Z 3001-2:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 分類······························································································································· 1
4 用語及び定義 ··················································································································· 1
4.1 溶接の基本 ··················································································································· 2
4.2 圧接 ···························································································································· 2
4.3 融接 ··························································································································· 12
附属書A(参考)新旧用語番号の対比表 ·················································································· 16
Z 3001-2:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS Z 3001-2:2013は
改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS Z 3001の規格群には,次に示す部編成がある。
JIS Z 3001-1 第1部:一般
JIS Z 3001-2 第2部:溶接方法
JIS Z 3001-3 第3部:ろう接
JIS Z 3001-4 第4部:溶接不完全部
JIS Z 3001-5 第5部:レーザ溶接
JIS Z 3001-6 第6部:抵抗溶接
JIS Z 3001-7 第7部:アーク溶接
日本工業規格 JIS
Z 3001-2:2018
溶接用語−第2部:溶接方法
Welding and allied processes-Vocabulary-Part 2: Welding processes
序文
この規格は,2008年に制定され2013年に改正されたJIS Z 3001-2を,その後の規格群再編成に対応す
るために改正した日本工業規格である。
なお,対応国際規格は,制定されていないが,2016年に発行されたISO/TR 25901-3を参考にしている。
1
適用範囲
この規格は,溶接方法関係で術語として用いる主な用語について,溶接方法ごとの各部に規定されてい
ない用語及び定義について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-5 溶接用語−第5部:レーザ溶接
JIS Z 3001-6 溶接用語−第6部:抵抗溶接
JIS Z 3001-7 溶接用語−第7部:アーク溶接
3
分類
用語の分類は,次による。
a) 溶接の基本
b) 圧接
c) 融接
4
用語及び定義
注記1 用語の読み方が紛らわしいものは,用語の後ろに括弧“( )”で振り仮名を記載した。
注記2 用語欄の括弧付き用語は,括弧内の用字を含めた用語と括弧内の用字を省略した用語との二
通りの用語を用いてよいことを示しているが,括弧内の用字を省略した用語を優先した。
注記3 表の右端の見出し欄に参考としたISO/TR番号を設け,表内の各用語に対応する番号を記載
した。見出し欄のISO/TR番号と異なるISO/TR又はISO規格を参考にしている場合は,各
用語に対応する番号に括弧付きでその規格番号を併記した。ただし,ISO/TR 25901-1はPart
1と,ISO/TR 25901-4はPart 4とそれぞれ記載した。
2
Z 3001-2:2018
注記4 用語の旧番号と新番号の対比表は,附属書Aに記載した。
4.1
溶接の基本
溶接の基本に関する用語は,JIS Z 3001-1の4.1(共通)による。
4.2
圧接
4.2.1
熱間圧接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22101
熱間圧接
十分な加熱と圧力とを与えた状態で部材の著しい変形を生
じさせて行う加圧を伴う溶接(接合)。
hot pressure
welding
2.2.1.8.2
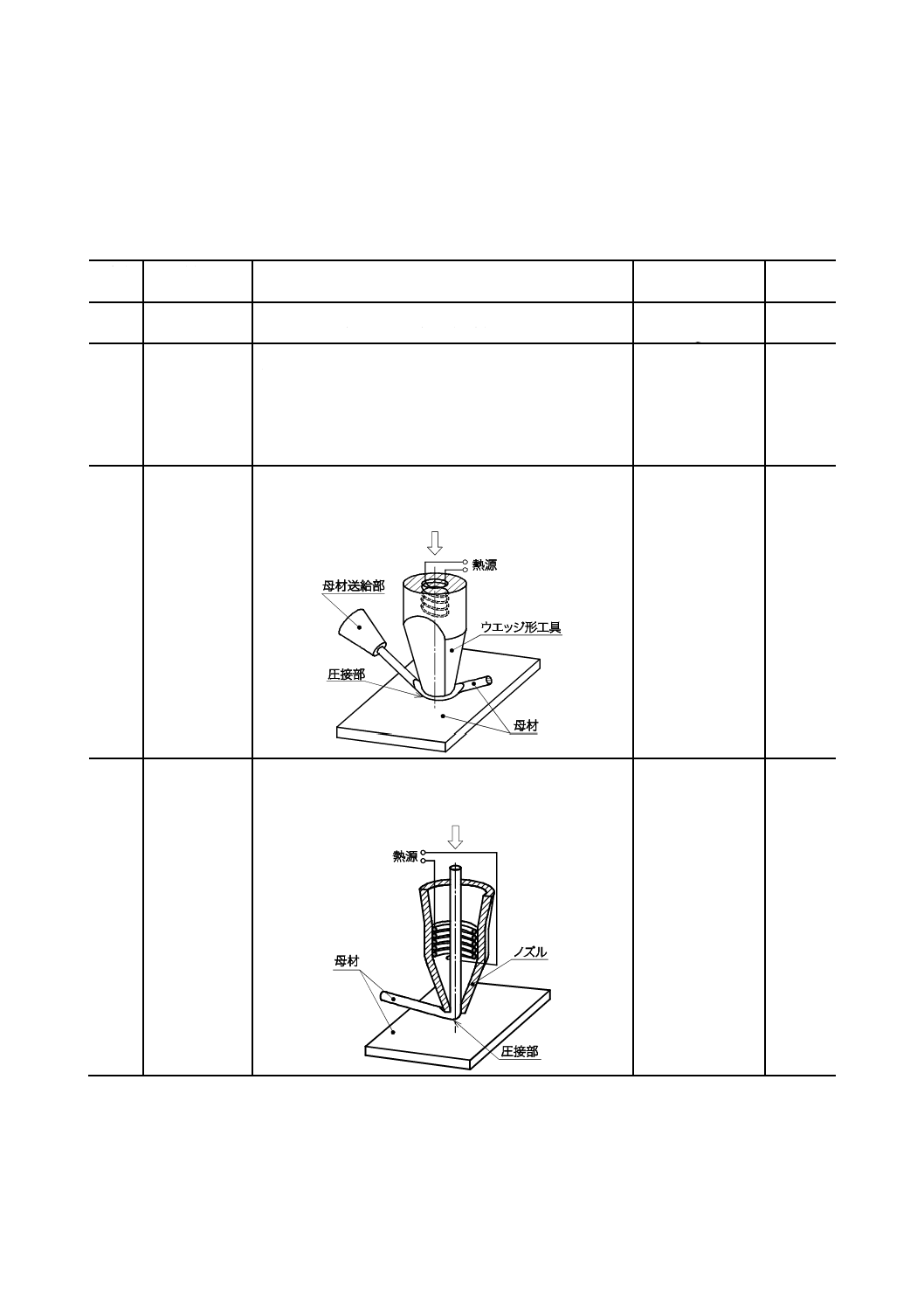
22102
加熱エレメン
ト圧接
部材の接合部を加熱工具で加熱して行う圧接(熱圧着)の
総称。
注記 加熱は,連続でもパルスでもよい。圧接は溶加材な
しで行い,加圧力は,ウエッジ形工具による押圧,
母材の片方のノズルによる押圧などである。また,
超音波を併用することもある。
heated element
welding
2.2.1.1.1
22103
熱ウエッジ圧
接
熱ウエッジによる加熱エレメント圧接。
注記 熱ウエッジ圧接は,物体運動(超音波圧接)又は組
合せで行われる。
heated wedge
welding
2.2.1.1.2
22104
熱ノズル圧接
熱ノズルによる加熱エレメント圧接。
注記 ノズル圧接は,物体運動(超音波溶接)又は組合せ
で行われる。
heated nozzle
welding
2.2.1.1.3
3
Z 3001-2:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
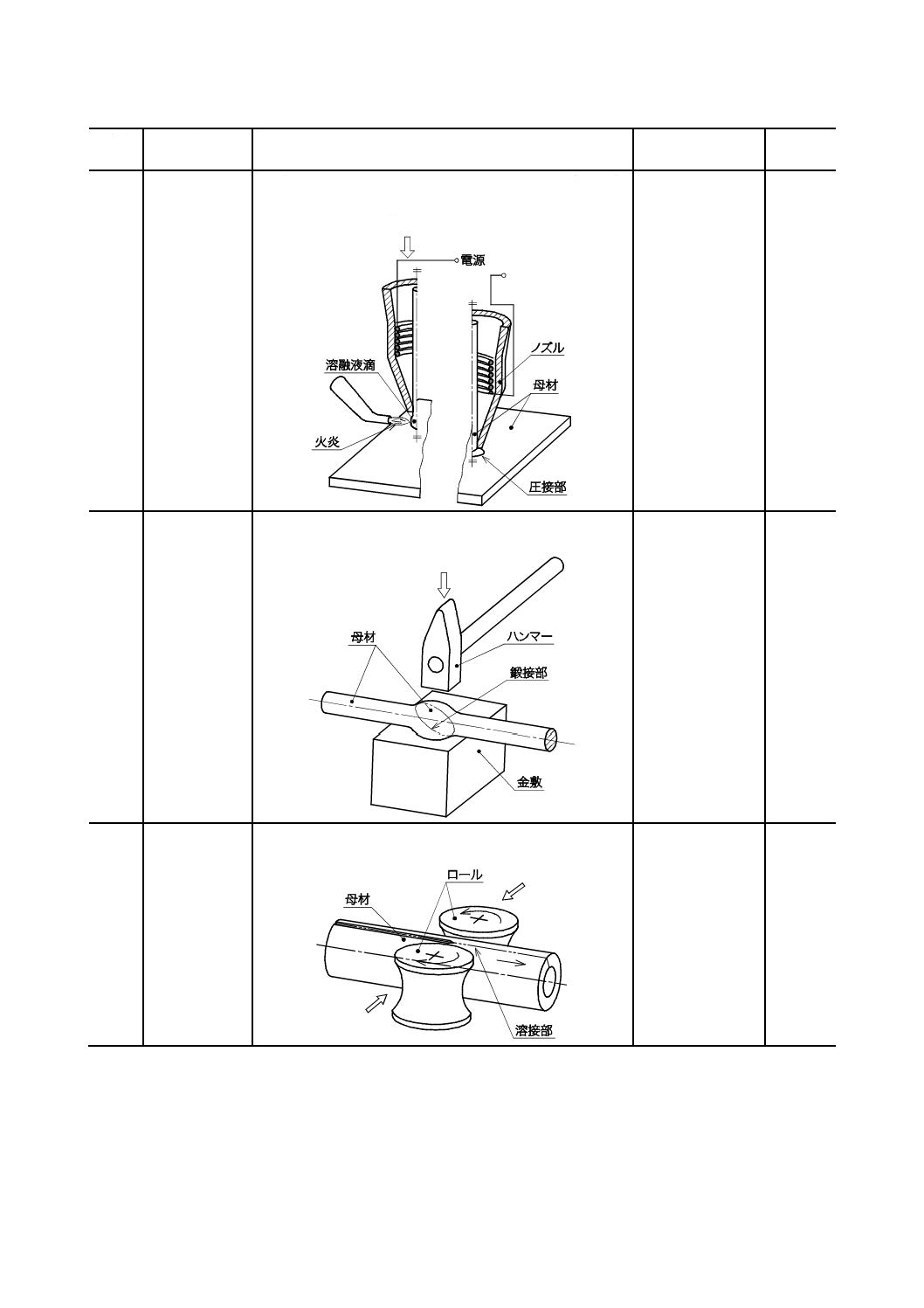
22105
ネイル圧接
ノズルから供給される1本又は2本のワイヤを火炎,電気
放電などで加熱して微小液滴を生じさせ,加圧力下でネイ
ル形の圧接部とする熱ノズル圧接。
nail head welding
2.2.1.1.4
22106
鍛接
部材を空気中又は炉中で加熱し,打撃又は他の衝撃力で接
合面に十分な永久変形を与えて行う熱間圧接。
forge welding
2.2.1.6.13
22107
ロール溶接
別の方法で加熱した後,機械的なロール操作で力を徐々に
加える熱間圧接。
roll welding
2.2.1.8.3
4
Z 3001-2:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
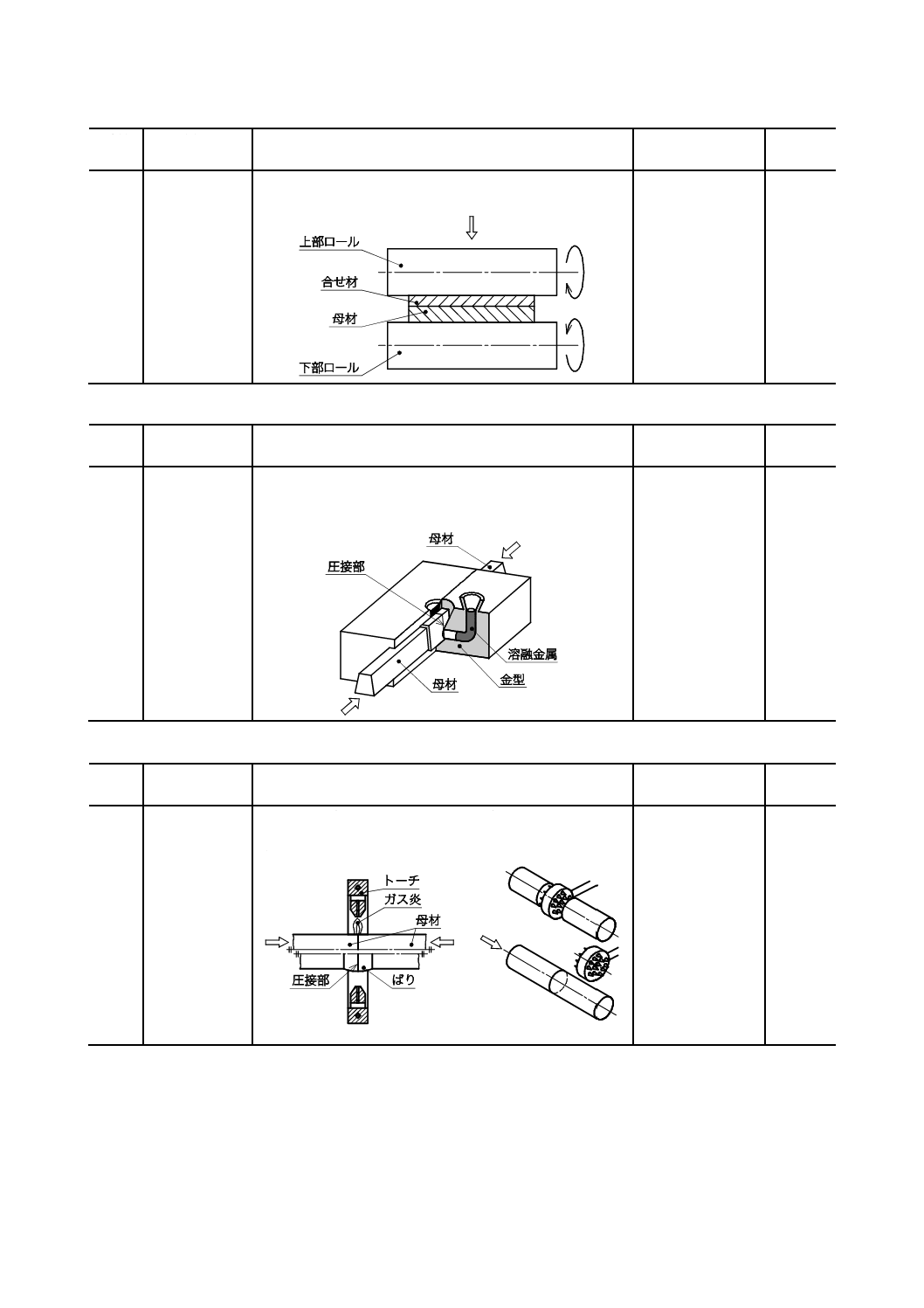
22108
圧延クラッド
母材を加熱した後,機械的なロール操作によって,母材と
合せ材との間を結合する熱間圧接。
roll cladding
Annex B
4.2.2
フロー圧接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22201
フロー圧接
金型の中に溶融金属を注ぎ,その後,加圧する圧接。
注記 溶融金属は,テルミット反応によって与えられるこ
とが多い。
flow welding with
pressure
2.2.1.2.1
4.2.3
ガス圧接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22301
ガス圧接
ガス炎で接合部を加熱した後,更に溶加材なしで加圧して
行う圧接法。
注記 装置構成には,開・閉の両タイプがある。
a) 閉タイプ
b) 開タイプ
oxyfuel gas
pressure welding
2.2.1.3.1
5
Z 3001-2:2018
4.2.4
放電圧接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22401
磁気駆動アー
ク溶接
溶接継手の端面を僅かに離して対向させ,その端面間にア
ークを発生させ,アークに直角方向に加えた磁界によって
アークを駆動し,接合界面を加熱した後,アプセット力
(64311)を加えて行うアーク溶接。以前はMIAB溶接とも
呼んだ。
magnetically
impelled arc
welding
2.2.1.4.1
22402
パーカッショ
ン溶接
あらかじめコンデンサに電気エネルギーを蓄えておき,母
材の接触面を通じて放電し,そのとき発生するアークのエ
ネルギーで加熱,加圧して行う溶接。
注記1 圧力は,電気放電中又はその瞬間に加えられる。
その場合,抵抗発熱も伴う。
注記2 抵抗熱が付加されることがある。
percussion welding
2.2.1.4.2
22403
スタッド溶接
母材にボルト又は同様なピースを接合する溶接。
注記 溶接は,ガスシールドを用いる場合と用いない場合
とがあるが,アーク,抵抗,摩擦又は他の適正な方
法で行われる。
stud welding
2.1.8.39-
(Part 1)
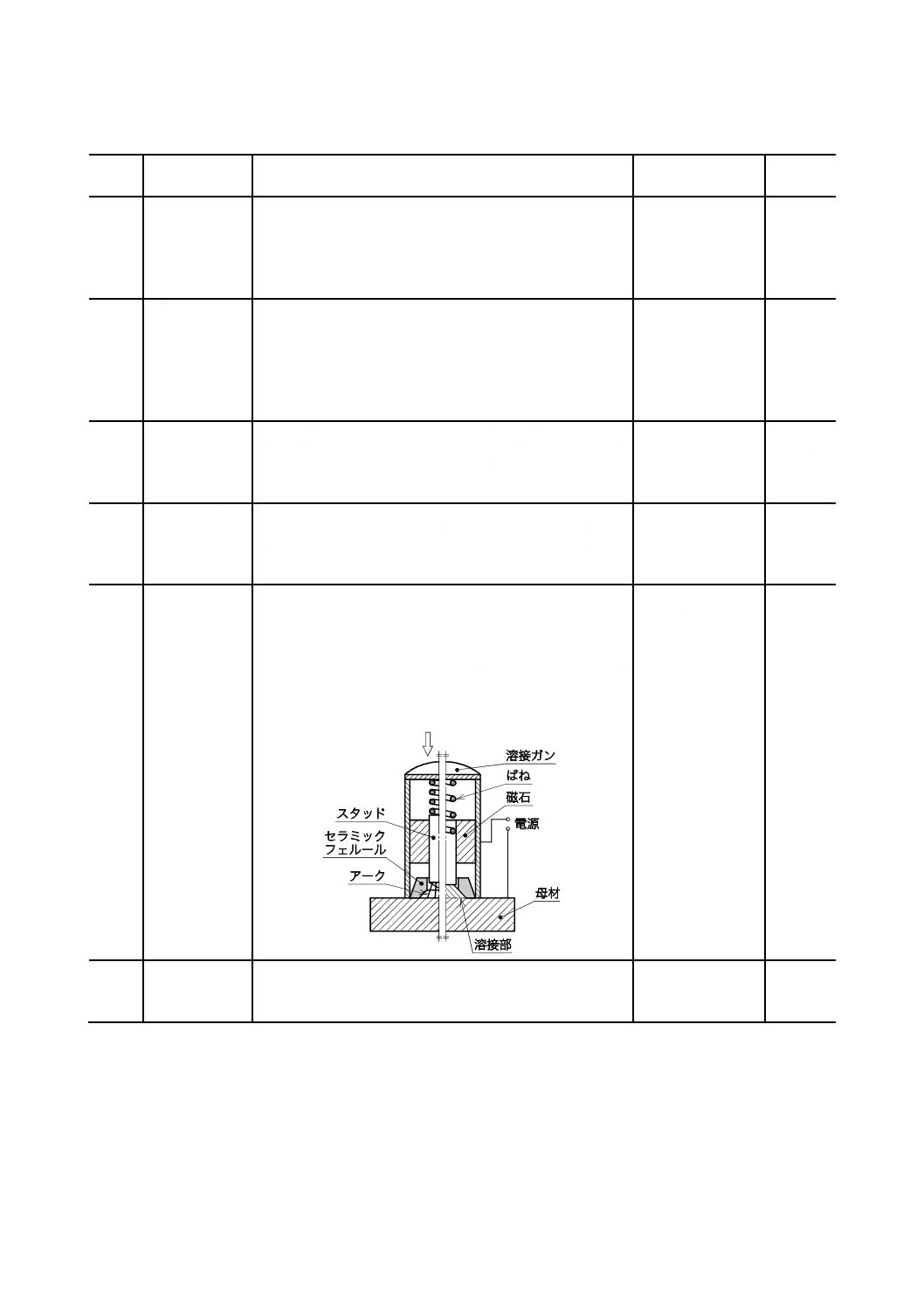
22404
アークスタッ
ド溶接
金属製のスタッド又は同等品と(これが溶接される)部材
との間にアークを発生させて加圧を伴いながら行う溶接。
注記 セラミックフェルール,シールドガス又は両者が,
使用できる。
arc stud welding
2.2.1.4.3
22405
ドローンアー
クスタッド
溶接
接合部をセラミックフェルール及び/又はシールドガスに
よってシールドし,スタッドを引き離して放電を開始して
行うアークスタッド溶接。引離し形アークスタッド溶接と
もいう。
注記1 フェルールは,スタッド溶接に用いられるリング
状固形フラックス。
注記2 溶接時間は,通常100 ms以上である。
drawn arc stud
welding,
drawn arc stud
welding with
ceramic ferrule
or shielding gas
2.2.1.4.4
22406
短時間ドロー
ンアークス
タッド溶接
溶接時間が,10〜100 msのドローンアークスタッド溶接。 short-cycle drawn
arc stud welding
2.2.1.4.5
6
Z 3001-2:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22407
コンデンサ(放
電形ドロー
ン)アークス
タッド溶接
コンデンサ放電のエネルギーを利用して行うドローンアー
クスタッド溶接。
注記 溶接時間は,1〜10 msである。
capacitor discharge
drawn arc stud
welding
2.2.1.4.6
22408
チップスタッ
ド溶接
スタッド先端部のチップが爆発的に溶融し,部分的に蒸発
して発生したアークを利用して行うアークスタッド溶接。
チップ点弧形スタッド溶接ともいう。
注記1 部材は,コンデンサが完全に放電する前に密着す
る。
注記2 溶接時間は,通常,0.5〜5 msである。
capacitor discharge
stud welding
with tip ignition
2.2.1.4.7
22409
溶融カラー付
ドローンア
ークスタッ
ド溶接
溶融可能なカラーを付けたスタッドを引き上げることによ
って放電が開始するドローンアークスタッド溶接。
drawn arc stud
welding with
fusible collar
2.2.1.4.8
22410
(スタッド溶
接の−)突出
し長さ
スタッド溶接においてスタッドの先端と(セラミック)フ
ェルールの先端面との距離。
注記 フェルールは,溶接中に外気を遮蔽する役割及びス
タッド先端の変形量が過剰にならないためのストッ
パの役割をする。
protrusion
2.3.27-
(Part 4)
7
Z 3001-2:2018
4.2.5
常温圧接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22501
常温圧接
連続した加圧だけを加えてかなりの塑性変形を生じさせて
行う加圧を伴う溶接(接合)。冷間圧接ともいう。
注記 融点の高い金属では,補助的に加熱して行うことが
ある。
cold pressure
welding
2.2.1.6.14
22502
常温接合
活性化した面同士を室温(常温)で合わせて,加熱をしな
いで小さな外力を加えることで行う接合。常温圧接の場合
のような目立った外力は加えない。
注記 接合には,室温での熱エネルギーを利用している。
room temperature
bonding,
room temperature
joining
22503
常温アプセッ
ト溶接
つかみ装置として型を使用して塑性変形と塑性流動とを引
き起こして行う常温圧接。
cold upset welding
2.2.1.6.15
22504
型押し圧接
特殊な押し型を用いて行う常温圧接。
cold pressure
extrusion
welding
2.2.1.6.16
22505
衝撃圧接
部材が,衝撃力で接合される圧接。
注記 一瞬の衝突で接合界面に発生する局所熱が,圧接部
の形成に作用する。
shock welding
2.2.1.6.10
22506
爆発圧接
火薬の爆発による衝撃圧力を利用して行う衝撃圧接。爆発
溶接,爆着ともいう。
explosion welding
2.2.1.6.11
8
Z 3001-2:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22507
磁気衝撃圧接
部材の周囲に巻かれたコイルに流れる高衝撃電流が作る磁
場による電磁力が,加圧力になる衝撃圧接。磁気インパル
ス溶接ともいう。
magnetic pulse
welding
2.2.1.6.12
22508
摩擦圧接
部材をお互いに接触させ,通常,片側若しくは両側の部材,
又は別の摩擦エレメントを回転させることによって発生す
る摩擦熱を利用して(接合部近傍を昇温させ)加圧して行
う溶接(圧接)。摩擦溶接ともいう。
注記 溶接は回転が止まった後のアプセット(推)力で完
了する。
friction welding
2.2.1.6.3
22509
リニア摩擦圧
接
部材をお互いに接触させながら,通常は片側だけを線形に
揺動させて発生する摩擦熱を利用して接合部近傍の温度を
上昇させ,加圧して溶接(圧接)。線形摩擦圧接ともいう。
linear friction
welding
22510
ブレーキ式摩
擦圧接
連続的に回転している片側部材の回転をブレーキによって
急激に止め,加圧して接合する摩擦圧接。連続駆動式摩擦
圧接ともいう(22508の図参照)。
continuous drive
friction welding
22511
ダイレクト駆
動摩擦圧接
定速度回転を使用した摩擦圧接。
反対語:ブレーキ式摩擦圧接。
direct drive
friction welding
2.2.1.6.4
9
Z 3001-2:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22512
フライホイー
ル式摩擦圧
接
フライホイールに蓄積された回転エネルギーが,母材の押
圧接触で減速されて熱エネルギーに変換されたときの発熱
によって接合を行う圧接。ブレーキは用いない。イナーシ
ャ式摩擦圧接ともいう。
inertia friction
welding
2.2.1.6.5
22513
オービタル摩
擦圧接
二つの部材の回転軸をずらして同方向に回転させて行う摩
擦圧接。
注記 左右異軸の部材は,回転停止時に同軸に復帰されて
圧接される。
orbital friction
welding
2.2.1.6.6
22514
ラジアル摩擦
圧接
図a)のように回転リングが,中空断面材にまたがってラジ
アル状に加圧して行う摩擦圧接。
注記 図b)のように中空断面部に押広げリングを用い,又
は図c)のように中実材の外に異材の圧縮回転リング
を用いて加圧力を負荷する。
a)
b)
c)
radial friction
welding
2.2.1.6.7
22515
摩擦推力
母材間の相対運動中に,接触面間に加えられる軸方向の圧
力。
friction force
22516
摩擦圧力
摩擦推力を母材の接合前の接触面積で除した見掛け上の圧
力。
friction pressure
22517
アプセット推
力
母材間の相対運動が,停止する途中又は停止直後,接触面
間に加えられる軸方向の力。
forge force
22518
アプセット圧
力
アプセット推力を,母材の接合前の接触面積で除した見掛
け上の圧力。
forge pressure
22519
(摩擦の−)圧
接サイクル
摩擦圧接の開始から終了までの全行程。
friction welding
cycle
22520
摩擦速度
母材間の相対運動の速さ。回転数(rpm)又は周速(m/s)
で示す。
friction speed
22521
ブレーキ時間
ブレーキをかけ始めてから母材が停止するまでの時間。
stopping time
22522
摩擦時間
母材が,所定の相対運動を行っている時間。
friction time
10
Z 3001-2:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22523
摩擦寄り代
(よりしろ)
摩擦推力を加えられている期間に消耗した母材の長さ。特
に断らない限り,溶接又は圧接した二つの母材の寄り代の
和で表す。
burn-off length,
friction upset
distance
22524
位相合せ摩擦
圧接機
接合される二つの部材間の相対角度位置を,常に一定にす
るようにした摩擦圧接機。定位相摩擦圧接機ともいう。
phase adjusting
friction welding
machine,
constant phase
friction welding
machine
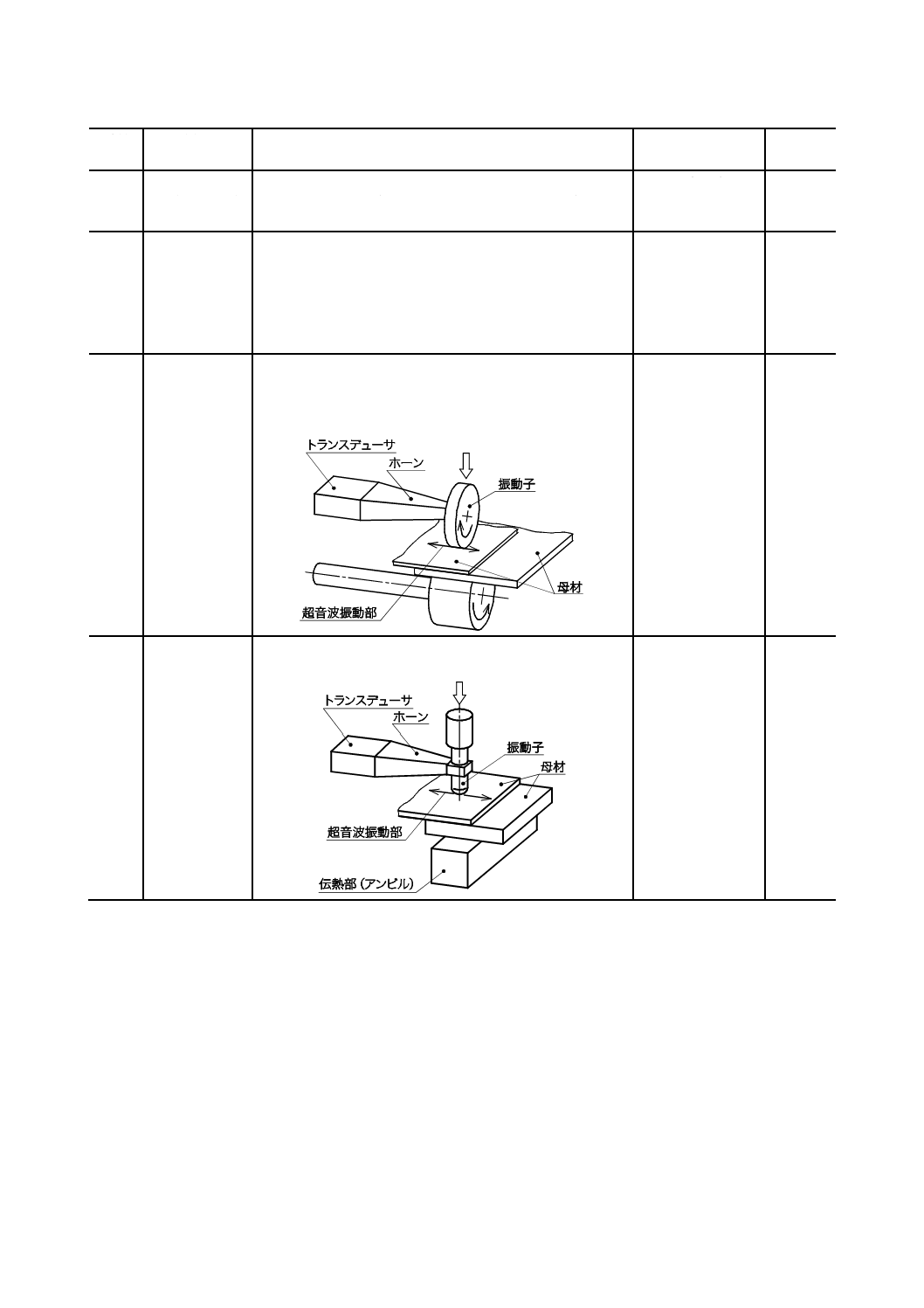
22525
超音波圧接
高周波で低振幅の(超音波振動で)部材間の溶接部(接合
界面)に機械的振動を発生させて,材料を融点より十分下
回る温度で接合する圧接。超音波溶接ともいう。
注記 加熱する場合もある。
ultrasonic welding
2.2.1.6.1
22526
熱超音波圧接
接合中は,アンビル(受け台)が独立して加熱される構造
の超音波圧接。加熱形超音波圧接ともいう。
ultrasonic hot
welding
2.2.1.6.2
11
Z 3001-2:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
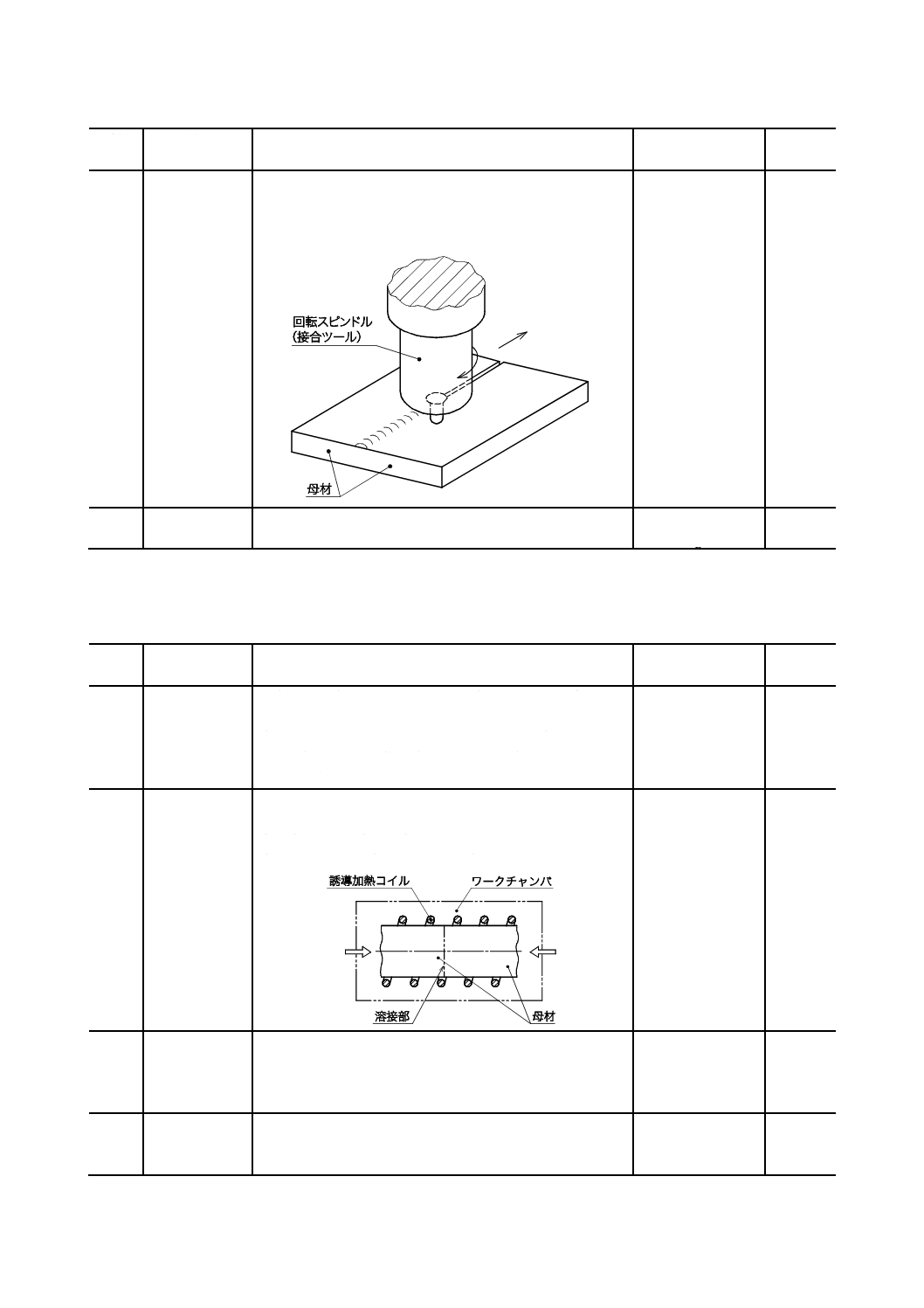
22527
摩擦かくはん
(攪拌)接合
溶接線に沿って移動する回転ツールで発生する摩擦発熱と
塑性状態での材料のかくはん(攪拌)・混合とによって溶接
部を形成する接合方法。摩擦かくはん(攪拌)溶接ともい
う。
.
friction stir
welding
2.2.1.6.9
22528
摩擦スタッド
圧接
スタッドの摩擦溶接。
friction stud
welding
2.2.1.6.8
4.2.6
抵抗溶接
JIS Z 3001-6による。
4.2.7
固相接合
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22701
固相接合
接合界面が溶融しないか,初期に溶融していても溶融金属
の痕跡が,残留しない状態で終わる接合。
注記 ほとんど加圧をかけないで行う拡散接合のような場
合から大きな塑性変形が生じて接合される圧接まで
を含む。
solid-state welding,
solid-phase welding
22702
拡散接合
部材を密着させ,母材の融点以下の温度条件で,塑性変形
をできるだけ生じない程度に加圧して,接合面間に金属結
合を実現して接合する方法。
注記 固相拡散接合と液相拡散接合とに大別される。
diffusion welding
2.2.1.8.1
22703
固相拡散接合
部材を密着させ,その母材の融点以下の温度条件で加熱・
加圧し,塑性流動又はクリープ変形を利用して,接合界面
部に出現する清浄な母材表面同士の接触を促進させて金属
結合を達成させる拡散接合。
solid phase diffusion
welding
22704
液相拡散接合
接合面間の母材より融点の低いインサート金属などを一時
的に溶融,液化した後,接合界面に介在するインサート金
属を等温凝固させる拡散接合。
liquid phase
difusion welding
12
Z 3001-2:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
22705
共晶接合
液相拡散接合のうち,液化に対して共晶反応を利用する接
合方法。
eutectic bonding
22706
(拡散接合の
−)インサー
ト金属
拡散接合において接合界面に挿入する金属。
interlayer metal,
insert metal,
preplaced filler
material
22707
(拡散接合の
−)接合雰囲
気
真空,アルゴンガスなど拡散接合を行うときの雰囲気。
welding atmosphere
(−for diffusion
welding)
22708
(拡散接合の
−)接合温度
拡散接合を行うために加熱したときの母材の温度。
注記 通常,母材の再結晶温度以上の温度をいう。
welding temperature
(−for diffusion
welding)
22709
等温凝固
(とうおん
ぎょうこ)
接合界面に介在し,一定の接合温度に保持された溶融イン
サート金属中の融点降下元素が,母材に拡散することによ
って,接合界面の液相の融点が上昇して保持温度で凝固す
る現象。
isothermal
solidification
4.3
融接
4.3.1
フロー溶接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
23101
フロー溶接
被溶接物を鋳型で囲い,溶融した溶加材をその部分に注入
して行う溶融溶接。
flow welding
2.2.2.2.1
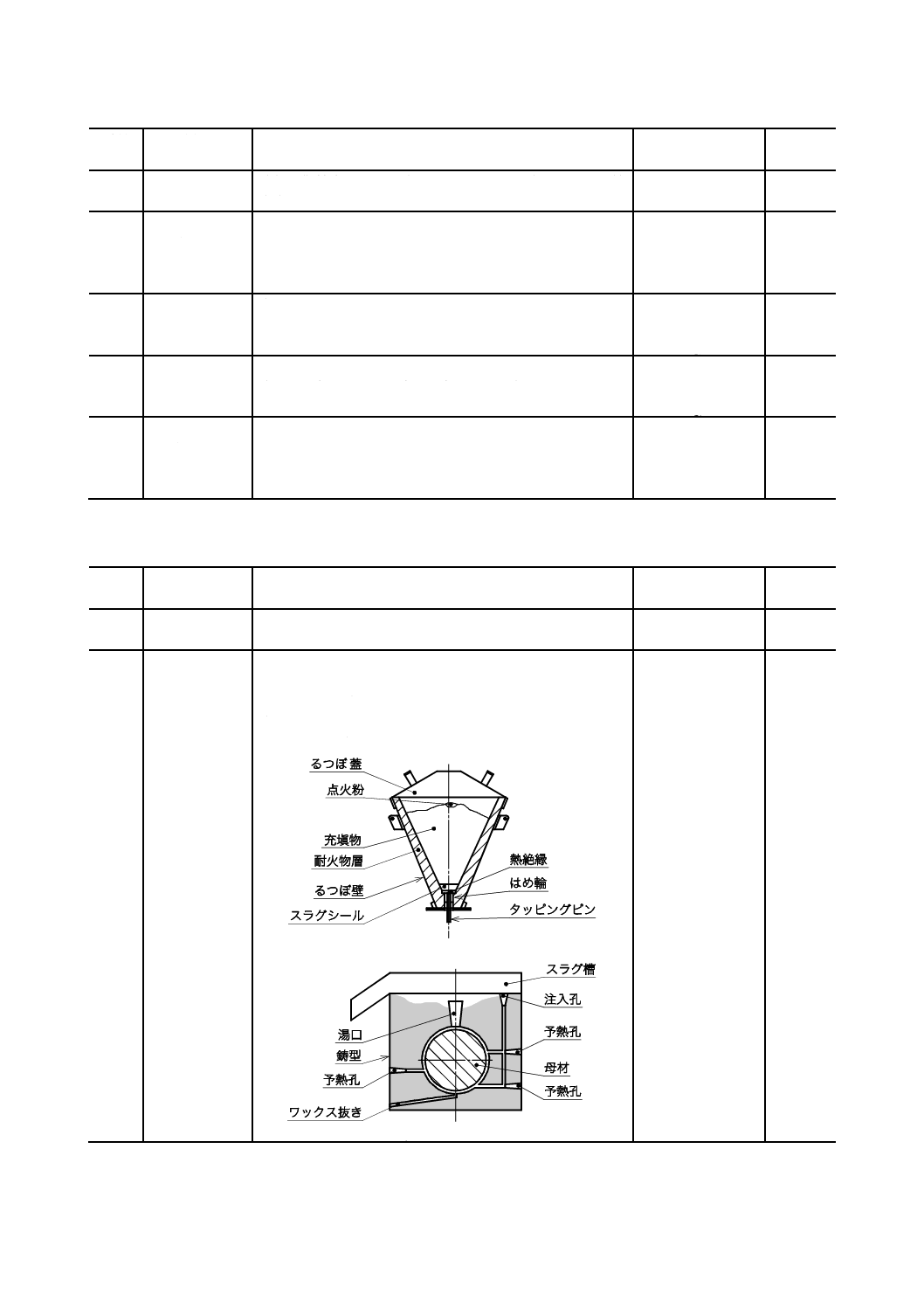
23102
テルミット溶
接
酸化金属とアルミニウム粉末との混合による反応熱で溶接
のための熱が得られ,この溶融金属が充塡金属(溶加材)
となるフロー溶接。
注記 予熱を与えることができる。応用例として圧力を加
える場合もある。
a) るつぼ
b) 鋳型の断面
aluminothermic
welding
2.2.2.2.2
13
Z 3001-2:2018
4.3.2
ガス溶接
JIS Z 3001-1の4.7.1(溶接・切断方法)による。
4.3.3
アーク溶接
JIS Z 3001-7による。
4.3.4
レーザ溶接
JIS Z 3001-5による。
4.3.5
電子ビーム溶接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
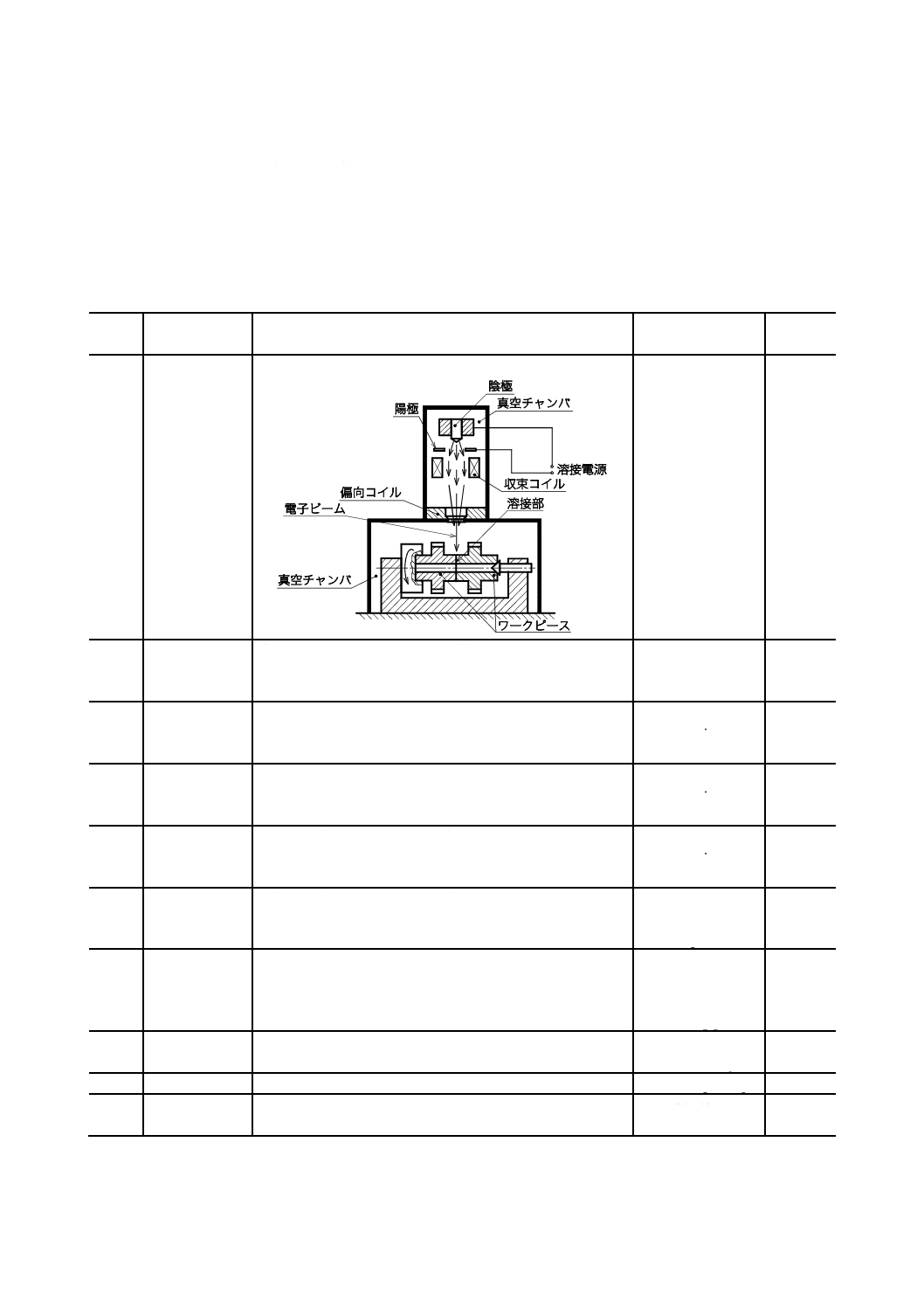
23501
電子ビーム溶
接
集束した電子ビームを溶接の熱源とする融接。
electron beam
welding
2.2.2.5.1
23502
真空電子ビー
ム溶接
真空容器の中で行う電子ビーム溶接。
electron beam
welding in
vacuum
2.2.2.5.2
23503
高真空電子ビ
ーム溶接
容器内の圧力が,13 mPa(10−4 Torr)以下の高真空中で行
う電子ビーム溶接。
electron beam
welding in high
vacuum
23504
低真空電子ビ
ーム溶接
容器内の圧力が,1.3 Pa(10−2 Torr)前後の低真空中で行う
電子ビーム溶接。
electron beam
welding in low
vacuum
23505
局所真空電子
ビーム溶接
溶接部を含むある区域だけを真空に保って,その中で行う
電子ビーム溶接。
electron beam
welding in local
vacuum
23506
大気中電子ビ
ーム溶接
大気中で施工する電子ビーム溶接。
electron beam
welding in
atmosphere
2.2.2.5.3
23507
シールドガス
添加電子ビ
ーム溶接
シールドガスを使用する電子ビーム溶接。
electron beam
welding with
addition of
shielding gases
2.2.2.5.4
23508
タンデム電子
ビーム溶接
二組の電子銃を,溶接進行方向に前後に並べて行う電子ビ
ーム溶接。
tandem electron
beam welding
23509
加速電圧
電子銃内の陰極と陽極との間に加えられる直流高電圧。
accelerating voltage
23510
ビーム出力
電子銃から射出される電力で,加速電圧とビーム電流との
積。
beam power
14
Z 3001-2:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
23511
(電子ビーム
溶接の−)焦
点距離
電子ビーム集束用電磁コイルの磁極の中央から電子ビーム
の焦点までの距離。
focal length
23512
ワークディス
タンス
電子銃の下(通常はフォーカスコイルの下面)又は溶接室
の天井から母材までの距離。
work distance
23513
(電子ビーム
溶接の−)ビ
ームオシレ
ーション
偏向コイルが作る磁界の作用による電子ビームの振動。
beam oscillation
23514
アーキング
電子銃内において,カソードとアノードとの間に発生する
アーク。
arcing
23515
(電子ビーム
溶接の−)キ
ーホール
電子ビームの照射によって,溶接中に溶接部に生じた深く
狭い穴。
keyhole (−for
electron beam
welding)
23516
ワインカップ
形溶込み
電子ビームによる深溶込み作用と,ビーム進行方向と反対
側に堆積される溶融金属の伝熱作用との合成によって生じ
るワインカップ形の溶込み。
wine cup type
penetration
23517
スパイク現象
電子ビーム溶接において,溶込み深さが周期的に変動して
鋭いきょ(鋸)歯状の溶込みを生じる現象。
spiking phenomenon
4.3.6
エレクトロスラグ溶接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
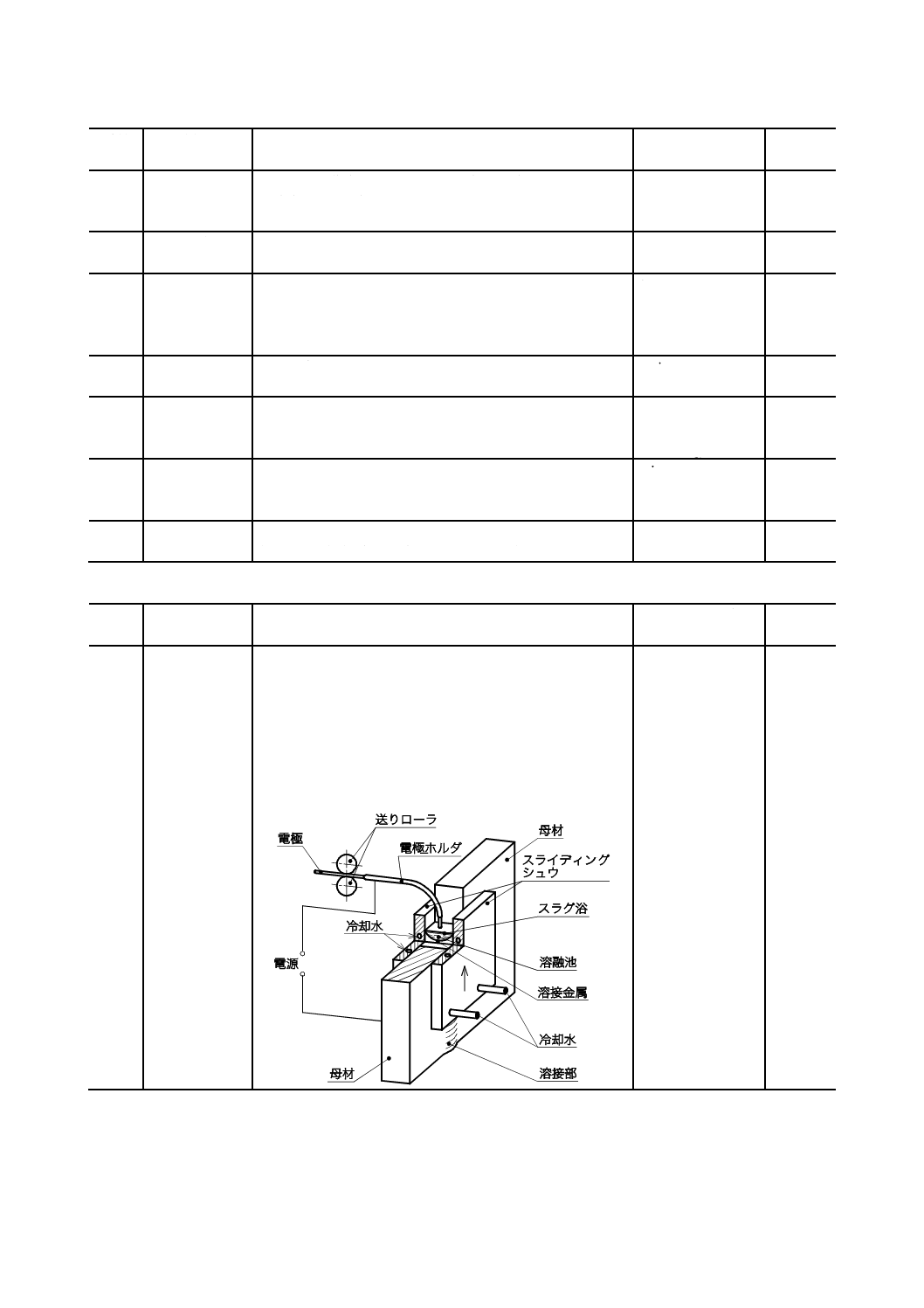
23601
エレクトロス
ラグ溶接
溶融したスラグ浴の中に溶接ワイヤを連続的に供給し,主
に溶融スラグの抵抗熱によって,溶接ワイヤ又は帯状電極
と母材とを溶融して,溶着金属を盛り上げて行う融接。
ESWともいう。
注記 初期のアーク発生期間の後,電極はその先端が溶融
スラグで覆われ,それ以降は継手が完了するまで抵
抗発熱で連続して溶融する。電極は,ソリッドワイ
ヤ,フラックス入りワイヤ又は帯状電極でもよい。
electroslag
welding,
ESW
2.2.2.7.1
15
Z 3001-2:2018
4.3.7
その他の溶接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
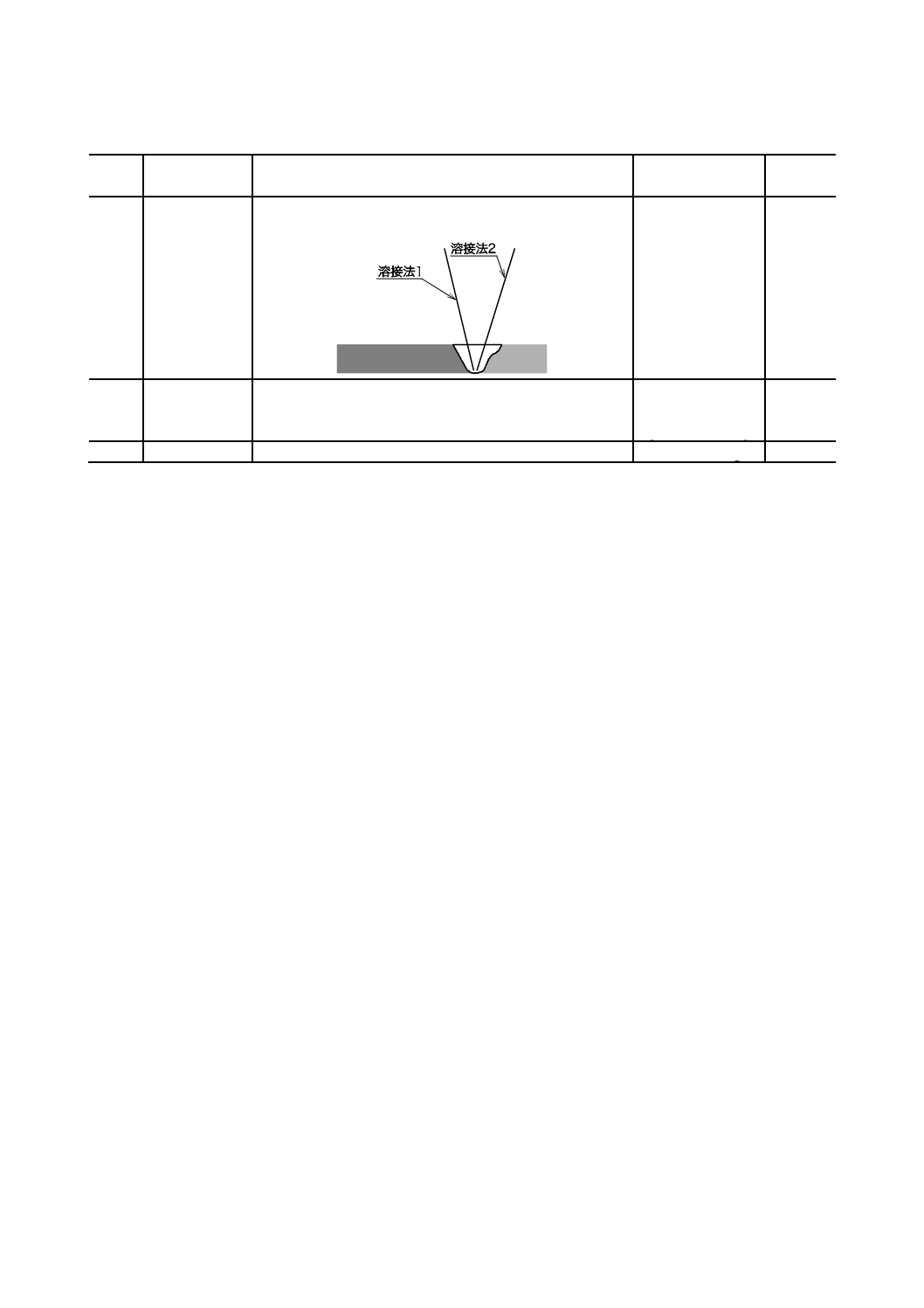
23701
ハイブリッド
溶接
同じ溶融池に二つ以上の異なる溶接方法を同時に適用する
融接。
hybrid welding
2.2.2.8.1
23702
光ビーム溶接
光を溶接箇所に集光し,そのエネルギー(熱)で加熱して
行う溶接。光照射溶接ともいう。
light radiation
welding,
light beam welding
2.2.2.5.9
23703
赤外線溶接
赤外線光を溶接エネルギーとする光照射溶接。
infrared welding
2.2.2.5.10
16
Z 3001-2:2018
附属書A
(参考)
新旧用語番号の対比表
A.1 一般
この用語の旧番号と新番号の対比表は,表A.1に記載する。
表A.1−新旧用語番号の対比表
用語
番号
用語
番号
2013年
2018年
2013年
2018年
熱間圧接
(22101)
22101
ブレーキ式摩擦圧接,連続駆動式
(16102)
22510
加熱エレメント圧接
−
22102
摩擦圧接
(22508)
熱ウエッジ圧接
(22102)
22103
ダイレクト駆動摩擦圧接
−
22511
熱ノズル圧接
(22103)
22104
フライホイール式摩擦圧接,イナ
16103
22512
ネイル圧接
(22104)
22105
ーシャ式摩擦圧接
22509
鍛接
(22512)
22106
オービタル摩擦圧接
(22510)
22513
ロール溶接
(22703)
22107
ラジアル摩擦圧接
(22511)
22514
圧延クラッド
(22704)
22108
摩擦推力
16104
22515
フロー圧接
(22201)
22201
摩擦圧力
16105
22516
ガス圧接
(22301)
22301
アプセット推力
16106
22517
磁気駆動アーク溶接
(22401)
22401
アプセット圧力
16107
22518
パーカッション溶接
(22402)
22402
(摩擦の−)圧接サイクル
16108
22519
スタッド溶接
(11111)
22403
摩擦速度
16109
22520
アークスタッド溶接
(23335)
22404
ブレーキ時間
16110
22521
ドローンアークスタッド溶接,引
(22403)
22405
摩擦時間
16111
22522
離し形アークスタッド溶接
摩擦寄り代(よりしろ)
16112
22523
短時間ドローンアークスタッド
−
22406
位相合せ摩擦圧接機,定位相摩擦
16113
22524
溶接
圧接機
コンデンサ(放電形ドローン)ア
(22404)
22407
超音波圧接,超音波溶接
(22513)
22525
ークスタッド溶接
熱超音波圧接,加熱形超音波圧接
(22514)
22526
チップスタッド溶接,チップ点弧
(22405)
22408
摩擦かくはん(攪拌)接合,摩擦
(22705)
22527
形スタッド溶接
かくはん(攪拌)溶接
溶融カラー付ドローンアークス
−
22409
摩擦スタッド圧接
−
22528
タッド溶接
固相接合
(22701)
22701
(スタッド溶接の−)突出し長さ
−
22410
拡散接合
(16201)
22702
常温圧接,冷間圧接
(22501)
22501
(22702)
常温接合
−
22502
固相拡散接合
(16202)
22703
常温アプセット溶接
(22502)
22503
液相拡散接合
(16203)
22704
型押し圧接
(22503)
22504
共晶接合
16204
22705
衝撃圧接
(22504)
22505
(拡散接合の−)インサート金属
16205
22706
爆発圧接,爆発溶接,爆着
(22505)
22506
(拡散接合の−)接合雰囲気
16206
22707
磁気衝撃圧接,磁気インパルス溶
(22506)
22507
(拡散接合の−)接合温度
16207
22708
接
等温凝固(とうおんぎょうこ)
(16208)
22709
摩擦圧接,摩擦溶接
(16101)
22508
フロー溶接
23101
23101
(22507)
テルミット溶接
(23102)
23102
リニア摩擦圧接,線形摩擦圧接
−
22509
17
Z 3001-2:2018
表A.1−新旧用語番号の対比表(続き)
用語
番号
用語
番号
2013年
2018年
2013年
2018年
電子ビーム溶接
16301
23501
(電子ビーム溶接の−)焦点距離
16311
23511
23501
ワークディスタンス
16312
23512
真空電子ビーム溶接
16302
23502
(電子ビーム溶接の−)ビームオ
16313
23513
23502
シレーション
高真空電子ビーム溶接
16303
23503
アーキング
16314
23514
低真空電子ビーム溶接
16304
23504 (電子ビーム溶接の−)キーホール
16315
23515
局所真空電子ビーム溶接
16305
23505
ワインカップ形溶込み
16316
23516
大気中電子ビーム溶接
16307
23506
スパイク現象
16317
23517
23503
エレクトロスラグ溶接,ESW
(23601)
23601
シールドガス添加電子ビーム溶接
−
23507
ハイブリッド溶接
−
23701
タンデム電子ビーム溶接
16308
23508
光ビーム溶接,光照射溶接
−
23702
加速電圧
16309
23509
赤外線溶接
−
23703
ビーム出力
16310
23510
注記1 定義した見出し語以外に“ともいう”とした語(慣用語)の記載は,イタリック体で記載した。
例 溶加材,フィラーメタル
注記2 括弧付きの用語番号は,新番号では定義が修正されている。
参考文献 ISO/TR 25901-1,Welding and allied processes−Vocabulary−Part 1: General terms
ISO/TR 25901-3,Welding and allied processes−Vocabulary−Part 3: Welding processes
ISO/TR 25901-4,Welding and allied processes−Vocabulary−Part 4: Arc welding