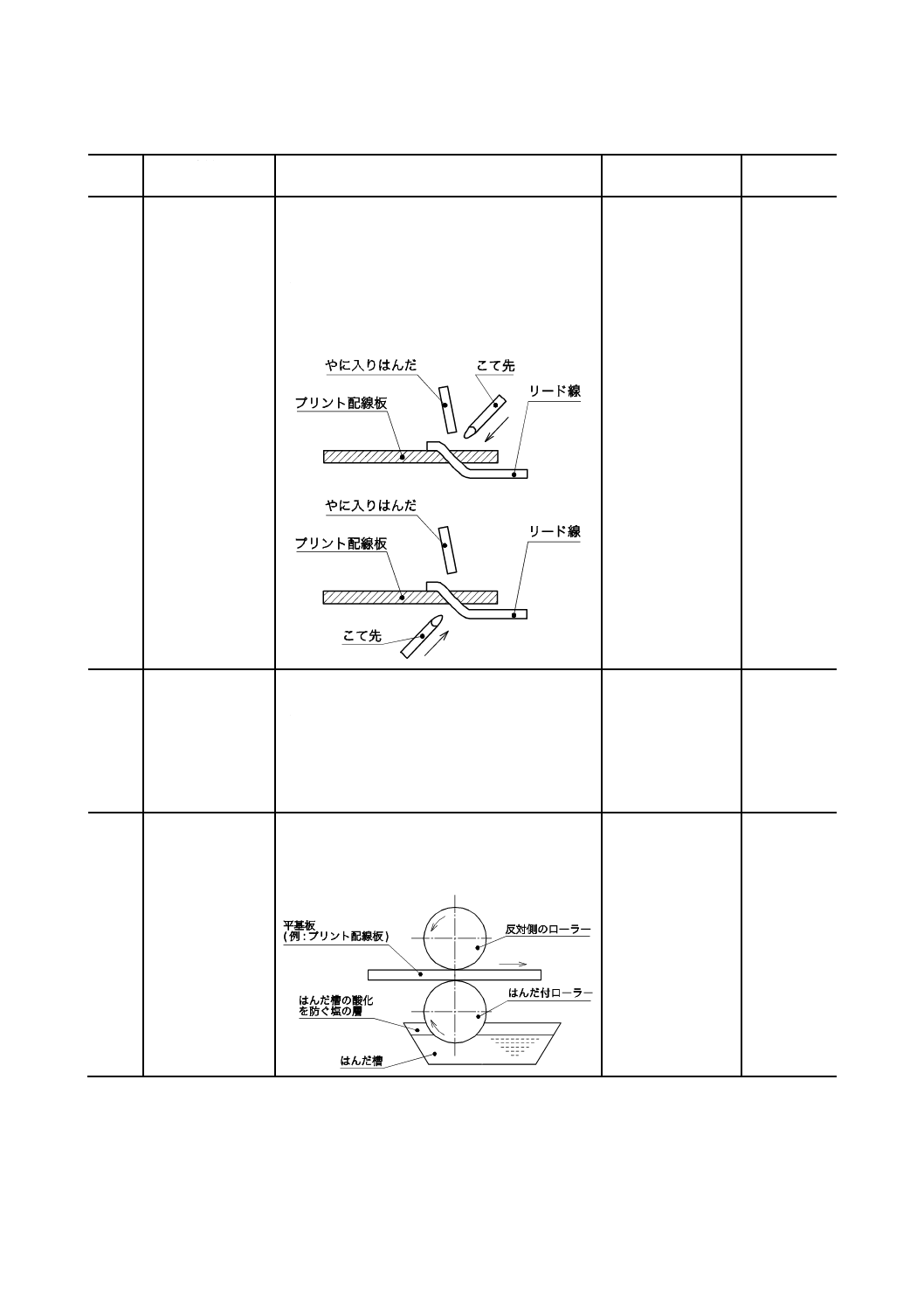
33001
こてはんだ付
手又は自動で,電気はんだごてなどを用いて行う
はんだ付。
注記1 はんだごてには,はんだ付箇所に適合し
た熱容量,形状のこて先が使用される。
注記2 やに入りはんだを用いる方法又は はん
だ,フラックスなどを別々に加える方法
がある。
soldering with
soldering iron
A.1.1.1
33002
ヒートブロックは
んだ付
母材を,はんだ付温度に加熱した金属塊(例 ホ
ットプレート)で昇温させて行うはんだ付。
注記 はんだは一般的にやに入りはんだ又は線は
んだで供給する。線はんだの場合,フラッ
クスは事前に供給する。この方法は厚いも
のに薄い部品をはんだ付するときに行われ
る。
soldering with
preheated blocks
A.1.1.2
33003
ローラーはんだ付
はんだ浴中で回転しているローラーで,フラック
スを塗布した母材表面を加熱しながら,同時には
んだ付を行う方法。
roller tinning
A.1.1.3
4
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
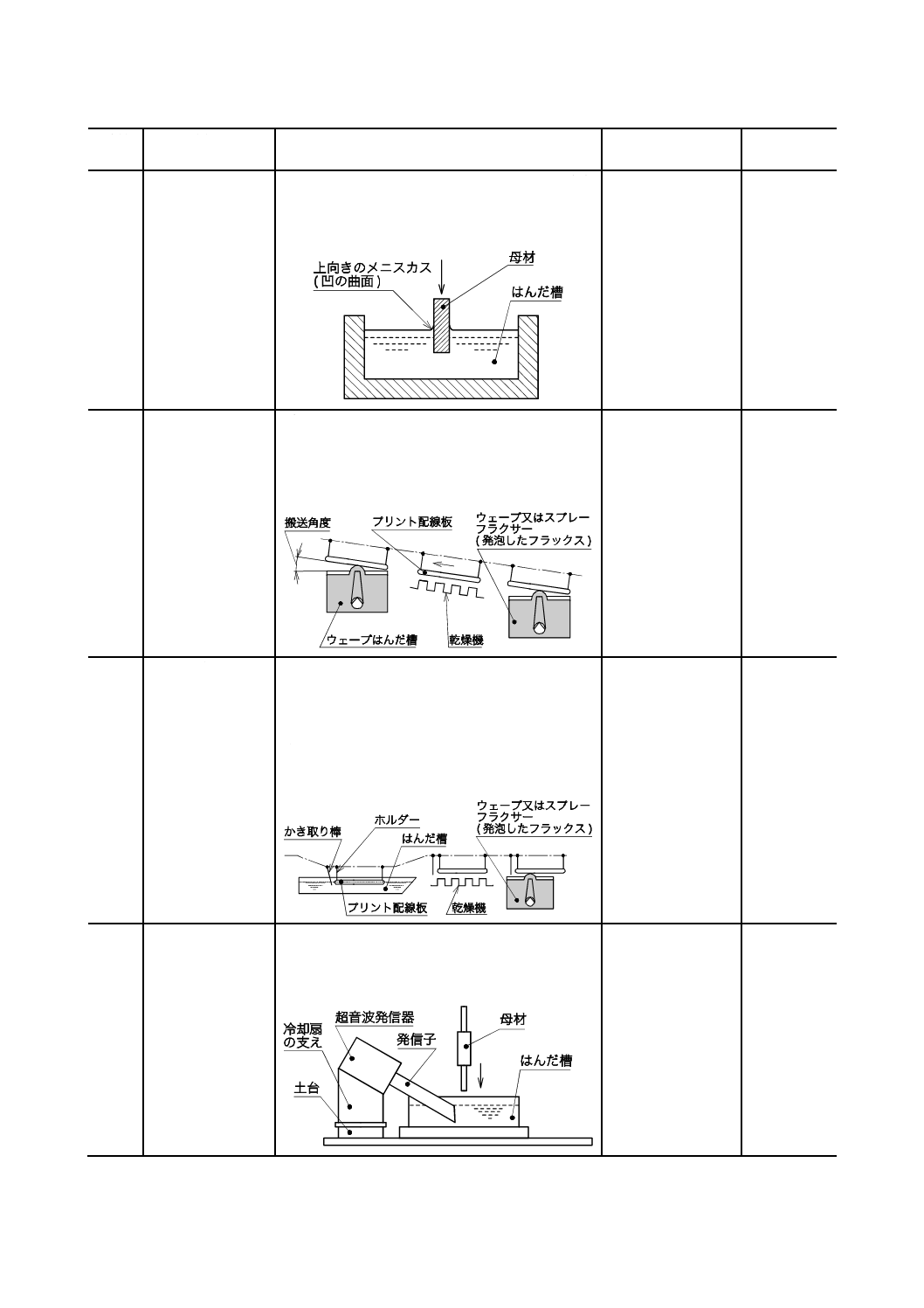
33004
ディップはんだ付
はんだ浴中又ははんだ浴面に,フラックスを塗布
したプリント配線板などのはんだ付部を浸して行
うはんだ付。
dip soldering
A.1.2.1
3.6.6
33005
ウェーブはんだ付
ディップはんだ付の一種で,フラックスを塗布し
たプリント配線板のはんだ付部を,はんだ浴中の
波面に自動的に接触通過させて,面はんだ付する
方法。
wave soldering
A.1.2.2
33006
ドラッグはんだ付
ディップはんだ付の一種で,フラックスを塗布し
たプリント配線板のはんだ付面を,はんだ浴面に
一定角度で進入・接触させ一定距離を引きずって
面はんだ付する方法。
注記 はんだ浴は,大きい表面積をもっているが
浅いものが使用される。
drag soldering
A.1.2.3
33007
超音波はんだ付
はんだ浴中に浸せきしたはんだ付継手に超音波を
与え,その超音波振動で酸化物を除去して行うは
んだ付。フラックスは使用しない。
ultrasonic soldering
A.1.2.4
5
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
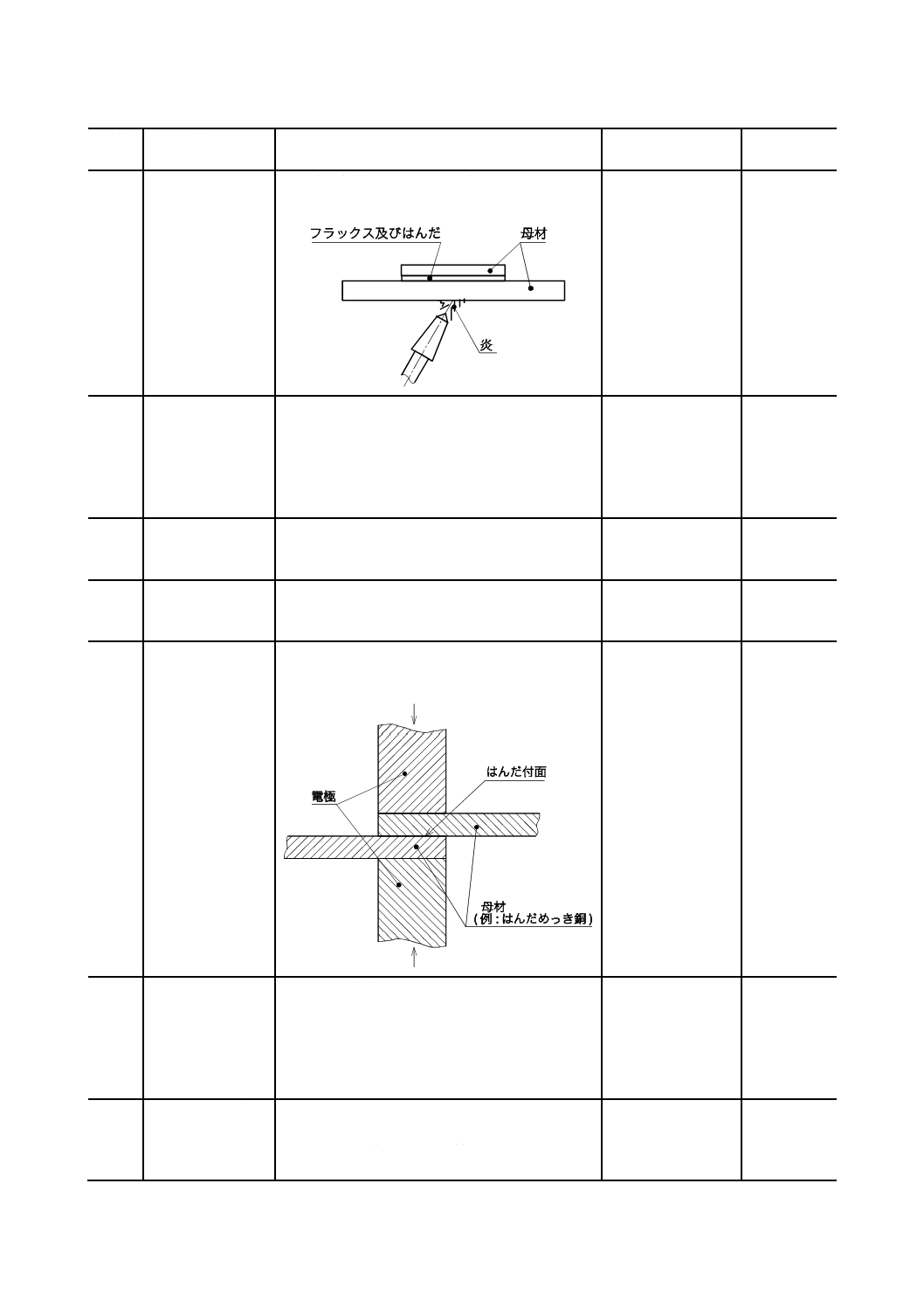
33008
炎はんだ付
ガス炎で加熱して行うはんだ付。トーチはんだ付
ともいう。
flame soldering
A.1.3.1
33009
熱風はんだ付
電気ヒーター又は炎によって加熱した熱風をノズ
ルから吹き付けて行うはんだ付。
注記 はんだは,フラックス塗布後に母材間に供
給するか,又ははんだ付温度に到達した後
に供給する。熱風には空気の代わりに他の
ガスを使用してもよい。
hot gas soldering
A.1.3.2
33010
赤外線はんだ付
母材を赤外線の焦点に合わせて行うはんだ付。
注記 はんだ及びフラックスをあらかじめ供給し
ておく。
infrared soldering
A.1.4
33011
誘導加熱はんだ付
高周波誘導加熱を利用して行うはんだ付。
注記 はんだは母材の間に差し込むか,又ははん
だ付温度に達したときに供給する。
induction soldering
A.1.5.1
33012
抵抗はんだ付
接合面の電気抵抗並びに電極及び母材の電気抵抗
による熱によって,はんだ付する方法。
resistance soldering
A.1.5.2
33013
パラレルギャップ
はんだ付
重ねはんだ付部に,あらかじめ,はんだをめっき,
ソルダペーストを塗布又はプリホームはんだを挿
入した後,接合部の一方の材料だけに一対の電極
を当てて加圧すると同時に短時間通電して,その
ジュール熱によってはんだを再溶融してはんだ付
する方法。
parallel gap soldering
33014
リフローはんだ付
はんだ付部に,あらかじめはんだをめっき,ソル
ダペーストを塗布又はプリホームはんだを供給し
た後,これを熱又は圧力を併用して,はんだを再
溶融してはんだ付する方法。
reflow soldering
6
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
33015
炉内はんだ付
母材を炉内で加熱して,リフローはんだ付する方
法。
注記 この工程は小形から中形の部材の量産に適
している。フラックスとはんだとを供給し
た状態で加熱する。はんだは成形品を用い
る場合がある。非連続炉と連続炉とに区別
される。
furnace soldering
A.1.6
33016
熱風リフローはん
だ付
高温のガスによって,フラックス及びはんだが供
給された電子部品(例 プリント配線板)を加熱
し,はんだ付する方法。
注記 ほとんどの電子部品に対し,クリーム状又
はペースト状のはんだが使用される。
reflow soldering
with heating by
hot gas
A.1.6.2
33017
赤外線リフロー
はんだ付
赤外線で部品全体を加熱し,リフローはんだ付す
る方法。
reflow soldering
with infrared
heating
A.1.6.3
33018
レーザはんだ付
レーザで接続部分を加熱し,リフローはんだ付す
る方法。
reflow soldering
with laser heating
A.1.6.3
33019
凝縮はんだ付
密封した容器内において,特定の沸点をもつ液体
を加熱,沸騰させて容器内上部に蒸気相を形成し,
この蒸気相に,はんだ付継手を搬入し,気化潜熱
によってリフローはんだ付する方法。気相はんだ
付ともいう。
reflow soldering
with heating by
means of vapour
condensation
A.1.6.4
33020
塩浴はんだ付
溶融塩の浴槽中で行うはんだ付。
salt-bath soldering
33021
ディップろう付
溶融したろう中へフラックスを塗布した部品を浸
せきしてろう付けする方法,又は溶融したフラッ
クス中へろうを挟んだ部品を浸せきしてろう付す
る方法。
dip brazing
A.2.1.1
3.6.6
33022
塩浴ろう付
溶融した塩中へろうを挟んだ部品を浸せきしてろ
う付する方法。
ソルトバスろう付ともいう。
salt-bath brazing
A.2.1.2
33023
フラックス浴ろう
付
溶融したフラックス中へろうを挟んだ部品を浸せ
きしてろう付する方法。
flux-bath brazing
A.2.1.3
33024
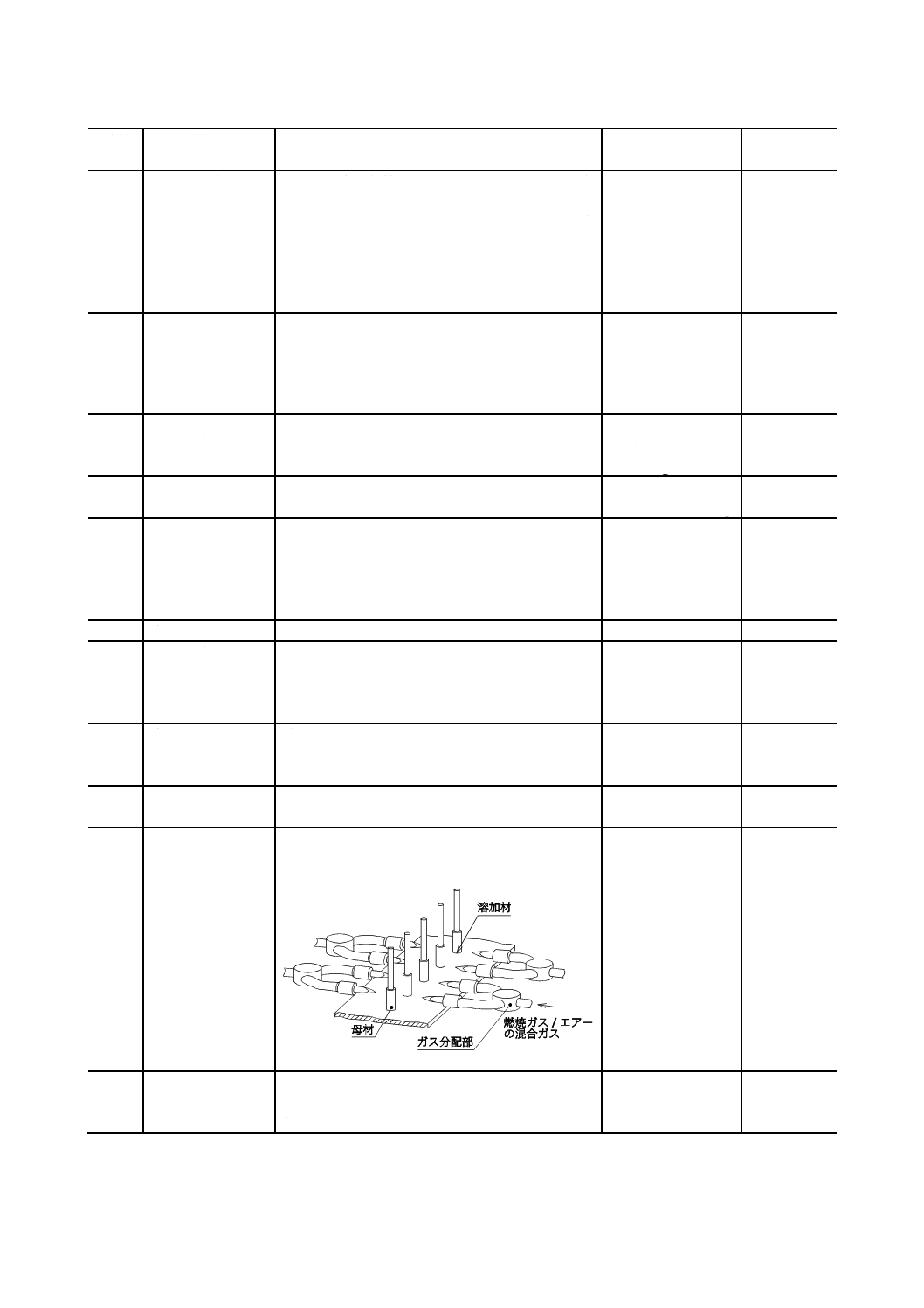
炎ろう付
ガス炎で加熱して行うろう付。トーチろう付とも
いう。
炎ろう付装置
flame brazing
A.2.2
33025
アークろう付
母材と非消耗電極若しくはろう電極との間又は二
つの電極の間に発生するアークの熱で行うろう
付。
brazing with an
electric arc
A.2.3
7
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
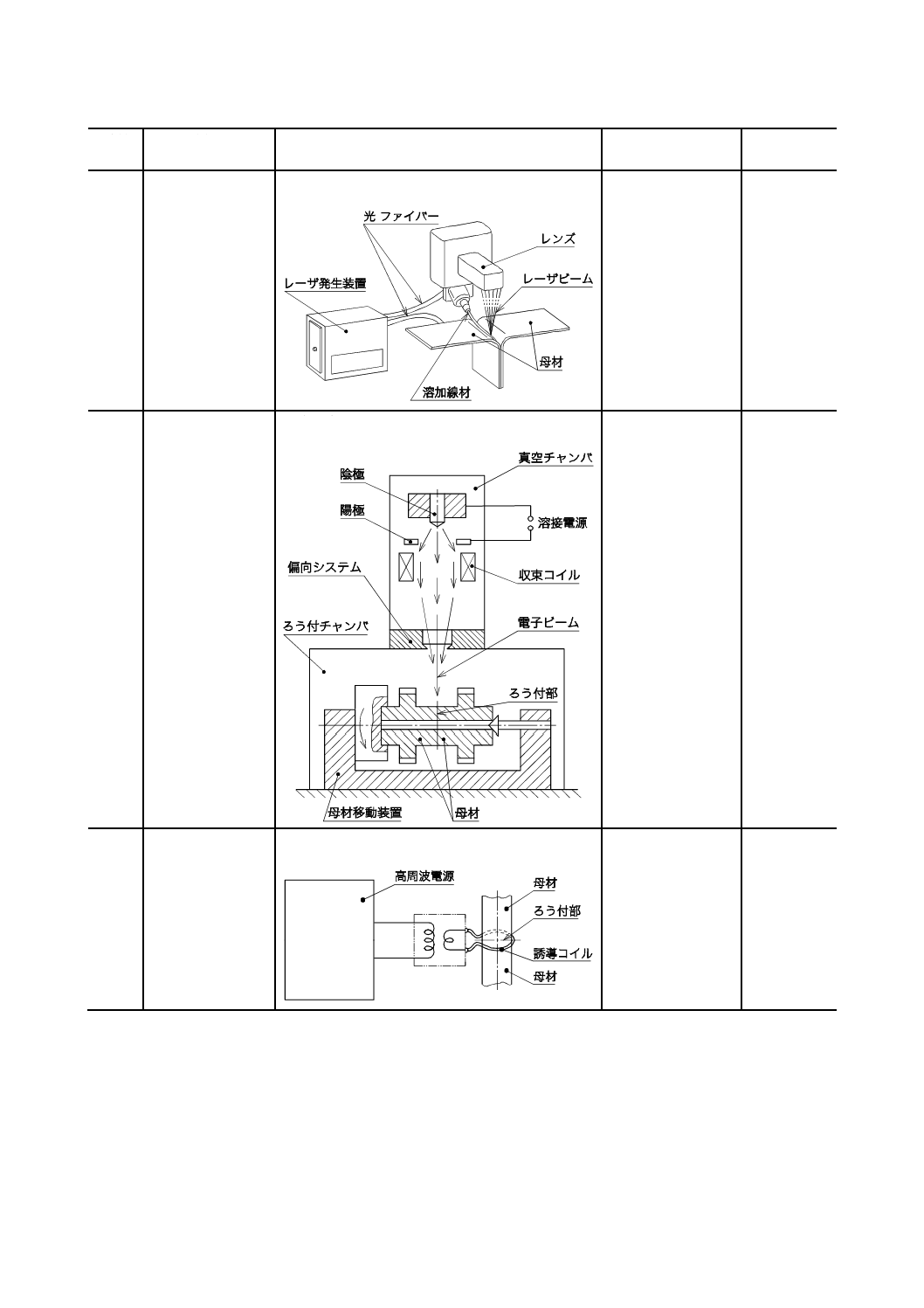
33026
レーザろう付
レーザの熱でシールドガス中で行うろう付。
laser beam brazing
A.2.4.1
33027
電子ビームろう付
通常,真空下で電子ビーム熱で行うろう付。
electron beam
brazing
A.2.4.2
33028
誘導加熱ろう付
高周波誘導加熱を利用して行うろう付。
induction brazing
A.2.5.1
8
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
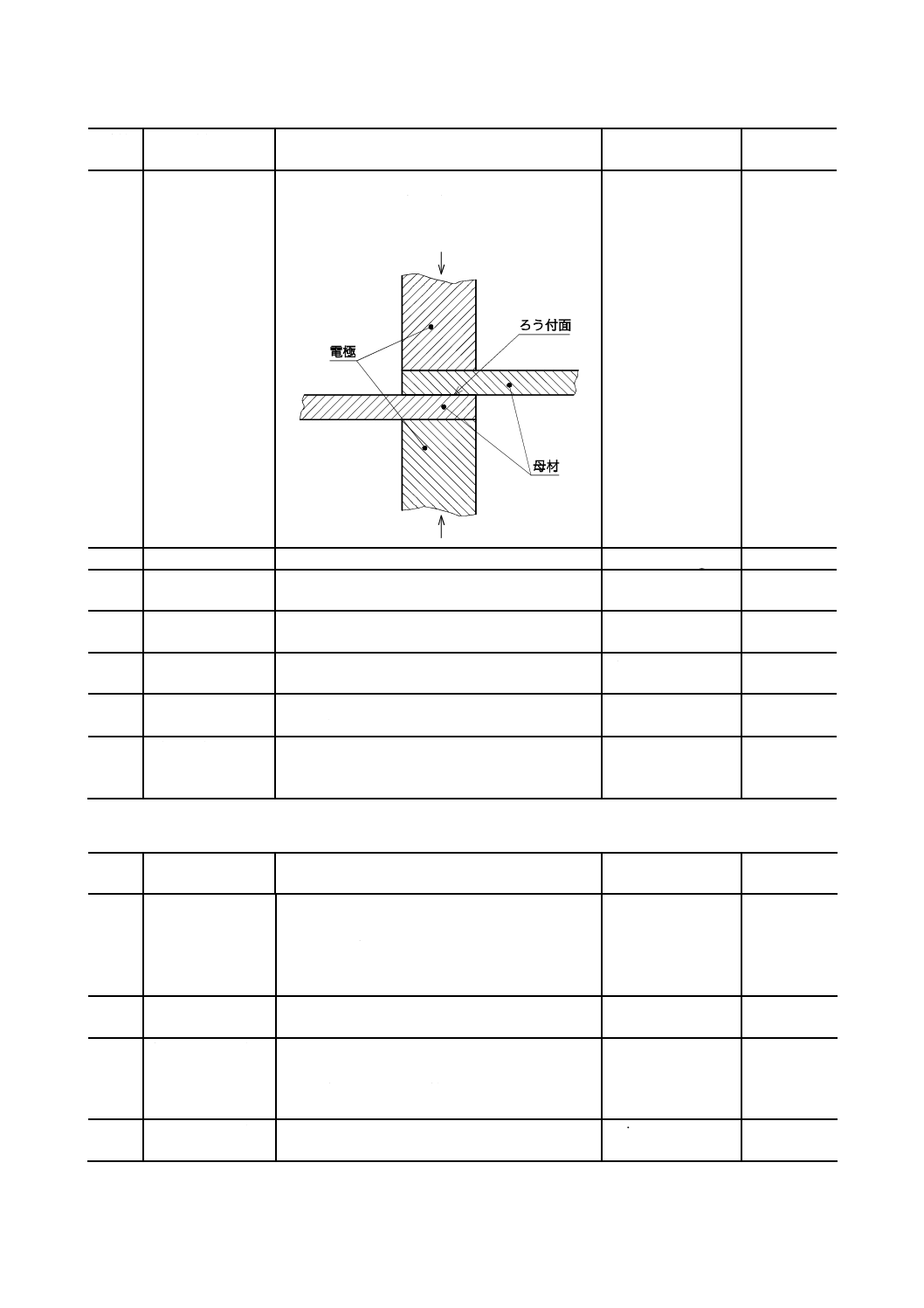
33029
抵抗ろう付
ろう付継手に電流を流し,材料自体の抵抗発熱を
利用するか,カーボン電極を用い,母材との間に
発生する抵抗熱を利用して行うろう付。
resistance brazing
A.2.5.2
33030
炉内ろう付
炉内で加熱して行うろう付。
furnace brazing
A.2.5.3
33031
置きろう付
ろう付部分にあらかじめろうを置き,加熱して行
うろう付。
preplaced brazing
33032
差しろう付
ろう付温度に加熱された継手部分に溶融ろう材を
添加して行うろう付。
face-fed brazing
33033
ステップろう付
高融点のろうから順次低融点のろうを使用し,ろ
うの融点差を利用して段階的に行うろう付。
step brazing
33034
赤外線ろう付
ハロゲンランプなどによる赤外線熱を利用して行
うろう付。
infrared brazing
33035
ブレーズ溶接
融接の場合と同じような開先をもった継手にろう
を溶融添加し,母材をできるだけ溶かさないで行
う溶接。
braze welding
4.4
ろう接材料
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
34001
溶加材
JIS Z 3001-1の11114による。
注記 JIS Z 3001-1の11114では次のように規定し
ている。
溶接中に付加される材料。
フィラーメタルともいう。
filler metal
3.2.1
34002
はんだ
450 ℃未満の低い融点をもつろう接用フィラーメ
タル。軟ろうともいう。
solder,
soft solder
34003
鉛フリーはんだ
鉛を含まないすず系はんだの総称。ここでは,す
ず,亜鉛,アンチモン,インジウム,銀,ビスマ
ス及び銅からなる鉛の質量分率0.10 %以下のは
んだをいう(JIS Z 3282参照)。
lead-free solder
34004
やに入りはんだ
樹脂系のフラックスを心とした線状のはんだ。
resin flux cored
solder
9
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
34005
ろう
450 ℃以上の高い融点をもつろう接用フィラーメ
タル。硬ろうともいう。
brazing filler metal
34006
真空用ろう
電子管及び真空機器のろう付に使用する高蒸気圧
性成分の少ないろう。
brazing filler metal
for vacuum devices
34007
ブレージングシー
ト
母材の片面又は両面に,圧延加工などによってろ
うをクラッドして作った板。
brazing sheet
34008
プリホーム
リング状,ワッシャ状などに成形されたろう又は
はんだ。
注記 プリホームろう,プリホームはんだなどが
ある。
preform
34009
フラックス
JIS Z 3001-1の11116による。
注記 JIS Z 3001-1の11116では次のように規定し
ている。
溶接のとき,母材及び溶加材の酸化物など
の有害物を除去し,母材表面を保護し,又
は溶接金属の精錬を行う目的で用いる材
料。
flux
3.2.2
34010
ソルダペースト
はんだ粉末とフラックスとを(又はこれらにビヒ
クルを加えて)混練したペースト状のはんだ。は
んだペーストともいう。
solder paste,
paste solder
34011
ペーストろう
粉末ろうと粘結剤及び/又はフラックスを混練し
てペースト状になったろう。
binder,
paste brazing filler
metal
3.2.3
34012
溶加材流れ止め剤
接合部以外に溶加材の広がりを抑えるコーティン
グ剤。
soldering and
brazing stop-off
3.2.4
34013
母材
JIS Z 3001-1の11112による。
注記1 JIS Z 3001-1の11112では,次のように規
定している。
溶接又は切断される材料。
注記2 棒,板,形,管又は組立材の形状がある。
parent material,
workpiece
3.2.5
34014
保護雰囲気
ろう付のとき,母材及びろうの酸化物を還元した
り,又は加熱中酸化するのを防止するための保護
的雰囲気。還元ガス中又は真空状態。
protective
atmosphere
3.2.6
34015
還元ガス雰囲気
酸素との高い親和性によって酸化物を減少させる
ガス雰囲気。
reducing gas
atmosphere
3.2.6.1
34016
不活性ガス雰囲気
ろう接中に母材などの酸化を防ぐガス雰囲気。
inert gas
atmosphere
3.2.6.2
34017
真空
大気圧より低い圧力で満たされた空間の状態。
vacuum
3.2.6.3
10
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5
ろう接条件
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
35001
溶加材の溶融温度
範囲
溶加材の固相線温度以上液相線温度以下の範囲。
melting temperature
range of the filler
metal
3.3.1.1
35002
ろう接温度
ろう接に適した温度。
soldering or brazing
temperature
3.3.1.2
35003
予熱温度(ろう接
の)
均一加熱などの目的で,ろう接前にあらかじめ溶
加材の固相線温度未満で母材を保持する温度。
equalizing
temperature,
preheating
temperature
3.3.1.3
35004
活性温度範囲
フラックスが活性に働く温度範囲。
effective
temperature
range
3.3.1.4
35005
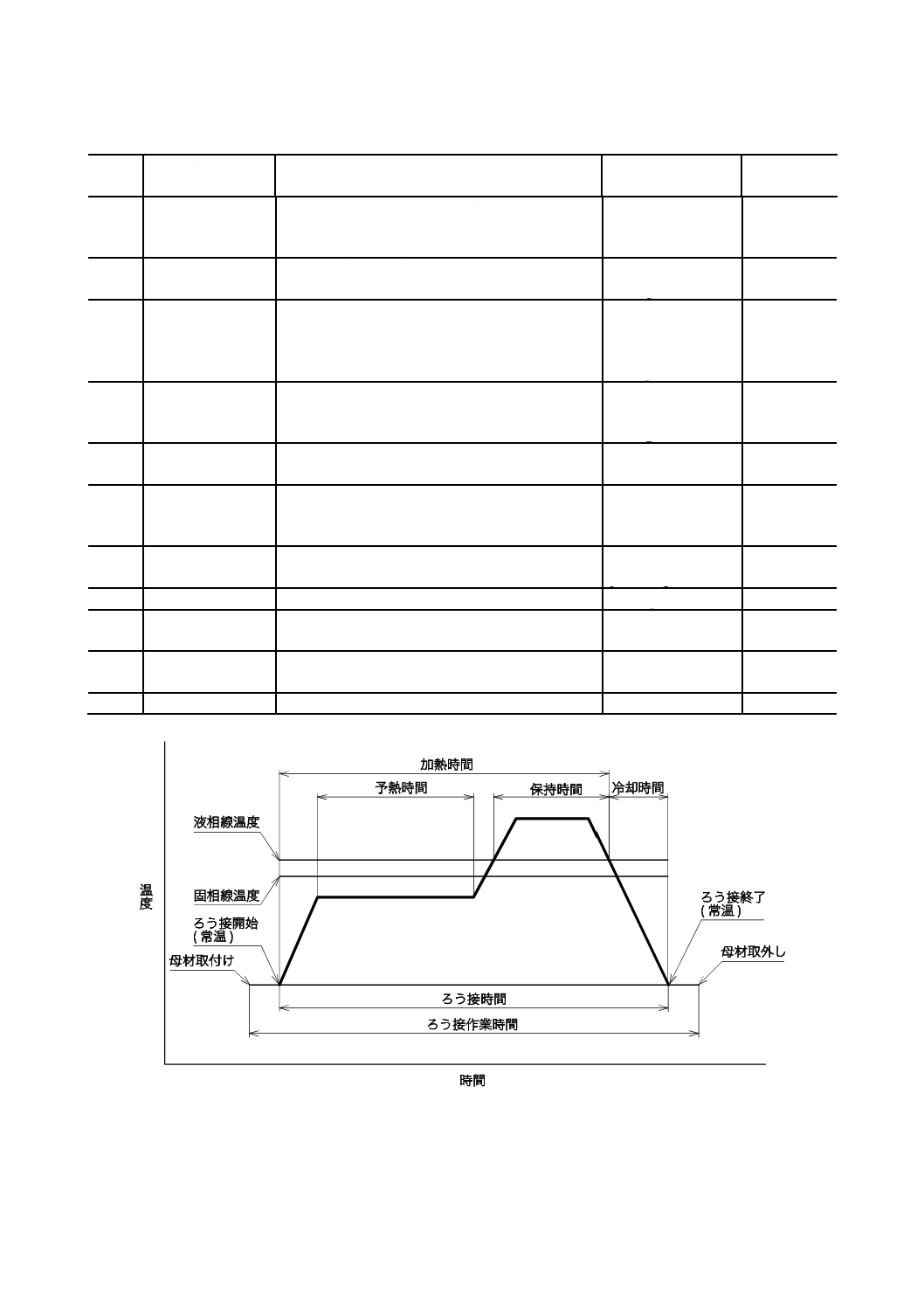
ろう接作業時間
ろう接作業における母材の取付けから取外しまで
の時間(図1参照)。
soldering or brazing
time
3.3.2.1
35006
加熱時間(ろう接
の)
ろう接が達成されるまでの時間(図1参照)。
注記 予熱時間を含み,その他の時間も含むこと
ができる。例えば,脱ガス時間。
heating time
3.3.2.2
35007
予熱時間
母材をろう接するために予熱温度を保持する時
間。平衡時間ともいう(図1参照)。
equalizing time,
preheating time
3.3.2.3
35008
保持時間
ろう接温度を保持する時間(図1参照)。
holding time
3.3.2.4
35009
冷却時間(ろう接
の)
ろう接保持時間終了後,室温までの冷却時間(図
1参照)。
cooling time
3.3.2.5
35010
ろう接時間
ろう接における加熱時間と冷却時間との和(図1
参照)。
total time
3.3.2.6
35011
活性時間
フラックス効果がある活性寿命時間。
effective time
3.3.2.7
図1−連続槽におけるろう接時間及び母材温度
11
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.6
ろう接継手
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
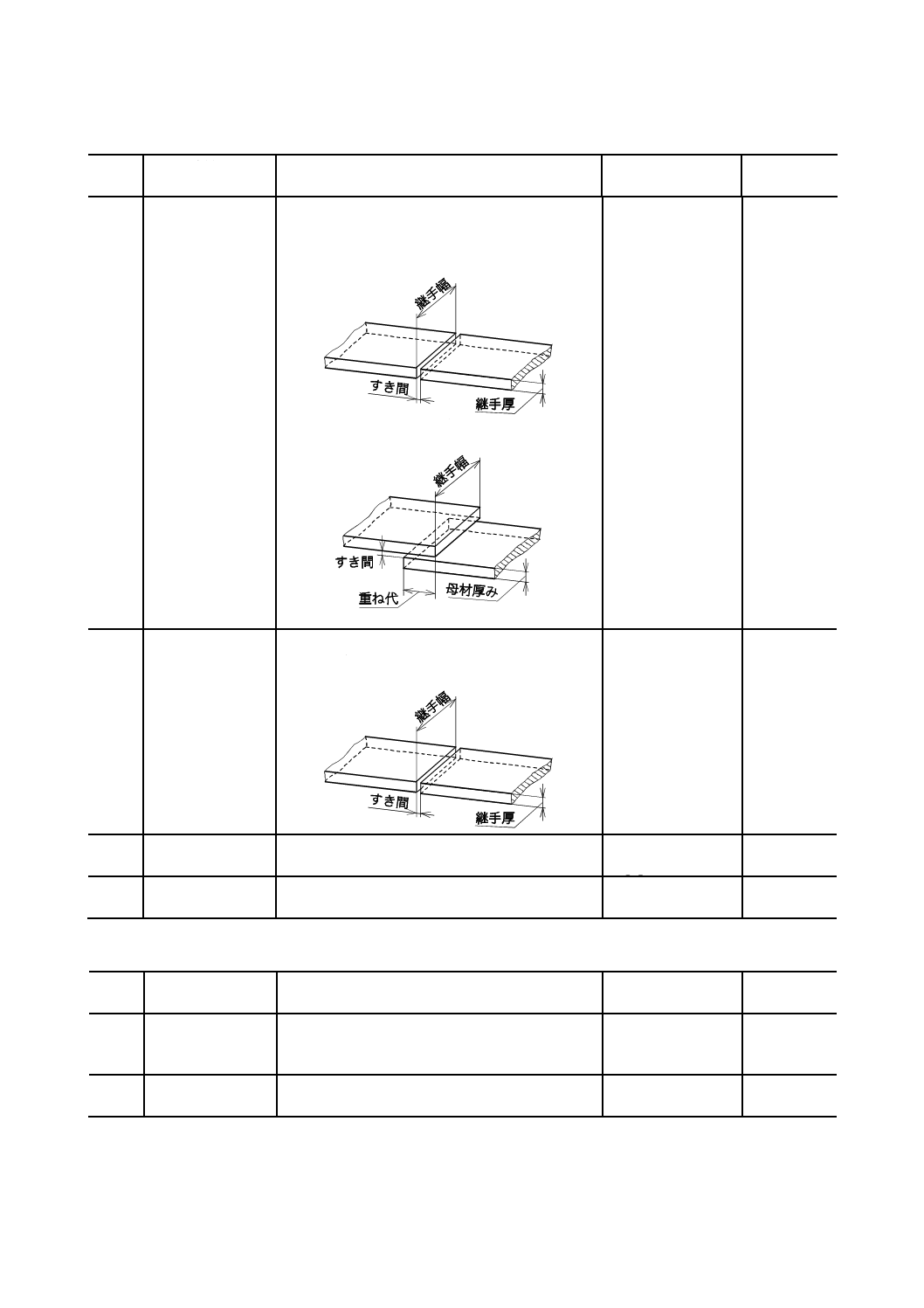
36001
密着継手
二つの母材を同じ面内に突合せ又は一部重ねて母
材の表面と厚さ側面にフィレットを形成させる継
手。
突合せ継手
重ね継手
closed joint
3.4.1
36002
充てん継手
すき間が大きい接合部にフィラーメタルを流し満
たして接合する継手。
open joint
3.4.2
36003
ろう接すき間
ろう接温度におけるろう接される母材間のすき
間。
soldering or brazing
gap
3.4.3
36004
組立すき間
ろう接継手であらかじめ設けられた母材間のすき
間。
assembly gap
3.4.4
4.7
ろう接品
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
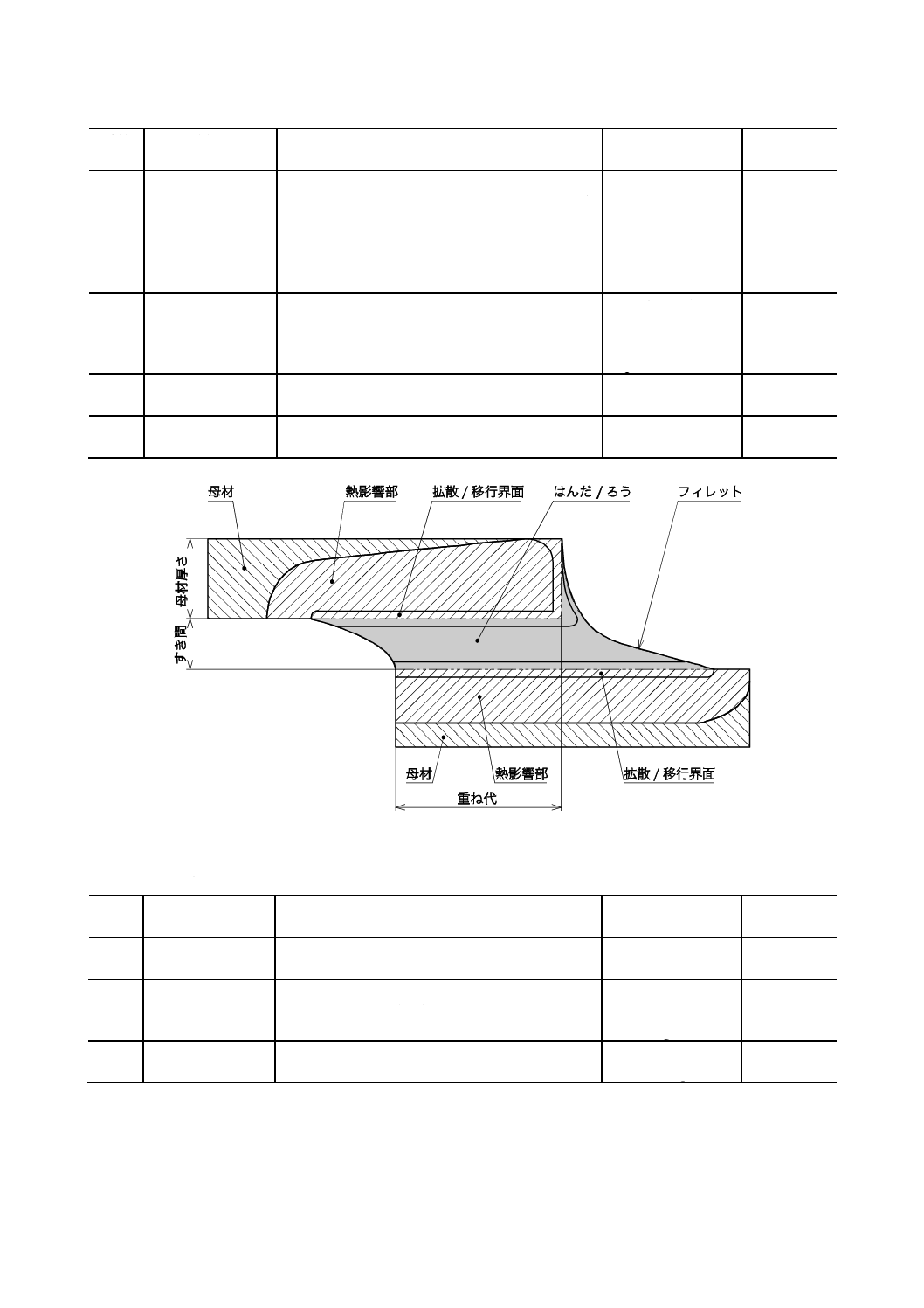
37001
ろう接品
ろう接によって組み立てられたもの(図2参照)。
注記 2個以上の部品で構成される。後に他の大き
な組立てに使用されることがある。
soldered or brazed
assembly
3.5.1.1
37002
はんだ/ろう層
はんだ・ろうを含む接合箇所及び拡散/移行界面
を含む箇所。
soldering or brazing
seam
3.5.1.2
12
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
37003
熱影響部
JIS Z 3001-1の11202による。
注記 JIS Z 3001-1の11202では,次のように規定
している。
溶接・切断などの熱で組織,や(冶)金的
性質,機械的性質などが変化を生じた,溶
融していない母材の部分。
heat-affected zone
3.5.1.3
37004
母材変質部
熱影響による母材変質部。
parent material
affected by the
soldering/brazing
process
3.5.2.1
37005
拡散/移行界面
ろうと母材との接合界面層(合金層)(JIS Z
3001-1の11206参照)。
diffusion zone,
transition zone
3.5.2.2
37006
フィレット
ろう接の重ね,T形などの継手において,継手の
すき間からはみ出したろう又ははんだの部分。
fillet of brazed joint
図2−ろう接断面略図
4.8
ろう接施工
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
38001
手ろう接
手作業によるろう接(JIS Z 3001-1の11120参照)。 manual soldering or
brazing
3.6.1
38002
自動ろう接
母材の供給を除く操作が自動化されたろう接(JIS
Z 3001-1の11122参照)。
mechanized
soldering or
brazing
3.6.2
38003
全自動ろう接
母材の供給を含むすべての操作が自動化されたろ
う接(JIS Z 3001-1の11123参照)。
automatic soldering
or brazing
3.6.3
13
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.9
ろう接試験
番号
用語
定義
対応英語(参考)
太字はISO用語
ISO 857-2の
番号(参考)
39001
乾燥度試験
はんだ付用フラックス残さの乾燥性(粘着性)を,
粉末タルクを付着させ,その除去度合いから調べ
る試験(JIS Z 3197の表2参照)。
dryness test
39002
銅板腐食試験
はんだ付用フラックス残さの腐食性を,加湿条件
下での銅板の腐食の有無によって調べる試験(JIS
Z 3197の表2参照)。
corrosion test with
copper plate
39003
銅鏡腐食試験
はんだ付用フラックスの腐食性を,スライドガラ
ス面上に真空蒸着した銅鏡(銅薄膜)の溶解性の
度合いから調べる試験(JIS Z 3197の表2参照)。
copper mirror test
39004
水溶液比抵抗試験
はんだ付用フラックス中に含まれる導電性物質
(イオン性物質)の量を調べるため,適切な溶剤
に溶かしたある濃度のフラックス溶液から導電性
物質を水で抽出し,抽出水の比抵抗を調べる試験
(JIS Z 3197の表2参照)。
resistivity test of
water extract
39005
絶縁抵抗試験
はんだ付用フラックス残さの高温高湿下における
絶縁抵抗値を,くし形電極表面にフラックスを塗
布して調ベる試験(JIS Z 3197の表2参照)。
insulation resistance
test
39006
電圧印加耐湿性試
験
はんだ付用フラックス残さによるマイグレーショ
ンの発生の有無を,くし形電極基板を用いて,恒
温,恒湿,直流電圧印加の条件下で調べる試験(JIS
Z 3197の表2参照)。マイグレーション試験ともい
う。
humidity test under
DC voltage,
migration test
39007
広がり試験
ろう又ははんだの母材へのぬれ性及びフラックス
の作用性を調べる試験(JIS Z 3191及びJIS Z 3197
の表2参照)。
spreading test
参考文献 JIS Z 3191 ろうのぬれ試験方法
JIS Z 3197 はんだ付用フラックス試験方法
JIS Z 3282 はんだ−化学成分及び形状
14
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS Z 3001-3:2008 溶接用語−第3部:ろう接
ISO 857-2:2005 Welding and allied processes−Vocabulary−Part 2: Soldering and brazing
processes and related terms
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格
との技術的差異の理
由及び今後の対策
箇条番号及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1 適用範囲
一致
2 引用規格
3 分類
9項目を規定。
追加
JIS Z 8301の様式による。
技術的差異はない。
4用語及び定義
表形式で規定。
3 用語及び定義
細分箇条で規定。 変更
規格様式上の変更。
技術的差異はない。
4.1 溶接の基本
JIZ Z 3001-1の4.1.1による。
追加
部編成の各部にまたがる用語。 技術的差異はない。
4.2 ろう接一般
10語。
3.1 ろう接
9語。
変更
2語追加。
1語削除。
我が国で使用され,
JIS Z 3001:1999に規
定されてきた用語を
追加。
重複以外で削除した
1語(bonding process)
は不用。
4.3 ろう接方法
35語。
附属書A 施工法
26語。
変更
8語追加。
4.4 ろう接材料
17語。
3.2 ろう接材料
9語。
変更
8語追加。
4.5 ろう接条件
3.3 施工条件
一致
4.6 ろう接継手
3.4 ろう接形状
一致
4.7 ろう接品
6語。
3.5 ろう接品
6語。
変更
1語追加。
1語削除(重複)。
4.8 ろう接施工
3語。
3.6 ろう接施工
7語。
変更
4語削除(重複)。
4.9 ろう接試験
7語。
追加
JISと国際規格との対応の程度の全体評価:ISO 857-2:2005,MOD
2
Z
3
0
0
1
-3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
Z 3001-3:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ··············· 技術的差異がない。
− 追加 ··············· 国際規格にない規定項目又は規定内容を追加している。
− 変更 ··············· 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD··············· 国際規格を修正している。
2
Z
3
0
0
1
-3
:
2
0
0
8