4
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
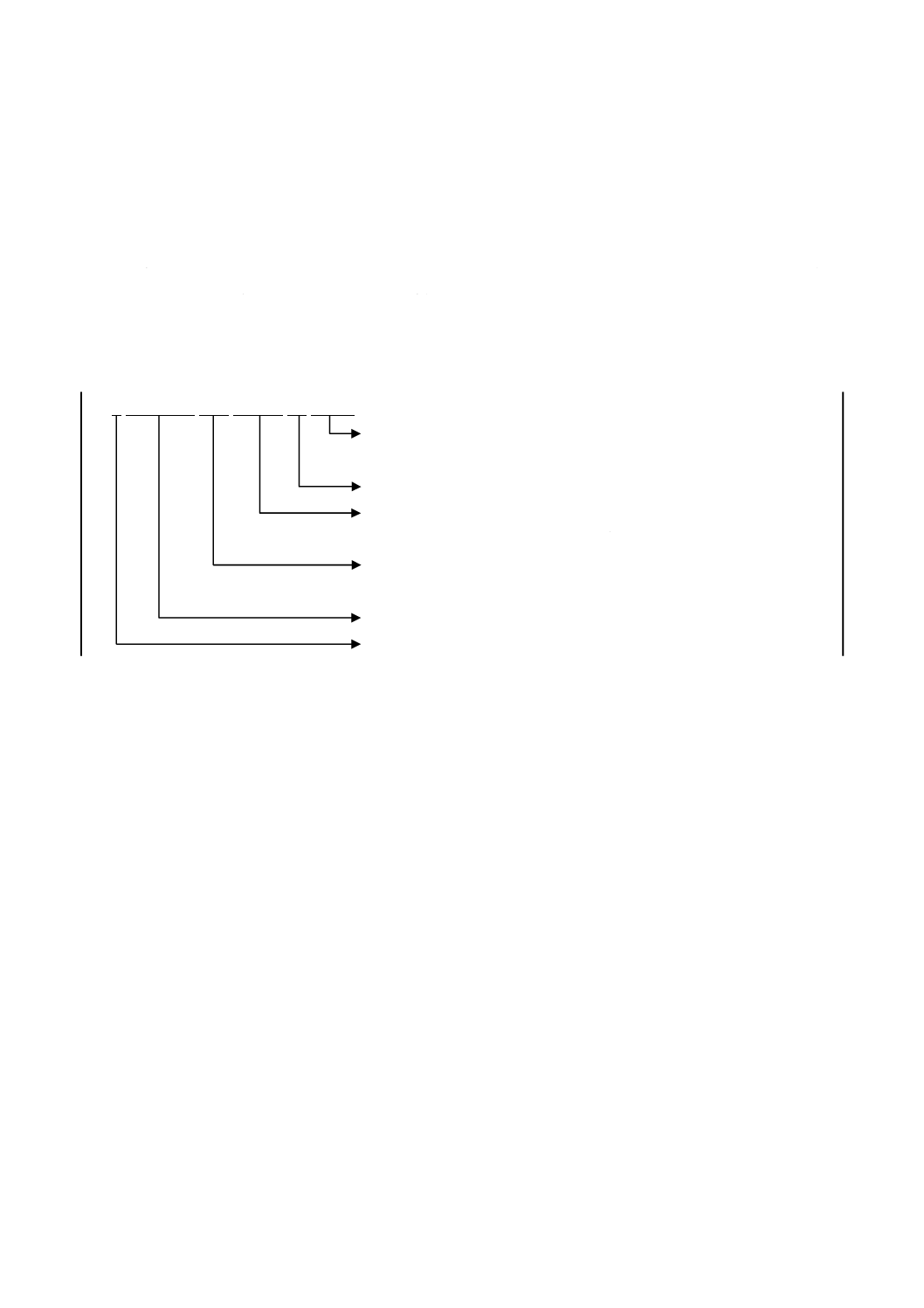
単位 mm
a) 試験片
b) ダイ内部形状及び寸法
図1−試験片並びに試験片製作用ダイの内部形状及び寸法[平たん(坦)なつかみ部]
Z 2550:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 分類及び記号 ··················································································································· 2
5 品質······························································································································· 2
5.1 化学成分 ······················································································································ 2
5.2 機械的特性 ··················································································································· 2
5.3 物理的特性 ··················································································································· 2
6 試料採取方法及び試験片の作製方法 ····················································································· 2
6.1 試料採取方法 ················································································································ 2
6.2 試験片の作製方法 ·········································································································· 2
7 試験······························································································································· 3
7.1 分析試験 ······················································································································ 3
7.2 開放気孔率及び含油率試験 ······························································································ 3
7.3 圧環強さ試験 ················································································································ 3
7.4 引張試験 ······················································································································ 3
7.5 密度試験 ······················································································································ 6
7.6 衝撃試験 ······················································································································ 6
7.7 硬さ試験 ······················································································································ 6
附属書A(規定)記号体系 ···································································································· 28
附属書JA(参考)機械構造部品用焼結材料 ·············································································· 31
附属書JB(規定)炭素含有量測定のための化学分析用試料の調製方法 ·········································· 32
附属書JC(規定)見掛硬さ試験方法 ······················································································· 33
附属書JD(参考)JISと対応国際規格との対比表 ······································································ 35
Z 2550:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本粉末冶金工業
会(JPMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 2550:2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2550:2016
焼結金属材料−仕様
Sintered metal materials-Specifications
序文
この規格は,2012年に第3版として発行されたISO 5755を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JDに示す。
1
適用範囲
この規格は,軸受及び機械部品に使用される焼結金属材料(以下,材料という。)の化学成分,機械的特
性及び物理的特性について規定する。
注記1 材料を選択するに当たっては,材料特性は化学成分及び密度だけではなく,製造工程に依存
することを考慮することが望ましい。特定の用途に適切な特性を提供する材料の特性は,代
替として使用される鍛造材又は鋳造材の特性と必ずしも同じではない。したがって,材料の
選定は,受渡当事者間の協定によって決定することが望ましい。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5755:2012,Sintered metal materials−Specifications(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 1211-3 鉄及び鋼−炭素定量方法−第3部:燃焼−赤外線吸収法
JIS Z 2241 金属材料引張試験方法
JIS Z 2242 金属材料のシャルピー衝撃試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2500 粉末や(冶)金用語
JIS Z 2501 焼結金属材料−密度,含油率及び開放気孔率試験方法
JIS Z 2503 粉末や(冶)金用金属粉−試料採取方法
JIS Z 2507 焼結軸受−圧環強さ試験方法
2
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2500による。
4
分類及び記号
材料は,用途,製造方法,化学成分,機械的特性及び物理的特性によって分類し,表1〜表18による。
材料の記号は,附属書Aに基づき,表1〜表18による。
5
品質
5.1
化学成分
材料の化学成分は,油含浸,樹脂含浸又は水蒸気処理を行う前の材料の化学成分(質量分率)とし,7.1
によって試験を行い,表1〜表18の規定に適合しなければならない。表1〜表18の“その他”は,特定
の目的のために加えられた微量元素の合計値とする。
なお,JIS Z 2550:2000の附属書に規定していた機械構造部品用焼結材料の化学成分を,参考として附属
書JAに示す。
5.2
機械的特性
機械的特性は,7.3及び7.4によって試験を行い,表1〜表18の規定に適合しなければならない。この機
械的特性は,硬さから換算したり,実製品から切り出した試験片で試験を行って,求めてはならない。た
だし,実製品試験で機械的特性を必要とする場合は,受渡当事者間の協定によって,材料を記載した製品
図上又は使用者の技術文書(例えば,材料仕様書)に実製品で試験することを指定する。
規定値としない機械的特性の参考値を,表3〜表18に示す。参考値の試験方法を,7.4,7.6及び7.7に
示す。
なお,JIS Z 2550:2000の附属書に規定していた機械構造部品用焼結材料の機械的特性を,参考として附
属書JAに示す。
5.3
物理的特性
開放気孔率及び含油率は,7.2によって試験を行い,表1及び表2の規定に適合しなければならない。
密度の参考値を,表3〜表18に示す。密度の試験方法を,7.5に示す。
なお,JIS Z 2550:2000の附属書に規定していた機械構造部品用焼結材料の密度を,参考として附属書JA
に示す。
6
試料採取方法及び試験片の作製方法
6.1
試料採取方法
試験片を作製するための試料採取方法は,JIS Z 2503による。
6.2
試験片の作製方法
試験片は,焼結体又は熱処理体とし,その作製方法は,次による。
a) 焼結体は,金属粉を成形し圧粉体としたものを焼結することによって作製する。
b) 熱処理体は,焼結体を熱処理(焼入れ及び焼戻し)することによって作製する。熱処理体によっては,
焼結炉内の冷却速度を調整することによって焼結工程で熱処理する“シンターハードニング”を適用
してもよいが,この工程を経て得られた熱処理体は,適切な特性を付与するために焼戻し処理を施す。
表4,表6,表9,表11,表13,表15,表16及び表17に示す熱処理以外の方法を適用する場合の熱
処理条件は,受渡当事者間の協定による。
3
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
試験
7.1
分析試験
分析試験の方法は,受渡当事者間の協定による。
なお,炭素量を分析する試料は,附属書JBに従って調製する。炭素量の分析は,JIS G 1211-3による。
注記 炭素量には,材料に含まれている結合炭素及び意図的に配合する炭素(黒鉛)が含まれている。
7.2
開放気孔率及び含油率試験
開放気孔率及び含油率試験は,JIS Z 2501による。試験片の形状は,受渡当事者間の協定による。
7.3
圧環強さ試験
圧環強さ試験は,JIS Z 2507による。試験片の形状は,JIS Z 2507による。試験片の形状がJIS Z 2507
と異なる場合には,圧環強さの値が異なるため,その試験方法は,必要に応じて受渡当事者間の協定によ
る。
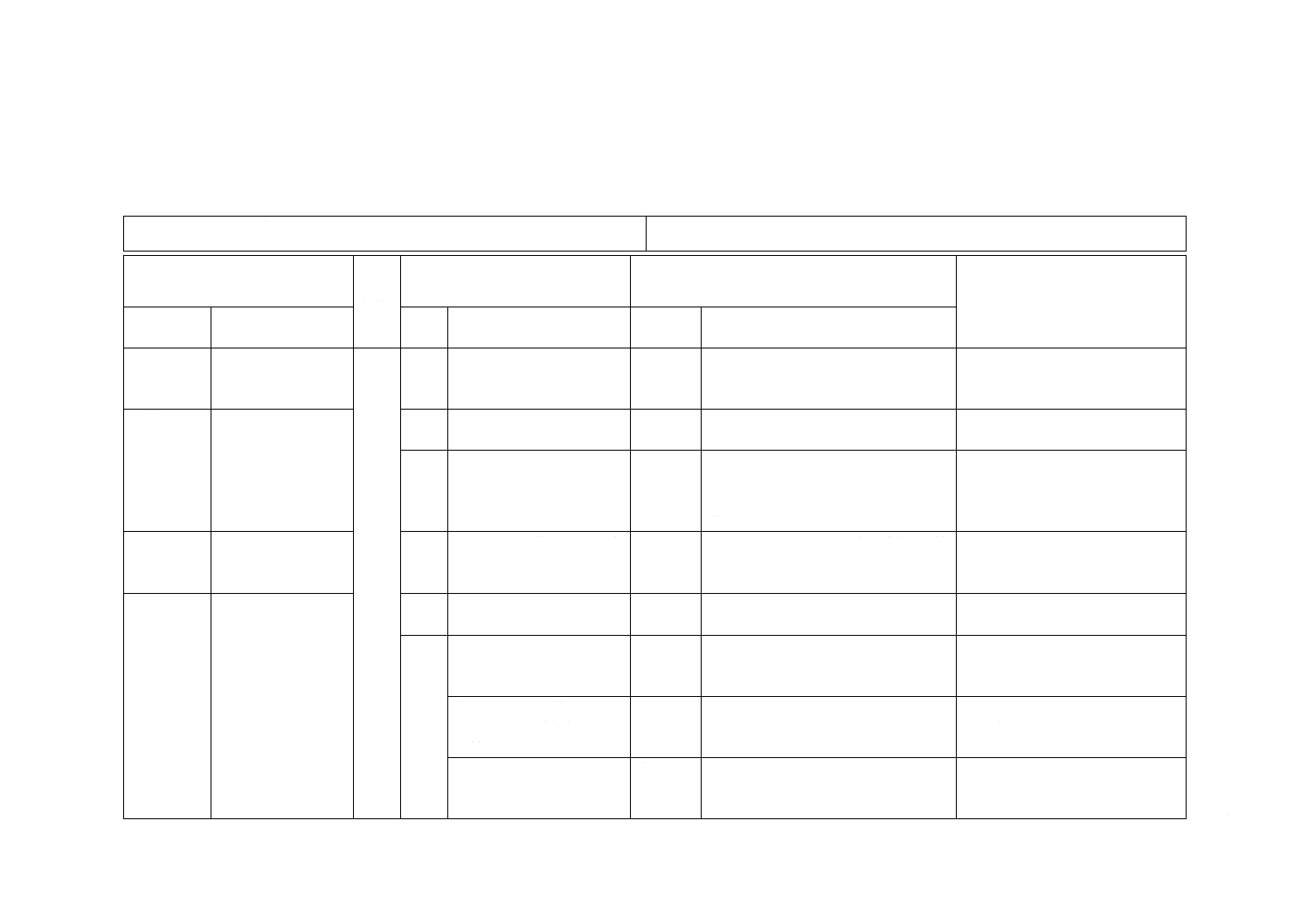
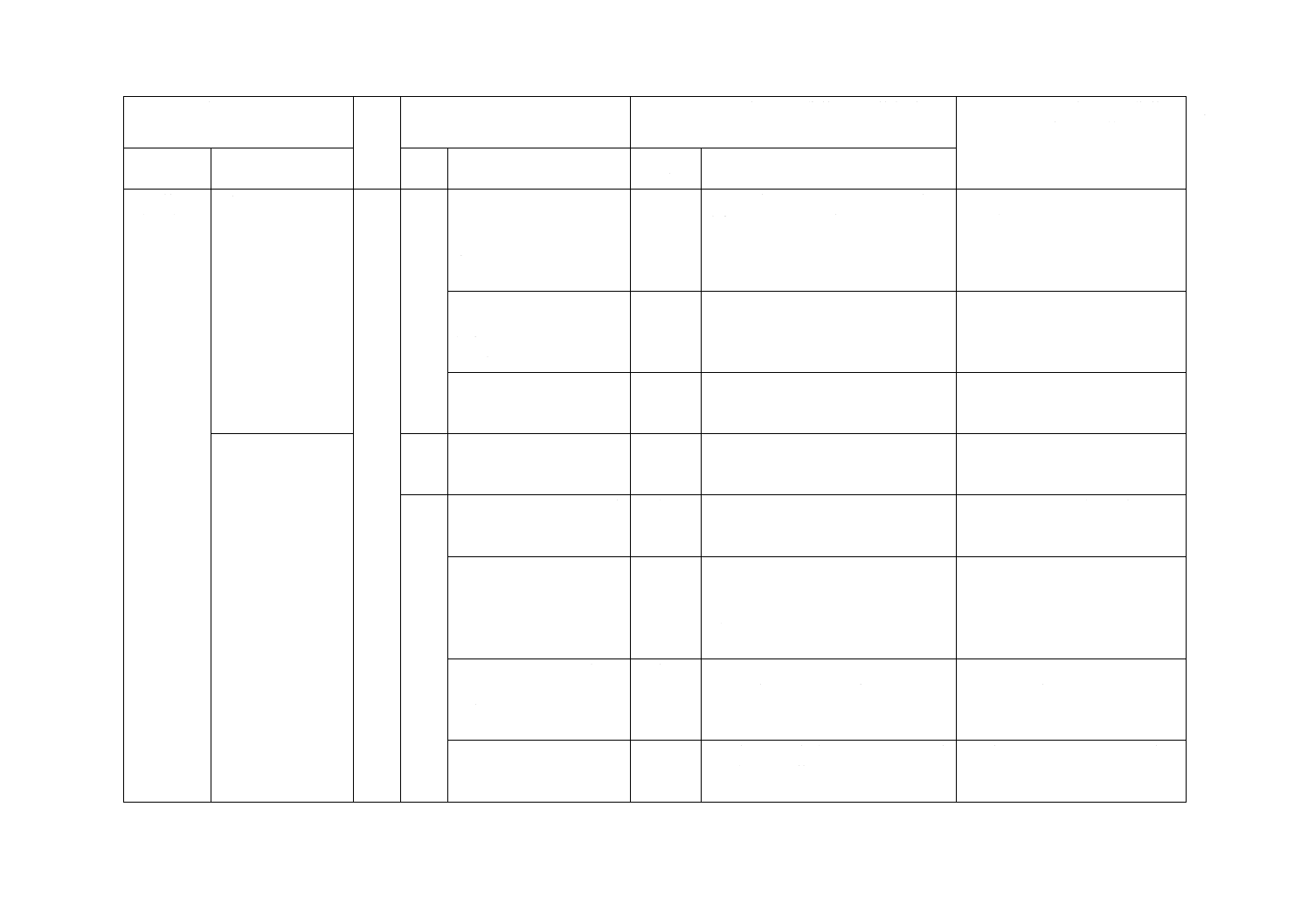
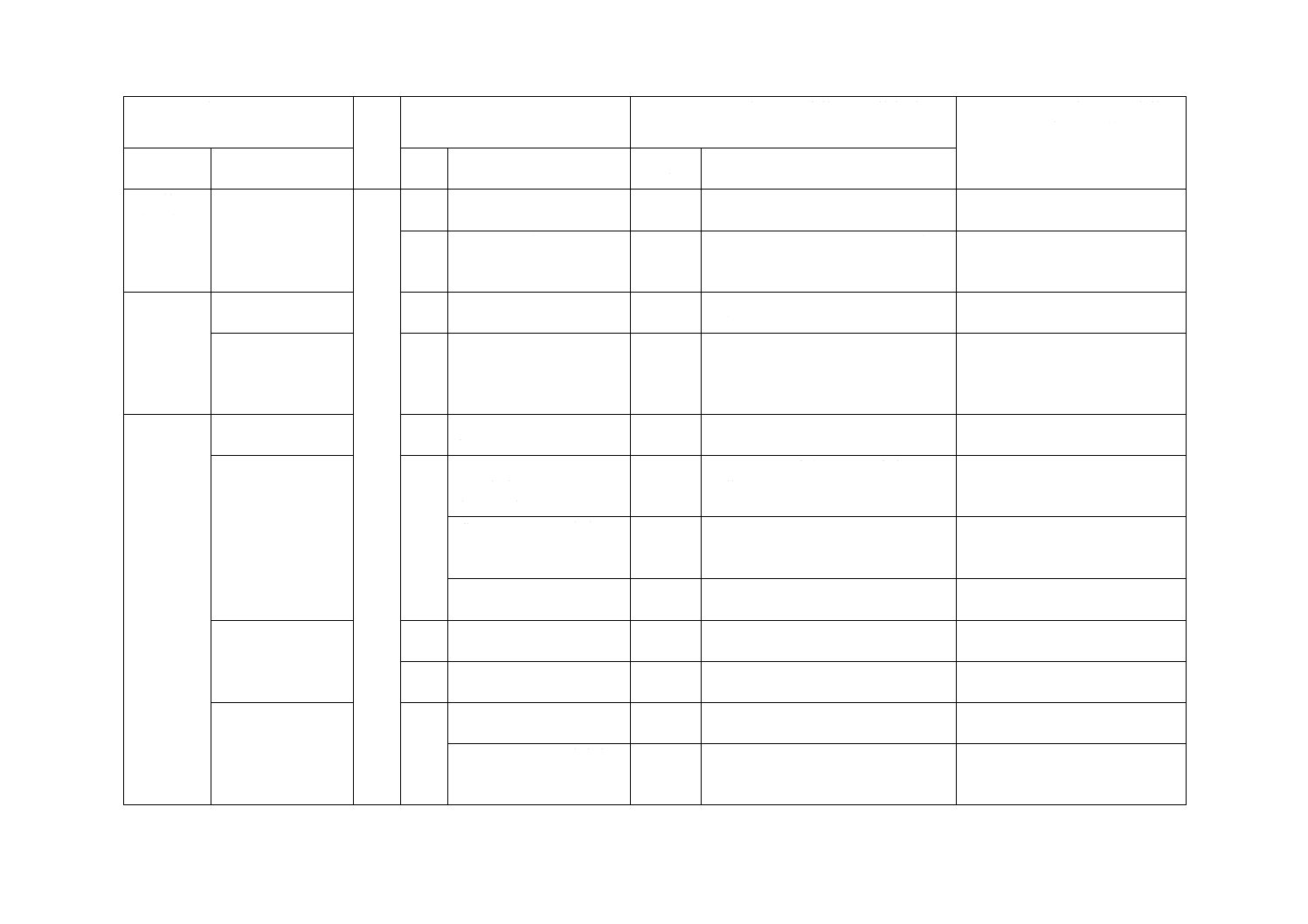
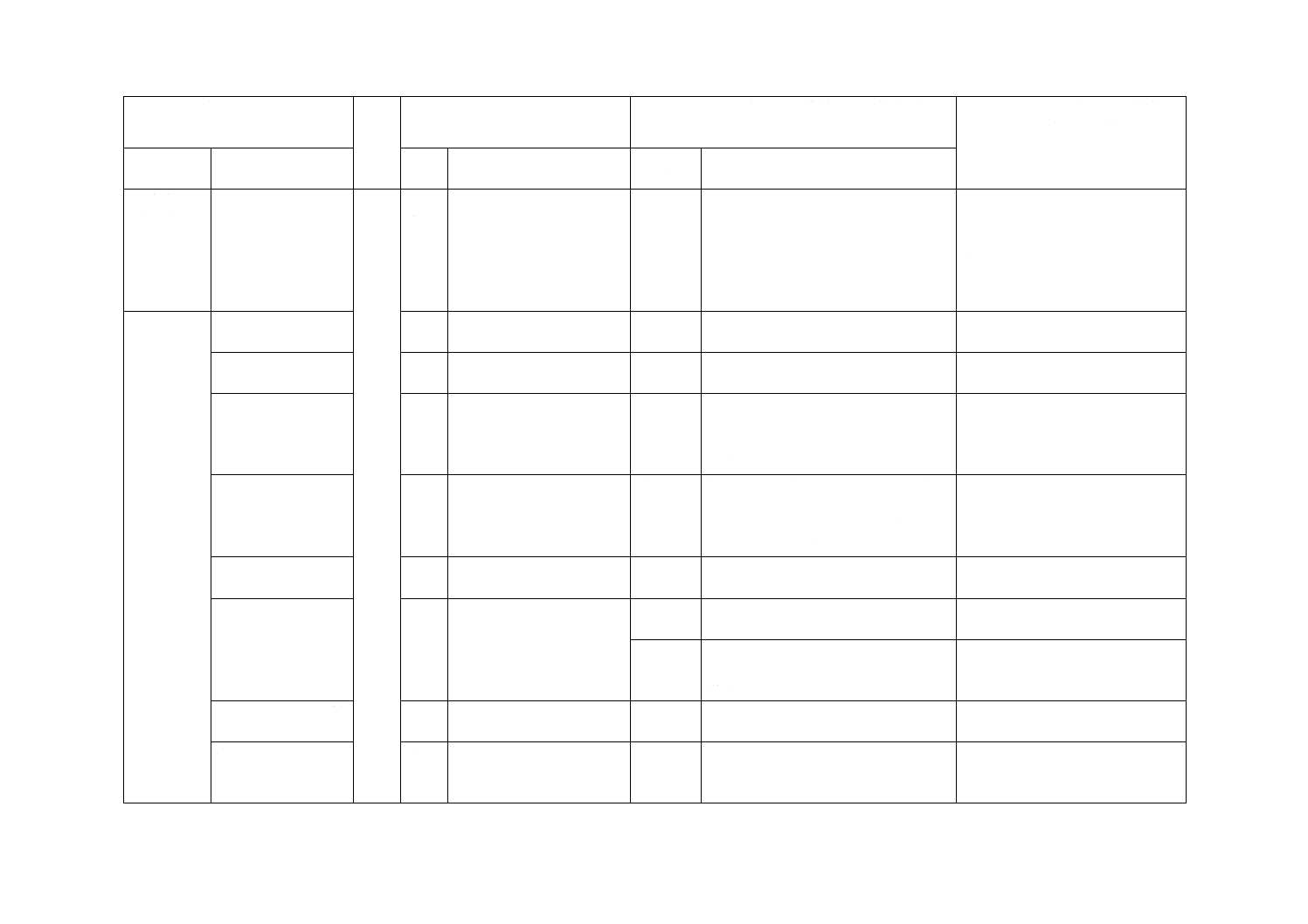
7.4
引張試験
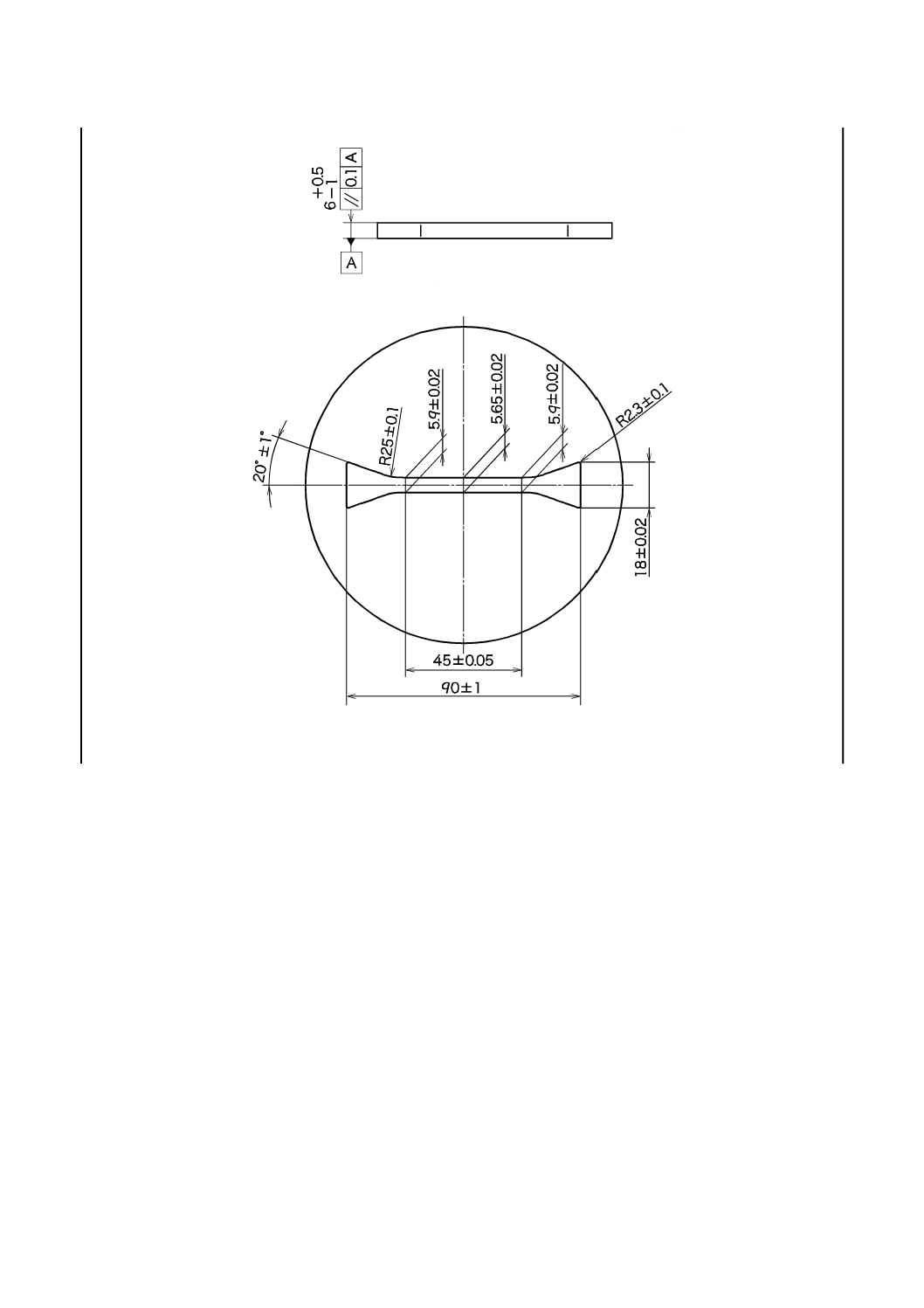
引張試験は,焼結体では図1又は図2に示す機械加工を行わない試験片を用いて,熱処理体では図3に
示す機械加工された試験片を用いて,JIS Z 2241による。熱処理体においては,引張強さと耐力とがほぼ
同値であるため,引張強さを規定値とする。
4
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
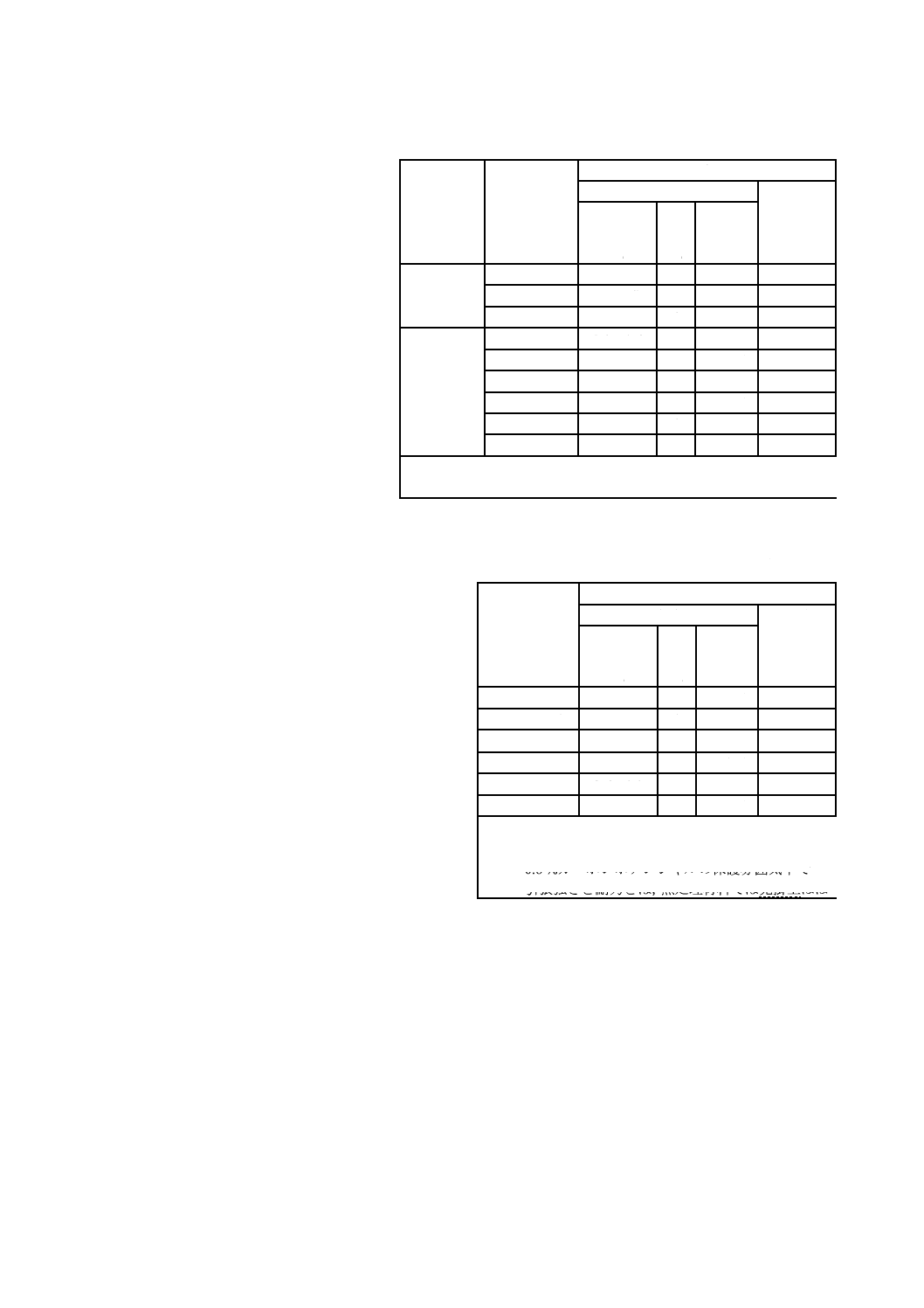
単位 mm
a) 試験片
b) ダイ内部形状及び寸法
図1−試験片並びに試験片製作用ダイの内部形状及び寸法[平たん(坦)なつかみ部]
5
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
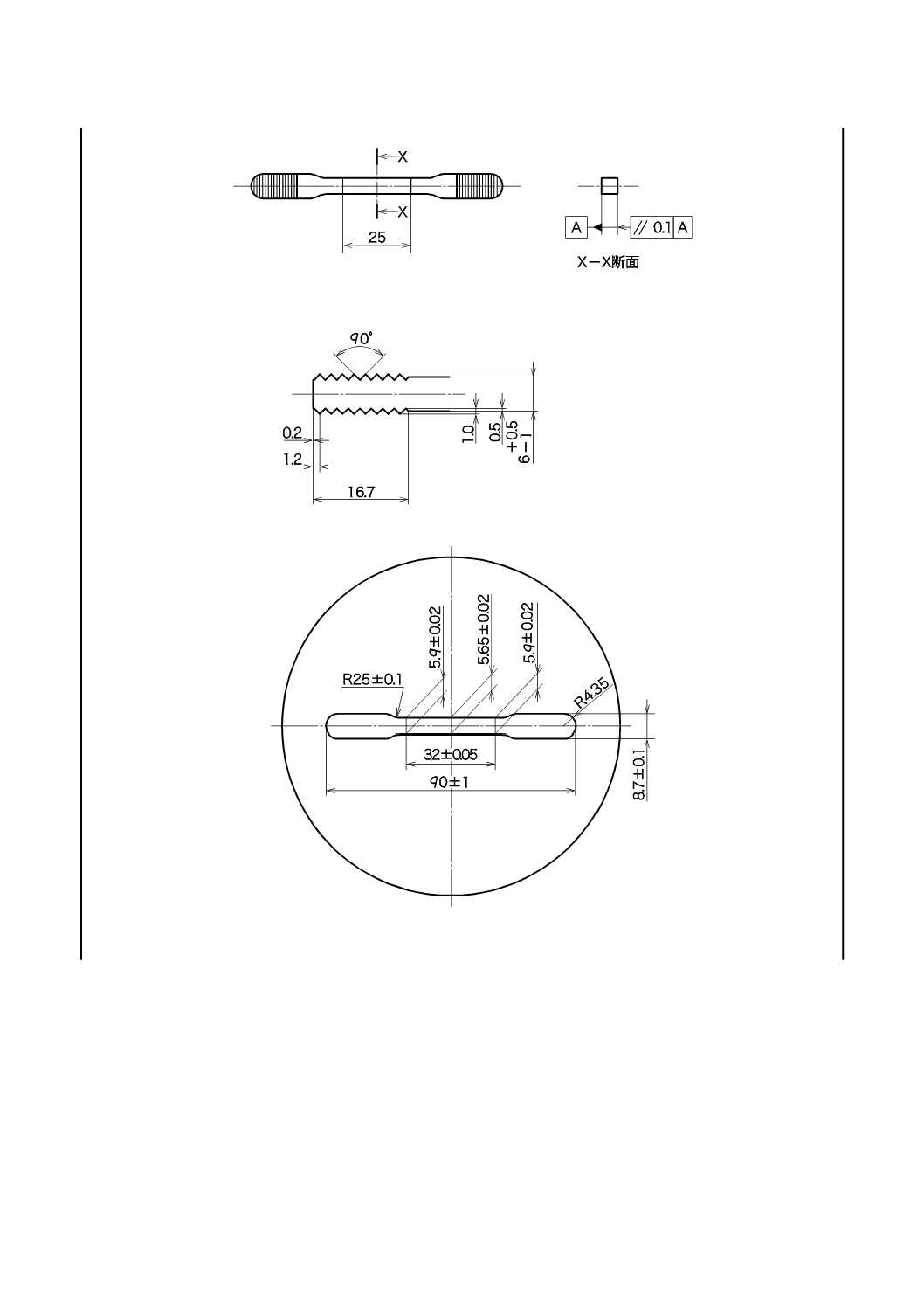
単位 mm
a) 試験片
b) ダイ内部形状及び寸法
図2−試験片並びに試験片製作用ダイの内部形状及び寸法(凹凸のあるつかみ部)
6
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
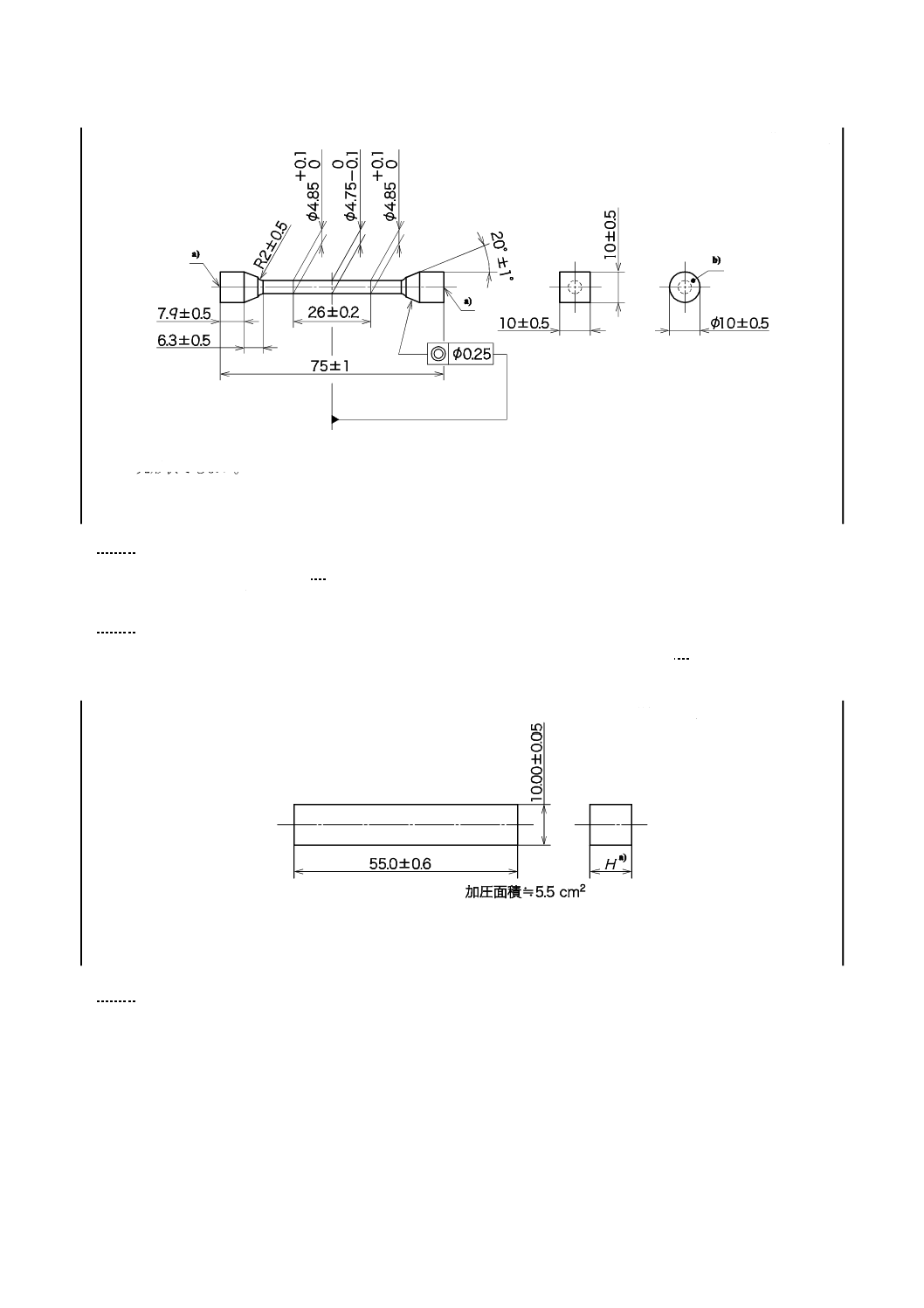
単位 mm
注a) センター穴を設けてもよい。
b) 丸形状でもよい。
図3−試験片(機械加工用)
7.5
密度試験
密度試験を行う場合は,JIS Z 2501による。表3〜表18に示す密度は,乾燥密度を示す。試験片の形状
は,受渡当事者間の協定による。
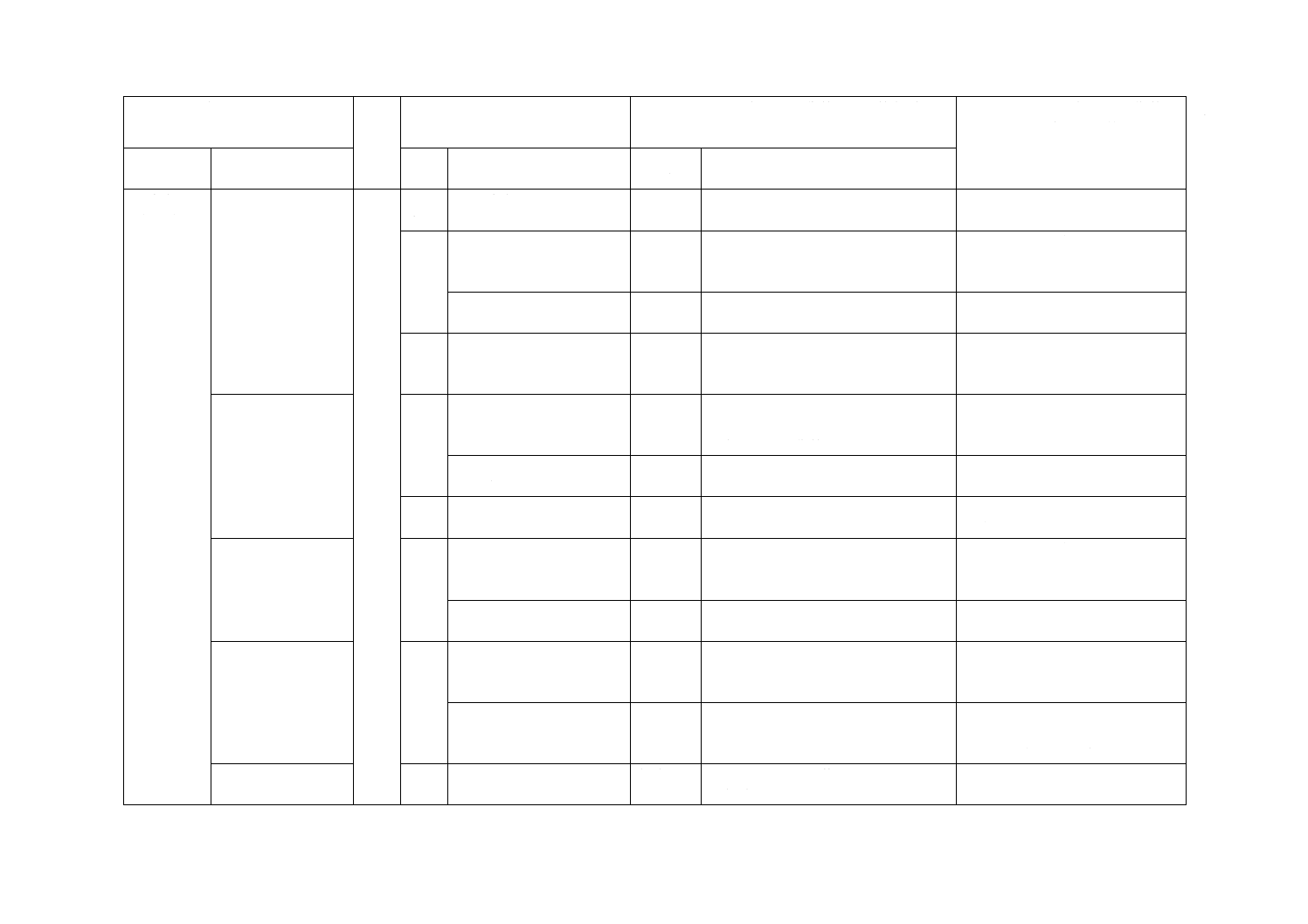
7.6
衝撃試験
衝撃試験を行う場合は,図4に示す試験片用ダイによって試験片を作製し,JIS Z 2242による。表3〜
表18に示すシャルピー吸収エネルギーは,ノッチなしのシャルピー衝撃試験片を用いたものである。
単位 mm
注a) 圧粉体高さ(H)は,9.8〜10.2 mmとする。
図4−衝撃試験片製作用ダイ内部の形状及び寸法
7.7
硬さ試験
見掛硬さ試験を行う場合は,附属書JCによる。
7
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
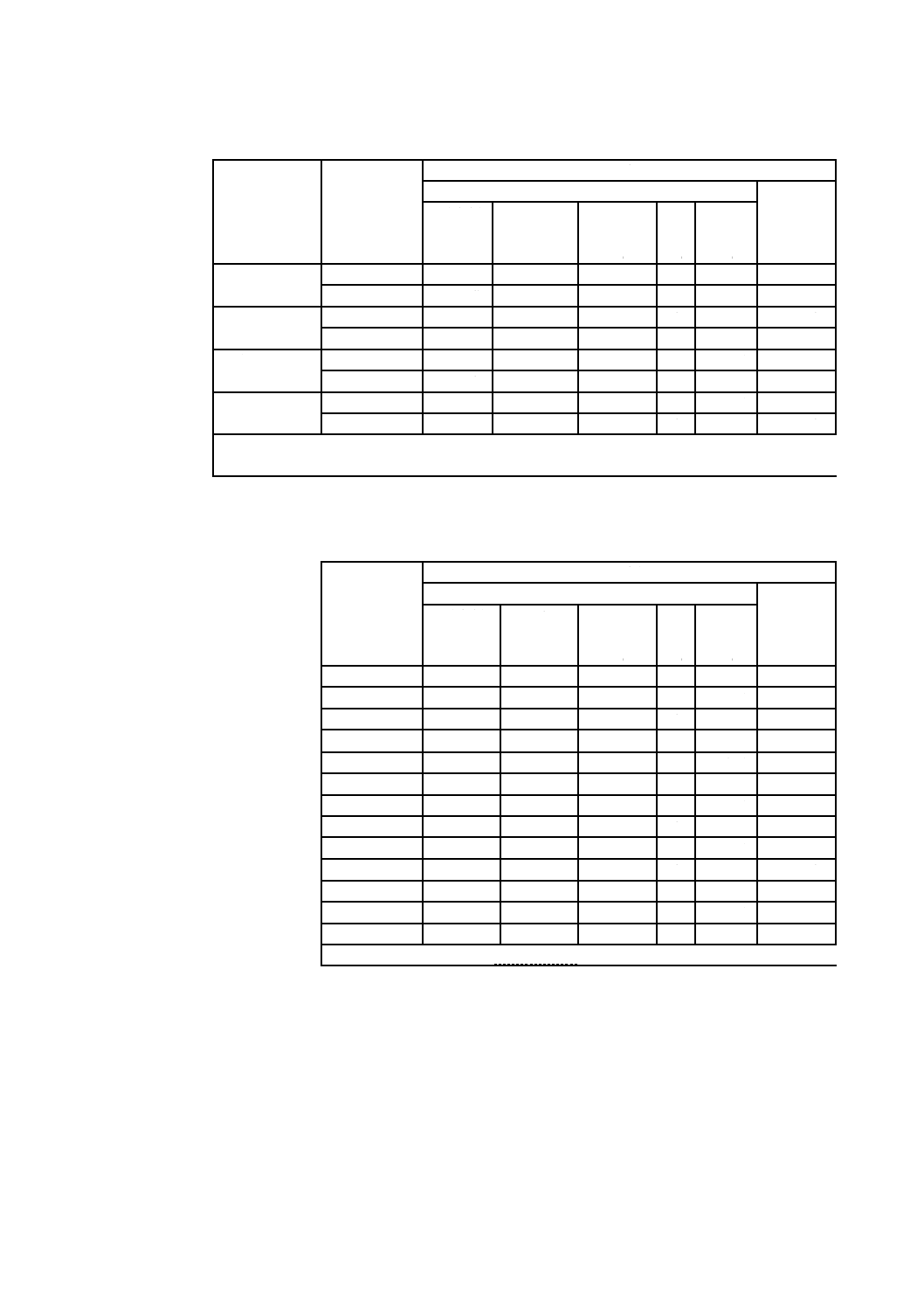
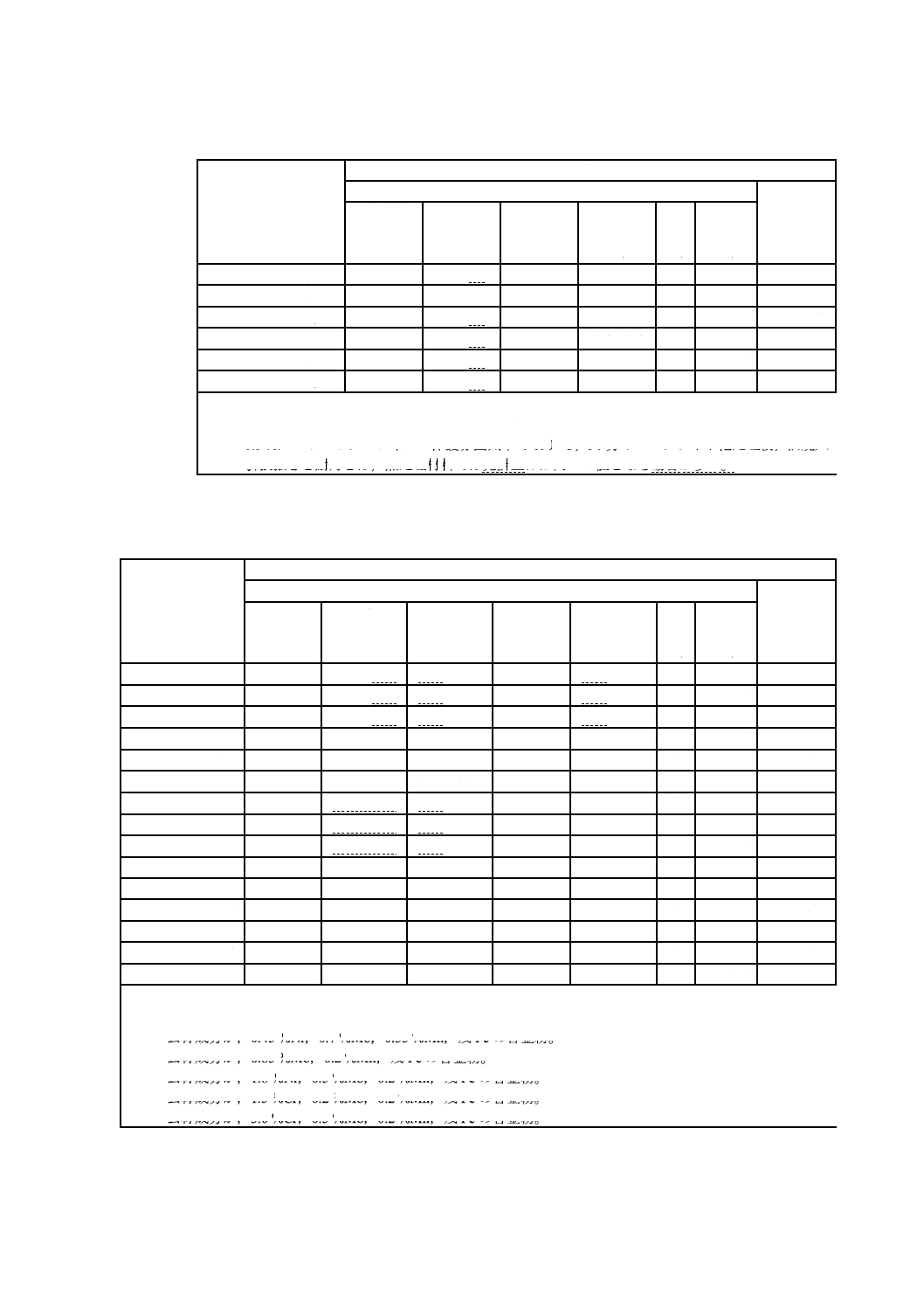
表1−軸受用銅系材料a)[青銅及び黒鉛を含む青銅系(焼結体)]
分類
材料の記号
規定値
化学成分
開放気孔率b)
p
%
圧環強さc)
K
MPa
C
%
Sn
%
Cu
%
その他
%
青銅
-C-T10-K110
−
8.5〜11.0
残
2以下
27以上
110以上
-C-T10-K140
−
8.5〜11.0
残
2以下
22以上
140以上
-C-T10-K180
−
8.5〜11.0
残
2以下
15以上
180以上
青銅系
-C-T10G-K90
0.5〜2.0
8.5〜11.0
残
2以下
27以上
90以上
-C-T10G-K110
0.5〜2.0
8.5〜11.0
残
2以下
25以上
110以上
-C-T10G-K120
0.5〜2.0
8.5〜11.0
残
2以下
22以上
120以上
-C-T10G-K170
0.5〜2.0
8.5〜11.0
残
2以下
19以上
170以上
-C-T10G-K160
0.5〜2.0
8.5〜11.0
残
2以下
17以上
160以上
-C-T10G-K115
3〜5
8.5〜11.0
残
2以下
11以上
115以上
注a) 全ての焼結体は,油含浸ができる。
b) 焼結体の含油率は,開放気孔率の90 %未満になってはならない。
c) 試験片形状が,JIS Z 2507と異なる場合は,規定値は受渡当事者間の協定による。
表2−軸受用鉄系材料a)[純鉄系,鉄-銅系,鉄-青銅系及び鉄-炭素-黒鉛系(焼結体)]
分類
材料の記号
規定値
化学成分
開放気孔率c)
p
%
圧環強さd)
K
MPa
C(結合)b)
%
Cu
%
Sn
%
C(黒鉛)
%
Fe
%
その他
%
純鉄系
-F-00-K170
0.3未満
−
−
−
残
2以下
22以上
170超え
-F-00-K220
0.3未満
−
−
−
残
2以下
17以上
220超え
鉄-銅系
-F-00C2-K200
0.3未満
1〜4
−
−
残
2以下
22以上
200超え
-F-00C2-K250
0.3未満
1〜4
−
−
残
2以下
17以上
250超え
-F-03C22-K150
0.5未満
18〜25
−
−
残
2以下
18以上
150超え
-F-03C22G-K150
0.5未満
18〜25
−
0.3〜1.0
残
2以下
18以上
150超え
-F-03C22G-K200
0.5未満
18〜25
−
1〜3
残
2以下
18以上
200超え
-F-03C25T-K120
0.5未満
20〜30
1〜3
−
残
2以下
17以上
120〜250
鉄-青銅
系
-F-03C36T-K90
0.5未満
34〜38 3.5〜4.5 0.3〜1.0
残
2以下
24以上
90〜265
-F-03C36T-K120
0.5未満
34〜38 3.5〜4.5 0.3〜1.0
残
2以下
19以上
120〜345
-F-03C45T-K70
0.5未満
43〜47 4.5〜5.5 1.0未満
残
2以下
24以上
70〜245
-F-03C45T-K100
0.5未満
43〜47 4.5〜5.5 1.0未満
残
2以下
19以上
100〜310
鉄-炭素-
黒鉛系c)
-F-03G3-K70
0.5未満
−
−
2.0〜3.5
残
2以下
20以上
70〜175
-F-03G3-K80
0.5未満
−
−
2.0〜3.5
残
2以下
13以上
80〜210
注a) 全ての焼結体は,油含浸ができる。
b) 基地は,純鉄相とする。
c) 焼結体の含油率は,開放気孔率の90 %未満になってはならない。
d) 試験片形状が,JIS Z 2507と異なる場合は,規定値は受渡当事者間の協定による。
8
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
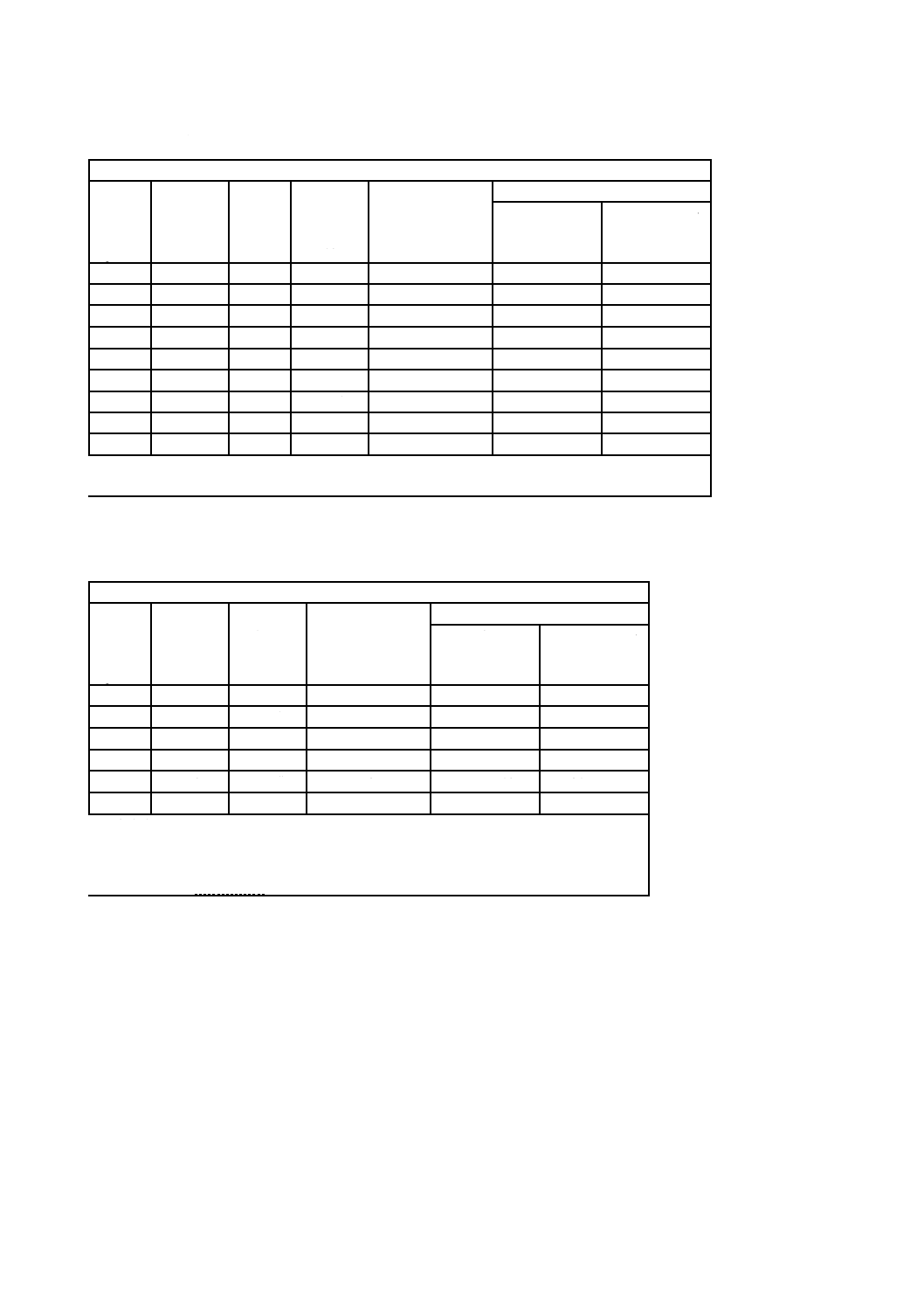
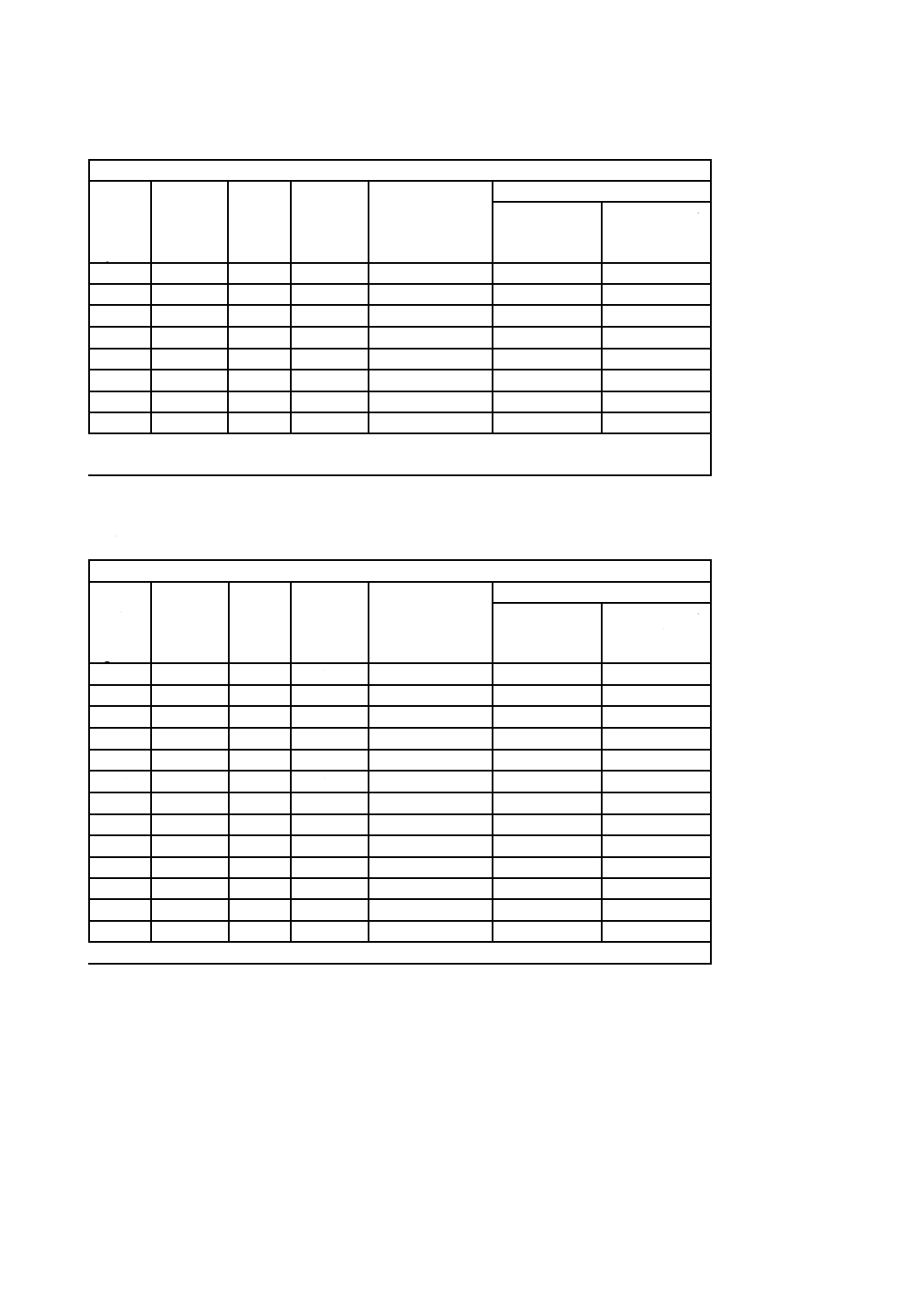
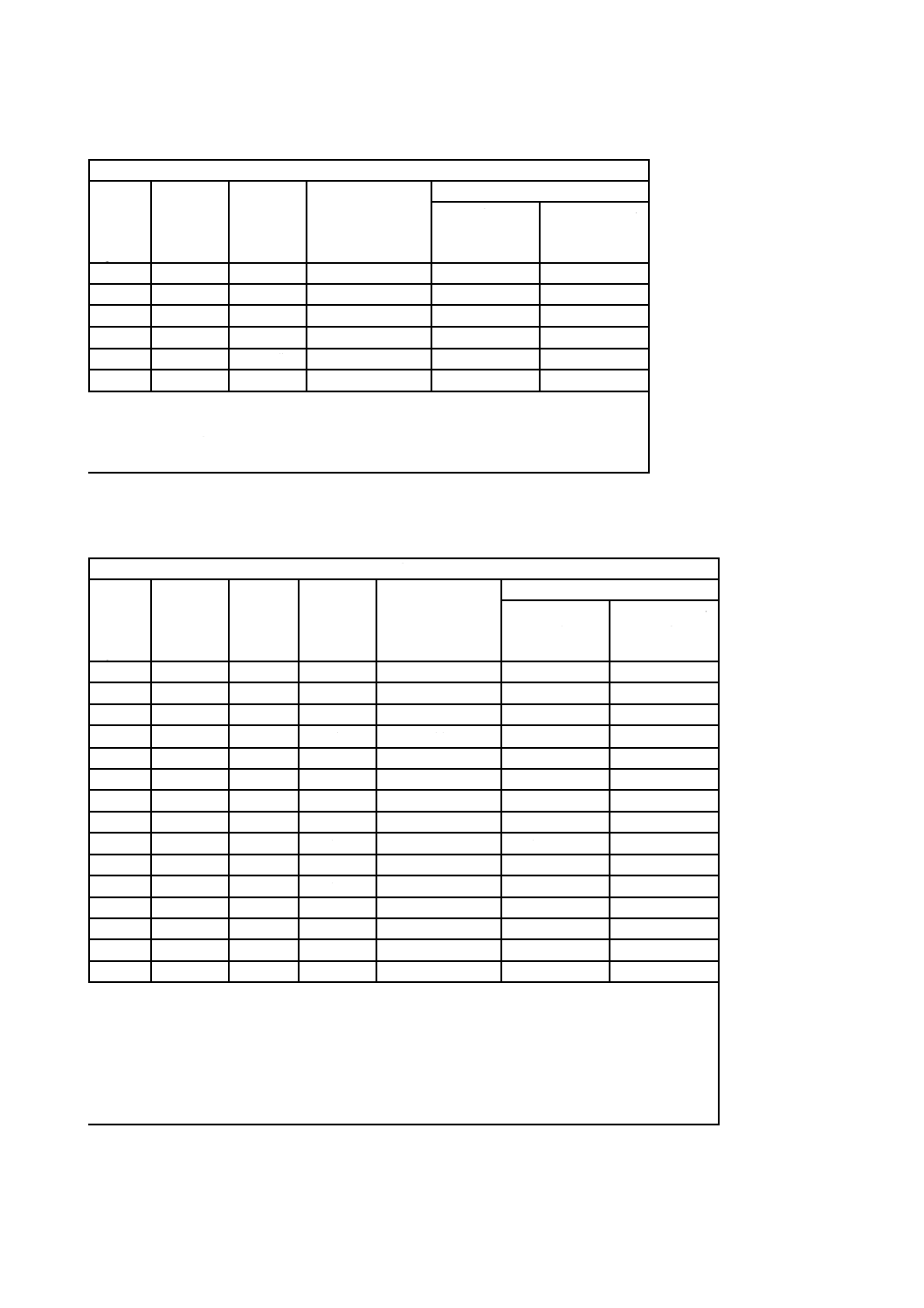
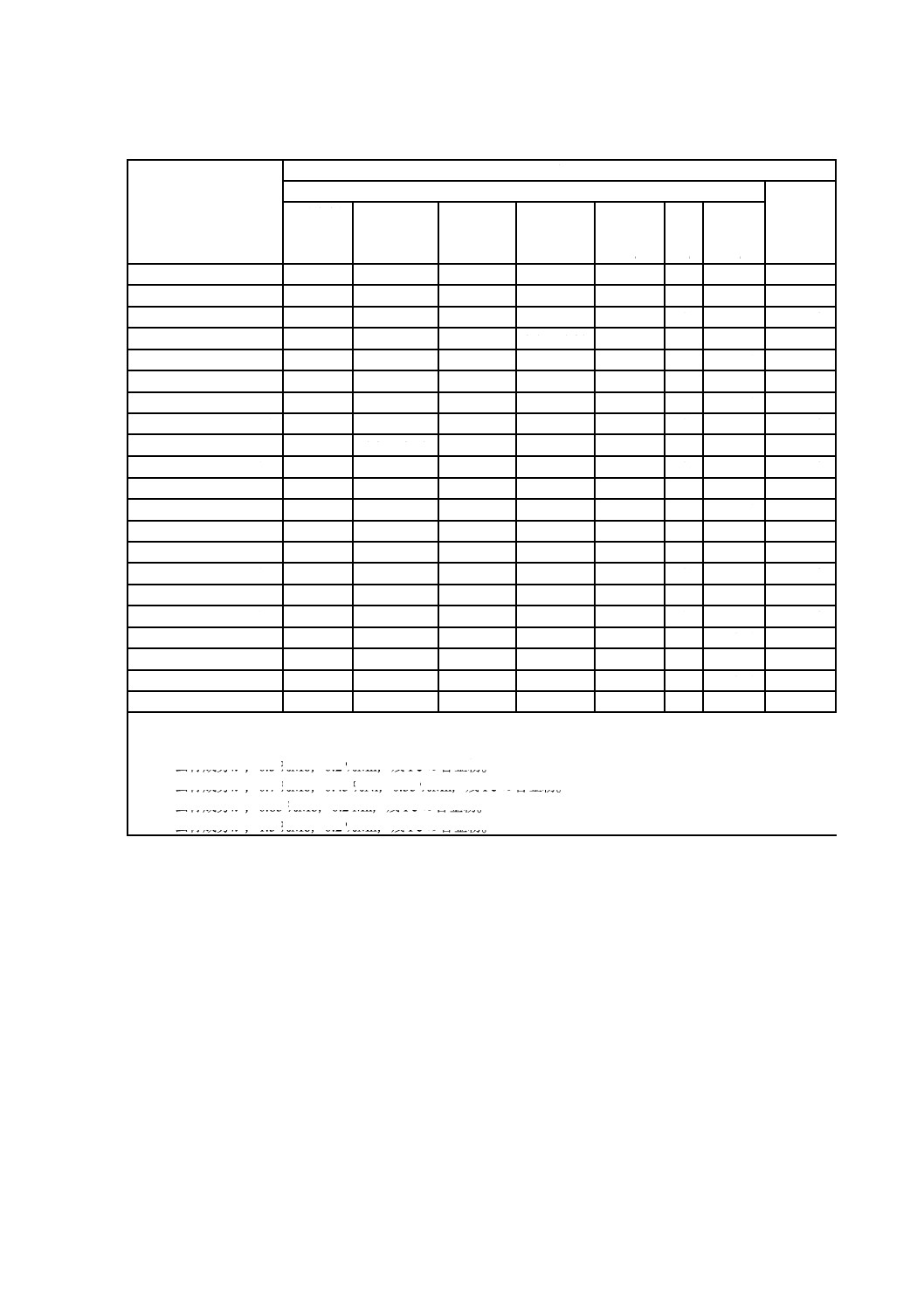
表3−構造部品用鉄系材料
分類
材料の記号
規定値
化学成分
耐力
Rp0.2
MPa
C(結合)
%
Fe
%
その他
%
純鉄系
-F-00-100
0.3未満
残
2以下
100以上
-F-00-120
0.3未満
残
2以下
120以上
-F-00-140
0.3未満
残
2以下
140以上
鉄-炭素系
-F-05-100
0.3〜0.6
残
2以下
100以上
-F-05-140
0.3〜0.6
残
2以下
140以上
-F-05-170
0.3〜0.6
残
2以下
170以上
-F-08-170
0.6〜0.9
残
2以下
170以上
-F-08-210
0.6〜0.9
残
2以下
210以上
-F-08-240
0.6〜0.9
残
2以下
240以上
この材料は,切削性向上のために,添加元素を加えることがある。
焼結体の引張特性値は,図1又は図2のいずれかに基づき,機械
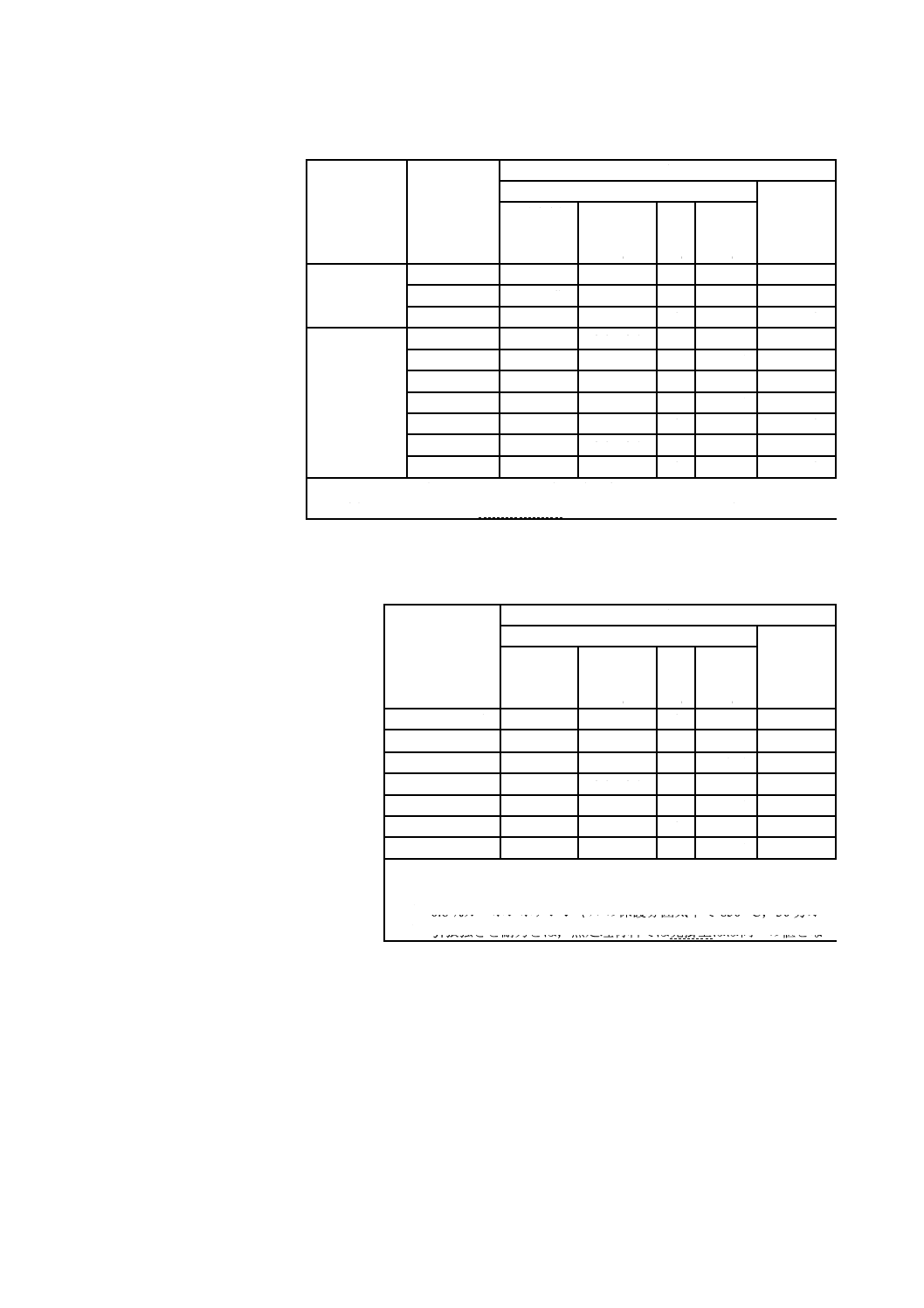
表4−構造部品用鉄系材料
材料の記号
規定値
化学成分
引張強さ
Rm
MPa
C(結合)
%
Fe
%
その他
%
-F-05-340H a)
0.3〜0.6
残
2以下
340以上
-F-05-410H a)
0.3〜0.6
残
2以下
410以上
-F-05-480H a)
0.3〜0.6
残
2以下
480以上
-F-08-450H b)
0.6〜0.9
残
2以下
450以上
-F-08-500H b)
0.6〜0.9
残
2以下
500以上
-F-08-550H b)
0.6〜0.9
残
2以下
550以上
熱処理体の引張特性値は,図3に基づき,機械加工し
注a) 0.5 %カーボンポテンシャルの保護雰囲気中で
b) 0.8 %カーボンポテンシャルの保護雰囲気中で
c) 引張強さと耐力とは,熱処理材料では見掛上ほぼ
9
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[純鉄系及び鉄-炭素系(焼結体)]
参考値
密度
ρ
g/cm3
引張強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.7
170
120
3
8
60 HV5
60 HRF
7.0
210
150
4
24
75 HV5
70 HRF
7.3
260
170
7
47
85 HV5
80 HRF
6.1
170
120
1未満
4
70 HV5
25 HRB
6.6
220
160
1
5
90 HV5
40 HRB
7.0
275
200
2
8
120 HV5
60 HRB
6.2
240
210
1未満
4
110 HV5
50 HRB
6.6
290
240
1
5
120 HV5
60 HRB
7.0
390
260
1
7
140 HV5
70 HRB
加工を行わない試験片による。
[鉄-炭素系(熱処理体)]
参考値
密度
ρ
g/cm3
引張強さc)
Rm
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.6
410
1未満
4
280 HV10
20 HRC
6.8
480
1未満
5
290 HV10
22 HRC
7.0
550
1未満
5
300 HV10
25 HRC
6.6
520
1未満
5
320 HV10
28 HRC
6.8
570
1未満
6
345 HV10
31 HRC
7.0
620
1未満
7
360 HV10
33 HRC
た試験片による。
850 ℃,30分オーステナイト化処理後,油焼入れ,180 ℃で1時間焼戻し。
850 ℃,30分オーステナイト化処理後,油焼入れ,180 ℃で1時間焼戻し。
同一の値となる場合が多い。
10
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
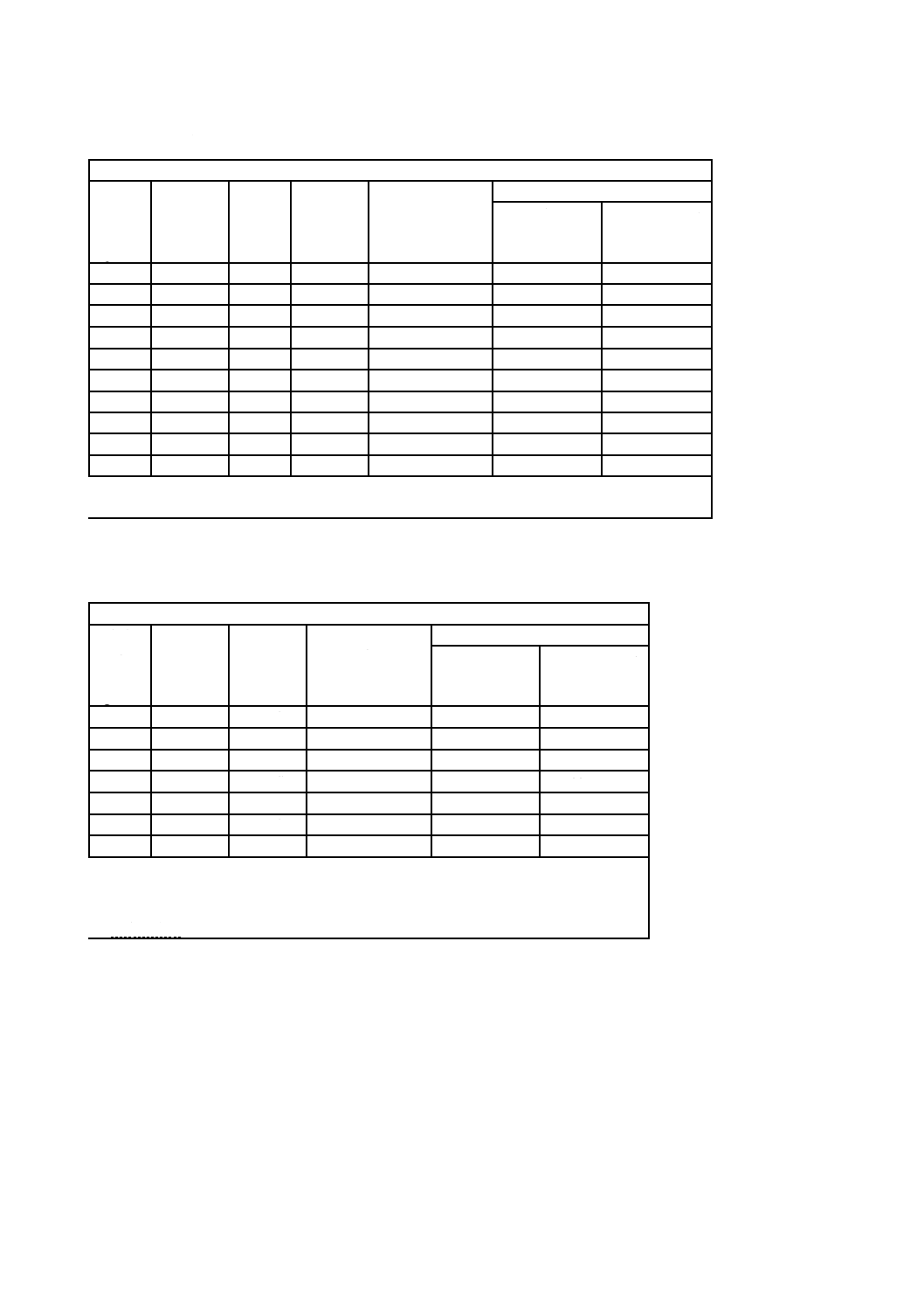
表5−構造部品用鉄系材料
分類
材料の記号
規定値
化学成分
耐力
Rp0.2
MPa
C(結合)
%
Cu
%
Fe
%
その他
%
鉄-銅系
-F-00C2-110
0.3未満
1.3〜3.0
残
2以下
110以上
-F-00C2-140
0.3未満
1.3〜3.0
残
2以下
140以上
-F-00C2-175
0.3未満
1.3〜3.0
残
2以下
175以上
鉄-銅-炭素系
-F-05C2-230
0.3〜0.6
1.3〜3.0
残
2以下
230以上
-F-05C2-270
0.3〜0.6
1.3〜3.0
残
2以下
270以上
-F-05C2-300
0.3〜0.6
1.3〜3.0
残
2以下
300以上
-F-08C2-270
0.6〜0.9
1.3〜3.0
残
2以下
270以上
-F-08C2-350
0.6〜0.9
1.3〜3.0
残
2以下
350以上
-F-08C2-390
0.6〜0.9
1.3〜3.0
残
2以下
390以上
-F-08C2-410
0.6〜0.9
1.3〜3.0
残
2以下
410以上
この材料は,切削性向上のため,添加元素を加えることがある。
焼結体の引張特性値は,図1又は図2のいずれかに基づき,機械加工を行わない
表6−構造部品用鉄系材料
材料の記号
規定値
化学成分
引張強さ
Rm
MPa
C(結合)
%
Cu
%
Fe
%
その他
%
-F-05C2-410H a)
0.3〜0.6
1.3〜3.0
残
2以下
410以上
-F-05C2-500H a)
0.3〜0.6
1.3〜3.0
残
2以下
500以上
-F-05C2-620H a)
0.3〜0.6
1.3〜3.0
残
2以下
620以上
-F-08C2-360H b)
0.6〜0.9
1.3〜3.0
残
2以下
360以上
-F-08C2-500H b)
0.6〜0.9
1.3〜3.0
残
2以下
500以上
-F-08C2-620H b)
0.6〜0.9
1.3〜3.0
残
2以下
620以上
-F-08C2-670H b)
0.6〜0.9
1.3〜3.0
残
2以下
670以上
熱処理体の引張特性値は,図3に基づき,機械加工した試験片によ
注a) 0.5 %カーボンポテンシャルの保護雰囲気中で850 ℃,30分オ
b) 0.8 %カーボンポテンシャルの保護雰囲気中で850 ℃,30分オ
c) 引張強さと耐力とは,熱処理材料では見掛上ほぼ同一の値とな
11
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[鉄-銅系及び鉄-銅-炭素系(焼結体)]
参考値
密度
ρ
g/cm3
引張強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.2
180
150
1.5
6
60 HV5
16 HRB
6.6
210
180
2
7
70 HV5
26 HRB
7.0
235
205
3
8
90 HV5
39 HRB
6.2
270
270
1未満
3
110 HV5
44 HRB
6.6
325
300
1未満
7
115 HV5
57 HRB
7.0
390
330
1未満
10
150 HV5
68 HRB
6.2
320
300
1未満
3
115 HV5
58 HRB
6.6
390
360
1未満
7
140 HV5
70 HRB
7.0
480
420
1未満
8
165 HV5
78 HRB
7.2
520
450
1未満
9
185 HV5
84 HRB
試験片による。
[鉄-銅-炭素系(熱処理体)]
参考値
密度
ρ
g/cm3
引張強さc)
Rm
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.2
480
1未満
3
270 HV10
19 HRC
6.6
580
1未満
5
310 HV10
27 HRC
7.0
690
1未満
7
390 HV10
36 HRC
6.2
470
1未満
4
290 HV10
22 HRC
6.6
570
1未満
6
360 HV10
33 HRC
7.0
690
1未満
6
430 HV10
40 HRC
7.2
750
1未満
7
470 HV10
44 HRC
る。
ーステナイト化処理後,油焼入れ,180 ℃で1時間焼戻し。
ーステナイト化処理後,油焼入れ,180 ℃で1時間焼戻し。
る場合が多い。
12
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
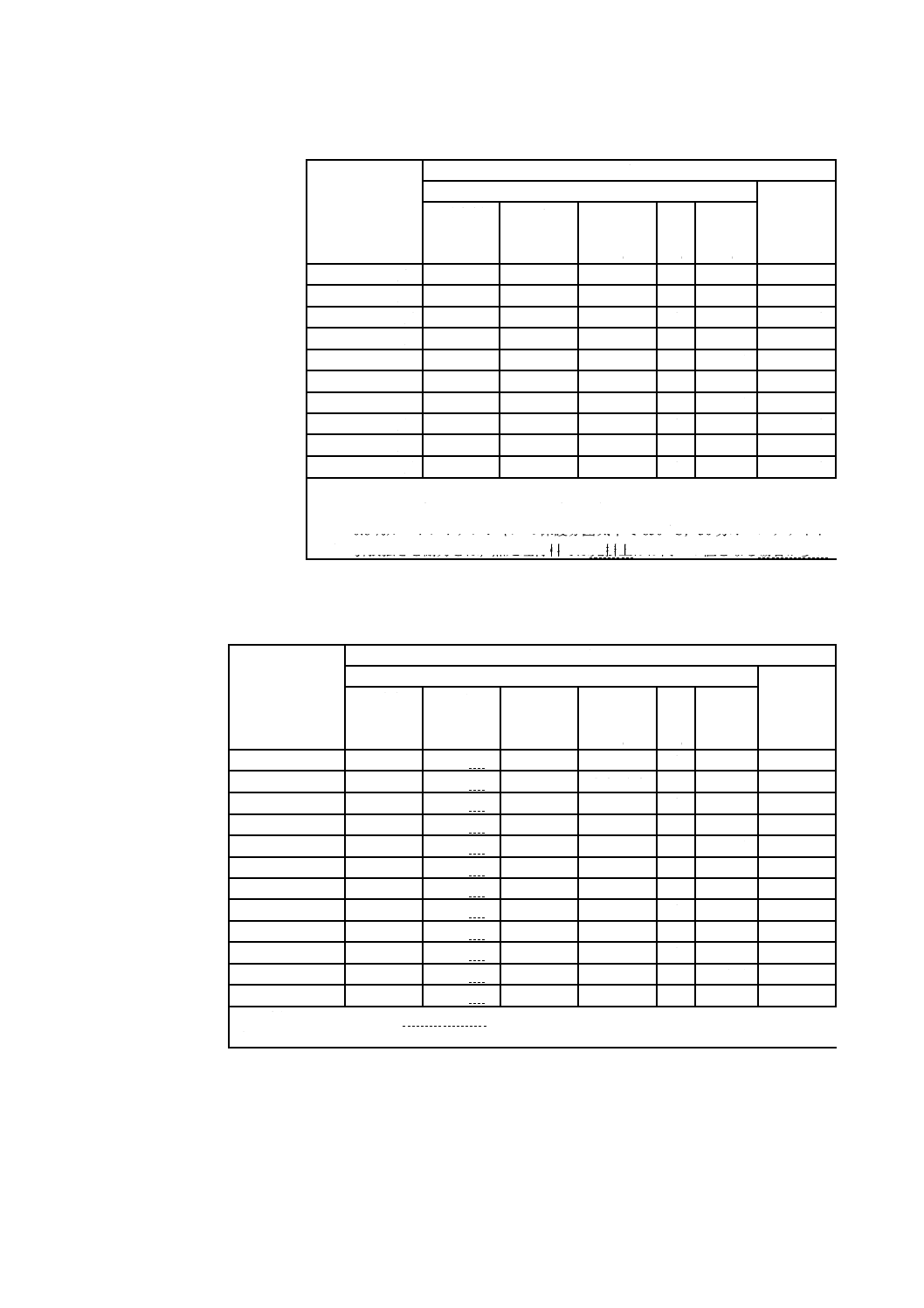
表7−構造部品用鉄系材料[鉄-りん系,
分類
材料の記号
規定値
化学成分
耐力
Rp0.2
MPa
C(結合)
%
P
%
Cu
%
Fe
%
その他
%
鉄-りん系a)
-F-00P05-180
0.1未満
0.40〜0.50
−
残
2以下
180以上
-F-00P05-210
0.1未満
0.40〜0.50
−
残
2以下
210以上
鉄-りん-炭素系 -F-05P05-270
0.3〜0.6
0.40〜0.50
−
残
2以下
270以上
-F-05P05-320
0.3〜0.6
0.40〜0.50
−
残
2以下
320以上
鉄-銅-りん系
-F-00C2P-260
0.3未満
0.40〜0.50
1.5〜2.5
残
2以下
260以上
-F-00C2P-300
0.3未満
0.40〜0.50
1.5〜2.5
残
2以下
300以上
鉄-銅-りん-炭
素系
-F-05C2P-320
0.3〜0.6
0.40〜0.50
1.5〜2.5
残
2以下
320以上
-F-05C2P-380
0.3〜0.6
0.40〜0.50
1.5〜2.5
残
2以下
380以上
焼結体の引張特性値は,図1又は図2のいずれかに基づき,機械加工を行わない試験片による。
注a) この材料を磁性材料として使用する場合は,供給者の助言を受けることを推奨する。
表8−構造部品用鉄系材料
材料の記号
規定値
化学成分
耐力
Rp0.2
MPa
C(結合)
%
Ni
%
Cu
%
Fe
%
その他
%
-F-05N2-140
0.3〜0.6
1.5〜2.5
0.0〜2.5
残
2以下
140以上
-F-05N2-180
0.3〜0.6
1.5〜2.5
0.0〜2.5
残
2以下
180以上
-F-05N2-210
0.3〜0.6
1.5〜2.5
0.0〜2.5
残
2以下
210以上
-F-05N2-240
0.3〜0.6
1.5〜2.5
0.0〜2.5
残
2以下
240以上
-F-08N2-220
0.6〜0.9
1.5〜2.5
0.0〜2.5
残
2以下
220以上
-F-08N2-260
0.6〜0.9
1.5〜2.5
0.0〜2.5
残
2以下
260以上
-F-08N2-300
0.6〜0.9
1.5〜2.5
0.0〜2.5
残
2以下
300以上
-F-05N4-180
0.3〜0.6
3.5〜4.5
0.0〜2.0
残
2以下
180以上
-F-05N4-240
0.3〜0.6
3.5〜4.5
0.0〜2.0
残
2以下
240以上
-F-05N4-310
0.3〜0.6
3.5〜4.5
0.0〜2.0
残
2以下
310以上
-F-08N4-300
0.6〜0.9
3.5〜4.5
0.0〜2.0
残
2以下
300以上
-F-08N4-330
0.6〜0.9
3.5〜4.5
0.0〜2.0
残
2以下
330以上
-F-08N4-380
0.6〜0.9
3.5〜4.5
0.0〜2.0
残
2以下
380以上
焼結体の引張特性値は,図1又は図2のいずれかに基づき,機械加工を行わな
13
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
鉄-りん-炭素系,鉄-銅-りん系及び鉄-銅-りん-炭素系(焼結体)]
参考値
密度
ρ
g/cm3
引張強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.6
300
210
4
18
70 HV5
40 HRB
7.0
400
240
9
30
120 HV5
60 HRB
6.6
400
305
3
9
130 HV5
65 HRB
7.0
480
365
5
15
150 HV5
72 HRB
6.6
400
300
3
−
120 HV5
60 HRB
7.0
500
340
6
−
140 HV5
69 HRB
6.6
450
360
2
−
140 HV5
69 HRB
7.0
550
400
3
−
160 HV5
74 HRB
[鉄-ニッケル系(焼結体)]
参考値
密度
ρ
g/cm3
引張強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.6
280
170
1.5
8
80 HV5
44 HRB
7.0
360
220
2.5
20
130 HV5
62 HRB
7.2
410
240
4.0
28
145 HV5
69 HRB
7.4
480
280
5.5
46
170 HV5
78 HRB
6.8
350
260
1.5
9
145 HV5
68 HRB
7.0
430
300
1.5
13
160 HV5
74 HRB
7.2
515
325
2.2
18
175 HV5
80 HRB
6.6
285
220
1.0
8
105 HV5
53 HRB
7.0
410
280
3.0
20
145 HV5
71 HRB
7.4
620
340
4.5
45
185 HV5
84 HRB
6.8
420
320
1.0
9
160 HV5
75 HRB
7.0
480
360
1.0
11
175 HV5
80 HRB
7.2
550
410
1.0
15
205 HV5
87 HRB
い試験片による。
14
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
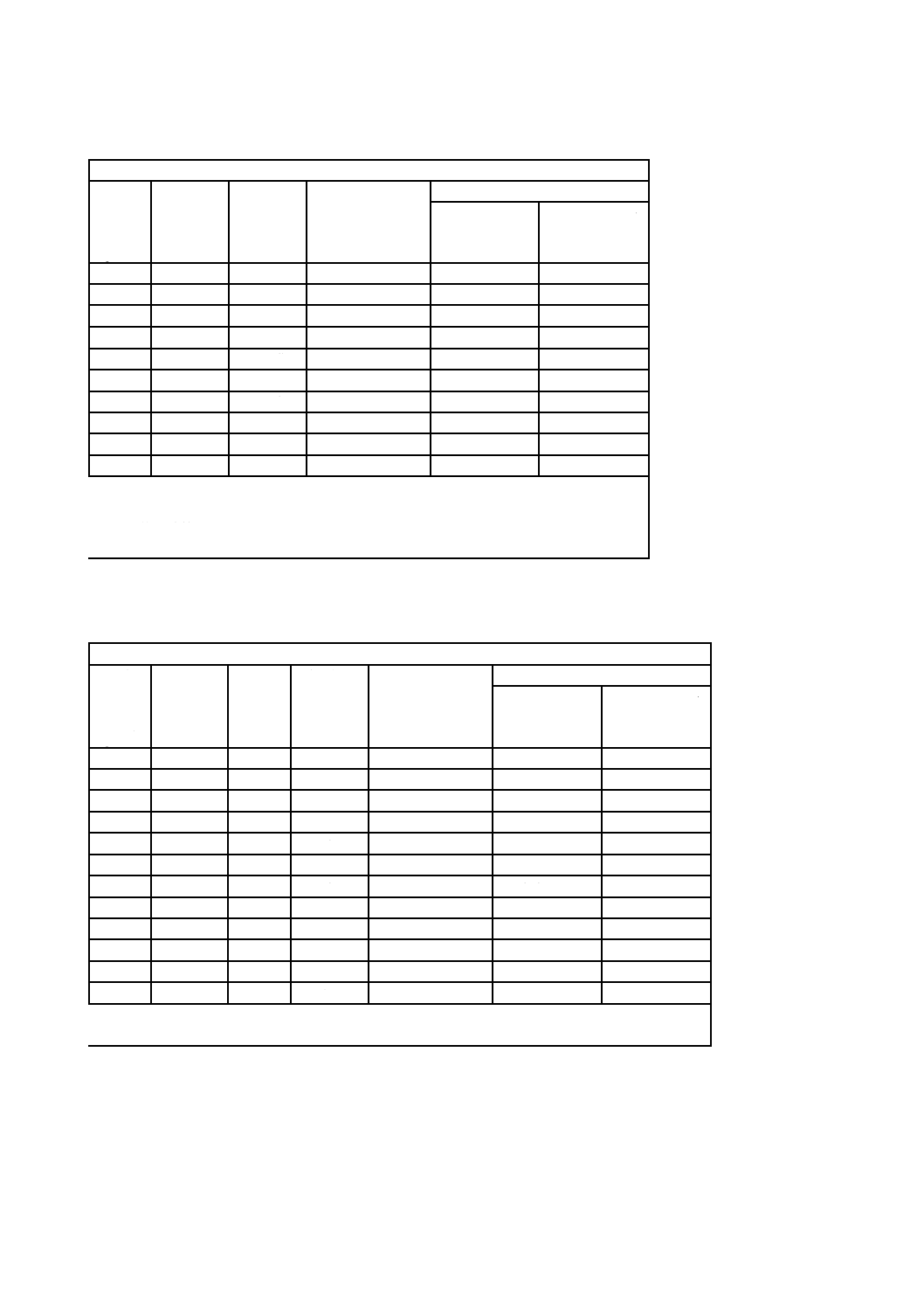
表9−構造部品用鉄系材料
材料の記号
規定値
化学成分
引張強さ
Rm
MPa
C(結合)
%
Ni
%
Cu
%
Fe
%
その他
%
-F-05N2-550H a)
0.3〜0.6
1.5〜2.5
0.0〜2.5
残
2以下
550以上
-F-05N2-800H a)
0.3〜0.6
1.5〜2.5
0.0〜2.5
残
2以下
800以上
-F-05N2-1070H a)
0.3〜0.6
1.5〜2.5
0.0〜2.5
残
2以下
1070以上
-F-05N2-1240H a)
0.3〜0.6
1.5〜2.5
0.0〜2.5
残
2以下
1240以上
-F-08N2-600H b)
0.6〜0.9
1.5〜2.5
0.0〜2.5
残
2以下
600以上
-F-08N2-900H b)
0.6〜0.9
1.5〜2.5
0.0〜2.5
残
2以下
900以上
-F-08N2-1070H b)
0.6〜0.9
1.5〜2.5
0.0〜2.5
残
2以下
1070以上
-F-05N4-600H a)
0.3〜0.6
3.5〜4.5
0.0〜2.0
残
2以下
600以上
-F-05N4-900H a)
0.3〜0.6
3.5〜4.5
0.0〜2.0
残
2以下
900以上
-F-05N4-1240H a)
0.3〜0.6
3.5〜4.5
0.0〜2.0
残
2以下
1240以上
熱処理体の引張特性値は,図3に基づき,機械加工した試験片による。
注a) 0.5 %カーボンポテンシャルの保護雰囲気中で850 ℃,30分オーステナイト
b) 0.8 %カーボンポテンシャルの保護雰囲気中で850 ℃,30分オーステナイト
c) 引張強さと耐力とは,熱処理材料では見掛上ほぼ同一の値となる場合が多い
表10−構造部品用鉄系材料
材料の記号a)
規定値
化学成分
耐力
Rp0.2
MPa
C(結合)
%
Ni
%
Cu
%
Mo
%
Fe
%
その他
%
-FD-05N2C-360
0.3〜0.6
1.5〜2.4
1.3〜1.7
0.4〜0.6
残
2以下
360以上
-FD-05N2C-400
0.3〜0.6
1.5〜2.4
1.3〜1.7
0.4〜0.6
残
2以下
400以上
-FD-05N2C-440
0.3〜0.6
1.5〜2.4
1.3〜1.7
0.4〜0.6
残
2以下
440以上
-FD-08N2C-350
0.6〜0.9
1.5〜2.4
1.3〜1.7
0.4〜0.6
残
2以下
350以上
-FD-08N2C-390
0.6〜0.9
1.5〜2.4
1.3〜1.7
0.4〜0.6
残
2以下
390以上
-FD-08N2C-430
0.6〜0.9
1.5〜2.4
1.3〜1.7
0.4〜0.6
残
2以下
430以上
-FD-05N4C-400
0.3〜0.6
3.6〜4.8
1.3〜1.7
0.4〜0.6
残
2以下
400以上
-FD-05N4C-420
0.3〜0.6
3.6〜4.8
1.3〜1.7
0.4〜0.6
残
2以下
420以上
-FD-05N4C-450
0.3〜0.6
3.6〜4.8
1.3〜1.7
0.4〜0.6
残
2以下
450以上
-FD-08N4C-360
0.6〜0.9
3.6〜4.8
1.3〜1.7
0.4〜0.6
残
2以下
360以上
-FD-08N4C-390
0.6〜0.9
3.6〜4.8
1.3〜1.7
0.4〜0.6
残
2以下
390以上
-FD-08N4C-410
0.6〜0.9
3.6〜4.8
1.3〜1.7
0.4〜0.6
残
2以下
410以上
焼結体の引張特性値は,図1又は図2のいずれかに基づき,機械加工を行わない試験片によ
注a) これらの材料は,黒鉛を添加した拡散合金粉から製造する。
15
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[鉄-ニッケル系(熱処理体)]
参考値
密度
ρ
g/cm3
引張強さc)
Rm
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.6
620
1未満
5
290 HV10
23 HRC
7.0
900
1未満
7
350 HV10
31 HRC
7.2
1100
1未満
9
390 HV10
36 HRC
7.4
1280
1未満
13
430 HV10
40 HRC
6.7
620
1未満
5
310 HV10
26 HRC
7.0
1000
1未満
7
380 HV10
35 HRC
7.2
1170
1未満
9
420 HV10
39 HRC
6.6
640
1未満
6
270 HV10
21 HRC
7.0
930
1未満
9
350 HV10
31 HRC
7.4
1280
1未満
18
430 HV10
40 HRC
化処理後,油焼入れ,260 ℃で1時間焼戻し。
化処理後,油焼入れ,260 ℃で1時間焼戻し。
。
[鉄-ニッケル-銅-モリブデン系拡散合金(焼結体)]
参考値
密度
ρ
g/cm3
引張強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.9
540
390
2
14
155 HV5
74 HRB
7.1
590
420
3
22
180 HV5
81 HRB
7.4
680
460
4
38
210 HV5
86 HRB
6.8
500
410
1未満
10
175 HV5
80 HRB
7.0
580
450
1
14
190 HV5
84 HRB
7.2
680
490
1
20
215 HV5
87 HRB
6.9
650
445
1
21
170 HV5
79 HRB
7.1
750
465
2
28
200 HV5
85 HRB
7.4
875
485
3
39
230 HV5
89 HRB
6.8
540
410
1
14
205 HV5
86 HRB
7.0
650
440
1
19
220 HV5
88 HRB
7.2
760
460
1.5
24
235 HV5
90 HRB
る。
16
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11−構造部品用鉄系材料
材料の記号a)
規定値
化学成分
引張強さ
Rm
MPa
C(結合)
%
Ni
%
Cu
%
Mo
%
Fe
%
その他
%
-FD-05N2C-700H b)
0.3〜0.6
1.5〜2.4
1.3〜1.7
0.4〜0.6
残
2以下
700以上
-FD-05N2C-950H b)
0.3〜0.6
1.5〜2.4
1.3〜1.7
0.4〜0.6
残
2以下
950以上
-FD-05N2C-1100H b)
0.3〜0.6
1.5〜2.4
1.3〜1.7
0.4〜0.6
残
2以下
1100以上
-FD-05N4C-725H b)
0.3〜0.6
3.6〜4.8
1.3〜1.7
0.4〜0.6
残
2以下
725以上
-FD-05N4C-930H b)
0.3〜0.6
3.6〜4.8
1.3〜1.7
0.4〜0.6
残
2以下
930以上
-FD-05N4C-1100H b)
0.3〜0.6
3.6〜4.8
1.3〜1.7
0.4〜0.6
残
2以下
1100以上
熱処理体の引張特性値は,図3に基づき,機械加工した試験片による。
注a) これらの材料は,黒鉛を添加した拡散合金粉から製造する。
b) 0.5 %カーボンポテンシャルの保護雰囲気中で850 ℃,30分オーステナイト化処理後,油焼入
c) 引張強さと耐力とは,熱処理材料では見掛上ほぼ同一の値となる場合が多い。
表12−構造部品用鉄系材料
材料の記号a)
規定値
化学成分
耐力
Rp0.2
MPa
C(結合)
%
Ni
%
Mo
%
Cr
%
Mn
%
Fe
%
その他
%
-FL-05M1N-240 b)
0.4〜0.7
0.35〜0.60
0.45〜0.85
−
0.00〜0.40
残
2以下
240以上
-FL-05M1N-290 b)
0.4〜0.7
0.35〜0.60
0.45〜0.85
−
0.00〜0.40
残
2以下
290以上
-FL-05M1N-325 b)
0.4〜0.7
0.35〜0.60
0.45〜0.85
−
0.00〜0.40
残
2以下
325以上
-FL-05M1-260 c)
0.4〜0.7
−
0.75〜0.95
−
0.05〜0.30
残
2以下
260以上
-FL-05M1-295 c)
0.4〜0.7
−
0.75〜0.95
−
0.05〜0.30
残
2以下
295以上
-FL-05M1-325 c)
0.4〜0.7
−
0.75〜0.95
−
0.05〜0.30
残
2以下
325以上
-FL-05N2M-250 d)
0.4〜0.7
1.70〜2.20
0.40〜0.60
−
0.05〜0.30
残
2以下
250以上
-FL-05N2M-285 d)
0.4〜0.7
1.70〜2.20
0.40〜0.60
−
0.05〜0.30
残
2以下
285以上
-FL-05N2M-320 d)
0.4〜0.7
1.70〜2.20
0.40〜0.60
−
0.05〜0.30
残
2以下
320以上
-FL-07Cr2M-485 e)
0.6〜0.8
−
0.15〜0.30
1.3〜1.7
0.05〜0.30
残
2以下
485以上
-FL-07Cr2M-535 e)
0.6〜0.8
−
0.15〜0.30
1.3〜1.7
0.05〜0.30
残
2以下
535以上
-FL-07Cr2M-570 e)
0.6〜0.8
−
0.15〜0.30
1.3〜1.7
0.05〜0.30
残
2以下
570以上
-FL-05Cr3M-570 f)
0.4〜0.6
−
0.40〜0.60
2.7〜3.3
0.05〜0.30
残
2以下
570以上
-FL-05Cr3M-670 f)
0.4〜0.6
−
0.40〜0.60
2.7〜3.3
0.05〜0.30
残
2以下
670以上
-FL-05Cr3M-775 f)
0.4〜0.6
−
0.40〜0.60
2.7〜3.3
0.05〜0.30
残
2以下
775以上
焼結体の引張特性値は,図1又は図2のいずれかに基づき,機械加工を行わない試験片による。
注a) これらの材料は,黒鉛を添加した合金鋼粉から製造する。
b) 公称成分が,0.45 %Ni,0.7 %Mo,0.35 %Mn,残Feの合金粉。
c) 公称成分が,0.85 %Mo,0.2 %Mn,残Feの合金粉。
d) 公称成分が,1.8 %Ni,0.5 %Mo,0.2 %Mn,残Feの合金粉。
e) 公称成分が,1.5 %Cr,0.2 %Mo,0.2 %Mn,残Feの合金粉。
f) 公称成分が,3.0 %Cr,0.5 %Mo,0.2 %Mn,残Feの合金粉。
17
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[鉄-ニッケル-銅-モリブデン系拡散合金(熱処理体)]
参考値
密度
ρ
g/cm3
引張強さc)
Rm
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.8
770
1未満
8
340 HV10
30 HRC
7.1
1020
1未満
11
400 HV10
37 HRC
7.4
1170
1未満
15
480 HV10
45 HRC
6.8
780
1未満
8
320 HV10
31 HRC
7.1
1000
1未満
10
390 HV10
36 HRC
7.4
1170
1未満
15
460 HV10
43 HRC
れ,180 ℃で1時間焼戻し。
[プレアロイ合金(焼結体)]
参考値
密度
ρ
g/cm3
引張強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.8
360
290
1
8
120 HV5
60 HRB
7.0
420
330
1
13
140 HV5
67 HRB
7.2
480
380
1.5
19
155 HV5
72 HRB
6.8
380
305
1
11
130 HV5
63 HRB
7.0
430
340
1
18
150 HV5
70 HRB
7.2
480
380
1.5
26
160 HV5
76 HRB
6.8
370
295
1
10
125 HV5
61 HRB
7.0
410
330
1
17
140 HV5
66 HRB
7.2
470
370
1.5
24
155 HV5
72 HRB
6.8
690
515
1
14
195 HV5
84 HRB
7.0
795
575
1.5
18
220 HV5
88 HRB
7.2
880
630
2.5
22
240 HV5
90 HRB
6.8
810
640
1未満
12
235 HV5
90 HRB
7.0
915
740
1未満
14
260 HV5
92 HRB
7.2
1040
845
1未満
16
320 HV5
28 HRC
18
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13−構造部品用鉄系材料
材料の記号a)
規定値
化学成分
引張強さ
Rm
MPa
C(結合)
%
Ni
%
Mo
%
Cr
%
Mn
%
Fe
%
その他
%
-FL-05M1N-690H b), g)
0.4〜0.7
0.35〜0.60
0.45〜0.85
−
0.00〜0.40
残
2以下
690以上
-FL-05M1N-830H b), g)
0.4〜0.7
0.35〜0.60
0.45〜0.85
−
0.00〜0.40
残
2以下
830以上
-FL-05M1N-970H b), g)
0.4〜0.7
0.35〜0.60
0.45〜0.85
−
0.00〜0.40
残
2以下
970以上
-FL-05M1-770H c), g)
0.4〜0.7
−
0.75〜0.95
−
0.05〜0.30
残
2以下
770以上
-FL-05M1-940H c), g)
0.4〜0.7
−
0.75〜0.95
−
0.05〜0.30
残
2以下
940以上
-FL-05M1-1120H c), g)
0.4〜0.7
−
0.75〜0.95
−
0.05〜0.30
残
2以下
1120以上
-FL-05N2M-720H d), g)
0.4〜0.7
1.70〜2.20
0.40〜0.60
−
0.05〜0.30
残
2以下
720以上
-FL-05N2M-860H d), g)
0.4〜0.7
1.70〜2.20
0.40〜0.60
−
0.05〜0.30
残
2以下
860以上
-FL-05N2M-970H d), g)
0.4〜0.7
1.70〜2.20
0.40〜0.60
−
0.05〜0.30
残
2以下
970以上
-FL-05Cr3M-830SH e), h)
0.4〜0.6
−
0.40〜0.60
2.7〜3.3
0.05〜0.30
残
2以下
830以上
-FL-05Cr3M-930SH e), h)
0.4〜0.6
−
0.40〜0.60
2.7〜3.3
0.05〜0.30
残
2以下
930以上
-FL-05Cr3M-1030SH e), h)
0.4〜0.6
−
0.40〜0.60
2.7〜3.3
0.05〜0.30
残
2以下
1030以上
熱処理体の引張特性値は,図3に基づき,機械加工した試験片による。
注a) これらの材料は,黒鉛を添加した合金鋼粉から製造する。
b) 公称成分が,0.45 %Ni,0.7 %Mo,0.35 %Mn,残Feの合金粉。
c) 公称成分が,0.85 %Mo,0.2 %Mn,残Feの合金粉。
d) 公称成分が,1.8 %Ni,0.5 %Mo,0.2 %Mn,残Feの合金粉。
e) 公称成分が,3.0 %Cr,0.5 %Mo,0.2 %Mn,残Feの合金粉。
f) 引張強さと耐力とは,熱処理材料では見掛上ほぼ同一の値となる場合が多い。
g) 0.5 %カーボンポテンシャルの保護雰囲気中で850 ℃,30分オーステナイト化処理後,油焼入れ,180 ℃で1
h) SHは,シンターハードニング工程で製造した材料を表す。-FL-05CrM系は,180 ℃で焼戻し。
19
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[プレアロイ合金(熱処理体)]
参考値
密度
ρ
g/cm3
引張強さf)
Rm
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.8
760
1未満
9
340 HV10
32 HRC
7.0
900
1未満
11
380 HV10
36 HRC
7.2
1030
1未満
16
420 HV10
39 HRC
6.8
840
1未満
8
305 HV10
26 HRC
7.0
1020
1未満
10
350 HV10
32 HRC
7.2
1190
1未満
15
380 HV10
36 HRC
6.8
800
1未満
9
340 HV10
30 HRC
7.0
930
1未満
12
380 HV10
35 HRC
7.2
1070
1未満
16
420 HV10
39 HRC
6.8
900
1未満
12
340 HV10
30 HRC
7.0
1000
1未満
14
380 HV10
35 HRC
7.2
1100
1未満
16
430 HV10
40 HRC
時間焼戻し。
20
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表14−構造部品用鉄系材料
材料の記号a)
規定値
化学成分
耐力
Rp0.2
MPa
C(結合)
%
Ni
%
Mo
%
Mn
%
Cu
%
Fe
%
その他
%
-FLA-05M1-N2C-430 b)
0.4〜0.7
1.55〜1.95
0.4〜0.6
0.05〜0.30 1.3〜1.7
残
2以下
430以上
-FLA-05M1-N2C-465 b)
0.4〜0.7
1.55〜1.95
0.4〜0.6
0.05〜0.30 1.3〜1.7
残
2以下
465以上
-FLA-05M1-N2C-495 b)
0.4〜0.7
1.55〜1.95
0.4〜0.6
0.05〜0.30 1.3〜1.7
残
2以下
495以上
-FLA-05M1-N4C-500 b)
0.4〜0.7
3.6〜4.4
0.4〜0.6
0.05〜0.30 1.3〜1.7
残
2以下
500以上
-FLA-05M1-N4C-535 b)
0.4〜0.7
3.6〜4.4
0.4〜0.6
0.05〜0.30 1.3〜1.7
残
2以下
535以上
-FLA-05M1-N4C-570 b)
0.4〜0.7
3.6〜4.4
0.4〜0.6
0.05〜0.30 1.3〜1.7
残
2以下
570以上
-FLA-05M1N-N1-310 c)
0.4〜0.7
1.35〜2.50
0.50〜0.85 0.20〜0.40
−
残
2以下
310以上
-FLA-05M1N-N1-335 c)
0.4〜0.7
1.35〜2.50
0.50〜0.85 0.20〜0.40
−
残
2以下
335以上
-FLA-05M1N-N1-360 c)
0.4〜0.7
1.35〜2.50
0.50〜0.85 0.20〜0.40
−
残
2以下
360以上
-FLA-05M1-N2-340 d)
0.4〜0.7
1.0〜3.0
0.65〜0.95 0.05〜0.30
−
残
2以下
340以上
-FLA-05M1-N2-370 d)
0.4〜0.7
1.0〜3.0
0.65〜0.95 0.05〜0.30
−
残
2以下
370以上
-FLA-05M1-N2-400 d)
0.4〜0.7
1.0〜3.0
0.65〜0.95 0.05〜0.30
−
残
2以下
400以上
-FLA-05M1-N4-480 d)
0.4〜0.7
3.0〜5.0
0.65〜0.95 0.05〜0.30
−
残
2以下
480以上
-FLA-05M1-N4-570 d)
0.4〜0.7
3.0〜5.0
0.65〜0.95 0.05〜0.30
−
残
2以下
570以上
-FLA-05M1-N4-660 d)
0.4〜0.7
3.0〜5.0
0.65〜0.95 0.05〜0.30
−
残
2以下
660以上
-FLD-08M2-N2-500 e)
0.6〜0.9
1.8〜2.2
1.30〜1.70 0.05〜0.30
−
残
2以下
500以上
-FLD-08M2-N2-570 e)
0.6〜0.9
1.8〜2.2
1.30〜1.70 0.05〜0.30
−
残
2以下
570以上
-FLD-08M2-N2-640 e)
0.6〜0.9
1.8〜2.2
1.30〜1.70 0.05〜0.30
−
残
2以下
640以上
-FLD-05M2-N4C-360 e)
0.3〜0.6
3.6〜4.4
1.30〜1.70 0.05〜0.30 1.6〜2.4
残
2以下
360以上
-FLD-05M2-N4C-430 e)
0.3〜0.6
3.6〜4.4
1.30〜1.70 0.05〜0.30 1.6〜2.4
残
2以下
430以上
-FLD-05M2-N4C-500 e)
0.3〜0.6
3.6〜4.4
1.30〜1.70 0.05〜0.30 1.6〜2.4
残
2以下
500以上
焼結体の引張特性値は,図1又は図2のいずれかに基づき,機械加工を行わない試験片による。
注a) これらの材料は,合金粉に拡散合金金属粉と黒鉛を添加したものから製造する。
b) 公称成分が,0.5 %Mo,0.2 %Mn,残Feの合金粉。
c) 公称成分が,0.7 %Mo,0.45 %Ni,0.35 %Mn,残Feの合金粉。
d) 公称成分が,0.85 %Mo,0.2 Mn,残Feの合金粉。
e) 公称成分が,1.5 %Mo,0.2 %Mn,残Feの合金粉。
21
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[ハイブリッド合金(焼結体)]
参考値
密度
ρ
g/cm3
引張強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
6.8
550
465
1
12
185 HV5
82 HRB
7.0
670
500
2
18
200 HV5
86 HRB
7.2
780
535
3
28
220 HV5
90 HRB
6.8
640
555
1未満
17
200 HV5
86 HRB
7.0
740
580
1未満
26
225 HV5
91 HRB
7.2
840
600
1
43
250 HV5
96 HRB
6.8
460
360
1
11
150 HV5
83 HRB
7.0
490
390
1.5
17
160 HV5
88 HRB
7.2
560
420
2
25
175 HV5
95 HRB
6.8
450
400
1
9
175 HV5
80 HRB
7.0
530
430
1.5
15
190 HV5
84 HRB
7.2
620
460
2
24
210 HV5
87 HRB
6.8
570
530
1未満
11
185 HV5
83 HRB
7.0
680
630
1未満
15
210 HV5
86 HRB
7.2
790
730
1未満
27
245 HV5
90 HRB
6.8
590
560
1未満
10
260 HV5
92 HRB
7.0
700
630
1未満
14
280 HV5
95 HRB
7.2
830
710
1
21
340 HV5
99 HRB
6.8
620
415
1
14
210 HV5
86 HRB
7.0
755
480
1
17
250 HV5
91 HRB
7.2
890
545
1.5
30
320 HV5
97 HRB
22
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
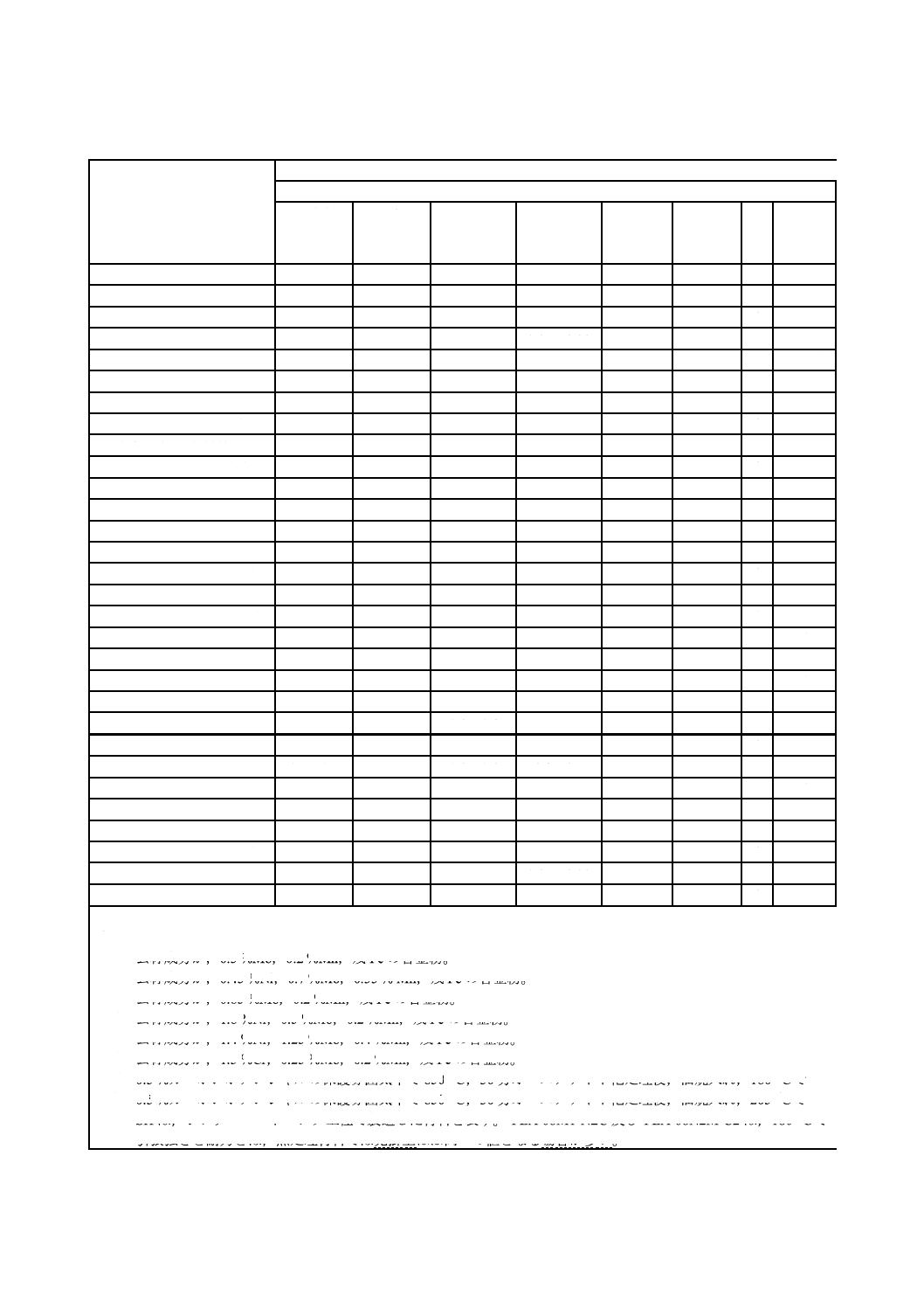
表15−構造部品用鉄系材料
材料の記号a)
規定値
化学成分
C(結合)
%
Ni
%
Mo
%
Mn
%
Cu
%
Cr
%
Fe
%
その他
%
-FLA-05M1-N2C-830H b), i)
0.4〜0.7
1.55〜1.95
0.4〜0.6
0.05〜0.30
1.3〜1.7
−
残
2以下
-FLA-05M1-N2C-1060H b), i)
0.4〜0.7
1.55〜1.95
0.4〜0.6
0.05〜0.30
1.3〜1.7
−
残
2以下
-FLA-05M1-N2C-1280H b), i)
0.4〜0.7
1.55〜1.95
0.4〜0.6
0.05〜0.30
1.3〜1.7
−
残
2以下
-FLA-05M1-N4C-860H b), i)
0.4〜0.7
3.6〜4.4
0.4〜0.6
0.05〜0.30
1.3〜1.7
−
残
2以下
-FLA-05M1-N4C-1050H b), i)
0.4〜0.7
3.6〜4.4
0.4〜0.6
0.05〜0.30
1.3〜1.7
−
残
2以下
-FLA-05M1-N4C-1260H b), i)
0.4〜0.7
3.6〜4.4
0.4〜0.6
0.05〜0.30
1.3〜1.7
−
残
2以下
-FLA-05M1N-N1-720H c), h)
0.4〜0.7
1.35〜2.50
0.50〜0.85
0.20〜0.40
−
−
残
2以下
-FLA-05M1N-N1-920H c), h)
0.4〜0.7
1.35〜2.50
0.50〜0.85
0.20〜0.40
−
−
残
2以下
-FLA-05M1N-N1-1110H c), h)
0.4〜0.7
1.35〜2.50
0.50〜0.85
0.20〜0.40
−
−
残
2以下
-FLA-05M1-N2-830H d), h)
0.4〜0.7
1.0〜3.0
0.65〜0.95
0.05〜0.30
−
−
残
2以下
-FLA-05M1-N2-1040H d), h)
0.4〜0.7
1.0〜3.0
0.65〜0.95
0.05〜0.30
−
−
残
2以下
-FLA-05M1-N2-1230H d), h)
0.4〜0.7
1.0〜3.0
0.65〜0.95
0.05〜0.30
−
−
残
2以下
-FLA-05M1-N4-830H d), h)
0.4〜0.7
3.0〜5.0
0.65〜0.95
0.05〜0.30
−
−
残
2以下
-FLA-05M1-N4-1070H d), h)
0.4〜0.7
3.0〜5.0
0.65〜0.95
0.05〜0.30
−
−
残
2以下
-FLA-05M1-N4-1260H d), h)
0.4〜0.7
3.0〜5.0
0.65〜0.95
0.05〜0.30
−
−
残
2以下
-FLA-08M1-N2C-590SH d), j)
0.6〜0.9
1.0〜3.0
0.65〜0.95
0.05〜0.30
1.0〜3.0
−
残
2以下
-FLA-08M1-N2C-720SH d), j)
0.6〜0.9
1.0〜3.0
0.65〜0.95
0.05〜0.30
1.0〜3.0
−
残
2以下
-FLA-08M1-N2C-900SH d), j)
0.6〜0.9
1.0〜3.0
0.65〜0.95
0.05〜0.30
1.0〜3.0
−
残
2以下
-FLA-08N2M-C2-480SH e), j)
0.6〜0.9
1.6〜2.0
0.45〜0.60
0.05〜0.30
1.0〜3.0
−
残
2以下
-FLA-08N2M-C2-620SH e), j)
0.6〜0.9
1.6〜2.0
0.45〜0.60
0.05〜0.30
1.0〜3.0
−
残
2以下
-FLA-08N2M-C2-760SH e), j)
0.6〜0.9
1.6〜2.0
0.45〜0.60
0.05〜0.30
1.0〜3.0
−
残
2以下
-FLA-06N1M-C1-690SH f), j)
0.5〜0.7
1.2〜1.6
1.1〜1.4
0.3〜0.5
0.75〜1.35
−
残
2以下
-FLA-06N1M-C1-970SH f), j)
0.5〜0.7
1.2〜1.6
1.1〜1.4
0.3〜0.5
0.75〜1.35
−
残
2以下
-FLA-06N1M-C1-1210SH f), j)
0.5〜0.7
1.2〜1.6
1.1〜1.4
0.3〜0.5
0.75〜1.35
−
残
2以下
-FLA-08N1M-C2-590SH f), j)
0.6〜0.9
1.2〜1.6
1.1〜1.4
0.3〜0.5
1.0〜3.0
−
残
2以下
-FLA-08N1M-C2-760SH f), j)
0.6〜0.9
1.2〜1.6
1.1〜1.4
0.3〜0.5
1.0〜3.0
−
残
2以下
-FLA-08N1M-C2-1000SH f), j)
0.6〜0.9
1.2〜1.6
1.1〜1.4
0.3〜0.5
1.0〜3.0
−
残
2以下
-FLA-07Cr2M-C2-660SH g), j)
0.6〜0.8
−
0.15〜0.30
0.05〜0.30
1.6〜2.4
1.3〜1.7
残
2以下
-FLA-07Cr2M-C2-760SH g), j)
0.6〜0.8
−
0.15〜0.30
0.05〜0.30
1.6〜2.4
1.3〜1.7
残
2以下
-FLA-07Cr2M-C2-830SH g), j)
0.6〜0.8
−
0.15〜0.30
0.05〜0.30
1.6〜2.4
1.3〜1.7
残
2以下
熱処理体の引張特性値は,図3に基づき機械加工した試験片による。
注a) これらの材料は,黒鉛を添加した合金鋼粉から製造する。
b) 公称成分が,0.5 %Mo,0.2 %Mn,残Feの合金粉。
c) 公称成分が,0.45 %Ni,0.7 %Mo,0.35 % Mn,残Feの合金粉。
d) 公称成分が,0.85 %Mo,0.2 %Mn,残Feの合金粉。
e) 公称成分が,1.8 %Ni,0.5 %Mo,0.2 %Mn,残Feの合金粉。
f) 公称成分が,1.4 %Ni,1.25 %Mo,0.4 %Mn,残Feの合金粉。
g) 公称成分が,1.5 %Cr,0.25 %Mo,0.2 %Mn,残Feの合金粉。
h) 0.5 %カーボンポテンシャルの保護雰囲気中で850 ℃,30分オーステナイト化処理後,油焼入れ,180 ℃で
i) 0.5 %カーボンポテンシャルの保護雰囲気中で850 ℃,30分オーステナイト化処理後,油焼入れ,205 ℃で
j) SHは,シンターハードニング工程で製造した材料を表す。-FLA-08M1-N2C及び-FLA-08N2M-C2は,180 ℃で
k) 引張強さと耐力とは,熱処理材料では見掛上ほぼ同一の値となる場合が多い。
23
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[ハイブリッド合金(熱処理体)]
規定値
参考値
引張強さ
Rm
MPa
密度
ρ
g/cm3
引張強さk)
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
830以上
6.8
900
−
1未満
9
315 HV10
27 HRC
1060以上
7.0
1140
−
1未満
15
350 HV10
32 HRC
1280以上
7.2
1410
−
1未満
21
390 HV10
36 HRC
860以上
6.8
930
800
1未満
13
290 HV10
23 HRC
1050以上
7.0
1130
950
1未満
18
315 HV10
27 HRC
1260以上
7.2
1360
1080
1未満
28
350 HV10
32 HRC
720以上
6.8
790
−
1未満
9
340 HV10
30 HRC
920以上
7.0
980
−
1未満
11
380 HV10
35 HRC
1110以上
7.2
1180
−
1
16
430 HV10
40 HRC
830以上
6.8
900
−
1未満
8
350 HV10
32 HRC
1040以上
7.0
1120
−
1未満
13
400 HV10
37 HRC
1230以上
7.2
1340
−
1未満
16
450 HV10
42 HRC
830以上
6.8
900
−
1未満
11
300 HV10
25 HRC
1070以上
7.0
1140
−
1未満
15
340 HV10
30 HRC
1260以上
7.2
1370
−
1未満
21
390 HV10
36 HRC
590以上
6.8
660
−
1未満
9
280 HV10
21 HRC
720以上
7.0
790
−
1未満
16
300 HV10
25 HRC
900以上
7.2
970
−
1
22
340 HV10
30 HRC
480以上
6.8
550
−
1未満
9
305 HV10
26 HRC
620以上
7.0
690
−
1未満
12
345 HV10
31 HRC
760以上
7.2
830
−
1未満
19
400 HV10
37 HRC
690以上
6.8
760
−
1未満
9
330 HV10
29 HRC
970以上
7.0
1030
−
1未満
14
370 HV10
34 HRC
1210以上
7.2
1280
−
1未満
20
410 HV10
39 HRC
590以上
6.8
620
−
1未満
15
340 HV10
30 HRC
760以上
7.0
830
−
1未満
19
380 HV10
35 HRC
1000以上
7.2
1070
−
1未満
23
430 HV10
40 HRC
660以上
6.8
720
620
1未満
12
310 HV10
27 HRC
760以上
7.0
830
690
1未満
15
340 HV10
30 HRC
830以上
7.2
900
760
1未満
18
360 HV10
33 HRC
1時間焼戻し。
1時間焼戻し。
焼戻し。-FLA-06N1M-C1,-FLA-08N1M-C2及び-FLA-07Cr2M-C2は,205 ℃で焼戻し。
24
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
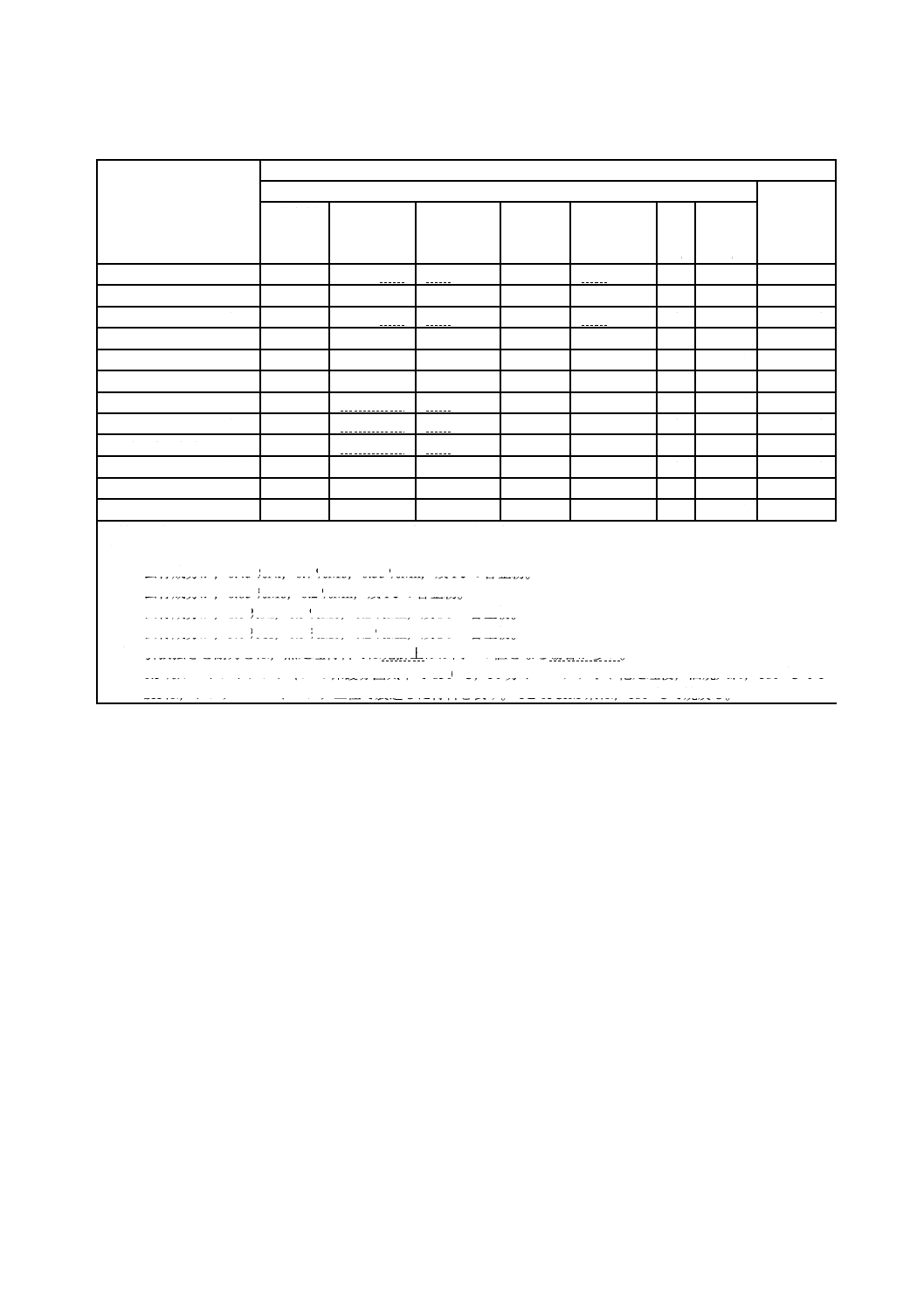
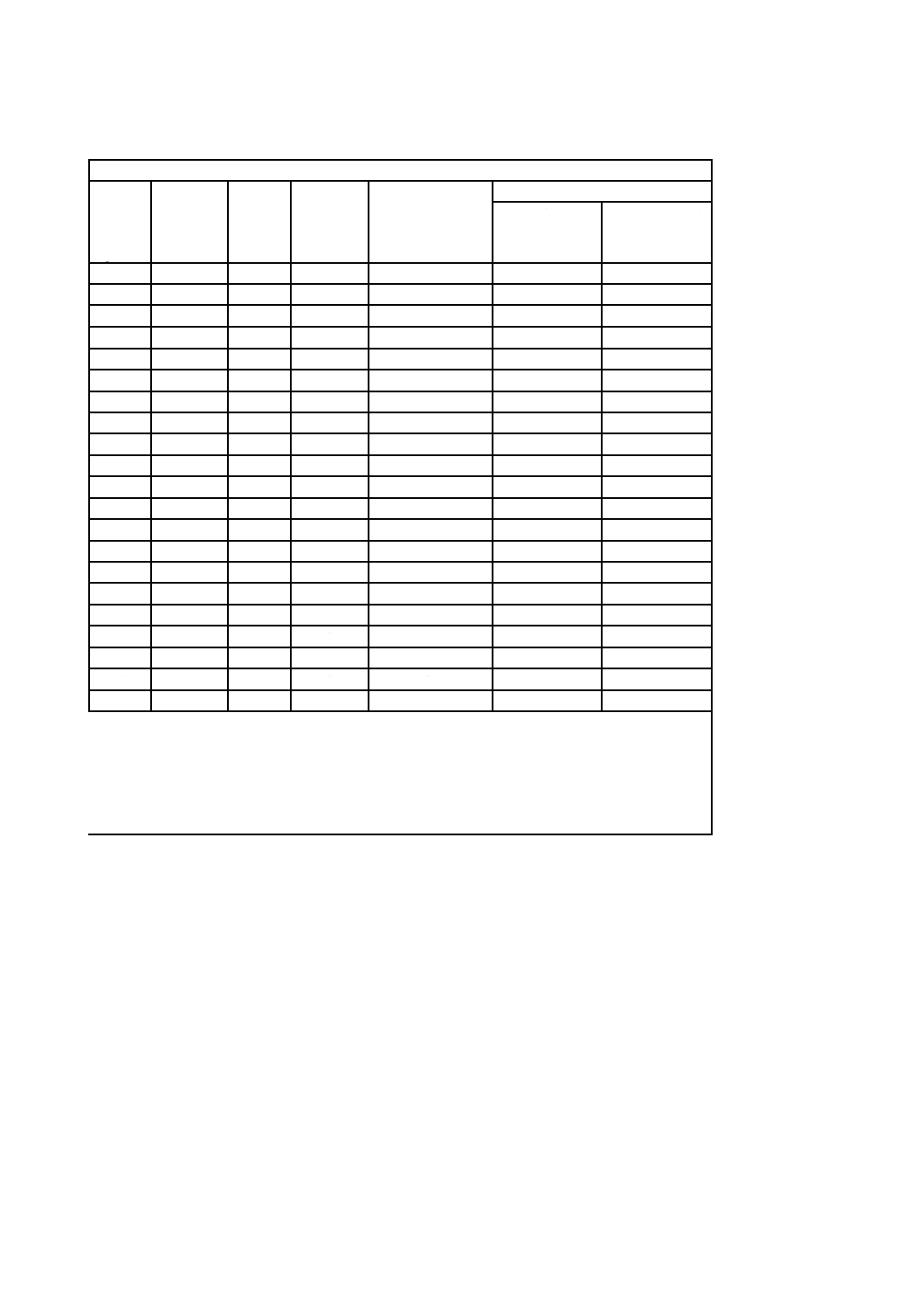
表16−構造部品用鉄系材料
材料の記号
規定値
化学成分
耐力
Rp0.2
MPa
引張強さ
Rm
MPa
C(結合)a)
%
Cu
%
Fe
%
その他
%
-FX-08C10-340
0.6〜0.9
8〜15
残
2以下
340以上
−
-FX-08C20-410
0.6〜0.9
15〜25
残
2以下
410以上
−
-FX-08C10-760H c)
0.6〜0.9
8〜15
残
2以下
−
760以上
-FX-08C20-620H c)
0.6〜0.9
15〜25
残
2以下
−
620以上
焼結体及び熱処理体の引張特性値は,図3に基づき機械加工した試験片による。
全てのデータは,1回溶浸によるものである。
注a) 基本的に鉄相だけである。
b) 引張強さと耐力とは,熱処理体では見掛上ほぼ同一の値となる場合が多い。
c) 0.8 %カーボンポテンシャルの保護雰囲気中で850 ℃,30分オーステナイト
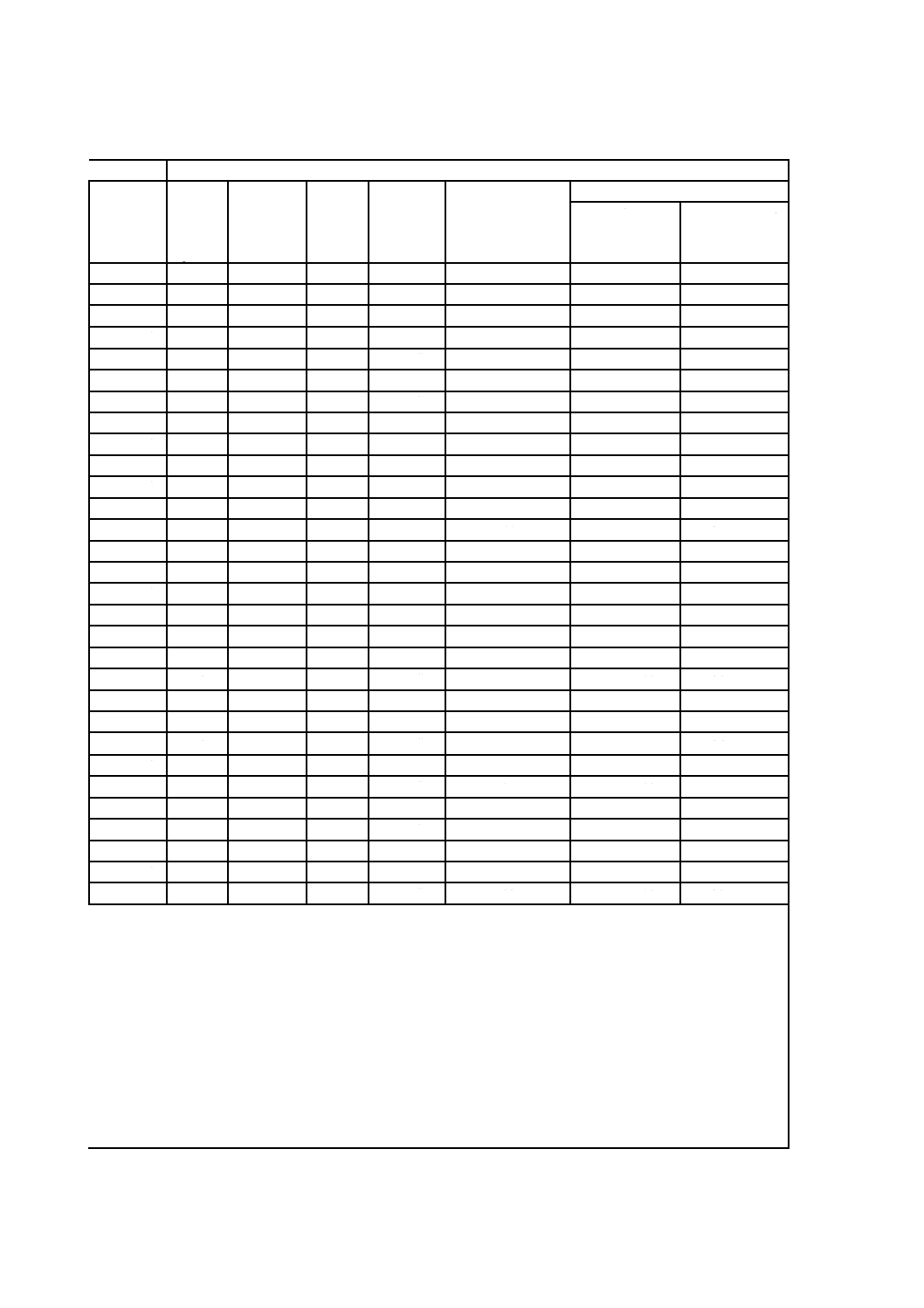
表17−構造部品用鉄系材料
分類
材料の記号
規定値
化学成分
C(結合)
%
Cr
%
Ni
%
Mo
%
S
%
N
%
Fe
%
303
オーステ
ナイト系
-FL-303-170N a)
0.15未満
17〜19
8〜13
−
0.15〜0.30
0.2〜0.6
残
303
-FL-303-260N b)
0.15未満
17〜19
8〜13
−
0.15〜0.30
0.2〜0.6
残
304
-FL-304-210N a)
0.08未満
18〜20
8〜12
−
−
0.2〜0.6
残
304
-FL-304-260N b)
0.08未満
18〜20
8〜12
−
−
0.2〜0.6
残
316
-FL-316-170N a)
0.08未満
16〜18
10〜14
2〜3
−
0.2〜0.6
残
316
-FL-316-260N b)
0.08未満
16〜18
10〜14
2〜3
−
0.2〜0.6
残
316L
-FL-316-150 c)
0.03未満
16〜18
10〜14
2〜3
−
0.03未満
残
410L
フェライ
ト系
-FL-410-140 f)
0.03未満 11.5〜13.5
−
−
0.03未満
0.03未満
残
430L
-FL-430-170 f)
0.03未満
16〜18
−
−
0.03未満
0.03未満
残
434L
-FL-434-170 f)
0.03未満
16〜18
−
0.75〜1.25
0.03未満
0.03未満
残
410
マルテン
サイト系
-FL-410-620H d)
0.1〜0.25 11.5〜13.5
−
−
0.03未満
0.2〜0.6
残
焼結ステンレス鋼の耐食性は,鍛造ステンレス鋼の耐食性と必ずしも同等ではない。一般的にオーステナイト系
ト系より全て良好である。434Lは,他のグループに比較して最良の耐食性を示す。焼結条件は耐食性に影響を与え
用する前に,実際使用と同環境下での耐食性試験を実施することを推奨する。
焼結体及び熱処理体の引張特性値は,図3に基づき機械加工した試験片による。
注a) -FL-303-170N,-FL-304-210N及び-FL-316-170Nは,窒素を含む雰囲気,例えば,分解アンモニア雰囲気で,
b) -FL-303-260N,-FL-304-260N及び-FL-316-260Nは,窒素を含む雰囲気,例えば,分解アンモニア雰囲気で,
c) -FL-316-150は,窒素を含まない雰囲気,例えば,水素雰囲気又はアルゴンで保護された真空中で,1 290 ℃
d) -FL-410-620Hは,窒素を含む雰囲気,例えば,分解アンモニア雰囲気で,1 150 ℃で焼結し,高速冷却で硬
e) 引張強さと耐力とは,熱処理体では見掛上ほぼ同一の値となる場合が多い。
f) -FL-410-140,-FL-430-170及び-FL-434-170は,窒素を含まない雰囲気,例えば,水素雰囲気又はアルゴンで
25
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[銅溶浸材(焼結体及び熱処理体)]
参考値
密度
ρ
g/cm3
引張強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
7.3
600
410
3
14
210 HV5
89 HRB
7.3
550
480
1
9
210 HV5
90 HRB
7.3
830
b)
1未満
9
460 HV10
43 HRC
7.3
690
b)
1未満
7
390 HV10
36 HRC
化処理後,油焼入れ,180 ℃で1時間焼戻し。
[ステンレス材(焼結体及び熱処理体)]
規定値
参考値
耐力
Rp0.2
MPa
引張
強さ
Rm
MPa
密度
ρ
g/cm3
引張
強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
その他
%
ビッカース
硬さ
ロック
ウェル
硬さ
2以下
170以上
−
6.4
270
220
1未満
5
120 HV5
62 HRB
2以下
260以上
−
6.9
470
310
10
47
180 HV5
70 HRB
2以下
210以上
−
6.4
300
260
1未満
5
125 HV5
61 HRB
2以下
260以上
−
6.9
480
310
8
34
140 HV5
68 HRB
2以下
170以上
−
6.4
280
230
1未満
7
115 HV5
59 HRB
2以下
260以上
−
6.9
480
310
13
65
125 HV5
65 HRB
2以下
150以上
−
6.9
390
210
21
88
75 HV5
45 HRB
2以下
140以上
−
6.9
330
180
16
68
80 HV5
45 HRB
2以下
170以上
−
7.1
340
210
20
108
80 HV5
45 HRB
2以下
170以上
−
7.0
340
210
15
88
95 HV5
50 HRB
2以下
−
620以上
6.5
720
e)
1未満
3
300 HV10
23 HRC
では,316Lが最良,304がそれに続き,次が303である。これらの材料の耐食性は,マルテンサイト系及びフェライ
るため,-FL-316-150は窒素を含む雰囲気で焼結したものより,高い耐食性を示すことがある。焼結ステンレス鋼を使
1 150 ℃で焼結。
1 290 ℃で焼結。
で焼結。
化され180 ℃1時間焼戻し。
保護された真空中で,1 290 ℃で焼結。
26
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
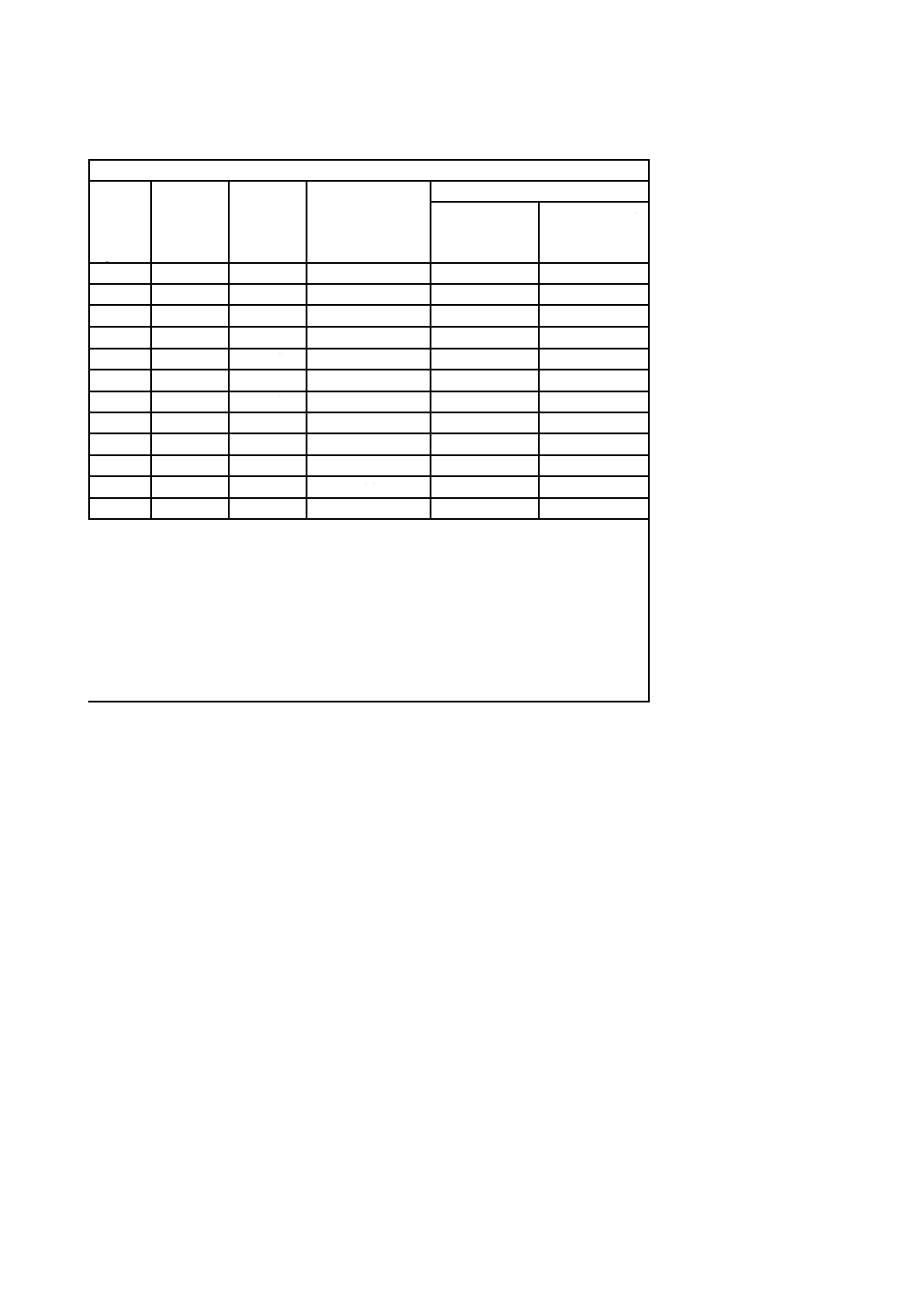
表18−構造部品用非鉄系材料
分類
材料の記号
規定値
化学成分
耐力
Rp0.2
MPa
Sn
%
Zn
%
Ni
%
Cu
%
その他
%
黄銅系
-CL-Z20-75
−
残
−
77〜80
2以下
75以上
-CL-Z20-80
−
残
−
77〜80
2以下
80以上
-CL-Z30-100
−
残
−
68〜72
2以下
100以上
-CL-Z30-110
−
残
−
68〜72
2以下
110以上
青銅系
-C-T10-90R a)
8.5〜11.0
−
−
残
2以下
90以上
洋白系
-CL-N18Z-120
−
残
16〜20
62〜66
2以下
120以上
焼結体の引張特性値は,図1又は図2のいずれかに基づき,機械加工を行わない試験片
注a) “R”表示は,その材料が再加圧されたことを表す。
27
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[黄銅,青銅及び洋白(焼結体)]
参考値
密度
ρ
g/cm3
引張強さ
Rm
MPa
耐力
Rp0.2
MPa
破断伸び
A25 mm
%
シャルピー
吸収エネルギー
(ノッチなし)
J
見掛硬さ
ビッカース
硬さ
ロックウェル
硬さ
7.6
160
90
9
37
50 HV5
73 HRH
8.0
240
120
18
61
68 HV5
82 HRH
7.6
190
110
14
31
72 HV5
84 HRH
8.0
230
130
17
52
84 HV5
92 HRH
7.2
150
110
4
5
68 HV5
82 HRH
7.9
230
140
11
33
82 HV5
90 HRH
による。
28
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
記号体系
A.1 材料の記号
記号体系は,焼結金属であること,規格の番号,原料粉の製造方法,化学成分,材料の強さ及び熱処理
の有無又は焼結条件を示すことを目的とする。
A.2 記号ブロック
記号ブロックは,焼結金属であることを示す文字“P”とする。
A.3 識別ブロック
識別ブロックは,この規格の番号JIS Z 2550とし,その後に個別項目ブロックが続く。
A.4 個別項目ブロック
A.4.1 第1グループ
個別項目ブロックの第1グループは,主成分金属及び添加合金元素を表す,次の1〜3文字とする。
− F:合金添加物を混合した純鉄粉又は鉄粉
− FD:添加物を拡散合金化した鉄粉
− FL:プレアロイ鋼粉
− FLA:プレアロイ鋼粉に合金添加物を混合したハイブリッド合金鋼粉
− FLD:プレアロイ鋼粉に添加物を拡散合金化したハイブリッド合金鋼粉
− FX:銅溶浸材
− C:合金添加物を混合した銅粉
− CL:予合金銅系粉
A.4.2 第2グループ
個別項目ブロックの第2グループは,2桁の数字を含む2〜6個の英数字で表す。最初は,固溶(結合)
炭素量の小数点を含まない2桁の数字[例えば,03=0.3 %(銅系材料及びステンレス鋼は除く。)]とする。
ただし,銅系材料については,これを記載しない[A.6 a)の例1参照]。次に,固溶(結合)炭素以外の合
金元素があれば,最大含有率の合金元素を指定した記号(A.5参照)で記載し,続いて呼称含有率を整数
(例えば,1=0.5〜1.49 %,2=1.5〜2.4 %,10=10 %)で記載する。さらに,2番目に多い合金元素があれ
ば,含有率を表示しないで,合金元素を表す記号(A.5参照)だけを記載する。
A.4.3 第3グループ
個別項目ブロックの第3グループは,メガパスカル(MPa)で表示される耐力の最小値(熱処理体の場
合は,引張強さの最小値)を記載する。熱処理体については,続いて,焼入れ及び焼き戻し材は,“H”,
シンターハードニング材は“SH”を記載する。
なお,圧環強さを記載する場合(表1及び表2参照)は,“K”を記載し,続いて,圧環強さの最小値(“超
え”の場合は,超える値)を記載する[A.6 a)の例1参照]。
29
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4.4 ハイブリッド合金の特例
ハイブリッド合金(表14及び表15参照)は,プレアロイ鋼粉に,添加混合法(FLA)又は拡散合金法
(FLD)によって添加している合金元素の記号(A.5参照)及び含有率を,第2グループの後にハイフン
を付けて表示する。最初の記号は,最大含有元素とし,続いて含有率を整数で記載する。そのほかに添加
合金元素があれば,含有率を表示しないで,合金元素を表す記号(A.5参照)だけを記載する。この場合,
A.4.3の第3グループは第4グループとする[A.6 a)の例7及び例8参照]。
A.4.5 ステンレス材の特例
ステンレス材(表17参照)は,第2グループに,ステンレスの分類を表す3桁の数字を記載する。第3
グループには,耐力の最小値(熱処理体の場合は,引張強さの最小値)を記載し,続いて,窒素を含む雰
囲気で焼結された焼結体には“N”を記載し,窒素を含まない雰囲気で焼結された焼結体には記号を付け
ない[A.6 a)の例6参照]。
なお,窒素を含む雰囲気で焼結された熱処理体(高速冷却で硬化し,焼き戻し)については“H”を記
載する。
A.5 合金元素を表す記号
合金元素を表す記号は,次とする。
− C:銅
− Cr:クロム
− G:黒鉛
− M:モリブデン
− N:ニッケル
− P:りん
− T:すず
− Z:亜鉛
A.6 表示方法
材料の記号として,記号ブロック−識別ブロック−個別項目ブロックの順に記載し,通常は,個別項目
ブロック(A.4)だけを記載すればよい(表1〜表18参照)。ただし,購買文書,材料仕様書などでは,記
号ブロック(A.2),識別ブロック(A.3)及び個別項目ブロック(A.4)の全てを記載することが望ましい。
個別項目ブロックの表示方法をa)に,記号体系全体の表示方法をb)に示す。
a) 個別項目ブロックの表示は,ハイフンで始まり,グループ間はハイフンで区切る(例1〜例8参照)。
例1 -C-T10-K110は,10 %すずを添加した銅系材料。焼結体の圧環強さが110 MPa以上(表1参
照)。
例2 -F-08C2-620Hは,0.8 %炭素,2 %銅を添加した鉄系材料。熱処理体の引張強さが620 MPa以
上(表6参照)。
例3 -FD-05N4C-420は,0.5 %炭素,4 %ニッケル及び銅を拡散合金化した鉄系材料。焼結体の耐
力が420 MPa以上(表10参照)。
例4 -FL-05N2M-860Hは,0.5 %炭素,2 %ニッケル及びモリブデンのプレアロイ合金化した鉄系
材料。熱処理体の引張強さが860 MPa以上(表13参照)。
例5 -FX-08C20-410は,0.8 %炭素,20 %銅を添加した銅溶浸材料。焼結体の耐力が410 MPa以上
30
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(表16参照)。
例6 -FL-304-260Nは,窒素を含む雰囲気で焼結されたオーステナイト系ステンレス材(焼結体)
で,耐力が260 MPa以上(表17参照)。
例7 -FLA-05M1N-N1-360は,0.5 %炭素,1 %モリブデン及びニッケルのプレアロイ合金に1 %ニ
ッケルを添加した鉄系材料。焼結体の耐力が360 MPa以上(表14参照)。
例8 -FLD-05M2-N4C-500は,0.5 %炭素,1.5 %モリブデンのプレアロイ合金に4 %ニッケルと銅
を拡散合金化した鉄系材料。焼結体の耐力が500 MPa以上(表14参照)。
b) 記号ブロック,識別ブロック及び個別項目ブロックは,ハイフンを結んで表示する。表示例[表15 ハ
イブリッド合金(熱処理体)]を,次に示す。
P-JIS Z 2550-FLA-08N2M-C2-480SH
個別項目ブロック第3グループ:引張強さ480 MPa,シンターハ
ードニング
個別項目ブロック追加グループ:2.0 %Cuを添加
個別項目ブロック第2グループ:0.8 %C(結合),2 %Ni,Moを
含有
個別項目ブロック第1グループ:プレアロイ鋼粉に合金添加物を
混合したハイブリッド合金鋼粉
識別ブロック:この規格の番号
記号ブロック:焼結金属を示す“P”
31
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
機械構造部品用焼結材料
JA.1 機械構造部品用焼結材料
JIS Z 2550:2000の附属書として規定されていた機械構造部品用焼結材料の化学成分,機械的性質及び密
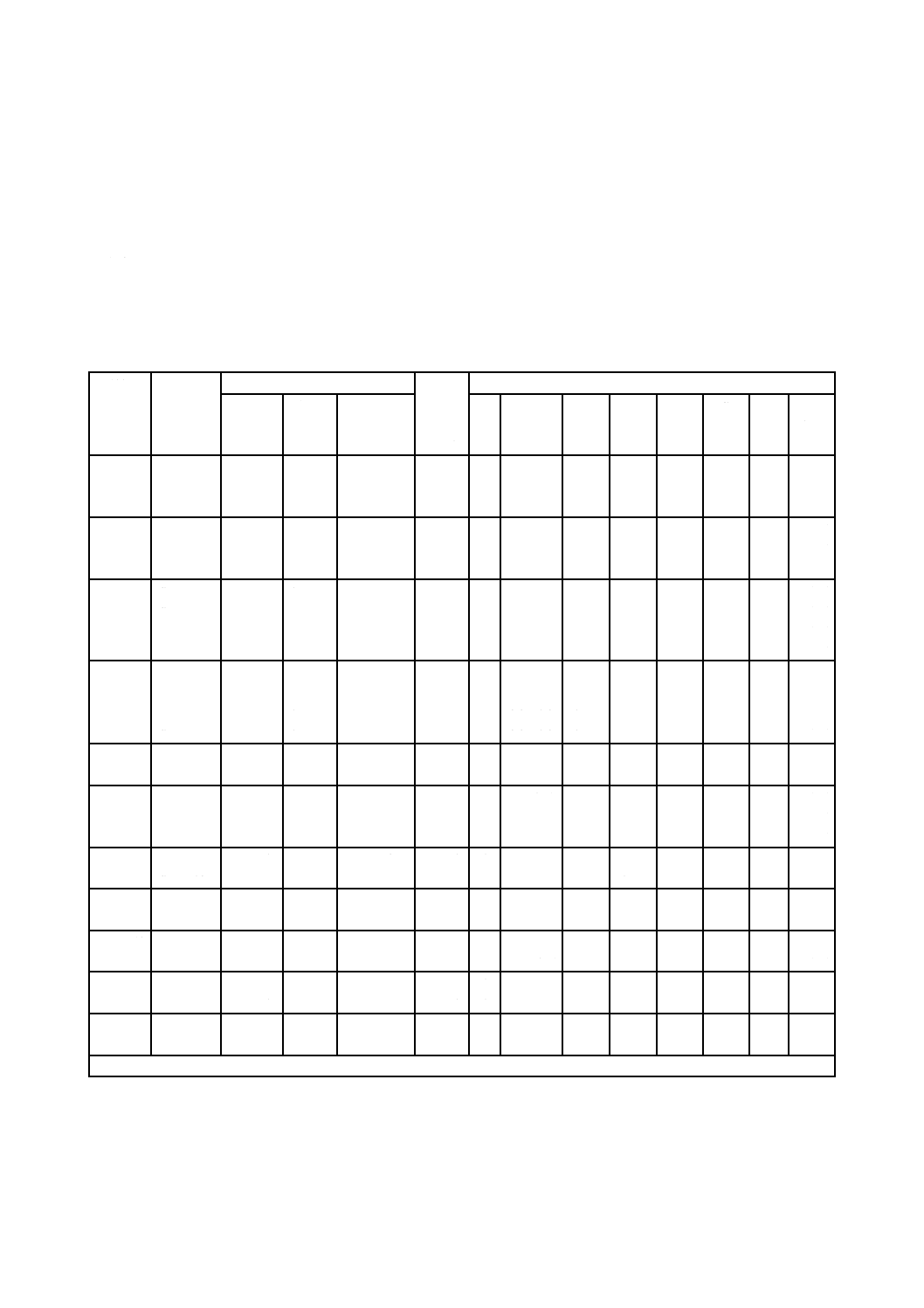
度を,表JA.1に示す。
表JA.1−機械構造用焼結材料の化学成分,機械的性質及び密度
種類
材料の記号
機械的性質
密度
g/cm3
化学成分 %
引張
強さ
N/mm2 a)
伸び
%
シャルピー
衝撃
J/cm2
Fe
C
Cu
Ni
Sn
Cr
Mo その他
合計
SMF 1種 SMF 1010
SMF 1015
SMF 1020
100以上
150以上
200以上
3 以上
5 以上
5 以上
5以上
10以上
15以上
6.2以上
6.8以上
7.0以上
残
残
残
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
1以下
1以下
1以下
SMF 2種 SMF 2015
SMF 2025
SMF 2030
150以上
250以上
300以上
1 以上
1 以上
2 以上
5以上
5以上
8以上
6.2以上
6.6以上
6.8以上
残
残
残
−
−
−
0.5〜3
0.5〜3
0.5〜3
−
−
−
−
−
−
−
−
−
−
−
−
1以下
1以下
1以下
SMF 3種 SMF 3010
SMF 3020
SMF 3030
SMF 3035
100以上
200以上
300以上
350以上
1 以上
1 以上
1 以上
1 以上
5以上
5以上
5以上
5以上
6.2以上
6.4以上
6.6以上
6.8以上
残
残
残
残
0.2〜0.6
0.4〜0.8
0.4〜0.8
0.4〜0.8
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
1以下
1以下
1以下
1以下
SMF 4種 SMF 4020
SMF 4030
SMF 4040
SMF 4050
200以上
300以上
400以上
500以上
1 以上
1 以上
1 以上
1 以上
5以上
5以上
5以上
5以上
6.2以上
6.4以上
6.6以上
6.8以上
残
残
残
残
0.2〜1.0
0.2〜1.0
0.2〜1.0
0.2〜1.0
1〜5
1〜5
1〜5
1〜5
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
1以下
1以下
1以下
1以下
SMF 5種 SMF 5030
SMF 5040
300以上
400以上
1 以上
1 以上
10以上
10以上
6.6以上
6.8以上
残
残
0.8以下
0.8以下
0.5〜3
0.5〜3
1〜5
2〜8
−
−
−
−
−
−
1以下
1以下
SMF 6種 SMF 6040
SMF 6055
SMF 6065
400以上
550以上
650以上
1 以上
0.5 以上
0.5 以上
10以上
5以上
10以上
7.2以上
7.2以上
7.4以上
残
残
残
0.3以下
0.3〜0.7
0.3〜0.7
15〜25
15〜25
15〜25
−
−
−
−
−
−
−
−
−
−
−
−
4以下
4以下
4以下
SMF 7種 SMF 7020
SMF 7025
200以上
250以上
3 以上
5 以上
15以上
20以上
6.6以上
6.8以上
残
残
−
−
−
−
1〜5
1〜5
−
−
−
−
−
−
1以下
1以下
SMF 8種 SMF 8035
SMF 8040
350以上
400以上
1 以上
2 以上
10以上
15以上
6.6以上
6.8以上
残
残
0.4〜0.8
0.4〜0.8
−
−
1〜5
1〜5
−
−
−
−
−
−
1以下
1以下
SMS 1種 SMS 1025
SMS 1035
250以上
350以上
1 以上
2 以上
−
−
6.4以上
6.8以上
残
残
0.08以下
0.08以下
−
−
8〜14
8〜14
−
−
16〜20
16〜20
2〜3
2〜3
3以下
3以下
SMS 2種 SMS 2025
SMS 2035
250以上
350以上
0.5 以上
1 以上
−
−
6.4以上
6.8以上
残
残
0.2以下
0.2以下
−
−
−
−
−
−
12〜14
12〜14
−
−
3以下
3以下
SMK 1種 SMK 1010
SMK 1015
100以上
150以上
2 以上
3 以上
5以上
10以上
6.8以上
7.2以上
−
−
1.5以下
1.5以下
残
残
−
−
9〜11
9〜11
−
−
−
−
2以下
2以下
注a) 1 N/mm2=1 MPa
32
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
炭素含有量測定のための化学分析用試料の調製方法
JB.1 試料
試料は,試料中の炭素が均一に分散し,結合炭素及び遊離炭素形態とみなせる場合に適用する。
炭素が均一に分散していない場合は,受渡当事者間の協定による。
JB.2 調製準備
炭素量測定を阻害する,試料の気孔内又は表面に存在する炭素質材料(例えば,液体,反流動体物質,
ワックス,ワックス状物質及び封孔材)は,次の方法で除去する。
a) 後加工で付着する潤滑油,切削油,グリースなど気孔に浸入又は表面付着している炭素含有材は,JIS
Z 2501に規定された方法で除去する。
b) 焼結体及び熱処理体によって表面に付着した炭素は,機械的に除去する。
JB.3 調製方法
試料の調製は,次の方法による。
a) 試料成分に影響しない材料で製造されたすり鉢で潰す。
b) ドリル,ミーリング及び旋削する場合は,乾式で超硬製刃具又はセラミック製刃具を用いる。
c) 調製方法に関する留意事項は,受渡当事者間の協定によって取り決めておくことが望ましい。
33
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(規定)
見掛硬さ試験方法
JC.1 試験片
試験片は,焼結体又は熱処理体(6.2参照)とし,試験片の形状は,受渡当事者間の協定による。
JC.2 試験片の採取及び調製
見掛硬さ試験用試験片の採取及び調製は,次による。
a) 見掛硬さは,密度の影響を受け,試験箇所によっても変化するため,試験箇所は,受渡当事者間の協
定による。
b) 試験片の表面は,明瞭なくぼみを得るため,清浄,平滑かつ平たんでなければならない。場合によっ
ては,表面仕上げを施してもよい。表面仕上げの方法は,受渡当事者間の協定によって取り決めるこ
とが望ましい。
JC.3 試験方法
試料の試験は,次による。
a) 試験方法は,JIS Z 2244又はJIS Z 2245による。
b) 試験片に応じた見掛硬さの等級は,試験力49.03 N(HV5)でのビッカース硬さによって求め,表JC.1
による。試験条件は,見掛硬さの等級に従って表JC.1から選択する。ロックウェル硬さの試験条件は,
表JC.2による。ただし,見掛硬さの等級が400超えの試験条件は,受渡当事者間の協定によって取り
決める。
c) 全ての詳細事項については,受渡当事者間の協定によって取り決める。
d) 見掛硬さは,試験片の3か所以上で測定して求める。
JC.4 結果の報告
全ての見掛硬さ測定値(3か所以上)の算術平均値を試験片の見掛硬さとし,四捨五入して整数第1位
に丸めて報告する。
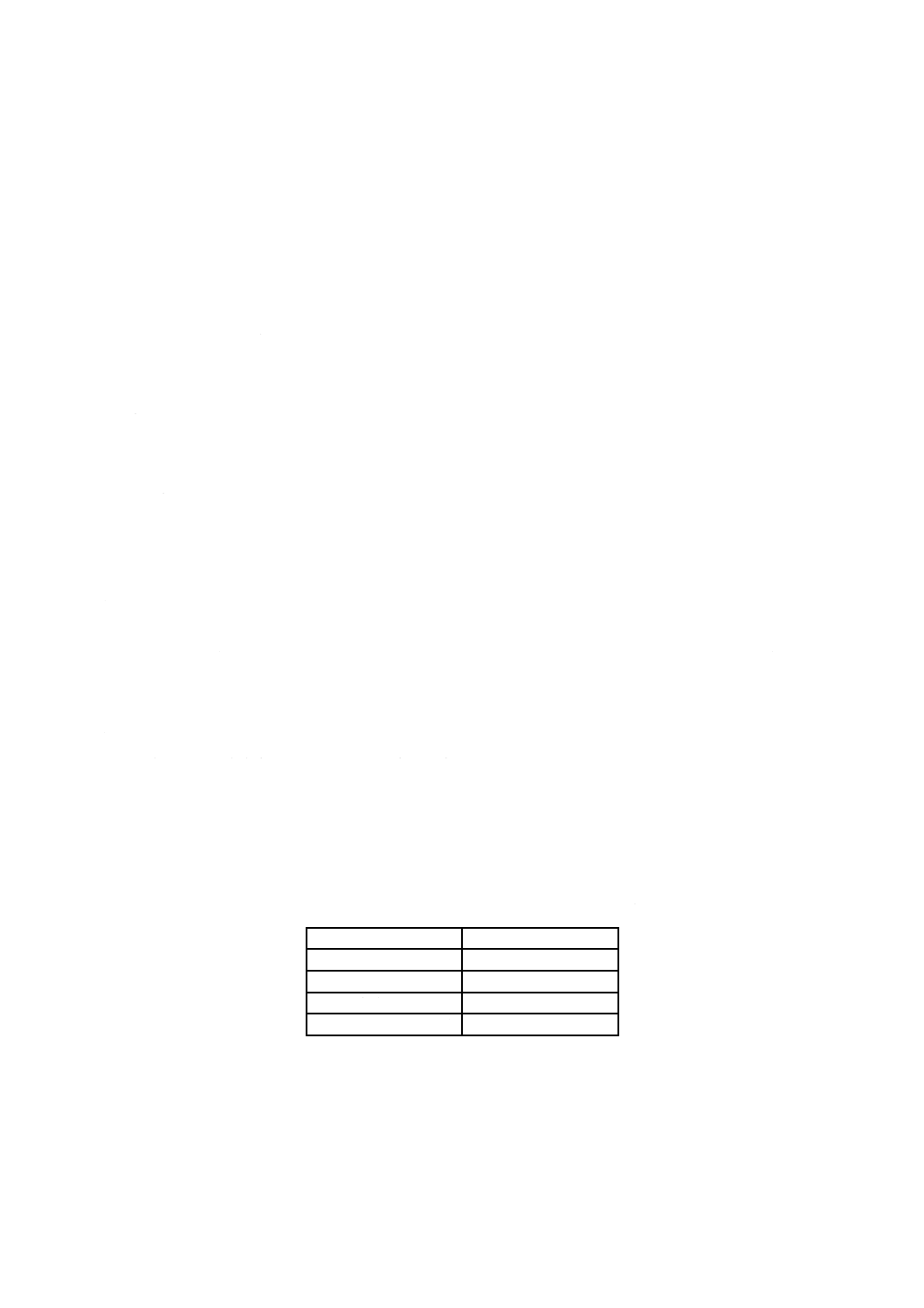
表JC.1−49.03 N(HV5)の試験荷重の見掛硬さの等級及び試験条件
見掛硬さの等級(HV5)
試験条件
15以上
60以下
HV5,HRH
60を超え 100以下
HV5,HRH,HRF
100を超え 200以下
HV5,HRF,HRB
200を超え 400以下
HV10,HRA,HRC
34
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
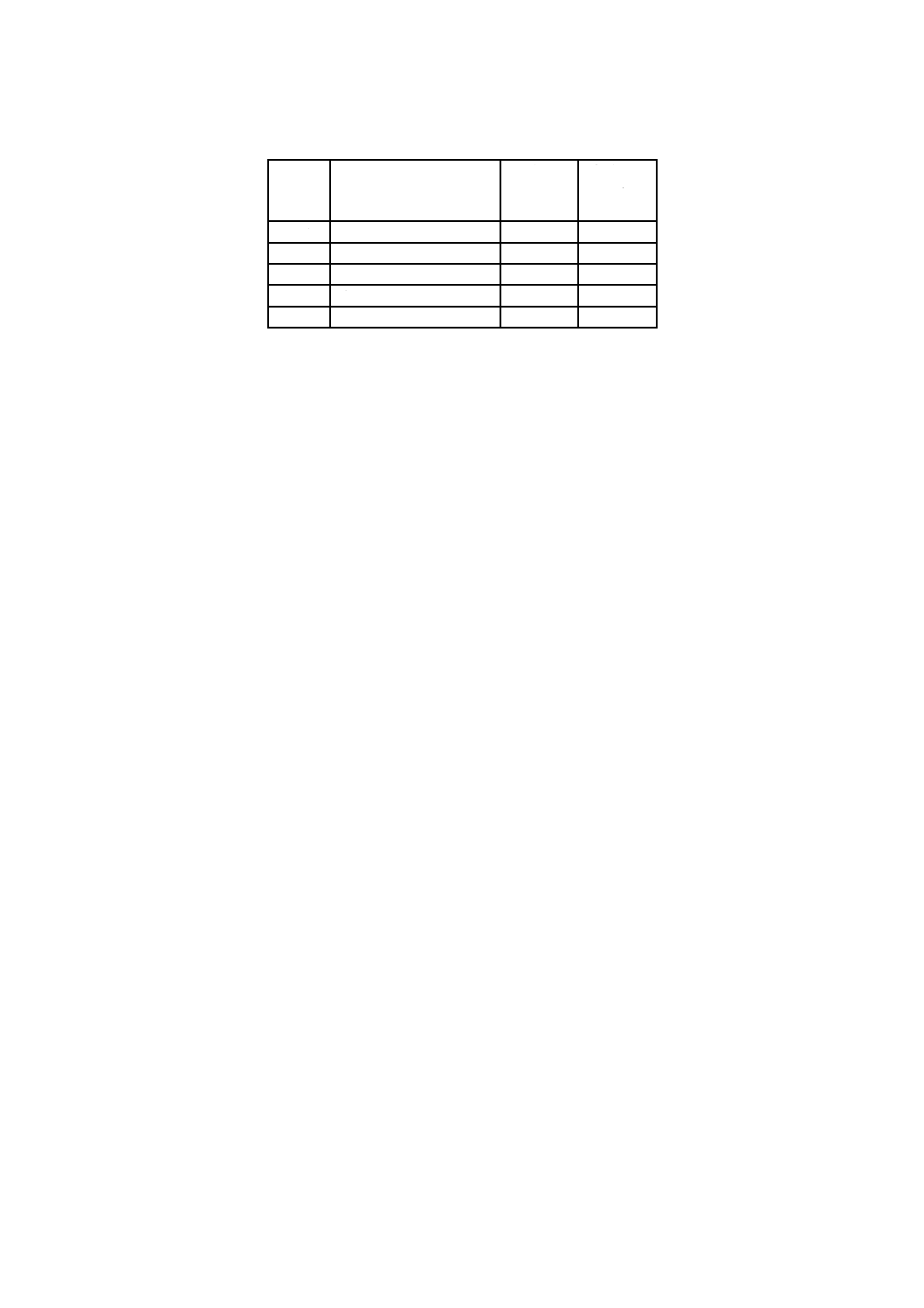
表JC.2−ロックウェル硬さ試験の条件
硬さ
記号
圧子
初試験力
F0
N
全試験力
F
N
HRA
円すい形ダイヤモンド
98.07
588.4
HRB
球1.587 5 mm
98.07
980.7
HRC
円すい形ダイヤモンド
98.07
1471.0
HRF
球1.587 5 mm
98.07
588.4
HRH
球3.175 mm
98.07
588.4
35
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JD
(参考)
JISと対応国際規格との対比表
JIS Z 2550:2016 焼結金属材料−仕様
ISO 5755:2012,Sintered metal materials−Specifications
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
適用範囲の規定
変更
ISO規格で本文に記載されている材
料の選定を,JISでは,注記として記
載した。技術的差異はない。
−
3 用語及び
定義
3
引張強さなど13用語を規
定
削除
JISは,引張強さなど13用語を削除し
た。
ISOへ引張強さなど一般用語の削
除提案を検討する。
−
−
追加
JIS Z 2500を引用した。
JISに必要な圧環強さなど4用語は,
JIS Z 2500に規定されているので技術
的差異はない。
−
4 分類及び
記号
8
材料記号の体系を附属書
Aに規定
追加
変更
材料の分類に関する規定を追加し,箇
条の題名を変更した。技術的差異はな
い。
ISOへ規格構成の変更提案を検討
する。
5 品質
5.1 化学成分
5.2
化学成分の品質及び試験
方法について記載
変更
ISO規格の5.2(化学成分)の品質に
関する記載内容を抜粋して記載した。
ISOへ規格構成の追加提案を検討
する。
7
表1及び表2に軸受用材料
を規定
追加
試験片形状がJIS Z 2507と異なる場
合,規定値は受渡当事者間の協定によ
る旨を追加した。
JISの規定は,国内での実態を反
映させた。
表10及び表11の
-FD-05N2C系材種のNi上
限値を,2.0 %と規定
変更
Ni上限値を2.4 %に変更した。
JISの規定値は,国内での実態を
反映させた。
表10及び表11の
-FD-05N4C系材種のNi上
限値を,4.4 %と規定
変更
Ni上限値を4.8 %に変更した。
JISの規定値は,国内での実態を
反映させた。
2
Z
2
5
5
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
36
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 品質
(続き)
5.1 化学成分
表12及び表13の
-FL-05M1N系材種のNi上
限値を0.55 %,Mo下限値
を0.50 %及びMn下限値を
0.2 %と規定
変更
Ni上限値を0.60 %に,Mo下限値を
0.45 %に,Mn下限値を0.00 %にそれ
ぞれ変更した。
JISの規定値は,国内での実態を
反映させた。
表12及び表13の
-FL-05N2M系材種のNi範
囲を1.75〜2.00 %,Moの
下限値を0.45 %と規定
変更
Ni成分範囲を1.70〜2.20 %に,Moの
下限値を0.40 %にそれぞれ変更した。
JISの規定値は,国内での実態を
反映させた。
−
追加
旧規格の附属書(機械構造部品用焼結
材料)の化学成分を,附属書JAとし
て追加した。
旧規格では移行期間として規定さ
れていたため,JISでは参考とし
て記載し,次回改正時に削除する。
5.2 機械的特性
5.4.1
5.4.2
機械的特性の一般事項及
び引張特性の品質につい
て記載
変更
ISO規格の5.4.1(一般)及び5.4.2(引
張特性)の品質に関する記載内容を抜
粋して記載した。
ISOへ規格構成の追加提案を検討
する。
7
表2の注に,圧環強さは結
合炭素と遊離炭素とのバ
ランスが必要と記載
削除
化学成分範囲が規定されていない場
合の一般的な留意事項であり,不要の
ため削除した。
ISOへ表の注の削除の提案を検討
する。
表4,表6,表9,表11,
表13,表15,表16及び表
17の注で,“熱処理体では
引張強さと耐力とは,ほぼ
同一の値になる。”と記載
変更
適切な表現ではないため,“引張強さ
と耐力とは,熱処理材料では見掛上ほ
ぼ同一の値となる場合が多い。”に変
更した。
ISOへ記載内容の変更の提案を検
討する。
表1〜表18にヤング率,
ポアソン比など7特性を
参考値として記載
削除
JISとして不要な7特性の列及びこれ
らに関連する注記を削除した。
参考値として国内の使用頻度が低
い特性を削除した。次回のISO規
格見直しの際に,参考特性の必要
性について意見提示を行う。
−
追加
旧規格の附属書(機械構造部品用焼結
材料)の機械的性質を,附属書JAと
して追加した。
旧規格では移行期間として規定さ
れていたため,JISでは参考とし
て記載し,次回改正時に削除する。
2
Z
2
5
5
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
37
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 品質
(続き)
5.3 物理的特性
−
追加
表1〜表18に記載している開放気孔
率に関する品質事項を追加した。
ISOへ規格構成の追加提案を検討
する。
“焼結体の含油率は,開放
気孔率の90 %未満になっ
てはならない。”と規定
変更
表1及び表2の注に移動した。技術的
差異はない。
−
6 試料採取
方法及び試
験片の作製
方法
6.1 試料採取方法
4
ISO 3954による試料採取
方法を規定
変更
ISO 3954をJIS Z 2503に変更した。
技術的差異はない。
−
6.2 試験片の作製方
法
−
−
追加
材料の特性を試験するための試験片
の作製方法を追加した。
ISO規格に明確に規定されていな
いため,追加した。
ISOへ規格構成の追加提案を検討
する。
7 試験
−
5.1
試験方法の一般事項を記
載
削除
箇条5に記載したため,削除した。技
術的差異はない。
−
7.1 分析試験
5.2
分析試験及び焼結金属材
料化学成分に関する一般
事項を記載
変更
JISは,分析試験に関する内容だけを
記載した。
−
ISO 7625による試料の調
製方法を規定
変更
ISO 7625を附属書JBに変更した。
ISO 7625と技術的差異がなく規
定されたJISがないため,翻訳し
て附属書JBとして規定した。
ISO 437による総炭素量の
測定を規定
変更
ISO 437をJIS G 1211-3に変更した。 JISの規定は,国内での実態を反
映させた。
7.2 開放気孔率及び
含油率試験
5.3
ISO 2738による開放気孔
率の測定を規定
変更
ISO 2738をJIS Z 2501に変更した。
技術的差異はない。
−
−
−
追加
試験片の形状について追加した。
JISの規定は,国内での実態を反
映させた。
7.3 圧環強さ試験
5.4.3
ISO 2739による圧環強さ
測定を規定
変更
ISO 2739をJIS Z 2507に変更した。
技術的差異はない。
−
ISO 2795による試験片の
肉厚を規定
変更
ISO 2795をJIS Z 2507に変更し,試
験片形状をフランジ付与なしに制限
した。
JISの規定は,国内での実態を反
映させた。
2
Z
2
5
5
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
38
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験
(続き)
7.4 引張試験
5.4.2
6.5
引張試験,引張特性及び一
般的な機械的特性を記載
変更
JISは,引張試験に関する内容だけを
記載した。
ISOへ規格構成の変更提案を検討
する。
6.3
6.4
6.5
ISO 2740による引張試験
片を規定
変更
ISO 2740に規定されている引張試験
片を図1〜図3に記載した。
ISO 2740と技術的差異がなく規
定されたJISがないため,試験片
を本文に規定した。
ISO 6892-1による引張特
性試験を規定
変更
ISO 6892-1をJIS Z 2241に変更した。 JISの規定は,国内での実態を反
映させた。
5.4.2
ISO 2740による引張試験
片を規定
変更
表3〜表18の規定を基に,焼結体及
び熱処理体ごとに用いる試験片を規
定した。技術的差異はない。
−
7.5 密度試験
6.2
密度試験及び密度の種類
の説明を記載
変更
JISは,密度試験に関する内容及び表
3〜表18に示す密度の種類について
記載した。技術的差異はない。
−
ISO 2738による密度試験
を規定
変更
ISO 2738をJIS Z 2501に変更した。
技術的差異はない。
−
−
−
追加
試験片の形状について追加した。
JISの規定は,国内での実態を反
映させた。
7.6 衝撃試験
6.8
ISO 5754による衝撃試験
片を規定
変更
ISO 5754に規定されている衝撃試験
片を図4に記載した。
ISO 5754と技術的差異がなく規
定されたJISがないため,試験片
を本文に規定した。
衝撃試験は,ISO 5754で規
定した方法で実施と規定
変更
JIS Z 2242に変更した。
JISの規定は,国内での実態を反
映させた。
7.7 硬さ試験
6.12
硬さ試験,見掛硬さの原理
及び焼結部品の表面状態
について記載
変更
JISは,硬さ試験に関する内容だけを
記載した。
見掛硬さ原理及び焼結部品の表面
状態については附属書JBに記載
されている。
ISO 4498による見掛硬さ
測定を規定
変更
ISO 4498に規定されている見掛硬さ
測定を附属書JCに記載した。
ISO 4498と技術的差異がなく規
定されたJISがないため,測定方
法を附属書JCに記載した。
−
6.1
参考値について説明
削除
JISとして特に記載する必要がないた
め削除した。
2
Z
2
5
5
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
39
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験
(続き)
6.6
6.7
6.9
6.10
6.11
6.13
ヤング率試験を規定
ポアソン比試験を規定
圧縮降伏強さ試験を規定
抗折試験を規定
疲労試験を規定
線膨張係数試験を規定
削除
JISでは,これらの試験方法を削除し
た。
JISは,ヤング率,ポアソン比な
ど7特性は,参考値から削除した
ため,これらの試験方法を削除し
た。
附属書A
(規定)
記号体系
A.1 材料の記号
A.1
材料の記号
変更
材料の記号の目的を明記した。技術的
差異はない。
−
A.3 識別ブロック
A.3
ISO 5755による識別ブロ
ック番号を規定
変更
ISO 5755をJIS Z 2550に変更した。
技術的差異はない。
−
A.4.1 第1グループ
A.4.1 第1グループ
変更
主成分金属及び添加合金元素を表す
文字と,主成分金属及び添加合金元素
名との間の“=”を“:”に変更した。
技術的差異はない。
−
A.4.2 第2グループ
A.4.2 第2グループ
追加
銅系材料の炭素量の表示方法を追加
した。
合金元素を表す記号の参照箇条(A.5)
を追記した。技術的差異はない。
−
A.4.3 第3グループ
A.4.3 第3グループ
追加
圧環強さを記載する場合の表示方法
を追加した。技術的差異はない。
−
A.4.4 ハイブリッド
合金の特例
A.4.3 A.4.3の規定内容の一部と
してハイブリッド合金の
特例を記載
変更
明確化のためA.4.4として記載した。
技術的差異はない。
−
追加
参照する表及び合金元素を表す記号
の参照箇条(A.5)を追記した。技術
的差異はない。
−
A.4.5 ステンレス材
の特例
−
−
追加
明確化のためA.4.5として記載した。
技術的差異はない。
−
A.5 合金元素を表
す記号
A.5
合金元素を表す記号
変更
合金元素を表す記号と合金元素名と
の間の“=”を“:”に変更した。技
術的差異はない。
−
2
Z
2
5
5
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
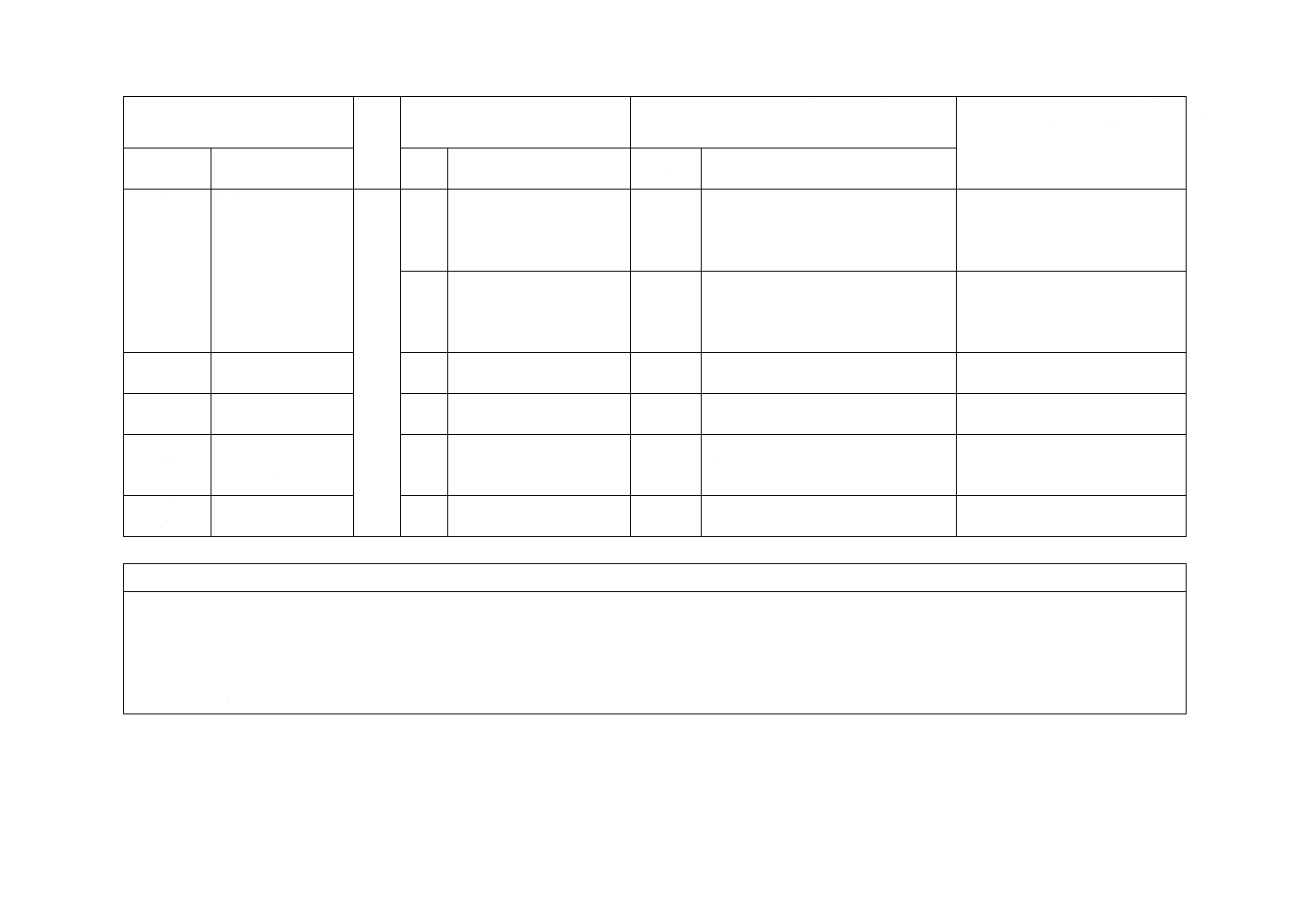
40
Z 2550:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(規定)
記号体系
(続き)
A.6 表示方法
A.6
記号の表示方法を記載
追加
記号ブロック,識別ブロック及び個別
項目ブロックの記載順を明確化する
とともに,これらの表示例を追加し
た。技術的な差異はない。
−
A.4.3 A.4.3(第3グループ)の規
定内容の一部として個別
ブロックのグループ間の
区切る方法を記載
変更
明確化のためA.6に移動した。技術的
差異はない。
−
−
−
附属
書B
−
削除
材料組織の説明は,組織写真の対比が
ないと理解が困難のため,削除した。
−
附属書JA
(参考)
附属書JB
(規定)
炭素含有量測定の
ための化学分析用
試料の調製方法
−
−
追加
試料の調製方法を,附属書JBとして
追加した。
JISの規定は,国内での実態を反
映させた。
附属書JC
(規定)
JISと国際規格との対応の程度の全体評価:ISO 5755:2012,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
Z
2
5
5
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。