Z 2501 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS Z 2501 : 1989(焼結含油軸受の含油率試験方法),JIS Z 2505 : 1989
(金属焼結材料の焼結密度試験方法)及びJIS Z 2506 : 1989(焼結含油合金の有効多孔率試験方法)は廃
止され,この規格に置き換えられる。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2501 : 2000
焼結金属材料−密度,含油率及び
開放気孔率試験方法
Sintered metal materials−Determination of density,
oil content and open porosity
序文
この規格は,1996年に発行された第3版のISO/DIS 2738, Sintered metal materials−Determination of
density, oil content and open porosityを基に,技術的内容を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,焼結金属材料の密度,含油率及び開放気孔率を測定する方法について規定す
る。
この方法は,特に金属粉末を成形,焼結して造った含油軸受及び機械部品に適用する。
備考 この規格の対応国際規格を,次に示す。
ISO/DIS 2738 : 1996 Sintered metal materials−Determination of density, oil content and open
porosity
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS K 0061 化学製品の密度及び比重測定方法
備考 ISO 758 : 1976 Liquid chemical products for industrial use−Determination of density at 20℃から
の引用事項は,この規格の該当事項と同等である。
JIS K 2001 工業用潤滑油−ISO粘度分類
備考 ISO 3448 : 1992 Industrial liquid lubricants−ISO viscosity classificationが,この規格と一致し
ている。
JIS Z 8401 数値の丸め方
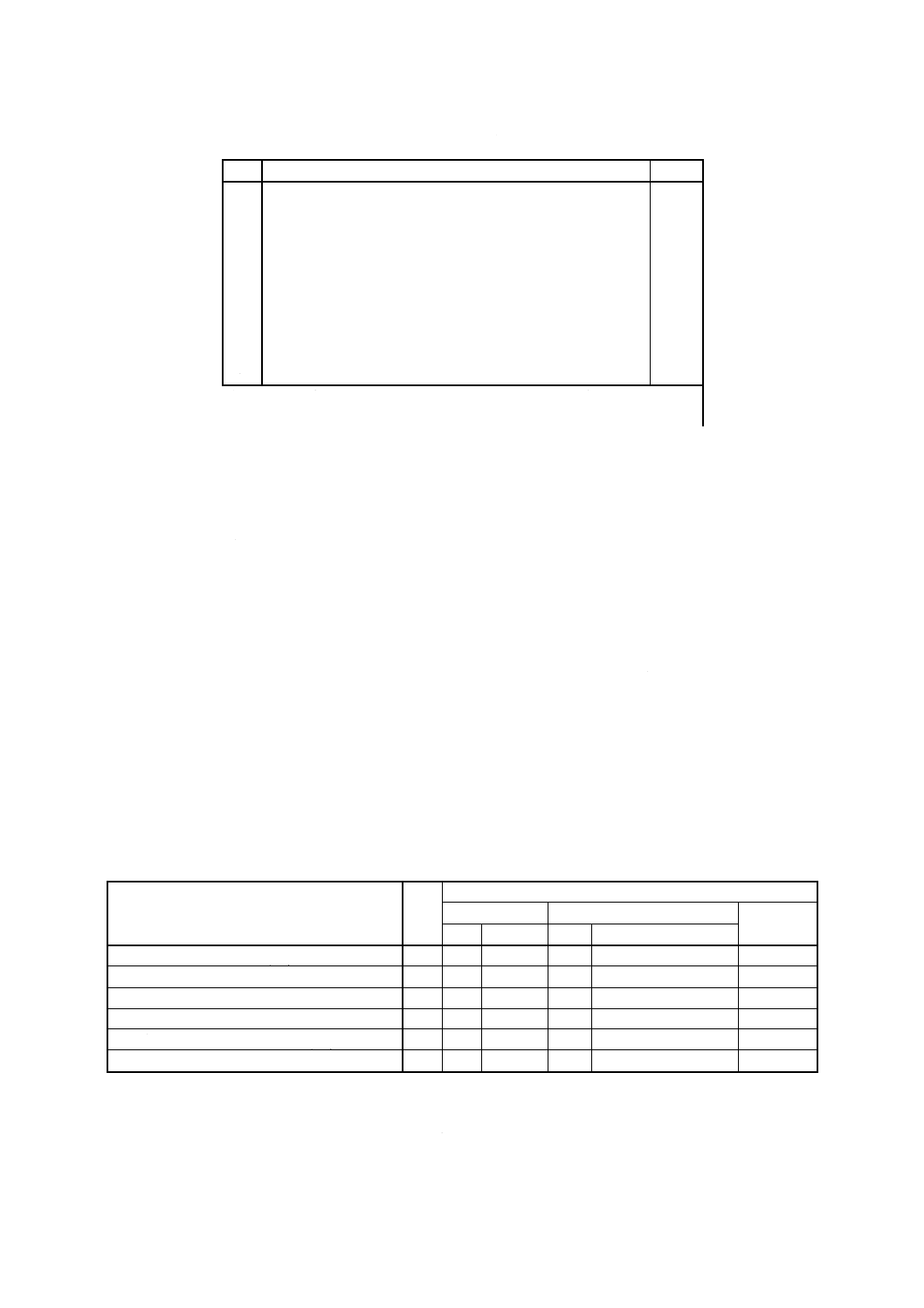
3. 定義 この規格で用いる記号及び定義を,表1に示す。
2
Z 2501 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 記号及び定義
記号
定義
単位
m1 試験片の最初の質量
g
m2 脱脂,乾燥後の試験片の質量
g
m3 完全含浸後の試験片の質量
g
m5 液体と試験片とが入った比重びんの質量
g
ma
含浸された試験片と支持ジグ(例えば,つり針金)との空中質量
g
mw
含浸された試験片と支持ジグ(例えば,つり針金)との水中質量
g
V
試験片の体積
cm3
ρW 水の密度
g/cm3
ρ1
試験片に最初に入っていた油の密度(1)
g/cm3
ρ2
含浸に使った油の密度(1)
g/cm3
注(1) 油の密度は分かっていると仮定する。そうでない場合には,JIS K 0061
に従って測定する。
4. 原理
4.1
密度 試験片の密度は,次の二つの方式で表す。
4.1.1
乾燥密度 脱脂後の質量を体積で除して求めたもの。
4.1.2
含油密度 含浸後の質量を体積で除して求めたもの。
備考 含浸された試験片の体積(気孔を含んだ全体積)は,液体置換法によって測定する。
4.2
含油率 試験片の含油率は,次の二つの方式で表す。
4.2.1
体積に対する含油率 油の体積を試験片の体積で除し,100を乗じて求めたもの。
4.2.2
開放気孔体積に対する含油率 油の体積を開放気孔の体積で除し,100を乗じて求めたもの。
4.3
開放気孔率 試験片の開放気孔率は,体積に対する百分率で表し,完全含浸後の油の体積を試験片
の体積で除し,100を乗じて求める。
4.4
体積 試験片の体積は,空中質量と密度の分かっている液体中の質量とから決定する。二つの質量
差を液体の密度で除して体積を求める。
4.5
測定 求める特性によって,7.のうちの幾つかの測定を行う。
表2に,求める特性のために行う測定方法を示す。得られた値を8.のそれぞれの式に代入し,必要な特
性を求める。
表2 各特性の測定方法
試験方法
記号
特性
密度
含油率
開放気孔率
乾燥 完全含油 vol%
開放気孔率に対する%
試験片の最初のひょう量(7.1)
m1
○
○
試験片の気孔に入っている油の抽出(7.2)
○
○
○
○
脱脂,乾燥後の試験片の質量測定(7.3)
m2
○
○
○
○
密度の分かっている油による試験片の含浸(7.4)
○
○
○
完全含浸した試験片の質量測定(7.5)
m3
○
○
○
試験片の体積の測定(7.6)
V
○
○
○
○
5. 装置
5.1
分析用天びん 十分な測定容量をもち,精度0.01%以内のもの。
5.2
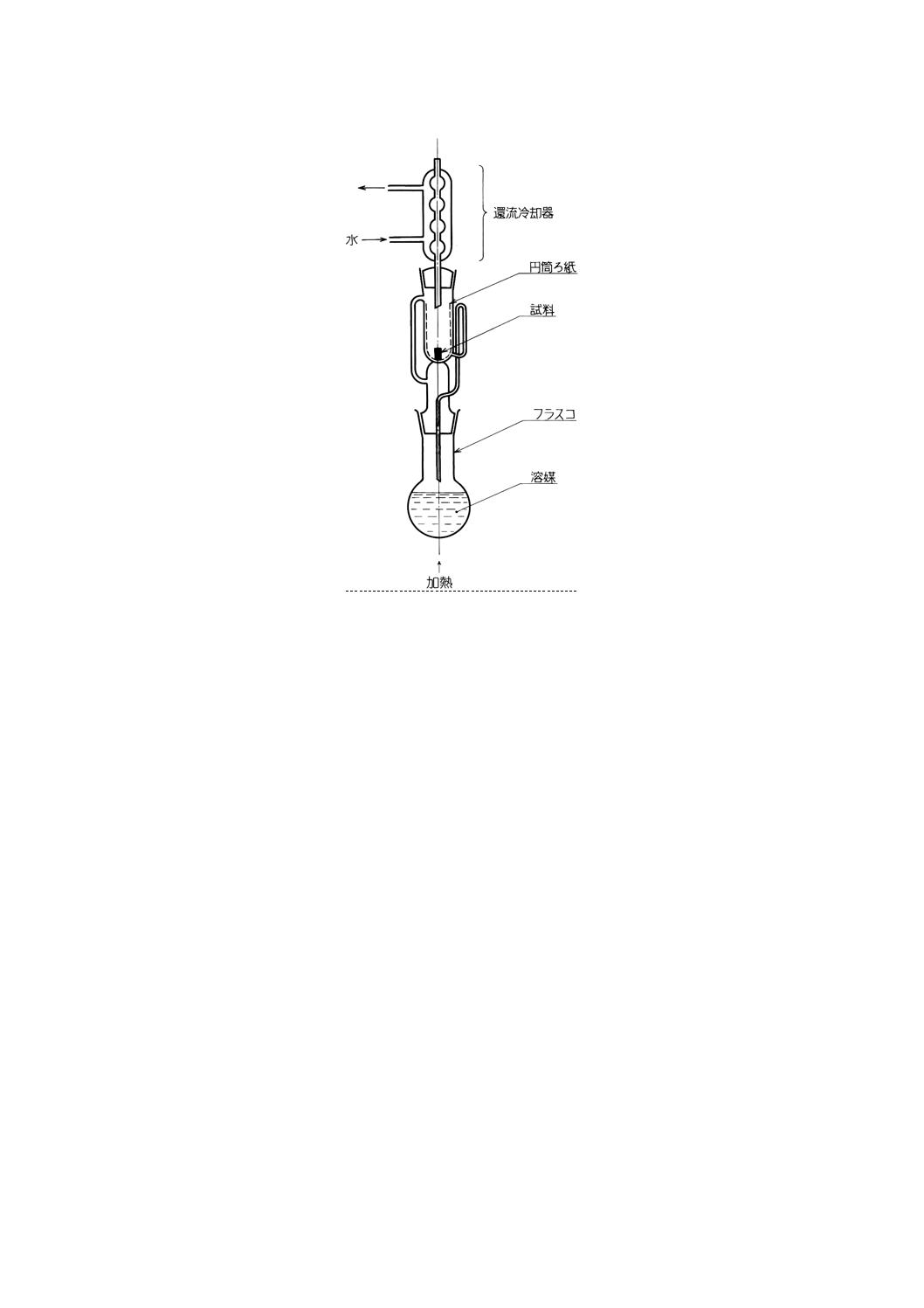
ソックスレー抽出器 溶剤とともに用いる(例 付図1参照)。
3
Z 2501 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
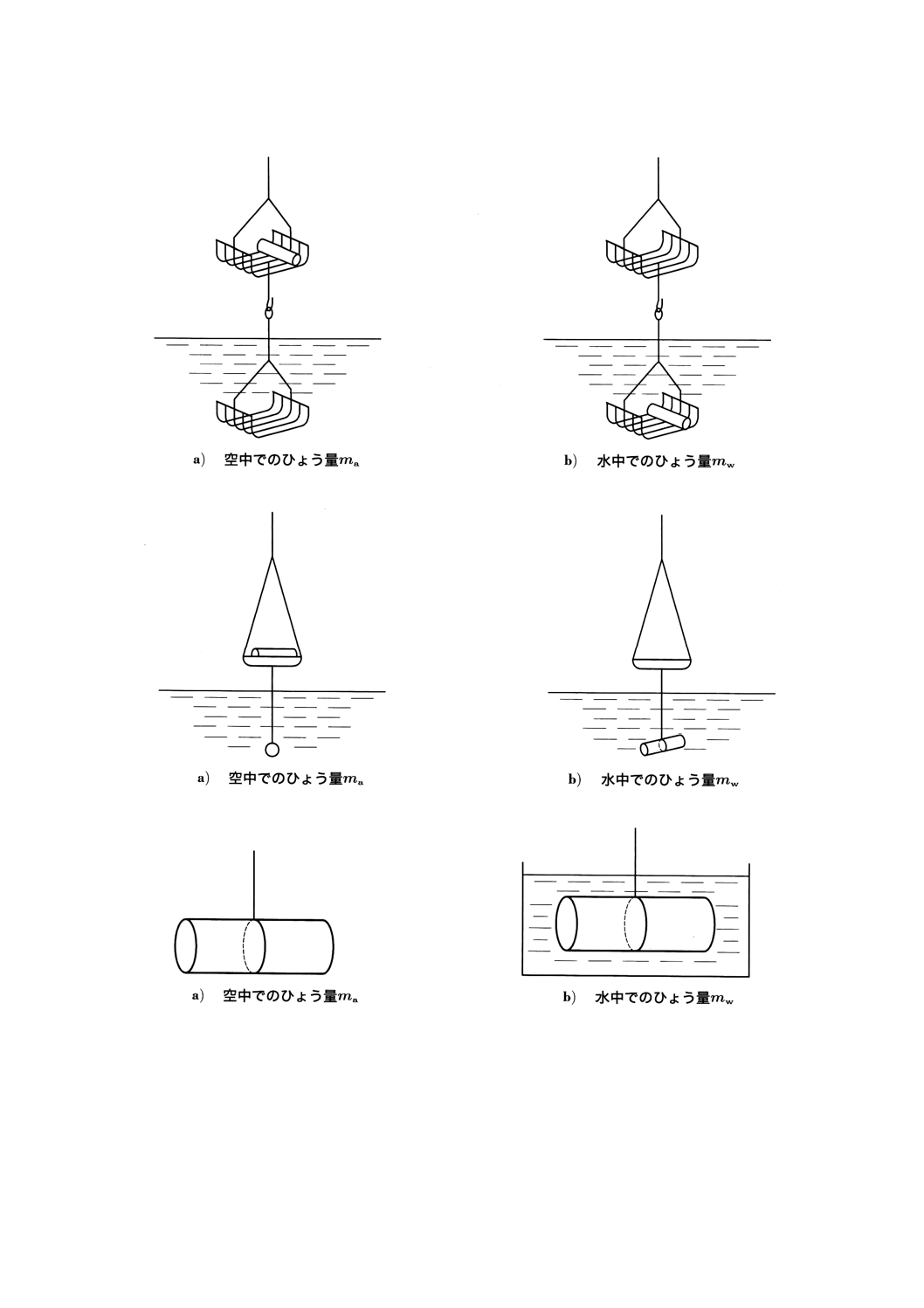
試験片の質量を空中と液中とで量るためのジグ 液体は,水が一般的(付図2〜付図4参照)。
5.4
容器 試験片とそれを測るためのジグ(5.3)とを十分入れられるだけの大きさで,0.05〜0.10vol%の界
面活性剤が入った蒸留水か,なるべくなら脱気された水が入っているもの。
5.5
真空含油装置
5.6
含浸油 密度の分かっているもの(密度の測定はJIS K 2001参照)。
5.7
温度計 精度±0.5℃のもの。
6. 試験片 試験片は,次による。
6.1
通常は,試験片全体を試験する。できない場合には,操作を容易にするために試験片を切断又は破
壊して小片にしてもよい。部品の代表部分だけの試験にも適用できる。
6.2
試験片の質量が5gに満たない場合には,試験片を幾つか集めて測定することによって,平均値を得
る。
6.3
試験片の表面には,汚れ,油,その他の異物付着があってはならない。
6.4
試験片の表面には,過剰表面油が付着していてはならない。油吸収材で余分な油を取り除くときは,
気孔部内の油まで取り除かないように注意しなければならない。
備考 試験片の過剰表面油は,完全含浸後に生じやすいものである。
7. 試験方法
7.1
試験片の最初の質量測定 受け入れたままの試験片の質量をひょう量し,m1を得る。
備考 試験片が油を含んでいないことが分かっている場合,7.2と7.3に記述した方法は省略できる。
この場合,8.1と8.2の式でm1はm2の代用値とすることができる。
7.2
溶剤による試験片の油除去 溶剤に約3時間浸し,普通の密度で薄肉の試験片から油を取り除くに
は,およそ10回の溶剤交換が必要である。厚肉で高密度の試験片に対しては,24時間まで浸す場合があ
る。
備考 ソックスレー抽出器は,温かく新鮮な蒸留溶液が試験片を浸す便利な装置である。蒸留率とは
蒸留サイクル数,すなわち,溶剤の循環回数をいう。
適切なソックスレー抽出器について,付図1に例を示す。
気孔の溶剤を蒸発させた後の質量が一定になるまで抽出を続ける。
備考 最適な抽出時間と蒸留率は,経験的に分かるであろう。
試験片が一定質量になるまで乾燥する(最後の抽出での質量の減少が0.01%を超えてはならない)。乾燥
温度は溶剤の沸点より20℃高く設定し,その後,デシケータ中で冷やしてから質量を測定する。
油を完全に溶解する溶剤を選定する。それについては別途試験する必要がある。試験報告書には,使用
した溶剤名を明記する。
実際上では,油を取り除く他の方法が行われるかもしれない(例えば,保護雰囲気中で熱するような)。
論議が起こる場合は,ソックスレー抽出法を参考としなければならない。
7.3
乾燥試験片の質量測定 試験片を脱脂,乾燥後にひょう量し,m2を得る。
7.4
含油及び表面コーティング
7.4.1
完全含浸(開放気孔率の測定用) 真空状態に耐える適当な容器中の油に試験片を浸す。最大70kPa
まで,油表面の圧力を下げる。
油表面に泡がでなくなるまで,真空処理を続ける。
4
Z 2501 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
真空部の圧力を周囲の圧力になるまで戻す。10分間,試験片を油に浸し続けてもよい。
備考 大多数の多孔質金属にとって,完全含浸を行うには1回の真空処理で十分である。ある場合に
は,完全含浸を行うのに2回の真空処理が必要である。このことは,2度圧力を減らすことで
ある。もし泡が出なければ,1回の真空処理で完全含浸されたとみてもよい。
油は,水と絶対に混じり合ってはならないし,多孔質金属をぬらさなければならない。
備考 一般に,油の粘度は40℃で22〜68mm2/s(2)であり,JIS K 2001によって,ISO VG (22) 〜VG (68)
の範囲である。低粘度油は高粘度油よりも含浸が早い。
注(2) 1mm2/s=1cSt
油から試験片を取り出し,油切りし,6.4によって過剰表面油を除去する。
7.4.2
部分含浸(体積の測定に適す) 油の条件は7.4.1と同じである。
試験片を温油(70±10℃)に泡が出なくなるまで浸す。温油から取り出し,素早く冷油に浸して,室温に
なるまで試験片を冷却する。冷却した試験片を冷油から取り出し,油切りし,6.4によって過剰表面油を除
去する。
7.4.3
表面コーティング方法(体積の測定に適す) 水が気孔に浸入するのを防ぐ薄い膜で,試験片の表
面を覆う方法である。
次に示す方法は,多孔質金属に適した方法であるが,適用する前に,多孔質金属の種類や形状に対する
有効性をまず確認しなければならない。
7.4.3.1
ゼリー状の石油 試験片の表面をゼリー状の石油で塗り,過剰分は取り除く。
7.4.3.2
シリコン 多くのシリコン流動体は,水にぬれない表面薄膜を形成する。試験片をシリコン流動
体又は適切な溶剤によるシリコン希釈液に浸した後,一定質量になるまで乾燥する。
7.4.3.3
パラフィンワックス 試験片を適切な溶剤による5%パラフィンワックスの溶液に浸した後,一
定質量になるまで乾燥する。
7.5
完全含浸した試験片の質量測定 完全含浸後の試験片をひょう量し,m3を得る。
7.6
試験片の体積の測定 試験片の体積の測定は,次による。
7.6.1
試験片の体積Vを求めるために,空中でひょう量し,maを得,その後,既知の密度ρwの水又は液
体に浸してmwを得る。体積Vcm3を,次の式によって算出する。
w
w
am
m
V
ρ
−
=
7.6.2
多孔質金属では,使用した液体が気孔に吸収されていないことが重要である。このため,気孔を油
で含浸する。しかし,試験片を完全含浸することが常に必要とは限らない。そこで試験片を水に浸す場合,
気孔に水が浸入しないように,7.4.2及び7.4.3によって,部分含浸,表面コーティングなどを行う。参考
方法として,完全含浸法を7.4.1に示した。
備考 水中でのひょう量後,水が吸収されていないことを確認するために,水の付着を取り除き空中
で再ひょう量を行うべきである。
7.6.3
付図2,付図3及び付図4にひょう量時に試験片をつるす方法を示す。一般に,ジグの質量と体積
はできる限り小さくすることが望ましい。
5
Z 2501 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
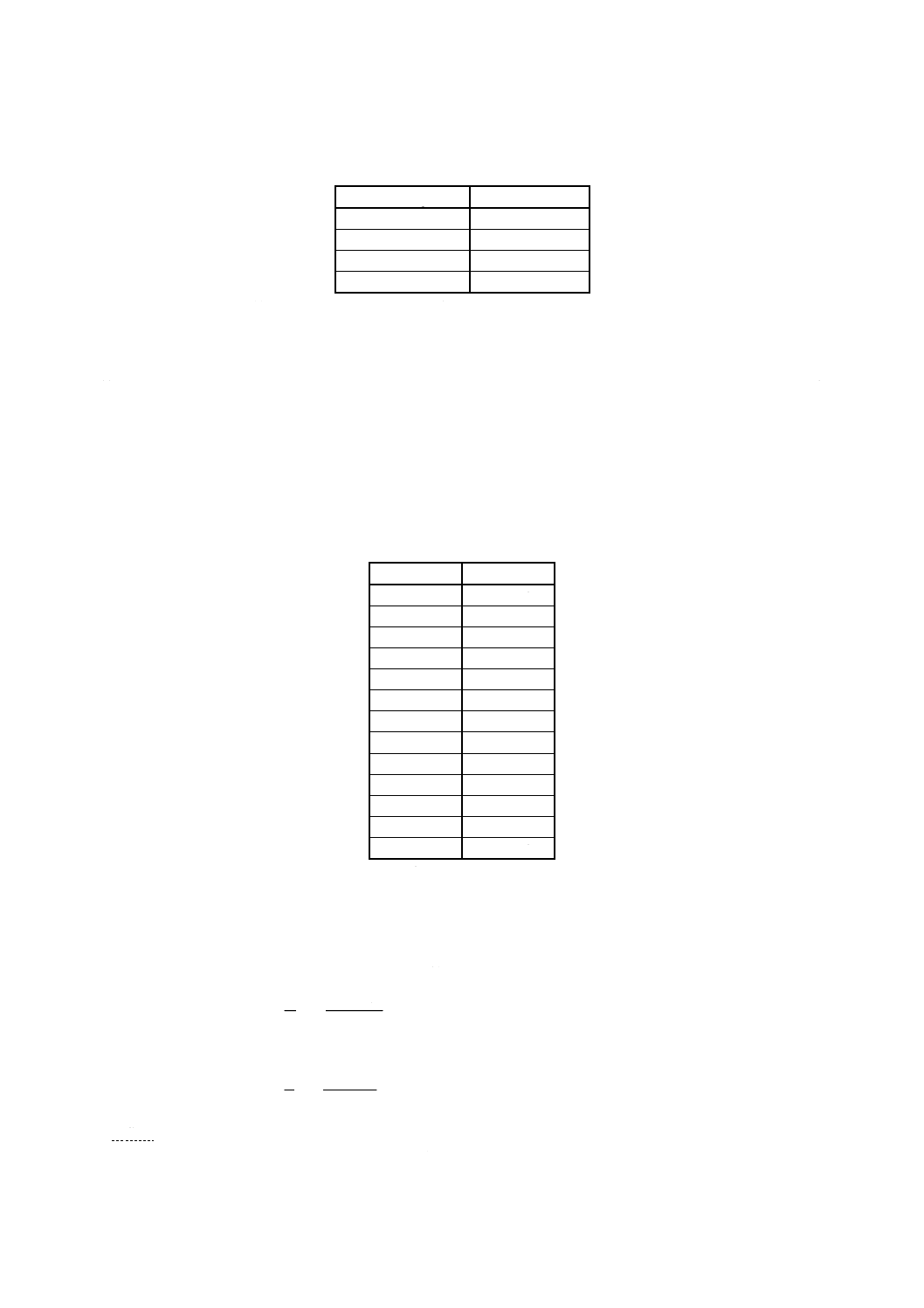
表3 試験片の質量範囲に対して推奨す
る針金の最大直径
質量 g
針金の直径 mm
50未満
0.12
50以上 200未満
0.25
200以上 600未満
0.40
600以上 1 000未満
0.50
付図2に示すかご(籠)も,耐食性のある金属製でなければならない。
7.6.4
試験片を細い針金でつり,試験片と針金との合計質量を空中と水中とでひょう量する。水中の針金
の体積で許容誤差を生じるが,試験片の体積に比べれば小さいので問題ではない。この許容誤差は,空中
質量をひょう量した後,水中での深さを正確にしてひょう量することによって把握できる。もう一つの求
め方としては,針金の単位長さの体積が既知であれば,水中部分の長さを測ることである。
7.6.5
試験片の表面と保持ジグから泡が全く出ていないことを確認する。水に0.05〜0.10vol%の界面活性
剤を入れても差し支えない。
7.6.6
試験片と水は同一温度とする。通常の試験温度は18〜22℃で,この範囲の純水の密度ρwは
0.998g/cm3である。この範囲外の水温の場合の水の密度を表4に示す。
表4 脱気水の密度(3)
温度 ℃
密度 cm3
18.0
0.998 6
19.0
0.998 4
20.0
0.998 2
21.0
0.998 0
22.0
0.997 8
23.0
0.997 5
24.0
0.997 3
25.0
0.997 0
26.0
0.996 8
27.0
0.996 5
28.0
0.996 2
29.0
0.995 9
30.0
0.995 6
注(3) Metrogical Handbook 145, “Quality Assurance for Measurements”
National Institute of Standards and Technology, USA 1990, P9〜10.
8. 結果の表示
8.1
密度 乾燥密度g/cm3は,次の式によって算出する。
w
a
w
m
m
m
V
m
−
ρ
2
2=
完全含油密度g/cm3は,次の式によって算出する。
w
a
w
m
m
m
V
m
−
ρ
3
3=
JIS Z 8401により0.01g/cm3の単位に丸めて報告する。
8.2
含油率 含油率vol%は,次の式によって算出する。
6
Z 2501 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
1
2
1
×
−
V
m
m
ρ
JIS Z 8401によって0.1%の単位に丸めて報告する。
含油率を開放気孔率に対する百分率で表す場合は,次の式によって算出する。
100
2
3
2
1
2
1
×
−
×
−
m
m
m
m
ρ
ρ
JIS Z 8401によって0.1%に丸めて絶対値で報告する。
8.3
開放気孔率 開放気孔率vol%は,次の式によって算出する。
100
2
2
3
×
−
V
m
m
ρ
JIS Z 8401によって0.1%の単位に丸めて報告する。
9. 精度 精度は,次による。
9.1
鉄系焼結部品において,乾燥密度及び含油密度の“繰り返し測定ばらつき”Irは,0.06g/cm3であり,
この値は気孔率では1.6%に相当する。同一試験室で測定した二つの結果がIr (0.06g/cm3) 以下であれば,
この測定値は95%の確立で信頼してよい。
9.2
鉄系焼結部品において,乾燥密度及び含油密度の“再現性測定ばらつき”IRは,0.085g/cm3であり,
この値は気孔率では2.4%に相当する。二つの違った試験室で測定した結果がIR (0.085g/cm3) 以下であれば,
この測定値は95%の確率で信頼してよい。
10. 試験報告 試験報告には,次の情報を含める。
a) この規格に従って試験を実施したこと。
b) 試験片の製造履歴の詳細。
c) 試験片を分割したか,代表部分で試験した場合は,その部分の詳細。
d) 幾つかの試験片を一緒に試験した場合には,その数。
e) 測定方法と得られた測定結果。
f)
含油率の測定において,試験片に最初に存在した油の密度値とその値の根拠(測定した,既知又は推
測)。
g) この規格に規定又は記載されていないすべての操作若しくは任意に付加した場合の操作方法。
h) 測定結果に影響を及ぼした可能性のある要因の詳細。
7
Z 2501 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 ソックスレー抽出器(例)
8
Z 2501 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2
付図3
付図4
9
Z 2501 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2501(焼結金属材料−密度,含油率及び開放気孔率試験方法)原案作成委員会 構成表
氏名
所属
(委員長)
渡 辺 忠 彦
東京焼結金属株式会社
(委員)
渡 辺 龍 三
東北大学工学部
古 賀 公 男
神岡部品工業株式会社
明 智 清 明
住友電気工業株式会社
山 田 洋
株式会社椿本チエイン
森 岡 勉
株式会社東芝
真 鍋 明
トヨタ自動車株式会社
高 田 修
トライス株式会社
梅 垣 俊 造
日産自動車株式会社
江 上 保 吉
日本ピストンリング株式会社
伊 東 正 男
日本粉末合金株式会社
早 坂 忠 郎
日立粉末冶金株式会社
黄 鶴 年
フクイシンター株式会社
酒 井 武 明
富士通シンター株式会社
竹 崎 陽 二
ポーライト株式会社
清 水 輝 夫
三菱マテリアル株式会社
松 村 信 和
矢崎部品株式会社
(事務局)
溝 口 寛 司
日本粉末冶金工業会
板 橋 弘 明
日本粉末冶金工業会