Z 2500 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS Z 2500 : 1987は改正され,この規格に置き換えられる。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2500 : 2000
粉末や(冶)金用語
Powder metallurgy−Vocabulary
序文 この規格は,1998年に第3版として発行されたISO/DIS 3252, Powder metallurgy−Vocabularyを元に
作成した日本工業規格である,定義は原国際規格に基づいて,JIS Z 2500 : 1987と対比させ分かりやすい
表現に意訳し,分類及び配列は原則として原国際規格の構成とした。
なお,この規格で点線の下線を施してある“用語”は,原国際規格にはない用語である。また,原国際規
格の用語で採用しなかった用語(プレス機械の部分名称)は,解説に示している。
1. 適用範囲 この規格は粉末や(冶)金(1)に関する用語の定義について規定する。粉末や金とは金属粉
の製造,又は金属粉からフォーミングと焼結工程によって製品を製造するや金技術の部門であり,非金属
粉の添加の有無は問わない。製品には,金属と非金属粉の組合せで製造されるものを含む。
注(1) PM及びP/Mがしばしば“粉末や金 (Powder Metallurgy) ”の省略形として使われ,“PM部品”,
“P/M製品”,“PM法”などと表される。
備考 この規格の対応国際規格を,次に示す。
ISO/DIS 3252 : 1998 Powder metallurgy−Vocabulary
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS Z 2501 焼結金属材料−密度,含油率及び開放気孔率試験方法
JIS Z 2502 金属粉−流動性試験方法
JIS Z 2503 粉末や(冶)金用金属粉−試料採取方法
JIS Z 2504 金属粉−見掛密度試験方法
JIS Z 2507 焼結軸受−圧環強さ試験方法
3. 用語の分類 用語は,次の項目に分類する。
a) 粉末
b) フォーミング
c) 焼結
d) 焼結後の処理(後処理)
e) 粉末や(冶)金材料
2
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 用語及び定義
a) 粉末
番号
用語
定義
対応英語(参考)
1001
粉末
最大寸法1mm以下の粒子の集合体。
power
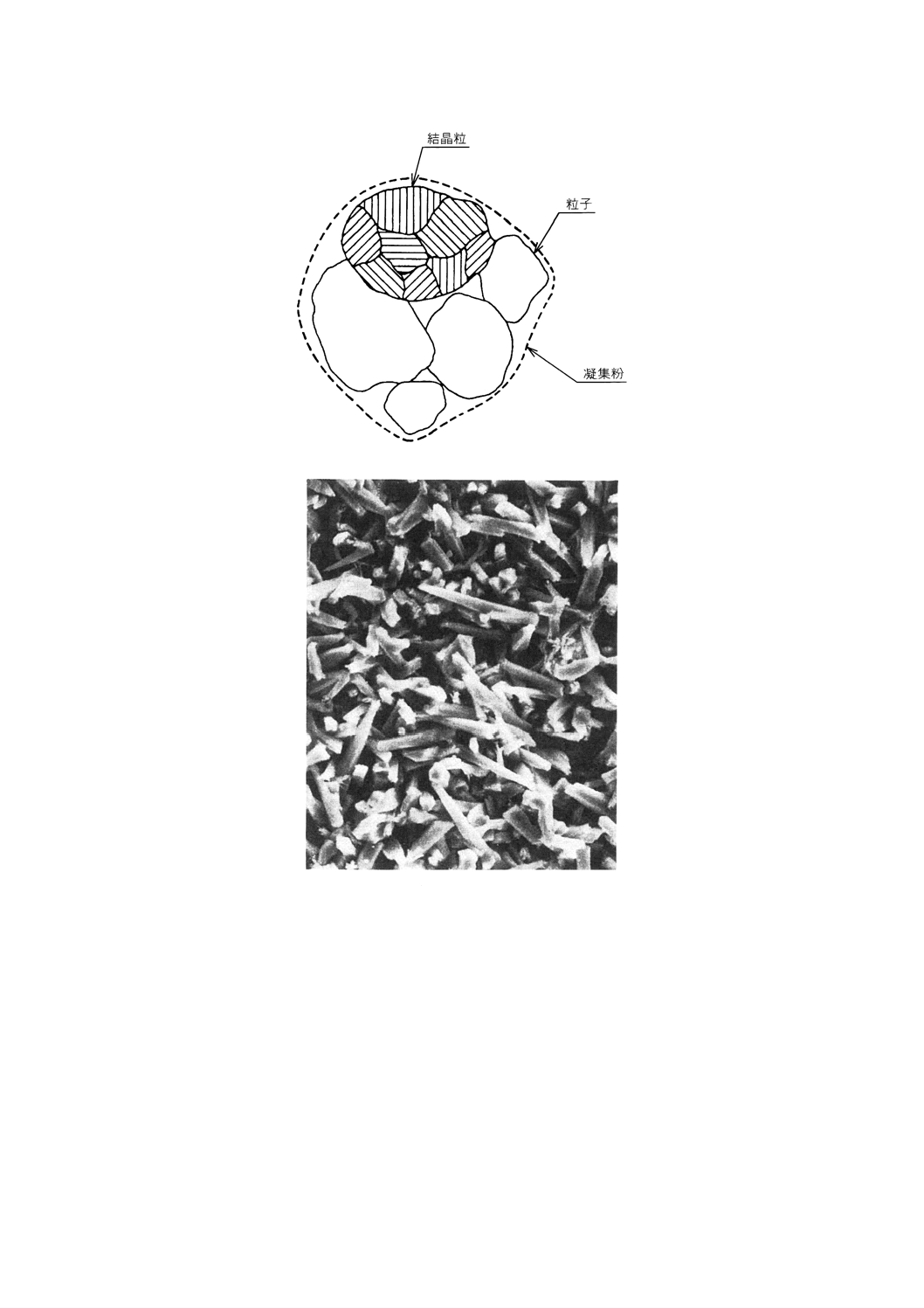
1002
粒子
通常の分離操作によってこれ以上細分できない粉末の単位。
(付図1参照)。
備考 結晶粒 (grain) は粒子とは同義語ではなく,金属学
術用語として用いられるべきである。
particle
1003
凝集粉
複数の粒子が互いにくっついた粉末。(付図1参照)。
agglomerate
1004
スラリ
液体中に粉末が分散した粘性流体。
slurry
1005
ケーキ
無加圧状態での金属粉の凝集塊
cake
1006
フィードストック
射出成形又は粉末押出し用の原料として用いられる可塑性の
粉末。
feedstock
1) 粉末の種類
番号
用語
定義
対応英語(参考)
1101
金属粉
金属の粉末。広義には合金粉を含む。
metal powder
1102
アトマイズ粉
溶融金属を分散し凝固させて単一の粒子に造られた粉末。噴霧
粉ともいう。
備考 分散媒体は通常,高速のガス又は液体流による。
atomized powder
1103
カーボニル粉
金属カーボニルの熱分解によって造られた粉末。
carbonyl powder
1104
粉砕粉
粉砕して造られた粉末。
comminuted powder,
pulverized powder
1105
電解粉
電解析出して造られた粉末。
electrolytic powder
1106
沈殿粉
溶液から科学的に沈殿させることによって造られた粉末。
precipitated powder
1107
還元粉
金属化合物の化学還元によって造られた粉末。
reduced powder
1108
海綿状粉
極めて多孔質で凝集した金属塊を粉砕することによって造ら
れた多孔質な還元粉。
sponge powder
1109
合金粉
合金化した粒子からなる粉末。
alloyed powder
1110
完全合金粉
各粉末粒子がその粉末全体を同一で,かつ均質な化学成分をも
っている合金粉
completely alloyed
powder
1111
プレアロイ粉
溶融金属を噴霧することによって造られた完全合金粉。
pre-alloyed powder
1112
部分合金化粉
粉末粒子が完全合金粉の状態になっていない合金粉。
partially alloyed
powder
1113
拡散合金粉
熱拡散によって造られた部分合金化粉。
diffusion-alloyed
powder
1114
メカニカルアロイ粉 変形できる基地金属粒子に,通常固溶しない添加物を機械的に
合金化することによって造られた複合粉。
mechanically alloyed
powder
1115
母合金粉
所要の最終組成を得るために他の粉末とともに混合するもの
で,一つ以上の添加成分を比較的多量に含有している合金粉。
master alloy powder
1116
複合粉
各粒子が二つ以上の異なる構成物からなる粉末。
composite powder
1117
被覆粉
内部と表面層の組成が異なる粒子で構成される粉末。
coated powder
1118
ブレンド粉
同一の組成の粉末同子を混ぜ合わせることによって得られた
粉末。
blended powder
1119
混合粉
組成の異なる粉末を混合することによって得られた粉末。
mixed powder
1120
プレミックス粉
そのまま成型できるように設計された混合粉
press-ready mix,
pre-mix,
pre-mixed powder
1121
脱水素粉
金属水素化合物から水素を取り除くことによって得られた粉
末。
dehydrided powder
3
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1122
急冷凝固粉
速い凝固速度で造られた粉末で,微細又は準安定な組織をもつ
粉末。
rapidly solidified
powder
1123
チップ粉
シート,リボン,繊維,フィラメントのような素材を切断する
ことによって造られた粉末。
chopped powder
1124
超音波ガスアトマイ
ズ粉
ガスジェットに超音波の振動を与えたガスアトマイズ法で造
られた粉末。
ultrasonically
gas-atomized
powder
2) 粉末への添加物
番号
用語
定義
対応英語(参考)
1201
結合剤
圧粉体の強度を増すため,粉末の分離や飛散を防止するため又
は粉末に可塑性を与えるために加える物質。結合剤は,焼結前
又は焼結時に除去される。
binder
1202
ドープ剤
焼結中又は使用中に生じる焼結体の再結晶若しくは粒成長を
防止又は制御するために金属粉に微量添加される物質。
備考 この用語はタングステンの粉末や(冶)金に特に用
いられる。
dope,
dopant
1203
潤滑剤
粒子同士及び圧粉体とダイ表面との摩擦を少なくするために
粉末に加える物質。
lubricant
1204
可塑剤
粉末の可塑性を改善するために結合剤として使われる熱的に
可塑性のある物質。
plasticizer
3) 粉末の製法及び処理
番号
用語
定義
対応英語(参考)
1301
粉砕
機械的手段によって原料を砕いて粉末にする操作。
pulverization
1302
スタンピング
落下するきねの衝撃を利用して粉末にする操作。
stamping
1303
噴霧
溶融金属を分散させて粉末にする操作。
atomization
1304
超音波ガスアトマイ
ズ
ガスジェットに超音波振動を与えてガスアトマイズする操作。 ultrasonic
gas-atomizing
1305
冷却ブロック法
固体上に薄膜状の溶融金属を落下,冷却することにより急冷凝
固粉を造る方法。
chill-block cooling
1306
反応ミリング法
添加剤や雰囲気又はその両方と金属粉との間で反応を起こさ
せるメカニカルアロイ法。
reaction milling
1307
メカニカルアロイ法 高エネルギアトライタやボールミルによる固相状態での合金
化の方法。
mechanical alloying
1308
ブレンディング
同一組成の粉末を混ぜ合わせる操作。
blending
1309
混合
組成の異なる2種類以上の粉末又は粉末と他の物質を混ぜ合
わせる操作。
mixing
1310
ミリング
粉末の機械的処理に対する一般用語。
例1. 粒子径又は形状の修正。(砕く,固めるなど)
2. よりよく混合する。
3. 他の成分で一つの成分粒子を被覆する。
milling
1311
造粒
流動性の改善を伴った粗い粉末を得るために微粉を凝集させ
る操作。
granulation
1312
スプレードライ
スラリの液滴から液相を急激に蒸発させることによって粉末
を造粒する操作。
spray drying
4
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 粉末の粒子形状
番号
用語
定義
対応英語(参考)
1401
粒形
粉末粒子の外面的な幾何学的形態。
particle shape
1402
針状
針のような形状。(付図2参照)。
acicular
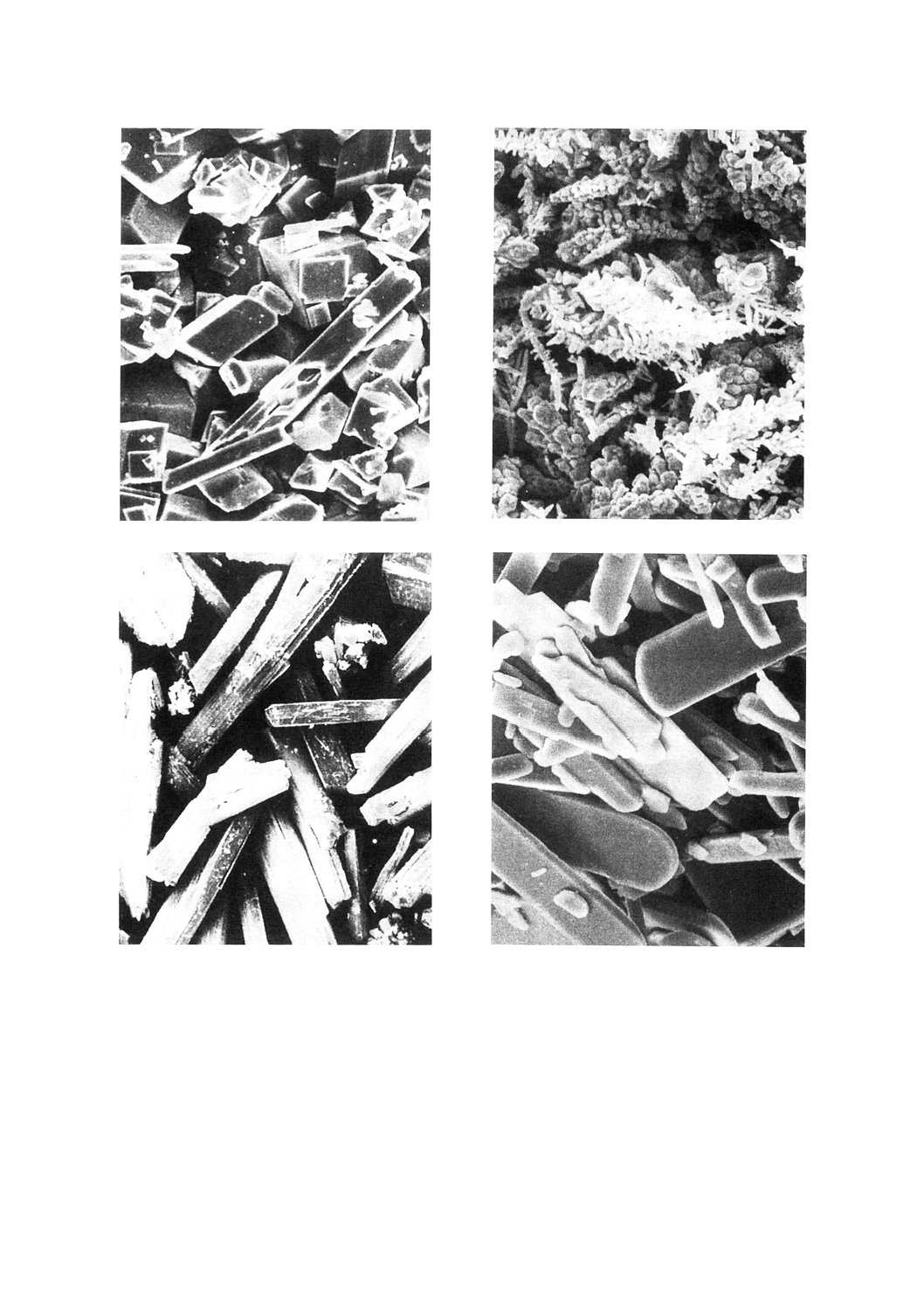
1403
角状
角張った形状又は粗い多面体の形状。(付図3参照)。
angular
1404
樹枝状
枝葉に分かれた形状。(付図4参照)。
dendritic
1405
繊維状
規則的又は不規則的に糸状になっている形状。(付図5参照)。 fibrous
1406
片状
板のような形状。(付図6参照)。
flaky,
flaked
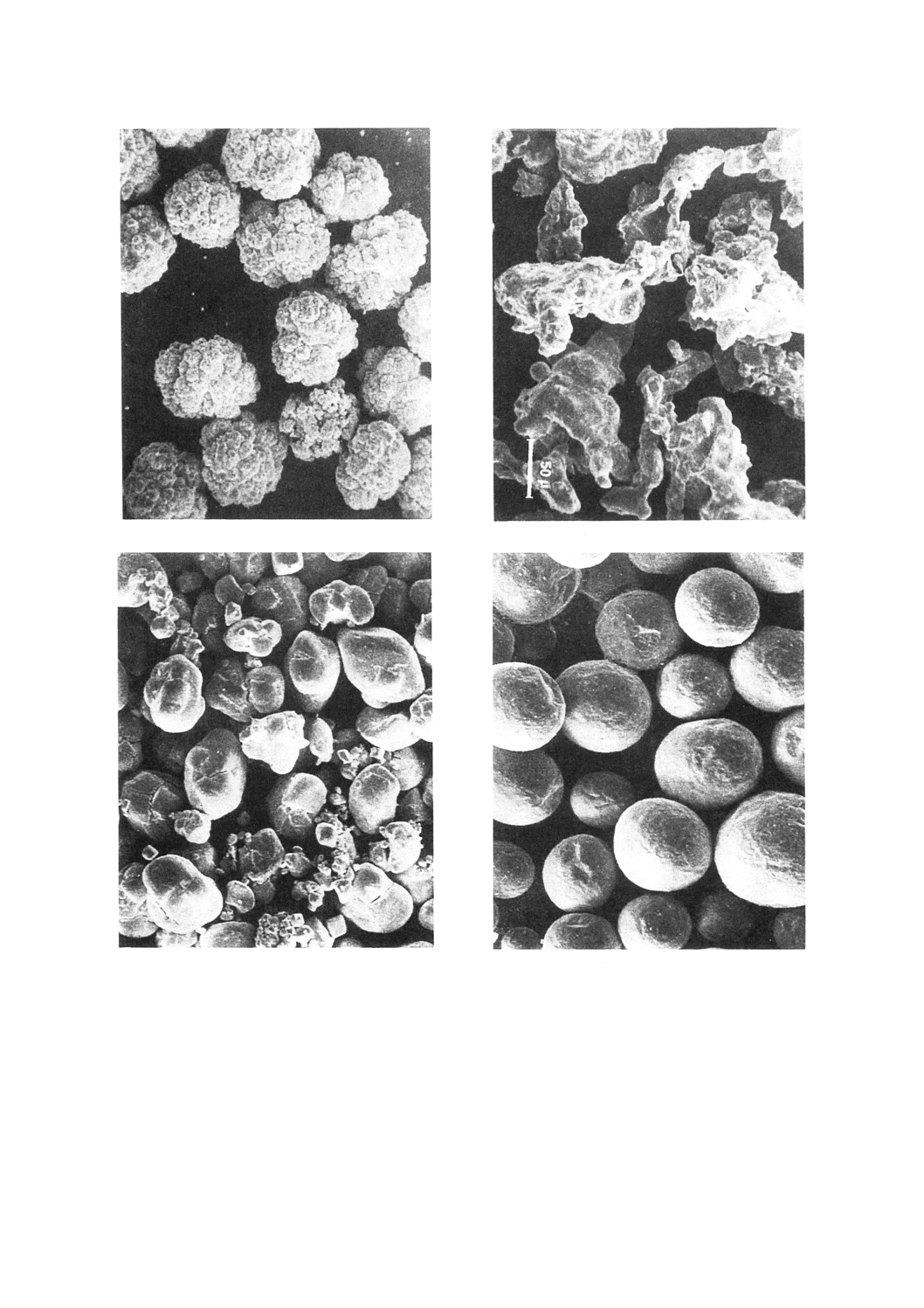
1407
粒状
不規則形状のものでなくほぼ等しい寸法をもつ形状。(付図7
参照)。
granular
1408
不規則形状
対称性がない形状。(付図8参照)。
irregular
1409
涙滴状
丸みを帯びた不規則形状。(付図9参照)。
nodular
1410
球状
ほぼ球に近い形状。(付図10参照)。
spheroidal
5) 粉末の特性,試験方法,試験装置及び結果
番号
用語
定義
対応英語(参考)
1501
安息角
水平面に自由に注いだときに粉末によって形成される山の底
角。
angle of repose
1502
見掛密度
定められた条件下で得られた粉末の単位体積当たりの質量。
(JIS Z 2504参照)
apparent density
1503
バルク密度
定められていない条件下での粉末の単位体積当たりの質量。 bulk density
1504
タップ密度
振動させた容器内の粉末の単位体積当たりの質量。
tap density
1505
圧縮性
加えられた圧力下での粉末の緻密化されやすさ。通常ダイ内で
単一軸に沿って加圧される。圧縮性は要求された密度に必要な
圧力又は所定の圧力で得られた密度で表される。
compressibility
1506
成形性
粉末がある形状に成形され,その形状を保持する能力。成形性
は流動性,圧縮性,圧粉体強さとの関係として表される。
compactibility
1507
ラトラ値
圧粉体をかごの中で繰り返し回転落下させ,その質量減少率で
表す圧粉体のエッジ強さ。
rattler value
1508
圧縮比
充てんされた粉末の体積を圧粉体の体積で除した値。
compression ratio
1509
充てん比
充てんされた粉末の高さを圧粉体の高さで除した値。
fill factor
1510
流動性
空げきを通して流れる場合の粉末の挙動を表す用語。
(JIS Z 2502参照)
flowability
1511
流動時間
ある一定の条件下で,決められた質量の粉末が規定のオリフィ
スから流出するのに要する時間。
(JIS Z 2502参照)
flow time,
flow rate
1512
還元減量
水素気流中で粉末又は圧粉体を加熱した時の質量減少の百分
率。
hydrogen loss
1513
酸素量(水素還元によ
る)
定められた条件下で水素還元によって放出された粉末中の酸
素量。
hydrogen-reducible
oxygen
1514
偏析
混合物の一つ以上の構成部分の不具合な分離。
segregation,
demixing
1515
粒径
単独の粒子の大きさ。粒形が球状のときはその直径で示すが,
非球形のときは測定法によって決められ,方法ごとに異なる値
となる。
粒子径ともいう。
particle diameter
1516
平均粒径
粒径が異なる多数の粒子で構成される粒子群を代表する粒径。 mean particle
diameter
1517
比表面積
粉末の単位質量当たりの表面積。
specific surface area
1518
分級
粒度に従って行う粉末の分別。
classification
5
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1519
粒度
ふるい又は他の適切な方法で測定した個々の粒子の直線的な
大きさ。
particle size
1520
粒度分布
試料粉末を分級し,それぞれの分級物の占める割合をその質
量,個数又は体積の百分率で表したもの。
particle size
distribution
1521
流体分級
流体を媒体として粒子の動きによって行う粉末の分級。
例 空気分級及び液体分級。
elutriation
1522
空気分級
空気流を用いる分級。
air classification
1523
分級物
分級された粉末の個々の部分。
cut,
fraction
1524
ふるい分析
ふるいによる粒度分布測定方法。
sieve analysis,
sieve classification,
screen analysis,
screen classification
1525
沈降
重力,遠心力などの外力を用いて液体に懸濁した粒子を自然落
下させること。
sedimentation
1526
試料抜取器
容器内の粉末から代表するような試料を採取するための器具。
(JIS Z 2503参照)
sample thief
1527
試料分離器
採取した試料を特性を変えずに分割する器具。
(JIS Z 2503参照)
sample splitter
1528
ふるいセット
校正された非磁性金網のセット。
sieve set
1529
流動計
見掛密度及び流動性を測定するために標準化された漏斗と円
筒形コップ。
(JIS Z 2504及びJIS Z 2502参照)
flowmeter
1530
タッピング装置
タップ密度を測定する器具。
tapping apparatus
1531
オーバサイズ
ある定められた粒径より大きい粒子の粉末。
oversize
1532
アンダサイズ
ある定められた粒径より小さい粒子の粉末。
undersize
1533
微粉
ふるい分析で用いられる最小寸法 (45μm) のふるいを通過す
る粉末。
サブシーブ粉 (sub-sieve powder) ともいう。
fine powder,
fines
1534
超微粉
最大寸法1μm以下の粒子からなる粉末。
ultra fine powder
1535
オーバサイズ粒子
定められた粒度より大きい粒子。
oversize article
1536
アンダサイズ粒子
定められた粒度より小さい粒子。
undersize particle
b) フォーミング
番号
用語
定義
対応英語(参考)
2001
フォーミング
粉末に所定の形状及び寸法を与える作業の総称。
forming
2002
緻密化
粉末又は圧粉体の密度をあげる方法。
consolidation,
densification
2003
成形
粉末を圧縮することによって所定の形状及び寸法を与える方
法。
pressing,
compacting
2004
圧粉体
粉末を成形したままのもの。
compact,
green,
green compact
2005
ブランク
後加工を受ける前の圧粉体,予備焼結体又は焼結体。
blank
2006
複合圧粉体
異種金属や合金の二層以上密着した圧粉体。
composite compact,
compund compact
2007
プリフォーム
塑性加工又は形状変更を伴う高密度化加工のためのブランク。
プレフォームともいう。
preform
2008
スケルトン
溶侵前の圧粉体又は焼結体。
skeleton
6
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 粉末の成形方法
番号
用語
定義
対応英語(参考)
2101
冷間成形
室温において,一般に単軸で粉末を成形する方法。
cold pressing
2102
温間成形
室温と密度上昇が認められるような拡散を生じる温度の間で,
一般に単軸で粉末を成形する方法。
warm pressing
2103
ホットプレス法
拡散や塑性変形が活性化する程度の高い温度で,粉末又は圧粉
体を圧縮する方法。
hot pressing
2104
単軸成形
粉末を単一軸に沿った加圧力によって成形する方法。
uniaxial pressing
2105
片押成形
一方向から単軸成形する方法。
single-action
pressing
2106
両押成形
向かい合う二方向から単軸成形する方法。
double-action
pressing
2107
多数個成形
別々のダイキャビティで,二つ以上の圧粉体を同時に成形する
方法。
multiple pressing
2108
アイソスタティック
成形
粉末を全方向からほぼ等しい圧力で成形する方法。圧粉体又は
焼結体に適用する場合を含む。
静水圧成形ともいう。
isostatic pressing,
I. P.
2109
コールドアイソスタ
ティック成形
冷間で行うアイソスタティック成形。
冷間静水圧成形又はシップともいう。
cold isostatic
pressing,
CIP
2110
ウエットバッグ成形 粉末又は圧粉体を入れた柔軟性のある型を,圧力を伝達する媒
体に浸せき(漬)するコールドアイソスタティック成形。
wet-bag isostatic
pressing
2111
ドライバッグ成形
圧力容器の中に強固に据えつけられた柔軟性のある型に,粉末
又は圧粉体を入れるコールドアイソスタティック成形。
dry-bag isostatic
pressing
2112
ホットアイソスタテ
ィック成型
熱間で行うアイソスタティック成形。
熱間静水圧成形又はヒップともいう。
hot isostatic
pressing,
HIP
2113
カプセル充てん
粉末,圧粉体又は予備焼結体の薄肉容器の中への封入。
encapsulation
2114
キャニング
熱間加工のための金属容器に行うカプセル充てん。
キャンニングともいう。
canning
2115
MIM(ミム)
バインダと金属粉末の混合物をモールド内に射出して成形す
る方法。
金属粉末射出成形,金属射出成形ともいう。
metal injection
moulding
(molding) ,
MIM
2116
粉末圧延
粉末を一対の回転しているロール間に入れ,連続した圧延材に
する方法。
powder rolling
2117
振動成形
振動する一つ又は複数のパンチを用いて,粉末を成形する方
法。
vibration-assisted
compaction
2118
爆発成形
爆発波による高エネルギー成形。
explosive compaction
2119
スプレーフォーミン
グ
溶解又は半凝固の流れを噴霧し,凝固する前にベース材に衝突
させ,固形物を製造する方法。
continuous-spray
deposition,
spray forming
2120
シェーピング
超硬合金工業において,本焼結前に最終形状を形成する方法。 shaping
2121
押出し成形
押出しによって粉末と結合材とを混合したものをフォーミン
グする方法。
plasticized-powder
extrusion
2) 成形条件
番号
用語
定義
対応英語(参考)
2201
充てん量
ダイに入れる粉末の量。体積又は質量で定める。
fill
2202
充てん
ダイに粉末を入れる工程。
filling
2203
体積充てん
充てん深さを設定して行う充てん。
volume filling
7
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2204
重量充てん
質量を設定して行う充てん。
weight filling
2205
振動充てん
振動させてモールド又はダイに粉末を充てんする方法。
vibration-assisted
filling
2206
オーバフィルシステ
ム
あらかじめ充てん深さを大きくとって充てんし,フィーダの後
退前に所定の充てん深さになるようにダイ又は下パンチを移
動して余分な粉末をフィーダ内に押し戻す充てん方法。
overfill system
2207
アンダフィルシステ
ム
所定の充てんとフィーダの移動終了後,ダイを上昇又は下パン
チを下降させ,ダイ上面から粉末を沈める充てん方法。
underfill system
2208
充てん位置
ダイキャビティに必要な量の粉末を取り入れられるツールセ
ットの位置。
fill position
2209
充てん深さ
ツールセットへの充てん位置での,下パンチ表面とダイ上面と
の間の距離。
fill height
2210
充てん体積
充てん位置での,ダイキャビティの体積。
fill volume
2211
ブリッジング
粒子の押し合いや絡み合いによって,粉末中に異常に大きな空
げきが形成された状態。
bridging
2212
成形圧力
パンチと接触する投影面積で定まる単位面積当たりの加圧力。 compacting pressure
2213
加圧保持時間
圧粉体に一定の圧力を加える時間。
dwell time
2214
抜出し
成形又は再圧縮終了後,圧粉体又は再圧体をダイから抜き出す
工程。
押出しともいう。
ejection process,
ejection
2215
ウイズドロアル法
圧粉体を解放するまで,固定された下パンチを越えてダイが下
降する方法。
備考 従来日本では“下パンチを固定し,加圧時を含めて
ダイを強制的に下降させて行う両押し成形法の総
称”とされていた。
withdrawal process
2216
ウイズドロアルポジ
ション
ウイズドロアル法の終了した時のツールセットの位置。
withdrawal position
2217
ホールドダウン圧力 ウイズドロアル又は抜出しの間,上下パンチ間に圧粉体を保持
する圧力。
counter-pressure,
top-punch
hold-down
pressure
3) ツール及びアダプタ
番号
用語
定義
対応英語(参考)
2301
ツールセット
成形又は再圧縮の工程で,所定の粉末製品を製造するために使
用される加工工具の総称。
備考 ダイセットは,ダイ,パンチ,コアロッドを含むが,
複数の製品に共通して使用されるプレスの附属品は
含まない。
tool set
2302
アダプタ
ツールセットの一部で,金型をツールホルダの適切な位置に保
持するための工具の総称。金型の押さえ,受け板などがある。
adaptor
2303
金型
ツールセットの一部で,ダイ,パンチ及びコアロッドの一式。 die assembly,
die ass'y,
tooling
2304
ダイ
金型の構成要素の一つで,その中で粉末を圧縮又は焼結体を再
圧縮するもの。
die
2305
コアロッド
金型の構成要素の一つで,圧粉体又は焼結体の成形方向の内側
形状を形造るもの。
core rod
2306
モールド
金型以外のフオーミング用の型の総称。ルース粉焼結,MIM,
アイソスタティック成形などに用いる。
mould,
mold
8
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2307
フィーダ
プレスサイクルと連動して,自動的に粉末をダイキャビティに
供給する容器。
feeder,
feed shoe
2308
下部ラム
下方にあるラム。下パンチ又はツールホルダを往復運動させ,
加圧又は抜き出しするもの。
lower ram
2309
上部ラム
上方にあるラム。上パンチを往復運動させ,加圧するもの。 upper ram
2310
パンチ
金型の構成要素の一つで,粉末又は焼結体に直接圧力を加える
ための工具。
punch
2311
分割パンチ
2段以上の成形をするときに,異なる充てん深さと成形高さを
与えるために用いられるパンチセット。
segmented punch
2312
エジェクタ
圧粉体をダイから抜き出すために使用するプレスの構成部品。 ejector
2313
複式ツールアダプタ 分割した下パンチを調整できるプレートを保持するためのツ
ールアダプタ。
multiple-tool
adaptor
2314
バックリリーフ
抜出し方向にダイが寸法上変形する動き。
back relief
2315
多数個取り金型
1回の圧縮操作で2個以上の圧粉体を造るツールセット。
multiple-die set
2316
フローティングダイ 両押成形のために,圧縮方向に自由に動くことができるダイ。
備考 一般に,ダイはばね,空気圧などで保持されている。
floating die
2317
スプリットダイ
圧粉体を取り出すために二つ以上に分割してあるダイ。
split die
2318
サンドイッチダイ
圧縮方向に対して垂直な平円板からなるスプリットダイ。 sandwich die
2319
セグメントダイ
数個に区分したものをボルスタ又は焼きばめリングによって
組み合わせて造ったダイ。
segmented die
4) 圧粉体の特性
番号
用語
定義
対応英語(参考)
2401
圧粉密度
圧粉体の単位体積当たりの質量。
green density
2402
圧粉体強さ
圧粉体の機械的強さ。
備考 圧環強さ又は抵抗強さで評価される。
green strength
2403
エッジ強さ
圧粉体のエッジにおける破壊に対する強さ。
備考 日本ではラトラ値で評価される。
edge strength
2404
ニュートラルゾーン 相対するパンチから伝達される圧力が圧粉体の内部で平衡す
る区域で,密度分布上最も低い値となる層。
neutral zone
2405
圧縮割れ
成形工程中に圧粉体に発生した割れ。
pressing crack
2406
ラミネーション
圧粉体又は焼結体内に生じた層状の欠陥。
lamination
2407
スプリングパック
ダイから抜き出した後の圧粉体の寸法の増加。
spring back
c) 焼結
番号
用語
定義
対応英語(参考)
3001
焼結
粉末又は圧粉体の粒子をや(冶)金学的に結合させ強度を増す
ために,主成分の融点より低い温度で粉末又は圧粉体を加熱処
理する工程。
sinterring
3002
パッキング材
予備焼結又は焼結の際,圧粉体の周囲に詰め込む材料。
packing material
3003
ゲツタ
焼結雰囲気中の,製品に有害な元素や化合物を吸収又は化学的
に変化させる材料。
getter
3004
ボート
焼結の際,圧粉体などを入れる箱形の容器。
boat
3005
トレイ
焼結の際,圧粉体などを載せる皿形の容器。
tray
3006
造孔材
混合粉に含まれる添加剤で,焼結時に揮発し,最終部品に所定
の気孔を生じさせるもの。
pore-forming
material
9
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 焼結工程
番号
用語
定義
対応英語(参考)
3101
予備焼結
最終の焼結をする前に,圧粉体の取扱い及び加工を容易にする
ために低い温度で行う予備的焼結。
presintering
3102
再焼結
焼結体の性質を改善する目的又は所定の寸法を得るために焼
結体を再度焼結する工程。ただし,予備焼結体の焼結は再焼結
とはいわない。
resintering
3103
連続焼結
脱ろう・予熱部,加熱部及び冷却部をもつ焼結炉を用いて,材
料を連続的に焼結する方法。
continuous sintering
3104
バッチ焼結
バッチ固定で,所定の予熱,加熱及び冷却サイクルの温度制御
されている炉を用いて,1回分の材料を焼結する方法。
batch sintering
3105
活性化焼結
粉末又は焼結雰囲気に焼結を促進させる成分を添加して行う
焼結。
activated sintering
3106
加圧焼結
粉末又は圧粉体を加圧しながら行う焼結。
pressure sintering
3107
ガス圧焼結
粉末や(冶)金部品の残留気孔を減少させるために,ホットア
イソスタティック法でガスを用いて加圧焼結する方法。
gas pressure
sintering
3108
ルース粉焼結
成形されていない粉末の焼結。
loose-powder
sintering,
gravity sintering
3109
反応焼結
二種類以上の成分粉末を焼結過程中に反応させる焼結。焼結雰
囲気と粉末を反応させる焼結を含む。
reaction sintering
3110
液相焼結
二種類以上の成分を含む混合粉又は圧粉体の焼結過程中に液
相を発生させる焼結。
liquid-phase
sintering
3111
固相焼結
液相を発生させずに行う粉末又は圧粉体の焼結。
solid-phase
sintering
3112
直接焼結
誘導加熱,通電加熱などによって,焼結に必要な熱を直接被焼
結体に発生させて行う焼結。
direct sintering
3113
オーバシンタリング 特性が低下するような極端な高温,長時間の焼結。
oversintering
3114
アンダシンタリング 特性が得られないような極端な低温,短時間の焼結。
undersintering
3115
溶浸
焼結体又は圧粉体の気孔を融点の低い金属又は合金で満たす
方法。
備考 溶浸は,焼結と組み合わせたり又は別の工程として
も実施できる。
infiltration
3116
バインダ除去
金属射出成形部品から熱的又は化学的手段でバインダを除去
する方法。
binder removal
3117
脱ろう
圧粉体に含まれる結合剤又はワックスその他の潤滑剤を溶剤
で溶出するか若しくは加熱によって除去する方法。
dewaxing
3118
バーンオフ
加熱によって行う脱ろう。
burn-off
3119
急速バーンオフ
焼結炉において,独立したゾーンで急速に有機添加物を脱ろう
する方法。通常は,酸化性雰囲気で行われる。
rapid burn-off
3120
炭化
超硬合金において,炭素と金属又は炭素と金属酸化物との反応
によって炭化物を生成させる方法。
carburizing
2) 焼結条件及び焼結炉
番号
用語
定義
対応英語(参考)
3201
焼結温度
焼結が行われる温度。
sintering
temperature
3202
焼結時間
粉末又は圧粉体が焼結温度に保持されている時間。
sintering time
3203
焼結雰囲気
焼結の際に用いる炉内の雰囲気。
sintering
atmosphere
3204
焼結炉
粉末や(冶)金部品を焼結するための炉の総称。
sintering furnace
10
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
3205
真空炉
焼結雰囲気として部分真空又は高真空で操作できる炉。
vacum furnace
3206
連続炉
炉内で圧粉体を連続的に搬送できる炉。
continuous furnace
3207
バッチ炉
連続搬送部分がなく,独立したバッチで焼結するように設計さ
れた炉。
batch furnace
3208
メッシュベルト炉
メッシュベルトによって連続搬送できる,通常マッフルで保護
された炉。
mesh belt furnace
3209
ウォーキングビーム
炉
ウォーキングビームによって,焼結トレイを送りながら連続焼
結できる炉。
walking-beam
furnace
3210
プッシャ炉
プッシャによって,焼結トレイを送りながら連続焼結できる炉。
pusher furnace
3) 焼結現象
番号
用語
定義
対応英語(参考)
3301
ネック形成
焼結中に粒子間の結合が進みネック状のくびれた結合部を形
成する現象。
neck formation
3302
膨れ
ガスの発生によって焼結体の表面に水泡状の盛り上がりが生
じた状態。
blistering
3303
焼結肌あれ
膨れの破裂や化学反応によって焼結体の表面にざらつきが生
じた状態。
popcorning
3304
スウェッティング
焼結又は熱処理中に液相成分が焼結体の表面にしみ出る状態。
しみ出しともいう。
sweating
3305
焼結ひずみ
焼結によって生じる焼結体のゆがみ。
warpage
3306
焼結割れ
焼結によって生じた焼結体の割れ。
sintering crack
3307
膨張
焼結によって生じる圧粉体の寸法の増加。
焼結膨らみともいう。
growth
3308
収縮
焼結によって生じる圧粉体の寸法の減少。
焼結縮みともいう。
shrinkage
3309
焼結肌
焼結によって生じる内部と異なる特性をもつ焼結体の表面層。 sintered skin
4) 焼結部品の特性
番号
用語
定義
対応英語(参考)
3401
焼結体
粉末又は圧粉体を焼結したもの。
sintered object,
sintered body
3402
結合相
多元系焼結材料において,他の相を結合している相。
binder phase
3403
結合金属
多元系焼結材料において,他の相よりも融点が低い結合金属
相。
binder metal
3404
マトリックス金属相 焼結材料において,気孔又は他の成分粒子をその中に包含して
基盤となる連続金属相。
マトリックスともいう。
metallic matrix
phase
3405
密度
質量を体積で除した値。通常,その体積には材料内部の空げき
の体積を含める。
(JIS Z 2501参照)
density
3406
焼結密度
焼結体の単位体積当たりの質量。
sintered density
3407
相対密度
多孔質体の密度とそれと同一組成の材料の気孔のない状態に
おける密度との比。通常百分率で表す。
密度比ともいう。
relative density
3408
固相密度
多孔質材料の気孔を除いた部分の密度。
理論密度ともいう。
solid density
3409
密度分布
圧粉体又は焼結体の内部における部分的な密度の違いを数値
で示したもの。
density distribution
3410
圧環強さ
圧環荷重から一定の方法で求められる円筒状焼結体又は圧粉
体の強さ。
radial crushing
strength
11
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
(JIS Z 2507参照)
3411
圧環荷重
円筒形の焼結体又は圧粉体を軸に平行な二面で圧縮して割れ
が生じ始めたときの荷重。
radial crushing load
3412
気孔
粒子の内部若しくは材料の内部に本来存在する空げき又は後
で生じた空げき。
pore
3413
開放気孔
表面に通じている気孔。
open pore
3414
表面多孔性
焼結体の表面に露出している気孔の多さ。
surface porosity
3415
閉鎖気孔
表面に通じていない気孔。
closed pore
3416
通気孔
流体が透過することができる多孔質体の気孔。
permeable pore
3417
通気性
焼結体中の通気孔を通じて流体が流れるときの流体の流れや
すさ。
permeability
3418
連結孔
互いに連結している気孔。
communicating pore,
interconnected
porosity
3419
気孔率
多孔質体の総体積に対するすべての気孔の体積の割合。通常百
分率で表す。
多孔率ともいう。
porosity
3420
開放気孔率
多孔質体の総体積に対する開放気孔の体積の割合。通常百分率
で表す。
(JIS Z 2501参照)
open porosity
3421
閉鎖気孔率
多孔質体の総体積に対する閉鎖気孔の体積の割合。通常百分率
で表す。
closed porosity
3422
拡散気孔
拡散現象が作用して構成された気孔。
(カーケンドル効果:Kirkendall effect)
diffusion porosity
3423
流出孔
焼結中に低融点成分の粒子が溶融し周囲に流出することによ
って生じる気孔。
melt-off pore
3424
気孔組織
気孔形状,寸法及び気孔分布によって特徴が示される材料内の
気孔構造。
porosity structure
3425
気孔寸法
幾何学的分析又は物理試験によって決定された気孔の寸法。 pore size
3426
気孔寸法分布
材料内部にある気孔の大きさを区分された寸法ごとの個数又
は体積の百分率で表したもの。
pore size
distribution
3427
A−気孔
超硬合金で10μmより小さい気孔。
A-pores
3428
B−気孔
超硬合金で10μmから25μmの気孔。
B-pores
3429
C−遊離炭素
超硬合金において,材料の金属組織観察のための前処理中に黒
鉛が脱落して気孔が固まった形になったもの。
C-uncombined
carbon
3430
気泡点圧力
初期気泡が液相飽和域を通り過ぎるために必要な最小圧力。
備考 主に最大気孔に作用するものである。
bubble-point
pressure
3431
含油率
含油した焼結体中に含まれる油量を容積百分率で表したもの。
(JIS Z 2501参照)
oil content
3432
通気度
規定の条件下で測定した,単位時間当たりに多孔質体を通過す
る液体又はガスの量。
fluid permeability
3433
見掛硬さ
気孔の影響を含んだ焼結材料の硬さ。
apparent hardness
3434
固相硬さ
気孔の影響を受けないような条件下で測定した焼結材料の固
相部分の硬さ。
マトリックス硬さともいう。
solid hardness
3435
寸法変化
焼結によって生じる圧粉体寸法の増減。
dimensional change
3436
酸化物ネットワーク 旧粉末粒界に沿った連続又は不連続な酸化物。
oxide network
3437
表面指状酸化物
部品の表面から内部に向かって旧粉末粒界に沿っている酸化
物。回転タンブリングのような物理的方法でしか除去できな
い。
surface finger
oxide
12
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 焼結後の処理(後処理)
番号
用語
定義
対応英語(参考)
4001
再圧縮
主として物理的性質を改善する目的で焼結体を再び圧縮する
工程。
広義には,サイジング及びコイニングを含む。
re-pressing
4002
サイジング
所定の寸法を得るために行う再圧縮。
sizing
4003
コイニング
所定の表面形状を得るために行う再圧縮。
coining
4004
再圧体
焼結体を再圧縮したも。
repressed compact
4005
粉末鍛造
鍛造によってプリフォームに形状の変化を伴う高密度化加工
を行う方法。
power forging
4006
焼結鍛造
焼結体をプリフォームとして用いる粉末鍛造。
sinter forging
4007
熱間再圧縮
熱間で所定の寸法を得るために行う再圧縮。主に加圧方向の寸
法が変わる。
hot re-pressing
4008
含浸
焼結体の気孔の中に油,ワックス,樹脂などを満たす方法。 impregnation
4009
含油
焼結体の気孔の中に油を含浸する方法。
oil impregnation
4010
水蒸気処理
鉄系焼結材料を過熱水蒸気中で加熱し,開放気孔を含む全表面
に四三酸化鉄の被膜を形成させる方法。
steam treatment
4011
溶浸体
溶浸された焼結体。
infiltrated body
4012
溶浸材
スケルトンの気孔に溶浸される金属又は合金。
infiltrant
e) 粉末や(冶)金材料
1) 材料関連用語
番号
用語
定義
対応英語(参考)
5101
焼結材料
製造する過程で粉末又は圧粉体の焼結を行った材料。
sintered material
5102
粉末や(冶)金材料 金属粉(非金属粉を配合する場合を含む。)を用いた焼結材料。
焼結金属材料又は焼結合金材料ともいう。
powder metallurgical
material,
PM (P/M) material
5103
焼結鉄
合金元素を加えない鉄の粉末や(冶)金材料。
sintered iron
5104
焼結鉄合金
鉄に炭素以外の合金元素を加えた粉末や金材料。
sintered iron alloy
5105
焼結鋼
鉄に炭素又は炭素とそれ以外の合金元素を加えた粉末や金材
料。
前者を焼結炭素鋼,後者を焼結合金鋼という。
sintered steel
5106
超硬合金
高融点金属の炭化物を主成分とする耐摩耗性の優れた高い硬
さの粉末や金材料。
hardmetal,
cemented carbide
5107
重合金
密度が16.5g/cm3以上の粉末や金材料。例えば,ニッケル,銅
を含むタングステン合金。
heavy metal
5108
分散強化合金
金属マトリックス相に微細な他の金属相又は非金属相が分散
している熱間強度の優れた粉末や金材料。
dispersion-
strengthened
material
5109
サーメット
セラミック質の非金属を金属相で結合した耐摩耗性,耐酸化性
の優れた粉末や金材料。
cermet
5110
焼結金属マトリック
ス複合材料
金属のマトリックスとマトリックスに溶解しない分散第2相
及び他の分散相からなる焼結材料。
sintered
metal-matrix
composite,
MMC
5111
焼結高融点金属
粉末や金法で造ったタングステン,モリブデン,タンタル,レ
ニウムなどの高融点金属及びその合金の総称。
sintered refractory
metal
5112
焼結多層材料
成分を異にする二つ以上の層からなる粉末や金材料。
sintered multi-layer
material
5113
焼結複合材料
焼結によって相互にほとんど化学的変化を生じない成分粉末
を用いた粉末や金材料。
sintered composite
material
13
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 応用製品関連用語
番号
用語
定義
対応英語(参考)
5201
焼結部品
圧粉体が寸法精度を維持した状態で焼結された部品。
sintered part
5202
焼結製品
焼結材料からなる製品。
sintered product
5203
粉末や(冶)金製品 粉末や(冶)金材料からなる製品。焼結金属製品又は焼結合金
製品ともいう。
powder metallurgical
product,
PM (P/M) product
5204
焼結機械部品
機械の構成部品として用いる粉末や金製品。
sintered structural
part,
sintered machine
part
5205
焼結含油軸受
軸受として用いる開放気孔に潤滑油を満たした粉末や金製品。 oil-impregnated
sintered bearing
oil-retaining
bearing
5206
焼結フィルタ
ろ過材として用いる多孔質な粉末や金製品。
sintered filter,
sintered metal
filter
5207
焼結磁性部品
磁気的特性を満たした焼結部品。
sintered magnetic
part
5208
焼結磁石
永久磁石として用いる硬質磁性の粉末や金製品。
sintered (hard)
magnet
5209
焼結軟磁性部品
磁心などに用いる軟質磁性の粉末や金製品。
sintered soft
magnetic part
5210
圧粉磁心
軟質磁性の金属又は合金の粉末表面に電気絶縁皮膜を施し,こ
れを成形して造った磁心。
powder magnetic
core
5211
焼結摩擦材
摩擦材として用いる摩擦係数の高い粉末や金製品。
sintered friction
material
5212
焼結電気接点
電気接点として用いる耐アーク消耗性及び耐溶着性の優れた
粉末や金製品。
sintered electric
contact
5213
焼結すり板
パンタグラフ集電子用すり板として用いる導電性及び摩耗特
性の優れた粉末や金製品。
sintered contact
strip
5214
焼結集電ブラシ
電気機器用ブラシとして用いる銅及び炭素を主成分とする粉
末や金製品。
sintered electric
brush
5215
超硬工具
超硬合金を用いた工具の総称。
hardmetal tool,
cemented carbide
tool
5216
サーメット工具
サーメットを用いた工具の総称。
cermet tool
5217
焼結高速度鋼工具
高速度工具鋼に相当する組成の合金粉を原料とする緻密な焼
結鋼を用いた工具の総称。
粉末ハイス工具ともいう。
sintered high speed
steel tool
5218
金属複合ダイヤモン
ド工具
マトリックス金属中にダイヤモンド粉末粒子を分散させた工
具。
metal bonded
diamond tool
14
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 結晶粒,粒子及び凝集粉の概念図
付図2 針状
15
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3 角状
付図4 樹枝状
付図5 繊維状
付図6 片状
16
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図7 粒状
付図8 不規則形状
付図9 涙滴状
付図10 球状
17
Z 2500 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2500[粉末や(冶)金用語]改正原案作成委員会 構成表
(1) 全体,フォーミング,焼結,焼結後の処理(後処理),粉末や(冶)金材料担当
氏名
所属
(委員長)
渡 辺 忠 彦
東京焼結金属株式会社
(委員)
渡 辺 龍 三
東北大学工学部
古 賀 公 男
神岡部品工業株式会社
明 智 清 明
住友電気工業株式会社
山 田 洋
株式会社椿本チエイン
森 岡 勉
株式会社東芝
真 鍋 明
トヨタ自動車株式会社
高 田 修
トライス株式会社
梅 垣 俊 造
日産自動車株式会社
江 上 保 吉
日本ピストンリング株式会社
伊 東 正 男
日本粉末合金株式会社
早 坂 忠 郎
日立粉末冶金株式会社
黄 鶴 年
フクイシンター株式会社
酒 井 武 明
富士通シンター株式会社
竹 崎 陽 二
ポーライト株式会社
清 水 輝 夫
三菱マテリアル株式会社
松 村 信 和
矢崎部品株式会社
(事務局)
溝 口 寛 司
日本粉末冶金工業会
板 橋 弘 明
日本粉末冶金工業会
(2) 粉末担当
氏名
所属
(委員長)
岩 津 修
福田金属箔粉工業株式会社
(委員)
浅 見 淳 一
東京都城南地域中小企業振興センター
前 田 義 昭
川崎製鉄株式会社
花 岡 宏 卓
株式会社神戸製鋼
浅 野 光 章
大同特殊鋼株式会社
加 藤 欽 之
太平洋金属株式会社
竹 内 邦 明
東邦亜鉛株式会社
袖 岡 英 治
東洋アルミニウム株式会社
重 歳 雅 司
同和鉄粉工業株式会社
成 澤 靖
日鉱グールド・フォイル株式会社
高 橋 英 行
ヘガネスジャパン株式会社
島 村 宏 之
三井金属鉱業株式会社
徳 山 幸 夫
三菱製鋼株式会社
米 田 喜重郎
ミナルコ株式会社
伊 藤 嘉 朗
住友電気工業株式会社
早 坂 忠 郎
日立粉末冶金株式会社
(事務局)
溝 口 寛 司
日本粉末冶金工業会
板 橋 弘 明
日本粉末冶金工業会